ES2897768T3 - Composición para la producción de masillas y procedimiento para la producción y el procesamiento de masillas - Google Patents
Composición para la producción de masillas y procedimiento para la producción y el procesamiento de masillas Download PDFInfo
- Publication number
- ES2897768T3 ES2897768T3 ES14729576T ES14729576T ES2897768T3 ES 2897768 T3 ES2897768 T3 ES 2897768T3 ES 14729576 T ES14729576 T ES 14729576T ES 14729576 T ES14729576 T ES 14729576T ES 2897768 T3 ES2897768 T3 ES 2897768T3
- Authority
- ES
- Spain
- Prior art keywords
- putty
- weight
- component
- binder component
- bisphenol
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000000203 mixture Substances 0.000 title claims abstract description 70
- 238000000034 method Methods 0.000 title claims abstract description 28
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 27
- 239000011230 binding agent Substances 0.000 claims abstract description 66
- 239000004848 polyfunctional curative Substances 0.000 claims abstract description 59
- 238000002156 mixing Methods 0.000 claims abstract description 20
- 239000004033 plastic Substances 0.000 claims abstract description 15
- 239000003822 epoxy resin Substances 0.000 claims abstract description 14
- 229920000647 polyepoxide Polymers 0.000 claims abstract description 14
- LNEPOXFFQSENCJ-UHFFFAOYSA-N haloperidol Chemical compound C1CC(O)(C=2C=CC(Cl)=CC=2)CCN1CCCC(=O)C1=CC=C(F)C=C1 LNEPOXFFQSENCJ-UHFFFAOYSA-N 0.000 claims abstract description 13
- 150000001875 compounds Chemical class 0.000 claims abstract description 9
- IISBACLAFKSPIT-UHFFFAOYSA-N bisphenol A Chemical compound C=1C=C(O)C=CC=1C(C)(C)C1=CC=C(O)C=C1 IISBACLAFKSPIT-UHFFFAOYSA-N 0.000 claims description 72
- PXKLMJQFEQBVLD-UHFFFAOYSA-N bisphenol F Chemical compound C1=CC(O)=CC=C1CC1=CC=C(O)C=C1 PXKLMJQFEQBVLD-UHFFFAOYSA-N 0.000 claims description 70
- 229920005989 resin Polymers 0.000 claims description 42
- 239000011347 resin Substances 0.000 claims description 42
- GYZLOYUZLJXAJU-UHFFFAOYSA-N diglycidyl ether Chemical class C1OC1COCC1CO1 GYZLOYUZLJXAJU-UHFFFAOYSA-N 0.000 claims description 31
- 150000001412 amines Chemical class 0.000 claims description 30
- 125000001931 aliphatic group Chemical group 0.000 claims description 28
- 239000000945 filler Substances 0.000 claims description 16
- 238000000576 coating method Methods 0.000 claims description 9
- 239000011248 coating agent Substances 0.000 claims description 8
- 238000003672 processing method Methods 0.000 claims description 5
- 238000005507 spraying Methods 0.000 claims description 4
- 150000001408 amides Chemical class 0.000 claims description 3
- 150000004982 aromatic amines Chemical class 0.000 claims description 2
- 125000003700 epoxy group Chemical group 0.000 claims description 2
- 125000004435 hydrogen atom Chemical group [H]* 0.000 claims description 2
- 239000004843 novolac epoxy resin Substances 0.000 claims description 2
- 150000001298 alcohols Chemical class 0.000 description 11
- 239000003795 chemical substances by application Substances 0.000 description 9
- 239000000463 material Substances 0.000 description 9
- HSDVRWZKEDRBAG-UHFFFAOYSA-N 2-[1-(oxiran-2-ylmethoxy)hexoxymethyl]oxirane Chemical class C1OC1COC(CCCCC)OCC1CO1 HSDVRWZKEDRBAG-UHFFFAOYSA-N 0.000 description 8
- QXJJQWWVWRCVQT-UHFFFAOYSA-K calcium;sodium;phosphate Chemical compound [Na+].[Ca+2].[O-]P([O-])([O-])=O QXJJQWWVWRCVQT-UHFFFAOYSA-K 0.000 description 7
- 239000011505 plaster Substances 0.000 description 7
- HPILSDOMLLYBQF-UHFFFAOYSA-N 2-[1-(oxiran-2-ylmethoxy)butoxymethyl]oxirane Chemical class C1OC1COC(CCC)OCC1CO1 HPILSDOMLLYBQF-UHFFFAOYSA-N 0.000 description 6
- 239000000654 additive Substances 0.000 description 6
- 239000000049 pigment Substances 0.000 description 5
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N silicon dioxide Inorganic materials O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 5
- VTYYLEPIZMXCLO-UHFFFAOYSA-L Calcium carbonate Chemical compound [Ca+2].[O-]C([O-])=O VTYYLEPIZMXCLO-UHFFFAOYSA-L 0.000 description 4
- TZCXTZWJZNENPQ-UHFFFAOYSA-L barium sulfate Chemical compound [Ba+2].[O-]S([O-])(=O)=O TZCXTZWJZNENPQ-UHFFFAOYSA-L 0.000 description 4
- CDQSJQSWAWPGKG-UHFFFAOYSA-N butane-1,1-diol Chemical compound CCCC(O)O CDQSJQSWAWPGKG-UHFFFAOYSA-N 0.000 description 4
- 230000006378 damage Effects 0.000 description 4
- 238000003801 milling Methods 0.000 description 4
- 239000007921 spray Substances 0.000 description 4
- 238000010276 construction Methods 0.000 description 3
- 230000009477 glass transition Effects 0.000 description 3
- 239000003973 paint Substances 0.000 description 3
- 238000010422 painting Methods 0.000 description 3
- 239000004014 plasticizer Substances 0.000 description 3
- 239000002023 wood Substances 0.000 description 3
- 229930185605 Bisphenol Natural products 0.000 description 2
- 229910000831 Steel Inorganic materials 0.000 description 2
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 2
- 229910000019 calcium carbonate Inorganic materials 0.000 description 2
- 239000002131 composite material Substances 0.000 description 2
- 230000006835 compression Effects 0.000 description 2
- 238000007906 compression Methods 0.000 description 2
- 229920001577 copolymer Polymers 0.000 description 2
- 229910000514 dolomite Inorganic materials 0.000 description 2
- 239000010459 dolomite Substances 0.000 description 2
- ACCCMOQWYVYDOT-UHFFFAOYSA-N hexane-1,1-diol Chemical compound CCCCCC(O)O ACCCMOQWYVYDOT-UHFFFAOYSA-N 0.000 description 2
- NLYAJNPCOHFWQQ-UHFFFAOYSA-N kaolin Chemical compound O.O.O=[Al]O[Si](=O)O[Si](=O)O[Al]=O NLYAJNPCOHFWQQ-UHFFFAOYSA-N 0.000 description 2
- 229910052622 kaolinite Inorganic materials 0.000 description 2
- 229910052751 metal Inorganic materials 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 239000011148 porous material Substances 0.000 description 2
- 239000010453 quartz Substances 0.000 description 2
- 239000010959 steel Substances 0.000 description 2
- 238000003860 storage Methods 0.000 description 2
- 239000000758 substrate Substances 0.000 description 2
- 239000000454 talc Substances 0.000 description 2
- 229910052623 talc Inorganic materials 0.000 description 2
- 229910021532 Calcite Inorganic materials 0.000 description 1
- 239000013032 Hydrocarbon resin Substances 0.000 description 1
- 239000005909 Kieselgur Substances 0.000 description 1
- 240000005428 Pistacia lentiscus Species 0.000 description 1
- 235000004443 Ricinus communis Nutrition 0.000 description 1
- 239000002518 antifoaming agent Substances 0.000 description 1
- 125000004432 carbon atom Chemical group C* 0.000 description 1
- 238000005266 casting Methods 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- UOUJSJZBMCDAEU-UHFFFAOYSA-N chromium(3+);oxygen(2-) Chemical class [O-2].[O-2].[O-2].[Cr+3].[Cr+3] UOUJSJZBMCDAEU-UHFFFAOYSA-N 0.000 description 1
- 238000004040 coloring Methods 0.000 description 1
- 238000005336 cracking Methods 0.000 description 1
- 229910052906 cristobalite Inorganic materials 0.000 description 1
- 238000004132 cross linking Methods 0.000 description 1
- 150000002170 ethers Chemical class 0.000 description 1
- 239000000835 fiber Substances 0.000 description 1
- -1 for example Substances 0.000 description 1
- 229910021485 fumed silica Inorganic materials 0.000 description 1
- 229920006270 hydrocarbon resin Polymers 0.000 description 1
- 239000001023 inorganic pigment Substances 0.000 description 1
- 235000014413 iron hydroxide Nutrition 0.000 description 1
- 235000013980 iron oxide Nutrition 0.000 description 1
- UQSXHKLRYXJYBZ-UHFFFAOYSA-N iron oxide Inorganic materials [Fe]=O UQSXHKLRYXJYBZ-UHFFFAOYSA-N 0.000 description 1
- VBMVTYDPPZVILR-UHFFFAOYSA-N iron(2+);oxygen(2-) Chemical class [O-2].[Fe+2] VBMVTYDPPZVILR-UHFFFAOYSA-N 0.000 description 1
- NCNCGGDMXMBVIA-UHFFFAOYSA-L iron(ii) hydroxide Chemical class [OH-].[OH-].[Fe+2] NCNCGGDMXMBVIA-UHFFFAOYSA-L 0.000 description 1
- 238000002356 laser light scattering Methods 0.000 description 1
