ES2900252T3 - Artículos autoadhesivos y su uso para adherir al papel pintado de virutas de madera - Google Patents
Artículos autoadhesivos y su uso para adherir al papel pintado de virutas de madera Download PDFInfo
- Publication number
- ES2900252T3 ES2900252T3 ES16782210T ES16782210T ES2900252T3 ES 2900252 T3 ES2900252 T3 ES 2900252T3 ES 16782210 T ES16782210 T ES 16782210T ES 16782210 T ES16782210 T ES 16782210T ES 2900252 T3 ES2900252 T3 ES 2900252T3
- Authority
- ES
- Spain
- Prior art keywords
- weight
- adhesive
- pressure
- sensitive adhesive
- adhesive layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000000853 adhesive Substances 0.000 title claims abstract description 180
- 239000002023 wood Substances 0.000 title claims description 17
- 230000001070 adhesive effect Effects 0.000 claims abstract description 147
- 239000010410 layer Substances 0.000 claims abstract description 130
- 229920001400 block copolymer Polymers 0.000 claims abstract description 100
- 239000004820 Pressure-sensitive adhesive Substances 0.000 claims abstract description 90
- 229920005989 resin Polymers 0.000 claims abstract description 87
- 239000011347 resin Substances 0.000 claims abstract description 87
- 238000012360 testing method Methods 0.000 claims abstract description 66
- 239000006260 foam Substances 0.000 claims abstract description 62
- 239000004840 adhesive resin Substances 0.000 claims abstract description 32
- 229920006223 adhesive resin Polymers 0.000 claims abstract description 32
- 229920006216 polyvinyl aromatic Polymers 0.000 claims abstract description 30
- 239000000654 additive Substances 0.000 claims abstract description 25
- 101000771640 Homo sapiens WD repeat and coiled-coil-containing protein Proteins 0.000 claims abstract description 23
- 102100029476 WD repeat and coiled-coil-containing protein Human genes 0.000 claims abstract description 23
- 239000000463 material Substances 0.000 claims abstract description 22
- KAKZBPTYRLMSJV-UHFFFAOYSA-N Butadiene Chemical compound C=CC=C KAKZBPTYRLMSJV-UHFFFAOYSA-N 0.000 claims abstract description 20
- 229910052799 carbon Inorganic materials 0.000 claims abstract description 20
- 239000013032 Hydrocarbon resin Substances 0.000 claims abstract description 15
- 229920006270 hydrocarbon resin Polymers 0.000 claims abstract description 15
- 102100023127 Keratin, type I cuticular Ha2 Human genes 0.000 claims abstract description 13
- 101150114570 Krt32 gene Proteins 0.000 claims abstract description 13
- 101150050540 KRT31 gene Proteins 0.000 claims abstract description 9
- 102100023131 Keratin, type I cuticular Ha1 Human genes 0.000 claims abstract description 9
- 238000007906 compression Methods 0.000 claims abstract description 5
- 230000006835 compression Effects 0.000 claims abstract description 5
- 238000007373 indentation Methods 0.000 claims abstract 2
- 239000000203 mixture Substances 0.000 claims description 59
- 239000005062 Polybutadiene Substances 0.000 claims description 32
- 229920002857 polybutadiene Polymers 0.000 claims description 32
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Chemical compound C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 claims description 20
- 239000004014 plasticizer Substances 0.000 claims description 11
- 239000000155 melt Substances 0.000 claims description 10
- 238000004026 adhesive bonding Methods 0.000 claims description 8
- 239000011505 plaster Substances 0.000 claims description 8
- 238000006116 polymerization reaction Methods 0.000 claims description 8
- 238000005253 cladding Methods 0.000 claims 1
- 229920001971 elastomer Polymers 0.000 description 33
- 239000000806 elastomer Substances 0.000 description 30
- 239000000758 substrate Substances 0.000 description 28
- 238000009472 formulation Methods 0.000 description 24
- 238000000034 method Methods 0.000 description 20
- 229920000428 triblock copolymer Polymers 0.000 description 19
- 229920002554 vinyl polymer Polymers 0.000 description 18
- -1 polypropylenes Polymers 0.000 description 17
- 230000008569 process Effects 0.000 description 17
- 229920006030 multiblock copolymer Polymers 0.000 description 16
- 239000012790 adhesive layer Substances 0.000 description 13
- 125000003118 aryl group Chemical group 0.000 description 13
- 229920000359 diblock copolymer Polymers 0.000 description 13
- 230000009477 glass transition Effects 0.000 description 13
- 229920000642 polymer Polymers 0.000 description 13
- RSWGJHLUYNHPMX-UHFFFAOYSA-N Abietic-Saeure Natural products C12CCC(C(C)C)=CC2=CCC2C1(C)CCCC2(C)C(O)=O RSWGJHLUYNHPMX-UHFFFAOYSA-N 0.000 description 12
- KHPCPRHQVVSZAH-HUOMCSJISA-N Rosin Natural products O(C/C=C/c1ccccc1)[C@H]1[C@H](O)[C@@H](O)[C@@H](O)[C@@H](CO)O1 KHPCPRHQVVSZAH-HUOMCSJISA-N 0.000 description 12
- 229920001577 copolymer Polymers 0.000 description 12
- KHPCPRHQVVSZAH-UHFFFAOYSA-N trans-cinnamyl beta-D-glucopyranoside Natural products OC1C(O)C(O)C(CO)OC1OCC=CC1=CC=CC=C1 KHPCPRHQVVSZAH-UHFFFAOYSA-N 0.000 description 12
- 239000000975 dye Substances 0.000 description 9
- 239000000945 filler Substances 0.000 description 9
- 229930195733 hydrocarbon Natural products 0.000 description 9
- 150000002430 hydrocarbons Chemical class 0.000 description 9
- 238000005259 measurement Methods 0.000 description 9
- 239000000049 pigment Substances 0.000 description 9
- 230000009467 reduction Effects 0.000 description 9
- RRHGJUQNOFWUDK-UHFFFAOYSA-N Isoprene Chemical compound CC(=C)C=C RRHGJUQNOFWUDK-UHFFFAOYSA-N 0.000 description 8
- 238000004519 manufacturing process Methods 0.000 description 8
- 150000003097 polyterpenes Chemical class 0.000 description 8
- 239000000126 substance Substances 0.000 description 8
- 239000004793 Polystyrene Substances 0.000 description 7
- 239000002390 adhesive tape Substances 0.000 description 7
- 239000003973 paint Substances 0.000 description 7
- GRWFGVWFFZKLTI-IUCAKERBSA-N (-)-α-pinene Chemical compound CC1=CC[C@@H]2C(C)(C)[C@H]1C2 GRWFGVWFFZKLTI-IUCAKERBSA-N 0.000 description 6
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 6
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 6
- 239000003963 antioxidant agent Substances 0.000 description 6
- 150000001875 compounds Chemical class 0.000 description 6
- 238000004132 cross linking Methods 0.000 description 6
- SWXVUIWOUIDPGS-UHFFFAOYSA-N diacetone alcohol Chemical compound CC(=O)CC(C)(C)O SWXVUIWOUIDPGS-UHFFFAOYSA-N 0.000 description 6
- 239000003063 flame retardant Substances 0.000 description 6
- 229940087305 limonene Drugs 0.000 description 6
- 229920002223 polystyrene Polymers 0.000 description 6
- 229920006395 saturated elastomer Polymers 0.000 description 6
- 229920006132 styrene block copolymer Polymers 0.000 description 6
- 229910000831 Steel Inorganic materials 0.000 description 5
- 239000002313 adhesive film Substances 0.000 description 5
- 230000032683 aging Effects 0.000 description 5
- 239000003112 inhibitor Substances 0.000 description 5
- 229920001200 poly(ethylene-vinyl acetate) Polymers 0.000 description 5
- 229920001195 polyisoprene Polymers 0.000 description 5
- 229920002689 polyvinyl acetate Polymers 0.000 description 5
- 239000010959 steel Substances 0.000 description 5
- 125000000391 vinyl group Chemical group [H]C([*])=C([H])[H] 0.000 description 5
- CTQNGGLPUBDAKN-UHFFFAOYSA-N O-Xylene Chemical compound CC1=CC=CC=C1C CTQNGGLPUBDAKN-UHFFFAOYSA-N 0.000 description 4
- 238000000937 dynamic scanning calorimetry Methods 0.000 description 4
- 238000005227 gel permeation chromatography Methods 0.000 description 4
- 238000004898 kneading Methods 0.000 description 4
- 239000002480 mineral oil Substances 0.000 description 4
- 239000000123 paper Substances 0.000 description 4
- 229920000098 polyolefin Polymers 0.000 description 4
- 229920002635 polyurethane Polymers 0.000 description 4
- 239000004814 polyurethane Substances 0.000 description 4
- 229920000915 polyvinyl chloride Polymers 0.000 description 4
- 238000000926 separation method Methods 0.000 description 4
- 239000008096 xylene Substances 0.000 description 4
- 125000003903 2-propenyl group Chemical group [H]C([*])([H])C([H])=C([H])[H] 0.000 description 3
- NIXOWILDQLNWCW-UHFFFAOYSA-M Acrylate Chemical compound [O-]C(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-M 0.000 description 3
- PAYRUJLWNCNPSJ-UHFFFAOYSA-N Aniline Chemical compound NC1=CC=CC=C1 PAYRUJLWNCNPSJ-UHFFFAOYSA-N 0.000 description 3
- 239000004215 Carbon black (E152) Substances 0.000 description 3
- 229920000089 Cyclic olefin copolymer Polymers 0.000 description 3
- 229920002943 EPDM rubber Polymers 0.000 description 3
- VGGSQFUCUMXWEO-UHFFFAOYSA-N Ethene Chemical compound C=C VGGSQFUCUMXWEO-UHFFFAOYSA-N 0.000 description 3
- 239000005977 Ethylene Substances 0.000 description 3
- 244000043261 Hevea brasiliensis Species 0.000 description 3
- 239000006057 Non-nutritive feed additive Substances 0.000 description 3
- CBENFWSGALASAD-UHFFFAOYSA-N Ozone Chemical compound [O-][O+]=O CBENFWSGALASAD-UHFFFAOYSA-N 0.000 description 3
- 239000004698 Polyethylene Substances 0.000 description 3
- 229920002367 Polyisobutene Polymers 0.000 description 3
- 239000004743 Polypropylene Substances 0.000 description 3
- QYKIQEUNHZKYBP-UHFFFAOYSA-N Vinyl ether Chemical compound C=COC=C QYKIQEUNHZKYBP-UHFFFAOYSA-N 0.000 description 3
- 239000006096 absorbing agent Substances 0.000 description 3
- 230000000996 additive effect Effects 0.000 description 3
- 229920006271 aliphatic hydrocarbon resin Polymers 0.000 description 3
- XYLMUPLGERFSHI-UHFFFAOYSA-N alpha-Methylstyrene Chemical compound CC(=C)C1=CC=CC=C1 XYLMUPLGERFSHI-UHFFFAOYSA-N 0.000 description 3
- 150000001412 amines Chemical class 0.000 description 3
- 150000001491 aromatic compounds Chemical class 0.000 description 3
- 229920005549 butyl rubber Polymers 0.000 description 3
- 239000006229 carbon black Substances 0.000 description 3
- 150000001723 carbon free-radicals Chemical class 0.000 description 3
- 230000006378 damage Effects 0.000 description 3
- 230000001066 destructive effect Effects 0.000 description 3
- 230000002349 favourable effect Effects 0.000 description 3
- 229910052736 halogen Inorganic materials 0.000 description 3
- 150000002367 halogens Chemical class 0.000 description 3
- 238000010438 heat treatment Methods 0.000 description 3
- 229920001519 homopolymer Polymers 0.000 description 3
- 239000004611 light stabiliser Substances 0.000 description 3
- 150000002628 limonene derivativess Chemical class 0.000 description 3
