ES2872079T3 - Electrodo de soplete de arco de plasma y método de fabricación del mismo - Google Patents
Electrodo de soplete de arco de plasma y método de fabricación del mismo Download PDFInfo
- Publication number
- ES2872079T3 ES2872079T3 ES18203583T ES18203583T ES2872079T3 ES 2872079 T3 ES2872079 T3 ES 2872079T3 ES 18203583 T ES18203583 T ES 18203583T ES 18203583 T ES18203583 T ES 18203583T ES 2872079 T3 ES2872079 T3 ES 2872079T3
- Authority
- ES
- Spain
- Prior art keywords
- electrode
- diameter
- highly conductive
- conductive insert
- coaxial
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 16
- 239000000945 filler Substances 0.000 claims abstract description 48
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 claims abstract description 41
- 229910052802 copper Inorganic materials 0.000 claims abstract description 41
- 239000010949 copper Substances 0.000 claims abstract description 41
- 229910000881 Cu alloy Inorganic materials 0.000 claims abstract description 8
- BQCADISMDOOEFD-UHFFFAOYSA-N Silver Chemical compound [Ag] BQCADISMDOOEFD-UHFFFAOYSA-N 0.000 claims description 44
- 229910052709 silver Inorganic materials 0.000 claims description 43
- 239000004332 silver Substances 0.000 claims description 43
- 238000003825 pressing Methods 0.000 claims description 21
- 229910052735 hafnium Inorganic materials 0.000 claims description 18
- VBJZVLUMGGDVMO-UHFFFAOYSA-N hafnium atom Chemical compound [Hf] VBJZVLUMGGDVMO-UHFFFAOYSA-N 0.000 claims description 18
- 230000009471 action Effects 0.000 claims description 12
- 239000000463 material Substances 0.000 claims description 12
- 229910001316 Ag alloy Inorganic materials 0.000 claims description 9
- 238000000034 method Methods 0.000 claims description 7
- 239000011248 coating agent Substances 0.000 claims description 3
- 238000000576 coating method Methods 0.000 claims description 3
- QCWXUUIWCKQGHC-UHFFFAOYSA-N Zirconium Chemical compound [Zr] QCWXUUIWCKQGHC-UHFFFAOYSA-N 0.000 claims description 2
- 239000004033 plastic Substances 0.000 claims description 2
- 229910052726 zirconium Inorganic materials 0.000 claims description 2
- 239000007789 gas Substances 0.000 description 18
- 229910052751 metal Inorganic materials 0.000 description 10
- 239000002184 metal Substances 0.000 description 10
- 238000001816 cooling Methods 0.000 description 7
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 6
- 230000006835 compression Effects 0.000 description 6
- 238000007906 compression Methods 0.000 description 6
- 239000002826 coolant Substances 0.000 description 6
- 238000005516 engineering process Methods 0.000 description 6
- 239000001301 oxygen Substances 0.000 description 6
- 229910052760 oxygen Inorganic materials 0.000 description 6
- XKRFYHLGVUSROY-UHFFFAOYSA-N Argon Chemical compound [Ar] XKRFYHLGVUSROY-UHFFFAOYSA-N 0.000 description 4
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 4
- 238000005520 cutting process Methods 0.000 description 4
- 150000002739 metals Chemical class 0.000 description 4
- 230000001681 protective effect Effects 0.000 description 4
- 239000007788 liquid Substances 0.000 description 3
- 238000003466 welding Methods 0.000 description 3
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 2
- NEIHULKJZQTQKJ-UHFFFAOYSA-N [Cu].[Ag] Chemical compound [Cu].[Ag] NEIHULKJZQTQKJ-UHFFFAOYSA-N 0.000 description 2
- 229910052786 argon Inorganic materials 0.000 description 2
- 230000008901 benefit Effects 0.000 description 2
- 230000008878 coupling Effects 0.000 description 2
- 238000010168 coupling process Methods 0.000 description 2
- 238000005859 coupling reaction Methods 0.000 description 2
- 239000007769 metal material Substances 0.000 description 2
- 229910052757 nitrogen Inorganic materials 0.000 description 2
- 239000003507 refrigerant Substances 0.000 description 2
- 238000000638 solvent extraction Methods 0.000 description 2
- 230000003746 surface roughness Effects 0.000 description 2
- 230000008646 thermal stress Effects 0.000 description 2
- WFKWXMTUELFFGS-UHFFFAOYSA-N tungsten Chemical compound [W] WFKWXMTUELFFGS-UHFFFAOYSA-N 0.000 description 2
- 229910052721 tungsten Inorganic materials 0.000 description 2
- 239000010937 tungsten Substances 0.000 description 2
- 229910000831 Steel Inorganic materials 0.000 description 1
- 239000003570 air Substances 0.000 description 1
- 229910045601 alloy Inorganic materials 0.000 description 1
- 239000000956 alloy Substances 0.000 description 1
- 238000004873 anchoring Methods 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 230000015556 catabolic process Effects 0.000 description 1
- 239000012141 concentrate Substances 0.000 description 1
- YCKOAAUKSGOOJH-UHFFFAOYSA-N copper silver Chemical compound [Cu].[Ag].[Ag] YCKOAAUKSGOOJH-UHFFFAOYSA-N 0.000 description 1
- 238000006731 degradation reaction Methods 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 238000010891 electric arc Methods 0.000 description 1
- 230000005611 electricity Effects 0.000 description 1
- 230000004907 flux Effects 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 229910052759 nickel Inorganic materials 0.000 description 1
- 230000003647 oxidation Effects 0.000 description 1
- 238000007254 oxidation reaction Methods 0.000 description 1
- 230000008092 positive effect Effects 0.000 description 1
- 230000008569 process Effects 0.000 description 1
- 229910000679 solder Inorganic materials 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 230000035882 stress Effects 0.000 description 1
- 230000007704 transition Effects 0.000 description 1
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K9/00—Arc welding or cutting
- B23K9/24—Features related to electrodes
- B23K9/28—Supporting devices for electrodes
- B23K9/29—Supporting devices adapted for making use of shielding means
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05H—PLASMA TECHNIQUE; PRODUCTION OF ACCELERATED ELECTRICALLY-CHARGED PARTICLES OR OF NEUTRONS; PRODUCTION OR ACCELERATION OF NEUTRAL MOLECULAR OR ATOMIC BEAMS
- H05H1/00—Generating plasma; Handling plasma
- H05H1/24—Generating plasma
- H05H1/26—Plasma torches
- H05H1/32—Plasma torches using an arc
- H05H1/34—Details, e.g. electrodes, nozzles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21J—FORGING; HAMMERING; PRESSING METAL; RIVETING; FORGE FURNACES
- B21J5/00—Methods for forging, hammering, or pressing; Special equipment or accessories therefor
- B21J5/06—Methods for forging, hammering, or pressing; Special equipment or accessories therefor for performing particular operations
- B21J5/08—Upsetting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21K—MAKING FORGED OR PRESSED METAL PRODUCTS, e.g. HORSE-SHOES, RIVETS, BOLTS OR WHEELS