- 239000002808 molecular sieve Substances 0.000 description 1
- 239000002245 particle Substances 0.000 description 1
- WVDDGKGOMKODPV-ZQBYOMGUSA-N phenyl(114C)methanol Chemical compound O[14CH2]C1=CC=CC=C1 WVDDGKGOMKODPV-ZQBYOMGUSA-N 0.000 description 1
- 229920005862 polyol Polymers 0.000 description 1
- 150000003077 polyols Chemical class 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 230000002035 prolonged effect Effects 0.000 description 1
- 238000000518 rheometry Methods 0.000 description 1
- 238000010008 shearing Methods 0.000 description 1
- 238000001374 small-angle light scattering Methods 0.000 description 1
- URGAHOPLAPQHLN-UHFFFAOYSA-N sodium aluminosilicate Chemical compound [Na+].[Al+3].[O-][Si]([O-])=O.[O-][Si]([O-])=O URGAHOPLAPQHLN-UHFFFAOYSA-N 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 150000005846 sugar alcohols Polymers 0.000 description 1
- 229920001169 thermoplastic Polymers 0.000 description 1
- 239000004416 thermosoftening plastic Substances 0.000 description 1
- 239000004408 titanium dioxide Substances 0.000 description 1
- 235000010215 titanium dioxide Nutrition 0.000 description 1
- 239000002966 varnish Substances 0.000 description 1
- 239000001993 wax Substances 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
- 239000010456 wollastonite Substances 0.000 description 1
- 229910052882 wollastonite Inorganic materials 0.000 description 1
Classifications
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D7/00—Features of coating compositions, not provided for in group C09D5/00; Processes for incorporating ingredients in coating compositions
- C09D7/40—Additives
- C09D7/60—Additives non-macromolecular
- C09D7/61—Additives non-macromolecular inorganic
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D1/00—Processes for applying liquids or other fluent materials
- B05D1/02—Processes for applying liquids or other fluent materials performed by spraying
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B63—SHIPS OR OTHER WATERBORNE VESSELS; RELATED EQUIPMENT
- B63B—SHIPS OR OTHER WATERBORNE VESSELS; EQUIPMENT FOR SHIPPING
- B63B59/00—Hull protection specially adapted for vessels; Cleaning devices specially adapted for vessels
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K7/00—Use of ingredients characterised by shape
- C08K7/22—Expanded, porous or hollow particles
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D163/00—Coating compositions based on epoxy resins; Coating compositions based on derivatives of epoxy resins
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D5/00—Coating compositions, e.g. paints, varnishes or lacquers, characterised by their physical nature or the effects produced; Filling pastes
- C09D5/34—Filling pastes
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D7/00—Features of coating compositions, not provided for in group C09D5/00; Processes for incorporating ingredients in coating compositions
- C09D7/40—Additives
- C09D7/70—Additives characterised by shape, e.g. fibres, flakes or microspheres
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/22—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterised by the process of coating
- C23C14/34—Sputtering
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B12/00—Arrangements for controlling delivery; Arrangements for controlling the spray area
- B05B12/14—Arrangements for controlling delivery; Arrangements for controlling the spray area for supplying a selected one of a plurality of liquids or other fluent materials or several in selected proportions to a spray apparatus, e.g. to a single spray outlet
- B05B12/1418—Arrangements for controlling delivery; Arrangements for controlling the spray area for supplying a selected one of a plurality of liquids or other fluent materials or several in selected proportions to a spray apparatus, e.g. to a single spray outlet for supplying several liquids or other fluent materials in selected proportions to a single spray outlet
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B7/00—Spraying apparatus for discharge of liquids or other fluent materials from two or more sources, e.g. of liquid and air, of powder and gas
- B05B7/24—Spraying apparatus for discharge of liquids or other fluent materials from two or more sources, e.g. of liquid and air, of powder and gas with means, e.g. a container, for supplying liquid or other fluent material to a discharge device
- B05B7/26—Apparatus in which liquids or other fluent materials from different sources are brought together before entering the discharge device
- B05B7/28—Apparatus in which liquids or other fluent materials from different sources are brought together before entering the discharge device in which one liquid or other fluent material is fed or drawn through an orifice into a stream of a carrying fluid
- B05B7/32—Apparatus in which liquids or other fluent materials from different sources are brought together before entering the discharge device in which one liquid or other fluent material is fed or drawn through an orifice into a stream of a carrying fluid the fed liquid or other fluent material being under pressure
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G59/00—Polycondensates containing more than one epoxy group per molecule; Macromolecules obtained by polymerising compounds containing more than one epoxy group per molecule using curing agents or catalysts which react with the epoxy groups
- C08G59/18—Macromolecules obtained by polymerising compounds containing more than one epoxy group per molecule using curing agents or catalysts which react with the epoxy groups ; e.g. general methods of curing
- C08G59/40—Macromolecules obtained by polymerising compounds containing more than one epoxy group per molecule using curing agents or catalysts which react with the epoxy groups ; e.g. general methods of curing characterised by the curing agents used
- C08G59/44—Amides
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G59/00—Polycondensates containing more than one epoxy group per molecule; Macromolecules obtained by polymerising compounds containing more than one epoxy group per molecule using curing agents or catalysts which react with the epoxy groups
- C08G59/18—Macromolecules obtained by polymerising compounds containing more than one epoxy group per molecule using curing agents or catalysts which react with the epoxy groups ; e.g. general methods of curing
- C08G59/40—Macromolecules obtained by polymerising compounds containing more than one epoxy group per molecule using curing agents or catalysts which react with the epoxy groups ; e.g. general methods of curing characterised by the curing agents used
- C08G59/50—Amines
Landscapes
- Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Life Sciences & Earth Sciences (AREA)
- Wood Science & Technology (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Mechanical Engineering (AREA)
- Health & Medical Sciences (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Ocean & Marine Engineering (AREA)
- Combustion & Propulsion (AREA)
- Inorganic Chemistry (AREA)
- Metallurgy (AREA)
- Paints Or Removers (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
- Compositions Of Macromolecular Compounds (AREA)
- Adhesives Or Adhesive Processes (AREA)
- Processes Of Treating Macromolecular Substances (AREA)
- Epoxy Resins (AREA)
Abstract
Utilización de una masilla que presenta un componente de aglutinante, que contiene una o varias resinas epoxídicas, y un componente de endurecedor, que contiene uno o varios compuestos que contienen grupos NH, en procedimientos de procesamiento a máquina que comprenden los pasos (a) dosificar los componentes, (b) mezclar los componentes para formar una masa y (c) aplicar la masa sobre una base, caracterizada porque la composición contiene para la producción de la masilla 0,1 a 15 % en peso de cuerpos huecos de plástico, referido a la cantidad total de la composición.
