ES2876017T3 - Compuesto plano que tiene capas de plástico con diferentes propiedades de amortiguación - Google Patents
Compuesto plano que tiene capas de plástico con diferentes propiedades de amortiguación Download PDFInfo
- Publication number
- ES2876017T3 ES2876017T3 ES13739359T ES13739359T ES2876017T3 ES 2876017 T3 ES2876017 T3 ES 2876017T3 ES 13739359 T ES13739359 T ES 13739359T ES 13739359 T ES13739359 T ES 13739359T ES 2876017 T3 ES2876017 T3 ES 2876017T3
- Authority
- ES
- Spain
- Prior art keywords
- layer
- additional
- composite material
- blend
- range
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D5/00—Rigid or semi-rigid containers of polygonal cross-section, e.g. boxes, cartons or trays, formed by folding or erecting one or more blanks made of paper
- B65D5/42—Details of containers or of foldable or erectable container blanks
- B65D5/56—Linings or internal coatings, e.g. pre-formed trays provided with a blow- or thermoformed layer
- B65D5/563—Laminated linings; Coatings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B50/00—Making rigid or semi-rigid containers, e.g. boxes or cartons
- B31B50/60—Uniting opposed surfaces or edges; Taping
- B31B50/64—Uniting opposed surfaces or edges; Taping by applying heat or pressure, e.g. by welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/10—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of paper or cardboard
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B43/00—Forming, feeding, opening or setting-up containers or receptacles in association with packaging
- B65B43/08—Forming three-dimensional [3D] containers from sheet material
- B65B43/10—Forming three-dimensional [3D] containers from sheet material by folding the material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B5/00—Packaging individual articles in containers or receptacles, e.g. bags, sacks, boxes, cartons, cans, jars
- B65B5/06—Packaging groups of articles, the groups being treated as single articles
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L23/00—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers
- C08L23/02—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers not modified by chemical after-treatment
- C08L23/04—Homopolymers or copolymers of ethene
- C08L23/06—Polyethylene
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B50/00—Making rigid or semi-rigid containers, e.g. boxes or cartons
- B31B50/26—Folding sheets, blanks or webs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/20—Inorganic coating
- B32B2255/205—Metallic coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/26—Polymeric coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/724—Permeability to gases, adsorption
- B32B2307/7242—Non-permeable
- B32B2307/7244—Oxygen barrier
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2323/00—Polyalkenes
- B32B2323/04—Polyethylene
- B32B2323/046—LDPE, i.e. low density polyethylene
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2435/00—Closures, end caps, stoppers
- B32B2435/02—Closures, end caps, stoppers for containers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2439/00—Containers; Receptacles
- B32B2439/70—Food packaging
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L2205/00—Polymer mixtures characterised by other features
- C08L2205/02—Polymer mixtures characterised by other features containing two or more polymers of the same C08L -group
- C08L2205/025—Polymer mixtures characterised by other features containing two or more polymers of the same C08L -group containing two or more polymers of the same hierarchy C08L, and differing only in parameters such as density, comonomer content, molecular weight, structure
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/13—Hollow or container type article [e.g., tube, vase, etc.]
- Y10T428/1352—Polymer or resin containing [i.e., natural or synthetic]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24273—Structurally defined web or sheet [e.g., overall dimension, etc.] including aperture
- Y10T428/24322—Composite web or sheet
- Y10T428/24331—Composite web or sheet including nonapertured component
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24942—Structurally defined web or sheet [e.g., overall dimension, etc.] including components having same physical characteristic in differing degree
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31504—Composite [nonstructural laminate]
- Y10T428/31678—Of metal
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31504—Composite [nonstructural laminate]
- Y10T428/31855—Of addition polymer from unsaturated monomers
- Y10T428/3188—Next to cellulosic
- Y10T428/31895—Paper or wood
- Y10T428/31899—Addition polymer of hydrocarbon[s] only
- Y10T428/31902—Monoethylenically unsaturated
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31504—Composite [nonstructural laminate]
- Y10T428/31855—Of addition polymer from unsaturated monomers
- Y10T428/31938—Polymer of monoethylenically unsaturated hydrocarbon
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Laminated Bodies (AREA)
- Wrappers (AREA)
- Containers Having Bodies Formed In One Piece (AREA)
Abstract
Un compuesto plano (3) que comprende como secuencia de capas: i. una capa portadora (4); ii. una capa de barrera 5); donde la secuencia de capas comprende una primera capa de mezcla de PE (13); donde la primera capa de mezcla de PE (13) comprende en un intervalo de 10 a 50% en peso, en cada caso respecto a la mezcla, un primer LDPEa; y un LDPEt adicional en una extensión de al menos 50 % en peso, en cada caso referido a la mezcla; y donde la primera capa de mezcla de PE (13) tiene una diferencia de factor de amortiguación en un intervalo de -0,3 a -0,6 según el método especificado en la descripción.
Description
DESCRIPCIÓN
Compuesto plano que tiene capas de plástico con diferentes propiedades de amortiguación
La presente invención se refiere en general a un material compuesto plano que comprende como secuencia de capas: i. una primera capa de mezcla de PE; ii. una capa portadora; iii. una capa de barrera; iv. otra capa de mezcla de PE; donde la primera capa de mezcla de PE o la capa de mezcla de PE adicional en cada caso comprende en un intervalo de 10 a 50% en peso, en cada caso respecto a la mezcla, un primer LDPEa; un LDPEt adicional en una cantidad de al menos 50% en peso, en cada caso respecto a la mezcla.
La presente invención se refiere además a un proceso para la producción del compuesto plano, un recipiente que rodea un interior y comprende al menos uno de dichos compuestos planos, y un proceso para la producción de este recipiente que comprende las etapas de provisión del compuesto plano de construcción de capas antes mencionada, plegado, unión y opcionalmente llenado y cierre del recipiente obtenido de esta forma.
Durante mucho tiempo, los productos alimenticios, ya sean alimentos para el consumo humano o también productos para la alimentación animal, se han conservado almacenándolos en una lata o en un frasco de vidrio cerrado con una tapa. Sin embargo, estos sistemas de envasado tienen algunas desventajas serias, entre otras, el alto peso intrínseco, la producción que consume mucha energía y la apertura problemática.
En el estado de la técnica se conocen sistemas de envasado alternativos para almacenar productos alimenticios durante un largo período de tiempo, en la medida de lo posible sin deterioro. Estos son contenedores producidos a partir de compuestos planos, a menudo también llamados laminados. Dichos materiales compuestos planos se construyen a menudo a partir de una capa de termoplástico, una capa portadora generalmente hecha de cartón o papel, una capa promotora de la adhesión, una capa de aluminio y una capa adicional de plástico. Un compuesto plano de este tipo se describe, entre otros, en el documento WO 90/09926. Dichos recipientes laminados ya tienen muchas ventajas sobre los tarros y latas de vidrio convencionales, por ejemplo, un almacenamiento que ahorra espacio y un peso intrínseco reducido.
El uso de capas de "polietileno de baja densidad, LDPE" en la producción de recipientes como se describen en los documentos EP 1020480 y EP 1777238 representa un desarrollo adicional de tales compuestos planos. En estos, los recubrimientos de polímero se producen mediante un proceso de autoclave con un proceso de extrusión posterior del polímero sobre un soporte. Se puede lograr un programa de presión y temperatura controladas para el proceso de producción con la ayuda de estos procesos de autoclave. No obstante, también existen posibilidades de mejora para estos sistemas de envasado.
Así, en el proceso de producción, en particular durante la aplicación de las capas de polímero de los recipientes mencionados anteriormente, se produce una y otra vez el desprendimiento de las capas de PE o la perforación, especialmente en las zonas de pliegue de los recipientes. En consecuencia, pueden producirse daños y defectos en el embalaje, lo que resulta en un daño visual y funcional del mismo, sobre todo dentro del compuesto plano. Esto es particularmente indeseable, ya que este paso está al final de la creación de valor y, por lo tanto, los costos más altos son causados por la retirada de paquetes dañados y reclamaciones debido a fugas.
En el caso de recipientes con líneas de pliegue en particular, en estos principalmente en los puntos de arrugamiento del recipiente, tal desprendimiento de la capa de polímero puede provocar fallas, como fugas, que solo se notan durante el uso, por ejemplo, el llenado o incluso solo más tarde por tiempos de almacenamiento más cortos de dicho contenedor.
Además, en la técnica anterior, el documento WO 2010/144784 A1 describe un LDPE para mezclarlo con LLDPE. El documento DE 102010 033466 A1 se refiere a un recipiente que está hecho al menos parcialmente de un material compuesto de tipo laminar. Este material compuesto de tipo laminar comprende una secuencia de capas que incluye una capa de polímero interior que se especifica que tiene un cierto espesor. Además, el documento US 2007/225445 A1 enseña mezclas de polímeros que se componen de 25 a 75% en peso de homopolímero de etileno producido en un reactor tubular de alta presión y de 75 a 25% en peso de homopolímero de etileno producido en un autoclave de alta presión. reactor, siempre que cada homopolímero se elimine de la zona de reacción antes de mezclarse.
Generalmente, el objeto de la presente invención es eliminar al menos parcialmente las desventajas que surgen de la técnica anterior.
Además, el objetivo es proporcionar un material compuesto plano que tenga una alta estabilidad y estanqueidad. Un objetivo es, además, proporcionar un recipiente a partir de un material compuesto, donde el recipiente se pueda producir mediante un fácil plegado del material compuesto y al mismo tiempo debería tener una alta estanqueidad. Por tanto, el recipiente debe ser especialmente adecuado para el almacenamiento a largo plazo de productos alimenticios sensibles.
Otro objetivo es proporcionar un material compuesto plano que se pueda producir de forma eficiente y económica. A su vez, un objetivo es proporcionar un material compuesto plano que se pueda producir lo más rápidamente posible y sin una alta tasa de rechazo.
Otro objetivo es proporcionar un material compuesto plano que sea adecuado en particular para la producción de recipientes para el transporte y almacenamiento de productos alimenticios, alimentos para animales, bebidas de bajo contenido en ácido carbónico y similares.
Además, un objetivo es proporcionar un proceso para la producción de un material compuesto plano que sea en la medida de lo posible eficiente y económico, así como rápido y de baja susceptibilidad a defectos.
Otro objetivo es mejorar la procesabilidad de los materiales utilizados en la producción, en particular para minimizar el estrechamiento durante la aplicación de termoplásticos por extrusión, en particular de capas de PE. Otro objetivo, a su vez, es aumentar la velocidad en la producción de materiales compuestos planos, en particular para optimizar la relación de extracción de los materiales a procesar.
Además, un objetivo es proporcionar un material compuesto plano que tenga la menor cantidad de defectos posible, en particular durante el plegado en frío, como resultado de lo cual se puede producir un recipiente de envasado con una buena estanqueidad.
Una contribución a la consecución de al menos uno de los objetivos antes mencionados la hace el objeto de las reivindicaciones de clasificación. El objeto de las reivindicaciones subordinadas que dependen de las reivindicaciones de clasificación representa realizaciones preferidas de esta contribución hacia la consecución de los objetivos.
Una contribución para lograr al menos uno de los objetivos anteriores se realiza mediante un compuesto plano que comprende como una secuencia de capas:
i. una capa portadora;
ii. una capa de barrera;
donde la secuencia de capas comprende una primera capa de mezcla de PE;
donde la primera capa de mezcla de PE comprende en un intervalo de 10 a 50% en peso, en cada caso respecto a la mezcla, un primer LDPEa; y
un LDPEt adicional en al menos 50% en peso, en cada caso referido a la mezcla, como componentes de la capa de mezcla de PE, donde la suma de todos los componentes de la capa de mezcla de PE es del 100% en peso;
y donde la primera capa de mezcla de PE tiene una diferencia de factor de amortiguación en un intervalo de -0,3 a -0,6.
La primera capa de mezcla de PE se puede proporcionar en cualquier posición concebible de la secuencia de capas. Por tanto, la primera capa de mezcla de PE se puede proporcionar en una secuencia de capas con la primera capa de mezcla de PE seguida de la capa portadora y la capa de barrera, donde las capas pueden seguirse entre sí directa e indirectamente. Además, la primera capa de mezcla de PE se puede proporcionar en una secuencia de capas con la capa portadora, seguida de la capa de barrera, seguida de la primera capa de mezcla de PE, donde las capas pueden seguirse entre sí directa e indirectamente. Además, la primera capa de mezcla de PE se puede proporcionar en una secuencia de capas con la capa portadora, seguida de la primera capa de mezcla de PE, seguida de la capa de barrera, donde las capas pueden seguirse entre sí directa e indirectamente.
En una realización del material compuesto según la invención, es preferible que la secuencia de capas comprenda una capa de mezcla de PE adicional;
donde la capa de mezcla de PE adicional comprende en un intervalo de 10 a 50% en peso, en cada caso respecto a la mezcla, un primer LDPEa; y un LDPEt adicional para al menos 50% en peso, en cada caso respecto a la mezcla; y
donde la capa de mezcla de PE adicional tiene una diferencia de factor de amortiguación en un intervalo de -0,3 a -0,6.
La capa de mezcla de PE adicional se puede proporcionar en cualquier posición concebible de la secuencia de capas además de la primera capa de mezcla de PE. Por tanto, la capa de mezcla de PE adicional se puede proporcionar en una secuencia de capas con la primera capa de mezcla de PE seguida de la capa portadora y la capa de barrera, seguida de la capa de mezcla de PE adicional, donde las capas pueden seguirse entre sí directa e indirectamente. Además, la capa de mezcla de PE adicional se puede proporcionar en una secuencia de capas con la capa portadora, seguida de la capa de mezcla de PE adicional, seguida de la capa de barrera, seguida de la primera capa de mezcla de PE, donde las capas pueden seguirse entre sí directa e indirectamente.
En una realización de acuerdo con la invención, es preferible que el LDPEt adicional esté presente en un rango de 52 a 90% en peso, preferiblemente en un rango de 56 a 85% en peso y particularmente preferiblemente en un rango de 60 a 80% en peso.
El término "unido" o "compuesto" utilizado en esta descripción incluye la adhesión de dos objetos más allá de las fuerzas de atracción de Van der Waals. Estos objetos pueden seguirse directamente entre sí o unirse a través de otros objetos. Para el material compuesto plano, esto significa, por ejemplo, que la capa portadora se puede unir directamente y por lo tanto inmediatamente a la primera capa de mezcla de PE, o también se puede unir indirectamente a través de una capa promotora de la adhesión, prefiriéndose una unión directa. Además, la capa de mezcla de PE adicional también se puede unir directa e inmediatamente a la capa de barrera, pero también se pueden colocar otros objetos en el medio, por ejemplo, en forma de capas de polímero adicionales.
