ES2875062T3 - Proceso para la separación de gases con costes de mantenimiento reducidos - Google Patents
Proceso para la separación de gases con costes de mantenimiento reducidos Download PDFInfo
- Publication number
- ES2875062T3 ES2875062T3 ES15817339T ES15817339T ES2875062T3 ES 2875062 T3 ES2875062 T3 ES 2875062T3 ES 15817339 T ES15817339 T ES 15817339T ES 15817339 T ES15817339 T ES 15817339T ES 2875062 T3 ES2875062 T3 ES 2875062T3
- Authority
- ES
- Spain
- Prior art keywords
- stream
- permeate
- retentate
- separation
- separation phase
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000000926 separation method Methods 0.000 title claims abstract description 244
- 238000000034 method Methods 0.000 title claims abstract description 114
- 230000008569 process Effects 0.000 title description 86
- 238000012423 maintenance Methods 0.000 title description 15
- 239000012528 membrane Substances 0.000 claims abstract description 203
- 239000007789 gas Substances 0.000 claims abstract description 187
- 239000012466 permeate Substances 0.000 claims abstract description 182
- 239000012465 retentate Substances 0.000 claims abstract description 118
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 claims abstract description 42
- 229910052757 nitrogen Inorganic materials 0.000 claims abstract description 21
- 239000000047 product Substances 0.000 claims abstract description 17
- 238000011144 upstream manufacturing Methods 0.000 claims abstract description 7
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 claims description 65
- 239000000203 mixture Substances 0.000 claims description 32
- CURLTUGMZLYLDI-UHFFFAOYSA-N Carbon dioxide Chemical compound O=C=O CURLTUGMZLYLDI-UHFFFAOYSA-N 0.000 claims description 28
- 239000012510 hollow fiber Substances 0.000 claims description 15
- 239000001569 carbon dioxide Substances 0.000 claims description 14
- 229910002092 carbon dioxide Inorganic materials 0.000 claims description 14
- 229920000642 polymer Polymers 0.000 claims description 11
- 239000004642 Polyimide Substances 0.000 claims description 10
- 239000000463 material Substances 0.000 claims description 10
- 229920001721 polyimide Polymers 0.000 claims description 10
- 239000003345 natural gas Substances 0.000 claims description 9
- 230000006835 compression Effects 0.000 claims description 8
- 238000007906 compression Methods 0.000 claims description 8
- 239000001257 hydrogen Substances 0.000 claims description 5
- 229910052739 hydrogen Inorganic materials 0.000 claims description 5
- 239000004215 Carbon black (E152) Substances 0.000 claims description 4
- UGFAIRIUMAVXCW-UHFFFAOYSA-N Carbon monoxide Chemical compound [O+]#[C-] UGFAIRIUMAVXCW-UHFFFAOYSA-N 0.000 claims description 4
- UFHFLCQGNIYNRP-UHFFFAOYSA-N Hydrogen Chemical compound [H][H] UFHFLCQGNIYNRP-UHFFFAOYSA-N 0.000 claims description 4
- 238000009835 boiling Methods 0.000 claims description 4
- 239000001307 helium Substances 0.000 claims description 4
- 229910052734 helium Inorganic materials 0.000 claims description 4
- SWQJXJOGLNCZEY-UHFFFAOYSA-N helium atom Chemical compound [He] SWQJXJOGLNCZEY-UHFFFAOYSA-N 0.000 claims description 4
- 229930195733 hydrocarbon Natural products 0.000 claims description 4
- 150000002430 hydrocarbons Chemical class 0.000 claims description 4
- 238000012545 processing Methods 0.000 claims description 4
- 229910002091 carbon monoxide Inorganic materials 0.000 claims description 3
- 229920002301 cellulose acetate Polymers 0.000 claims description 3
- -1 polysiloxane Polymers 0.000 claims description 3
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 claims description 2
- 239000004952 Polyamide Substances 0.000 claims description 2
- 229910052799 carbon Inorganic materials 0.000 claims description 2
- 229920002492 poly(sulfone) Polymers 0.000 claims description 2
- 229920002647 polyamide Polymers 0.000 claims description 2
- 229920002480 polybenzimidazole Polymers 0.000 claims description 2
- 229920002577 polybenzoxazole Polymers 0.000 claims description 2
- 229920001601 polyetherimide Polymers 0.000 claims description 2
- 229920001296 polysiloxane Polymers 0.000 claims description 2
- 229920003171 Poly (ethylene oxide) Polymers 0.000 claims 1
- 239000004693 Polybenzimidazole Substances 0.000 claims 1
- 239000004697 Polyetherimide Substances 0.000 claims 1
- 239000004941 mixed matrix membrane Substances 0.000 claims 1
- 229920006380 polyphenylene oxide Polymers 0.000 claims 1
- 229920001451 polypropylene glycol Polymers 0.000 claims 1
- 238000005201 scrubbing Methods 0.000 claims 1
- 230000000052 comparative effect Effects 0.000 description 26
- 230000004907 flux Effects 0.000 description 12
- 230000035699 permeability Effects 0.000 description 12
- 238000000746 purification Methods 0.000 description 11
- 238000004088 simulation Methods 0.000 description 11
- 230000000717 retained effect Effects 0.000 description 7
- 241000196324 Embryophyta Species 0.000 description 5
- 238000000691 measurement method Methods 0.000 description 5
- 230000004048 modification Effects 0.000 description 5
- 238000012986 modification Methods 0.000 description 5
- 230000009286 beneficial effect Effects 0.000 description 4
- 238000005516 engineering process Methods 0.000 description 4
- 230000009467 reduction Effects 0.000 description 4
- 230000008901 benefit Effects 0.000 description 3
- 230000006837 decompression Effects 0.000 description 3
- 230000007423 decrease Effects 0.000 description 3
- 239000000835 fiber Substances 0.000 description 3
- 238000005191 phase separation Methods 0.000 description 3
- 238000010926 purge Methods 0.000 description 3
- 230000003134 recirculating effect Effects 0.000 description 3
- 238000010276 construction Methods 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 230000006872 improvement Effects 0.000 description 2
- 238000012360 testing method Methods 0.000 description 2
- OMIHGPLIXGGMJB-UHFFFAOYSA-N 7-oxabicyclo[4.1.0]hepta-1,3,5-triene Chemical class C1=CC=C2OC2=C1 OMIHGPLIXGGMJB-UHFFFAOYSA-N 0.000 description 1
- RWSOTUBLDIXVET-UHFFFAOYSA-N Dihydrogen sulfide Chemical compound S RWSOTUBLDIXVET-UHFFFAOYSA-N 0.000 description 1
- IAYPIBMASNFSPL-UHFFFAOYSA-N Ethylene oxide Chemical class C1CO1 IAYPIBMASNFSPL-UHFFFAOYSA-N 0.000 description 1
- 241000183024 Populus tremula Species 0.000 description 1
- GOOHAUXETOMSMM-UHFFFAOYSA-N Propylene oxide Chemical class CC1CO1 GOOHAUXETOMSMM-UHFFFAOYSA-N 0.000 description 1
- 239000002253 acid Substances 0.000 description 1
- 150000001412 amines Chemical class 0.000 description 1
- 229920003235 aromatic polyamide Polymers 0.000 description 1
- 238000004364 calculation method Methods 0.000 description 1
- 230000003197 catalytic effect Effects 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 238000002485 combustion reaction Methods 0.000 description 1
- 238000011109 contamination Methods 0.000 description 1
- 238000007791 dehumidification Methods 0.000 description 1
- 230000001627 detrimental effect Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000005265 energy consumption Methods 0.000 description 1
- 239000005431 greenhouse gas Substances 0.000 description 1
- 150000002431 hydrogen Chemical class 0.000 description 1
- 229910000037 hydrogen sulfide Inorganic materials 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 230000014759 maintenance of location Effects 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 239000000178 monomer Substances 0.000 description 1
- 238000013386 optimize process Methods 0.000 description 1
- 239000011148 porous material Substances 0.000 description 1
- 238000001179 sorption measurement Methods 0.000 description 1
- 230000002195 synergetic effect Effects 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
- 229910001868 water Inorganic materials 0.000 description 1
- 239000010457 zeolite Substances 0.000 description 1
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D53/00—Separation of gases or vapours; Recovering vapours of volatile solvents from gases; Chemical or biological purification of waste gases, e.g. engine exhaust gases, smoke, fumes, flue gases, aerosols
- B01D53/22—Separation of gases or vapours; Recovering vapours of volatile solvents from gases; Chemical or biological purification of waste gases, e.g. engine exhaust gases, smoke, fumes, flue gases, aerosols by diffusion
- B01D53/225—Multiple stage diffusion
- B01D53/226—Multiple stage diffusion in serial connexion
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D53/00—Separation of gases or vapours; Recovering vapours of volatile solvents from gases; Chemical or biological purification of waste gases, e.g. engine exhaust gases, smoke, fumes, flue gases, aerosols
- B01D53/22—Separation of gases or vapours; Recovering vapours of volatile solvents from gases; Chemical or biological purification of waste gases, e.g. engine exhaust gases, smoke, fumes, flue gases, aerosols by diffusion
- B01D53/225—Multiple stage diffusion
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D53/00—Separation of gases or vapours; Recovering vapours of volatile solvents from gases; Chemical or biological purification of waste gases, e.g. engine exhaust gases, smoke, fumes, flue gases, aerosols
- B01D53/22—Separation of gases or vapours; Recovering vapours of volatile solvents from gases; Chemical or biological purification of waste gases, e.g. engine exhaust gases, smoke, fumes, flue gases, aerosols by diffusion
- B01D53/228—Separation of gases or vapours; Recovering vapours of volatile solvents from gases; Chemical or biological purification of waste gases, e.g. engine exhaust gases, smoke, fumes, flue gases, aerosols by diffusion characterised by specific membranes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D69/00—Semi-permeable membranes for separation processes or apparatus characterised by their form, structure or properties; Manufacturing processes specially adapted therefor
- B01D69/08—Hollow fibre membranes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D71/00—Semi-permeable membranes for separation processes or apparatus characterised by the material; Manufacturing processes specially adapted therefor
- B01D71/06—Organic material
- B01D71/58—Other polymers having nitrogen in the main chain, with or without oxygen or carbon only
- B01D71/62—Polycondensates having nitrogen-containing heterocyclic rings in the main chain
- B01D71/64—Polyimides; Polyamide-imides; Polyester-imides; Polyamide acids or similar polyimide precursors
- B01D71/643—Polyether-imides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D53/00—Separation of gases or vapours; Recovering vapours of volatile solvents from gases; Chemical or biological purification of waste gases, e.g. engine exhaust gases, smoke, fumes, flue gases, aerosols
- B01D53/22—Separation of gases or vapours; Recovering vapours of volatile solvents from gases; Chemical or biological purification of waste gases, e.g. engine exhaust gases, smoke, fumes, flue gases, aerosols by diffusion
- B01D2053/221—Devices
- B01D2053/223—Devices with hollow tubes
- B01D2053/224—Devices with hollow tubes with hollow fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D2317/00—Membrane module arrangements within a plant or an apparatus
- B01D2317/02—Elements in series
- B01D2317/022—Reject series
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D2317/00—Membrane module arrangements within a plant or an apparatus
- B01D2317/02—Elements in series
- B01D2317/025—Permeate series
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D53/00—Separation of gases or vapours; Recovering vapours of volatile solvents from gases; Chemical or biological purification of waste gases, e.g. engine exhaust gases, smoke, fumes, flue gases, aerosols
- B01D53/22—Separation of gases or vapours; Recovering vapours of volatile solvents from gases; Chemical or biological purification of waste gases, e.g. engine exhaust gases, smoke, fumes, flue gases, aerosols by diffusion
- B01D53/225—Multiple stage diffusion
- B01D53/227—Multiple stage diffusion in parallel connexion
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Engineering & Computer Science (AREA)
- Analytical Chemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Oil, Petroleum & Natural Gas (AREA)
- Separation Using Semi-Permeable Membranes (AREA)
- Treating Waste Gases (AREA)
Abstract
Un método para separar gases, en el que dicho método se lleva a cabo en un aparato que comprende: una fase de separación de corriente de alimentación (1), una fase de separación de retenido (2) y una fase de separación de permeado (3), y opcionalmente un compresor (4) dispuesto aguas arriba de la fase de separación de corriente de alimentación (1) y/o al menos un dispositivo de vacío dispuesto en al menos una corriente de permeado de la fase de separación de corriente de alimentación (1), la fase de separación de retenido (2) y/o la fase de separación de permeado (3), en el que la fase de separación de corriente de alimentación (1) separa una corriente de alimentación (5) que comprende al menos dos componentes en una primera corriente de permeado (6) y una primera corriente de retenido (7), y la fase de separación de retenido (2) separa la primera corriente de retenido (7) en una segunda corriente de permeado (9) y una segunda corriente de retenido (8), y la fase de separación de permeado (3) separa la primera corriente de permeado (6) en una tercera corriente de retenido (10) y una tercera corriente de permeado (11), y la segunda corriente de retenido (8) se retira como primer producto o se procesa adicionalmente u opcionalmente puede desecharse si la tercera corriente de permeado (11) se retira o se procesa adicionalmente; y la tercera corriente de permeado (11) se retira como producto o se procesa adicionalmente u opcionalmente puede desecharse si la segunda corriente de retenido (8) se retira o se procesa adicionalmente, y la segunda corriente de permeado (9) y la tercera corriente de retenido (10) se alimentan a la corriente de alimentación, y la primera corriente de permeado (6) preferiblemente no se somete a una recompresión, y la fase de separación de corriente de alimentación (1), la fase de separación de retenido (2) y la fase de separación de permeado (3) son fases de separación por membrana, y el volumen de gas recirculado en la segunda corriente de permeado (9) y en la tercera corriente de retenido (10) asciende a del 60 al 100% en volumen de la corriente de gas bruto (17), y la capacidad total de las membranas, medida para nitrógeno de calidad 4,8 en condiciones estándar tal como se definen en la descripción, usadas en la fase de separación de retenido (2) es mayor que la capacidad total de las membranas, medida para nitrógeno de calidad 4,8 en condiciones estándar tal como se definen en la descripción, usadas en la fase de separación de corriente de alimentación (1), y el cociente de la relación de presión a lo largo de la fase de separación de permeado (3) con respecto a la relación de presión de la fase de separación de corriente de alimentación (1) está en un intervalo de desde 0,5 hasta 8.
Description
DESCRIPCIÓN
Proceso para la separación de gases con costes de mantenimiento reducidos
La invención se refiere a un proceso específico para la separación de mezclas de gases con costes de mantenimiento reducidos.
Generalmente se conoce que las mezclas de gases pueden separarse por medio de membranas de separación de gases debido a las diferentes permeabilidades de los gases individuales. En un modo, para producir tales membranas de separación de gases, se procesan polímeros para dar fibras huecas o membranas planas. Las membranas se caracterizan por una capa de separación muy delgada, de modo que la permeancia de la membrana sea tan grande como sea posible.
Así como nuevos materiales de membrana, también se han investigado diferentes modos de conectar membranas en la técnica anterior. Una serie de interconexiones de membrana de una sola fase o de múltiples fases para separar gases se conocen en la bibliografía. A modo de ejemplo, en este caso pueden mencionarse como fuentes bibliográficas: Baker, IndEngChemRes, Natural Gas Processing with Membranes, 47 (2008); Bhide MemSci, Hybrid processes for the removal of acid gases from natural gas, 1998; Hhenar, MemSci Application of Cardo-type polyimide (PI) and polyphenilene oxide (PPO) hollow, 2008; documentos EP 0603798; EP 0695574; US 5.753.011; EP 1634 946; EP 0 596 268; US 6.565.626 B1; US 6.168.649 B1 y EP 0 799 634. Los métodos especificados tienen la desventaja de que incluyen en parte una pluralidad de etapas de recompresión o que puede conseguirse o bien solo una alta pureza del gas permeado o solo una alta pureza del gas retenido.
Los documentos WO 2012/00727; WO 2013/098024; WO 2014/075850; KR10-1327337; KR10-1327338; US 6.565.626 B1; US 6.168.649 B1; JP 2009-242773 A; WO 2014/183977; EP 0 799 634 dan a conocer cada uno procesos de separación por membrana con tres fases de separación por membrana, en los que una corriente de retenido de la fase 3 y una corriente de permeado de las fases 2 se recirculan a la corriente de gas bruto. Los documentos WO 2012/00727; WO 2013/098024 y WO 2014/075850 representan los más optimizados de todos estos procesos. En dichas patentes se describen un aparato y un proceso que están optimizados en vista de la pureza de producto en combinación con el mínimo consumo de energía. En otras palabras, estos procesos proporcionan dos corrientes de producto de alta pureza de un modo optimizado para la energía.
Sin embargo, en los últimos tiempos ha surgido un nuevo problema, que no se soluciona de una manera suficiente mediante los aparatos y procesos de la técnica anterior. El problema es que algunas plantas de separación de gases se hacen funcionar en emplazamientos en los que la energía es muy barata. En tales ubicaciones, el foco de los operadores de las plantas de separación se centra en los costes de inversión y de mantenimiento en vez de en un ahorro de energía. En la técnica anterior no se ha encontrado una solución suficiente para este problema.
Por tanto, un objeto de la presente invención era proporcionar procesos para la separación y purificación de mezclas de gases, que tuvieran las desventajas de la técnica anterior solo en un grado reducido, si acaso. Más particularmente, procesos, que pudieran dar ambos, gas permeado y gases retenidos que deben proporcionarse a altas purezas.
En un objeto específico adicional, estos procesos deben ser ventajosos en términos de costes, en particular de costes de mantenimiento. Especialmente los costes para materiales desechables como las membranas deben ser tan bajos como sea posible.
En un siguiente objeto específico, debe proporcionarse un proceso que pueda usarse con una universalidad máxima para cualquier mezcla de gases deseada. Más particularmente, debe ser posible separar corrientes de gas que se obtienen en la producción de biogás y gas natural, o que comprenden dióxido de carbono y metano en presencia de otros gases tales como agua, hidrógeno, sulfuro de hidrógeno.