Description
DESCRIPCIÓN
Composición para la producción de masillas y procedimiento para la producción y el procesamiento de masillas
La invención se refiere a composiciones para la producción de masillas que son apropiadas para la utilización en procesos de aplicación a máquina. La invención se refiere sobre todo a masillas para la preparación de superficies para el pintado, en particular para el pintado de alto brillo o «Wet-Look» de cascos de barco y superestructuras de barcos en la construcción de yates. Además, la invención se refiere a procedimientos para la producción y el procesamiento de estas masillas.
En la construcción de yates son particularmente deseables superficies externas, que sean altamente brillantes y reflectantes, de las superestructuras y del casco por encima de la línea de flotación. Para lograr esto, las bases, sobre las que se aplican los correspondientes sistemas de recubrimiento altamente brillantes, deben ser uniformes y lisas. Los barcos de mayor tamaño, a partir de una longitud de aproximadamente 50 metros se fabrican generalmente de chapas de acero, de modo que presentan marcas de trabajado típicas, como costuras de soldadura. Usualmente, todo el cuerpo de barco, incluyendo las superestructuras, es trabajado a mano antes de un pintado para lograr una superficie uniforme y libre de fallas. Para ello, las imperfecciones se rellenan por medio de aplicación de una masilla o un plaste. Después del curado del plaste, la superficie se lija hasta quedar lisa. Estos pasos de trabajo se repiten hasta alcanzar la calidad de la superficie requerida. El espesor de la capa de plaste depende de la rugosidad de la superficie. Para alcanzar la uniformidad y lisura requeridas pueden aplicarse capas de plaste de hasta varios centímetros de espesor.
En el caso de estos espesores de capa deben cumplirse con requisitos especiales. Para evitar una formación de fisuras en la capa de plaste, por ejemplo, en el caso de torsiones del casco de barco o fluctuaciones de temperatura, el plaste curado debe ser suficientemente elástico. Además, la densidad del plaste cumple un papel importante. Los plastes curados deben presentar una densidad relativamente baja para aumentar lo menos posible el peso total del barco con las cantidades de masillas empleadas.
Hasta ahora se emplean masillas de dos componentes a base de resinas epoxídicas. A estas se les añaden esferas huecas de vidrio como materiales de relleno ligeros para alcanzar una densidad entre 0,5 y 1 g/cm3. Sin embargo, estas masillas no pueden procesarse con las máquinas empleadas usualmente para el procesamiento de sistemas de dos componentes. Las máquinas de procesamiento usuales bombean los dos componentes desde sus respectivos depósitos de almacenamiento a una cámara de mezcla, los mezclan allí y luego descargan la mezcla de la máquina. Los modos de descarga usuales, como, por ejemplo, colada, deposición de orugas, pulverización hidráulica o apoyada con aire comprimido, son conocidos por el experto y habituales para este. Las presiones y fuerzas de cizallamiento actuantes en este caso sobre las masillas causan la destrucción de las esferas huecas de vidrio. Debido a esta destrucción se aumenta, por un lado, la densidad de la masilla, de modo que el plaste curado pasa a ser mucho más denso. Por otro lado, empeoran las propiedades mecánicas, por ejemplo, la elasticidad del plaste curado. Por lo tanto, los barcos se trabajan hasta ahora a mano en procedimientos que insumen mucho tiempo y son costosos.
Del documento EP 1103310, que también se publicó como DE 60034646, se conoce un procedimiento de aplicación a máquina, en el que se emplean masillas según US 5571312. Estas masillas de dos componentes a base de resinas epoxídicas contienen como material de relleno esferas huecas de cerámica, entre otros. Si bien estas son mecánicamente lo suficientemente resistentes, como para que se las pueda procesar a máquina sin destrucción, presentan una densidad significativamente mayor que esferas huecas de vidrio.
Por lo tanto, es objetivo de la presente invención poner a disposición masillas mejoradas que manteniendo sus propiedades deseadas superan las desventajas de masillas conocidas hasta ahora. Es objetivo en particular poner a disposición masillas, que pueden procesarse y aplicarse a máquina, y procedimientos de procesamiento correspondientemente apropiados.
Este objetivo se consigue por medio de la utilización de masillas según la reivindicación principal. El objetivo, en el que se basa la invención, se consigue, además, por medio de un procedimiento de procesamiento según la reivindicación 9, así como por medio de una composición según la reivindicación 14. Otras formas de fabricación de la invención se indican en las subreivindicaciones y la descripción.
Como plaste o masillas se denominan a continuación materiales de recubrimiento generalmente pigmentados y altamente rellenados que se emplean sobre bases de metal, madera o materiales compuestos con fibras para compensar imperfecciones de las superficies. Las masillas según la invención contienen un componente de aglutinante y un componente de endurecedor que se mezclan recién poco antes del procesamiento. El componente de aglutinante presenta en este caso una o varias resinas epoxídicas.
Son resinas epoxídicas apropiadas glicidil éteres del bisfenol A, glicidil éteres del bisfenol F, glicidil éteres del bisfenol A y F, resinas epoxídicas Novolac o resinas epoxídicas de baja viscosidad, como, p. ej., mono, di o poliglicildiléteres de alcoholes mono o polivalentes o polioles, y sus mezclas. Según la invención se prefieren glicidil éteres del bisfenol A, glicidil éteres del bisfenol F, glicidil éteres del bisfenol A y F, diglicidil éteres del hexandiol, diglicidil éteres del
butandiol y monoglicidil éteres de alcoholes con 12 a 14 átomos de carbono (alcoholes C12 a C14), así como sus mezclas.
En una forma de fabricación se emplean en este caso glicidil éteres del bisfenol A, denominados a continuación resinas de bisfenol A, en cantidades de 40 a 95 % en peso, preferiblemente 45 a 90 % en peso, en forma particularmente preferida 50 a 85 % en peso, en forma muy particularmente preferida 60 a 80 % en peso, en particular 70 a 73 % en peso, referido en cada caso a la masa del componente de aglutinante. En otra forma de fabricación se emplean en este caso glicidil éteres del bisfenol F, denominados a continuación resinas de bisfenol F, en cantidades de 40 a 95 % en peso, preferiblemente 45 a 90 % en peso, en forma particularmente preferida 50 a 85 % en peso, en forma muy particularmente preferida 60 a 80 % en peso, en particular 70 a 73 % en peso, referido en cada caso a la masa del componente de aglutinante. En otra forma de fabricación se emplean en este caso mezclas de glicidil éteres del bisfenol A y glicidil éteres del bisfenol F, denominados a continuación resinas de bisfenol A/F, en cantidades de 40 a 95 % en peso, preferiblemente 45 a 90 % en peso, en forma particularmente preferida 50 a 85 % en peso, en forma muy particularmente preferida 60 a 80 % en peso, en particular 70 a 73 % en peso, referido en cada caso a la masa del componente de aglutinante.
En otra forma de fabricación pueden emplearse adicionalmente resinas epoxídicas de baja viscosidad en cantidades de hasta 95 % en peso, preferiblemente 5 a 40 % en peso, en forma particularmente preferida 8 a 30 % en peso, en forma muy particularmente preferida 10 a 20 % en peso, en particular 11 a 14 % en peso, referido en cada caso a la masa del componente de aglutinante.
Según la invención se emplean en el componente de endurecedor uno o varios compuestos que contienen grupos NH, eligiéndose estos de manera tal que la masilla termina de reaccionar, respectivamente se endurece, completamente a temperatura ambiente. De esta manera se impide una reacción ulterior con calor o sobre un intervalo prolongado. En el caso de masillas no curadas completamente, un endurecimiento ulterior conduce a un aumento de la temperatura de transición vítrea Tg , por lo cual se reduce la capacidad de deformación del plaste curado. Los coeficientes de dilatación térmica diferentes del sustrato, por lo general acero, y del plaste producen tensiones mecánicas en la interfase entre el plaste curado y la base. La masilla también se contrae durante el curado, un proceso que usualmente se denomina contracción por reacción. Como consecuencia de la temperatura de transición vítrea aumentada aumentan de este modo considerablemente las tensiones mecánicas en la interfase entre el plaste y la base.