La expresión "que comprende una secuencia de capas" como se usa anteriormente significa que al menos las capas indicadas pueden estar presentes en el material compuesto plano según la invención en la secuencia indicada. Dicha expresión no significa necesariamente que estas capas se sucedan directamente. Además, dicha expresión tampoco significa que no se pueda cambiar la secuencia de las capas. En una forma de realización preferida del material compuesto plano, la capa portadora va seguida de otra capa de PE. Puede ser una capa de mezcla de PE, pero también puede ser una capa de PE puro de LDPEa o LDPEt. Dicha expresión incluye además constelaciones en las que además pueden estar presentes una o más capas adicionales entre las dos capas mencionadas sucesivamente en la secuencia anterior. En una realización preferida del material compuesto plano según la invención, el material compuesto plano comprende una tercera capa de PE, preferiblemente otra capa de mezcla de PE.
Además, por ejemplo, también se puede proporcionar adicionalmente una capa adicional o varias capas adicionales sobre la totalidad o una parte del área en el lado del material compuesto plano que mira hacia la capa de barrera. En particular, también se puede aplicar una capa impresa en el lado de la capa de PE adicional que mira hacia la capa de barrera. Sin embargo, posibles capas adicionales también son capas de cobertura o protección. Según otra realización, también es posible que se proporcione una capa impresa entre la capa portadora y la primera capa de mezcla de PE o la capa de mezcla de PE adicional. En este caso, la capa de mezcla de PE adicional en sí misma también podría ser una capa de cobertura o protección para la capa impresa.
La primera capa de mezcla de PE, así como la otra, y también todas las capas de mezcla de PE adicionales, pueden tener otros componentes además de los componentes de LDPEa y LDPEt. La capa de mezcla de PE se incorpora o se aplica preferiblemente al material compuesto plano en un proceso de extrusión a partir de una mezcla de PE que comprende tanto LDPEa como LDPEt. Los otros componentes de la mezcla de PE son preferiblemente componentes que no influyen negativamente en las propiedades de la mezcla de PE durante la aplicación como capa. Los otros componentes pueden ser, por ejemplo, compuestos inorgánicos, como sales metálicas, u otros plásticos, como otros termoplásticos. Sin embargo, también es posible que los otros componentes sean cargas o pigmentos, por ejemplo, negro de humo u óxidos metálicos. Preferiblemente, la mezcla de PE comprende al menos otro termoplástico. Posibles termoplásticos adecuados para los demás componentes de la capa de mezcla de PE son en particular aquellos que se pueden procesar fácilmente debido a buenas propiedades de extrusión. Entre estos, son adecuados los polímeros obtenidos por polimerización en cadena, en particular poliésteres o poliolefinas, copolímeros de olefinas cíclicas (COC), copolímeros de olefinas policíclicas (POC), en particular polietileno y polipropileno, siendo particularmente preferidos y muy particularmente preferido el polietileno. Entre los polietilenos, se prefieren HDPE, MDPE, LDPE, LLDPE, VLDPE y PE y mezclas de al menos dos de estos. También se pueden emplear mezclas de al menos dos termoplásticos.
Las capas de mezcla de PE adecuadas tienen un índice de fluidez (MFR, por sus siglas en inglés) en el intervalo de 1 a 25 g/10 min, preferiblemente en el intervalo de 2 a 20 g/10 min y particularmente preferiblemente en el intervalo de 2.5 a 15 g/10 min, y una densidad en el intervalo de 0,890 g/cm3 a 0,980 g/cm3, preferiblemente en el intervalo de 0,895 g/cm3 a 0,975 g/cm3, y más preferiblemente en el intervalo de 0,900 g/cm3 hasta 0,970 g/cm3. Las capas de mezcla de PE tienen preferiblemente una temperatura de fusión en el intervalo de 80 a 155°C, preferiblemente en el intervalo de 90 a 145°C y particularmente preferiblemente en el intervalo de 95 a 135°C.
La cantidad del componente adicional en la capa de mezcla de PE puede estar en el intervalo de 0,1 a 40% en peso, preferiblemente en el intervalo de 0,5 a 30% en peso, particularmente preferiblemente en el intervalo de 1 a 20% en peso, en cada caso respecto a la mezcla.
Los dos componentes principales de la mezcla de PE forman las dos formas de LDPE, LDPEa y LDPEt. El LDPEa se diferencia del LDPEt en que se prepara mediante un proceso de autoclave, mientras que el LDPEt se prepara en un reactor tubular.
En una realización preferida del material compuesto plano, el LDPEt adicional se puede obtener a partir de la reacción en un reactor tubular.
En una realización preferida adicional del material compuesto plano, el LDPEa se puede obtener a partir de la reacción en un reactor de autoclave.
Tanto un proceso tubular en un reactor tubular como un proceso de autoclave en un reactor de autoclave se llevan a cabo preferiblemente a alta presión.
En el proceso de autoclave en un reactor de autoclave, la polimerización se lleva a cabo en un autoclave que tiene una relación longitud/diámetro en general entre 1 y 25 en el caso de un reactor de una sola zona. En el caso de un reactor multizona, la relación entre la longitud de cada zona/diámetro es por regla general de 0,5 a 20, preferiblemente de 1 a 10. No hace falta decir que el medio de reacción fluye en dirección longitudinal. La presión en el reactor de autoclave puede estar, por ejemplo, entre 100 y 250 MPa, preferiblemente entre 120 y 180 MPa, por ejemplo, entre 140 y 170 Mpa. La temperatura en el reactor de autoclave puede estar entre 180 y 300°C y preferiblemente entre 240 y 290°C.
Debido a la dificultad de producir distribuciones bimodales de peso molecular en procesos tubulares, el proceso de autoclave se utiliza en paralelo. Sin embargo, la combinación de un reactor de autoclave en serie o en paralelo con un reactor tubular es igualmente adecuada para producir distribuciones bimodales de peso molecular.
El reactor de autoclave preferido es un autoclave continuo que tiene una relación de longitud a diámetro de 1 a 16. El reactor de autoclave puede comprender una o más zonas de reacción mediante la incorporación de varios sistemas deflectores convencionales en el campo técnico. El reactor de autoclave también puede estar presente en serie con uno o más reactores diferentes, y el reactor de autoclave puede estar provisto adicionalmente de uno o más puntos de entrada para los monómeros.
En el proceso tubular, la polimerización tiene lugar en un reactor tubular. Un reactor tubular comprende, por ejemplo, cilindros, cuyo diámetro está normalmente entre 1 cm y 3 m, preferiblemente en el intervalo de 2 cm a 1 m, particularmente preferiblemente en el intervalo de 3 cm a 50 cm, y cuya longitud suele oscilar entre 0,1 y 3 km. Esto puede corresponder a una relación de longitud a diámetro de 100 a 300.000. La forma de un reactor tubular puede ser, por ejemplo, recta o curva, comprendiendo por ejemplo regiones en forma de U. Se prefiere un reactor tubular configurado en forma de espiral. En un reactor tubular, el medio de reacción se estimula a alta velocidad, normalmente más de 2 m por segundo, y tiempos de reacción cortos, por ejemplo, entre 0,1 y 5 min. La presión en el reactor tubular puede estar, por ejemplo, entre 200 y 350 MPa, preferiblemente entre 210 y 280 MPa, por ejemplo, entre 230 y 250 MPa. La temperatura en el reactor tubular puede estar entre 120 y 350 °C y preferiblemente entre 150 y 300 °C.
Tanto en el reactor de autoclave como en el reactor tubular, el etileno que comprende un iniciador de radicales libres se pasa a través de una zona de precalentamiento, donde se calienta hasta 100-200 °C. Luego, la mezcla se pasa a través de un autoclave o un tubo, donde se calienta hasta 250 - 300 °C, cuando comienza la polimerización, aunque parte del calor se elimina por enfriamiento. La presión, la temperatura y el tipo de iniciador son todas variables que influyen en las propiedades del polietileno de una manera conocida por los expertos en la técnica. Los iniciadores de radicales libres que pueden usarse son todos los iniciadores de radicales libres conocidos por el experto en la técnica para iniciar la polimerización de etileno para obtener polietileno. Cualquier compuesto que contenga uno o más átomos o grupos de átomos que puedan transferirse como radicales libres en las condiciones de polimerización del proceso en autoclave o tubular se puede emplear como iniciador. Los iniciadores preferidos incluyen haluros de bencilo, tales como p-clorometilestireno, cloruro de bencilo, bromuro de bencilo, 1-bromo-1-feniletano y 1-cloro-1-feniletano. Además, se prefieren especialmente los derivados de ácidos carboxílicos, por ejemplo 2-bromopropionato de propilo, 2-cloropropionato de metilo, 2-cloropropionato de etilo, 2-bromopropionato de metilo o 2-bromoisobutirato de etilo. Haluros de tosilo, tales como cloruro de p-toluenosulfonilo; haluros de alquilo, tales como tetracloruro de carbono, tribromoetano, cloruro de 1 -viniletilo o bromuro de 1 -viniletilo; y también se prefieren derivados de halógeno de ésteres de ácido fosfórico, tales como cloruro de ácido desmetilfosfónico. En una realización preferida de la invención, se emplean como iniciadores peróxidos, oxígeno o ambos.
La diferenciación entre LDPEa y LDPEt se realiza preferiblemente por sus propiedades de amortiguación. Las propiedades de amortiguación, específicamente el factor de amortiguación 8, a diversas frecuencias de un reómetro rotativo se pueden determinar con la ayuda de especímenes de ensayo del material particular. Los detalles de esta determinación se encuentran en los métodos de prueba.
Según la invención, las diferencias del factor de amortiguación de los componentes de la primera capa de mezcla de PE se encuentran en un intervalo de -0,3 a -0,6, preferiblemente en un intervalo de -0,31 a -0,55, de manera particularmente preferida en un intervalo de - 0,32 a -0,52.
Además, las diferencias del factor de amortiguación de LDPEa y LDPEt se encuentran preferiblemente en intervalos diferentes. Por lo tanto, es preferible que la diferencia del factor de amortiguación del LDPEa esté en un intervalo de -0,30 a menos de -0,40, mientras que la diferencia del factor de amortiguación del LDPEt esté en un intervalo de
0,40 a -0,60, preferiblemente en un intervalo de -0,41 a -0,55, con especial preferencia en un intervalo de -0,42 a -0,52.
Sorprendentemente, ahora se ha encontrado que, al mezclar, es decir, la formación de una combinación, de los dos LDPe , es decir, el LDPEa y el LDPEt, varias propiedades de la combinación formada no dan como resultado el promedio esperado de las propiedades de los constituyentes individuales. Esto se encuentra sobre todo en las propiedades de amortiguación, pero también en las propiedades de fluidez durante la extrusión de la mezcla. Por tanto, es preferible, por ejemplo, utilizar en el proceso de extrusión polímeros que tengan un valor de bajo estrechamiento (neck-in). El valor de estrechamiento indica cuán severamente se contrae la película de polímero entre la abertura de la matriz y el sustrato a recubrir. El valor de estrechamiento se calcula a partir de la diferencia entre el ancho de la matriz y el ancho de la película sobre el sustrato.
Preferiblemente, el valor de estrechamiento es inferior a 40 mm, de manera particularmente preferible menos de 35 mm, muy particularmente preferiblemente menos de 30 mm. Se puede encontrar información más precisa sobre la determinación del valor de estrechamiento en los métodos de prueba y ejemplos.
Una indicación adicional de las propiedades inesperadas de las mezclas de LDPEa y LDPEt en los intervalos indicados es la "relación de estiramiento" mejorada. La relación de estiramiento, DDR (por sus siglas en inglés) para abreviar, debe entenderse como la mayor aceleración de la película de polímero fundido, del polímero extruido, entre la abertura de la matriz y el sustrato a revestir antes de que se rompa la película. La DDR se calcula a partir de la relación entre el reborde de la matriz y el grosor de la película. Cuanto mayor sea el valor de la DDR, más rápidamente se puede extruir y recubrir un plástico sobre un sustrato de manera estable. Se puede encontrar información más precisa sobre la determinación de la relación de estiramiento en los métodos de prueba y ejemplos. Debido a estas propiedades particulares de las mezclas de LDPEa y LDPEt, se pueden alcanzar velocidades de extrusión de 1 a 20 m/seg, preferiblemente de 2 a 10 m/seg.
En una realización preferida del material compuesto plano, se proporciona una capa de mezcla adicional entre la capa portadora y la capa de barrera. Preferiblemente, la capa de mezcla adicional comprende una capa de mezcla de PE. De manera particularmente preferida, la capa de mezcla adicional comprende un primer LDPEa en un intervalo de 10 a 50% en peso, en cada caso respecto a la mezcla; y un LDPEt adicional en la medida de al menos 50% en peso, en cada caso respecto a la mezcla. Preferiblemente, la capa de mezcla de PE adicional tiene una diferencia de factor de amortiguación en un intervalo de -0,3 a -0,6. Preferiblemente, en relación con la capa de mezcla de PE adicional, ésta se proporciona con la primera y con la capa de mezcla de PE adicional en un material compuesto plano según la invención. La secuencia de capas que comprende la capa de mezcla de PE, seguida de la capa portadora, seguida de la capa de mezcla de PE, seguida de la capa de barrera, seguida de la capa de mezcla de PE se prefiere aquí según la invención.
Según la invención, el material compuesto plano comprende al menos una primera capa de mezcla de PE y una capa de mezcla de PE adicional, donde cada una de las cuales tiene preferiblemente un peso por unidad de superficie en un intervalo de 5 a 50 g/m2, particularmente preferiblemente en un intervalo de 8 a 40 g/m2 y más preferiblemente en un intervalo de 10 a 30 g / m2 Preferiblemente, la primera capa de mezcla de PE comprende en un intervalo de 10% en peso a 50% en peso, preferiblemente en un intervalo de 20% en peso a 40% en peso, en cada caso referido a la mezcla, un LDPEa. Además, la primera capa de mezcla de PE comprende preferiblemente un LDPEt adicional en al menos 50% en peso, preferiblemente en al menos 60% en peso, particularmente preferiblemente en al menos 70% en peso, referido a la mezcla.
Se prefiere además un material compuesto plano donde el primer LDPEa tiene una diferencia de factor de amortiguación mayor que -0,4; y donde el LDPEt adicional tiene una diferencia de factor de amortiguación de menos de -0,4.