- B21K25/00—Uniting components to form integral members, e.g. turbine wheels and shafts, caulks with inserts, with or without shaping of the components
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K10/00—Welding or cutting by means of a plasma
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/02—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by mechanical features, e.g. shape
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05H—PLASMA TECHNIQUE; PRODUCTION OF ACCELERATED ELECTRICALLY-CHARGED PARTICLES OR OF NEUTRONS; PRODUCTION OR ACCELERATION OF NEUTRAL MOLECULAR OR ATOMIC BEAMS
- H05H1/00—Generating plasma; Handling plasma
- H05H1/24—Generating plasma
- H05H1/26—Plasma torches
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05H—PLASMA TECHNIQUE; PRODUCTION OF ACCELERATED ELECTRICALLY-CHARGED PARTICLES OR OF NEUTRONS; PRODUCTION OR ACCELERATION OF NEUTRAL MOLECULAR OR ATOMIC BEAMS
- H05H1/00—Generating plasma; Handling plasma
- H05H1/24—Generating plasma
- H05H1/26—Plasma torches
- H05H1/32—Plasma torches using an arc
- H05H1/34—Details, e.g. electrodes, nozzles
- H05H1/3442—Cathodes with inserted tip
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Plasma & Fusion (AREA)
- Mechanical Engineering (AREA)
- Spectroscopy & Molecular Physics (AREA)
- Arc Welding In General (AREA)
- Plasma Technology (AREA)
- Arc Welding Control (AREA)
Abstract
Electrodo (100) para un soplete de arco de plasma, con su cuerpo (101) hecho de cobre o una aleación de cobre, hecho en forma de un cilindro hueco, cuyo extremo trasero está adaptado para conectarse al soplete de arco de plasma, caracterizado por que en el extremo delantero hay una abertura coaxial (108) que va desde el extremo delantero del electrodo (100) al cuerpo de electrodo (101), en donde la abertura coaxial (108) contiene una pieza insertada altamente conductora (102), en cuya parte delantera se almacena coaxialmente un relleno emisivo (103), presionándose la pieza insertada altamente conductora (102) en la abertura coaxial (108) con su diámetro ampliado en su lado localizado en el extremo delantero del cuerpo de electrodo (101) a un diámetro (d1) mayor que el diámetro 10 (d) de la abertura coaxial (108).
Description
DESCRIPCIÓN
Electrodo de soplete de arco de plasma y método de fabricación del mismo
Campo de la invención
La presente invención se refiere a un electrodo enfriado por líquido o aire para su uso en sopletes de arco de plasma y al método de fabricación de dicho electrodo.
Antecedentes de la invención
Un dispositivo para el procesamiento de materiales por medio de corte por arco de plasma se usa ampliamente para la partición térmica de materiales metálicos, con un flujo de plasma concentrado usado para la partición en sí. Este flujo de plasma concentrado consiste en un gas ionizado a alta temperatura. El gas se ioniza en el soplete de plasma. La corriente eléctrica y el gas comprimido se introducen en el soplete de plasma, donde el gas se ioniza y, a continuación, se expulsa a través de un pequeño orificio hacia el material a cortar. De esta manera, se produce un flujo de plasma concentrado de alta velocidad a elevada temperatura. Como gas de plasma se usa especialmente nitrógeno, argón, aire y oxígeno. Tanto la energía térmica como cinética del arco de plasma son altas, haciendo posible el corte de metales, especialmente acero de gran espesor, a alta velocidad.
El calor que irradia el arco de plasma es muy alto. El diseño del soplete de plasma y sus partes componentes refleja este hecho. Para reducir su temperatura, se enfría el soplete de plasma. Se usa un líquido o un gas como refrigerante, que entra en el cuerpo de soplete, donde enfría los componentes calentados y, a continuación, sale del cuerpo de soplete. En general, un soplete de arco de plasma consiste en el cuerpo de soplete, un tubo de enfriamiento, un electrodo, un anillo de remolino, una boquilla, un soporte de boquilla, un dispositivo protector y una tapa de protección de boquilla. El cuerpo de soplete, en particular, proporciona el suministro de corriente eléctrica para el electrodo y el suministro de gas de plasma para el anillo de remolino, así como la distribución del refrigerante. El tubo de enfriamiento lleva el refrigerante a la parte más caliente del electrodo. El electrodo conduce la corriente eléctrica, proporcionando su salida durante la transición al flujo de plasma. El anillo de remolino proporciona el suministro del volumen necesario del gas de plasma, dirigiéndolo al espacio entre el electrodo y la boquilla. La boquilla concentra y dirige el gas ionizado a un flujo de plasma condensado. El soporte de boquilla sostiene la boquilla en el cuerpo de soplete y proporciona el suministro de refrigerante para la boquilla. El dispositivo protector protege la boquilla de cualquier daño provocado por el metal fundido que se está cortando. La tapa de protección de boquilla une la tapa de protección de boquilla al cuerpo de soplete y proporciona un conducto para el refrigerante gaseoso o líquido.
El arco de plasma va desde el electrodo hasta el material que se está cortando. Tanto el paso de corriente eléctrica como la alta temperatura del arco de plasma provocan una intensa tensión térmica en el electrodo. Por lo tanto, el cuerpo de electrodo está hecho de cobre, una aleación de cobre, plata, o una aleación de plata y cobre, o de compuestos de cobre y plata, debido a la alta conductividad térmica y eléctrica de dichos metales. La plata tiene la ventaja de una mayor conductividad eléctrica y térmica, así como una resistencia a la oxidación y la degradación a temperaturas más altas cuando se expone al oxígeno y el aire, como el gas de plasma. El cobre tiene la ventaja de un precio bajo en comparación con la plata. Habitualmente, los cuerpos de electrodo de plasma están hechos de cobre.
El electrodo está sujeto a la mayor tensión térmica en su punto de contacto con el arco de plasma. En este punto, un relleno hecho de un material con alta emisividad eléctrica y alta resistencia térmica se inserta en el cuerpo de electrodo; habitualmente, esta pieza insertada con alta emisividad eléctrica y alta resistencia térmica está hecha de hafnio o tungsteno, dependiendo del tipo de gas usado para generar el arco de plasma. El gas empleado puede ser no reactivo, tal como el nitrógeno o el argón, o reactivo, tal como el oxígeno o el aire. El uso de aire u oxígeno como gas de plasma ejerce una mayor tensión sobre el electrodo, que podría oxidarse cuando se expone al oxígeno a altas temperaturas.
Los gastos operativos son un factor importante cuando se usa la tecnología de corte por plasma. El coste de compra de los consumibles es una parte importante de los gastos operativos. El electrodo es una pieza de desgaste.