Según la invención son compuestos con contenido de grupos NH apropiados como endurecedores las aminas alifáticas y cicloalifáticas, amidas, amidoaminas y aminas aromáticas, así como sus mezclas. Son preferidas las aminas alifáticas, cicloalifáticas, amidoaminas y sus mezclas. En este caso se emplean compuestos con contenido de grupos NH en cantidades de 5 a 70 % en peso, preferiblemente 7 a 50 % en peso, en forma particularmente preferida 10 a 45 % en peso, en forma muy particularmente preferida 11 a 40 % en peso, en particular 13 a 30 % en peso, referido en cada caso a la masa del componente de endurecedor.
El componente de aglutinante y el componente de endurecedor se emplean en una relación molar de 0,5 : 1,5, preferiblemente de 0,7 : 1,3, en forma particularmente preferida de 0,8 : 1,2, en forma muy particularmente preferida 0,9 : 1,1, en particular 0,98 : 1,02, referido a la relación de grupos epoxídicos con respecto a hidrógenos activos de los grupos NH. En otra forma de fabricación se emplean el componente de aglutinante y de endurecedor en una relación de mezcla gravimétrica de 2 : 1 a 0,5 : 1, preferiblemente 1 : 1. En otra forma de fabricación se emplean el componente de aglutinante y de endurecedor en una relación de mezcla volumétrica de 2 : 1 a 0,5 : 1, preferiblemente 1 : 1.
En una forma de fabricación de la presente invención, la composición presenta resina de bisfenol A en el componente de aglutinante y aminas alifáticas y/o cicloalifáticas en el componente de endurecedor. En otra forma de fabricación, la composición según la invención presenta resina de bisfenol A en el componente de aglutinante y amidoaminas en el componente de endurecedor. En otra forma de fabricación, la composición según la invención presenta resina de bisfenol A en el componente de aglutinante y aminas alifáticas y/o cicloalifáticas, así como amidoaminas, en el componente de endurecedor.
En una forma de fabricación de la presente invención, la composición presenta resina de bisfenol A, así como diglicidil éteres del hexandiol, en el componente de aglutinante y aminas alifáticas y/o cicloalifáticas en el componente de endurecedor. En otra forma de fabricación, la composición según la invención presente resina de bisfenol A, así como diglicidil éteres del hexandiol, en el componente de aglutinante y amidoaminas en el componente de endurecedor. En otra forma de fabricación, la composición según la invención presenta resina de bisfenol A, así como diglicidil éteres del hexandiol, en el componente de aglutinante y aminas alifáticas y/o cicloalifáticas, así como amidoaminas, en el componente de endurecedor.
En una forma de fabricación de la presente invención, la composición presenta resina de bisfenol A, así como diglicidil éteres del butandiol, en el componente de aglutinante y aminas alifáticas y/o cicloalifáticas en el componente de endurecedor. En otra forma de fabricación, la composición según la invención presenta resina de bisfenol A, así como diglicidil éteres del butandiol, en el componente de aglutinante y amidoaminas en el componente de endurecedor. En otra forma de fabricación, la composición según la invención presenta resina de bisfenol A, así como diglicidil éteres
del butandiol, en el componente de aglutinante y aminas alifáticas y/o cicloalifáticas, así como amidoaminas, en el componente de endurecedor.
En una forma de fabricación de la presente invención, la composición presenta resina de bisfenol A, así monoglicidil éteres de alcoholes C12 a C14, en el componente de aglutinante y aminas alifáticas y/o cicloalifáticas en el componente de endurecedor. En otra forma de fabricación, la composición según la invención presenta resina de bisfenol A, así como monoglicidil éteres de alcoholes C12 a C14, en el componente de aglutinante y amidoaminas en el componente de endurecedor. En otra forma de fabricación, la composición según la invención presenta resina de bisfenol A, así como monoglicidil éteres de alcoholes C12 a C14, en el componente de aglutinante y aminas alifáticas y/o cicloalifáticas, así como amidoaminas, en el componente de endurecedor.
En una forma de fabricación de la presente invención, la composición presenta resina de bisfenol F en el componente de aglutinante y aminas alifáticas y/o cicloalifáticas en el componente de endurecedor. En otra forma de fabricación, la composición según la invención presenta resina de bisfenol F en el componente de aglutinante y amidoaminas en el componente de endurecedor. En otra forma de fabricación, la composición según la invención presenta resina de bisfenol F en el componente de aglutinante y aminas alifáticas y/o cicloalifáticas, así como amidoaminas, en el componente de endurecedor.
En una forma de fabricación de la presente invención, la composición presenta resina de bisfenol F, así como diglicidil éteres del hexandiol, en el componente de aglutinante y aminas alifáticas y/o cicloalifáticas en el componente de endurecedor. En otra forma de fabricación, la composición según la invención presenta resina de bisfenol F, así como diglicidil éteres del hexandiol, en el componente de aglutinante y amidoaminas en el componente de endurecedor. En otra forma de fabricación, la composición según la invención presenta resina de bisfenol F, así como diglicidil éteres del hexandiol, en el componente de aglutinante y aminas alifáticas y/o cicloalifáticas, así como amidoaminas, en el componente de endurecedor.
En una forma de fabricación de la presente invención, la composición presenta resina de bisfenol F, así como diglicidil éteres del butandiol, en el componente de aglutinante y aminas alifáticas y/o cicloalifáticas en el componente de endurecedor. En otra forma de fabricación, la composición según la invención presenta resina de bisfenol F, así como diglicidil éteres del butandiol, en el componente de aglutinante y amidoaminas en el componente de endurecedor. En otra forma de fabricación, la composición según la invención presenta resina de bisfenol F, así como diglicidil éteres del butandiol, en el componente de aglutinante y aminas alifáticas y/o cicloalifáticas, así como amidoaminas, en el componente de endurecedor.
En una forma de fabricación de la presente invención, la composición presenta resina de bisfenol F, así como monoglicidil éteres de alcoholes C12 a C14, en el componente de aglutinante y aminas alifáticas y/o cicloalifáticas en el componente de endurecedor. En otra forma de fabricación, la composición según la invención presenta resina de bisfenol F, así como monoglicidil éteres de alcoholes C12 a C14, en el componente de aglutinante y amidoaminas en el componente de endurecedor. En otra forma de fabricación, la composición según la invención presenta resina de bisfenol F, así como monoglicidil éteres de alcoholes C12 a C14, en el componente de aglutinante y aminas alifáticas y/o cicloalifáticas, así como amidoaminas, en el componente de endurecedor.
En una forma de fabricación de la presente invención, la composición presenta resinas de bisfenol A/F en el componente de aglutinante y aminas alifáticas y/o cicloalifáticas en el componente de endurecedor. En otra forma de fabricación, la composición según la invención presenta resinas de bisfenol A/F en el componente de aglutinante y amidoaminas en el componente de endurecedor. En otra forma de fabricación, la composición según la invención presenta resinas de bisfenol A/F en el componente de aglutinante y aminas alifáticas y/o cicloalifáticas, así como amidoaminas, en el componente de endurecedor.
En una forma de fabricación de la presente invención, la composición presenta resinas de bisfenol A/F, así como diglicidil éteres del hexandiol, en el componente de aglutinante y aminas alifáticas y/o cicloalifáticas en el componente de endurecedor. En otra forma de fabricación, la composición según la invención presenta resinas de bisfenol A/F, así como diglicidil éteres del hexandiol, en el componente de aglutinante y amidoaminas en el componente de endurecedor. En otra forma de fabricación, la composición según la invención presenta resinas de bisfenol A/F, así como diglicidil éteres del hexandiol, en el componente de aglutinante y aminas alifáticas y/o cicloalifáticas, así como amidoaminas, en el componente de endurecedor.
En una forma de fabricación de la presente invención, la composición presenta resinas de bisfenol A/F, así como diglicidil éteres del butandiol, en el componente de aglutinante y aminas alifáticas y/o cicloalifáticas en el componente de endurecedor. En una otra de fabricación, la composición según la invención presenta resinas de bisfenol A/F, así como diglicidil éteres del butandiol, en el componente de aglutinante y amidoaminas en el componente de endurecedor. En otra forma de fabricación, la composición según la invención presenta resinas de bisfenol A/F, así como diglicidil éteres del butandiol, en el componente de aglutinante y aminas alifáticas y/o cicloalifáticas, así como amidoaminas, en el componente de endurecedor.