Como capa portadora, se puede emplear cualquier material que sea adecuado para este propósito para el experto en la técnica y que tenga una resistencia y rigidez adecuadas para dar estabilidad al recipiente en la medida en que en el estado lleno el recipiente esencialmente conserve su forma. Además de varios plásticos, se prefieren sustancias fibrosas de origen vegetal, en particular celulosas, preferiblemente celulosas encoladas, blanqueadas y/o no blanqueadas, siendo especialmente preferidos el papel y el cartón.
En una forma de realización preferida del material compuesto plano, la capa portadora comprende un cartón.
El peso por unidad de superficie de la capa portadora está preferiblemente en un intervalo de 120 a 450 g/m2, particularmente preferiblemente en un intervalo de 130 a 400 g/m2 y más preferiblemente en un intervalo de 150 a 380 g/m2. Un cartón preferido tiene por regla general una construcción de una o varias capas y se puede revestir por una o ambas caras con una o también más capas de recubrimiento. Un cartón preferido tiene además un contenido de humedad residual inferior al 20% en peso, preferiblemente del 2 al 15% en peso y de manera particularmente preferida del 4 al 10% en peso, referido al peso total del cartón. Un cartón particularmente preferido tiene una
construcción multicapa. Además, el cartón tiene preferiblemente al menos una capa, pero de manera particularmente preferida al menos dos capas de una capa de revestimiento, que el experto en la técnica conoce como "recubrimiento", en la cara exterior. En la fabricación de papel, las fases líquidas que comprenden partículas sólidas inorgánicas, preferiblemente soluciones que contienen creta, yeso o arcilla, que se aplican a la superficie del cartón, se denominan habitualmente "recubrimiento". Además, un cartón preferido tiene preferiblemente un valor de Scott bond en un intervalo de 100 a 360 J/m2, preferiblemente de 120 a 350 J/m2 y de manera particularmente preferida de 135 a 310 J/m2. Debido a los rangos mencionados anteriormente, es posible proporcionar un material compuesto a partir del cual se pueda plegar fácilmente y con bajas tolerancias un recipiente de alta estanqueidad.
Los polietilenos adecuados de la primera capa o de la capa de mezcla de PE adicional tienen un índice de fluidez (MFR, por sus siglas en inglés) en el intervalo de 1 a 25 g/10 min, preferiblemente en el intervalo de 2 a 20 g/10 min y particularmente preferiblemente en el intervalo de 2.5 a 15 g/10 min, y una densidad en el intervalo de 0,910 g/cm3 a 0,935 g/cm3, preferiblemente en el intervalo de 0,912 g/cm3 a 0,932 g/cm3, y más preferiblemente en el intervalo de 0,915 g/cm3 hasta 0,930 g/cm3. La primera capa de mezcla de PE, preferiblemente todas las capas de mezcla de PE contenidas en el compuesto plano, tiene preferiblemente una temperatura de fusión en el intervalo de 80 a 155°C, preferiblemente en el intervalo de 90 a 145°C y particularmente preferiblemente en el intervalo de 95 a 135°C.
En una realización preferida del material compuesto plano, el primer LDPEa o el LDPEt adicional tiene una densidad de masa en un intervalo de 0,915 g/cm3 a 0,940 g/cm3.
Como capa de barrera, se puede emplear cualquier material que sea adecuado para este fin por el experto en la técnica y que tenga una acción de barrera adecuada, en particular contra el oxígeno. La capa de barrera se elige preferiblemente entre
a. una capa de barrera de plástico;
b. una capa de metal;
c. una capa de óxido metálico; o
d. una combinación de al menos dos de a. a c.
Si la capa de barrera según la alternativa a. es una capa de barrera de plástico, esta comprende preferiblemente al menos 70% en peso, particularmente preferiblemente al menos 80% en peso y más preferiblemente al menos 95% en peso de al menos un plástico conocido por el experto en la técnica para este propósito, en particular debido a las propiedades de barrera hacia los aromas o gases que son adecuadas para contenedores de envasado. Los plásticos posibles, en particular los termoplásticos, son aquí plásticos que contienen N u O, tanto por sí mismos como en mezclas de dos o más. Según la invención, puede resultar ventajoso que la capa de barrera de plástico tenga una temperatura de fusión en un intervalo de más de 155 a 300 °C, preferiblemente en un intervalo de 160 a 280 °C y particularmente preferiblemente en un intervalo de 170 a 270 °C.
Más preferiblemente, la capa de barrera de plástico tiene un peso por unidad de superficie en un intervalo de 2 a 120 g/m2, preferiblemente en un intervalo de 3 a 60 g/m2, particularmente preferiblemente en un intervalo de 4 a 40 g/m2 y además preferiblemente de 6 a 30 g/m2. Además, preferiblemente, la capa de barrera de plástico se puede obtener a partir de fundidos, por ejemplo, por extrusión, en particular por extrusión laminada. Además, preferiblemente, la capa de barrera de plástico también se puede introducir en el material compuesto plano mediante laminación. En este caso, es preferible que se incorpore una película en el material compuesto plano. Según otra forma de realización, también se pueden elegir capas de barrera de plástico que se pueden obtener por deposición a partir de una solución o dispersión de plásticos.
Posibles polímeros adecuados son preferiblemente aquellos que tienen un peso molecular promedio ponderado, determinado por cromatografía de permeación en gel (GPC) mediante dispersión de luz, en un intervalo de 3x103 a 1x107 g/mol, preferiblemente en un intervalo de 5x103 a 1x106 g/mol y con especial preferencia en un intervalo de 6x103 a 1x105 g/mol. Posibles polímeros adecuados son, en particular, poliamida (PA) o polietileno/alcohol vinílico (EVOH) o una mezcla de los mismos.
Entre las poliamidas, son posibles todos los PA que parezcan adecuados para el uso según la invención para el experto en la técnica. Se mencionan aquí en particular PA 6, PA 6.6, PA 6.10, PA 6.12, PA 11 o PA 12 o una mezcla de al menos dos de estas, siendo especialmente preferidas PA 6 y PA 6.6 y más preferido PA 6. La PA 6 se puede obtener comercialmente, por ejemplo, con los nombres comerciales Akulon®, Durethan® y Ultramid®. Poliamidas amorfas, como, por ejemplo, MXD6, Grivory® y Selar® PA, son adecuadas. Es además preferible que la PA tenga una densidad en un intervalo de 1.01 a 1.40 g/cm3, preferiblemente en un intervalo de 1.05 a 1.30 g/cm3 y particularmente preferiblemente en un intervalo de 1.08 a 1.25 g/cm3.
Además, es preferible que la PA tenga un índice de viscosidad en un intervalo de 130 a 185 ml/g y preferiblemente en un intervalo de 140 a 180 ml/g.
Como el EVOH, son posibles los EVOH que parezcan adecuados para el uso según la invención para el experto en la técnica. Ejemplos de estos son, entre otros, que se pueden obtener comercialmente en un gran número de
configuraciones diferentes bajo el nombre comercial EVAL ™ de EVAL Europe NV, Bélgica, por ejemplo, los tipos EVAL ™ F104B o EVAL ™ LR171B. Los EVOH preferidos tienen al menos una, dos, varias o todas las siguientes propiedades:
- un contenido de etileno en un intervalo de 20 a 60% en moles, preferiblemente de 25 a 45% en moles;
- una densidad en un intervalo de 1.0 a 1.4 g/cm3, preferiblemente de 1.1 a 1.3 g/cm3;
- un punto de fusión en un intervalo de más de 155 a 235 °C, preferiblemente de 165 a 225 °C;
- un valor MFR (210 °C/2.16 kg si Tm(evoh) < 230 °C; 230 °C/2.16 kg si 210 °C < Tm(evoh) < 230 °C) en un intervalo de 1 a 25 g/10 min, preferiblemente de 2 a 20 g/10 min;
- una tasa de permeación del oxígeno en un intervalo de 0.05 a 3.2 cm3^ 20 |im/m2 •díâ atm, preferiblemente en un intervalo de 0.1 a 1 cm3^ 20 |im/m2^ díâ atm.
Según alternativa b. la capa de barrera es una capa de metal. Todas las capas con metales que son conocidas por el experto en la técnica y que pueden proporcionar una alta impermeabilidad a la luz y al oxígeno son adecuadas en principio como capa metálica. Según una realización preferida, la capa de metal puede estar presente como una lámina o como una capa depositada, por ejemplo, formado por una deposición física en fase gaseosa. La capa de metal es preferiblemente una capa ininterrumpida. Según otra forma de realización preferida, la capa de metal tiene un grosor en un intervalo de 3 a 20 |im, preferiblemente en un intervalo de 3,5 a 12 |im y de manera particularmente preferida en un intervalo de 4 a 10 |im.
Los metales que se eligen preferentemente son el aluminio, el hierro o el cobre. Una capa de acero, por ejemplo, en forma de lámina, se puede preferir como capa de hierro. Además, preferiblemente, la capa de metal es una capa de aluminio. La capa de aluminio se puede fabricar convenientemente de una aleación de aluminio, por ejemplo, AlFeMn, AlFe1.5Mn, AlFeSi o AlFeSiMn. La pureza es convencionalmente del 97,5% y superior, preferiblemente del 98,5% y superior, en cada caso referida a la capa de aluminio total. En una realización particular, la capa de metal está hecha de una lámina de aluminio. Las láminas de aluminio adecuadas tienen una extensibilidad de más del 1%, preferiblemente de más del 1,3% y de manera particularmente preferida de más del 1,5%, y una resistencia a la tracción de más de 30 N/mm2, preferiblemente más de 40 N/mm2 y de manera particularmente preferida más de 50 N/mm2 Las láminas de aluminio adecuadas muestran un tamaño de gota de más de 3 mm, preferiblemente de más de 4 mm y de manera particularmente preferida de más de 5 mm en el ensayo de pipeta. Las aleaciones adecuadas para el establecimiento de capas o láminas de aluminio se pueden obtener comercialmente con las designaciones EN AW 1200, EN AW 8079 o En AW 8111 de Hydro Aluminium Deutschland GmbH o Amcor Flexibles Singen GmbH. En el caso de una lámina de metal como capa de barrera, se puede proporcionar una capa promotora de la adhesión entre la lámina de metal y la siguiente capa de mezcla de PE en uno y/o ambos lados de la lámina de metal. Sin embargo, según una realización particular del recipiente según la invención, no se proporciona una capa promotora de la adhesión en ninguno de los lados de la lámina metálica, entre la lámina metálica y la siguiente capa de mezcla de PE.
Además, preferiblemente, se puede elegir una capa de óxido metálico como capa de barrera de acuerdo con la alternativa c. Las posibles capas de óxidos metálicos son todas las capas de óxidos metálicos que son familiares y parecen adecuadas para el experto en la técnica para lograr una acción de barrera contra la luz, el vapor y/o el gas. Se prefieren especialmente las capas de óxidos metálicos a base de los metales aluminio, hierro o cobre ya mencionados anteriormente y las capas de óxidos metálicos a base de compuestos de óxido de titanio o de silicio. Una capa de óxido metálico se produce, a modo de ejemplo, mediante la deposición en fase de vapor de un óxido metálico sobre una capa de plástico, por ejemplo, una película de polipropileno orientada. Un proceso preferido para esto es la deposición física en fase gaseosa.
Según otra realización preferida, la capa de metal o la capa de óxido de metal puede estar presente como un compuesto laminado de una o más capas de plástico con una capa de metal. Una capa de este tipo se puede obtener, por ejemplo, mediante la deposición en fase de vapor de un metal sobre una capa de plástico, por ejemplo, una película de polipropileno orientada. Un proceso preferido para esto es la deposición física en fase gaseosa. Para facilitar la apertura del recipiente según la invención o del material compuesto plano, la capa portadora puede tener al menos un orificio. En una realización particular, el orificio se cubre al menos con la capa de barrera y al menos la primera capa de mezcla de PE como capa que cubre el orificio.
Se prefiere un compuesto plano donde la capa portadora tiene al menos un orificio que está cubierto al menos con la capa de barrera y al menos con la primera capa de mezcla de PE, la capa de mezcla de PE adicional o la capa de mezcla adicional o una combinación de al menos dos de estos como capa que cubre los orificios.
Según otra realización preferida, la capa portadora del material compuesto tiene un orificio que está cubierto al menos con la primera capa de mezcla de PE, la capa de barrera y la capa de mezcla de PE adicional como capas de recubrimiento de orificios. Es particularmente preferible que el orificio se cubra adicionalmente con la capa de mezcla de PE adicional. Además, entre las capas ya mencionadas se pueden proporcionar una o más capas
adicionales, en particular capas promotoras de adhesión. En este caso, es preferible que las capas que cubren los orificios estén unidas entre sí al menos en parte, preferiblemente hasta al menos el 30%, preferiblemente al menos el 70% y de manera especialmente preferida al menos el 90% del área formada por el orificio. Según una realización particular, es preferible que el orificio penetre a través de todo el material compuesto y esté cubierto por un dispositivo de cierre o apertura que cierre el orificio.
En relación con una primera realización preferida, el orificio provisto en la capa portadora puede tener cualquier forma que sea conocida por el experto en la técnica y que sea adecuada para varios cierres, pajillas para beber o ayudas para la apertura.
La apertura de un material compuesto plano o de un recipiente que tiene un material compuesto plano se genera habitualmente mediante la destrucción al menos parcial de las capas que cubren el orificio que cubre el orificio. Esta destrucción se puede efectuar cortando, presionando en el recipiente o tirando del recipiente. La destrucción puede efectuarse mediante un cierre que se puede abrir unido al recipiente y dispuesto en la región del orificio, generalmente por encima del orificio, o una pajilla para beber que se empuja a través de las capas de cobertura del orificio que cubren el mismo.
Según otra realización preferida, la capa portadora del material compuesto tiene una pluralidad de orificios en forma de perforación, estando cubiertos los orificios individuales al menos con la capa de barrera y la primera capa de mezcla de PE como capa de recubrimiento de orificios. De esta manera, se puede abrir un recipiente producido a partir de dicho material compuesto rasgando a lo largo de la perforación. Dichos orificios para perforaciones se generan preferiblemente por medio de un láser. Se prefiere particularmente el uso de haces láser si se emplea una lámina de metal o una película metalizada como capa de barrera. Además, es posible que la perforación se introduzca mediante herramientas de perforación mecánicas, habitualmente con cuchillas.
Según otra forma de realización preferida, el material compuesto plano se somete a un tratamiento térmico al menos en la zona del al menos un orificio. En el caso de varios orificios presentes en la capa de soporte en forma de perforación, es particularmente preferible que este tratamiento térmico se realice también alrededor de la zona del borde del orificio.