Un objeto específico adicional de la presente invención era proporcionar un proceso, que posibilitase la purificación de corrientes de gas bruto que contienen metano, con una emisión de metano reducida en comparación con los procesos de la técnica anterior al mismo rendimiento, y por tanto una contaminación medioambiental reducida por este gas invernadero fuerte.
Objetos adicionales, que no se exponen explícitamente, resultan evidentes a partir del contexto global de las reivindicaciones, la descripción, los ejemplos y las figuras, que siguen.
Ahora se ha encontrado sorprendentemente que el proceso según la reivindicación 1 puede dar corrientes puras de permeado y retenido sin requerir más de un compresor o sin una purificación adicional de la corriente de permeado o de retenido mediante otros métodos. Por tanto, el proceso inventivo posibilita que se consigan simultáneamente corrientes de permeado y de retenido a alta pureza. Como se muestra en los ejemplos, el nuevo proceso, en comparación con los procesos de la técnica anterior, en particular el documento WO 2012/00727, puede hacerse funcionar con una capacidad de membrana global reducida significativamente para obtener resultados de purificación
similares. Por tanto, los costes para las membranas, que son artículos desechables y que tienen que cambiarse de vez en cuando, se redujeron significativamente.
Los inventores de la presente invención encontraron sorprendentemente que, además del óptimo de energía, tal como se da a conocer en el documento WO 2012/00727, existe un óptimo de coste de mantenimiento para la separación por membrana de tres fases. Este puede alcanzarse
- aumentando el volumen de gas total recirculado en suma con la segunda corriente de permeado (9) y la tercera corriente de retenido (10), en combinación con
- un aumento de la capacidad de membrana total de la fase de separación de retenido (2) en comparación con las capacidades de membrana totales de la fase de separación (1) y preferiblemente también de la fase (3), y
- un cociente específico de las relaciones de presión de la fase de separación de permeado (3) con respecto a la fase de separación de corriente de alimentación (1).
Los ejemplos más adelante muestran la mejora en los costes de inversión y de mantenimiento con respecto al documento WO 2012/00727.
Los inventores encontraron además que los procesos inventivos podían producir productos de alta pureza incluso con membranas con una selectividad menor. El proceso optimizado para la energía del documento WO 2012/00727 requiere membranas más selectivas, que son más caras. Por tanto, la presente invención proporciona un proceso y un aparato tal como se reivindican en las reivindicaciones 1 a 14, y tal como se definen en detalle en la descripción, los ejemplos y la figura 1 a continuación.
Antes de describir la presente invención en detalle, a continuación, en el presente documento se definen algunos términos importantes.
La capacidad de membrana tal como se usa en la presente invención se define como el producto de la superficie de membrana y la permeancia de la membrana a la temperatura de funcionamiento que se determina para nitrógeno (calidad 4,8) en condiciones estándar. Condiciones estándar se describen en detalle en sección Métodos de medición más adelante. La superficie de membrana o área de membrana es la superficie externa de la membrana que se macroscópicamente visible. Para su determinación se asume que la membrana no tiene poros y que la superficie externa es homogénea y lisa. En otras palabras, la superficie de membrana de una membrana plana se calcula como el producto de la longitud y la anchura de la lámina plana y la superficie de membrana de membranas de fibras huecas se calcula como el producto de la longitud y la circunferencia externa de la fibra hueca.
Si membranas de materiales idénticos se hacen funcionar en diferentes fases de separación y si la temperatura de funcionamiento es idéntica, su permeancia es idéntica. En consecuencia, la relación de capacidades de membrana usadas en dos fases de separación se correlaciona con la relación de las superficies de membrana. Si, sin embargo, se usan membranas de diferentes materiales en diferentes fases y/o si se usan diferentes membranas en una fase y/o si se usan diferentes temperaturas en diferentes fases, la relación de las capacidades es habitualmente diferente de la relación de las superficies de membrana. Dado que tales “sistemas mixtos” están cubiertos por la presente invención, también, la “capacidad de membrana” se usa como característica distintiva en lugar de la “superficie de membrana”.
También es posible usar en la presente invención más de una membrana en una fase de separación. Por tanto, tiene que calcularse la capacidad de membrana total por fase, que es la suma de todas las capacidades de membrana individuales usadas en esa fase.
La permeancia se define como el flujo de material por unidad de tiempo, área y presión diferencial a través de una membrana. Por otro lado, la permeabilidad se define como el flujo de material por unidad de tiempo, área, presión diferencial y grosor de capa a través de una membrana.
El término selectividad tal como se usa y se reivindica en la presente invención para caracterizar membranas, en cada caso es la selectividad de gas puro, independientemente de si se usan membranas para separar una mezcla de dos o de múltiples gases. La selectividad para membranas de fibras huecas se calcula como el cociente de las permeancias de dos gases puros, y por tanto expone cómo de bien puede separar la membrana una mezcla de gases con respecto a los dos componentes. Para membranas de lámina plana, la selectividad se calcula usando las permeabilidades de dos gases puros en lugar de las permeancias.
Permeado se refiere a la corriente global obtenida en el lado de baja presión de la membrana, el módulo de membrana o la etapa de separación por membrana. Gas permeado se refiere en cada caso al/a los componente(s) enriquecido(s) en la corriente de permeado en relación con la respectiva corriente de alimentación en la membrana, en el módulo de membrana o en la etapa de separación por membrana.
Retenido se refiere a toda la corriente que se obtiene en el lado de alta presión de la membrana, los módulos de membrana o la etapa de separación por membrana, y que no pasa a través de la membrana. El gas retenido se refiere al/a los componente(s) enriquecido(s) en cada caso en la corriente de retenido en relación con la respectiva corriente de alimentación en la membrana, en el módulo de membrana o en la etapa de separación por membrana.
Gas bruto o mezcla de gas bruto o corriente de gas bruto (17) se refieren a una mezcla de gases de dos o más gases o a una corriente de esta mezcla de gases que tienen que separarse usando el método de la presente invención. Los términos “gas bruto” y “gas sin procesar” se usan como sinónimos en la presente invención.
Corriente de alimentación (5) se refiere a una corriente de gas que se suministra a la fase de separación de corriente de alimentación (1). Esta corriente puede corresponder a una corriente de gas sin procesar (17), o a la corriente de gas sin procesar (17) comprimida por un compresor (4), al inicio del funcionamiento del proceso de la presente invención. En ocasiones, el gas sin procesar procede de unas fuentes que ya tiene una presión suficiente para generar la fuerza de impulsión requerida a lo largo de las membranas sin compresión adicional o la generación de otro modo de fuerza de impulsión adicional, por ejemplo, un dispositivo de vacío en un lado de permeado de una fase de separación por membrana o con una corriente de gas de lavado. Sin embargo, en la mayoría de los casos los procesos de la presente invención se configuran de modo que un compresor, aguas arriba de la fase de separación de corriente de alimentación (1), y/o al menos un dispositivo de vacío en al menos una de la corriente de permeado, se usan o generan la fuerza de impulsión.
Tras recircular la segunda corriente de permeado (9) y/o la tercera corriente de retenido (10), la corriente de alimentación (5) se compone de los gases de la corriente de gas bruto (17), de la segunda corriente de permeado (9) y de la tercera corriente de retenido (10). En este caso, la corriente de alimentación (5) puede producirse o bien mezclando las corrientes (9) y/o (10) con la corriente de gas bruto sin comprimir (17), o bien mezclando cada una o ambas con la corriente de gas bruto comprimida (17) o bien mezclando una con la corriente de gas bruto sin comprimir (17) y una con la corriente de gas bruto comprimida (17), o bien mezclando las corrientes (9) y/o (10) con la corriente de gas bruto (17) dentro del compresor. Combinaciones y alternativas no descritas explícitamente para los procedimientos de mezclado descritos anteriormente también están abarcados por la presente invención.
Corriente de alimentación fase de separación (1) se refiere a una fase de separación por membrana para la separación de la corriente de alimentación (5) en una primera corriente de permeado (6) y una primera corriente de retenido (7).
Fase de separación de retenido (2) se refiere a una fase de separación por membrana, que puede ser de construcción idéntica o diferente a la fase de separación de corriente de alimentación (1), para la separación de la primera corriente de retenido (7) en una segunda corriente de permeado (9) y una segunda corriente de retenido (8).
Fase de separación de permeado (3) se refiere a una fase de separación por membrana, que puede ser de construcción idéntica o diferente a la fase de separación de corriente de alimentación (1) y/o la fase de separación de retenido (2), para la separación de la primera corriente de permeado (6) en una tercera corriente de permeado (11) y una tercera corriente de retenido (10).
Las realizaciones preferidas y específicas, descritas a continuación en el presente documento, del método según la presente invención y también los diseñados preferidos y particularmente adecuados y también los dibujos y las descripciones de dibujos se usarán ahora para proporcionar una explicación adicional meramente ilustrativa de la invención; es decir, la invención no está limitada a estas realizaciones y usos a modo de ejemplo o a las combinaciones particulares de características dentro de realizaciones a modo de ejemplo individuales.
Las características individuales indicadas y/o representadas en relación con realizaciones a modo de ejemplo concretas no están restringidas a esas realizaciones a modo de ejemplo o a la combinación con las otras características de esas realizaciones a modo de ejemplo, sino que pueden combinarse cuando sea técnicamente posible con cualquier otra versión, aunque estas no se discutan por separado en el presente documento.
Los signos de referencia idénticos en las figuras e ilustraciones individuales de los dibujos designan componentes idénticos o similares o componentes que actúan de una manera idéntica o similar. Las representaciones en los dibujos ilustran también aquellas características sin signos de referencia, independientemente de si tales características se describen posteriormente o no. Por otro lado, características, que se incluyen en la presente descripción pero no son visibles o no se representan en los dibujos, resultan también fácilmente evidentes para un experto en la técnica.
El método de la invención es un método para separar gases, que se lleva a cabo en un aparato que comprende:
una fase de separación de corriente de alimentación (1), una fase de separación de retenido (2) y una fase de separación de permeado (3), y
opcionalmente un compresor (4) dispuesto aguas arriba de la fase de separación de corriente de alimentación y/o al menos un dispositivo de vacío, preferiblemente una bomba de vacío o soplador, (15), que no se muestra en las
Figuras, dispuesta en al menos una corriente de permeado de la fase de separación de corriente de alimentación, la fase de separación de retenido y/o la fase de separación de permeado. La cuestión de si se requiere un compresor o un dispositivo de vacío puede depender de the presión de la fuente para el gas sin procesar. Si su presión ya es suficientemente alta, para garantizar una fuerza de impulsión suficiente, es decir diferencia de presión parcial, con respecto a las membranas, no es necesario ningún dispositivo de generación fuerza de impulsión adicional. En el proceso de la presente invención, una corriente de gas de lavado, preferiblemente una corriente de gas de lavado de lado de permeado, también puede usarse sola o en combinación con los otros dispositivos para generar la diferencia de presión parcial necesaria.
La fase de separación de corriente de alimentación (1) separa una corriente de alimentación (5) que comprende al menos dos componentes en una primera corriente de permeado (6) y una primera corriente de retenido (7). La fase de separación de retenido (2) separa la primera corriente de retenido (7) en una segunda corriente de permeado (9) y una segunda corriente de retenido (8), y la fase de separación de permeado (3) separa la primera corriente de permeado (6) en una tercera corriente de retenido (10) y una tercera corriente de permeado (11).
El proceso de la presente invención está configurado de modo que la segunda corriente de retenido (8) puede retirarse como primer producto o puede procesarse adicionalmente. También es posible desechar la segunda corriente de retenido (8), pero solo si la tercera corriente de permeado (11) se retira como producto o se procesa adicionalmente. De manera análoga, la tercera corriente de permeado (11) puede retirarse como segundo producto o puede procesarse adicionalmente. Sin embargo, la tercera corriente de permeado (11) también puede desecharse, pero solo en los casos en los que la segunda corriente de retenido (8) es el producto deseado, que se retira o se procesa adicionalmente.
El proceso de la presente invención está caracterizado tal como sigue:
la segunda corriente de permeado (9) y la tercera corriente de retenido (10) se alimentan a la corriente de alimentación (5),
la primera corriente de permeado (6) preferiblemente no se somete a una recompresión,
la fase de separación de corriente de alimentación (1), la fase de separación de retenido (2) y la fase de separación de permeado (2) son fases de separación por membrana,
el proceso está configurado de modo que el volumen de gas recirculado en la segunda corriente de permeado (9) y en la tercera corriente de retenido (10) asciende en suma a del 60 al 100% en volumen de la corriente de gas bruto (17),
el proceso está configurado de modo que la capacidad de membrana, medida para nitrógeno de calidad 4,8 en condiciones estándar tal como se definen en la sección de Métodos de medición más adelante, usada en la fase de separación de retenido (2) es en total mayor que la capacidad de membrana total, medida para nitrógeno de calidad 4,8 en condiciones estándar tal como se definen en la sección de Métodos de medición más adelante, usada en la fase de separación de corriente de alimentación (1), y
el proceso está configurado de modo que el cociente de la relación de presión a lo largo de la fase de separación de permeado (3) con respecto a la relación de presión de la fase de separación de corriente de alimentación (1) está en un intervalo de desde 0,5 hasta 8.
En este contexto, la relación de presión a lo largo de la fase de separación de permeado (3) se define como la presión de gas en el lado de retenido dividida entre la presión de gas en la abertura de salida de permeado de la fase de separación de permeado (3). La relación de presión a lo largo de la separación de corriente de alimentación (1) se define como la presión de gas en el lado de retenido dividida entre el gas en la abertura de salida de permeado de la fase de separación de corriente de alimentación (1).
El proceso de la invención permite producir simultáneamente corrientes de gas retenido y una de gas permeado, con alta pureza. Sin embargo, también proporciona la flexibilidad para aislar solo una corriente de gas con alta pureza, si se desea. En comparación con el mejor proceso de la técnica anterior según el documento WO 2012/000727, sin embargo, el proceso de la presente invención permite reducir las capacidades de membrana, requeridas en suma para todas las fases de separación en el proceso. Por tanto, los costes de inversión y en particular los costes de mantenimiento pueden reducirse significativamente.
Hay que reconocer que la reducción conseguida de las capacidades de membrana totales está abarcada por un volumen aumentado del gas recirculado en las corrientes (9) y (10), lo que aumenta los costes de funcionamiento. Por tanto, el proceso de la presente invención está diseñado especialmente para emplazamientos de plantas, en los que la energía, es decir los costes de funcionamiento, es muy barata y en los que los costes de inversión y los costes de mantenimiento son la cuestión crítica.
Tal como se ha mencionado anteriormente, el proceso de la presente invención está configurado de modo que se aplica una tasa de recirculación especial de las corrientes (9) y (10). Para limitar el aumento descrito anteriormente en los costes de funcionamiento, el volumen de gas recirculado en la segunda corriente de permeado (9) y en la tercera corriente de retenido (10) asciende preferiblemente a del 62 al 100% en volumen, más preferiblemente a del 63 al 85% en volumen y lo más preferiblemente a del 65 al 85% en volumen.
Para la presente invención es importante que se aplique una tasa de recirculación especial en combinación con una capacidad de membrana total en la fase de separación de retenido (2), que sea mayor que la de la fase de separación de corriente de alimentación (1), o preferiblemente también mayor que la de la fase de separación de permeado (3). Esto difiere del documento WO 2012/000727, en el que todas las fases de separación tienen capacidades de membrana idénticas. Se prefiere que la relación de la capacidad total, medida para nitrógeno de calidad 4,8 en condiciones estándar tal como se definen en la descripción, de las membranas usadas en la fase de separación de retenido (2) con respecto a la capacidad total, medida para nitrógeno de calidad 4,8 en condiciones estándar tal como se definen en la descripción, de las membranas usadas en la fase de separación de corriente de alimentación (1) esté en un intervalo de desde 1,05 hasta 10, de manera particularmente preferible de desde 1,1 hasta 8, más preferiblemente de desde 1,2 y 7 y lo más preferiblemente de desde 1,5 hasta 6.
Se prefiere además que la relación de la capacidad total, medida para nitrógeno de calidad 4,8 en condiciones estándar tal como se definen en la descripción, de las membranas usadas en la fase de separación de retenido (2) con respecto a la capacidad total, medida para nitrógeno de calidad 4,8 en condiciones estándar tal como se definen en la descripción, de las membranas usadas en la fase de separación de permeado (3), esté también en un intervalo de desde 1,05 hasta 10, de manera particularmente preferible de desde 1,1 hasta 8, más preferiblemente de desde 1,2 y 7 y lo más preferiblemente de desde 1,5 hasta 6.