En una forma de fabricación de la presente invención, la composición presenta resinas de bisfenol A/F, así como monoglicidil éteres de alcoholes C12 a C14, en el componente de aglutinante y aminas alifáticas y/o cicloalifáticas en el componente de endurecedor. En otra forma de fabricación, la composición según la invención presenta resinas de bisfenol A/F, así como monoglicidil éteres de alcoholes C12 y C14, en el componente de aglutinante y amidoaminas en el componente de endurecedor. En otra forma de fabricación, la composición según la invención presenta resinas de bisfenol A/F, así como monoglicidil éteres de alcoholes C12 a C14, en el componente de aglutinante y aminas alifáticas y/o cicloalifáticas, así como amidoaminas, en el componente de endurecedor.
Las composiciones según la invención contienen, además, cuerpos huecos de plástico, en cantidades de hasta 15 % en peso, preferiblemente 0,2 a 12 % en peso, en forma particularmente preferida 0,4 a 5 % en peso, en forma muy particularmente preferida 0,7 a 4 % en peso, en particular 1,5 a 2 % en peso, referido en cada caso a la masa total de la masilla. En este caso, los cuerpos huecos pueden añadirse al componente de aglutinante o al componente de endurecedor, o a ambos componentes. Preferiblemente, ambos componentes contienen cuerpos huecos.
Son cuerpos huecos apropiados preferiblemente las esferas huecas, en particular esferas huecas con un diámetro exterior de en promedio 20 a 200 pm, preferiblemente 25 a 100 pm, en forma particularmente preferida de 30 a 60 pm. Las medidas de las esferas se determinaron en este caso mediante la difracción láser (dispersión de luz de láser de ángulo pequeño LALLS), uno de los procedimientos usuales para la determinación del tamaño de partícula. Las esferas huecas presentan, además, una densidad de 0,005 a 0,8 g/cm3, preferiblemente de 0,01 a 0,5 g/cm3, en forma particularmente preferida de 0,02 a 0,03 g/cm3. La densidad de las esferas huecas se en este caso mediante un instrumento de medición de picnómetro de doble cámara.
La densidad de las masillas según la invención alcanza, por consiguiente, 0,25 a 1,5 g/cm3, preferiblemente 0,3 a 1,2 g/cm3, en forma particularmente preferida 0,5 a 1 g/cm3.
A diferencia de las esferas huecas de vidrio empleadas hasta ahora, las esferas huecas de plástico empleadas según la invención son mecánicamente claramente más resistentes. Debido a su compresibilidad y elasticidad son resistentes al cizallamiento y a la presión. Si se las comprime en máquinas de procesamiento, como, por ejemplo, en bombas de alimentación o boquillas de pulverización, meramente se las deforma, a diferencia de las esferas huecas de vidrio que son aplastadas y destruidas. En forma particularmente preferida se emplean esferas huecas de plástico que se deforman elásticamente, es decir, que las esferas vuelven a adquirir su forma original al dejar de ser aliviadas. El plaste vuelve a obtener así, después de la aplicación a máquina, la densidad ajustada y se cura de manera deseada. Para la producción de las esferas huecas de plástico empleadas según la invención se utilizan plásticos termoplásticos, como, por ejemplo, copolímeros de acrilonitrilo-metacrilonitrilo-metilmetacrilato o copolímeros de acryilonitrilovinilidencloruro-metilmetacrilato.
Otra ventaja de las masillas según la invención es su mejor lijabilidad. A diferencia de las esferas huecas de vidrio empleadas hasta ahora, las esferas huecas de plástico según la invención son notablemente más blandas, de modo que debe aplicarse menos fuerza para lijar el plaste endurecido.
La combinación según la invención de aglutinante y endurecedor da como resultado una mayor elasticidad del plaste curado. Sorprendentemente, la adición según la invención de esferas huecas de plástico no solo da como resultado una estabilidad mecánica mejorada de las masillas, sino un aumento adicional de la elasticidad del plaste curado. Por lo tanto, los plastes según la invención pueden seguir mejor los cambios por dilatación del cuerpo de barco, como, por ejemplo, los que son causados por fluctuaciones de temperatura, y muestran, por consiguiente, una significativamente menor tendencia a la formación de fisuras.
En otra forma de fabricación, la composición según la invención presenta, además, uno o varios materiales de relleno. La cantidad de los materiales de relleno empleados depende de la densidad del material de relleno y de la rigidez deseada de la masilla. Según la invención se emplean cantidades de hasta 90 % en peso, preferiblemente hasta 80 % en peso, en forma particularmente preferida hasta 40 % en peso, referido en cada caso a la masa total de la masilla.
Son materiales de relleno apropiados el talco, cuarzo molido, la caolinita, dolomita, el sulfato de bario, carbonato de calcio, la calcita, cristobalita molida, tierra de diatomeas, wollastonita molida y sus mezclas. Según la invención se emplean preferiblemente talco, carbonato de calcio, sulfato de bario, cuarzo molido, caolinita y/o dolomita.
La composición según la invención puede presentar, además, uno o varios de los pigmentos conocidos por el experto y habituales para este. Preferiblemente se emplean pigmentos inorgánicos, como, por ejemplo, dióxido de titanio, óxidos de hierro, hidróxidos de hierro u óxidos de cromo.
La composición según la invención puede presentar, además, uno o varios aditivos conocidos por el experto y habituales para este, como, por ejemplo, ceras, tamiz molecular, agentes antiespumantes, agentes para la eliminación de aire, aditivos de reología, como aceite de ricino hidrogenado y sílice pirógena, plastificantes, como, por ejemplo, resinas de hidrocarburos o alcohol bencílico, aditivos dispersantes, acelerantes, aditivos superficiales, aditivos de fluidez y aditivos reticuladores.
En una forma de fabricación preferida, las masillas según la invención comprenden un componente de aglutinante A y un componente de endurecedor B, conteniendo el componente A
- 40 a 95 % en peso de resinas de bisfenol
- hasta 15 % en peso de agentes de tixotropización
- hasta 80  en peso de pigmentos
en peso de pigmentos
- hasta 80  en peso de materiales de relleno
en peso de materiales de relleno
- hasta 95 % en peso de resinas epoxídicas de baja viscosidad, referido en cada caso a la masa total del componente A, y conteniendo el componente B
- 7 a 50 % en peso de aminas y/o amidoaminas
- hasta 20 en peso de plastificantes
- hasta 80 en peso de pigmentos
- hasta 80  en peso de material de relleno
en peso de material de relleno
- hasta 15 % en peso de agentes de tixotropización, referido en cada caso a la masa total del componente Además, las masillas contienen 0,2 a 12 % en peso de esferas huecas de plástico, referido a la masa total de masilla, adicionándose las esferas huecas al componente A o al componente B, o a ambos componentes A y B.
En forma particularmente preferida, el componente A contiene
- 50 a 85 % en peso de resinas de bisfenol
- 1 a 10 % en peso de agentes de tixotropización
- hasta 60 % en peso de pigmentos
- hasta 60 % en peso de materiales de relleno
- hasta 50 % en peso de resinas epoxídicas de baja viscosidad, referido en cada caso a la masa total del componente A, y el componente B contiene
- 10 a 45 % en peso de aminas y/o amidoaminas
- hasta 10 % en peso de plastificantes
- hasta 60 % en peso de pigmentos
- hasta 80 % en peso de material de relleno
- 1 a 10 % en peso de agentes de tixotropización, referido en cada caso a la masa total del componente B.
Además, las masillas contienen 0,4 a 8 % en peso de esferas huecas de plástico, referido a la masa total de masilla, adicionándose las esferas huecas al componente A o B, o a ambos componentes A y B.
Los plastes según la invención son particularmente elásticos, de modo que casi no conforman fisuras en el caso de movimientos de la base. Son mecánicamente resistentes, en particular resistentes a cizallamiento y compresión, de modo que se los puede procesar, en particular bombear, mezclar y aplicar a máquina, sin menoscabo de sus propiedades. Además, muestran, a diferencia de los plastes conocidos que contienen esferas huecas de vidrio, una lijabilidad y fresabilidad mejoradas.