- 230000014759 maintenance of location Effects 0.000 description 3
- UAEPNZWRGJTJPN-UHFFFAOYSA-N methylcyclohexane Chemical compound CC1CCCCC1 UAEPNZWRGJTJPN-UHFFFAOYSA-N 0.000 description 3
- 238000012986 modification Methods 0.000 description 3
- 230000004048 modification Effects 0.000 description 3
- 229920003052 natural elastomer Polymers 0.000 description 3
- 229920001194 natural rubber Polymers 0.000 description 3
- 230000003287 optical effect Effects 0.000 description 3
- TWNQGVIAIRXVLR-UHFFFAOYSA-N oxo(oxoalumanyloxy)alumane Chemical compound O=[Al]O[Al]=O TWNQGVIAIRXVLR-UHFFFAOYSA-N 0.000 description 3
- 150000002989 phenols Chemical class 0.000 description 3
- AQSJGOWTSHOLKH-UHFFFAOYSA-N phosphite(3-) Chemical class [O-]P([O-])[O-] AQSJGOWTSHOLKH-UHFFFAOYSA-N 0.000 description 3
- 229910052615 phyllosilicate Inorganic materials 0.000 description 3
- 229920001084 poly(chloroprene) Polymers 0.000 description 3
- 229920000573 polyethylene Polymers 0.000 description 3
- 229920001155 polypropylene Polymers 0.000 description 3
- 239000011814 protection agent Substances 0.000 description 3
- 239000003223 protective agent Substances 0.000 description 3
- 239000002516 radical scavenger Substances 0.000 description 3
- 230000003014 reinforcing effect Effects 0.000 description 3
- 239000005060 rubber Substances 0.000 description 3
- 239000000377 silicon dioxide Substances 0.000 description 3
- 235000012239 silicon dioxide Nutrition 0.000 description 3
- 239000003381 stabilizer Substances 0.000 description 3
- 239000007858 starting material Substances 0.000 description 3
- 230000003746 surface roughness Effects 0.000 description 3
- 229920002725 thermoplastic elastomer Polymers 0.000 description 3
- 150000003568 thioethers Chemical class 0.000 description 3
- 239000004408 titanium dioxide Substances 0.000 description 3
- AQWSFUIGRSMCST-UHFFFAOYSA-N 3-pyridin-3-ylsulfonyl-5-(trifluoromethyl)chromen-2-one Chemical compound N1=CC(=CC=C1)S(=O)(=O)C=1C(OC2=CC=CC(=C2C=1)C(F)(F)F)=O AQWSFUIGRSMCST-UHFFFAOYSA-N 0.000 description 2
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 2
- 230000002745 absorbent Effects 0.000 description 2
- 239000002250 absorbent Substances 0.000 description 2
- 238000001816 cooling Methods 0.000 description 2
- 150000001993 dienes Chemical class 0.000 description 2
- 229920001038 ethylene copolymer Polymers 0.000 description 2
- 239000007787 solid Substances 0.000 description 2
- 230000035882 stress Effects 0.000 description 2
- 238000010998 test method Methods 0.000 description 2
- 238000001757 thermogravimetry curve Methods 0.000 description 2
- 238000011282 treatment Methods 0.000 description 2
- 230000000007 visual effect Effects 0.000 description 2
- BGYHLZZASRKEJE-UHFFFAOYSA-N [3-[3-(3,5-ditert-butyl-4-hydroxyphenyl)propanoyloxy]-2,2-bis[3-(3,5-ditert-butyl-4-hydroxyphenyl)propanoyloxymethyl]propyl] 3-(3,5-ditert-butyl-4-hydroxyphenyl)propanoate Chemical compound CC(C)(C)C1=C(O)C(C(C)(C)C)=CC(CCC(=O)OCC(COC(=O)CCC=2C=C(C(O)=C(C=2)C(C)(C)C)C(C)(C)C)(COC(=O)CCC=2C=C(C(O)=C(C=2)C(C)(C)C)C(C)(C)C)COC(=O)CCC=2C=C(C(O)=C(C=2)C(C)(C)C)C(C)(C)C)=C1 BGYHLZZASRKEJE-UHFFFAOYSA-N 0.000 description 1
- 229920000122 acrylonitrile butadiene styrene Polymers 0.000 description 1
- 125000001931 aliphatic group Chemical group 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 238000004873 anchoring Methods 0.000 description 1
- ARPPLBPJWJEDIJ-UHFFFAOYSA-N aniline;methylcyclohexane Chemical compound CC1CCCCC1.NC1=CC=CC=C1 ARPPLBPJWJEDIJ-UHFFFAOYSA-N 0.000 description 1
- 230000003712 anti-aging effect Effects 0.000 description 1
- 229920006272 aromatic hydrocarbon resin Polymers 0.000 description 1
- 239000012298 atmosphere Substances 0.000 description 1
- 238000000418 atomic force spectrum Methods 0.000 description 1
- 239000011230 binding agent Substances 0.000 description 1
- 239000000969 carrier Substances 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 238000005553 drilling Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000003480 eluent Substances 0.000 description 1
- 238000005530 etching Methods 0.000 description 1
- 239000005038 ethylene vinyl acetate Substances 0.000 description 1
- 238000003682 fluorination reaction Methods 0.000 description 1
- 239000007789 gas Substances 0.000 description 1
- 239000004615 ingredient Substances 0.000 description 1
- 238000010030 laminating Methods 0.000 description 1
- 238000010551 living anionic polymerization reaction Methods 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- GYNNXHKOJHMOHS-UHFFFAOYSA-N methyl-cycloheptane Natural products CC1CCCCCC1 GYNNXHKOJHMOHS-UHFFFAOYSA-N 0.000 description 1
- 238000013508 migration Methods 0.000 description 1
- 230000005012 migration Effects 0.000 description 1
- 235000010446 mineral oil Nutrition 0.000 description 1
- 239000000178 monomer Substances 0.000 description 1
- 238000006386 neutralization reaction Methods 0.000 description 1
- 229910052757 nitrogen Inorganic materials 0.000 description 1
- 239000003921 oil Substances 0.000 description 1
- 229920003023 plastic Polymers 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 229920000058 polyacrylate Polymers 0.000 description 1
- 229920001748 polybutylene Polymers 0.000 description 1
- 229920006267 polyester film Polymers 0.000 description 1
- 229920001296 polysiloxane Polymers 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 230000001681 protective effect Effects 0.000 description 1
- 238000004080 punching Methods 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 239000002356 single layer Substances 0.000 description 1
- 125000006850 spacer group Chemical group 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
- 238000009864 tensile test Methods 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
- 238000007740 vapor deposition Methods 0.000 description 1
- 239000002966 varnish Substances 0.000 description 1
- 238000005303 weighing Methods 0.000 description 1
Classifications
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/20—Adhesives in the form of films or foils characterised by their carriers
- C09J7/22—Plastics; Metallised plastics
- C09J7/26—Porous or cellular plastics
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/18—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by features of a layer of foamed material
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/30—Adhesives in the form of films or foils characterised by the adhesive composition
- C09J7/38—Pressure-sensitive adhesives [PSA]
- C09J7/381—Pressure-sensitive adhesives [PSA] based on macromolecular compounds obtained by reactions involving only carbon-to-carbon unsaturated bonds
- C09J7/385—Acrylic polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/065—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of foam
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/302—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising aromatic vinyl (co)polymers, e.g. styrenic (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/12—Interconnection of layers using interposed adhesives or interposed materials with bonding properties
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L53/00—Compositions of block copolymers containing at least one sequence of a polymer obtained by reactions only involving carbon-to-carbon unsaturated bonds; Compositions of derivatives of such polymers
- C08L53/02—Compositions of block copolymers containing at least one sequence of a polymer obtained by reactions only involving carbon-to-carbon unsaturated bonds; Compositions of derivatives of such polymers of vinyl-aromatic monomers and conjugated dienes
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L91/00—Compositions of oils, fats or waxes; Compositions of derivatives thereof
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J153/00—Adhesives based on block copolymers containing at least one sequence of a polymer obtained by reactions only involving carbon-to-carbon unsaturated bonds; Adhesives based on derivatives of such polymers
- C09J153/02—Vinyl aromatic monomers and conjugated dienes
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/30—Adhesives in the form of films or foils characterised by the adhesive composition
- C09J7/38—Pressure-sensitive adhesives [PSA]
- C09J7/381—Pressure-sensitive adhesives [PSA] based on macromolecular compounds obtained by reactions involving only carbon-to-carbon unsaturated bonds
- C09J7/387—Block-copolymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/44—Number of layers variable across the laminate
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/10—Coating on the layer surface on synthetic resin layer or on natural or synthetic rubber layer
- B32B2255/102—Coating on the layer surface on synthetic resin layer or on natural or synthetic rubber layer synthetic resin or rubber layer being a foamed layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2266/00—Composition of foam
- B32B2266/02—Organic
- B32B2266/0214—Materials belonging to B32B27/00
- B32B2266/025—Polyolefin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/54—Yield strength; Tensile strength
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/72—Density
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/732—Dimensional properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2405/00—Adhesive articles, e.g. adhesive tapes
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L2205/00—Polymer mixtures characterised by other features
- C08L2205/02—Polymer mixtures characterised by other features containing two or more polymers of the same C08L -group
- C08L2205/025—Polymer mixtures characterised by other features containing two or more polymers of the same C08L -group containing two or more polymers of the same hierarchy C08L, and differing only in parameters such as density, comonomer content, molecular weight, structure
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/10—Additional features of adhesives in the form of films or foils characterized by the structural features of the adhesive tape or sheet
- C09J2301/12—Additional features of adhesives in the form of films or foils characterized by the structural features of the adhesive tape or sheet by the arrangement of layers
- C09J2301/124—Additional features of adhesives in the form of films or foils characterized by the structural features of the adhesive tape or sheet by the arrangement of layers the adhesive layer being present on both sides of the carrier, e.g. double-sided adhesive tape