Se prefiere además que la fase de separación de corriente de alimentación (1) y la fase de separación de permeado (3) tengan capacidades de membrana totales, en cada caso, medidas para nitrógeno de calidad 4,8 en condiciones estándar tal como se definen en la sección de Métodos de medición más adelante, que no difieran demasiado. Preferiblemente, el cociente de la capacidad total de las membranas usadas en la fase de separación de permeado (3) con respecto a la capacidad total de las membranas usadas en la fase de separación de corriente de alimentación (1) está en un intervalo de desde 0,5 hasta 3, de manera particular preferible de desde 0,6 hasta 2, de manera especialmente preferible de desde 0,7 y 1,8, más preferiblemente de desde 0,8 hasta 1,2 y lo más preferiblemente de desde 0,8 hasta 1.
Tal como se ha mencionado anteriormente, pueden conseguirse resultados muy buenos con respecto a la capacidad de membrana global requerida, si el proceso de la presente invención está configurado de modo que la relación de la relación de presión a lo largo de la fase de separación de permeado (3) con respecto a la relación de presión a lo largo de la fase de separación de corriente de alimentación (1) está en un intervalo de desde 0,6 hasta 7, preferiblemente de desde 0,7 hasta 6, de manera particularmente preferible de desde 0,9 hasta 5, de manera especialmente preferible de desde 1 hasta 5, más preferiblemente de desde 1,05 hasta 4 y lo más preferiblemente de desde 1 hasta 3.
Ahora se describirá más detalladamente el aparato usado en el proceso de la presente invención.
El aparato, véase la Figura 1 a modo de ejemplo, comprende una interconexión de tres fases de separación por membrana al menos. Cada fase consiste en uno o más módulos de separación de gas física, que están conectados directa o indirectamente en paralelo y/o en serie dentro de una fase. La fuerza de impulsión para la separación de gases en los módulos es una diferencia de presión parcial del gas permeado creado entre los lados de retenido y de permeado en la respectiva fase de separación por membrana. Tal como se ha mencionado anteriormente, la fuerza de impulsión puede generarse mediante la propia corriente de gas sin procesar (17) o la corriente de alimentación (5), es decir corriente de gas sin procesar combinada (17) y corrientes de recirculación (9) y/o (10), si la corriente de gas sin procesar (17) tiene una presión suficiente. Sin embargo, en la mayoría de los casos el diferencial de presión parcial se generará o bien por medio de un compresor (4) dispuesto aguas arriba de la fase de separación de corriente de alimentación, es decir en el lado de alimentación de la fase de separación de corriente de alimentación (1) y/o bien por medio de al menos uno, preferiblemente uno o dos, dispositivo(s) de vacío (15) (no mostrados en la Fig. 1), dispuestos en al menos una corriente de permeado de la fase de separación de corriente de alimentación (1), la fase de separación de retenido (2) y/o la fase de separación de permeado (3). Preferiblemente, los dispositivos de vacío (15) están ubicados en la segunda corriente de permeado (9) en el lado de permeado de la fase de separación de retenido (2) y/o en la tercera corriente de permeado (11) en la fase de separación de permeado de lado de permeado (3). Opcionalmente puede ser ventajoso, en una o más de las fases de separación por membrana, generar o potenciar la diferencia de presión parcial por medio de una corriente de gas de purga, preferiblemente una corriente de gas de purga de lado de permeado.
En una configuración preferida, un compresor (4) lleva la corriente de gas bruto (17) o una mezcla de la corriente de gas bruto (17) y de la segunda corriente de permeado (9), en su totalidad o en parte, y/o la tercera corriente de retenido (10), en su totalidad o en parte, hasta la presión deseada en el intervalo de desde 5 hasta 100 bar, pero preferiblemente hasta una presión de 9 a 75 bar. La corriente comprimida representa la corriente de alimentación (5) o se combina
aguas abajo del compresor (4) con la totalidad o parte de la segunda corriente de permeado (9) y/o la tercera corriente de retenido (10) para formar la corriente de alimentación (5).
La corriente de gas sin procesar (17) al inicio del funcionamiento del proceso de la invención o la corriente de alimentación (5) puede introducirse en la fase de separación de corriente de alimentación (1). Sin embargo, el proceso de la presente invención también puede estar configurado de modo que la corriente de gas sin procesar (17) y/o la corriente de alimentación (5) y/o una corriente en una fase intermedia entre la corriente de gas sin procesar (17) y la corriente de alimentación final (5) se someta a un pretratamiento aguas arriba de la fase de separación de corriente de alimentación (1). Una etapa de pretratamiento preferida puede ser una etapa de purificación; de manera particularmente preferible una etapa de deshumidificación o una etapa de desulfurización. Otra etapa de pretratamiento preferida puede ser una etapa de ajuste de temperatura de la corriente de gas. Varias opciones para etapas de pretratamiento aguas arriba de la fase de separación de corriente de alimentación (1) se conocen en la técnica y pueden añadirse fácilmente al proceso o aparato por un experto en la técnica. Por ejemplo, en el documento KR10-1327337 y en el documento KR10-1327338 se describen tales etapas. Las dos patentes coreanas también describen variantes adicionales de un proceso de separación por membrana de tres fases, en el que la energía o el calor generado, por ejemplo, en la fase de compresión se usa en tales etapas de pretratamiento o etapas de procesamiento adicionales de las corrientes (8) y/o (11). También son posibles modificaciones análogas del proceso de la presente invención. Por tanto, estos documentos se incorporan mediante referencia en su totalidad.
En la fase de separación de corriente de alimentación (1) se obtiene una separación previa de la mezcla de gases de la corriente de alimentación (5) en componentes que permean más fácilmente (gas permeado A), que pasan principalmente al permeado de la primera fase, y componentes que permean menos rápidamente (gas retenido B), que se retienen predominantemente por la membrana y se enriquecen en el retenido.
El proceso según la invención es notable porque está configurado preferiblemente de modo que la concentración de al menos un gas permeado de la fase de separación de corriente de alimentación (1), tras recircular la segunda corriente de permeado (9) y la tercera corriente de retenido (10), se aumenta en la corriente de alimentación (5), preferiblemente en al menos 2 puntos porcentuales, de manera particularmente preferible en de 2 a 40 puntos porcentuales, más preferiblemente en de 2 a 30 puntos porcentuales y lo más preferiblemente en de 3 a 25 puntos porcentuales, en cada caso en comparación con la concentración en la corriente de gas bruto (17). El aumento puede depender de la composición de la corriente de gas bruto (17) y es particularmente alto en el caso de bajas concentraciones de un gas permeado (del 10 al 20% en volumen). Preferiblemente, el aumento en la concentración de uno de los gases permeados es de entre 2 y 40 puntos porcentuales, más preferiblemente entre 4 y 25 puntos porcentuales, cuando el contenido del gas permeado en la corriente de gas bruto (17) está entre el 25 y el 75% en volumen o entre 9 y 25 puntos porcentuales si el contenido del gas permeado en la corriente de gas bruto (17) está entre el 25 y el 55% en volumen. Esto se debe a que los inventores han encontrado que el rendimiento de gas retenido en el proceso global aumenta y por tanto la pérdida de gas retenido disminuye cuando se aumenta la concentración del gas permeado en la fase de separación de corriente de alimentación (1).
El corte en la fase de separación para una concentración del 50% de un componente A o de un gas permeado A en la corriente de alimentación (5) que debe purificarse está entre el 10 y el 60%, preferiblemente entre el 15 y el 55% y más preferiblemente entre el 10 y el 50%. En una realización particularmente preferida de la presente invención, el proceso según la invención está configurado por tanto de modo que el contenido de gas(es) permeado(s) de la fase de separación de corriente de alimentación (1) en la corriente de alimentación (5) es mayor que o igual al 40% en volumen, preferiblemente más del 45% en volumen y muy particularmente más del 50% en volumen, basándose en el volumen de la corriente de alimentación (5), tras recircular la segunda corriente de permeado (9) y la tercera corriente de retenido (10).
Este aumento en la concentración de los gases permeados en la corriente de alimentación (5), como ya se ha explicado, aumenta la eficiencia de la fase de separación de corriente de alimentación (1), lo que a su vez tiene el resultado de que pasa menos gas retenido B a la primera corriente de permeado (6). Esto aumenta a su vez la eficiencia de la fase de separación de permeado (3) y garantiza que menos gas retenido no deseado pase a la tercera corriente de permeado (10) también en este caso. Especialmente en el caso de separación de gases brutos que contienen metano, esto conduce a la ventaja de que las emisiones no deseadas de metano, que es perjudicial para el clima, se reducían significativamente.
En general, puede establecerse que, en la fase de separación de corriente de alimentación (1), preferiblemente del 20 al 100%, más preferiblemente del 40 al 70%, del componente A o de un gas permeado A se transfiere de la corriente de alimentación (5) al permeado.
El retenido de la fase de separación de corriente de alimentación (1), opcionalmente con reducción de presión mediante una válvula de reducción de presión opcionalmente presente (12), o con un aumento de presión, se suministra por medio de la primera corriente de retenido (7) a la fase de separación de retenido (2), en la que se efectúa la purificación fina. En el lado de retenido de la fase de separación de retenido (2), es decir en la segunda corriente de retenido (8), hay preferiblemente una válvula de reducción de presión (13), por medio de la que la presión principal en el sistema (presión de funcionamiento de las fases de separación (1) y (2) = presión de retenido de las
fases (1) y (2)) puede mantenerse y conservarse constante. El contenido de los componentes que permean menos fácilmente o de un gas retenido B se aumenta adicionalmente en la fase de separación de retenido (2), de modo que el contenido de componente B o de un gas retenido B en la segunda corriente de retenido (8) puede ser de más del 90%, preferiblemente más del 95% y más preferiblemente más del 97%. En una variante particularmente preferida, el proceso según la invención es por tanto notable porque al menos el 95%, preferiblemente al menos el 97%, más preferiblemente al menos el 99% y lo más preferiblemente al menos el 99,5% del componente retenido de la fase de separación de corriente de alimentación (1) que se ha introducido en el aparato con la corriente de gas bruto (17) se obtiene en la segunda corriente de retenido (8).
Tal como se ha mencionado anteriormente, es posible que la segunda corriente de retenido (8) puede procesarse adicionalmente, por ejemplo, purificarse adicionalmente o modificarse o mezclarse con otros gases o licuarse. Tales tecnologías se conocen ampliamente en la técnica y la combinación de tales tecnologías con el proceso de la presente invención forman parte de esta invención también.
El corte de fase de la fase de separación de retenido (2) está preferiblemente entre el 10 y el 80% y más preferiblemente entre el 30 y el 70% para una mezcla de gases que consiste en el 50% en volumen de componente A y el 50% en volumen de componente B en la corriente de gas sin procesar (17).
El permeado de la fase de separación de corriente de alimentación (1) que se ha enriquecido enormemente con el componente A o un gas permeado A se suministra por medio de la primera corriente de permeado (6) a la fase de separación de permeado (3). Si es necesario, es posible por medio de una válvula de reducción de presión (14) en la corriente de retenido (10) de la fase de separación de permeado (3), es decir la tercera corriente de retenido (10), impedir que la presión del permeado de la fase de separación de corriente de alimentación (1) disminuya hasta la presión ambiental (véase la fig. 1). El cociente de la relación de presión a lo largo de la fase de separación de permeado (1) con respecto a la relación de presión a lo largo de la fase de separación de corriente de alimentación (3) se ajusta preferiblemente mediante una válvula de reducción de presión (14) en la corriente de retenido (10). Valores preferidos para dicha relación de presión se facilitan anteriormente.
De este modo puede mantenerse la fuerza de impulsión para la fase de separación de permeado (3). La fase de separación de permeado (3) produce preferiblemente un permeado con un contenido de componente A o de un gas retenido A de más del 95%, preferiblemente más del 97% y más preferiblemente más del 99%. El gas permeado enriquecido en la tercera corriente de permeado (11) puede retirarse como producto del proceso de la invención. Alternativamente puede procesarse adicionalmente, por ejemplo, purificarse adicionalmente o modificarse o mezclarse con otros gases o licuarse. Tales tecnologías se conocen ampliamente en la técnica y la combinación de tales tecnologías con el proceso de la presente invención forman parte de esta invención también. Por ejemplo, en los documentos KR10-1327337; KR10-1327338 y JP 2009-242773 A se dan a conocer procesos para el tratamiento adicional de la tercera corriente de permeado (11), que puede combinarse con el proceso de la invención.
En una realización particularmente preferida, el aparato está configurado de modo que no más del 5%, preferiblemente no más del 3%, más preferiblemente no más del 1% y lo más preferiblemente no más del 0,5% del componente retenido B de la fase de separación de corriente de alimentación (1) introducido en el aparato con la corriente de gas bruto (17) esté comprendido en la tercera corriente de permeado (11).
El corte de fase para la fase de separación de permeado (3) está preferiblemente entre el 60 y el 97% y de manera especialmente preferible entre el 70 y el 95% para una mezcla 50:50 de componentes A y B en la corriente de gas sin procesar (17).
La segunda corriente de permeado (9) y la tercera corriente de retenido (10) se recirculan, se suministran a la corriente de alimentación (5) y vuelven a procesarse. Esto puede efectuarse, como ya se ha explicado anteriormente, de diferentes modos y puede depender, por ejemplo, de si se usa un compresor (4) o incluso un compresor de múltiples fases (4). En el caso de un compresor de una fase (4), las corrientes (9) y (10) se suministran preferiblemente al lado de succión del compresor (4) (véase la fig. 1). Si se usa un compresor de múltiples fases, es preferible que las corrientes (9) y (10) se introduzcan en el compresor entre dos fases de compresión. En una realización preferida, las corrientes (9) y (10) se recirculan sin descompresión total en una fase de compresión elevada del compresor (4) y/o el permeado de la segunda fase se recircular a una fase de compresión elevada del compresor (4).
Como ya se ha explicado, es particularmente ventajoso que se use un compresor de múltiples fases (4). Esto se debe a que es posible, en este caso, prescindir de una descompresión completa del retenido de la fase de separación de permeado (3), dado que el retenido de la fase de separación de permeado (3) puede alimentarse entre dos fases de compresor del compresor (4).
Dado que la fase de separación de retenido (2), en el caso de descompresión hasta la presión de alimentación, se haría funcionar generalmente en el intervalo limitado por selectividad, puede ser recomendable descomprimir la segunda corriente de permeado (9) meramente hasta un nivel de presión mayor de una unidad de aumento de presión de múltiples fases, es decir de un compresor de múltiples fases (4), dado que esto reduce los costes de funcionamiento para la unidad de compresión sin empeorar perceptiblemente el desenlace de la separación. Por tanto, en una
realización particularmente preferida de la presente invención se usa un compresor de múltiples fases (4) y las corrientes de gas (9) y (10) se suministran a este compresor en cada caso entre dos fases de compresión.
El proceso según la invención es notable particularmente porque está configurado de modo que el volumen de gas recirculado en la segunda corriente de permeado (9) y en la tercera corriente de retenido (10) asciende a del 60 al 100% en volumen del volumen de la corriente de gas bruto (17). Intervalos preferidos se facilitan anteriormente. El control del volumen de las corrientes de gas que deben recircularse puede controlarse, por ejemplo, a través de la selección de los respectivos módulos de membrana en las fases de separación por membrana (1) a (3) o mediante las presiones en el sistema o mediante los flujos.
La primera corriente de permeado (6) se conduce preferiblemente de modo que la presión de alimentación de la fase de separación de permeado (3), preferiblemente por medio de una válvula de reducción de presión (14) en el lado de retenido de la fase de separación de permeado (3), esté entre 1 y 30 bar, preferiblemente entre 2 y 20 bar y más preferiblemente 2 y 15 bar.
Como ya se ha mencionado, el aparato puede comprender una o más válvulas de reducción de presión (12), (13) o (14). En una realización preferida, preferiblemente por medio de una válvula de reducción de presión (14), se garantiza que la caída de presión a lo largo de la fase de separación de corriente de alimentación (1) esté restringida a entre 1 y 30 bar, preferiblemente entre 2 y 20 bar, más preferiblemente entre 2 y 10 bar.
Simultánea o alternativamente, preferiblemente por medio de una válvula de reducción de presión (13), se garantiza que la caída de presión a lo largo de la fase de separación de corriente de alimentación (1) y la fase de separación de retenido (2), esté restringida a entre 1 y 100 bar, preferiblemente entre 5 y 80 bar y más preferiblemente entre 10 y 70 bar.
El aparato o el proceso según la invención puede implementarse en principio con todas las membranas que sean capaces de separar mezclas de gases binarias o mezclas de múltiples gases. Los materiales de membrana usados son preferiblemente, pero no exclusivamente, polímeros. Polímeros útiles en la capa activa de separación son más preferiblemente poliimidas, polieterimidas, poliaramidas, polibenzoxazoles, polibenzotiazoles, polibencimidazoles, poliamidas, polisulfonas, acetatos de celulosa y derivados, poli(óxidos de fenileno), polisiloxanos, polímeros con microporosidad intrínseca, membranas de matriz mixta, membranas de transporte facilitado, poli(óxidos de etileno), poli(óxidos de propileno), membranas de carbono o zeolitas, o mezclas de los mismos.
Las membranas particularmente preferidas incluyen como materiales para la capa activa de separación, o como material para la membrana completa, una poliimida que consiste en las unidades monoméricas A y B, en las que