El objetivo, en el que se basa la invención, se consigue también por medio de la utilización de composiciones según la invención en procedimientos de procesamiento que presentan al menos un paso de procedimiento que se ejecuta mediante una máquina. A continuación, se entiende por procesamiento de las masillas la producción por medio de dosificación del componente de aglutinante y del componente de endurecedor, mezclado de los componentes para formar una masa homogénea y la aplicación, a continuación de ello, de la masilla sobre la base a recubrir. El componente de aglutinante y el componente de endurecedor pueden estar coloreados diferentemente en este caso para tener en la mezcla de ambos componentes una indicación para la homogeneidad de la mezcla.
En una forma de fabricación particular, las composiciones según la invención se utilizan en particular para la aplicación a máquina sobre cascos de barco y superestructuras de barco. Las masillas son, por un lado, resistentes al cizallamiento y a la compresión, y muestran, por otro lado, la fluidez necesaria, de modo que se las puede bombear y aplicar en máquinas correspondientes, sin menoscabo de sus propiedades.
Además, el objetivo, en el que se basa la invención, se consigue por medio de un procedimiento para el procesamiento a máquina de las masillas. Hasta ahora, las masillas empleadas en la construcción de yates se procesan a mano, respectivamente manualmente. Para ello, los componentes de la masilla se introducen con la relación de mezcla correcta en un depósito y se los mezcla a mano. La masilla mezclada se acarrea luego en cubos o recipientes similares al lugar de trabajo en el barco. Allí, la masilla se aplica a mano con cucharones, maderas, espátulas anchas o espátulas angostas sobre la cubierta exterior del casco de barco y a continuación se la alisa y ecualiza también a mano. Después del curado, la superficie de la capa de plaste aplicada se lija y/o se fresa hasta el contorno. Estos procedimientos de procesamiento insumen mucho trabajo y son muy costosos. Aparte de ello, son proclives a error. El mezclado manual de los componentes en un depósito abierto ocasiona mezclas con aire que forman inclusiones de aire en el plaste curado. En el lijado, estas inclusiones se abren por el lijado y producen poros sobre la superficie que deben volver a repararse. Las inclusiones de aire que se encuentran a mayor profundidad en la capa de plaste y que no se descubren son puntos débiles en la estructura de recubrimiento que pueden causar daños y roturas en la pintura del barco terminada. Además, en la aplicación a mano se producen frecuentemente grandes diferencias en los espesores de
capa aplicados que deben quitarse y ecualizarse por medio de lijado. Sobre todo en los lugares, en los que se aplica la herramienta nuevamente, se forman aristas que deben quitarse y ecualizarse por medio de lijado o fresado. Dado que los plastes empleados hasta ahora son muy duros, el lijado y fresado conlleva una aplicación de fuerza correspondientemente elevada.
El procedimiento según la invención para el procesamiento de las masillas a máquina presenta los siguientes pasos:
(a) el componente de aglutinante y el componente de endurecedor se bombean a una cámara de mezcla, dosificándose las cantidades de manera tal que se obtiene la relación de mezcla deseada,
(b) los dos componentes se mezclan en la cámara de mezcla para formar una masilla,
(c) la masilla se descarga de la cámara de mezcla,
(d) la masilla se aplica sobre una base,
(e) la masilla aplicada se cura para formar un plaste,
(f) la superficie del plaste curado se alisa por medio de lijado o fresado.
En el procedimiento según la invención, las masillas empleadas presentan las siguientes características:
- módulo de elasticidad (medido a 23 °C) en el rango de 500 a 2100 MPa, preferiblemente 500 a 1500 MPa; - alargamiento de rotura (medido a 23 °C) en el rango de 3 a 4 %, preferiblemente 2 a 4 %;
- resistencia a la tracción (medida a 23 °C) en el rango de 7 a 17 MPa, preferiblemente 7 a 15 MPA;
- Densidad en el rango de 0,5 a 1 g/cm3;
- Coeficiente de dilatación térmica lineal en el rango de 0,5*10'9 a 1,5*10-9 K-1;
- Dureza Shore D en el rango de 60 a 72, preferiblemente 60 a 70;
- temperatura de transición vítrea en el rango de 30 a 45 °C.
Para obtener una superficie que sea los más plana y lisa posible pueden repetirse los pasos (c) a (f) múltiples veces, dado el caso. Además, pueden emplearse componentes de aglutinante y componentes de endurecedor coloreados diferentemente para tener en la mezcla de ambos componentes una indicación para la homogeneidad de la mezcla.
En una forma de fabricación preferida, la masilla no solo se descarga a máquina de la cámara de mezcla, sino que se aplica a máquina sobre la base. La aplicación de las masillas puede tener lugar, por ejemplo, por medio de colada, deposición de orugas, pulverización hidráulica o apoyada con aire comprimido. Las masillas se aplican preferiblemente según la invención por medio de pulverización. Son equipos adecuados para la realización de los procedimientos según la invención, por ejemplo, los equipos de rociado Airless para sistemas de dos componentes que son conocidos por el experto y habituales para este. En estos equipos, el componente de endurecedor y el de aglutinante se bombean bajo altas presiones desde sus respectivos depósitos de almacenamiento a la cámara de mezcla, y desde allí se los descarga bajo alta presión a través de una boquilla de pulverización. Los equipos de rociado trabajan con presiones de hasta 600 bar. Generalmente se trabaja a presiones entre 50 y 300 bar.
Una masilla según la invención puede aplicarse con el procedimiento según la invención en forma considerablemente más rápida y uniforme de lo que sería posible a mano. La masilla se aplica en ese caso con un espesor de capa de 0,5 a 50 mm, preferiblemente de 1 a 10 mm, en forma particularmente preferida de 2 a 5 mm.
El procedimiento según la invención es particularmente apropiado para el recubrimiento de cascos de barco y superestructuras de barco. Es apropiado para el trabajado de bases de los materiales empleados usualmente en la construcción de barcos, como, por ejemplo, metal, madera y materiales compuestos con fibras.
Para obtener el aspecto deseado de la superficie, las superficies obtenidas según el procedimiento según la invención se continúan trabajando con los procedimientos conocidos por el experto y habituales para este. Por ejemplo, la superficie se remueve primeramente con una espátula fina después del lijado y/o fresado para cerrar inclusiones de aire y poros aún existentes. A continuación, se aplica una imprimación rellenante. Luego se aplican pinturas de acabado o pinturas de base que dan color que se recubren con barnices transparentes.
La presente invención se refiere también a un casco de barco que se recubrió con el procedimiento según la invención.