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/10—Additional features of adhesives in the form of films or foils characterized by the structural features of the adhesive tape or sheet
- C09J2301/12—Additional features of adhesives in the form of films or foils characterized by the structural features of the adhesive tape or sheet by the arrangement of layers
- C09J2301/124—Additional features of adhesives in the form of films or foils characterized by the structural features of the adhesive tape or sheet by the arrangement of layers the adhesive layer being present on both sides of the carrier, e.g. double-sided adhesive tape
- C09J2301/1242—Additional features of adhesives in the form of films or foils characterized by the structural features of the adhesive tape or sheet by the arrangement of layers the adhesive layer being present on both sides of the carrier, e.g. double-sided adhesive tape the opposite adhesive layers being different
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/30—Additional features of adhesives in the form of films or foils characterized by the chemical, physicochemical or physical properties of the adhesive or the carrier
- C09J2301/308—Additional features of adhesives in the form of films or foils characterized by the chemical, physicochemical or physical properties of the adhesive or the carrier the adhesive tape or sheet losing adhesive strength when being stretched, e.g. stretch adhesive
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/30—Additional features of adhesives in the form of films or foils characterized by the chemical, physicochemical or physical properties of the adhesive or the carrier
- C09J2301/312—Additional features of adhesives in the form of films or foils characterized by the chemical, physicochemical or physical properties of the adhesive or the carrier parameters being the characterizing feature
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2400/00—Presence of inorganic and organic materials
- C09J2400/20—Presence of organic materials
- C09J2400/24—Presence of a foam
- C09J2400/243—Presence of a foam in the substrate
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2453/00—Presence of block copolymer
Landscapes
- Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Health & Medical Sciences (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Oil, Petroleum & Natural Gas (AREA)
- Adhesives Or Adhesive Processes (AREA)
- Adhesive Tapes (AREA)
- Laminated Bodies (AREA)
Abstract
Artículo autoadhesivo que contiene (i) al menos un material de soporte que contiene al menos una capa de espuma con una primera superficie A y una segunda superficie B, en el que la al menos una capa de espuma del material de soporte presenta - un espesor de al menos 500 μm, preferiblemente al menos 850 μm, y como máximo 1800 μm, preferiblemente máximo 1500 μm, - una densidad de al menos 30 kg/m3, preferiblemente al menos 45 kg/m3, y como máximo 120 kg/m3, preferiblemente como máximo 100 kg/m3, - una resistencia a la tracción según la norma ISO 1926, velocidad de ensayo de 500 mm/min, en la dirección de pelado de al menos 500 kPa, preferiblemente de al menos 700 kPa, - un alargamiento por tracción según la norma ISO 1926, velocidad de prueba 500 mm/min, en la dirección de pelado de al menos 300%, preferiblemente al menos 500%, así como - una dureza de compresión según la norma ISO 3386-1, 50% de profundidad de indentación de al menos 50 kPa, preferiblemente al menos 70 kPa, y como máximo 300 kPa, preferiblemente como máximo 200 kPa, (ii) una capa adhesiva sensible a la presión HKA, que se asigna a la superficie A, (iii) una capa adhesiva sensible a la presión HKB, que se asigna a la superficie B, (iv) opcionalmente una o más capas adicionales, caracterizado porque las capas adhesivas sensibles a la presión HKA y HKB forman una combinación de capas adhesivas sensibles a la presión 1, o una combinación de capas adhesivas sensibles a la presión 2, en donde, en el caso de una combinación de capas adhesivas sensibles a la presión 1, la capa adhesiva sensible a la presión HKA es una capa adhesiva sensible a la presión HKA1 que contiene i. al menos un componente elastomérico del tipo de un copolímero de bloque polibutadieno-polivinilaromático con una proporción con relación al adhesivo total del 42% en peso al 55% en peso y una proporción dibloque con relación al contenido total de copolímero en bloque del 32% en peso al 55% en peso, preferiblemente hasta el 50% en peso, ii. al menos una resina adhesiva que sea una resina hidrocarbonada con un valor DACP, según la prueba III de la descripción, de al menos +5 °C y como máximo +50 °C y un valor MMAP, según la prueba IV de la descripción, de al menos +50 °C y como máximo +85 °C, iii. opcionalmente al menos una resina blanda con una proporción del 0% en peso al 15% en peso, referido al adhesivo total, iv. aditivos adicionales opcionales y en donde, en el caso de la combinación de capas adhesivas sensibles a la presión 1, la capa adhesiva sensible a la presión HKB es una capa adhesiva sensible a la presión HKB1 que tiene una resistencia a la tracción de al menos 9 MPa, preferiblemente de al menos 11 MPa, y en donde, en el caso de la combinación de capas adhesivas sensibles a la presión 2, la capa adhesiva sensible a la presión HKA es una capa adhesiva sensible a la presión HKA2 y la capa adhesiva sensible a la presión HKB es una capa adhesiva sensible a la presión HKB2, cada una de las cuales, pero independientes una de la otra, contiene v. al menos un componente elastomérico del tipo copolímero de bloque de butadieno con una proporción con relación al adhesivo total del 38% en peso al 48% en peso y una proporción de dibloques con relación al contenido total de copolímero de bloque del 10% en peso al 30% por peso, vi. al menos una resina adhesiva que sea una resina hidrocarbonada con un valor DACP, según la prueba III de la descripción, de al menos + 5 °C y como máximo + 50 °C y un valor de MMAP, según la prueba IV de la descripción, de al menos + 50 °C y como máximo + 85 °C, vii. al menos una resina blanda con una proporción del 2% en peso al 15% en peso, referido al adhesivo total, viii. opcionalmente contienen otros aditivos.
Description
DESCRIPCIÓN
Artículos autoadhesivos y su uso para adherir al papel pintado de virutas de madera
La presente invención se refiere a artículos autoadhesivos que contienen
(i) al menos un material de soporte que contiene al menos una capa de espuma con una primera superficie A y una segunda superficie B, en donde la al menos una capa de espuma del material de soporte presenta
- un espesor de al menos 500 pm, preferiblemente al menos 850 pm, y como máximo 1800 pm, preferiblemente como máximo 1500 pm,
- una densidad de al menos 30 kg/m3, preferiblemente al menos 45 kg/m3, y como máximo 120 kg/m3, preferiblemente como máximo 100 kg/m3,
- una resistencia a la tracción en la dirección de pelado de al menos 500 kPa, preferiblemente al menos 700 kPa, - un alargamiento a la tracción en la dirección de pelado de al menos 300%, preferiblemente al menos 500%, y - una resistencia a la compresión de al menos 50 kPa, preferiblemente a como mínimo 70 kPa y como máximo 300 kPa, preferiblemente como máximo 200 kPa,
(ii) una capa adhesiva sensible a la presión HKA, que se asigna a la superficie A,
(iii) una capa adhesiva sensible a la presión HKB, que se asigna a la superficie B,
(iv) opcionalmente una o más capas adicionales,
así como el uso de tales artículos autoadhesivos.
Se conocen productos autoadhesivos que pueden desprenderse de un sustrato adhesivo sin dejar ningún residuo por estiramiento. Por ejemplo, están disponibles comercialmente como tesa Powerstrips® o 3M Command™.
Los diversos usos de las tiras adhesivas con dichos adhesivos incluyen adhesiones en las paredes, no solo en superficies lisas y niveladas, sino también en cualquier superficie rugosa como yeso, madera, papel tapiz con virutas de madera, en particular papel tapiz con virutas de madera pintado, otros papeles pintados texturizados, paneles o pizarrones. Aquí también existe el deseo de sujetar objetos pesados, sin dañar la base (la pared). Sin embargo, al pegar, por ejemplo, papel tapiz con virutas de madera pintado, existen tres desafíos particulares en comparación con muchas otras superficies: (a) el papel tapiz con virutas de madera es una superficie adherida no lisa, (b) la superficie del papel tapiz con virutas de madera suele estar recubierta con una pintura creada por agentes aglutinantes y/o aditivos puede tener una energía superficial baja hasta cierto punto, (c) en particular, el papel pintado de virutas de madera representa un sustrato de unión relativamente fácil de dividir que no debe dañarse cuando se retira nuevamente. Las propiedades de la superficie pueden variar mucho según el tipo de pintura utilizada. Otro aspecto es el contenido de humedad del papel pintado de virutas de madera revestido, que depende de la hora del día/época del año y de la región geográfica y, por lo tanto, también puede estar sujeto a fluctuaciones temporales. Para otros de los sustratos ejemplares enumerados con anterioridad, todos o algunos de estos desafíos se aplican de manera similar. Para ello se buscan adhesivos adecuados. También existe una demanda de tiras adhesivas con compuestos adhesivos con alto poder adhesivo y de retención, que se puedan quitar del yeso pintado u otras superficies rugosas estirándolas sin dejar ningún residuo y de la manera menos destructiva posible.
Los adhesivos para este fin pueden formularse ventajosamente a base de copolímeros de bloques de estireno y resinas adhesivas.
Tiras adhesivas sensibles a la presión altamente extensibles elástica o plásticamente, que pueden retirarse de nuevo sin dejar residuos ni destrucción por estiramiento en el plano de unión, se conocen, por ejemplo, de los documentos US 4.024.312 A, DE 3331016 C2, WO 92/01132 A1, WO 92/11333 A1, DE 4222849 A1, WO 95/06691 A1, DE 195 31696 A1, DE 19708366 A1, DE 19649727 A1, DE 19649728 A1, DE 19649729 A1, DE 19708364 A1, DE 197 20 145 A1, DE 198 20 854 A1 y DE 100 03 318 A1 y también se denominan a continuación tiras adhesivas desprendibles o simplemente tiras (adhesivas). Para estos productos adhesivos es particularmente ventajoso reemplazar las formulaciones que contienen copolímeros de bloques de estireno.