siendo 0 < x < 0,5 y 1 > y > 0,5 y en las que R corresponde a uno o más radicales idénticos o diferentes seleccionados del grupo que consiste en los radicales L1, L2, L3 y L4

Es particularmente preferible que se use un polímero en el que x = 0, Y = 1 y R es el 64% en moles de L2, el 16% en moles de L3 y el 20% en moles de L4. Este polímero está disponible de Evonik Fibres GmbH con el nombre P84 o P84 tipo 70 (números CAS 9046-51-9). Otro polímero con preferencia específica es un polímero que tiene la composición x = 0,4, y = 0,6 y siendo R el 80% en moles de L2 y el 20% en moles de L3. Este polímero está disponible de Evonik Fibres GmbH con el nombre P84HT o P84 HT 325 (números CAS 134119-41-8). De manera similar, es preferible usar mezclas de dichas poliimidas.
Membranas hechas de las poliimidas preferidas están disponibles de Evonik Fibres GmbH con el nombre Sepuran. Un proceso para producir estas membranas preferidas se da a conocer en el documento WO 2011/009919 A1. Las membranas dadas a conocer en esta publicación para información de solicitud de patente pueden usarse siempre con preferencia en el método de la presente invención. Para evitar una mera repetición, el contenido de esta solicitud de patente se incorpora por la presente en su totalidad en el presente documento mediante referencia. Se encontró que estas membranas dieron desenlaces de separación muy buenos.
Las membranas se usan preferiblemente en forma de membranas de fibras huecas y/o membranas planas. Las membranas se ensamblan en módulos, que se usan entonces en la tarea de separación. Los módulos usados pueden ser todos los módulos de separación de gas conocidos en la técnica anterior, por ejemplo, pero no exclusivamente, módulos de separación de gas de fibras huecas, módulos de separación de gas enrollados en espiral, módulos de separación de gas elásticos o módulos de separación de gas de haces de tubos.
Preferiblemente, los módulos de membrana de separación de gas tienen una selectividad de gas puro para CO2/CH4 de al menos 10, preferiblemente al menos 15, más preferiblemente al menos 20, de manera especialmente preferible de 20 a 100, incluso más preferiblemente de al menos 20 a 80 y lo más preferiblemente de 40 a 70. En comparación con el proceso de la técnica anterior según el documento WO 2012/000727, que se hace funcionar en condiciones optimizadas para la energía, el proceso de la presente invención está previsto para su uso bajo aspectos de inversión y de coste de mantenimiento minimizados. Por tanto, en la presente invención se prefiere usar membranas con selectividades menores en comparación con el documento WO 2012/000727. Los ejemplos 1.1 y 1.2 más adelante muestran que este concepto funciona bien. No obstante, también es posible usar membranas con selectividades mayores en el proceso de la presente invención que las mostradas en los otros ejemplos.
El proceso según la invención tiene las ventajas particulares de que no hay necesidad de ninguna purificación adicional de las corrientes de permeado y/o de retenido (11) o (8) para muchas aplicaciones. Por ejemplo, en el caso de la purificación de biogás o gas natural (= eliminación de dióxido de carbono de metano), ya no hay ninguna necesidad de una adsorción de oscilación de presión o un lavado de amina para la purificación fina del retenido, y puede alimentarse así a la red de gas natural. No obstante, tal como se mencionó anteriormente, etapas de purificación adicional o de procesamiento adicional pueden seguir después del proceso de la presente invención. Tal como se ha mencionado anteriormente, el hecho de que no haya necesidad de un tratamiento adicional de las corrientes (8) y (11) no excluye tales etapas del alcance de la presente invención.
El método de la presente invención puede usarse para producir, al mismo tiempo, una corriente de retenido puro (8) y una corriente de permeado puro (11) en la purificación de biogás y gas natural. Por tanto, puede liberarse CO2 a la atmósfera sin grandes pérdidas de metano y sin el perjuicio grave del medio ambiente, sin ninguna necesidad de un tratamiento adicional del gas mediante un agente catalítico o térmico tras la combustión o utilización en una planta de cogeneración. Por consiguiente, no se requiere un gasto de capital en instalaciones de plantas adicionales, lo que conduce a un proceso de purificación más económico para biogás y gas natural.
Se considera que es una ventaja adicional que el proceso según la invención necesita un nivel mucho menor de complejidad de aparatos y gasto de energía que los procesos de la técnica anterior conocidos. Especialmente a través
de la combinación de las características inventivas de control del volumen de las corrientes recirculadas (9) y (10), la capacidad de membrana aumentada en la fase de separación de retenido (2) en comparación con la de la fase de separación de corriente de alimentación (1) y preferiblemente también con la de la fase de separación de permeado (3) y del cociente de la caída de presión a lo largo de la fase de separación de permeado (3) con respecto a la caída de presión a lo largo de la fase de separación de corriente de alimentación (1) puede proporcionarse un proceso muy superior con respecto a los costes de inversión y en particular de mantenimiento, en comparación con los procesos de la técnica anterior.
El proceso según la invención puede usarse especialmente para la separación de biogases o gas naturales o aire u otras mezclas de gases que comprenden: dióxido de carbono y metano, hidrógeno y metano, monóxido de carbono y metano, helio y metano, helio y nitrógeno, hidrógeno y monóxido de carbono, gas permanente que tiene un punto de ebullición menor de 110 Kelvin a 1 atm y gas no permanente que tiene un punto de ebullición por encima de o igual a 110 Kelvin a 1 atm, dióxido de carbono e hidrocarburo o nitrógeno e hidrocarburo.
Métodos de medición:
Selectividad de las membranas
Las permeabilidades de gas se notifican en barrers (10-10 cm3 cm'2.cm.s'1.cmHg'1). Las permeancias de las membranas de fibras huecas a gases se notifican en UPG (unidad de permeación de gas, 10'6 cm3 cm'2.s'1.cmHg_1).
Membranas planas
Para la determinación de la selectividad de membranas planas, las permeabilidades a gases puros se miden mediante el método de aumento de presión. A una película de lámina plana de entre 10 y 70 pm de grosor se le aplica un gas puro desde un lado. En el otro lado, el lado de permeado, hay un vacío (aproximadamente 10-2 mbar) al inicio de la prueba. Entonces se registra el aumento de presión en el lado de permeado a lo largo del tiempo.
La permeabilidad del polímero puede calcularse mediante la siguiente fórmula:
p V r muerto M 1 W gas - i . ^ dn . 1010
p.R.T.AAp dt
P ... Permeabilidad en barrers (10-10 cm3-cm'2.cm.s'1.cmHg'1)
Vmuerto ... Volumen del lado de permeado en cm3
MWgas ... Masa molar del gas en g.mol-1
I ... Grosor de la película en cm
p ... Densidad del gas en g.cm'3
R ... Constante de gas en cm3.cmHg.K'1.mol'1
T ... Temperatura en Kelvin (temperatura ambiente, ~232C)
A ... Área de la película en cm2 (~12 cm2)
Ap ... Diferencia de presión entre el lado de alimentación y de permeado en cmHg
dp/dt . Aumento de presión por tiempo en el lado de permeado en cmHg.s-1
La selectividad de la membrana plana según la presente invención para diversos pares de gases es una selectividad de gas puro. Se calcula a partir de la relación de permeabilidades de los gases puros tal como sigue:

S ... selectividad de gas puro
P1 ... permeabilidad de gas 1
P2 ... permeabilidad de gas 2
Membranas de fibras huecas
La permeancia de las fibras huecas se mide usando un método de aumento de volumen. Para esto se mide el flujo (a temperatura estándar y presión estándar) en el lado de permeado a presión constante.
Para las fibras huecas es necesario medir la permeancia P/l, dado que se desconoce el grosor de la capa de separación. La permeancia se calcula mediante la siguiente fórmula:

P/l ... permeancia en UPG (unidades de permeación de gas. 10'6 cm3 cm'2.s'1.cmHg'1)
Q ... flujo de gas del lado de permeado en cm3 (STP)/s
R ... constante de gas en cm3.cmHg.K'1.mol'1
T ... temperatura en Kelvin (temperatura ambiente, ~232C)
A ... superficie de membrana, es decir área externa tal como se definió anteriormente, de fibra hueca en cm2 (entre 60 y 80 cm2)
Ap ... diferencia de presión entre el lado de alimentación y de permeado en cmHg
La selectividad de la membrana de fibras huecas según la presente invención para diversos pares de gases es una selectividad de gas puro. Se calcula a partir de las permeancias de los gases puros tal como sigue:

S ... selectividad de gas puro
P1 ... permeancia de gas 1
P2 ... permeancia de gas 2
Los ejemplos que siguen pretenden ilustrar y describir la presente invención en detalle, pero no la restringen de modo alguno.
Capacidad de membrana
El método de cálculo, así como el gas de referencia y the condiciones estándar se describen a continuación.
Membranas de fibras huecas:
La capacidad de membrana de la membrana de fibras huecas (HFM, hollow fiber membrane) se calcula tal como sigue:
Capacidad(HFM) = Permeancia (hfm) * Superficie(HFM)
sometiéndose a prueba la permeancia(HFM) en las siguientes condiciones estándar:

y la superficie(HFM) se correlaciona con la superficie de membrana externa tal como se define en la sección de definiciones en esta divulgación.
Membranas planas:
La capacidad de membrana de las membranas planas (FM, flat membranes) se calcula tal como sigue:
Capacidad (fm) = Permeancia<fmj * Superficie(FM)
sometiéndose a prueba la permeabilidad(FM) en las siguientes condiciones estándar:

La permeancia se calcula entonces dividiendo la permeabilidad entre el grosor de the FM. La superficie(FM) se correlaciona con la superficie de membrana externa tal como se define en la sección de definiciones en esta divulgación.
Los ejemplos proporcionados a continuación pretenden ilustrar la invención más detalladamente para una comprensión más profunda.
Ejemplos:
En todos los ejemplos y ejemplos de referencia, la capacidad de membrana se refiere a nitrógeno (calidad 4,8) y se midieron en the condiciones estándar descritas anteriormente.
Descripción general de la simulación:
La simulación se basa en las siguientes suposiciones:
- estado estacionario
gas ideal
contracorriente ideal en el módulo de membrana
sin efectos de viscosidad (sin caída de presión en el flujo de retenido o de permeado)
sin gas de barrido
- temperatura constante dentro de cada fase de separación. A menos que se establezca lo contrario, todas las fases de separación en los ejemplos se hacen funcionar a temperaturas idénticas.
La simulación se realiza tal como sigue:
El siguiente esquema de dos canales de flujo separados por una membrana (línea discontinua doble) se usó para derivar las ecuaciones necesarias para la simulación. NFi es un flujo molar del componente i en el lado de alta presión de la membrana. NPi es un flujo molar del componente i en el lado de baja presión de la membrana. En cuanto a este esquema, una alimentación que entra en la membrana es la suma de todos los flujos de componente molares NFi (z=0) que entran en la membrana. Por consiguiente, el flujo de retenido que sale la membrana es la suma de todos los flujos de componente molares NFi (z=L). El flujo de permeado que sale de la membrana es la suma de todos los flujos de componente molares NPi (z=0). Como no hay ningún flujo de barrido que entre en la membrana en el lado opuesto de la salida de permeado, estos flujos de componente molares NPi (z=L) se fijan a cero.

El flujo molar local de un componente i a través de la membrana es su permeancia molar Pi por el área de membrana Udz por su fuerza de impulsión local, la diferencia local en la presión parcial entre el lado de alimentación y de permeado. pF y pP son la presión de alimentación y de permeado. La concentración molar local del componente i en el lado de alimentación o de permeado puede derivarse dividiendo el flujo de alimentación o de retenido molar local del componente i entre la suma de todos los flujos de componente molares locales. De esto puede derivarse el siguiente conjunto de ecuaciones.