Ejemplos
E m l 1: R n l inv n i n
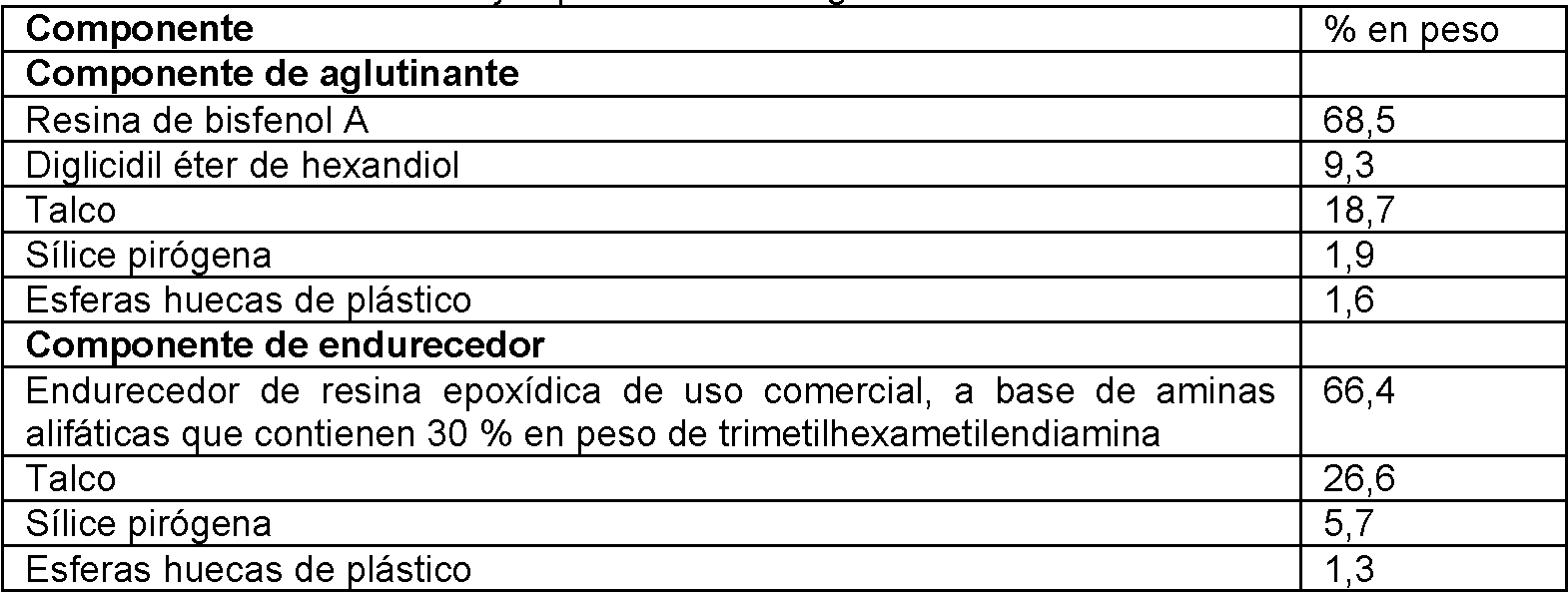
Eem lo 2: Receta de com aración

Los componentes de aglutinante y de endurecedor de los ejemplo 1 y 2 se mezclaron en una relación de mezcla molar de 1 : 1 para formar una masa homogénea y libre de burbujas, luego se aplicó a mano sobre una probeta y se curó durante 24 horas a temperatura ambiente. En un primer ensayo se mezclaron los componentes de aglutinante y de endurecedor a mano, en un segundo ensayo se mezclaron los componentes a máquina mediante una máquina mezcladora de masilla Bonsink. La densidad del plaste curado se determina con el procedimiento de picnómetro usual para la medición de densidad de cuerpos sólidos. Los resultados están resumidos en la tabla 1.
Tabla 1:

Claims (15)
- REIVINDICACIONESi. Utilización de una masilla que presenta un componente de aglutinante, que contiene una o varias resinas epoxídicas, y un componente de endurecedor, que contiene uno o varios compuestos que contienen grupos NH, en procedimientos de procesamiento a máquina que comprenden los pasos (a) dosificar los componentes, (b) mezclar los componentes para formar una masa y (c) aplicar la masa sobre una base, caracterizada porque la composición contiene para la producción de la masilla 0,1 a 15 % en peso de cuerpos huecos de plástico, referido a la cantidad total de la composición.
- 2. Utilización según la reivindicación 1, caracterizada porque los cuerpos huecos de plástico en la masilla empleada son esferas huecas.
- 3. Utilización según las reivindicaciones 1 o 2, caracterizada porque los cuerpos huecos de plástico en la masilla empleada presentan una densidad, que se determina mediante un instrumento de medición de picnómetro de doble cámara, de 0,005 a 0,8 g/cm3, preferiblemente 0,01 a 0,5 g/cm3, en forma particularmente preferida 0,02 a 0,03 g/cm3.
- 4. Utilización según una de las reivindicaciones precedentes, caracterizada porque las resinas epoxídicas del componente de aglutinante de la masilla empleada están seleccionadas del grupo que contiene glicidil éteres del bisfenol A, glicidil éteres del bisfenol F, glicidil éteres del bisfenol A y F, resinas epoxídicas Novolac y resinas epoxídicas de baja viscosidad, así como sus mezclas.
- 5. Utilización según una de las reivindicaciones precedentes, caracterizada porque los compuestos que contienen grupos NH del componente de endurecedor de la masilla empleada están seleccionados del grupo que contiene aminas alifáticas y cicloalifáticas, amidas, amidoaminas y aminas aromáticas, así como sus mezclas.
- 6. Utilización según una de las reivindicaciones precedentes, caracterizada porque la masilla empleada presenta un componente de aglutinante y un componente de endurecedor en la relación molar de 0,5 : 1,5 referida a la relación de grupos epoxi con respecto a hidrógenos activos de los grupos NH.
- 7. Utilización de la masilla en procedimientos de procesamiento a máquina según una de las reivindicaciones precedentes, caracterizada porque el paso de procedimiento (c) o los pasos de procedimiento (b) y (c) se ejecutan mediante una máquina.
- 8. Utilización de la masilla en procedimientos de procesamiento a máquina según una de las reivindicaciones precedentes para el recubrimiento de cascos de barco y/o superestructuras de barco.
- 9. Procedimiento para el procesamiento a máquina de masillas que presentan un componente de aglutinante, que contiene una o varias resinas epoxídicas, y un componente de endurecedor, que contiene uno o varios compuestos que contienen grupos NH, conteniendo el componente de aglutinante y/o el componente de endurecedor 0,1 a 15 % en peso de cuerpos huecos de plástico, referido a la cantidad total de la composición, que presenta los pasos(a) el componente de aglutinante y el componente de endurecedor se bombean en una relación de mezcla seleccionada a una cámara de mezcla,(b) los dos componentes se mezclan en la cámara de mezcla para formar una masilla,(c) la masilla se descarga de la cámara de mezcla,(d) la masilla se aplica sobre una base,(e) la masilla aplicada se cura para formar un plaste,(f) la superficie del plaste curado se alisa.
- 10. Procedimiento según la reivindicación 9, caracterizado porque sobre la superficie lijada se aplican otros recubrimientos o sistemas de recubrimiento.
- 11. Procedimiento según las reivindicaciones 9 o 10, caracterizado porque en el paso (d) la masilla se aplica sobre la base mediante pulverización.
- 12. Procedimiento según una de las reivindicaciones 9 a 11, caracterizado porque las bases son cascos de barco y/o superestructuras de barco.
- 13. Casco de barco con masillas recubierto según una de las reivindicaciones 1 a 8.
- 14. Composición para la producción de una masilla que contiene un componente de aglutinante y un componente de endurecedor, caracterizada porque la masilla empleada contiene- 40 a 95 % en peso de resinas epoxídicas, referido a la masa total del componente de aglutinante, - 5 a 70 % en peso de compuestos que contienen grupos NH, referido a la masa total del componente de endurecedor, y- 0,1 a 15 % en peso de cuerpos huecos de plástico, referido a la masa total de la masilla, presentando los cuerpos huecos de plástico una densidad, determinada mediante un instrumento de medición de picnómetro de doble cámara, de 0,005 a 0,8 g/cm3.