El tratamiento térmico se puede realizar por radiación, por gas caliente, por contacto térmico con un sólido, por vibraciones mecánicas o por una combinación de al menos dos de estas medidas. De forma especialmente preferente, el tratamiento térmico se realiza mediante irradiación, preferentemente radiación electromagnética y de forma especialmente preferente inducción electromagnética o también mediante gas caliente. Los parámetros de funcionamiento óptimos particulares a elegir son conocidos por el experto en la materia.
Los posibles promotores de la adhesión en la capa promotora de la adhesión son todos los plásticos que, debido a la funcionalización mediante grupos funcionales adecuados, son adecuados para generar una unión firme mediante la formación de enlaces iónicos o enlaces covalentes a la superficie de la otra capa particular. Preferiblemente, se trata de poliolefinas funcionalizadas que se han obtenido por copolimerización de etileno con ácidos acrílicos, como ácido acrílico, ácido metacrílico, ácido crotónico, acrilatos, derivados de acrilato o anhídridos de ácido carboxílico que llevan dobles enlaces, por ejemplo, anhídrido maleico, o al menos dos de estos. Entre estos, se prefieren los polímeros injertados de polietileno-anhídrido maleico (EMAH), los copolímeros de etileno/ácido acrílico (EAA) o los copolímeros de etileno/ácido metacrílico (EMAA), que se comercializan, por ejemplo, con los nombres comerciales Bynel® y Nucrel®0609HSA de DuPont. o Escor®6000ExCo de ExxonMobil Chemicals.
Según la invención, es preferible que la adhesión entre la capa portadora, la primera capa de mezcla de PE, la capa de mezcla de PE adicional o la capa de barrera, preferiblemente al menos dos de estas, y la siguiente capa particular sea de al menos 0,5 N/15 mm, preferentemente al menos 0,7 N/15 mm y de forma especialmente preferente al menos 0,8 N/15 mm. En una realización según la invención, es preferible que la adhesión entre la primera capa de mezcla de PE o la capa de mezcla de PE adicional y la capa portadora sea al menos 0,3 N/15 mm, preferiblemente al menos 0,5 N/15 mm y particularmente preferiblemente al menos 0,7 N/15 mm. Además, es preferible que la adherencia entre la capa de barrera y las capas adyacentes a la capa de barrera en el caso de la primera y/o la siguiente capa de mezcla de PE directamente siguiente sea al menos 0,8 N/15 mm, preferiblemente al menos 1,0 N/15 mm y con especial preferencia al menos 1,4 N/15 mm. En el caso de que la capa de barrera siga indirectamente a las siguientes capas del compuesto plano a través de capas promotoras de adhesión, es preferible que la adhesión entre la capa barrera y la capa promotora de adhesión sea de al menos 1,8 N/15 mm, preferiblemente de al menos 2,2 N/15 mm y con especial preferencia al menos 2,8 N/15 mm. En una realización particular del material compuesto plano, la adherencia entre las capas individuales es tan fuerte en configuración que en el ensayo de adherencia la ruptura de la capa portadora, y en el caso de un cartón como capa portadora, se produce la llamada ruptura de la fibra de cartón.
En una forma de realización del procedimiento según la invención, es preferible, para una mejora adicional de la adherencia de dos capas adyacentes entre sí, que estas sean sometidas a un tratamiento superficial, por ejemplo, durante el recubrimiento. Los procesos adecuados para el tratamiento superficial son un tratamiento con llama, un
tratamiento con plasma, un tratamiento corona o un tratamiento con ozono conocido, entre otros, por el experto en la materia. Sin embargo, otros procesos que tienen el efecto de formación de grupos funcionales en la superficie de la capa tratada también son concebibles En una forma de realización particular, al menos uno de estos procesos se utiliza en la laminación de capas metálicas, en particular de láminas metálicas.
Según otra forma de realización preferida del material compuesto según la invención, el material compuesto plano según la invención presenta al menos una tercera capa de PE, de manera especialmente preferente una tercera capa de mezcla de PE, estando la tercera capa de mezcla de PE preferentemente entre la capa ii. y la capa iii. En una forma de realización particular, la tercera capa de PE sigue a la capa de soporte y, preferiblemente, sigue indirectamente, por ejemplo, a través de una capa promotora de la adhesión. En otra realización, se proporciona más de una capa adicional, en particular la capa adicional de mezcla de PE, entre la capa portadora y la tercera capa de PE. Si el material compuesto según la invención no tiene una tercera capa de mezcla de PE, la capa de mezcla de PE adicional sigue a la capa de barrera, preferiblemente de forma indirecta, por ejemplo, a través de una capa promotora de la adherencia. En otro ejemplo de realización, en ausencia de la tercera capa de PE, tampoco se proporciona ninguna capa adicional, en particular ninguna capa promotora de la adhesión, entre la capa de mezcla de PE adicional y la capa de barrera. Es preferible que entre la capa de barrera y las capas de PE que siguen por ambos lados se introduzca en cada caso una capa promotora de adherencia, en particular la primera capa de mezcla de PE y la capa de mezcla de PE adicional.
La tercera capa de PE, en particular la tercera capa de mezcla de PE, tiene preferiblemente un peso por unidad de superficie en un intervalo de 5 a 50 g/m2, particularmente preferiblemente de 8 a 40 g/m2 y además preferiblemente de 10 a 30 g/m2. A su vez, se pueden emplear preferentemente a su vez los plásticos que ya se han descrito anteriormente para la primera capa o la capa de mezcla de PE adicional.
Según otra variante de realización preferida, una o más o todas las capas de mezcla de PE del material compuesto también pueden comprender un sólido inorgánico como relleno, además de un polietileno. Todos los sólidos que parecen adecuados para el experto en la técnica son posibles como sólidos inorgánicos, preferiblemente sólidos particulados, preferiblemente sales metálicas u óxidos de metales divalentes o tetravalentes. Ejemplos que pueden mencionarse aquí son los sulfatos o carbonatos de calcio, bario o magnesio o dióxido de titanio, preferiblemente carbonato cálcico. Los tamaños medios de partícula (d50%) de los sólidos inorgánicos, determinados mediante análisis granulométrico, se encuentran preferiblemente en un intervalo de 0,1 a 10 |im, preferiblemente en un intervalo de 0,5 a 5 |im y particularmente preferiblemente en un intervalo de 1 a 3 |im.
Una contribución adicional para lograr al menos un objetivo de la presente invención se realiza mediante un proceso para la producción del material compuesto plano descrito anteriormente. Para ello son posibles todos los procesos que son conocidos por el experto en la materia y parecen adecuados para la producción del material compuesto según la invención. Todos los aspectos y características del compuesto plano también se pueden aplicar al proceso y viceversa.
La invención proporciona un proceso para la producción de un material compuesto plano, donde el material compuesto plano comprende una capa portadora y una capa de barrera, que comprende los pasos:
P1. provisión de un primer LDPEa y un LDPEt adicional; donde el primer LDPEa tiene una diferencia de factor de amortiguación mayor que -0,4; y donde el LDPEt adicional tiene una diferencia de factor de amortiguación de menos de -0,4.
P2. mezclar el primer LDPEa y el LDPEt adicional para dar una mezcla de PE, donde la mezcla de PE comprende en un intervalo de 10 a 50% en peso, en cada caso respecto a la mezcla, el primer LDPEa; y el LDPEt adicional en una extensión de al menos 50% en peso, en cada caso respecto a la mezcla de PE;
P3. aplicación de la mezcla de PE a un precursor de material compuesto, donde el precursor de material compuesto comprende una capa portadora.
En el paso de proceso P1. del proceso de acuerdo con la invención, se proporcionan un primer LDPEa y un LDPEt adicional, como ya se ha descrito anteriormente para el material compuesto plano. En este contexto, el LDPEa tiene una diferencia de factor de amortiguacióno mayor que -0,4, mientras que el LDPEt tiene una diferencia de factor de amortiguación menor que -0,4. Todas las demás características del primer LDPEa y del LDPEt adicional se pueden ver en las propiedades indicadas para el compuesto plano.
En una segunda etapa P2., se lleva a cabo la mezcla del primer LDPEa y el LDPEt adicional para dar una mezcla, donde la mezcla de Pe comprende en un intervalo de 10 a 50% en peso, preferiblemente en un intervalo de 10 a 40 % en peso, en cada caso respecto a la mezcla de PE, el primer LDPEa, y comprende el LDPEt adicional en una extensión de al menos 50% en peso, preferiblemente en un intervalo de 50% en peso a 90% en peso, particularmente preferiblemente en un intervalo de 60 a 80% en peso, respecto a la mezcla de PE. En un tercer paso P3., se aplica la mezcla de PE del segundo paso a un precursor de material compuesto, donde el precursor de material compuesto comprende una capa portadora.
El precursor de material compuesto comprende preferiblemente la capa portadora, que ya puede tener uno o más orificios. Además, opcionalmente se puede aplicar al menos una capa impresa sobre la capa portadora. Sin embargo, preferiblemente, este precursor compuesto es una capa portadora no impresa.
La aplicación de al menos esta capa de mezcla de PE se lleva a cabo preferiblemente mediante recubrimiento de fusión en caliente, preferiblemente mediante recubrimiento por extrusión. Sin embargo, también es concebible que se apliquen secuencial o simultáneamente mediante coextrusión en el paso P3 varias capas, por ejemplo, otras capas de plástico, capas de barrera y/o capas promotoras de adhesión.
En el paso P3. al menos una capa de mezcla de PE adicional se puede aplicar simultáneamente o posteriormente al lado opuesto del precursor de material compuesto. La aplicación de al menos esta capa adicional de mezcla de PE se lleva a cabo preferiblemente mediante recubrimiento de fusión en caliente, preferiblemente mediante recubrimiento por extrusión. Sin embargo, también es concebible que se apliquen secuencial o simultáneamente mediante coextrusión en la etapa S3 varias capas, por ejemplo, capas de plástico, capas de barrera y/o capas promotoras de adhesión.
Durante la aplicación de las capas individuales, en una realización preferida, al menos una película o una película de material compuesto multicapa se proporciona en forma de rollo y se lamina sobre el compuesto a través de capas adicionales, preferiblemente capas de plástico, preferiblemente capas de PE, particularmente preferiblemente capas de mezcla de PE o capas promotoras de la adhesión. Este es también el caso en particular durante la introducción de capas metálicas, en particular de láminas metálicas.
Si el material compuesto plano tiene uno o más orificios para facilitar la abertura, estos pueden introducirse en el precursor del material compuesto o en el material compuesto plano antes o después del paso P1., después del paso P2. o después del paso P3.
En una realización preferida del proceso, se proporciona una capa portadora no impresa que ya tiene orificios como el precursor de material compuesto en la etapa S3. En el paso S3. luego, la mezcla de PE se aplica primero en el precursor de material compuesto. En la etapa S3 del proceso adicional, se aplican luego la capa de mezcla de PE adicional opcional, la capa de barrera y opcionalmente una tercera capa de PE, preferiblemente una tercera capa de mezcla de PE. En cada caso, también se pueden coaplicar aquí una o más capas promotoras de la adhesión. En otra realización, sin embargo, también es concebible que en el paso P3. en primer lugar, se apliquen la capa de mezcla de PE, la capa de barrera y, opcionalmente, la capa de mezcla de PE adicional. Aquí también se pueden coaplicar en cada caso otras capas, por ejemplo, capas promotoras de la adhesión. La extrusión puede realizarse en capas individuales mediante una serie de extrusores individuales sucesivos o también en capas múltiples mediante coextrusión, manteniéndose siempre la secuencia de las capas individuales mencionada anteriormente. Una combinación de recubrimiento por extrusión y laminación también puede tener lugar en el procedimiento según la invención.
En relación con el material compuesto plano, pero también en relación con el precursor de material compuesto, es preferible que al menos uno de los dos tenga al menos una o dos o más líneas de pliegue a lo largo de las cuales se forman bordes durante la producción del recipiente. Esto facilita el plegado y la formación de un doblez a lo largo de la línea preparada por la línea de pliegue, con el fin de lograr de esta manera un pliegue lo más uniforme y exactamente posicionado como sea posible. Las líneas de pliegue pueden introducirse ya antes del paso P1., después del paso P2. o también después del paso P3., siendo preferible que la formación de líneas de pliegue se lleve a cabo después del paso P3., es decir después del recubrimiento de ambos lados de la capa portadora.
Por regla general, el material compuesto plano se produce, normalmente como productos enrollados, mediante coextrusión de las capas individuales del material compuesto plano. Las líneas de pliegue se proporcionan en estos productos enrollados. Sin embargo, también resulta posible producir las líneas de pliegue en la capa portadora ya antes del recubrimiento.
Los dos componentes de la mezcla de PE, el LDPEa y el LDPEt, pueden precalentarse juntos o por separado y luego fundirse. Preferiblemente, el primer LDPEa y el LDPEt están presentes cada uno como en forma de gránulos o polvo. El precalentamiento se lleva a cabo preferiblemente a una temperatura en un intervalo de 30 a 100 °C, preferiblemente en un intervalo de 40 a 90 °C. El primer LDPEa y el LDPEt adicional pueden luego fundirse adicionalmente por separado, lo que tiene lugar a una temperatura en un intervalo de 130 a 150 °C, o pueden mezclarse incluso antes de la fusión.
En otra forma de realización del proceso según la invención, los constituyentes de la mezcla de PE se mezclan primero en un intervalo de temperatura de 10 a 60 °C y luego se funde la mezcla así obtenida, esto preferiblemente se lleva a cabo en un extrusor.
Se prefiere el proceso donde la mezcla en el paso 2 se lleva a cabo en el elemento fundido. Preferiblemente, el primer LDPEa y el LDPEt están presentes cada uno en forma de gránulos o polvo, que primero se llevan a una
temperatura en un intervalo de 130 a 150 °C, preferiblemente en un intervalo de 130 a 140 °C. A continuación, se juntan las dos mezclas fundidas y se mezclan en un extrusor. Durante la extrusión, los termoplásticos se calientan convencionalmente a temperaturas de 210 a 330 °C, medidas en la película de polímero fundido debajo de la salida en la matriz del extrusor. La extrusión se puede realizar mediante herramientas de extrusión conocidas por el experto en la materia y que se pueden obtener comercialmente, tales como, por ejemplo, extrusores, husillos de extrusor, bloque de alimentación, etc.