Un método para aumentar la vida útil del electrodo, con los costes de fabricación más bajos posibles, se expone, por ejemplo, en la solicitud de patente JP 2011014295 (A), de acuerdo con la cual la vida útil del electrodo de plasma aumenta cuando el cuerpo de electrodo de cobre se suelda a la pieza insertada emisiva de hafnio con soldadura de plata. Hay un inconveniente en esta tecnología: el proceso de soldadura es exigente, mientras que la vida útil de los electrodos de plasma solo se mejora ligeramente para cargas bajas y medias.
La patente US-6.177.647 describe una solución donde se presiona un relleno emisivo cubierto con una fina lámina de plata en el cuerpo de electrodo de cobre semiacabado. Para electrodos fabricados de esta manera, sin embargo, el relleno emisivo a veces puede estar desalineado del eje de electrodo.
El documento de patente US-6.020.572 describe el diseño y la tecnología de fabricación de un electrodo de plasma con una pieza insertada de plata que rodea la pieza insertada de hafnio. Una pieza insertada hecha de una aleación de plata que contiene un 2-3 % de cobre, con un espesor de pared lateral superior a 1 mm, en la que hay un orificio
para el relleno emisivo de hafnio, se coloca en una abertura en el electrodo de cobre semiacabado. A continuación, el relleno emisivo de hafnio se presiona en el conjunto del producto de cobre semiacabado y la pieza insertada de plata. Este electrodo tiene una larga vida útil para todas las corrientes, pero debido a que el relleno de hafnio y la pieza insertada de plata se fijan en el cuerpo de cobre del electrodo mediante tan solo una presión de una sola acción, el acoplamiento del cuerpo de cobre y la pieza insertada de plata no es suficiente, ni estable.
Este problema puede solucionarse usando la solución descrita en el documento EP 1298966, de acuerdo con el cual la pieza insertada de plata que contiene el relleno de hafnio se presiona en un cuerpo de electrodo de cobre semiacabado precalentado hecho de una aleación de cobre especial. Después de que el cuerpo de electrodo de cobre semiacabado se enfríe, el cobre alrededor de la pieza insertada de plata se contrae, debido a su expansión térmica y, por lo tanto, la pieza insertada de plata se ancla en el electrodo semiacabado. Esta solución garantiza que la pieza insertada de plata y el relleno de hafnio se anclen firmemente dentro del cuerpo de cobre del electrodo. Hay un inconveniente con esta tecnología: debe usarse una aleación de cobre especial con un 5 % de contenido de níquel y el electrodo debe ensamblarse a alta temperatura. Para este tipo de diseño de electrodos, no hay enfriamiento directo de la pieza insertada de plata dentro del electrodo.
Otra posible solución técnica se describe en la patente US-6.841.754, de acuerdo con la cual la pieza insertada de plata semiacabada se une al cuerpo de electrodo de cobre semiacabado usando soldadura por fricción, y, a continuación, se mecaniza el electrodo soldado semiacabado y se presiona en el mismo el relleno emisivo de hafnio. La vida útil de un electrodo hecho usando esta tecnología se acerca a la vida útil de un electrodo con un cuerpo de plata completo. Un inconveniente de esta tecnología es su alta demanda de materiales.
El documento US-5.767.478 describe un electrodo que comprende un soporte metálico que tiene un extremo delantero y una cavidad en dicho extremo delantero; y una pieza insertada emisiva compuesta de hafnio, un manguito compuesto de plata, rodeando dicho manguito al menos una parte de dicha pieza insertada emisiva con el fin de separar dicha parte de dicha pieza insertada emisiva del contacto con dicho soporte. No hay enfriamiento directo de la pieza insertada de plata dentro del electrodo. No se menciona ninguna ampliación de diámetro de la pieza insertada de plata en su lado localizado en el extremo delantero del cuerpo de electrodo.
Se proporciona un anclaje altamente estable tanto de la pieza insertada de plata como del relleno de hafnio en el cuerpo de cobre del electrodo mediante una solución de acuerdo con la patente US-6.114.650. Según esta patente, se coloca una pieza insertada de aleación de plata en el cuerpo de electrodo de cobre, a continuación, el relleno emisivo se coloca en una cavidad en la pieza insertada de plata. A continuación, se aplica una fuerza axial al relleno emisivo para provocar una deformación radial, por medio de la cual el relleno emisivo, junto con la pieza insertada de plata, se fija firmemente en el cuerpo de electrodo.
La patente US 6329627 B1 describe un electrodo para un soplete de arco de plasma y la fabricación del mismo. El electrodo comprende: un soporte metálico que tiene un extremo delantero, una cavidad en dicho extremo delantero; un conjunto de pieza insertada montado en dicha cavidad y que comprende: una pieza insertada emisiva que tiene una cara interior, una cara exterior, y un orificio formado en la misma, y un núcleo no emisivo colocado dentro de dicho orificio, teniendo dicho núcleo no emisivo una parte terminal, en donde dicho núcleo no emisivo actúa para extraer calor de dicha pieza insertada emisiva y transferir el calor a dicho soporte metálico. Se detalla que el soporte metálico está hecho de cobre y/o aleaciones de cobre, el manguito está compuesto de Ag y la pieza insertada emisiva de hafnio, circonio, tungsteno y aleaciones de los mismos.
El método de producción desvela que la pieza en bruto se estampa de manera que el conjunto de pieza insertada se una al cuerpo metálico cilíndrico.
Sumario de la invención
El fin de la invención es proporcionar un electrodo de corte por arco de plasma con una vida útil mejorada que pueda fabricarse fácilmente con pocas demandas de material.
La invención se basa en la idea de que con el fin de garantizar una transmisión eficiente de la corriente eléctrica y el calor a través del área de contacto sin soldadura entre el cuerpo de electrodo de cobre y una pieza insertada altamente conductora térmica y eléctricamente, se crea un acoplamiento positivo de los metales presionando la pieza insertada de plata en el cuerpo de cobre del electrodo, sin soldaduras a baja ni alta temperatura. De acuerdo con la presente invención, la pieza insertada altamente conductora, preferentemente hecha de plata, se presiona y calafatea en la abertura coaxial, provocando su deformación plástica, de manera que su diámetro en su lado situado en la parte delantera del cuerpo de electrodo se expanda para superar el diámetro de la abertura coaxial.
En su lado localizado dentro del cuerpo de electrodo, la pieza insertada altamente conductora está provista preferentemente de un tope construido como una expansión anular cuyo diámetro es de nuevo mayor que el diámetro de la abertura coaxial.
Debido a la alta concentración del flujo de corte en la superficie de salida del relleno emisivo (73-115 A/mm2) y debido
al intenso calentamiento del relleno emisivo del arco de plasma, el relleno emisivo debe enfriarse intensamente. Por lo tanto, debe usarse un material con la mayor conductividad térmica y eléctrica posible para rodear el relleno emisivo. Este requisito se cumple mejor usando aleaciones de plata que no contengan más del 20 % de cobre en masa, preferentemente no más del 10 % de cobre en masa.