- 15. Composición según la reivindicación 14, caracterizada porque el componente de aglutinante presenta glicidil éter del bisfenol A, glicidil éter del bisfenol F o sus mezclas, y el componente de endurecedor presenta aminas alifáticas o cicloalifática, amidas, amidoaminas o sus mezclas.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102013007917.9A DE102013007917A1 (de) | 2013-05-10 | 2013-05-10 | Zusammensetzung zur Herstellung von Spachtelmassen und Verfahren zur Herstellung und Verarbeitung der Spachtelmassen |
| PCT/DE2014/000240 WO2014180463A2 (de) | 2013-05-10 | 2014-05-12 | Zusammensetzung zur herstellung von spachtelmassen und verfahren zur herstellung und verarbeitung der spachtelmassen |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| ES2897768T3 true ES2897768T3 (es) | 2022-03-02 |
Family
ID=50932927
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| ES14729576T Active ES2897768T3 (es) | 2013-05-10 | 2014-05-12 | Composición para la producción de masillas y procedimiento para la producción y el procesamiento de masillas |
Country Status (17)
| Country | Link |
|---|---|
| US (2) | US10076768B2 (es) |
| EP (1) | EP2994512B1 (es) |
| CN (2) | CN105246988A (es) |
| AU (1) | AU2014263924B2 (es) |
| CA (1) | CA2907611C (es) |
| CL (1) | CL2015003241A1 (es) |
| DE (1) | DE102013007917A1 (es) |
| DK (1) | DK2994512T3 (es) |
| ES (1) | ES2897768T3 (es) |
| HK (1) | HK1215958A1 (es) |
| HR (1) | HRP20211679T1 (es) |
| MX (1) | MX379039B (es) |
| MY (1) | MY197906A (es) |
| NZ (1) | NZ714432A (es) |
| SG (1) | SG11201508135QA (es) |
| WO (1) | WO2014180463A2 (es) |
| ZA (1) | ZA201506701B (es) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ES2935808T3 (es) | 2018-12-20 | 2023-03-10 | Akzo Nobel Coatings Int Bv | Proceso para aplicar mediante pulverización una composición de recubrimiento de relleno de dos componentes no acuosa sobre un sustrato |
Family Cites Families (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3202491A1 (de) | 1982-01-27 | 1983-08-04 | Hoechst Ag, 6230 Frankfurt | Kalthaertende spachtel-, anstrich- und kittmassen |
| US5143296A (en) * | 1991-02-19 | 1992-09-01 | Pmc, Inc. | Pneumatic spray gun |
| US5571312A (en) | 1992-07-28 | 1996-11-05 | Cresco Inc., Sa. | Environmentally safe epoxy adhesive-copper hull coating and method |
| US6733472B1 (en) | 1997-04-14 | 2004-05-11 | Baxter International Inc. | Sealant applicator tip and application method |
| JP2938837B2 (ja) * | 1998-01-22 | 1999-08-25 | 株式会社フジックス | 凹凸面を有する被塗装物の下地ごしらえ塗装方法 |
| DE19909270A1 (de) * | 1999-03-03 | 2000-09-07 | Henkel Teroson Gmbh | Hitzehärtbarer, thermisch expandierbarer Formkörper |
| JP2001064481A (ja) * | 1999-08-24 | 2001-03-13 | Kansai Putty Kako Kk | 可撓性エポキシパテ組成物 |
| US6365221B1 (en) | 1999-11-23 | 2002-04-02 | Visions East, Inc. | Computer controlled method and apparatus for fairing and painting of marine vessel surfaces |
| WO2002016519A2 (en) * | 2000-08-25 | 2002-02-28 | J.C. Hempel's Skibsfarve-Fabrik A/S | Method for thermally insulating oil and gas pipes and paint compositions for coating the inner surface of oil and gas pipes |
| DE10150601A1 (de) * | 2001-10-12 | 2003-04-24 | Pci Augsburg Gmbh | Zweikomponentige Zusammensetzung zur Abdichtung von Bauwerken und Bauteilen |
| CN1875056B (zh) * | 2003-11-04 | 2013-10-16 | 亨斯迈先进材料(瑞士)有限公司 | 双组分可固化组合物 |
| JP5281901B2 (ja) * | 2007-02-13 | 2013-09-04 | 株式会社カネカ | 硬化性組成物 |
| WO2011013010A2 (en) * | 2009-07-31 | 2011-02-03 | Pro Form Products Limited | Body filler dispenser |
| CN101987928A (zh) | 2009-08-04 | 2011-03-23 | 庞贝捷涂料(上海)有限公司 | 一种新型高效的隔热涂料 |
| CN101885941B (zh) * | 2010-08-20 | 2012-01-25 | 湖南先悦科技有限公司 | 一种水下环氧树脂涂料及其制备方法 |
| IT1404614B1 (it) * | 2010-09-17 | 2013-11-29 | 4V Coatings S R L | Rivestimento multistrato anti-impatto |
-
2013
- 2013-05-10 DE DE102013007917.9A patent/DE102013007917A1/de not_active Ceased
-
2014
- 2014-05-12 DK DK14729576.0T patent/DK2994512T3/da active
- 2014-05-12 EP EP14729576.0A patent/EP2994512B1/de active Active
- 2014-05-12 US US14/889,860 patent/US10076768B2/en active Active
- 2014-05-12 SG SG11201508135QA patent/SG11201508135QA/en unknown
- 2014-05-12 MX MX2015015544A patent/MX379039B/es unknown
- 2014-05-12 CN CN201480025397.8A patent/CN105246988A/zh active Pending
- 2014-05-12 CA CA2907611A patent/CA2907611C/en active Active
- 2014-05-12 MY MYPI2015703675A patent/MY197906A/en unknown
- 2014-05-12 HR HRP20211679TT patent/HRP20211679T1/hr unknown
- 2014-05-12 ES ES14729576T patent/ES2897768T3/es active Active
- 2014-05-12 CN CN201910282486.5A patent/CN110003704A/zh active Pending
- 2014-05-12 WO PCT/DE2014/000240 patent/WO2014180463A2/de not_active Ceased
- 2014-05-12 AU AU2014263924A patent/AU2014263924B2/en active Active
- 2014-05-12 HK HK16103893.4A patent/HK1215958A1/zh unknown
- 2014-05-12 NZ NZ714432A patent/NZ714432A/en unknown
-
2015
- 2015-09-10 ZA ZA2015/06701A patent/ZA201506701B/en unknown
- 2015-11-04 CL CL2015003241A patent/CL2015003241A1/es unknown
-
2018
- 2018-07-30 US US16/048,349 patent/US10702886B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| WO2014180463A3 (de) | 2014-12-31 |
| MX379039B (es) | 2025-03-11 |
| CA2907611C (en) | 2019-02-26 |
| US10702886B2 (en) | 2020-07-07 |
| MX2015015544A (es) | 2016-02-09 |
| US20180333744A1 (en) | 2018-11-22 |
| SG11201508135QA (en) | 2015-12-30 |
| DE102013007917A1 (de) | 2014-11-13 |
| ZA201506701B (en) | 2017-01-25 |
| EP2994512A2 (de) | 2016-03-16 |
| HK1215958A1 (zh) | 2016-09-30 |
| NZ714432A (en) | 2017-01-27 |
| US20160090503A1 (en) | 2016-03-31 |
| CN110003704A (zh) | 2019-07-12 |
| MY197906A (en) | 2023-07-24 |
| AU2014263924B2 (en) | 2016-11-03 |
| AU2014263924A1 (en) | 2015-12-10 |
| EP2994512B1 (de) | 2021-08-18 |
| US10076768B2 (en) | 2018-09-18 |
| CA2907611A1 (en) | 2014-11-13 |
| HRP20211679T1 (hr) | 2022-03-04 |
| DK2994512T3 (da) | 2021-11-15 |
| CN105246988A (zh) | 2016-01-13 |
| CL2015003241A1 (es) | 2016-08-19 |
| WO2014180463A2 (de) | 2014-11-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN111040700A (zh) | 一种高强度混凝土修补用环氧胶泥 | |
| CA2352396C (en) | Low temperature curing, sag-resistant epoxy primer | |
| JP2019116585A (ja) | 補強用エポキシ樹脂組成物及びその硬化物 | |
| ES2897768T3 (es) | Composición para la producción de masillas y procedimiento para la producción y el procesamiento de masillas | |
| WO2017181323A1 (en) | Epoxy modified cement composition | |
| AU2022200977B2 (en) | Glycerol-based epoxy resins | |
| HK40004150A (en) | Composition for producing fillers and method for producing and processing the fillers | |
| ES2935808T3 (es) | Proceso para aplicar mediante pulverización una composición de recubrimiento de relleno de dos componentes no acuosa sobre un sustrato | |
| EP2627456B1 (en) | Lightweight terrazzo surface composition | |
| JPS60168718A (ja) | 水中施工用エポキシ樹脂組成物 | |
| CN106587725A (zh) | 一种用于大型设备基础的高强减振环氧砂浆及其制备方法 | |
| KR100965548B1 (ko) | 무용제 폴리우레탄 도막재용 폴리올수지 조성물, 이의 제조방법, 무용제 폴리우레탄 도막재 조성물, 및 이를 사용한 시공방법 | |
| BR112021011190B1 (pt) | Processo de aplicação de composição de revestimento de enchimento com dois componentes não aquosa | |
| JP7822067B2 (ja) | 二液型エポキシ樹脂組成物 | |
| US20240228778A1 (en) | Ultra-light epoxy composition |