Al final del extrusor, hay preferiblemente una abertura, a través de la cual se presiona la mezcla de PE. La abertura puede tener cualquier forma que permita que la mezcla de PE se extruya sobre el precursor de material compuesto. Por tanto, la abertura puede ser, por ejemplo, angular, ovalada o redonda. La abertura tiene preferiblemente la forma de una ranura de un embudo. En una realización preferida del proceso, la aplicación se realiza a través de una ranura. La ranura tiene preferiblemente una longitud en un intervalo de 0,1 a 100 m, preferiblemente en un intervalo de 0,5 a 50 m, particularmente preferiblemente en un intervalo de 1 a 10 m. Además, la ranura tiene preferentemente una anchura en un intervalo de 0,1 a 20 mm, preferentemente en un intervalo de 0,3 a 10 mm, de forma especialmente preferente en un intervalo de 0,5 a 5 mm.
Durante la aplicación de la mezcla de PE en el paso P3. es preferible que la ranura y el precursor compuesto se muevan entre sí. Por tanto, se prefiere un proceso donde el precursor compuesto se mueve con respecto a la ranura. Según otra forma de realización preferida del procedimiento según la invención para la producción de un material compuesto plano, en particular la capa portadora, como se describió anteriormente, incluye un orificio o varios orificios. Además, es preferible que al menos una de las mezclas de PE se estire durante la aplicación, realizándose este estirado preferiblemente mediante estirado en fundido, muy particularmente preferiblemente mediante estirado en fundido monoaxial. Para ello, la capa se aplica en el estado fundido sobre el precursor de material compuesto por medio de un extrusor de fundido y la capa aplicada, que todavía está en estado fundido, se estira entonces preferiblemente en la dirección monoaxial con el fin de lograr una orientación del polímero en esta dirección. La capa aplicada a continuación se deja enfriar con el propósito de termofijarla.
En este aspecto, resulta particularmente preferente que el estirado se lleve a cabo mediante por lo menos las etapas de aplicación siguientes:
b1. aparición de al menos una primera mezcla de PE como al menos una película fundida a través de al menos una ranura de matriz de extrusor con una velocidad de salida Vsalida;
b2. aplicación de al menos una película fundida en el precursor compuesto que se mueve con respecto a al menos una ranura de la matriz del extrusor con una velocidad de desplazamiento Vdel;
donde Vsalida < Vdel. Es particularmente preferible que Vdel sea superior a Vsalida en un factor en el intervalo de 5 a 200, particularmente preferiblemente en un intervalo de 7 a 150, más preferiblemente en un intervalo de 10 a 50 y lo más preferiblemente en un intervalo de 15 a 35. En este contexto, es preferible que Vdel sea de al menos 100 m/min, de manera particularmente preferida de al menos 200 m/min y muy particularmente preferible de al menos 350 m/min, pero convencionalmente no superior a 1.300 m/min.
Después de la aplicación de la capa de fundido en el precursor de material compuesto mediante el proceso de estirado descrito anteriormente, la capa de fundido se deja enfriar con el fin de termofijarla, este enfriamiento se lleva a cabo preferiblemente templando por contacto con una superficie que se mantiene a temperatura ambiente en un intervalo de 5 a 50 °C, particularmente preferiblemente en un intervalo de 10 a 30 °C.
Como ya se ha descrito anteriormente, después del termofijado puede resultar especialmente ventajoso que el material compuesto plano sea tratado térmicamente al menos en la zona del al menos un orificio, con el fin de efectuar allí una eliminación al menos parcial de la orientación del polímero.
Según otra realización preferida, al menos una, preferiblemente al menos dos o incluso todas las mezclas de PE se producen mediante extrusión o coextrusión de al menos un polímero P1 a través de una boquilla ranurada para obtener una superficie emergente, a menudo también como película / lámina fundida. Se puede formar al menos una región de estrechamiento en los flancos (ver Figura 9a).
Según otra forma de realización preferida, la zona que ha emergido se enfría a una temperatura por debajo de la temperatura de fusión más baja de los polímeros previstos en esta zona o sus flancos, y al menos los flancos de la superficie a continuación se separan de dicha superficie. El enfriamiento se puede llevar a cabo de cualquier manera que sea familiar para el experto en la técnica y que parezca adecuada. También se prefiere aquí la termofijación ya descrita anteriormente. A continuación, se separan al menos los flancos respecto de la superficie F. La separación se puede realizar de cualquier manera que sea familiar para el experto en la técnica y que parezca adecuada. Preferiblemente, la separación se realiza mediante una cuchilla, haz láser o chorro de agua, o una combinación de dos o más de estos, siendo particularmente preferido el uso de cuchillas, en particular cuchillas para un corte a cizalla.
Una contribución adicional para lograr al menos un objetivo de la presente invención se realiza mediante un material compuesto plano que se puede obtener mediante el proceso descrito anteriormente.
Una contribución adicional para lograr al menos un objetivo de la presente invención se realiza mediante un recipiente que rodea un interior y comprende al menos el compuesto plano descrito anteriormente. Las formas de realización, y en particular las formas de realización preferidas, descritas en relación con el material compuesto plano según la invención también son preferidas para el recipiente según la invención.
Una contribución adicional para lograr al menos un objetivo de la presente invención se realiza mediante un proceso para la producción de un contenedor que rodea un interior y comprende al menos el material compuesto plano descrito anteriormente. Las formas de realización, y en particular las formas de realización preferidas, descritas en relación con el material compuesto plano según la invención también son preferidas para el proceso para la producción del recipiente.
Una contribución adicional para lograr al menos un objetivo de la presente invención se realiza mediante un proceso para la producción de un recipiente que rodea un interior, que comprende los pasos
a. provisión de un material compuesto plano según la invención;
b. pliegue del material compuesto plano para formar un pliegue que tiene al menos dos superficies de pliegue adyacentes entre sí, donde la capa de PE adicional está orientada hacia el interior del recipiente;
c. unión de, en cada caso, al menos una zona parcial de al menos las dos superficies de pliegue para formar una zona del recipiente;
d. cierre del compuesto plano plegado con una herramienta de cierre.
En relación con el proceso de acuerdo con la invención, es preferible para el pliegle en el paso b. que se lleve a cabo en un intervalo de temperatura de 10 a 50 °C, preferiblemente en un intervalo de 15 a 45 °C y particularmente preferiblemente en un intervalo de 20 a 40 °C. Esto se puede lograr si el material compuesto plano tiene una temperatura en los intervalos anteriores. Además, es preferible que la herramienta de pliegue, preferiblemente junto con el material compuesto plano, tenga una temperatura en el intervalo anterior. Para ello, la herramienta de pliegue no se calefacciona. Por el contrario, la herramienta de pliegue o también el material compuesto plano o ambos se pueden enfriar. Además, es preferible que el pliegue se lleve a cabo a una temperatura de como máximo 50 °C como "plegado en frío" y para la unión en la etapa c. a llevarse a cabo por encima de 50 °C, preferiblemente por encima de 80 °C y particularmente preferiblemente por encima de 120 °C como "termosellado". Las condiciones anteriores y, en particular, las temperaturas también se aplican preferiblemente en el entorno del pliegue, por ejemplo, en la carcasa de la herramienta de pliegue. En una realización adicional del proceso según la invención, es preferible que el plegado en frío o el plegado en frío en combinación con el termosellado se apliquen en ángulos m que se forman durante el pliegue de menos de 100 °, preferiblemente de menos de 90 °, de manera particularmente preferida menos de 70 ° y más preferiblemente menos de 50 ° El ángulo |iestá formado por dos superficies de pliegue adyacentes y se ilustra en las Figuras 4a y 4b y 5a y 5b.
En el proceso donde la unión según el paso c. se lleva a cabo mediante irradiación, se prefiere una combinación de contacto con un sólido caliente, mediante vibración mecánica o gas caliente o al menos dos de estos.
Se prefiere el proceso donde el recipiente se llena con un producto alimenticio antes del paso b. o después del paso c.
Además, se prefiere el proceso donde el material compuesto plano tiene al menos una línea de pliegue y el pliegue tiene lugar a lo largo de las líneas de pliegue.
Los plásticos empleados para las demás capas de plástico, como la tercera capa de PE, comprenden un solo termoplástico o dos o más termoplásticos. Por lo tanto, las declaraciones anteriores con respecto a los termoplásticos y las capas de termoplástico se aplican aquí en consecuencia. Generalmente, las composiciones plásticas pueden alimentar a un extrusor en cualquier forma que la persona experta en la técnica considere adecuada para la extrusión. Preferiblemente, las composiciones plásticas se emplean en forma de polvo o gránulos, preferiblemente en forma de gránulos.
Si los productos enrollados provistos de líneas de pliegue no se emplean directamente en el paso a., se obtienen piezas en bruto de recipientes para un recipiente individual a partir de los productos enrollados y se proporcionan como el material compuesto plano en el paso a.
En el procedimiento del paso a. del proceso de acuerdo con la invención, se proporciona en primer lugar un material compuesto plano obtenido mediante el proceso descrito anteriormente para la producción de un material compuesto plano, a partir del cual se forma luego un precursor del recipiente mediante pliegue en el paso b del procedimiento. Según otra realización preferida del proceso según la invención, al menos en la capa de mezcla de PE, más preferiblemente al menos la primera capa de mezcla de PE, o también todas las capas de mezcla de PE tienen una
temperatura de fusión por debajo de la temperatura de fusión de la capa de barrera. Esto se aplica en particular si la capa de barrera está formada por un polímero.
Las temperaturas de fusión de al menos una, preferiblemente de al menos las dos capas de mezcla de PE y la temperatura de fusión de la capa de barrera se diferencian aquí preferiblemente en al menos 1 K, particularmente preferiblemente en al menos 10 K, aún más preferiblemente en al menos 50 °C. K, además preferiblemente al menos 100 K. La diferencia de temperatura debe elegirse preferiblemente solo lo suficientemente alta como para que no se produzca fusión de la capa de barrera, en particular ninguna fusión de la capa de barrera de plástico, durante el pliegue.
Según la invención, se entiende en este contexto por "pliegue" una operación en la que preferiblemente se genera un doblez alargado que forma un ángulo en el compuesto plano plegado por medio de un borde de pliegue de una herramienta de pliegue. Para ello, dos superficies adyacentes de un material compuesto plano a menudo se doblan cada vez más una hacia la otra. Por el pliegue, se forman al menos dos superficies de pliegue adyacentes, que luego se pueden unir al menos en zonas parciales para formar una zona de recipiente. Según la invención, la unión puede realizarse mediante cualquier medida que parezca adecuada para el experto en la técnica y que haga posible una unión que sea el máximo de hermética a gases y líquidos La unión se puede realizar mediante sellado o encolado o una combinación de las dos medidas. En el caso del sellado, la unión se crea mediante un líquido y solidificación del mismo. En el caso del encolado, se forman enlaces químicos que crean la unión entre las interfaces o superficies de los dos objetos a unir. En el caso de sellar o encolar, a menudo es ventajoso que las superficies a sellar o encolar se presionen una con la otra.
La temperatura de sellado se elige preferiblemente de modo que el termoplástico o los termoplásticos implicados en el sellado, preferiblemente los polímeros de las capas de mezcla de PE, estén presentes en forma de un fundido. Por lo tanto, las temperaturas de sellado son al menos 1 K, preferiblemente al menos 5 K y de manera particularmente preferida al menos 10 K por encima de la temperatura de fusión del plástico correspondiente. Además, la temperatura de sellado elegida no debe ser demasiado alta, para que la exposición del plástico o los plásticos al calor no sea innecesariamente severa, de modo que estos no pierdan sus propiedades materiales contempladas.
En otra forma de realización preferida del procedimiento según la invención, se prevé que el recipiente se llene con un producto alimenticio antes del paso b. o después del paso c. Todos los productos alimenticios para el consumo humano y también los alimentos para animales conocidos por el experto en la técnica son posibles como productos alimenticios. Los productos alimenticios preferidos son líquidos por encima de 5 °C, por ejemplo, productos lácteos, sopas, salsas y bebidas no carbonatadas. El llenado se puede realizar de varias formas. Por un lado, el alimento y el recipiente se pueden esterilizar por separado, antes del llenado, en la mayor medida posible mediante medidas adecuadas como el tratamiento del recipiente con H2O2 , radiación UV u otra radiación adecuada de alta energía, tratamiento con plasma o una combinación de al menos dos de estos, así como el calentamiento del producto alimenticio, y luego se llena el recipiente. Este tipo de llenado se denomina a menudo "llenado aséptico" y se prefiere según la invención. Además, o también en lugar del llenado aséptico, es además un procedimiento generalizado calentar el recipiente lleno de productos alimenticios para reducir el recuento de gérmenes. Esto se lleva a cabo preferiblemente mediante pasteurización o esterilización en autoclave. En este procedimiento también se pueden emplear alimentos y recipientes menos estériles.
En la realización del proceso según la invención en la que el recipiente se llena con productos alimenticios antes del paso b., es preferible que se forme primero una estructura tubular con un sello longitudinal fijo a partir del compuesto plano mediante sellado o encolado de los bordes superpuestos. Esta estructura tubular se comprime lateralmente, se fija y se separa y se forma en un recipiente abierto mediante pliegue y sellado o encolado. El producto alimenticio aquí ya se puede colocar en el recipiente antes de la fijación y antes de la separación y pliegue de la base en el sentido del paso b.
En la realización del proceso según la invención en la que el recipiente se llena con productos alimenticios después del paso c., es preferible que se utilice un recipiente que se obtiene dando forma al material compuesto plano y se abre por un lado. El conformado del compuesto plano y obtención de un recipiente abierto puede llevarse a cabo mediante los pasos b. y c. mediante cualquier procedimiento que parezca adecuado para esto para el experto en la materia. En particular, el conformado se puede llevar a cabo mediante un procedimiento en el que se pliegan piezas de envase de tipo laminar que ya tienen en cuenta la forma del envase en el recorte de manera que se forma un precursor del envase abierto. Por lo general, esto se lleva a cabo mediante un procedimiento en el que, después de doblar esta pieza del recipiente, sus bordes longitudinales se sellan o encolan para formar una pared lateral y una cara del precursor del recipiente se cierra mediante pliegue y fijación adicional, en particular sellado o encolado.
En otra forma de realización del procedimiento según la invención, es preferible que las superficies de pliegue formen un ángulo |i de menos de 90 °, preferentemente de menos de 45 ° y de forma especialmente preferente de menos de 20 ° Las superficies de pliegue se doblan a menudo hasta el punto de que al final del plegado se apoyan entre sí. Esto es especialmente ventajoso si las superficies de pliegue que se apoyan entre sí se unen
posteriormente entre sí para formar la base del recipiente y la parte superior del recipiente, que a menudo está configurada en forma de alero o también plano.