incluyendo las condiciones de límite descritas anteriormente, las ecuaciones se resolvieron en software Aspen Custom Modeler (ACM), sin embargo también pueden usarse otros softwares como MATLAB, , MathCad.
Ejemplo de referencia 1:
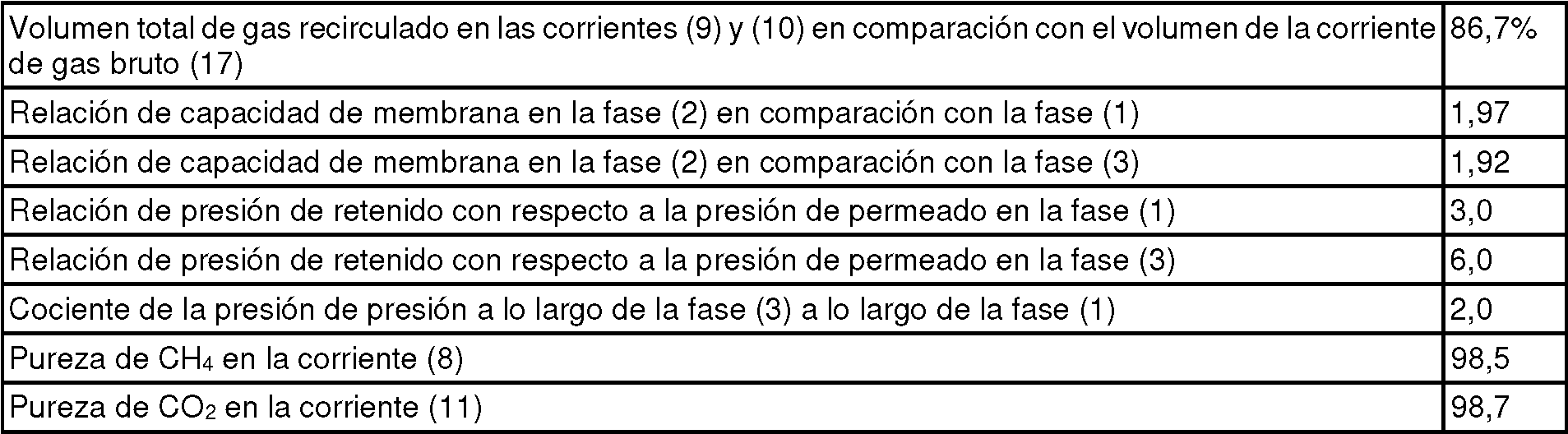
Se reprodujo el ejemplo comparativo del documento WO 2012/000727 A1. Las características de este ejemplo son: - Un volumen de gas recirculado en suma del 86,7%
- Capacidades de membrana idénticas en las tres fases de separación
- Un cociente de la relación de presión a lo largo de la fase de separación de permeado (3) con respecto a la relación de presión a lo largo de la fase de separación de corriente de alimentación (1) de 1,0.
- Selectividad de membrana para CO2/CH4 = 20 en todas las fases de separación
Por tanto, el ejemplo de referencia difiere de la presente invención porque las capacidades de membrana son idénticas en las tres fases.
Ejemplo 1.1:
Se adoptó el ejemplo de referencia 1 de una manera inventiva, es decir se aumentaron la “tasa de recirculación”, la “capacidad de membrana” de la fase de separación de retenido (2) y el “cociente de las relaciones de presión de fase de separación (3) a lo largo de la fase de separación (1)”. Sin embargo, la tasa de recirculación y las purezas de las corrientes de producto (8) y (11) se eligieron idénticas o prácticamente idénticas a
En detalle:
Una mezcla de gas bruto del 50% en volumen de metano y del 50% en volumen de dióxido de carbono, que corresponde aproximadamente a una mezcla de biogás, se introdujo en una cámara de mezclado (no mostrada en la FIG. 1), se alimentó por medio de la corriente (17) al compresor (4) y se comprimió. Tras un primer ciclo, la corriente (17) se combinó con las corrientes de gas recirculadas (9) y (10), se alimentó al compresor (4) y se comprimió. Tras haber alcanzado el estado estacionario, la corriente de gas comprimida (5), que tiene una temperatura de 20°C, se aplicó a la fase de separación de corriente de alimentación (1) a una tasa de flujo de 3,53 m3/h. La tasa de recirculación por medio de corrientes (9) y (10) en suma era del 98% en volumen de la corriente de gas bruto (17). La presión de funcionamiento del sistema era de 18,2 bara.
La capacidad de membrana de la fase de separación de retenido (2) era 2,29 veces mayor que la de la fase de separación de corriente de alimentación (1) y 2,19 veces mayor que la de la fase de separación de permeado (3). El cociente de la relación de presión a lo largo de la fase de separación de permeado (3) con respecto a la relación de presión a lo largo de la fase de separación de corriente de alimentación (1) era de 2,2.
Estos parámetros conducen a un retenido (8) de la fase de separación de retenido (2) que tiene un contenido del 98,5% en volumen de metano y del 1,5% en volumen de dióxido de carbono, análogo al ejemplo de referencia 1.0,892 m3/h de esta mezcla abandona la fase de separación de retenido (2) por medio de la corriente (8). El permeado (9) de la fase de separación de retenido (2) tenía una tasa de flujo volumétrico de 1,631 m3/h con un contenido de metano del 19,7% en volumen y un contenido de dióxido de carbono del 80,3% en volumen, y se recirculó por medio de la segunda corriente de permeado (9) a la cámara de mezclado y se comprimió de nuevo mediante el compresor (4). El retenido (7) de la fase de separación de corriente de alimentación (1) tenía una tasa de flujo volumétrico de 2,52 m3/h con un contenido de dióxido de carbono del 52,4% en volumen y un contenido de metano del 47,6% en volumen, y se
alimentó por medio de la primera corriente de retenido (7) a la fase de separación de retenido (2). El permeado (6) de la fase de separación de corriente de alimentación (1) tenía una tasa de flujo volumétrico de 1,00 m3/h con un contenido de dióxido de carbono del 93,1% en volumen y un contenido de metano del 6,9% en volumen, y se alimentó por medio de la primera corriente de permeado (6) a la fase de separación de permeado (3).
La caída de presión a lo largo de la fase de separación de corriente de alimentación (1) no se extendió hasta la presión ambiental, sino que se limitó a 6,4 bara mediante una válvula reductora (14) en el lado de retenido de fase de separación de permeado (3). Por tanto, se obtuvo una tercera corriente de permeado (11) que tiene una tasa de flujo volumétrico de 0,888 m3/h, con una composición del 98,7% en volumen de dióxido de carbono y solo del 1,3% en volumen de metano. La composición de corriente de permeado (11) es prácticamente idéntica a la del ejemplo de referencia 1, en la que el contenido de dióxido de carbono es del 99% en volumen. La tercera corriente de retenido (10) de la fase de separación de permeado (3) tenía una tasa de flujo volumétrico de 0,113 m3/h con una composición del 51,3%% en volumen de metano y del 48,7% en volumen de dióxido de carbono y se recirculó.
Tal como se mencionó anteriormente, el ejemplo 1.1 difiere del ejemplo de referencia 1 porque se aumentaron la “tasa de recirculación”, la “relación de capacidad de membrana de la fase (2) a la fase (1) o de la fase (2) a la fase (3)” y el “cociente de la presión ratio”. El efecto fue que la capacidad de membrana total, en suma para las tres fases de separación, del ejemplo 1.1 era un 14,9% menor que en el ejemplo de referencia 1. En otras palabras, en la configuración inventiva del proceso, pudo reducirse el coste de inversión porque pudo reducirse la capacidad de membrana total requerida.
Ejemplo 1.2
Se reprodujo de nuevo el ejemplo de referencia 1, sin embargo, en el ejemplo 1.2 solo se aumentaron los parámetros “relación de capacidad de membrana de la fase (2) a la fase (1) o de la fase (2) a la fase (3)” y el “cociente de la relación de presión”. A diferencia del ejemplo 1.1, la “tasa de recirculación” se eligió idéntica a la del ejemplo de referencia 1 con el fin de mostrar qué ocurre si solo se modifican de una manera inventiva dos parámetros.
Los parámetros de proceso del ejemplo 1.2 se resumen en la tabla 1 y 2 a continuación:
Tabla 1

Tabla 2
En el ejemplo 1.2 se consiguió un ahorro total del 14,5% de capacidad de membrana, en suma, para las tres fases de separación, en comparación con el ejemplo de referencia 1.
Esto muestra que el aumento de la capacidad de membrana de la fase de separación (2) tiene un impacto significativo sobre la reducción de la capacidad de membrana total necesaria. En comparación con el ejemplo 1.1, el ejemplo 1.2 muestra que podía conseguirse una reducción adicional de la capacidad de membrana requerida global si se aumentaba la tasa de recirculación también.
Ejemplo comparativo 1:
En el ejemplo comparativo 1 se modificó el ejemplo de referencia 1 de una manera no inventiva. En particular, la “tasa de recirculación” se redujo hasta el 49% en volumen de la corriente de gas bruto (17). Además, la capacidad de membrana de la fase de separación de retenido (2) se redujo, es decir era menor que la de la fase de separación de corriente de alimentación (1) y 1 de la fase de separación de permeado (3). El “cociente de relaciones de presión” no se modificó, es decir era idéntico al del ejemplo de referencia 1.
Los parámetros de proceso del ejemplo comparativo 1 se resumen en la tabla 3 y 4 a continuación:
Tabla 3

Tabla 4

Tal como se indicó anteriormente, el ejemplo comparativo 1 representa una modificación del ejemplo de referencia 1 en la dirección opuesta en comparación con la presente invención. Se encontró que la capacidad de membrana, en suma, para las tres fases de separación, requerida en el ejemplo comparativo 1. en comparación con el ejemplo de referencia 1, se aumentaba en un 7,5%. Además de los ejemplos 1.1 y 1.2 en los que se mostró que una configuración inventiva conduce a una disminución significativa en la capacidad de membrana, el ejemplo comparativo 1 muestra que una modificación no inventiva de la técnica anterior incluso aumenta la capacidad de membrana requerida, es decir provoca un aumento en los costes de mantenimiento, en lugar de ahorros.
Ejemplo de referencia 2:
Se reprodujo el ejemplo 1 del documento WO 2012/000727 A1. Las características de este ejemplo son:
- Un volumen de gas recirculado en suma del 31,2%
- Capacidades de membrana idénticas en las tres fases de separación
- Un cociente de la relación de presión a lo largo de la fase de separación de permeado (3) con respecto a la relación de presión a lo largo de la fase de separación de corriente de alimentación (1) de 1,34.
- Selectividad de membrana para CO2/CH4 = 45 en todas las fases de separación
Ejemplo 2:
Se modificó el ejemplo de referencia 2 porque se aumentó la “tasa de recirculación” hasta el 71% y se aumentaron la “capacidad de membrana de la fase (2)” así como el “cociente de relaciones de presión” también. La temperatura de funcionamiento en todas las fases de separación era de 20°C. Detalles de los parámetros de proceso se facilitan en las tablas 5 y 6 a continuación:
Tabla 5

Tabla 6

Debido a las modificaciones inventivas, pudo reducirse la capacidad de membrana total requerida en el ejemplo 2, en comparación con el ejemplo de referencia 2, en un 15%.
Los ejemplos 1.1 y 1.2, con una selectividad de membrana para CO2/CH4 de 20, y el ejemplo 2 con una selectividad para CO2/CH4 de 45 confirman que la configuración de proceso inventiva conduce a mejoras de la capacidad de membrana global requerida para membranas poco selectivas como para más selectivas. En el ejemplo 5 más adelante se demostrará que incluso membranas con una selectividad de 70 para CO2/CH4 pueden usarse en el proceso de la invención. En todos los casos se consiguieron costes de inversión y de mantenimiento reducidos en comparación con un proceso de separación de tres fases no inventivo.
Ejemplo de referencia 3:
Se reprodujo el ejemplo 3 del documento WO 2012/000727 A1. Las características de este ejemplo son:
- Un volumen de gas recirculado en suma del 41,7%
- Capacidades de membrana idénticas en las tres fases de separación
- Un cociente de la relación de presión a lo largo de la fase de separación de permeado (3) con respecto a la relación de presión a lo largo de la fase de separación de corriente de alimentación (1) de 1,33.
- Selectividad de membrana para CO2/CH4 = 45 en todas las fases de separación
- Se usó una bomba de vacío en la corriente de permeado (9)
Ejemplo 3
Se modificó el ejemplo de referencia 3 porque se aumentó la “tasa de recirculación” hasta el 77% y se aumentaron la “capacidad de membrana de la fase (2)” así como el “cociente de relaciones de presión” también. La temperatura de funcionamiento en todas las fases de separación era de 20°C. Detalles de los parámetros de proceso se facilitan en las tablas 7 y 8 a continuación:
Tabla 7

Tabla 8

Provocado por las modificaciones inventivas, se consiguió un ahorro del 8% de la capacidad de membrana total en comparación con la referencia 3. Por tanto, el proceso de la invención también funciona con una bomba de vacío en una corriente de permeado.
Ejemplo 4 y ejemplo comparativo 4
El ejemplo 4 y el ejemplo comparativo 4 pretenden mostrar que el proceso inventivo también funciona con una mezcla de gases con un contenido de CH4 alto y de CO2 bajo. La temperatura de funcionamiento en todas las fases de separación era de 25°C. En ambos ejemplos se usó un aparato según la Figura 1. Los parámetros de las simulaciones se facilitan en la tabla 9 a continuación:
Tabla 9

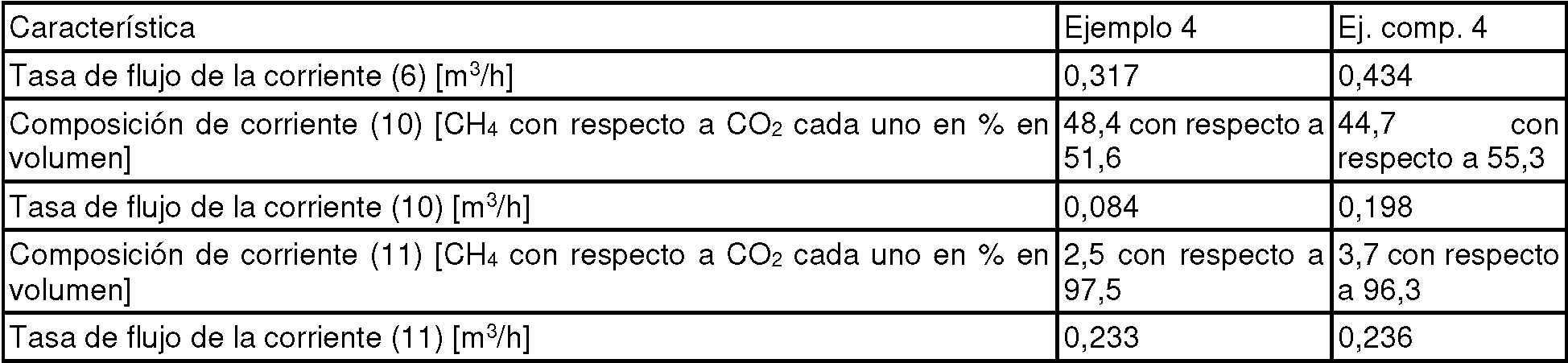
La capacidad de membrana total requerida en el ejemplo 4 era un 12,4% menor que la del ejemplo de referencia 4. Por consiguiente, el proceso de la invención es beneficioso también para mezclas de gases con un alto contenido de metano.
Ejemplo 5 y ejemplo comparativo 5
El ejemplo 5 y el ejemplo comparativo 5 pretenden mostrar que el proceso inventivo también funciona con membranas muy selectivas. La temperatura de funcionamiento en todas las fases de separación era de 25°C. En ambos ejemplos se usó un aparato según la Figura 1. Los parámetros de las simulaciones se facilitan en la tabla 10 a continuación:
Tabla 10


La capacidad de membrana total en el ejemplo 5 era un 8,4% menor que la del ejemplo de referencia 5. Esto muestra que el proceso de la invención es beneficioso cuando se usan membranas muy selectivas.
Ejemplo 6 y ejemplo comparativo 6
El ejemplo 6 y el ejemplo comparativo 6 pretenden mostrar que el proceso inventivo también funciona con una presión de funcionamiento baja. La temperatura de funcionamiento en todas las fases de separación era de 25°C. En ambos ejemplos se usó un aparato según la Figura 1. Los parámetros de las simulaciones se facilitan en la tabla 11 a continuación:
Tabla 11


La capacidad de membrana total en el ejemplo 6 era un 27,9% menor que la del ejemplo de referencia 6. Esto muestra que el proceso de la invención es beneficioso también si se aplican presiones de funcionamiento bajas.
Ejemplo 7 y ejemplo comparativo 7
El ejemplo 7 y el ejemplo comparativo 7 pretenden someter a prueba el proceso inventivo a altas presiones de funcionamiento. La temperatura de funcionamiento en todas las fases de separación era de 25°C. En ambos ejemplos se usó un aparato según la Figura 1. Los parámetros de las simulaciones se facilitan en la tabla 12 a continuación:
Tabla 12