El relleno emisivo, preferentemente hecho de hafnio, es de forma cilíndrica y se inserta en el orificio axial en el medio de la pieza insertada altamente conductora. El espesor de la pieza insertada altamente conductora que rodea el relleno emisivo varía preferentemente de 0,5 mm con cargas de corriente bajas a 3 mm con cargas de corriente altas. El diámetro de la pieza insertada altamente conductora varía preferentemente de 1,6 mm con cargas de corriente bajas a 8,0 mm con cargas de corriente altas. La longitud L de la abertura coaxial en el extremo delantero del cuerpo de electrodo varía preferentemente de 1,6 a 4,2 mm. La corriente conducida a través del arco eléctrico generado habitualmente varía de 50 a 500 A.
El tamaño requerido del área de contacto entre el cuerpo de cobre del electrodo y la pieza insertada de plata también depende de la carga de corriente. La relación de carga óptima es de 3 a 12 A por mm2 del área de contacto. Con cargas de corriente superiores a 12 A/mm2, el área de contacto entre el cobre y la plata ya no puede conducir lo suficiente la corriente eléctrica, lo que lleva a una pérdida de corriente y una caída en el rendimiento del electrodo. Disminuir la carga de corriente por debajo de 3 A/mm2 no tiene ningún efecto positivo en la vida útil del electrodo.
Con cargas de corriente superiores a 5 A/mm2, es aconsejable modificar el diseño de la pieza insertada de plata, de manera que llegue al interior del electrodo y así se enfríe directamente por el refrigerante. El enfriamiento directo de la pieza insertada de plata le permite aumentar la carga de corriente en el área de contacto entre el cuerpo de cobre del electrodo y la pieza insertada de plata hasta 12 A/mm2, a la vez que mantiene una vida útil del electrodo suficiente.
Con el fin de que tanto la corriente eléctrica como el calor se transmitan de manera eficiente a través del área de contacto sin soldadura entre el cuerpo de cobre del electrodo y la pieza insertada de plata, los metales deben adherirse firmemente entre sí. El primer prerrequisito para esto es una baja rugosidad superficial de las áreas de contacto, que debe ser inferior a 0,4 Ra, medida como desviación media aritmética. Otro prerrequisito es que el diámetro de la abertura en la base de cobre del electrodo sea menor que el diámetro de la pieza insertada de plata. El valor óptimo en el que el diámetro de la pieza insertada de plata debe superar el diámetro de abertura expresado en micrómetros coincide con la relación empírica
Vd
Ra + ■8597T 1000 ,
donde Ra representa la rugosidad en pm y d el diámetro en mm.
Con los valores de superposición y rugosidad especificados, la presión de la pieza insertada de plata en la abertura en el cuerpo de cobre del electrodo lleva a un estrecho contacto entre la plata y el cobre. Los picos de rugosidad superficial se eliminan, así como cualquier irregularidad en la superficie.
De acuerdo con eso, la naturaleza del método de fabricación de acuerdo con la invención radica en fabricar el cuerpo de electrodo en cobre o una aleación de cobre en forma de un cilindro hueco cuyo extremo trasero abierto está adaptado para conectarse a un soplete de arco de plasma y en cuyo extremo delantero hay una base en la que se hace una abertura coaxial, que va del extremo delantero del electrodo al cuerpo de electrodo, además, una pieza insertada altamente conductora está hecha de plata o una aleación de plata, en cuyo extremo delantero se hace un orificio coaxial a lo largo de parte de su longitud, en donde la pieza insertada altamente conductora se inserta a lo largo de parte de su longitud, a partir del extremo delantero, en forma de un cilindro con su diámetro mayor que el diámetro del orificio coaxial en al menos el doble del valor de la rugosidad Ra de las superficies correspondientes, y el relleno emisivo en forma de un cilindro mayor que el diámetro del orificio coaxial en la pieza insertada altamente conductora en al menos el doble del valor de la rugosidad Ra de las superficies correspondientes. A continuación, la pieza insertada altamente conductora se presiona en la abertura coaxial en el extremo delantero del cuerpo de electrodo, después de lo cual se presiona el relleno emisivo y se calafatea en el orificio coaxial en la pieza insertada altamente conductora. La rugosidad Ra de las superficies correspondientes significa la rugosidad de la superficie interior de la abertura coaxial y la rugosidad de la superficie de la pieza insertada altamente conductora, o la rugosidad de la superficie interior del orificio coaxial en la pieza insertada altamente conductora y la rugosidad de la superficie del área de recubrimiento del relleno emisivo.
De acuerdo con la invención, la pieza insertada de plata, junto con el relleno emisivo, se fija en el cuerpo de cobre del electrodo por medio de una compresión de doble acción a lo largo del eje de electrodo. Esta compresión se lleva a cabo por medio de una herramienta de presión en forma de anillo que actúa sobre el lado delantero de la pieza insertada conductora con el fin de deformar la pieza insertada altamente conductora, ampliando de este modo el lado delantero de la pieza insertada conductora hasta un diámetro mayor que el diámetro de la abertura coaxial. Esta presión da como resultado la unión permanente de la pieza insertada de plata a la base de cobre del electrodo. La presión de doble acción lleva al llenado máximo del material de pieza insertada de plata, cuyo límite superior está determinado por la resistencia y elasticidad del material de la base de electrodo. Un electrodo fabricado de esta manera
tiene una vida útil mejorada cerca de la vida útil de los electrodos de plata completos.
Preferentemente, todas las áreas de contacto, incluida la superficie interior de la abertura coaxial, la superficie de la pieza insertada altamente conductora a lo largo de parte de su longitud, a partir de su extremo delantero, la superficie interior del orificio coaxial en la pieza insertada altamente conductora, y la superficie del área de recubrimiento del relleno emisivo en forma cilíndrica, tienen la rugosidad Ra no superior a 0,4.
En una realización ventajosa del método de fabricación, la compresión de doble acción de la pieza insertada conductora en la abertura coaxial se realiza mediante una herramienta de presión en forma de anillo cuyo diámetro interior es menor que el diámetro de la abertura coaxial y, al mismo tiempo, mayor que el diámetro del relleno emisivo, y cuyo diámetro exterior es mayor que el diámetro de la abertura coaxial. A medida que la herramienta de presión deja marcas, normalmente es necesario mecanizar el extremo delantero del electrodo después de presionar la pieza insertada conductora en la abertura coaxial, con el fin de eliminar cualquier material de relleno emisivo redundante del área no en contacto directo con la herramienta de presión en forma de anillo.
La pieza insertada altamente conductora se fabrica en una parte de su longitud, a partir del extremo delantero, en forma de un cilindro con un diámetro mayor que el diámetro (d) de 1 a 45 pm, preferentemente de 14 a 32 pm, y el relleno emisivo se hace en forma de un cilindro con su diámetro mayor que el diámetro del orificio coaxial en una pieza insertada altamente conductora de abertura coaxial de 1 a 40 pm, preferentemente de 8 a 18 pm.