Con respecto a la configuración de alero, se puede hacer referencia, a modo de ejemplo, al documento WO 90/09926 A2.
Además, en una realización del procedimiento según la invención, al menos una de las capas de mezcla de PE, preferiblemente al menos la primera capa de mezcla de PE, o también todas las capas de mezcla de PE se calientan por encima de la temperatura de fusión la capa de mezcla de PE particular antes del paso c. Preferiblemente, antes del paso c., particularmente preferiblemente directamente antes del paso c., el calentamiento se lleva a cabo a temperaturas que son al menos 1 K, preferiblemente al menos 5 K y particularmente preferiblemente al menos 10 K por encima de la temperatura de fusión de estas capas. La temperatura debe estar, en la medida de lo posible, por encima de la temperatura de fusión del plástico en particular en la medida en que, al enfriarse, debido al pliegue, movimiento y presión, el plástico no se enfríe hasta el punto en que vuelva a solidificarse.
Preferiblemente, el calentamiento a estas temperaturas se realiza por radiación, por vibraciones mecánicas, por contacto con un sólido caliente o un gas caliente, preferiblemente aire caliente, o una combinación de estas medidas. En el caso de la radiación, es posible cualquier tipo de radiación que sea adecuada para el experto en la materia para ablandar los plásticos. Los tipos de radiación preferidos son los rayos IR, los rayos UV, las microondas o también la radiación electromagnética, en particular la inducción electromagnética. Los tipos de vibración preferidos son los ultrasonidos.
La invención también proporciona un recipiente que se puede obtener mediante el proceso descrito anteriormente. El recipiente según la invención puede tener un gran número de formas diferentes, pero se prefiere una estructura esencialmente cuadrada. Además, el recipiente puede formarse sobre su superficie completa a partir del material compuesto plano, o puede tener una estructura de 2 o varias partes. En el caso de una estructura de varias partes, es concebible que, además del material compuesto plano, también se puedan utilizar otros materiales, por ejemplo, material plástico, que se puede emplear en particular en la parte superior o en la zona de base del recipiente. Sin embargo, en este caso es preferible que el recipiente esté construido a partir del material compuesto plano en al menos el 50%, de manera particularmente preferida en al menos el 70% y además preferiblemente en al menos el 90% de la superficie. Además, el recipiente puede tener un dispositivo para vaciar el contenido. Este puede formarse, por ejemplo, de material plástico y adherirse al exterior del recipiente. También es concebible que este dispositivo se integre en el recipiente mediante "moldeo de inyección directa".
Según una forma de realización preferida, el recipiente según la invención tiene al menos un borde, preferiblemente de 4 a 22 o también más bordes, de manera particularmente preferida de 7 a 12 bordes. En el contexto de la presente invención, se entiende por borde las regiones que se forman al doblar una superficie. Los bordes que se pueden mencionar a modo de ejemplo son las zonas de contacto alargadas de, en cada caso, dos superficies de pared del recipiente. En el recipiente, las paredes del mismo representan preferiblemente las superficies del recipiente enmarcadas por los bordes.
Según las realizaciones anteriores, la invención también prevé el uso del material compuesto plano según la invención o de un recipiente producido a partir del mismo o que comprende este material compuesto para el almacenamiento de productos alimenticios, en particular de productos alimenticios esterilizados.
Métodos de ensayo:
I. General:
A menos que se indique lo contrario en la presente memoria, los parámetros mencionados en la presente memoria se miden mediante especificaciones ISO. Estas son para la determinación de:
- el valor de MFR: ISO 1133 (a menos que se indique lo contrario, a 190°C y 2.16 kg);
- la densidad: ISO 1183-1;
- la temperatura de fusión con ayuda del método de calorimetría diferencial de barrido (DSC, por sus siglas en inglés): ISO 11357-1, -5; en el caso de que la muestra esté basada en una mezcla de varios plásticos y la determinación de la temperatura de fusión mediante el método anteriormente mencionado proporcione varias temperaturas pico Tp, la más alta de las temperaturas pico Tp,m que debe asignarse al plástico de la mezcla de plásticos se define como la temperatura de fusión. El equipo se calibra siguiendo las instrucciones del fabricante con ayuda de las mediciones siguientes:
- temperatura de inicio del indio
- calor de fusión del indio
- temperatura de inicio del cinc
- la distribución molecular según la cromatografía de permeación en gel mediante dispersión lumínica: ISO 16014-3/-5;
- el índice de viscosidad de PA: ISO 307 en ácido sulfúrico al 95%;
- la tasa de permeación del oxígeno: ISO 14663-2 apéndice C a 20°C y 65% de humedad atmosférica relativa; - el contenido de humedad del cartón: ISO 287:2009
- el valor de Scott bond: TAPPI T403um
- Para la determinación de la adhesión de dos capas contiguas, estas se fijaron en un rodillo giratorio en un aparato de ensayo de pelado a 90°, por ejemplo, de Instron “Elemento de rueda giratoria alemana”, que gira a 40 mm/min durante la medición. Las muestras se cortaron en tiras de 15 mm de anchura previamente. En una cara de la muestra, las capas se desprendieron una de otra y el extremo desprendido se fijó en un dispositivo tensor en dirección directamente perpendicular hacia arriba. Se unió un aparato de medición para determinar la fuerza de tracción al dispositivo tensor. Al girar el rodillo, se medía la fuerza necesaria para separar las capas unas de otras. Dicha fuerza corresponde a la adhesión de las capas entre sí y se indica en N/15 mm. La separación de las capas individuales puede llevarse a cabo, por ejemplo, mecánicamente, o mediante un pretratamiento dirigido, por ejemplo, mediante reblandecimiento de la muestra durante 3 min a 60°C en ácido acético caliente al 30%.
- Ensayo de pipeta: En este, se aplican al menos 10 gotas de 5 |il cada una de agua destilada sobre la superficie a ensayar y se determina el tamaño de la gota.
II. Diferencia del factor de amortiguación mediante mediciones viscoelásticas lineales
La determinación de la diferencia del factor de amortiguación se describe a continuación. Para ello se proporciona información sobre equipos, preparación de muestras, procedimiento y evaluación.
o Aparato de prueba:
Las investigaciones de reología de cizallamiento se llevaron a cabo en un reómetro rotativo Physica MCR 501 (Anton Paar, Graz). La medición se realiza con una geometría de platos paralelos (diámetro plato 25 mm, separación 0,8 mm; tipo PP25 / P2 (19111)).
o Producción de los especímenes de ensayo:
En un extrusor de doble tornillo (Thermo Scientific Haake Rheomex OS PTW 16/25 OS diámetro D: 16 mm; L/D: 25) en cada caso se extruye un kilogramo de los materiales bien mezclados de antemano. Aquí se utiliza el siguiente perfil de temperatura: T1 = 160 - 170 °C; T2-6 = 170 - 180 °C. La velocidad de rotación de los tornillos se establece en 120 revoluciones por minuto. Después de la mezcla en el extrusor, el elemento fundido se recoge en una cinta transportadora y se tritura mediante una unidad de granulación. A continuación, los especímenes de ensayo en forma de disco se moldean por inyección a partir de todos los materiales utilizando una unidad de moldeo por inyección de émbolo calentado (Thermo Scientific Haake MiniJet II). Para ello, el émbolo se calienta a 170 °C y la cavidad se calienta a 50 °C. El material se inyecta en la cavidad a una presión de 150 bar y después de 10 segundos se presiona a 200 bar durante 10 segundos. Los especímenes de ensayo producidos tienen unas dimensiones de 1,2 mm de altura y 2,5 cm de ancho.
o Procedimiento:
La viscosidad compleja y los módulos (módulo de almacenamiento y pérdida) se determinan en función de la frecuencia angular con pruebas de frecuencia. Los especímenes de ensayo se acondicionan a 170 °C durante 4 min en el reómetro antes de que comience la medición. Los ensayos de frecuencia se llevan a cabo entre 125 - 0,06 rad/s (20 - 0,01 Hz) con una amplitud de deformación de y = 5%. Dentro de este intervalo, se registran 11 puntos de medición a 170 °C en el intervalo viscoelástico lineal. Se realiza una determinación por triplicado para cada muestra. o Cálculo de la diferencia del factor de amortiguación:
Módulo de almacenamiento G' y módulo de pérdida G":

Diferencia del factor de amortiguación (entre 0,01 y 0,1 Hz):
log (tan ó)f„ - log (tan

Diferencia de factor de amortiguación = = log (tan  - log(tan$ )f ,=M1¡,3
- log(tan$ )f ,=M1¡,3
log/" - log / 1
III. Determinación del alargamiento de rotura de cuerpos de plástico: EN ISO 527-Parte 1 a 3
Complementario a la norma EN ISO anterior:
o Aparato de prueba:
TIRAtest TT27025 (TIRA GmbH; D-96528 Schalkau)
Especificaciones del ensayo: Ensayo de tracción en plásticos EN ISO 527
o Espécimen de ensayo:
La forma del espécimen de ensayo para la determinación del alargamiento de rotura es una tira de 15 mm de ancho y no más corta de 90 mm.
o Producción de los especímenes de ensayo:
El laminado se separa en la capa de cartón. La capa interna del laminado que se ha separado se coloca en un baño de ácido acético al 30% a 60 °C durante 15 min. El laminado está completamente cubierto. La película interior de polietileno y la película de laminación de polietileno se desprenden luego con agua corriente. Ambas deben secarse completamente. La película exterior se coloca en acetato de etilo durante un minuto. Luego se realiza el desprendimiento. Los especímenes de ensayo descritos se cortan o estampan de modo que los bordes sean lisos y no tengan muescas; es aconsejable comprobar la ausencia de muescas con una ampliación reducida. Se deben probar al menos cinco especímenes de ensayo en cada dirección de prueba requerida.
o Parámetros de ensayo:
Longitud inicial L = 40 mm (determinada entre las abrazaderas)
Ancho b = 15 mm
Velocidad de prueba V0 = 20 mm/min (hasta que se alcanza la precarga F0 )
V1 = 100 mm/min (medición)
Precarga F0 = 0,1 N
Alargamiento de rotura último valor de alargamiento registrado antes de que se produzca una caída de la tensión a menos de o igual al 10% del valor de resistencia
o Cálculo del factor de rendimiento (%)
Factor de _ i n f iog(alargamiento de rotura MD) lag(alargamiento de rotura CD)^ rendimiento “ 1 u \ ~ ' i MD: dirección de la máquina; CD: dirección transversal
IV. Relación de estiramiento máxima
La mayor aceleración del deslizamiento del elemento fundido entre la abertura de la matriz y el sustrato antes de que se rompa la película, calculado a partir de la relación de la distancia entre los rebordes de la matriz (aquí: 0,6 mm) y el grosor de la película revestida. Cuanto mayor sea el valor, más rápidamente se puede recubrir un plástico de manera estable.
Relación de estiramiento = - b
donde: a = espacio de la matriz [mm]; b = grosor de la película sobre el sustrato [mm]
V. Estrechamiento
Constricción del ancho de la película entre la abertura de la matriz y el sustrato en cada lado de la película; calculado a partir de la diferencia entre el ancho de la matriz y el ancho de la película sobre el sustrato. Cuanto menor sea el valor, más fácilmente se pueden revestir enrollados de cartón anchos y la unidad de producción se puede utilizar con mayor eficacia. Para la determinación del estrechamiento se mide el ancho de la película sobre el sustrato y el cálculo se realiza con la siguiente fórmula:
.
a
—
b
Estrechamiento = _ ____
2
Donde: a = ancho de matriz [mm]; b = ancho de la película sobre el sustrato [mm]
Ejemplos:
Los materiales compuestos de tipo laminar se produjeron con ayuda del procedimiento de recubrimiento descrito anteriormente, mediante las etapas de los pasos P1 - P3. De acuerdo con el paso P1., se proporciona LDPEa en forma de gránulos (que tiene una diferencia de factor de amortiguación de -0,326, que se puede obtener comercialmente de SABIC Europe BV) y LDPEt en forma de gránulos (que tiene una diferencia de factor de amortiguación de -0,457, que se puede obtener comercialmente de LyondellBasell Deutschland GmbH) en cada caso de 50% en peso. Los gránulos se mezclan en un mezclador de tambor a temperatura ambiente según el paso P2. y se colocan en un extrusor de tornillo. Para el material compuesto plano según el ejemplo 1, se coloca entonces inicialmente una capa portadora que tiene opcionalmente orificios para cierres o pajillas, donde la mezcla de PE del paso P2. se aplica de acuerdo con el paso P3. Esto se lleva a cabo en una unidad de recubrimiento disponible comercialmente, sobre la cual también se generaron las capas adicionales enumeradas en la siguiente Tabla 1.
Tabla 1: Com osición de un reci iente se ún la invención

Las mezclas de PE de los LDPE descritos en la Tabla 2 también se pueden emplear en un compuesto plano descrito anteriormente, mezclándose LDPEa con LDPEt. Las proporciones de mezcla se encuentran en las Tablas 3, 4 y 5. Se emplearon los siguientes LDPE para las mezclas de PE:
Tabla 2: Mezclas de PE utilizadas

Los resultados de la prueba de estiramiento se muestran en la Tabla 3.
Tabla 3: Pro orciones de estiramiento de varias mezclas de PE
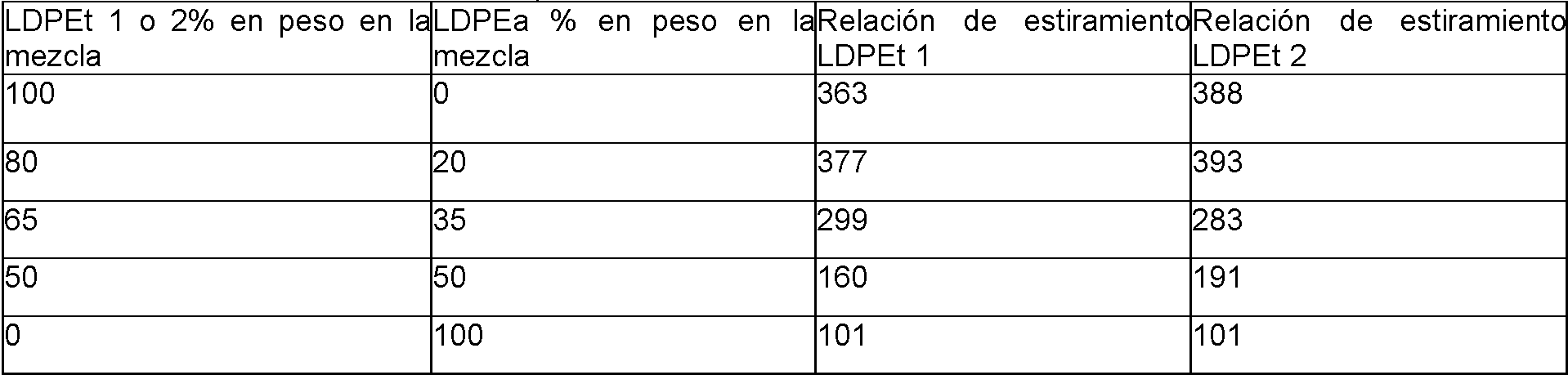
Una combinación de un PE que tiene un factor de amortiguación A de> -0,4 y un PE que tiene un factor de amortiguación A de <-0,4 aporta ventajas en la producción de materiales compuestos planos, como también se puede ver en la Fig.10.