El uso de pegar tiras adhesivas sobre papel tapiz de virutas de madera también se describió con anterioridad y es una aplicación típica en hogares privados y oficinas.
El documento DE 102004 030252 A1 describe un sistema de gancho para la fijación sobre una superficie rugosa, que permite despegar la tira adhesiva de la superficie sensible de forma no destructiva. No se dan configuraciones especiales del adhesivo de la tira adhesiva, que se puede volver a pegar estirándolo.
Los documentos EP 845 513, EP 845 514 y EP 845 515 describen los requisitos para el pegado en sustratos rugosos y afirman que, por lo general, se pueden conseguir altas resistencias de pegado con las cintas autoadhesivas mencionadas en sustratos lisos y firmes. En sustratos rugosos, la fuerza de adhesión es insuficiente para muchas aplicaciones, especialmente para productos de bajo espesor, pero también para cintas autoadhesivas de mayor espesor de capa. Se supone que la causa de la insuficiente fuerza de adhesión es una superficie de adhesión insuficiente, causada por una conformabilidad demasiado baja de las cintas adhesivas a superficies rugosas e irregulares.
Como solución, el documento EP 845 513 A2 propone el uso de soportes especiales de espuma en los productos adhesivos. Se trata de (co)polímeros de etileno, copolímeros de etileno-acetato de vinilo, acetatos de polivinilo, polipropilenos, EPDM, elastómeros termoplásticos a base de copolímeros de bloque de estireno, poliuretanos a base de diisocianatos aromáticos y alifáticos, PVC, policloroprenos, caucho natural o copolímeros de acrilato. Los espesores de las espumas utilizadas se encuentran entre 175 pm y 30 mm. Las densidades de volumen son de 20 a 500 kg/m3. El alargamiento a la rotura de las espumas utilizadas es menor que el alargamiento a la rotura del adhesivo sensible a la presión que determina la resistencia al desgarro. Los PSA utilizados son preferiblemente aquellos basados en copolímeros de bloques que comprenden bloques poliméricos formados a partir de aromáticos vinílicos, preferiblemente estireno, y los formados por polimerización de 1,3-dienos, preferiblemente butadieno e isopreno. En los ejemplos, siempre se utilizan combinaciones con un polímero (copolímero de bloques) que contiene isopreno. Se mencionan aplicaciones para la eliminación no destructiva de papel tapiz de virutas de madera. Sin embargo, no se proporcionan datos sobre el poder de retención.
Como solución, el documento EP 845 514 A2 propone el uso de otros soportes especiales de espuma en los productos adhesivos. Los portadores de espuma están previamente dañados de una manera especial, de modo que se reduce la fuerza de pelado (fuerza de pelado). Los materiales de base para los soportes de espuma son (co)polímeros de etileno, copolímeros de etileno-acetato de vinilo, acetatos de polivinilo, polipropilenos, EPDM, elastómeros termoplásticos a base de copolímeros en bloque de estireno, poliuretanos a base de diisocianatos aromáticos y alifáticos, PVC, policloropreno, caucho natural o copolímeros de acrilato. Los espesores de las espumas utilizadas se encuentran entre 175 pm y 30 mm. Las densidades de volumen son de 20 a 500 kg/m3. Para ajustar las fuerzas de pelado, los soportes de espuma se dañan específicamente, por ejemplo, perforando, cortando o punzonando. Los PSA utilizados son preferiblemente aquellos a base de copolímeros de bloques que comprenden bloques poliméricos formados por aromáticos vinílicos, preferiblemente estireno, y los formados por polimerización de 1,3-dienos, preferiblemente butadieno e isopreno. En los ejemplos, se usa una combinación de un copolímero de bloques de poliestireno-poliisopreno con un copolímero de bloques de poliestireno-polibutadieno.
Como solución, el documento EP 845 515 A2 propone el uso de otros soportes especiales de espuma en los productos adhesivos. Los soportes de espuma tienen un módulo de elasticidad particularmente bajo. Los copolímeros de etileno-acetato de vinilo y las mezclas de copolímeros de etileno-acetato de vinilo y/o acetatos de polivinilo con polietilenos se mencionan como materiales básicos para los soportes de espuma. Otros polímeros adecuados son acetatos de polivinilo, EPDM, elastómeros termoplásticos a base de copolímeros de bloque de estireno, poliuretanos a base de diisocianatos aromáticos y alifáticos, PVC, policloropreno y caucho natural. Los espesores de las espumas utilizadas se encuentran entre 150 pm y 600 pm. Las densidades de volumen son de 40 a 300 kg/m3. El módulo de elasticidad es un máximo de 16 MPa. Los PSA utilizados son preferiblemente aquellos a base de copolímeros de bloques que comprenden bloques poliméricos formados por aromáticos vinílicos, preferiblemente estireno, y los formados por polimerización de 1,3-dienos, preferiblemente butadieno e isopreno. En los ejemplos, se usa una combinación de un copolímero de bloques de poliestireno-poliisopreno con un copolímero de bloques de poliestireno-polibutadieno.
El documento US N.° 6.231.962 B1 y el documento US N.° 6.403.206 B1 describen igualmente tiras adhesivas de doble faz con un soporte de espuma. Como sustratos de unión para aplicaciones de unión sensibles, se especifican sustratos fáciles de dividir, como paneles de pared lacados, pero no particularmente ásperos como el papel pintado de virutas de madera pintado. Se pueden utilizar como adhesivo formulaciones basadas en copolímeros de bloques de estireno. En formulaciones de ejemplo específicas, el aceite mineral se usa típicamente como plastificante. Sin embargo, esto es una desventaja cuando se usa sobre papel pintado de virutas de madera, ya que la superficie puede volverse grasosa, que puede permanecer visualmente reconocible después de que se haya quitado la tira adhesiva. Las escrituras enseñan soportes de espuma con un alargamiento máximo del 50% al 1200%, una densidad entre 32 kg/m3 y 481 kg/m3 y un espesor entre 760 pm y 25 mm. El portador de espuma puede ser un portador multicapa. Estos tienen un módulo de elasticidad de preferencia entre aproximadamente 7 MPa y aproximadamente 16,5 MPa. La espuma puede basarse en materiales como polietilenos, polipropilenos, polibutilenos, PVC, acetatos de polivinilo, EVA, ABS, poliacrilatos o poliuretanos.
El documento EP 1988 141 A1 propone adhesivos que, en relación con la cantidad total de resina, contienen al menos un 40% de resina blanda. Las aplicaciones mencionadas incluyen la unión de objetos livianos (papel) a peso medio sobre papel tapiz de virutas de madera. Tales formulaciones no apuntan a un alto poder de retención, sino a la posibilidad de aflojar la adherencia del papel pintado de virutas de madera estirándolo o despegándolo. Los productos adhesivos pueden contener un soporte intermedio expandible, que también puede ser espumado. Los soportes de espuma no se especifican con mayor detalle.
El documento US N.° 7.276.272 B2 describe tiras adhesivas de doble faz que también se pueden quitar de superficies sensibles como yeso, pintura o papel tapiz. No se especifican sustratos de unión con una rugosidad particularmente pronunciada. Los adhesivos especiales y los soportes de espuma no se mencionan explícitamente.
El documento US 2008/0135159 A1 da a conocer otras tiras adhesivas para superficies estructuradas. Contienen soportes de espuma con un espesor entre aproximadamente 200 pm y aproximadamente 550 pm, una densidad de aproximadamente 64 kg/m3 y aproximadamente 240 kg/m3 y un alargamiento máximo entre 50% y 1200%. El
pegado sobre papel pintado de virutas de madera con una rugosidad particularmente alta no se analiza. En su lugar, se propone una solución para pegar sobre superficies estructuradas plastificadas como “papel tapiz de vinilo texturizado”.
El documento EP 1418215 A1 da a conocer un adhesivo para una tira adhesiva sensible a la presión de al menos una capa, que se puede volver a pegar esencialmente sin dejar residuos ni destrucción por estiramiento en el plano de unión, siendo el adhesivo al menos un copolímero de bloque con uno o dos terminales bloques, que consisten en aromáticos vinílicos, y un bloque que consiste en un dieno conjugado en el que la proporción de dieno con enlaces 1,2 se hidrogena selectivamente.
Sigue existiendo la necesidad de tiras autoadhesivas que se puedan quitar estirándolas y que sean particularmente adecuadas para superficies rugosas, en especial sobre papel pintado de virutas de madera pintado, ya que ofrecen una alta capacidad de retención y permiten volver a quitar sin destruir la superficie.
Por lo tanto, lo que se busca son productos autoadhesivos mejorados para la unión sobre sustratos escindibles y/o pintados rugosos con alto poder de unión y retención, que se puedan eliminar sin dejar residuos mediante estiramiento y sin dañar el sustrato.
El objetivo se consigue mediante artículos autoadhesivos del tipo mencionado al principio, en los que las capas adhesivas sensibles a la presión HKA y HKB se seleccionan de un grupo de combinaciones de capas adhesivas sensibles a la presión que constan de una combinación 1 de capas adhesivas sensibles a la presión y una combinación 2 de capas adhesivas sensibles a la presión, en donde, en el caso de una combinación de capas adhesivas sensibles a la presión 1, la capa adhesiva sensible a la presión HKA es una capa adhesiva sensible a la presión HKA1 que contiene
(a) al menos un componente elastomérico del tipo de un copolímero de bloques de polibutadieno-polivinilaromático con una proporción con respecto al adhesivo total del 42% en peso al 55% en peso y una proporción de dibloques con respecto al contenido total de copolímero de bloques del 32% en peso al 55% en peso, preferiblemente hasta 50% en peso,
(b) al menos una resina adhesiva que sea una resina hidrocarbonada con un valor DACP de al menos 5 °C y como máximo 50 °C y un valor de MMAP de al menos 50 °C y como máximo 85 °C,
(c) opcionalmente al menos una resina blanda con una proporción del 0% en peso al 15% en peso, referido al adhesivo total,
(d) opcionalmente otros aditivos
y en donde, en el caso de una combinación de capas adhesivas sensibles a la presión 1, la capa adhesiva sensible a la presión HKB es una capa adhesiva sensible a la presión HKB1 que
tiene una resistencia a la tracción de al menos 9 MPa, preferiblemente de al menos 11 MPa, y
en el caso de una combinación de capas adhesivas sensibles a la presión 2, capas adhesivas sensibles a la presión HKA, una capa adhesiva sensible a la presión HKA2 y la capa adhesiva sensible a la presión HKB son una capa adhesiva sensible a la presión HKB2, cada una de forma independiente entre sí, contiene
(e) al menos un componente elastomérico del tipo de un copolímero de bloques de polibutadieno-polivinilaromático con una proporción con respecto al adhesivo total del 38% en peso al 48% en peso y una proporción de dibloques con respecto al contenido total de copolímero de bloques del 10% en peso al 30% en peso,
(f) al menos una resina adhesiva que sea una resina hidrocarbonada con un valor DACP de al menos 5 °C y como máximo 50 °C y un valor de MMAP de al menos 50 °C y como máximo 85 °C,
(g) al menos una resina blanda con una proporción del 2% en peso al 15% en peso, referido al adhesivo total, (h) opcionalmente otros aditivos.