Breve descripción de los dibujos
En los dibujos se proporcionan detalles adicionales de la invención, donde:
Figura 1: muestra una sección de un soplete de arco de plasma enfriado por líquido que usa el arco de plasma transferido, equipado con el electrodo de acuerdo con la invención,
Figura 2: muestra una sección del electrodo de acuerdo con la invención,
Figura 3a: muestra una sección del cuerpo de electrodo y la pieza insertada altamente conductora antes de ensamblar el electrodo en la etapa uno del método de fabricación,
Figura 3b: muestra la situación antes de presionar el relleno emisivo en la siguiente etapa del método de fabricación,
Figura 3c: muestra la presión del relleno emisivo,
Figura 3d muestra una sección de la presión de la pieza insertada altamente conductora por medio de una herramienta de presión en forma de anillo de acuerdo con una realización ventajosa del método de fabricación de acuerdo con la invención, y
Figura 4 muestra una sección detallada del extremo delantero del electrodo inmediatamente después de presionar la pieza insertada altamente conductora en el mismo usando la herramienta de presión en forma de anillo.
La Figura 1 muestra una sección de un soplete de arco de plasma enfriado por líquido que usa el arco de plasma transferido, con una representación general de sus partes componentes. La parte esencial es un cuerpo de soplete en el que se inserta el tubo de enfriamiento 2, que se fija en el cuerpo 1 del soplete mediante el electrodo 100. Además, muestra un anillo de remolino 3, que se coloca junto a la superficie exterior del electrodo y que junto con la boquilla 4 forma la cámara de plasma, a la que se suministra el gas de plasma 9 a través del anillo de remolino 3; a continuación, el gas de plasma se ioniza por energía eléctrica en el espacio entre el electrodo 100 y la boquilla 4. La electricidad se suministra a través del cuerpo 1 del soplete al electrodo 100, y se forma un arco de plasma en el gas ionizado eléctricamente conductor entre el electrodo 100 y el material metálico que se está cortando. La boquilla 4, que dirige el flujo de plasma 10, se fija en el cuerpo de soplete 1 mediante el soporte de boquilla 5 equipado con el dispositivo protector 6, que protege de daños la boquilla 4. El dispositivo protector 6 se fija al cuerpo de soplete 1 usando tapa de protección 7 de la boquilla. Diversos tipos de sopletes de arco de plasma se diferencian entre sí dependiendo del diseño usado por sus fabricantes.
El refrigerante se suministra al electrodo a través de la entrada 8, mientras que el gas que se convertirá en plasma se suministra a través de la entrada 9. El arco de plasma 1_0 viene del extremo delantero del electrodo 100 a través de la boquilla 4 del soplete.
La figura 2 muestra una sección del electrodo de plasma 100 de acuerdo con la invención. El electrodo 100 consiste en el cuerpo 101 del electrodo en el que se fija la pieza insertada altamente conductora 102, con el relleno emisivo 103 presionado dentro del mismo. El cuerpo 1Ó1 del electrodo está hecho de cobre puro sin contenido de oxígeno. En el extremo delantero del cuerpo de electrodo 101, hay una abertura coaxial 108 de longitud L. En su forma a modo de
ejemplo, la pieza insertada altamente conductora 102 está hecha de una aleación de plata que contiene un 92,5 % de plata en masa y un 7,5 % de cobre en masa. La pieza insertada altamente conductora 102 es de forma cilíndrica con superficies cónicas. Contiene una forma cilíndrica básica con un diámetro d, que se fija en la abertura coaxial 108 en el cuerpo 101 del electrodo. En el extremo delantero de la pieza insertada altamente conductora 102, que se muestra en la parte inferior de la figura 2, la pieza insertada 102 llega a la expansión cónica 105 de diámetro d i Al observar la figura 2, la expansión cónica 105 va seguida de una parte cilíndrica básica de diámetro d y, por encima de la misma, la pieza insertada contiene una expansión anular cilíndrica o cónica 104 de diámetro d2. El diámetro d_l de la expansión cónica 105 de la parte delantera de la pieza insertada altamente conductora 102 y el diámetro d2 de la expansión anular 104 de la pieza insertada altamente conductora 102 son mayores que el diámetro d de la parte cilíndrica básica. Este diseño de pieza insertada 102 garantiza que la pieza insertada altamente conductora 102 se fije permanentemente en el cuerpo 101 del electrodo. El área de contacto S entre el cuerpo de cobre 101 del electrodo y la pieza insertada de plata 102 consiste en una parte cilíndrica básica, la expansión anular 104 y la expansión cónica 105. Con la longitud L, estas tres partes juntas forman el área de contacto total S.
Las figuras 3A, 3B, 3C y 3D muestran el electrodo en cada fase consecutiva de fabricación.
La figura 3A muestra el cuerpo semiacabado 101 del electrodo con la abertura 108 en la que debe presionarse la pieza insertada altamente conductora 102, así como la pieza insertada altamente conductora semiacabada 102, equipada con un orificio 109 para el relleno emisivo. La abertura coaxial 108 en el cuerpo 101 del electrodo está hecha con un diámetro ligeramente menor que la parte cilíndrica de la pieza insertada 102, que a continuación se presiona en el mismo. El valor óptimo en el que el diámetro de la pieza insertada de plata 102 debe superar el diámetro de la abertura 108, expresado en micrómetros, coincide con la relación empírica
f d
Ra + SK • 1000'89
donde Ra representa la rugosidad en pm y d el diámetro en pm.
La rugosidad de la superficie de abertura 108 en el cuerpo de electrodo 101 y de la superficie de la pieza insertada altamente conductora 102 es inferior a Ra 0,4.
La figura 3B muestra el cuerpo semiacabado 101 del electrodo con la pieza insertada altamente conductora comprimida 102, que se presiona dentro del cuerpo de electrodo 101 por medio del dispositivo de presión 100 y el relleno emisivo semiacabado 103.
La figura 3C muestra el cuerpo semiacabado 101 del electrodo en el que se presiona la pieza insertada altamente conductora 102, con el relleno emisivo 103 presionado en el mismo usando la herramienta de presión 111 contra el dispositivo de presión 110 para una compresión de doble acción.
La figura 3D muestra el cuerpo semiacabado 101 del electrodo con la pieza insertada altamente conductora 102 presionado en el mismo y el relleno emisivo 103 presionado en la pieza insertada. Además, se muestra la herramienta de presión en forma de anillo 112, que se aplica contra el dispositivo de presión 110 para calafatear la pieza insertada altamente conductora 102, es decir, para darle la forma requerida.