La Fig. 10 muestra que en una mezcla con 50 y más% en peso de LDPEt, se obtiene una DDR significativamente mayor. Esto permite una mayor velocidad de recubrimiento.
Los resultados de la prueba de estrechamiento se muestran en la Tabla 4.
Tabla 4: Pro orciones de estrechamiento de varias mezclas de PE

Se ha encontrado, sorprendentemente, que una mezcla de LDPEa y LDPEt muestra un valor de estrechamiento significativamente más bajo que la media de los dos LDPE puros (en particular en el intervalo de contenido de LDPEt de entre 50 % y 90 %, muy específicamente entre 60 % y 80 %).
La interacción entre la DDR y el estrechamiento adentro se muestra en la Tabla 5. Con un contenido de 50 a 80% en peso de LDPEt, se obtiene una mezcla de PE con propiedades de procesamiento particularmente buenas.
Tabla Ef l r l i n ir mi n l r h mi n n l r xtrusión

Una combinación de un LDPEa que tiene una diferencia de factor de amortiguación de> -0,4 y un LDPEt 1 que tiene una diferencia de factor de amortiguación de <-0,4 aporta ventajas adicionales para el recipiente de envasado,
además de las propiedades de procesamiento mejoradas. Estos se pueden ver en la Tabla 6, donde se muestra el alargamiento de rotura de varias mezclas de PE determinadas por el método de prueba anterior.
Tabla 6: Pro iedades de alar amiento de las mezclas de PE ue tienen un contenido variable de^ PE1 PE2

Con un contenido de 50 a 80% en peso de LDPEt en la mezcla de PE, se encuentra un factor de rendimiento significativamente mejorado. Por lo tanto, los materiales compuestos planos que comprenden tales mezclas de PE se pueden plegar significativamente mejor y a temperaturas más bajas. Además, los recipientes de envasado fabricados de esta manera muestran una estanqueidad mejorada. Esto se aplica en particular a las zonas del recipiente que se pliegan en un ángulo |i, descrito con más detalle en las Figuras 4a, 4b y 5a, 5b, de 100 °.
Otros ejemplos incluyen la producción de más compuestos planos y más recipientes. Se produjeron otros materiales compuestos planos de acuerdo con las etapas del proceso P1 a P3 como se describe en detalle anteriormente en los ejemplos. En la Tabla 9 se dan otras mezclas i) y ii) aplicadas para producir los compuestos planos adicionales. Los contenidos de LDPEa y LDPEt de las mezclas adicionales i) y ii) se dan en la Tabla 9. La Tabla 10 muestra los módulos de almacenamiento y pérdida, así como las diferencias del factor de amortiguación de estas otras mezclas. Las mezclas adicionales hacen uso de un LDPEa adicional dado en la Tabla 7 y un LDPEt adicional dado en la Tabla 8. La Tabla 7 proporciona módulos de almacenamiento y pérdida, así como una diferencia de factor de amortiguación del LDPEa adicional. La Tabla 8 proporciona los módulos de almacenamiento y pérdida, así como las diferencias del factor de amortiguación del LDPEt adicional. Las mezclas adicionales de acuerdo con la Tabla 9 se usaron para producir recipientes adicionales de acuerdo con la Tabla 1. En ese caso, (3) era una mezcla adicional de acuerdo con la Tabla 9.

T l r i m r i i n LDPE i i n l

Tabla 9: contenido de otras mezclas se ún la invención


(continuación)
ii) 1156  2332
2332  413
413  -0.407
-0.407
Los resultados con respecto a la interacción entre la DDR y el estrechamiento se muestran en la Tabla 11 para los ejemplos adicionales. Con un contenido del 70% en peso del LDPEt adicional referido a la mezcla adicional, se obtiene una mezcla adicional con propiedades de procesamiento particularmente buenas.
Tabla 11 Ef l r l i n ir mi n l r h mi n n l r xtrusión

Figuras:
A continuación, se explica la presente invención en mayor detalle mediante estos dibujos proporcionados a título de ejemplo no limitativo, donde las figuras muestran:
1 una ilustración de un recipiente producido mediante el proceso de acuerdo con la invención,
2 una ilustración de flujo del proceso según la invención,
3 una ilustración de una zona de un recipiente a producir mediante el proceso de acuerdo con la invención, 4a una ilustración del pliegue mediante el proceso según la invención,
4b una ilustración a de un pliegue mediante el proceso de acuerdo con la invención,
5a una ilustración a lo largo de una sección A-A en el estado no plegado,
5b una ilustración a lo largo de una sección A-A en el estado plegado,
6 una ilustración de un material compuesto plano que se puede emplear en el proceso según la invención,
7a proceso de extrusión (vista superior)
7b proceso de extrusión (vista lateral)
8 ilustración de las propiedades de estiramiento de LDPEa y mezclas de LDPEt
9 ilustración de las propiedades de estrechamiento de LDPEa y mezclas de LDPEt
La figura 1 muestra un recipiente 2 circundando un interior 1 y está hecho de un material compuesto plano 3. El recipiente 2 se muestra con la cara superior del recipiente 12 orientada hacia arriba. El recipiente 2 está hecho de material compuesto plano 3 que incluye al menos la capa portadora 4. El recipiente 2 puede incluir además un orificio en forma de abertura o perforación 36.
La figura 2 muestra una ilustración de flujo de dispositivos y etapas de producción mediante el proceso según la invención. En un primer paso P1., se proporcionan la etapa de aprovisionamiento 20, un primer LDPEa que tiene una diferencia de factor de amortiguación mayor que -0,4 y un LDPEt adicional que tiene una diferencia de factor de amortiguamiento menor que -0,4. En este caso, se presentan en cada caso en forma de gránulos secos de los dos LDPE. LDPEa y LDPEt se mezclan en una proporción de 1:1 en un mezclador de tambor en una etapa de mezcla 21 que sigue directa o indirectamente a la etapa de aprovisionamiento 20. En una etapa de aplicación 21, el termoplástico en forma de mezcla de PE se aplica luego como la primera capa de mezcla de PE 13 o la capa adicional de mezcla de PE 35 a un precursor de material compuesto 45. En este ejemplo, el precursor de material compuesto comprende al menos la capa portadora 4. Esta etapa de aplicación 22 puede ir seguida de otros pasos sucesivos o al mismo tiempo. Estos pueden ser, por ejemplo, la aplicación de una capa de mezcla de PE adicional, así como la aplicación de la capa de barrera 5, por ejemplo, en forma de una capa de aluminio. A esto le puede seguir a su vez una producción de recipientes, en la que en particular se llevan a cabo el pliegue y la unión. Aquí también se puede rellenar con un producto alimenticio.
La figura 3 muestra un recipiente 2 formado durante el proceso según la invención, que, para una mejor observación, se muestra con una zona de recipiente 23 contemplada para una base 12 en la parte superior. La zona de recipiente 23 prevista para la base 12 presenta una pluralidad de líneas de pliegue 14.
La figura 4a muestra la sección transversal a través de un compuesto plano 3 con una línea de pliegue 14 formada por un surco 24 y una cresta 25. Se proporciona un borde 17 de una herramienta de pliegue 18 en la parte superior del surco 24 a fin de encajar en el surco 24, de manera que puede llevarse a cabo el pliegue en torno al borde 17 a 10 largo de la línea de pliegue 14 a fin de obtener un pliegue 8 mostrado en sección transversal en la figura 4b. Este
pliegue 8 presenta dos superficies de pliegue 9 y 10 que delimitan un ángulo |i y se encuentran presentes como una parte 15 de gran superficie y una parte 16 de superficie pequeña. Por lo menos una capa de termoplástico en forma de capas de mezcla de PE 6, 7 o 13 se funde en una zona parcial 11 de la parte 16 de superficie pequeña. Reuniendo mediante presión las superficies del pliegue 9, 10, reduciendo el ángulo |i a 0, se unen las dos superficies del pliegue 9, 10 entre sí mediante sellado.
La figura 5a muestra una sección a lo largo de la línea A-A en la figura 3 antes del pliegue, a partir de un material compuesto plano 3 con líneas de pliegue 14. Mediante los bordes 17 de las herramientas de pliegue 18 que contactan con las líneas de pliegue 14 instaladas céntricamente en las caras frontales, se desplazan las líneas de pliegue 14 en la dirección de las dos flechas, formando en consecuencia los pliegues 8 preferiblemente en un rango de temperatura de 10 a 50 °C, mostrados en la figura 5b con los ángulos m. La sección mostrada a través de la parte más externa que debe plegarse de la zona del recipiente contemplada para la base 12 del recipiente 2 presenta una zona parcial 11 hacia el interior 1 en la que se ha fundido por lo menos una capa de termoplástico 6, 7 0 13. Reuniendo mediante presión las caras longitudinales 26, reduciendo los seis ángulos m a 0°, se unen mediante sellado las dos superficies internas 27 de las caras longitudinales 26 orientadas hacia el interior 1, a fin de crear de esta manera la base 12.
La figura 6 muestra un material compuesto plano 3, con la cara superior en el exterior del recipiente 2 producido a partir del mismo y la cara inferior en el interior. La estructura resultante de exterior a interior es la siguiente: primera capa de mezcla de PE 13 ( LDPEa en forma de gránulos (con una diferencia de factor de amortiguación de -0,326, obtenible comercialmente de SABIC Europe BV) y LDPEt en forma de gránulos (con una diferencia de factor de amortiguación de -0,457, disponible comercialmente de LyondellBasell Deutschland GmbH) con un peso por unidad de superficie en el intervalo de 8 a 60 g/m2, seguido de una capa portadora 4 de cartón en la Tabla 1 con un peso por unidad de superficie en el intervalo de 120 a 400 g/m2, seguida de otra capa de mezcla de PE 35, que se forma exactamente de la misma manera que la capa de mezcla de PE 13, habitualmente con un peso por unidad de superficie en el intervalo de 5 a 50 g/m2, seguido de una capa promotora de adhesión como en la Tabla 1 que tiene un peso por unidad de superficie en el intervalo de 2 a 30 g/m2, seguido de una capa de barrera 5, por ejemplo, una lámina de aluminio que tiene un grosor de 6 |im, como en la Tabla 1, opcionalmente seguida por una capa promotora de adhesión, como en la Tabla 1, 6, opcionalmente seguida por una tercera capa de PE 7 que tiene un peso por unidad de superficie en el intervalo de de 2 a 60 g/m2. Finalmente, también puede estar presente otra capa de PE, que comprende una mezcla de mPE 30/70 (ver Tabla 1). El compuesto plano 3 que se muestra aquí se puede producir preferiblemente mediante el proceso descrito en la Figura 2 con extrusión simultánea, denominada coextrusión, de las capas 35 y 19. Algunas o todas las demás capas 5, 6, 7 o 46 también pueden extruirse sucesivamente o aplicarse al mismo tiempo en un proceso de coextrusión. En una realización adicional de esta figura, la capa 7 está compuesta como una capa de mezcla de PE como las capas de mezcla de PE 13 y 35.
La figura 7 muestra el proceso de recubrimiento preferido según la invención en forma de diagrama 7a. desde la cara frontal y 7b. desde la cara lateral. La película de recubrimiento 39 en estado fundido sale de la ranura de la matriz del extrusor 38 de una matriz del extrusor 37 y se aplica a la capa portadora 4 mediante los rodillos de enfriamiento y prensado 41. La película de recubrimiento forma la superficie F que comprende el polímero P1 42, seguida de una zona de estrechamiento 43, que forma las regiones de borde de la superfice F. La zona de estrechamiento 43 de la superficie F puede separarse del área F mediante herramientas de corte 44, preferiblemente cuchillas de cizalla. La película de revestimiento fundida 39 sale de la matriz del extrusor 37 con la velocidad Vsalida y es acelerada hasta la velocidad Vdel por los rodillos de enfriamiento y presión y, de esta manera, se estira monoaxialmente.
La figura 8 muestra un diagrama del comportamiento de la relación de estiramiento de varias mezclas de LDPEa y LDPEt. Como ya se describió anteriormente, aquí se emplearon dos LDPEt diferentes, que se mezclaron con un LDPEa en 5 proporciones de mezcla diferentes. Por tanto, las relaciones de mezcla se trazan en el eje x 50 y los valores para la relación de estiramiento en el eje y 52. Los cuadrados 54 representan los valores del primer LDPEt 54, que tiene una diferencia de factor de amortiguación de -0,447. Los diamantes 56 representan los valores del segundo LDPEt 56. En ambos casos se utilizó un LDPEa que tiene una diferencia de factor de amortiguación de -0,326 en la mezcla de PE investigada. Estos valores también se encuentran en la Tabla 1 de los ejemplos.
Las diferentes propiedades de estrechamiento de varias mezclas de LDPEa y LDPEt se muestran en la Figura 9. Las mezclas que se utilizaron para esto fueron las mismas que las utilizadas en los experimentos de la Figura 10. Aquí también debe verse claramente que los valores para el primer LDPEt (PE1) 54 y el segundo LDPEt (PE2) 56 no se encuentran en una línea recta entre el 0 y el 100 % en peso del LDPEt para la mezcla que tiene en cada caso 40 a 80 % en peso.
Lista de símbolos de referencia
1 Interior
2 Recipiente
3 Compuesto plano
Capa portadora
Capa de barrera
Capa EAA
Tercera capa de mezcla de PE
Pliegue
Superficie de pliegue
Superficie de pliegue adicional
zona parcial
Cara superior del recipiente
Primera capa de mezcla de PE Pliegue
Parte de gran superficie
Parte de superficie pequeña
Borde 50 eje x
Herramienta de pliegue
Promotor de adherencia / capa Ineos Paso de aprovisionamiento P1.
Paso de mezcla P2.