“Consistir en” o “que consiste en” en el contexto de la presente invención significa que una formulación o adhesivo solo contiene los compuestos enumerados y más allá de los cuales no hay otros ingredientes presentes.
La formulación de que la capa adhesiva sensible a la presión HKA se asigna a la superficie A y la capa adhesiva sensible a la presión HKB se asigna a la superficie B, significa que HKA se aplica a la superficie A o que HKB se aplica a la superficie B, la superficie sensible a la presión. La capa adhesiva está unida de preferencia directamente a la superficie respectiva, pero también es concebible que se encuentren capas adicionales entre la superficie y la capa adhesiva sensible a la presión.
Un primer objeto de la invención se refiere a un artículo autoadhesivo que contiene
(i) al menos un material de soporte que contiene al menos una capa de espuma con una primera superficie A y una segunda superficie B,
en el que la al menos una capa de espuma del material de soporte presenta
- un espesor de al menos 500 |jm, preferiblemente al menos 850 |jm, y como máximo 1800 |jm, preferiblemente máximo 1500 jim,
- una densidad de al menos 30 kg/m3, preferiblemente al menos 45 kg/m3, y como máximo 120 kg/m3, preferiblemente como máximo 100 kg/m3,
- una resistencia a la tracción en la dirección de pelado de al menos 500 kPa, preferiblemente de al menos 700 kPa, - un alargamiento a la tracción en la dirección de pelado de al menos el 300%, preferiblemente al menos el 500%, y
- una resistencia a la compresión de al menos 50 kPa, preferiblemente al menos 70 kPa, y como máximo 300 kPa, preferiblemente como máximo 200 kPa,
(ii) una capa adhesiva sensible a la presión HKA, que se asigna a la superficie A,
(iii) una capa adhesiva sensible a la presión HKB, que se asigna a la superficie B,
(iv) opcionalmente una o más capas adicionales,
en donde el artículo autoadhesivo se caracteriza porque las capas adhesivas sensibles a la presión HKA y HKB forman una combinación de capas adhesivas sensibles a la presión 1,
en donde, en el caso de una combinación de capas adhesivas sensibles a la presión 1, la capa adhesiva sensible a la presión HKA es una capa adhesiva sensible a la presión HKA1 que contiene
i. al menos un componente elastomérico del tipo de un copolímero de bloque polibutadieno-polivinilaromático con una proporción con relación al adhesivo total del 42% en peso al 55% en peso y una proporción dibloque con relación al contenido total de copolímero en bloque del 32% en peso al 55% en peso, preferiblemente hasta el 50% en peso,
ii. al menos una resina adhesiva que sea una resina hidrocarbonada con un valor DACP de al menos 5 °C y como máximo 50 °C y un valor MMAP de al menos 50 °C y como máximo 85 °C,
iii. opcionalmente al menos una resina blanda con una proporción del 0% en peso al 15% en peso, referido al adhesivo total,
iv. aditivos adicionales opcionales
y en donde la capa adhesiva sensible a la presión HKB es una capa adhesiva sensible a la presión HKB1 que tiene una resistencia a la tracción de al menos 9 MPa, preferiblemente de al menos 11 MPa.
Un segundo objeto de la invención se refiere a un artículo autoadhesivo que contiene
(i) al menos un material de soporte que contiene al menos una capa de espuma con una primera superficie A y una segunda superficie B,
en el que la al menos una capa de espuma del material de soporte
un espesor de al menos 500 |jm, preferiblemente al menos 850 |jm, y como máximo 1800 |jm, preferiblemente como máximo 1500 jim,
una densidad de al menos 30 kg/m3, preferiblemente al menos 45 kg/m3, y como máximo 120 kg/m3, preferiblemente como máximo 100 kg/m3,
una resistencia a la tracción en la dirección de pelado de al menos 500 kPa, preferiblemente de al menos 700 kPa, un alargamiento por tracción en la dirección de pelado de al menos 300%, preferiblemente al menos 500%, y tiene una resistencia a la compresión de al menos 50 kPa, preferiblemente al menos 70 kPa, y como máximo 300 kPa, preferiblemente como máximo 200 kPa,
(ii) una capa adhesiva sensible a la presión HKA, que se asigna a la superficie A,
(iii) una capa adhesiva sensible a la presión HKB, que se asigna a la superficie B,
(iv) opcionalmente una o más capas adicionales,
en el que el artículo autoadhesivo se caracteriza porque las capas adhesivas sensibles a la presión HKA y HKB forman una combinación de capas adhesivas sensibles a la presión 2,
donde, en el caso de la combinación de capas adhesivas sensibles a la presión 2, la capa adhesiva sensible a la presión HKA, una capa adhesiva sensible a la presión HKA2 y la capa adhesiva sensible a la presión HKB son una capa adhesiva sensible a la presión HKB2, cada una de las cuales, pero independientes una de la otra, v. al menos un componente elastomérico del tipo copolímero de bloque de butadieno con una proporción con relación al adhesivo total de 38% en peso a 48% en peso y una proporción de dibloques con relación al contenido total de copolímero de bloque de 10% en peso a 30% por peso,
vi. al menos una resina adhesiva que sea una resina hidrocarbonada con un valor DACP de al menos 5 °C y como máximo 50 °C y un valor de MMAP de al menos 50 °C y como máximo 85 °C,
vii. al menos una resina blanda con una proporción del 2% en peso al 15% en peso, referido al adhesivo total, viii. opcionalmente contienen otros aditivos.
Adhesivo sensible a la presión HKA1
El adhesivo sensible a la presión HKA1 entra en contacto con la superficie rugosa (en particular, el papel pintado de virutas de madera) durante el pegado. Es especialmente adecuado para nivelar cualquier aspereza en la superficie de unión.
(a) Elastómero (copolímero de bloques)
Como componente elastomérico (componente de copolímero de bloques) se utiliza un copolímero de bloques de polibutadieno-poliaromático o una mezcla de diferentes copolímeros de bloques de polibutadieno-polivinilaromático, preferiblemente al menos 90% en peso (referido al contenido total de copolímeros de bloques). Este copolímero de bloques de polibutadieno-polivinilaromático o estos copolímeros de bloques de polibutadieno-polivinilaromático son aquellos que contienen bloques de polímero formados predominantemente por compuestos aromáticos de vinilo (bloques A), preferiblemente estireno, y aquellos formados predominantemente por la polimerización de 1,3-butadieno (bloques B). Los copolímeros de bloques de polibutadieno (SBS) se prefieren para los fines de esta invención debido a su mayor estabilidad frente a influencias externas tales como, por ejemplo, el ozono a los copolímeros de bloques de poliisopreno (SIS). Las formulaciones que contienen SIS generalmente no se pueden
transferir 1:1 a formulaciones que contienen SBS y sin SIS si se quiere lograr un perfil de propiedades mecánicas comparable. Si desea prescindir de SIS en la formulación y, en cambio, trabajar con SBS, las formulaciones que contienen SBS deben adaptarse especialmente para cumplir con el perfil de propiedad especificado. Estas diferencias en la suavidad de SIS y SBS (indicadas por la dureza Shore A) pueden explicarse al menos parcialmente. La dureza Shore A es típicamente más baja para los sistemas SIS que para los sistemas SBS.
La mezcla de elastómeros contiene al menos un copolímero de bloque polibutadieno-polivinilaromático que consiste en un bloque A y un bloque B, el denominado copolímero dibloque. Los copolímeros dibloque contribuyen a las propiedades de pegajosidad y fluidez del adhesivo. La mezcla de elastómeros también contiene un copolímero tribloque o un copolímero multibloque superior con al menos dos bloques A y al menos un bloque B. Como copolímero tribloque, este puede tener una estructura lineal A-B-A. También se pueden utilizar copolímeros de bloque de forma radial así como copolímeros multibloques lineales y en forma de estrella. Los copolímeros tribloque y multibloque contribuyen a la cohesión y resistencia a la tracción del adhesivo. Se pueden usar varios copolímeros dibloque diferentes. Se pueden usar varios copolímeros tribloque y/o multibloque. El contenido total de copolímero de bloques en el adhesivo es al menos 42% en peso y como máximo 55% en peso. Proporciones significativamente más bajas de elastómero conducen a una cohesión insuficiente, que se manifiesta en un poder de sujeción reducido y/o una resistencia al desgarro reducida en el proceso de pelado realizado con estiramiento. Proporciones significativamente más altas de elastómero conducen a una disminución en la fuerza de unión, especialmente en sustratos no polares como pinturas no polares. La proporción de copolímeros dibloque basados en el contenido total de copolímeros de bloques en la formulación adhesiva es de al menos el 32% en peso y como máximo del 55% en peso, preferiblemente como máximo del 50% en peso. Proporciones de dibloques significativamente más altas conducen a una cohesión insuficiente, que se manifiesta en un poder de sujeción reducido y/o una resistencia al desgarro reducida en el proceso de pelado realizado con estiramiento. Las proporciones de dibloques significativamente más bajas conducen a una disminución en la fuerza de la unión, especialmente en sustratos no polares como las pinturas no polares. De manera correspondiente, la proporción de copolímero multibloque triple o superior es del 45% en peso al 68% en peso, preferiblemente del 50% en peso al 68% en peso, basado en el contenido total de copolímero de bloques. Entre los copolímeros tribloque o multibloque superiores, se prefieren particularmente los copolímeros tribloque.