La figura 4 muestra un detalle del electrodo semiacabado 100, compuesto por el cuerpo de electrodo 101, la pieza insertada altamente conductora 102 y el relleno emisivo 103. La pieza insertada altamente conductora 102 se fija en el cuerpo de electrodo 101 usando una compresión de doble acción, que también puede denominarse calafateo de doble acción. De esta manera, la pieza insertada altamente conductora 102 se conforma mediante un calafateo de doble acción para formar una expansión cónica 105 del extremo delantero de la pieza insertada altamente conductora 102 hasta el mayor diámetro d2, que es mayor que el diámetro d de la parte cilíndrica básica. El calafateo de doble acción provoca el llenado del material de la pieza insertada altamente conductora 102 hacia el cuerpo 101 del electrodo y la pieza insertada emisiva 103. El calafateo de doble acción se lleva a cabo solamente en la superficie en forma de anillo delimitada por los diámetros d3 y d i
Descripción de las realizaciones preferidas
El cuerpo de electrodo 101 se hizo de cobre en forma de un cilindro hueco, en cuyo extremo delantero se hizo una abertura coaxial 108 con un diámetro d = 3,25 mm. La pieza insertada altamente conductora 102 se hizo de una aleación de plata que contenía un 7,5 % de cobre en masa. La pieza insertada altamente conductora 102 se creó a lo largo de parte de su longitud, a partir de su extremo delantero, en forma de un cilindro con su diámetro mayor que el diámetro d por
f d
Ra + ■ 8R97T 1000'
que en este caso es de 20,66 pm.
El relleno emisivo 103 se hizo de hafnio en forma de un cilindro con un diámetro de 1,3 mm, que era 13,21 pm mayor que el diámetro del orificio coaxial 109 en la pieza insertada altamente conductora 102. El electrodo se diseñó para cortar usando la corriente de 130 A.
En primer lugar, se usó el procedimiento mostrado en la figura 3B para presionar la pieza insertada altamente conductora 102 en la abertura coaxial 108 en el extremo delantero del cuerpo de electrodo 101 y, a continuación, se usó el procedimiento mostrado en la figura 3C para presionar el relleno emisivo 103 en el orificio coaxial 109 de la pieza insertada altamente conductora 102.
A continuación, la pieza insertada altamente conductora 102 se calafateó en la abertura coaxial 108 por compresión de doble acción usando una herramienta de presión en forma de anillo 112 en el extremo delantero de la pieza insertada conductora 102. De esta manera, se creó la expansión cónica 105 con un diámetro d1_ mayor que 3,2 mm en el extremo delantero de la pieza insertada altamente conductora 102.
En diversas realizaciones, el espesor de la parte 107 de la pieza insertada altamente conductora de plata 102 que rodea el relleno emisivo de hafnio 103 variaba de 0,5 a 1,0 mm.
Para fabricar un electrodo de corte usando la corriente de 400 A, se fabricó el cuerpo de electrodo 101, en cuyo extremo delantero se hizo la abertura coaxial 108 con un diámetro d = 7,4 mm. A continuación, la pieza insertada altamente conductora 102 se creó a lo largo de parte de su longitud, a partir de su extremo delantero, en forma de un cilindro con su diámetro mayor que el diámetro d por
Vd
Ra + ^38 1000'
que en este caso es de 30,97 pm.
El relleno emisivo 103 se hizo de hafnio en forma de un cilindro de 5,2 mm de longitud, con su diámetro de 17,07 pm mayor que el diámetro del orificio coaxial 109 en la pieza insertada altamente conductora 102. El electrodo se diseñó para cortar usando la corriente de 400 A.
En diversas realizaciones, el espesor de la parte 107 de la pieza insertada altamente conductora de plata 102 que rodea el relleno emisivo de hafnio 103 variaba de 1 a 3 mm.
La relación de carga óptima variaba de 3 A/mm2 a 10 A/mm2.
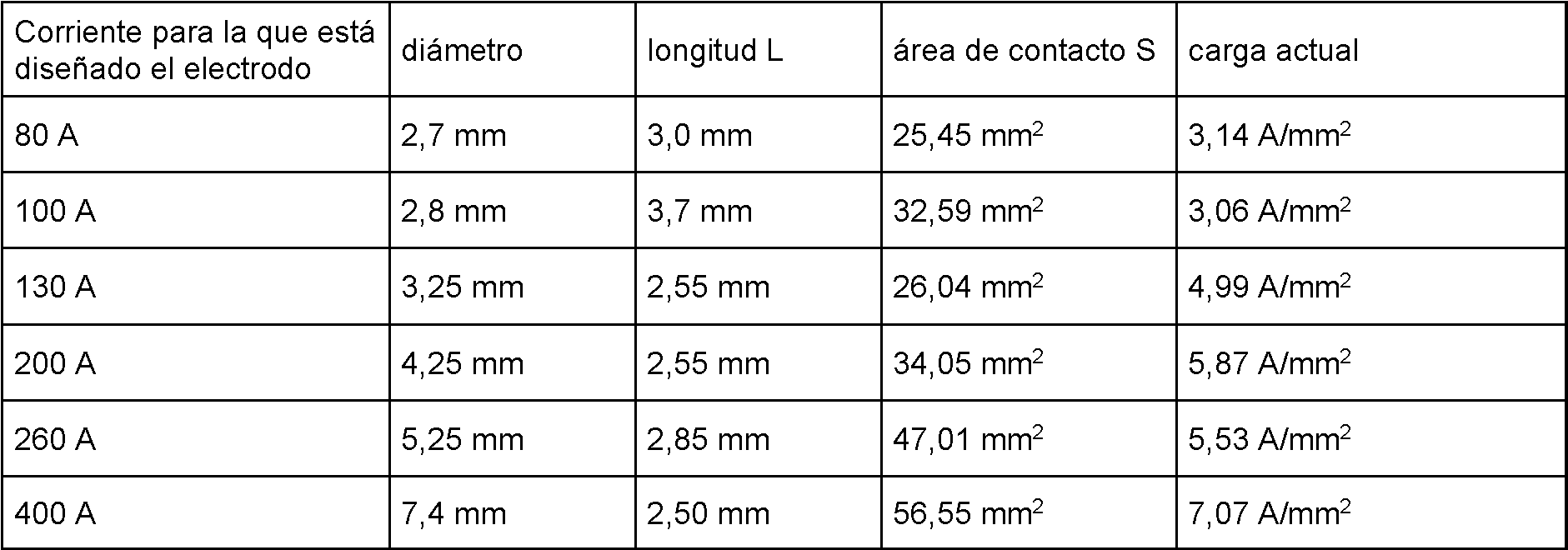
En la siguiente tabla se proporcionan ejemplos adicionales de diámetros y longitudes del área de contacto de la pieza insertada altamente conductora de plata 1Ó2:
Lista de signos de referencia
1 cuerpo de soplete
2 tubo de enfriamiento
3 anillo de remolino
4 boquilla de soplete
5 soporte de boquilla
6 dispositivo protector
7 tapa de protección de boquilla
8 suministro y circulación de refrigerante alrededor del electrodo
9 suministro de gas de plasma
10 arco de plasma
100 electrodo
101 cuerpo de electrodo
102 pieza insertada altamente conductora
103 relleno emisivo
104 expansión anular de pieza insertada altamente conductora
105 expansión cónica de la parte delantera de la pieza insertada altamente conductora 107 parte de la pieza insertada altamente conductora que rodea el relleno emisivo 108 abertura coaxial en el cuerpo de electrodo
109 orificio coaxial para el relleno emisivo
110 dispositivo de presión
111 herramienta de presión
112 herramienta de presión en forma de anillo
d diámetro de abertura coaxial
d1 diámetro de la expansión cónica de la pieza insertada altamente conductora d2 diámetro de la expansión anular de la pieza insertada altamente conductora d3 diámetro interior de la herramienta de presión en forma de anillo
L longitud de abertura para presionar la pieza insertada altamente conductora S área de contacto
Claims (10)
1. Electrodo (100) para un soplete de arco de plasma, con su cuerpo (101) hecho de cobre o una aleación de cobre, hecho en forma de un cilindro hueco, cuyo extremo trasero está adaptado para conectarse al soplete de arco de plasma, caracterizado por que en el extremo delantero hay una abertura coaxial (108) que va desde el extremo delantero del electrodo (100) al cuerpo de electrodo (101), en donde la abertura coaxial (108) contiene una pieza insertada altamente conductora (102), en cuya parte delantera se almacena coaxialmente un relleno emisivo (103), presionándose la pieza insertada altamente conductora (102) en la abertura coaxial (108) con su diámetro ampliado en su lado localizado en el extremo delantero del cuerpo de electrodo (101) a un diámetro (d1) mayor que el diámetro (d) de la abertura coaxial (108).