Paso de aplicación P3.
Zona de recipiente
Surco
Cresta
Lados longitudinales
Superficie interna
Capa de mezcla de PE adicional Abertura / perforación
Matriz del extrusor
Ranura de la matriz del extrusor Película de recubrimiento (fundida) Película de recubrimiento (termofijada) Rodillo de enfriamiento, rodillo de presión Polímero P1
Zona de estrechamiento
Herramienta de corte
Material compuesto
Capa de mezcla mPE
Eje y
Valores del primer LDPEt (PE1) Valores del segundo LDPEt (PE2)
Claims (15)
1. una capa portadora (4);
ii. una capa de barrera 5);
donde la secuencia de capas comprende una primera capa de mezcla de PE (13);
donde la primera capa de mezcla de PE (13) comprende en un intervalo de 10 a 50% en peso, en cada caso respecto a la mezcla,
un primer LDPEa; y
un LDPEt adicional en una extensión de al menos 50 % en peso, en cada caso referido a la mezcla; y
donde la primera capa de mezcla de PE (13) tiene una diferencia de factor de amortiguación en un intervalo de -0,3 a -0,6 según el método especificado en la descripción.
2. El material compuesto plano (3) según la reivindicación 1, donde la secuencia de capas comprende una capa de mezcla de PE adicional (35); donde la capa de mezcla de PE adicional (35) comprende en un intervalo de 10 a 50 % en peso, en cada caso referido a la mezcla, un primer LDPEa; y un LDPEt adicional en la medida de al menos 50 % en peso, en cada caso referido a la mezcla; y donde la capa de mezcla de PE adicional (35) tiene una diferencia de factor de amortiguación en un intervalo de -0,3 a -0,6.
3. El material compuesto plano (3) según la reivindicación 1 o 2, donde el LDPEt adicional se puede obtener a partir de la reacción en un reactor tubular.
4. El material compuesto plano (3) según una de las reivindicaciones anteriores, donde se proporciona una capa de mezcla de PE adicional (7) entre la capa portadora (4) y la capa de barrera,
donde la capa de mezcla de PE adicional (7) comprende en un intervalo de 10 a 50% en peso, en cada caso respecto a la mezcla, un primer LDPEa; y
un LDPEt adicional en una extensión de al menos 50 % en peso, en cada caso referido a la mezcla.
5. El material compuesto plano (3) según una de las reivindicaciones anteriores, donde el primer LDPEa tiene una diferencia de factor de amortiguación mayor que -0,4; y
donde el LDPEt adicional tiene una diferencia de factor de amortiguación de menos de -0,4.
6. El material compuesto plano (3) según una de las reivindicaciones anteriores, donde el primer LDPEa o el LDPEt adicional tiene una densidad de masa en un intervalo de 0,915 g/cm3 a 0,940 g/cm3.
7. Un proceso para la producción de un material compuesto plano (3), donde el material compuesto plano (3) comprende una capa portadora (4) y una capa de barrera (5), que comprende los pasos:
P1. provisión de un primer LDPEa y un LDPEt adicional; donde el primer LDPEa tiene una diferencia de factor de amortiguación mayor que -0,4; y donde el LDPEt adicional tiene una diferencia de factor de amortiguación de menos de -0,4 según el método especificado en la descripción;
P2. mezclado del primer LDPEa y el LDPEt adicional para dar una mezcla de PE, donde la mezcla de PE comprende en un intervalo de 10 a 50% en peso, en cada caso respecto a la mezcla, el primer LDPEa; y el LDPEt adicional en una extensión de al menos 50% en peso, en cada caso respecto a la mezcla de PE;
P3. aplicación de la mezcla de PE a un precursor de material compuesto (45), donde el precursor de material compuesto (45) comprende una capa portadora (4).
8. El proceso según la reivindicación 7, donde la mezcla se lleva a cabo en estado fundido.
9. El proceso según la reivindicación 7 u 8, donde la aplicación se realiza a través de una ranura (38).
10. El proceso de acuerdo con la reivindicación 9, donde la ranura (38) y el precursor compuesto (45) se mueven entre sí.
I I . Un material compuesto plano (3) obtenible mediante un proceso de acuerdo con una de las reivindicaciones 7 a 10.
12. Un recipiente (2) que rodea un interior (1) y comprende al menos un material compuesto plano (3) según una de las reivindicaciones 1 a 6 u 11.
13. Un proceso para la producción de un recipiente (2) que rodea un interior (1), que comprende las etapas a. provisión de un material compuesto plano (3) según una de las reivindicaciones 1 a 6 u 11;
b. pliegue del material compuesto plano (3) para formar un pliegue (8) que tiene al menos dos superficies de pliegue (9, 10) adyacentes entre sí, donde la capa de PE adicional (13) está orientada hacia el interior (1) del recipiente (2);
c. unión de, en cada caso, al menos una zona separada (11) de al menos las dos superficies de pliegue (9, 10) para formar una zona de recipiente (12);
d. cierre del compuesto plano (3) plegado con una herramienta de cierre.
14. Un recipiente (3) obtenible mediante un proceso de acuerdo con la reivindicación 10.
15. Uso de un material compuesto según una de las reivindicaciones 1 a 6 u 11, o de un recipiente según la reivindicación 12 o 14 para el almacenamiento de productos alimenticios.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102012014261.7A DE102012014261A1 (de) | 2012-07-19 | 2012-07-19 | Flächenförmiger verbund mitkunststoffschichten unterschiedlicherdämpfungseigenschaften |
| PCT/EP2013/002144 WO2014023393A1 (en) | 2012-07-19 | 2013-07-18 | Planar composite having layers of plastic of different damping properties |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| ES2876017T3 true ES2876017T3 (es) | 2021-11-11 |
Family
ID=48808290
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| ES13739359T Active ES2876017T3 (es) | 2012-07-19 | 2013-07-18 | Compuesto plano que tiene capas de plástico con diferentes propiedades de amortiguación |
Country Status (12)
| Country | Link |
|---|---|
| US (1) | US10399736B2 (es) |
| EP (1) | EP2874815B1 (es) |
| CN (1) | CN104379349B (es) |
| AU (1) | AU2013301873B2 (es) |
| BR (1) | BR112014029993B1 (es) |
| DE (1) | DE102012014261A1 (es) |
| ES (1) | ES2876017T3 (es) |
| IN (1) | IN2015DN00409A (es) |
| MX (1) | MX371292B (es) |
| PL (1) | PL2874815T3 (es) |
| RU (1) | RU2636730C2 (es) |
| WO (1) | WO2014023393A1 (es) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US12170849B2 (en) | 2022-02-04 | 2024-12-17 | Applied Materials, Inc. | Pulsed illumination for fluid inspection |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3397480B1 (en) * | 2015-12-28 | 2025-07-16 | SIG Services AG | Sheet-like composite, especially packaging laminate for dimensionally stable foodstuff containers, having a polymeric intermediate layer characterized by differential scanning calorimetry |
| DE102016209237A1 (de) * | 2016-05-27 | 2017-11-30 | Sig Technology Ag | Behältervorläufer mit Aufformkoeffizienten, insbesondere für einen einzelnen formstabilen Nahrungsmittelbehälter |
| DE102017201449A1 (de) * | 2017-01-30 | 2018-08-02 | Sig Technology Ag | Flächenförmiger Verbund zum Herstellen formstabiler Nahrungsmittelbehälter mit einer Barriereschicht, die eine Barrieresubstratschicht und eine nach innen weisende Barrierematerialschicht aufweist |
| DE102017212142A1 (de) * | 2017-07-14 | 2019-01-17 | Sig Technology Ag | Flächenförmiger Verbund, insbesondere zum Herstellen formstabiler Nahrungsmittelbehälter, beinhaltend eine Polymerschicht P mit einem L-Wert |
| CN109161356A (zh) * | 2018-09-21 | 2019-01-08 | 浙江振申绝热科技股份有限公司 | 复合卷材 |
| EP3887467A2 (en) | 2018-11-27 | 2021-10-06 | Avery Dennison Corporation | Multilayer tape constructions for low-temperature vibration damping with tunable adhesion |
| CN115243862B (zh) * | 2020-02-07 | 2025-05-27 | 贝里国际公司 | 层压件容器 |
| CN114889903B (zh) * | 2021-08-20 | 2026-04-14 | 青岛吉凯乐包装有限公司 | 折合包装容器的底封装置及工艺 |
| US20250363266A1 (en) * | 2024-05-22 | 2025-11-27 | Arup Ip Management, Ltd. | High-damping composite floors |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE69022039T2 (de) | 1989-03-03 | 1996-02-15 | Fbi Brands Ltd | Verpacken von verderblichen flüssigkeiten in giebelkartons. |
| EP0641362B1 (en) * | 1992-04-20 | 1998-11-11 | Exxon Chemical Patents Inc. | Ethylene/branched olefin copolymers |
| WO1999016796A1 (en) | 1997-09-30 | 1999-04-08 | Japan Polyolefins Co., Ltd. | Low-density polyethylene resin for laminating, composition thereof, laminate produced therefrom and process for producing the same |
| SE522498C2 (sv) * | 2002-05-07 | 2004-02-10 | Tetra Laval Holdings & Finance | Förpackningslaminat, förfarande för tillverkning av detta, samt förpackningsbehållare tillverkad av förpackningslaminatet |
| EP1777238B1 (en) * | 2005-10-18 | 2007-05-02 | Borealis Technology Oy | Polyethylene blend component and blends containing the same |
| CA2541180A1 (en) * | 2006-03-23 | 2007-09-23 | Nova Chemicals Corporation | Extrusion coating composition |
| WO2008031540A2 (en) * | 2006-09-11 | 2008-03-20 | Saudi Basic Industries Corporation | Food packaging |
| ATE443611T1 (de) * | 2006-12-21 | 2009-10-15 | Borealis Tech Oy | Film |
| CA2625385A1 (en) * | 2007-04-04 | 2008-10-04 | Nova Chemicals Corporation | Produce packaging |
| US9243087B2 (en) * | 2009-06-11 | 2016-01-26 | Dow Global Technologies Llc | LDPE enabling high output and good optics when blended with other polymers |
| WO2011024328A1 (ja) | 2009-08-31 | 2011-03-03 | ローランドディー.ジー.株式会社 | インクジェット式記録装置、その制御用コンピュータプログラム、およびその使用方法 |
| DE102010033466B4 (de) * | 2010-08-05 | 2012-11-08 | Sig Technology Ag | Verpackungsbehälter aus einem flächenförmigen Verbund mit verbesserter Haft- und Innenschichtkombination |
| EP3212396B1 (en) * | 2014-10-31 | 2021-12-01 | Dow Global Technologies LLC | Blow molded multilayer containers having reduced product retention |
-
2012
- 2012-07-19 DE DE102012014261.7A patent/DE102012014261A1/de not_active Ceased
-
2013
- 2013-07-18 AU AU2013301873A patent/AU2013301873B2/en not_active Ceased
- 2013-07-18 CN CN201380030953.6A patent/CN104379349B/zh active Active
- 2013-07-18 ES ES13739359T patent/ES2876017T3/es active Active
- 2013-07-18 RU RU2014147102A patent/RU2636730C2/ru not_active IP Right Cessation
- 2013-07-18 PL PL13739359T patent/PL2874815T3/pl unknown
- 2013-07-18 IN IN409DEN2015 patent/IN2015DN00409A/en unknown
- 2013-07-18 US US14/415,713 patent/US10399736B2/en active Active
- 2013-07-18 WO PCT/EP2013/002144 patent/WO2014023393A1/en not_active Ceased
- 2013-07-18 EP EP13739359.1A patent/EP2874815B1/en active Active
- 2013-07-18 BR BR112014029993-5A patent/BR112014029993B1/pt active IP Right Grant
- 2013-07-18 MX MX2015000792A patent/MX371292B/es active IP Right Grant
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US12170849B2 (en) | 2022-02-04 | 2024-12-17 | Applied Materials, Inc. | Pulsed illumination for fluid inspection |
Also Published As
| Publication number | Publication date |
|---|---|
| RU2636730C2 (ru) | 2017-11-27 |
| EP2874815B1 (en) | 2021-04-21 |
| WO2014023393A1 (en) | 2014-02-13 |
| DE102012014261A1 (de) | 2014-02-06 |
| PL2874815T3 (pl) | 2021-11-02 |
| IN2015DN00409A (es) | 2015-06-19 |
| BR112014029993A2 (pt) | 2017-06-27 |
| CN104379349A (zh) | 2015-02-25 |
| US10399736B2 (en) | 2019-09-03 |
| MX371292B (es) | 2020-01-24 |
| RU2014147102A (ru) | 2016-09-10 |
| BR112014029993B1 (pt) | 2021-01-05 |
| AU2013301873A1 (en) | 2014-12-04 |
| CN104379349B (zh) | 2016-09-14 |
| EP2874815A1 (en) | 2015-05-27 |
| MX2015000792A (es) | 2015-09-21 |
| AU2013301873B2 (en) | 2016-09-01 |
| US20150225111A1 (en) | 2015-08-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| ES2876017T3 (es) | Compuesto plano que tiene capas de plástico con diferentes propiedades de amortiguación | |
| ES2755001T3 (es) | Material compuesto plano robusto con una capa intermedia de temperatura de reblandecimiento Vicat incrementada | |
| EP3166782B1 (en) | A sheet-like composite, especially for containers, with an adhesion-promoting layer characterised by different c=0 group absorption maxima | |
| ES2717897T3 (es) | Compuesto plano con capas de plástico de diferentes temperaturas de reblandecimiento de Vicat | |
| ES2653683T3 (es) | Recipiente de envasado de un compuesto de forma plana con combinación mejorada de capa de adherencia e interior | |
| ES2989921T3 (es) | Material compuesto laminar, especialmente laminado de envasado para recipientes de productos alimenticios dimensionalmente estables, que presenta una capa polimérica interior caracterizada por calorimetría de barrido diferencial | |
| BR112018013137B1 (pt) | Compósito em forma de folha, precursor de recipiente, recipiente fechado, processo e uso do compósito em forma de folha | |
| US20150352820A1 (en) | Planar composite having layers of plastic from plastics with different damping properties, having a layer comprising lldpe | |
| ES2989091T3 (es) | Material compuesto laminar, especial para envases dimensionalmente estables, con una capa de sellado termoplástico exterior aplicada sobre parte de la superficie | |
| BR112019004130B1 (pt) | Dispositivo e método para a produção de um precursor de recipientes e uso de um dispositivo | |
| BR112018072964B1 (pt) | Método, precursor de recipiente e recipiente fechado |