La masa molar media ponderal (medida según la prueba I) de los copolímeros de bloques se encuentra entre 50.000 g/mol y 500.000 g/mol, preferentemente entre 75.000 g/mol y 200.000 g/mol. La proporción de bloque vinilaromático en los copolímeros de bloque puede diferir de un tipo de copolímero de bloque a otro tipo de copolímero de bloque en la formulación, pero típicamente es al menos 20% en peso, preferiblemente al menos 25% en peso y como máximo 40% en peso, preferiblemente como máximo 35% en peso. Un contenido de polivinilaromáticos demasiado pequeño conduce a una reticulación física insuficiente, que se crea en los copolímeros de bloques de polibutadienopolivinilaromáticos por separación de microfases. La reticulación física es importante para mantener el rendimiento y la resistencia al desgarro. Por el contrario, si la proporción de compuestos aromáticos de polivinilo es demasiado alta, el adhesivo pierde pegajosidad.
Los copolímeros de bloques de las masas autoadhesivas tienen preferiblemente bloques terminales de poliestireno como bloques A. En lugar de los bloques de poliestireno preferidos, también se pueden utilizar como bloques de polímero a base de otros homopolímeros y copolímeros que contienen aromáticos (preferiblemente aromáticos C8 a C12) con temperaturas de transición vítrea superiores a 75 °C, tales como bloques de aromáticos con contenido de a-metilestireno. También puede contener bloques A iguales o diferentes. Las temperaturas de transición vítrea se determinan según la prueba II.
Los bloques A también se denominan “bloques duros” en el contexto de esta invención. Los bloques B también se denominan “bloques blandos” o “bloques de elastómero”. Esto refleja la selección según la invención de los bloques según sus temperaturas de transición vítrea (para bloques A al menos 40 °C, en particular al menos 60 °C y para bloques B como máximo -50 °C, en particular como máximo -80 °C). Estos detalles se refieren a los copolímeros de bloques puros sin mezclar.
Los copolímeros de bloques de polibutadieno resultantes de los bloques A y B pueden contener bloques B iguales o diferentes en términos de microestructura (relación relativa de los tipos de enlaces monoméricos posibles para polibutadieno 1,4-cis, 1,4-trans, 1,2-vinilo: se prefiere una proporción 1,4 (cis trans) de > 75%, muy preferido > 85% basado en los bloques de polibutadieno y un contenido de 1,4-cis de > 40% basado en el Bloques de polibutadieno) y/o longitud de cadena. Una alta proporción de enlace 1,4 y, en particular, enlace 1,4-cis de las unidades monoméricas en los bloques de polibutadieno conduce a características ventajosas de tracción/alargamiento, de modo que se obtiene una extensibilidad suficiente, lo que es particularmente importante para una reincorporación sin residuos bajo estiramiento. Las unidades de 1,2-vinilo pueden hidrogenarse. Ventajosamente, las 1,4 unidades están esencialmente no hidrogenadas.
(b) Resina adhesiva
Las resinas adhesivas son compuestos especiales con un peso molecular (ensayo I) de Mw <5.000 g/mol, en comparación con la masa molar inferior de los elastómeros. El peso molecular Mw es típicamente de 500 a 5.000
g/mol, preferiblemente de 500 a 2.000 g/mol. La al menos una resina adhesiva tiene un valor DACP (según la prueba III) de al menos aproximadamente 5 °C y como máximo aproximadamente 50 °C, preferiblemente de como máximo aproximadamente 45 °C, y un valor de MMAP (según la prueba IV) de al menos aproximadamente 50 °C y un máximo de aproximadamente 85 °C, preferiblemente de un máximo de aproximadamente 80 °C. En el caso de resinas adhesivas seleccionadas apropiadamente, se puede esperar compatibilidad con los bloques de polibutadieno e incompatibilidad con bloques polivinilaromáticos en una forma más favorable para los propósitos de esta invención. La resina adhesiva tiene una temperatura de ablandamiento de la resina (según la prueba V) de al menos aproximadamente 90 °C, preferiblemente de al menos aproximadamente 110 °C, y como máximo 140 °C, preferiblemente a la mayoría 120 °C. La al menos una resina adhesiva utilizada es ventajosamente una resina hidrocarbonada.
Una polaridad demasiado alta (valores DACP demasiado bajos) conduce a una compatibilidad incipiente con los bloques aromáticos de vinilo, lo que puede conducir a una reducción de la cohesión y, por lo tanto, de la resistencia a la tracción. Una polaridad demasiado baja (valores de DACP demasiado altos) conduce a la incompatibilidad de la resina adhesiva con el bloque blando y, por lo tanto, a una pérdida de la fuerza adhesiva.
Una aromaticidad demasiado alta (valores de MMAP demasiado bajos) conduce a una compatibilidad incipiente con los bloques aromáticos de vinilo, lo que puede conducir a una reducción de la cohesión y, por lo tanto, de la resistencia a la tracción. Muy poca aromaticidad (valores de MMAP demasiado altos) conduce a la incompatibilidad de la resina adhesiva con el bloque blando y, por lo tanto, a una pérdida de la fuerza adhesiva.
Las resinas se seleccionan preferiblemente de las clases de resinas de las resinas C5 aromáticamente modificadas (parcialmente) hidrogenadas, las resinas de politerpeno (hechas de a-pineno, p-pineno, 5-limoneno o mezclas de estos materiales de partida), las resinas C9 parcialmente hidrogenadas, las resinas de a-pineno aromáticamente modificadas (parcialmente) hidrogenadas, las resinas de p-pineno aromáticamente modificadas (parcialmente) hidrogenadas, las resinas de 5-limoneno aromáticamente modificadas (parcialmente) hidrogenadas y las resinas aromáticas (parcialmente) hidrogenadas de dipenteno modificadas. En la modificación aromática, se prefiere el estireno. Las resinas de politerpeno son muy preferidas.
(c) Resinas blandas opcionales
La resina blanda opcionalmente reemplazable se utiliza para el ajuste fino final del equilibrio de cohesión/adhesión. Es muy preferiblemente una resina blanda o una mezcla de resina blanda con una viscosidad en estado fundido a 25 °Cy 1 Hz de al menos 25 Pa*s, preferiblemente de al menos 50 Pa*s y una temperatura de reblandecimiento de < 25 °C. La viscosidad de la masa fundida se determina según la prueba VI. La resina blanda puede ser una resina blanda a base de colofonia o, muy preferiblemente, una resina blanda a base de hidrocarburo. La resina blanda o la mezcla de resina blanda se utiliza en relación con la formulación adhesiva total en una proporción del 0% en peso al 15% en peso, preferiblemente al menos 5% en peso y como máximo 12% en peso a base de la composición de adhesivo totalcomposición. Una proporción demasiado alta de resina blanda conduce a una reducción de la cohesión, que se refleja en el poder de sujeción y la resistencia a la tracción.
Los plastificantes convencionales de baja viscosidad tales como aceites minerales son desventajosos para los propósitos de esta invención. Preferiblemente, su proporción en la formulación total asciende como máximo al 1% en peso, muy preferiblemente se prescinde completamente de plastificantes de este tipo. La desventaja de los plastificantes de baja viscosidad es el riesgo de que se puedan engrasar sustratos adhesivos absorbentes, como papel tapiz de virutas de madera. Una vez que la tira adhesiva se ha despegado de nuevo, queda una impresión visual indeseable en el punto de unión.
(d) Otros aditivos opcionales
En particular, se pueden añadir agentes protectores al adhesivo como aditivos adicionales. Se pueden mencionar aquí inhibidores de envejecimiento primarios y secundarios, agentes de protección de luz y UV y retardadores de llama, así como cargas, colorantes y pigmentos. La masa adhesiva se puede colorear según se desee o puede ser blanca, gris o negra.
Las cantidades típicas utilizadas para un aditivo son hasta el 1% en peso en base a la composición adhesiva total. Son especialmente ventajosos los inhibidores del envejecimiento que no dejan residuos de color sobre los sustratos adheridos (véase el estado de la técnica del documento EP 1341862 B1).
Las cargas se pueden dosificar en cantidades más altas, típicamente en una proporción de hasta el 5% en peso en base a la composición adhesiva total.
Normalmente, se pueden utilizar como aditivos los siguientes:
• antioxidantes primarios como, por ejemplo, fenoles impedidos
• antioxidantes secundarios como fosfitos o tioéteres
• estabilizadores de procesos como captadores de radicales de carbono
• retardantes de llama
• estabilizadores de luz como absorbentes de UV o aminas con impedimentos estéricos
• tintes y/o pigmentos (como negro de humo)
• auxiliares de procesamiento
• (nano)cargas tales como dióxido de silicio, óxido de aluminio, dióxido de titanio o silicatos en láminas, así como pigmentos y tintes de color (para diseños transparentes pero específicamente coloreados) y abrillantadores ópticos • resinas reforzantes de bloque final, así como,
• en su caso, otros polímeros, preferiblemente de naturaleza elastomérica; los elastómeros utilizables correspondientemente incluyen, entre otros, aquellos a base de hidrocarburos puros, por ejemplo, polibutadieno, elastómeros esencialmente saturados químicamente tales como, por ejemplo, copolímeros saturados de etilenopropileno, copolímeros de a-olefina, poliisobutileno, caucho butílico, caucho de etileno-propileno e hidrocarburos químicamente funcionalizados tales como, por ejemplo, poliolefinas con contenido de halógeno, con contenido de acrilato, con contenido de alilo o con contenido de viniléter.
La selección de aditivos se limita preferiblemente a los mencionados con anterioridad.
Adhesivo sensible a la presión HKB1
El adhesivo sensible a la presión HKB1 aporta resistencia a la tracción al producto en general a través de sus propiedades mecánicas. Tiene una resistencia a la tracción como capa única de al menos 9 MPa, preferiblemente de al menos 11 MPa. Este adhesivo proporciona resistencia a la tracción en estructuras multicapa que contienen una capa adhesiva del tipo HKA1. Cuando se unen dos sustratos, HKB1 entra en contacto con el segundo sustrato, que generalmente no se caracteriza por una rugosidad/rotura particularmente pronunciada. Este segundo sustrato puede ser en particular una placa de fijación de un cuerpo de gancho.