2. Electrodo (100) de la reivindicación 1, caracterizado por que la pieza insertada conductora (102) está, en su lado localizado dentro del cuerpo de electrodo (101), provista de una expansión anular (104) cuyo diámetro (d2) es mayor que el diámetro (d) de la abertura coaxial (108).
3. Electrodo (100) de acuerdo con la reivindicación 1 o 2, caracterizado por que la pieza insertada altamente conductora (102) está hecha de una aleación de plata que contiene no más de un 10 % de cobre en masa.
4. Electrodo (100) de acuerdo con cualquiera de las reivindicaciones 1 a 3 anteriores, caracterizado por que el relleno emisivo (103) se fabrica en forma de un cilindro hecho de hafnio o circonio.
5. Electrodo (100) de acuerdo con cualquiera de las reivindicaciones 1 a 4 anteriores, caracterizado por que el espesor de la pieza insertada altamente conductora (102) que rodea el relleno emisivo (103) varía de 0,5 mm a 3 mm.
6. Electrodo (100) de acuerdo con cualquiera de las reivindicaciones 1 a 5 anteriores, caracterizado por que el diámetro (d) de la pieza insertada altamente conductora varía de 1,6 a 8,0 mm y la longitud (L) del área de contacto (S) entre el cuerpo de electrodo (101) y la pieza insertada altamente conductora (102) varía de 1,6 a 4,2 mm, de manera que, dependiendo de la corriente para la que está diseñado el electrodo (100), la carga de corriente resultante es de 3 a 12 amperios por mm2 del área de contacto (S).
7. El método de fabricación del electrodo (100) para un soplete de arco de plasma de cualquiera de las reivindicaciones 1 a 6 anteriores, caracterizado por que implica las siguientes etapas:
el cuerpo (101) del electrodo se hace de cobre o una aleación de cobre en forma de un cilindro hueco, cuyo extremo trasero abierto está adaptado para conectarse al soplete de arco de plasma y en cuyo extremo delantero hay una abertura coaxial (108) de diámetro (d), que va del extremo delantero del electrodo (100) al cuerpo de electrodo (101), la pieza insertada altamente conductora (102) se hace de plata o una aleación de plata, en cuyo extremo delantero se hace un orificio coaxial a lo largo de parte de su longitud, en donde la pieza insertada altamente conductora (102) se hace a lo largo de parte de su longitud, a partir del extremo delantero, en forma de un cilindro con su diámetro mayor que el diámetro (d) de la abertura coaxial (108) en al menos el doble del valor de la rugosidad Ra de las superficies correspondientes,
el relleno emisivo (103) se fabrica en forma de un cilindro con su diámetro mayor que el diámetro del orificio coaxial en la pieza insertada altamente conductora (102) en al menos el doble del valor de la rugosidad Ra de las superficies correspondientes,
la pieza insertada altamente conductora (102) se presiona en la abertura coaxial (108) en el extremo delantero del cuerpo de electrodo (101), y
el relleno emisivo (103) se presiona en el orificio coaxial en la pieza insertada altamente conductora (102), a continuación, se presiona la pieza insertada altamente conductora (102) mediante una presión de doble acción en la abertura coaxial (108) por medio de una herramienta de presión en forma de anillo (112) empujando contra el lado delantero de la pieza insertada altamente conductora (102) con el fin de provocar una deformación plástica de la pieza insertada altamente conductora (102) mientras se amplía el lado delantero de la pieza insertada altamente conductora (102) hasta un diámetro (d1) mayor que el diámetro (d) de la abertura coaxial (108),
en donde dicha presión de doble acción de la pieza insertada altamente conductora (102) en la abertura coaxial (108) se realiza mediante una herramienta de presión en forma de anillo (112) cuyo diámetro interior (d3) es menor que el diámetro (d) de la abertura coaxial (108) y, al mismo tiempo, mayor que el diámetro del relleno emisivo (103), y cuyo diámetro exterior es mayor que el diámetro (d) de la abertura coaxial (108).
8. El método de acuerdo con la reivindicación 7, caracterizado por que después de presionar la pieza insertada altamente conductora (102) en la abertura coaxial (108), el extremo delantero del electrodo (100) se mecaniza con el fin de eliminar cualquier material redundante del relleno emisivo (103) del área no en contacto directo con la herramienta de presión en forma de anillo (112).
9. El método de acuerdo con cualquiera de las reivindicaciones 7 a 8, caracterizado por que la superficie interior de la abertura coaxial (108), la superficie de la pieza insertada altamente conductora (102) a lo largo de parte de su longitud, a partir de su extremo delantero, la superficie interior del orificio coaxial en la pieza insertada altamente conductora (102), y la superficie del área de recubrimiento del relleno emisivo (103) en forma cilíndrica, tienen la rugosidad Ra no superior a 0,4.