La capacidad de membrana total en el ejemplo 7 era un 18,6% menor que la del ejemplo comparativo 7. Por tanto, el proceso de la invención es aplicable a altas presiones de funcionamiento.
Ejemplo 8 y ejemplo comparativo 8
El ejemplo 8 y el ejemplo comparativo 8 muestran qué ocurre si se elige la “capacidad de membrana de la fase (2)” según la presente, pero la “tasa de recirculación” es una en el ejemplo 7 según y en el ejemplo comparativo 7 fuera de la presente invención. La temperatura de funcionamiento en todas las fases de separación era de 25°C. En ambos ejemplos se usó un aparato según la Figura 1. Los parámetros de las simulaciones se facilitan en la tabla 13 a continuación:
Tabla 13


La capacidad de membrana total en el ejemplo 8 era un 21,1% menor que la del ejemplo comparativo 8. Por tanto, incluso si la “capacidad de membrana de la fase (2)” se selecciona de una manera inventiva, pero la “tasa de recirculación” no, tiene que aceptarse un aumento significativo de la capacidad de membrana total. Esto muestra los efectos sinérgicos de elegir las “capacidades de membrana de la fase (2)” y de la “tasa de recirculación” ambas de una manera inventiva.
Además de esto, el ejemplo 8 muestra que el proceso de la invención también funciona si se desean dos corrientes de producto de pureza muy alta (8) y (11).
Ejemplo 9; ejemplo 10 y ejemplo comparativo 9
En estos ejemplos o ejemplo comparativo se sometió a prueba el proceso de la invención con mezclas de gases más complejas. De nuevo se usó un aparato según la Figura 1. La temperatura de funcionamiento en todas las fases de separación era de 25°C. Los parámetros de las simulaciones se facilitan en la tabla 14 a continuación:
Tabla 14


La capacidad de membrana total en el ejemplo 9 era un 19,4% menor que la del ejemplo comparativo 9 y la del ejemplo 10 era un 9,4% menor que la del ejemplo comparativo 9. Esto muestra que el proceso de la invención es también beneficioso si tienen que separarse mezclas de gases más complejas.
Conclusión con respecto al ejemplo 1 a 10
En los ejemplos 1 a 10 diferentes parámetros se cambiaron, se compararon y se compararon directamente con ejemplos comparativos correspondientes. Pudo mostrarse que el proceso de la invención es aplicable para un amplio intervalo de presiones de funcionamiento, selectividades de membrana y para diferentes mezclas de gases. También se demostró que la combinación inventiva de “tasas de recirculación”, “capacidad de membrana aumentada en la fase (2)” y “cociente de relación de presión de la fase (3) con respecto a la relación de presión de la fase (1)”, condujo en todos los casos a un ahorro de capacidad de membrana global en comparación con los ejemplos comparativos correspondientes. Un ahorro en la capacidad de membrana total se correlaciona con ahorros en los costes de inversión y de mantenimiento y es muy lucrativo para aplicaciones en regiones en las que la energía es barata y los costes de inversión o de mantenimiento son decisivos.
Ejemplos 11 y 12
En el ejemplo 11 se usaron membranas con diferentes selectividades en diferentes fases de separación. En el ejemplo 12, los parámetros de proceso son similares a los del ejemplo 11, sin embargo, se usaron membranas con selectividades idénticas en las tres fases. En ambos ejemplos se usó un aparato según la Figura 1. Los parámetros de las simulaciones se facilitan en la tabla 15 a continuación:
Tabla 15