(a) Elastómero (copolímero de bloque)
Como componente elastomérico (componente de copolímero de bloque) se utiliza preferentemente un copolímero de bloques de polibutadieno-polivinilaromático o una mezcla de diferentes copolímeros de bloques de polibutadienopolivinilaromáticos, de forma especialmente preferente al menos 90% en peso (referido al contenido total de copolímeros de bloques). Este copolímero de bloque de polibutadieno-polivinilaromático o estos copolímeros de bloque de polibutadieno-polivinilaromático son aquellos que contienen bloques de polímero formados predominantemente por compuestos aromáticos de vinilo (bloques A), preferiblemente estireno, y aquellos formados predominantemente por la polimerización de 1,3-butadieno (bloques B). Los copolímeros de bloques de polibutadieno (SBS) se prefieren para los fines de esta invención debido a su mayor estabilidad frente a influencias externas tales como, por ejemplo, el ozono a los copolímeros de bloques de poliisopreno (SIS).
La mezcla de elastómeros contiene preferiblemente al menos un copolímero de bloque de polibutadienopolivinilaromático que consta de un bloque A y un bloque B, el denominado copolímero dibloque. Los copolímeros dibloque contribuyen a las propiedades de pegajosidad y fluidez del adhesivo. La mezcla de elastómeros también contiene preferiblemente un copolímero tribloque o un copolímero multibloque superior con al menos dos bloques A y al menos un bloque B. Como copolímero tribloque, este puede tener una estructura lineal A-B-A. También se pueden utilizar copolímeros de bloque de forma radial así como copolímeros multibloques lineales y en forma de estrella. Los copolímeros tribloque y multibloque contribuyen a la cohesión y resistencia a la tracción del adhesivo. Se pueden usar varios copolímeros dibloque diferentes. Se pueden usar varios copolímeros tribloque y/o multibloque. El contenido total de copolímero de bloques en el adhesivo asciende especialmente al menos al 40% en peso y al máximo al 60% en peso. Proporciones significativamente más bajas de elastómero conducen a una cohesión insuficiente, que se manifiesta en un poder de sujeción reducido y/o una resistencia al desgarro reducida en el proceso de pelado realizado con estiramiento. Proporciones significativamente más altas de elastómero conducen a una disminución de la fuerza de unión. La proporción de copolímeros dibloque referida al contenido total de copolímeros de bloques en la formulación de adhesivo se encuentra ventajosamente entre al menos el 10% en peso y como máximo el 30% en peso. Proporciones de dibloques significativamente más altas conducen a una cohesión insuficiente, que se manifiesta en un poder de sujeción reducido y/o una resistencia al desgarro reducida en el proceso de pelado realizado con estiramiento. Las proporciones de dibloques significativamente más bajas conducen a una disminución de la fuerza de unión. Correspondientemente, la proporción de copolímero multibloque triple o superior en esta realización ventajosa es del 40% en peso al 60% en peso, referido al contenido total de copolímero de bloques. Entre los copolímeros tribloques o multibloques superiores, se prefieren particularmente los copolímeros tribloque.
La masa molar media ponderada (medida según la prueba I) de los copolímeros de bloques se encuentra entre 50.000 g/mol y 500.000 g/mol, preferentemente entre 75.000 g/mol y 200.000 g/mol. La proporción de bloque vinilaromático en los copolímeros de bloque puede diferir de un tipo de copolímero de bloque a otro tipo de copolímero de bloque en la formulación, pero típicamente es al menos 20% en peso, preferiblemente al menos 25% en peso y como máximo 40% en peso, preferiblemente como máximo 35% en peso. Un contenido de polivinilaromático demasiado pequeño conduce a una reticulación física insuficiente, que se crea en los copolímeros de bloques de polibutadieno por separación de microfases. La reticulación física es importante para mantener el
rendimiento y la resistencia al desgarro. Por el contrario, si la proporción de compuestos aromáticos de polivinilo es demasiado alta, el adhesivo pierde pegajosidad.
Los copolímeros de bloques de las masas adhesivas tienen preferiblemente bloques terminales de poliestireno como bloques A. En lugar de los bloques de poliestireno preferidos, también se pueden utilizar como vinilaromáticos bloques de polímero basados en otros homopolímeros y copolímeros que contienen aromáticos (preferiblemente aromáticos C8 a C12) con temperaturas de transición vítrea superiores a 75 °C, tales como bloques aromáticos que contienen a-metilestireno. También puede contener bloques A iguales o diferentes. Las temperaturas de transición vítrea se determinan según la prueba II.
Los bloques A también se denominan “bloques duros” en el contexto de esta invención. Los bloques B también se denominan “bloques blandos” o “bloques de elastómero”. Esto refleja la selección según la invención de los bloques según sus temperaturas de transición vítrea (para bloques A al menos 40 °C, en particular al menos 60 °C y para bloques B como máximo -50 °C, en particular como máximo -80 °C). Estos detalles se refieren a los copolímeros de bloques puros sin mezclar.
Los copolímeros de bloques de polibutadieno resultantes de los bloques A y B pueden contener bloques B iguales o diferentes en términos de microestructura (relación relativa de los tipos de enlaces monoméricos posibles para polibutadieno 1,4-cis, 1,4- trans, 1,2-vinilo: se prefiere una proporción 1,4 (cis trans) de > 75%, muy preferido > 85% basado en los bloques de polibutadieno y un contenido de 1,4-cis de > 40% basado en los bloques de polibutadieno) y/o la longitud de la cadena. Una alta proporción de enlace 1,4 y, en particular, enlace 1,4-cis de las unidades monoméricas en los bloques de polibutadieno conduce a características ventajosas de tracción/alargamiento, de modo que se obtiene una extensibilidad suficiente, lo que es particularmente importante para un nuevo pelado sin residuos bajo estiramiento. Las unidades de 1,2-vinilo pueden hidrogenarse. Ventajosamente, las 1,4 unidades están esencialmente no hidrogenadas.
(b) Resina adhesiva
El adhesivo HKB1 también contiene una resina adhesiva. Aquí, también, las resinas adherentes son compuestos especiales con menor masa molar en comparación con elastómeros con un peso molecular típico (ensayo I) Mw < 5.000 g/mol. El peso molecular Mw es típicamente de 500 a 5.000 g/mol, preferiblemente de 500 a 2.000 g/mol. La al menos una resina adhesiva tiene un valor DACP (según la prueba III) de al menos aproximadamente 5 °C y como máximo aproximadamente 50 °C, preferiblemente de como máximo aproximadamente 45 °C, y un valor de MMAP (según la prueba IV) de al menos aproximadamente 50 °C y un máximo de aproximadamente 85 °C, preferiblemente de un máximo de aproximadamente 80 °C. En el caso de resinas adhesivas seleccionadas apropiadamente, se puede esperar compatibilidad con los bloques de polibutadieno e incompatibilidad con bloques aromáticos de polivinilo en una forma más favorable para los propósitos de esta invención. La resina adhesiva tiene una temperatura de ablandamiento de la resina (según la prueba V) de al menos aproximadamente 90 °C, preferiblemente de al menos aproximadamente 110 °C, y como máximo 140 °C, preferiblemente a la mayoría 120 °C. La al menos una resina adhesiva utilizada es ventajosamente una resina hidrocarbonada.
Una polaridad demasiado alta (valores de DACP demasiado bajos) conduce a una compatibilidad incipiente con los bloques aromáticos de vinilo, lo que puede conducir a una reducción de la cohesión y, por lo tanto, de la resistencia a la tracción. Una polaridad demasiado baja (valores de DACP demasiado altos) conduce a la incompatibilidad de la resina adhesiva con el bloque blando y, por lo tanto, a una pérdida de la fuerza adhesiva.
Una aromaticidad demasiado alta (valores de MMAP demasiado bajos) conduce a una compatibilidad incipiente con los bloques aromáticos de vinilo, lo que puede conducir a una reducción de la cohesión y, por lo tanto, de la resistencia a la tracción. Muy poca aromaticidad (valores de MMAP demasiado altos) conduce a la incompatibilidad de la resina adhesiva con el bloque blando y, por lo tanto, a una pérdida de la fuerza adhesiva.
Las resinas se seleccionan preferiblemente de las clases de resinas de las resinas C5 aromáticamente modificadas (parcialmente) hidrogenadas, las resinas de politerpeno (hechas de a-pineno, p-pineno, 5-limoneno o mezclas de estos materiales de partida) y las resinas C9 parcialmente hidrogenadas, las resinas de a-pineno aromáticamente modificadas (parcialmente) hidrogenadas, las resinas de p-pineno aromáticamente modificadas (parcialmente) hidrogenadas, las resinas de 5-limoneno aromáticamente modificadas (parcialmente) hidrogenadas y las resinas de dipenteno aromáticamente modificadas (parcialmente) hidrogenadas. En la modificación aromática, se prefiere el estireno. Las resinas de politerpeno son muy preferidas.
(c) Resinas blandas utilizables opcionalmente
Opcionalmente se puede utilizar una resina blanda que se utiliza para el ajuste fino final del equilibrio de cohesión/adhesión. Es muy preferiblemente una resina blanda o una mezcla de resina blanda con una viscosidad en estado fundido a 25 °C y 1 Hz de al menos 25 Pa*s, preferiblemente de al menos 50 Pa*s y una temperatura de ablandamiento de < 25 °C. La viscosidad de la masa fundida se determina según la prueba VI. La resina blanda puede ser una resina blanda a base de colofonia o, muy preferiblemente, una resina blanda a base de hidrocarburo.
La resina blanda o la mezcla de resina blanda se utiliza en relación con la formulación adhesiva total en una proporción de como máximo 12% en peso, preferiblemente de como máximo 5% a base de la composición adhesiva total. Una proporción demasiado alta de resina blanda conduce a una reducción de la cohesión, que se refleja en el poder de sujeción y la resistencia a la tracción.
Sin embargo, en HKB1 también se pueden concebir plastificantes de baja viscosidad tales como aceites minerales como constituyentes de la capa adhesiva sensible a la presión HKB1 en el sentido de esta invención. Su proporción en la formulación total es preferiblemente como máximo 5% en peso, preferiblemente como máximo 3% en peso. También se puede prescindir completamente de tales plastificantes. La desventaja de los plastificantes de baja viscosidad es el riesgo de que pueda tener lugar una migración a una capa en contacto con la capa adhesiva HKB1 como, por ejemplo, una capa de soporte (de espuma).