10. El método de acuerdo con cualquiera de las reivindicaciones 7 a 9, caracterizado por que la pieza insertada altamente conductora (102) se fabrica a lo largo de parte de su longitud, a partir del extremo delantero, en forma de un cilindro con su diámetro mayor que el diámetro (d) de 14 a 32 pm, y el relleno emisivo (103) se hace en forma de un cilindro con su diámetro mayor que el diámetro del orificio coaxial en la pieza insertada altamente conductora (102) de la abertura coaxial (108) de 8 a 18 pm.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CZ2017-729A CZ2017729A3 (cs) | 2017-11-10 | 2017-11-10 | Elektroda pro plazmový obloukový hořák a způsob její výroby |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| ES2872079T3 true ES2872079T3 (es) | 2021-11-02 |
Family
ID=64899156
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| ES18203583T Active ES2872079T3 (es) | 2017-11-10 | 2018-10-31 | Electrodo de soplete de arco de plasma y método de fabricación del mismo |
Country Status (9)
| Country | Link |
|---|---|
| EP (1) | EP3482869B1 (es) |
| CZ (1) | CZ2017729A3 (es) |
| DK (1) | DK3482869T3 (es) |
| ES (1) | ES2872079T3 (es) |
| HR (1) | HRP20210620T1 (es) |
| HU (1) | HUE053765T2 (es) |
| LT (1) | LT3482869T (es) |
| PL (1) | PL3482869T3 (es) |
| PT (1) | PT3482869T (es) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CZ308703B6 (cs) | 2020-02-05 | 2021-03-03 | B&Bartoni, spol. s r.o. | Sestava elektrody pro plazmový obloukový hořák se zlepšeným přenosem elektrického proudu |
| TR202106962A2 (tr) * | 2021-04-21 | 2021-06-21 | Yildirim Ahmet | Plazma kesme torçlari i̇çi̇n yayici kesi̇ci̇ ucun (eki̇n) elektrot gövdesi̇ne bağlandiği yüzeyleri̇ni̇n yüzey arttirimiyla yapilmiş elektrot |
| CN115026237B (zh) * | 2022-07-21 | 2023-12-19 | 河北工程大学 | 一种冷镦模具及冷镦工艺 |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0465109B1 (en) * | 1990-06-26 | 1995-03-01 | Daihen Corporation | Electrode for use in plasma arc working torch |
| JPH07110433B2 (ja) * | 1992-01-13 | 1995-11-29 | 東洋物産株式会社 | 電極の製造方法 |
| US5767478A (en) * | 1997-01-02 | 1998-06-16 | American Torch Tip Company | Electrode for plasma arc torch |
| US5856647A (en) * | 1997-03-14 | 1999-01-05 | The Lincoln Electric Company | Drag cup for plasma arc torch |
| US6130399A (en) * | 1998-07-20 | 2000-10-10 | Hypertherm, Inc. | Electrode for a plasma arc torch having an improved insert configuration |
| US6163008A (en) * | 1999-12-09 | 2000-12-19 | Thermal Dynamics Corporation | Plasma arc torch |
| EP1202614B1 (en) * | 2000-10-24 | 2012-02-29 | The Esab Group, Inc. | Electrode with brazed separator and method of making same |
| US6452130B1 (en) * | 2000-10-24 | 2002-09-17 | The Esab Group, Inc. | Electrode with brazed separator and method of making same |
| US6329627B1 (en) * | 2000-10-26 | 2001-12-11 | American Torch Tip Company | Electrode for plasma arc torch and method of making the same |
| US6365867B1 (en) * | 2000-11-01 | 2002-04-02 | Sandia Corporation | Plasma arc torch with coaxial wire feed |
| US6420673B1 (en) * | 2001-02-20 | 2002-07-16 | The Esab Group, Inc. | Powdered metal emissive elements |
| US7071443B2 (en) * | 2003-04-07 | 2006-07-04 | Thermal Dynamics Corporation | Plasma arc torch |
-
2017
- 2017-11-10 CZ CZ2017-729A patent/CZ2017729A3/cs not_active IP Right Cessation
-
2018
- 2018-10-31 PT PT182035832T patent/PT3482869T/pt unknown
- 2018-10-31 HU HUE18203583A patent/HUE053765T2/hu unknown
- 2018-10-31 ES ES18203583T patent/ES2872079T3/es active Active
- 2018-10-31 PL PL18203583T patent/PL3482869T3/pl unknown
- 2018-10-31 EP EP18203583.2A patent/EP3482869B1/en active Active
- 2018-10-31 DK DK18203583.2T patent/DK3482869T3/da active
- 2018-10-31 LT LTEP18203583.2T patent/LT3482869T/lt unknown
-
2021
- 2021-04-19 HR HRP20210620TT patent/HRP20210620T1/hr unknown
Also Published As
| Publication number | Publication date |
|---|---|
| EP3482869B1 (en) | 2021-01-20 |
| PL3482869T3 (pl) | 2021-10-11 |
| PT3482869T (pt) | 2021-04-27 |
| CZ307748B6 (cs) | 2019-04-10 |
| HRP20210620T1 (hr) | 2021-06-11 |
| HUE053765T2 (hu) | 2021-07-28 |
| DK3482869T3 (da) | 2021-04-26 |
| CZ2017729A3 (cs) | 2019-04-10 |
| LT3482869T (lt) | 2021-06-25 |
| EP3482869A1 (en) | 2019-05-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN103222343B (zh) | 具有新颖组装方法和增强型传热的等离子体焊炬的电极 | |
| ES2872079T3 (es) | Electrodo de soplete de arco de plasma y método de fabricación del mismo | |
| TW426566B (en) | Electrode for plasma arc torch and method of making same | |
| ES2382730T3 (es) | Electrodo con separador soldado y método para fabricar el mismo | |
| ES2355970T3 (es) | Soplete para soldar con tungsteno y gas inerte. | |
| ES2923761T3 (es) | Pieza aislante de varias partes para un soplete de arco de plasma, soplete y conjuntos asociados que utilizan la misma y procedimientos asociados | |
| JP6643979B2 (ja) | プラズマ切断トーチ用の複数部分からなる絶縁部分、ならびにそれを有するアセンブリおよびプラズマ切断トーチ | |
| US10166625B2 (en) | Torch for tungsten inert gas welding | |
| ES2698214T3 (es) | Disposición de electrodos para soplete para corte con chorro de plasma | |
| CN105382387B (zh) | 用于等离子切割炬的多部件电极及包括该电极的切割炬 | |
| US9073141B2 (en) | Electrode for plasma cutting torches and use of same | |
| KR100499656B1 (ko) | 전극 형성 방법 | |
| US6657153B2 (en) | Electrode diffusion bonding | |
| JP3587812B2 (ja) | 電極及びその製造方法 | |
| JPWO2015059589A1 (ja) | 放電ランプ、放電ランプ用電極、及び、放電ランプ用電極の製造方法 | |
| JP5942082B2 (ja) | プラズマ切断トーチ | |
| CN114430705B (zh) | 包括电极的电弧或等离子焊炬或等离子割炬、该电极及其制备方法及等离子切割方法 | |
| JP2000326072A (ja) | プラズマトーチ、プラズマトーチ用電極及びその製造方法 | |
| CN100429031C (zh) | 轧头套管及钨极惰性气体保护焊焊炬 | |
| JP4725958B2 (ja) | 放電ランプ用陽電極 | |
| CN213289011U (zh) | 一种连续焊接用高效散热焊枪结构 | |
| KR20000018178A (ko) | 토오치용 전극 및 그 제조방법 | |
| KR20130004311U (ko) | 플라즈마 아크 토치용 전극의 냉각제 튜브 | |
| KR200191707Y1 (ko) | 토오치용 전극의 구조 | |
| KR20070109627A (ko) | 고기능성 솔더링 팁의 제조방법과 솔더링장치 |