La comparación del ejemplo 11 y del ejemplo 12 revela que el proceso inventivo es aplicable con membranas con diferentes selectividades en diferentes fases de separación, pero también con membranas con selectividades idénticas en todas las fases de separación.
Lista de figuras:
Fig. 1: disposición de conexión ilustrativa de varios módulos de membrana según la invención
Lista de números de referencia:
1: fase de separación de corriente de alimentación
2: fase de separación de retenido
3: fase de separación de permeado 3
4: compresor de una fase o de múltiples fases
5: corriente de alimentación
6: primera corriente de permeado
7: primera corriente de retenido
8: segunda corriente de retenido
9: segunda corriente de permeado
10: tercera corriente de retenido
11: tercera corriente de permeado
12: válvula de reducción de presión opcional en la primera corriente de retenido 7
13: válvula de reducción de presión opcional en la segunda corriente de retenido 8
14: válvula de reducción de presión opcional en la tercera corriente de retenido 10
15: dispositivo de vacío (no reproducido en las figuras)
16: cámara de mezclado (no reproducida en las figuras)
17: corriente de gas bruto
Claims (14)
- REIVINDICACIONES1 Un método para separar gases,en el quedicho método se lleva a cabo en un aparato que comprende:una fase de separación de corriente de alimentación (1), una fase de separación de retenido (2) y una fase de separación de permeado (3), yopcionalmente un compresor (4) dispuesto aguas arriba de la fase de separación de corriente de alimentación (1) y/o al menos un dispositivo de vacío dispuesto en al menos una corriente de permeado de la fase de separación de corriente de alimentación (1), la fase de separación de retenido (2) y/o la fase de separación de permeado (3), en el quela fase de separación de corriente de alimentación (1) separa una corriente de alimentación (5) que comprende al menos dos componentes en una primera corriente de permeado (6) y una primera corriente de retenido (7), y la fase de separación de retenido (2) separa la primera corriente de retenido (7) en una segunda corriente de permeado (9) y una segunda corriente de retenido (8), yla fase de separación de permeado (3) separa la primera corriente de permeado (6) en una tercera corriente de retenido (10) y una tercera corriente de permeado (11), yla segunda corriente de retenido (8) se retira como primer producto o se procesa adicionalmente u opcionalmente puede desecharse si la tercera corriente de permeado (11) se retira o se procesa adicionalmente; yla tercera corriente de permeado (11) se retira como producto o se procesa adicionalmente u opcionalmente puede desecharse si la segunda corriente de retenido (8) se retira o se procesa adicionalmente, yla segunda corriente de permeado (9) y la tercera corriente de retenido (10) se alimentan a la corriente de alimentación, yla primera corriente de permeado (6) preferiblemente no se somete a una recompresión, yla fase de separación de corriente de alimentación (1), la fase de separación de retenido (2) y la fase de separación de permeado (3) son fases de separación por membrana, yel volumen de gas recirculado en la segunda corriente de permeado (9) y en la tercera corriente de retenido (10) asciende a del 60 al 100% en volumen de la corriente de gas bruto (17), yla capacidad total de las membranas, medida para nitrógeno de calidad 4,8 en condiciones estándar tal como se definen en la descripción, usadas en la fase de separación de retenido (2) es mayor que la capacidad total de las membranas, medida para nitrógeno de calidad 4,8 en condiciones estándar tal como se definen en la descripción, usadas en la fase de separación de corriente de alimentación (1), yel cociente de la relación de presión a lo largo de la fase de separación de permeado (3) con respecto a la relación de presión de la fase de separación de corriente de alimentación (1) está en un intervalo de desde 0,5 hasta 8.
- 2. - Método según la reivindicación 1,caracterizado porque,la relación de la capacidad total de las membranas, medida para nitrógeno de calidad 4,8 en condiciones estándar tal como se definen en la descripción, usadas en la fase de separación de retenido (2) con respecto a la capacidad total de las membranas, medida para nitrógeno de calidad 4,8 en condiciones estándar tal como se definen en la descripción, usadas en la fase de separación de corriente de alimentación (1) está en un intervalo de desde 1,05 hasta 10, preferiblemente de desde 1,1 hasta 8, de manera particularmente preferible de desde 1,2 y 7 y de manera especialmente preferible de desde 1,5 hasta 6.
- 3. - Método según una cualquiera de las reivindicaciones anteriores,caracterizado porque,la relación de la capacidad total de las membranas, medida para nitrógeno de calidad 4,8 en condiciones estándar tal como se definen en la descripción, usadas en la fase de separación de permeado (3) con respecto a la capacidad total, medida para nitrógeno de calidad 4,8 en condiciones estándar tal como se definen en la descripción, de las membranas usadas en la fase de separación de corriente de alimentación (1) está en un intervalo de desde 0,5 hasta 3, preferiblemente de desde 0,6 hasta 2, de manera particularmente preferible de desde 0,7 y 1,8, de manera especialmente preferible de desde 0,8 hasta 1,2 y lo más preferiblemente de desde 0,8 hasta 1.
- 4. - Método según una cualquiera de las reivindicaciones anteriores,caracterizado porque,el volumen de gas recirculado en la segunda corriente de permeado (9) y en la tercera corriente de retenido (10) asciende a del 62 al 100% en volumen de la corriente de gas bruto (17), preferiblemente a del 63 al 85% en volumen y lo más preferiblemente a del 65 al 85% en volumen.
- 5. - Método según una cualquiera de las reivindicaciones anteriores,caracterizado porque,el cociente de la relación de presión a lo largo de la fase de separación de permeado (3) con respecto a la relación de presión a lo largo de la fase de separación de corriente de alimentación (1) está en el intervalo de desde 0,6 hasta 7, preferiblemente de desde 0,7 hasta 6, de manera particularmente preferible de desde 0,9 hasta 5, de manera especialmente preferible de desde 1 hasta 5, más preferiblemente de desde 1,05 hasta 4 y lo más preferiblemente de desde 1 hasta 3.
- 6. - Método según una cualquiera de las reivindicaciones anteriores,caracterizado porque,al menos en la fase de separación de corriente de alimentación (1), se usan membranas de separación de gases con una selectividad de gas puro para CO2/CH4 de al menos 10, preferiblemente al menos 15, de manera particularmente preferible al menos 20, de manera especialmente preferible de 20 a 100, incluso más preferiblemente de 20 a 80 y lo más preferiblemente de 40 a 70.
- 7. - Método según una cualquiera de las reivindicaciones anteriores,caracterizado porqueel material usado para la capa activa de separación de las membranas es al menos un seleccionado de la lista que consiste en una poliamida, una polieterimida, una poliaramida, un polibenzoxazol, un polibenzotiazol, un polibencimidazol, una polisulfona, un acetato de celulosa, un derivado de acetato de celulosa, un poli(óxido de fenileno), un polisiloxano, un polímero con microporosidad intrínseca, una membrana de matriz mixta, una membrana de transporte facilitado, un poli(óxido de etileno), un poli(óxido de propileno), una poliimida y especialmente una poliimida que consiste en las unidades monoméricas A y B, en las que
 siendo 0 < x < 0,5 y 1 > y > 0,5 y en las que R corresponde a uno o más radicales idénticos o diferentes seleccionados del grupo que consiste en los radicales L1, L2, L3 y L4
siendo 0 < x < 0,5 y 1 > y > 0,5 y en las que R corresponde a uno o más radicales idénticos o diferentes seleccionados del grupo que consiste en los radicales L1, L2, L3 y L4 de manera particularmente preferible una poliimida de número CAS 9046-51-9 y/o una poliimida de número CAS 134119-41-8.
de manera particularmente preferible una poliimida de número CAS 9046-51-9 y/o una poliimida de número CAS 134119-41-8. - 8. - Método según una cualquiera de las reivindicaciones anteriores,caracterizado porquela segunda corriente de permeado (9) y la tercera corriente de retenido (10) se hacen pasar para un nuevo procesamiento al lado de succión del compresor (4).
- 9. - Método según una cualquiera de las reivindicaciones anteriores,caracterizadoporque se usa un compresor de múltiples fasesy/oporque la segunda corriente de permeado (9) y/o la tercera corriente de retenido (10) se introduce(n) en el compresor (4) entre dos fases de compresión.
- 10. - Método según una cualquiera de las reivindicaciones anteriores,caracterizado porqueel/los módulo(s) de membrana de separación consiste(n) en membranas de fibras huecas.
- 11. - Método según una cualquiera de las reivindicaciones anteriores,caracterizado porquela presión de retenido de la fase de separación de corriente de alimentación (1) y de la fase de separación de retenido (2) se ajusta preferiblemente por medio de una válvula de alivio de presión (13) en la segunda corriente de retenido a de 1 a 100 bar, preferiblemente a de 5 a 80 bar y de manera particularmente preferible a de 10 a 70 bary/ola presión del lado de permeado de la fase de separación de corriente de alimentación (1) se ajusta preferiblemente por medio de una válvula de alivio de presión (14) en el lado de retenido de la fase de separación de permeado (3) a de 1 a 30 bar, preferiblemente a de 2 a 20 bar y de manera particularmente preferible a de 2 a 10 bar.
- 12. - Método según una cualquiera de las reivindicaciones anteriores,caracterizado porquela fuerza de impulsión usada para la tarea de separación es una diferencia de presión parcial del gas permeado entre el lado de retenido y el lado de permeado en las respectivas fases de separación por membrana, generándose la diferencia de presión parcial mediante un compresor (4) en la corriente de alimentación (5) y/o mediante un dispositivo de vacío en la segunda (9) y/o tercera corriente de permeado (11) y/o mediante una corriente de gas de lavado de lado de permeado.
- 13. - Método según una cualquiera de las reivindicaciones anteriores,caracterizado porquela presión del permeado de la fase de separación de corriente de alimentación (1) es idéntica o está aumentada en comparación con la presión ambiental, lo que significa que todavía hay una diferencia de presión parcial para el gas permeado entre el retenido y el permeado de la fase de separación de permeado (3) y por tanto está presente una fuerza de impulsión para el caso en el que el permeado de la fase de separación de permeado (3) está a presión ambiental o se aplica a presión subatmosférica.
- 14. - Método según una cualquiera de las reivindicaciones anteriores para purificar un gas bruto, caracterizado porquela corriente de gas bruto (17) es biogás o gas natural o aire u otra mezcla de gases que comprende: dióxido de carbono y metano, hidrógeno y metano, monóxido de carbono y metano, helio y metano, helio y nitrógeno, hidrógeno y monóxido de carbono, gas permanente que tiene un punto de ebullición de menos de 110 Kelvin a 1 atm y gas no permanente que tiene un punto de ebullición por encima o igual a 110 Kelvin a 1 atm, dióxido de carbono e hidrocarburo o nitrógeno e hidrocarburo.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP14200384 | 2014-12-29 | ||
| PCT/EP2015/080925 WO2016107786A1 (en) | 2014-12-29 | 2015-12-22 | Process for separation of gases with reduced maintenance costs |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| ES2875062T3 true ES2875062T3 (es) | 2021-11-08 |
Family
ID=52146351
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| ES15817339T Active ES2875062T3 (es) | 2014-12-29 | 2015-12-22 | Proceso para la separación de gases con costes de mantenimiento reducidos |
Country Status (19)
| Country | Link |
|---|---|
| US (1) | US10471380B2 (es) |
| EP (1) | EP3240620B1 (es) |
| JP (1) | JP6471243B2 (es) |
| KR (1) | KR102401146B1 (es) |
| CN (1) | CN107106972B (es) |
| AU (1) | AU2015373475B2 (es) |
| BR (1) | BR112017013042B1 (es) |
| CA (1) | CA2970104C (es) |
| DK (1) | DK3240620T3 (es) |
| EA (1) | EA034642B1 (es) |
| ES (1) | ES2875062T3 (es) |
| IL (1) | IL252790A0 (es) |
| MX (1) | MX2017008388A (es) |
| MY (1) | MY180042A (es) |
| PH (1) | PH12017501143A1 (es) |
| PL (1) | PL3240620T3 (es) |
| SG (1) | SG11201704591UA (es) |
| WO (1) | WO2016107786A1 (es) |
| ZA (1) | ZA201704987B (es) |
Families Citing this family (31)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2017206069A1 (en) * | 2016-05-31 | 2017-12-07 | Evonik Specialty Chemicals (Shanghai) Co., Ltd. | Process and apparatus for separating gases |
| FR3063437B1 (fr) * | 2017-03-02 | 2019-03-29 | L'air Liquide, Societe Anonyme Pour L'etude Et L'exploitation Des Procedes Georges Claude | Installation et procede pour le traitement par permeation membranaire d'un flux gazeux d'alimentation comprenant du methane et du dioxyde de carbone |
| US10561978B2 (en) * | 2017-08-09 | 2020-02-18 | Generon Igs, Inc. | Membrane-based gas separation with retentate sweep |
| US10589215B2 (en) | 2017-09-21 | 2020-03-17 | Air Liquide Advanced Technologies U.S. Llc | Production of biomethane using multiple types of membrane |
| US10569217B2 (en) | 2018-01-24 | 2020-02-25 | Air Liquide Advanced Technologies U.S. Llc | Production of biomethane using a high recovery module |
| CA3099630A1 (en) * | 2018-05-07 | 2019-11-14 | 8 Rivers Capital, Llc | Separation of sulfurous materials |
| EP3632525A1 (en) | 2018-10-02 | 2020-04-08 | Evonik Fibres GmbH | A device and a process for separating methane from a gas mixture containing methane, carbon dioxide and hydrogen sulfide |
| US11806660B2 (en) | 2019-01-29 | 2023-11-07 | Jgc Corporation | Carbon dioxide gas separation method and carbon dioxide gas separation apparatus |
| DE202019001414U1 (de) | 2019-02-01 | 2019-04-12 | Evonik Canada Inc. | Vorrichtung zum Trennen von Gaskomponenten aus einem Gasstrom mit veränderlicher Zusammensetzung oder Strömungsrate |
| EP3695897A1 (en) | 2019-02-12 | 2020-08-19 | Haffmans B.V. | System and method for separating a gas mixture |
| JP7739057B2 (ja) | 2020-06-17 | 2025-09-16 | エボニック オペレーションズ ゲーエムベーハー | 架橋中空糸膜およびその新たな製造方法 |
| WO2022014469A1 (ja) * | 2020-07-13 | 2022-01-20 | 日本碍子株式会社 | 分離システム |
| EP4194076A4 (en) | 2020-08-07 | 2024-10-02 | Nitto Denko Corporation | GAS SEPARATION SYSTEM AND METHOD FOR SEPARATING MIXED GAS |
| CN116568356A (zh) * | 2020-11-09 | 2023-08-08 | 律维施泰因医学技术股份有限公司 | 用于从呼吸气体混合物中分出二氧化碳的方法和设备 |
| US20220203295A1 (en) * | 2020-12-31 | 2022-06-30 | Air Liquide Advanced Technologies Us Llc | Four stage membrane gas separation with cooling and use of sweep gas |
| US11717787B2 (en) * | 2021-01-04 | 2023-08-08 | Saudi Arabian Oil Company | High free volume membrane for gas separation |
| EP4074409A1 (en) * | 2021-04-13 | 2022-10-19 | Linde GmbH | Process for reducing carbon dioxide content of gas mixture and membrane separation arrangement |
| DE112022002077T5 (de) * | 2021-06-03 | 2024-01-18 | Ngk Insulators, Ltd. | Mischgastrennverfahren und Mischgastrenneinrichtung |
| KR102467476B1 (ko) * | 2021-12-15 | 2022-11-17 | 주식회사 성진엠텍 | 바이오가스 정제-고질화 및 유용화 설비 |
| EP4197619A1 (de) * | 2021-12-20 | 2023-06-21 | Evonik Operations GmbH | Verfahren zur herstellung von kohlenmonoxid-haltigen strömen |
| EP4238632A1 (en) * | 2022-03-03 | 2023-09-06 | Grant Prideco, Inc. | Flare gas capture and processing |
| GB202211006D0 (en) * | 2022-07-28 | 2022-09-14 | Vacuum Eng Services Ltd | Fluid separation system |
| US12383862B2 (en) * | 2023-03-28 | 2025-08-12 | International Business Machines Corporation | Gas stream enrichment using silicone separator cascades |
| EP4464400A1 (en) * | 2023-05-17 | 2024-11-20 | Linde GmbH | Method and a process plant for selective gas separation from a gas mixture |
| US11980846B1 (en) | 2023-08-18 | 2024-05-14 | Unconventional Gas Solutions, LLC | System and method for producing renewable natural gas from biogas |
| US12365640B2 (en) | 2023-08-23 | 2025-07-22 | Air Products And Chemicals, Inc. | Low temperature membrane process for biogas upgrading |
| EP4537926A1 (de) * | 2023-10-09 | 2025-04-16 | Axiom angewandte Prozeßtechnik Ges.m.b.H. | Vorrichtung zur auftrennung eines gasgemisches |
| US12139681B1 (en) | 2024-04-24 | 2024-11-12 | Unconventional Gas Solutions, LLC | System and method for producing renewable natural gas from biogas |
| US12454654B1 (en) | 2024-04-24 | 2025-10-28 | Unconventional Gas Solutions, LLC | System and method for producing renewable natural gas from biogas |
| US12378491B1 (en) | 2024-07-08 | 2025-08-05 | Unconventional Gas Solutions, LLC | System and method for producing renewable natural gas from biogas |
| US12139682B1 (en) | 2024-07-08 | 2024-11-12 | Unconventional Gas Solutions, LLC | System and method for producing renewable natural gas from biogas |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5709732A (en) * | 1996-04-02 | 1998-01-20 | Praxair Technology, Inc. | Advanced membrane system for separating gaseous mixtures |
| US6168649B1 (en) | 1998-12-09 | 2001-01-02 | Mg Generon, Inc. | Membrane for separation of xenon from oxygen and nitrogen and method of using same |
| US6565626B1 (en) * | 2001-12-28 | 2003-05-20 | Membrane Technology And Research, Inc. | Natural gas separation using nitrogen-selective membranes |
| JP2009242773A (ja) * | 2008-03-14 | 2009-10-22 | Air Water Inc | メタンガス濃縮装置および方法ならびに燃料ガスの製造装置および方法 |
| US8273152B2 (en) * | 2008-11-14 | 2012-09-25 | Praxair Technology, Inc. | Separation method and apparatus |
| CN102438728A (zh) * | 2009-03-26 | 2012-05-02 | 依卡贝尔技术有限公司 | 用于分离气体的方法 |
| EP2588217B1 (de) * | 2010-07-01 | 2017-02-22 | Evonik Fibres GmbH | Verfahren zur trennung von gasen |
| CN104797322B (zh) | 2012-11-14 | 2016-12-14 | 赢创纤维有限公司 | 采用膜的气体分离装置的气体组成控制 |
| AT513644B1 (de) * | 2012-11-27 | 2014-09-15 | Univ Wien Tech | Permeatorsystem zur Trennung von Gasgemischen |
| WO2014183977A1 (de) * | 2013-05-15 | 2014-11-20 | Evonik Industries Ag | Steuerung der gaszusammensetzung einer gasseparationsanlage mit membranen |
| JP6435961B2 (ja) * | 2014-03-31 | 2018-12-12 | 宇部興産株式会社 | ガス分離システム及び富化ガスの製造方法 |
-
2015
- 2015-12-22 KR KR1020177019549A patent/KR102401146B1/ko active Active
- 2015-12-22 JP JP2017552231A patent/JP6471243B2/ja active Active
- 2015-12-22 CN CN201580071676.2A patent/CN107106972B/zh active Active
- 2015-12-22 MY MYPI2017702280A patent/MY180042A/en unknown
- 2015-12-22 MX MX2017008388A patent/MX2017008388A/es unknown
- 2015-12-22 BR BR112017013042-4A patent/BR112017013042B1/pt active IP Right Grant
- 2015-12-22 WO PCT/EP2015/080925 patent/WO2016107786A1/en not_active Ceased
- 2015-12-22 CA CA2970104A patent/CA2970104C/en active Active
- 2015-12-22 EA EA201791478A patent/EA034642B1/ru not_active IP Right Cessation
- 2015-12-22 DK DK15817339.3T patent/DK3240620T3/da active
- 2015-12-22 US US15/540,709 patent/US10471380B2/en active Active
- 2015-12-22 AU AU2015373475A patent/AU2015373475B2/en active Active
- 2015-12-22 ES ES15817339T patent/ES2875062T3/es active Active
- 2015-12-22 PL PL15817339T patent/PL3240620T3/pl unknown
- 2015-12-22 SG SG11201704591UA patent/SG11201704591UA/en unknown
- 2015-12-22 EP EP15817339.3A patent/EP3240620B1/en active Active
-
2017
- 2017-06-08 IL IL252790A patent/IL252790A0/en unknown
- 2017-06-19 PH PH12017501143A patent/PH12017501143A1/en unknown
- 2017-07-21 ZA ZA2017/04987A patent/ZA201704987B/en unknown
Also Published As
| Publication number | Publication date |
|---|---|
| JP6471243B2 (ja) | 2019-02-13 |
| AU2015373475A1 (en) | 2017-06-29 |
| EP3240620B1 (en) | 2021-05-05 |
| US10471380B2 (en) | 2019-11-12 |
| EP3240620A1 (en) | 2017-11-08 |
| ZA201704987B (en) | 2019-07-31 |
| EA034642B1 (ru) | 2020-03-02 |
| CN107106972A (zh) | 2017-08-29 |
| AU2015373475B2 (en) | 2020-05-07 |
| IL252790A0 (en) | 2017-08-31 |
| MX2017008388A (es) | 2017-10-26 |
| DK3240620T3 (da) | 2021-08-02 |
| CA2970104C (en) | 2022-06-21 |
| KR102401146B1 (ko) | 2022-05-23 |
| US20170368497A1 (en) | 2017-12-28 |
| PH12017501143A1 (en) | 2018-03-05 |
| SG11201704591UA (en) | 2017-07-28 |
| EA201791478A1 (ru) | 2017-11-30 |
| CA2970104A1 (en) | 2016-07-07 |
| CN107106972B (zh) | 2020-09-15 |
| KR20170102266A (ko) | 2017-09-08 |
| MY180042A (en) | 2020-11-20 |
| PL3240620T3 (pl) | 2021-11-08 |
| BR112017013042B1 (pt) | 2021-11-03 |
| WO2016107786A1 (en) | 2016-07-07 |
| BR112017013042A2 (pt) | 2018-01-09 |
| JP2018511472A (ja) | 2018-04-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| ES2875062T3 (es) | Proceso para la separación de gases con costes de mantenimiento reducidos | |
| ES2882511T3 (es) | Procedimiento y aparato para separar gases | |
| ES2624775T3 (es) | Procedimiento para la separación de gases | |
| ES2746099T3 (es) | Control de la composición de gas de una instalación de separación de gas con membranas | |
| JP6351508B2 (ja) | ガスの分離方法 | |
| ES2555861T3 (es) | Sistema de adsorción por oscilación de presión con múltiples lechos de vaso | |
| JP6435961B2 (ja) | ガス分離システム及び富化ガスの製造方法 | |
| Harlacher et al. | Gas–gas separation by membranes | |
| ES3057890T3 (en) | Plant and method for the separation of a gas mixture containing a plurality of components, in particular for obtaining biomethane | |
| BR112018074835B1 (pt) | Processo e aparelho para separar gases | |
| CA3025949C (en) | Process and apparatus for separating gases | |
| Namdari et al. | CO2 PERMEATION THROUGH PEBA/PAN COMPOSITE MEMBRANES |