(d) Otros aditivos opcionales
El adhesivo HKB1 también se puede agregar como aditivos adicionales, especialmente agentes protectores. Se pueden mencionar aquí inhibidores de envejecimiento primarios y secundarios, agentes de protección de luz y UV y retardadores de llama, así como cargas, colorantes y pigmentos. La masa adhesiva se puede colorear según se desee o ser blanca, gris o negra.
Las cantidades típicas utilizadas para un aditivo son hasta el 1% en peso en base a la composición adhesiva total. Las cargas se pueden dosificar en cantidades más altas, típicamente en una proporción de hasta el 5% en peso en base a la composición adhesiva total.
Normalmente se pueden utilizar como aditivos los siguientes:
• antioxidantes primarios como, por ejemplo, fenoles impedidos
• antioxidantes secundarios como fosfitos o tioéteres
• estabilizadores de procesos como captadores de radicales de carbono
• retardantes de llama
• estabilizadores de luz como absorbentes de UV o aminas con impedimentos estéricos
• tintes y/o pigmentos (como negro de humo)
• auxiliares de procesamiento
• (nano)cargas tales como dióxido de silicio, óxido de aluminio, dióxido de titanio o silicatos en láminas, así como pigmentos y tintes de color (para diseños transparentes pero específicamente coloreados) y abrillantadores ópticos • resinas reforzantes de bloque final, así como,
• en su caso, otros polímeros, preferiblemente de naturaleza elastomérica; los elastómeros utilizables correspondientemente incluyen, entre otros, aquellos a base de hidrocarburos puros, por ejemplo, polibutadieno, elastómeros esencialmente saturados químicamente tales como, por ejemplo, copolímeros saturados de etilenopropileno, copolímeros de a-olefina, poliisobutileno, caucho butílico, caucho de etileno-propileno e hidrocarburos químicamente funcionalizados tales como, por ejemplo, poliolefinas con contenido de halógeno, con contenido de acrilato, con contenido de alilo o con contenido de viniléter.
La selección de aditivos se limita preferiblemente a los mencionados con anterioridad. PSA HKA2 y HKB2 Como alternativa a HKA1, HKA2 también se puede utilizar con ventaja para pegar sobre sustratos rugosos/divisibles. En este caso, HKB2 se puede utilizar ventajosamente como segunda capa adhesiva. HKA2 ofrece un buen equilibrio entre resistencia al desgarro, por un lado, y adaptabilidad a una superficie rugosa, por el otro. El uso de HKA2 permite entonces una estructura de producto simétrica, siempre que HKA2 y HKB2 se elijan para que sean idénticos en términos de su composición.
(a) Elastómero (copolímero de bloque)
Como componente elastomérico (componente de copolímero de bloque) se utiliza en cada caso un copolímero de bloque de polibutadieno-polivinilaromático o una mezcla de diferentes copolímeros de bloque de polibutadienopolivinilaromático, pero independientemente entre sí, preferiblemente al menos 90% en peso (referido al contenido total de copolímero de bloque). Este copolímero de bloque de polibutadieno-polivinilaromático o estos copolímeros de bloque de polibutadieno-polivinilaromático son aquellos que contienen bloques de polímero formados predominantemente por compuestos aromáticos de vinilo (bloques A), preferiblemente estireno, y aquellos formados predominantemente por la polimerización de 1,3-butadieno (bloques B). Los copolímeros de bloques de polibutadieno (SBS) se prefieren en el contexto de esta invención debido a su mayor estabilidad frente a influencias externas tales como, por ejemplo, ozono a los copolímeros de bloques de poliisopreno (SIS).
La mezcla de elastómeros contiene al menos un copolímero de bloque polibutadieno-polivinilaromático que consta de un bloque A y un bloque B, el denominado copolímero dibloque. Los copolímeros dibloque contribuyen a las propiedades de pegajosidad y fluidez del adhesivo. La mezcla de elastómeros también contiene un copolímero tribloque o un copolímero multibloque superior con al menos dos bloques A y al menos un bloque B. Como copolímero tribloque, este puede tener una estructura lineal A-B-A. También se pueden utilizar copolímeros de
bloque de forma radial así como copolímeros multibloques lineales y en forma de estrella. Los copolímeros tribloque y multibloque contribuyen a la cohesión y resistencia a la tracción del adhesivo. Se pueden usar varios copolímeros dibloque diferentes. Se pueden usar varios copolímeros tribloque y/o multibloque. El contenido total de copolímero de bloques en el adhesivo es al menos 38% en peso y como máximo 48% en peso. Proporciones significativamente más bajas de elastómero conducen a una cohesión insuficiente, que se manifiesta en un poder de sujeción reducido y/o una resistencia al desgarro reducida en el proceso de pelado realizado con estiramiento. Proporciones significativamente más altas de elastómero conducen a una disminución en la fuerza de unión, especialmente en sustratos no polares como pinturas no polares. La proporción de copolímeros dibloque basada en el contenido total de copolímeros de bloques en la formulación de adhesivo es al menos del 10% en peso y como máximo del 30% en peso. Proporciones de dibloques significativamente más altas conducen a una cohesión insuficiente, que se manifiesta en un poder de sujeción reducido y/o una resistencia al desgarro reducida en el proceso de pelado realizado con estiramiento. Las proporciones de dibloques significativamente más bajas conducen a una disminución en la fuerza de la unión, especialmente en sustratos no polares como las pinturas no polares. De manera correspondiente, la proporción de copolímero multibloque triple o superior es de 70% en peso a 90% en peso, basado en el contenido total de copolímero de bloques. Entre los copolímeros tribloques o multibloques superiores, se prefieren particularmente los copolímeros tribloque.
La masa molar media ponderal (medida según la prueba I) de los copolímeros de bloques se encuentra entre 50.000 g/mol y 500.000 g/mol, preferentemente entre 75.000 g/mol y 200.000 g/mol. La proporción de bloque vinil aromático en los copolímeros de bloque puede diferir de un tipo de copolímero de bloque a otro tipo de copolímero de bloque en la formulación, pero típicamente es al menos 20% en peso, preferiblemente al menos 25% en peso y como máximo 40% en peso, preferiblemente como máximo 35% en peso. Un contenido de polivinil aromático demasiado pequeño conduce a una reticulación física insuficiente, que se crea en los copolímeros de bloques de polibutadieno por separación de microfases. La reticulación física es importante para mantener el rendimiento y la resistencia al desgarro. Por el contrario, si la proporción de compuestos aromáticos de polivinilo es demasiado alta, el adhesivo pierde pegajosidad.
Los copolímeros de bloques de las masas autoadhesivas tienen preferiblemente bloques terminales de poliestireno como bloques A. En lugar de los bloques de poliestireno preferidos, también se pueden utilizar como vinilaromáticos bloques de polímero basados en otros homopolímeros y copolímeros que contienen aromáticos (preferiblemente aromáticos C8 a C12) con temperaturas de transición vítrea superiores a 75 °C, tales como bloques aromáticos que contienen a-metilestireno. Además, pueden estar contenidos bloques A iguales o diferentes. Las temperaturas de transición vítrea se determinan según la prueba II.
Los bloques A también se denominan “bloques duros” en el contexto de esta invención. Los bloques B también se denominan “bloques blandos” o “bloques de elastómero”. Esto refleja la selección según la invención de los bloques según sus temperaturas de transición vítrea (para bloques A al menos 40 °C, en particular al menos 60 °C y para bloques B como máximo -50 °C, en particular como máximo -80 °C). Estos detalles se refieren a los copolímeros de bloques puros sin mezclar.
Los copolímeros de bloques de polibutadieno resultantes de los bloques A y B pueden contener bloques B iguales o diferentes en términos de microestructura (relación relativa de los tipos de enlaces monoméricos posibles para polibutadieno 1,4-cis, 1,4-trans, 1,2-vinilo: se prefiere una proporción 1,4 (cis trans) de > 75%, muy preferido > 85% basado en los bloques de polibutadieno y un contenido de 1,4-cis de > 40% basado en los bloques de polibutadieno) y/o longitud de cadena. Una alta proporción de enlace 1,4 y, en particular, enlace 1,4-cis de las unidades monoméricas en los bloques de polibutadieno conduce a características ventajosas de tracción/alargamiento, de modo que se obtiene una extensibilidad suficiente, lo que es particularmente importante para un nuevo pelado sin residuos bajo estiramiento. Las unidades de 1,2-vinilo pueden hidrogenarse. Ventajosamente, las 1,4 unidades están esencialmente no hidrogenadas.
(b) Resina adhesiva
La al menos una resina adhesiva utilizada es, en cada caso, pero independientemente entre sí para HKA2 y HKB2, una resina hidrocarbonada con un valor DACP (según la prueba III) de al menos aproximadamente 5 °C y como máximo aproximadamente 50 °C, preferiblemente de como máximo aproximadamente 45 °C y un valor de MMAP (según la prueba IV) de al menos aproximadamente 50 °C y como máximo aproximadamente 85 °C, preferiblemente de como máximo aproximadamente 80 °C. La resina adhesiva tiene una temperatura de ablandamiento de la resina (según la prueba V) de al menos aproximadamente 90 °C y como máximo 140 °C, preferiblemente de al menos aproximadamente 110 °C y como máximo 120 °C. Las resinas adhesivas son compuestos especiales con una masa molar más baja en comparación con los elastómeros con un peso molecular típico (ensayo I) Mw < 5.000 g/mol. El peso molecular Mw es típicamente de 500 a 5.000 g/mol, preferiblemente de 500 a 2.000 g/mol. En el caso de resinas adhesivas seleccionadas apropiadamente, se puede esperar compatibilidad con los bloques de polibutadieno e incompatibilidad con bloques aromáticos de polivinilo en una forma más favorable para los propósitos de esta invención.
Una polaridad demasiado alta (valores de DACP demasiado bajos) conduce a una compatibilidad incipiente con los bloques aromáticos de vinilo, lo que puede conducir a una reducción de la cohesión y, por lo tanto, de la resistencia a la tracción. Una polaridad demasiado baja (valores de DACP demasiado altos) conduce a la incompatibilidad de la resina adhesiva con el bloque blando y, por lo tanto, a una pérdida de la fuerza adhesiva.
Una aromaticidad demasiado alta (valores de MMAP demasiado bajos) conduce a una compatibilidad incipiente con los bloques aromáticos de vinilo, lo que puede conducir a una reducción de la cohesión y, por lo tanto, de la resistencia a la tracción. Muy poca aromaticidad (valores de MMAP demasiado altos) conduce a la incompatibilidad de la resina adhesiva con el bloque blando y, por lo tanto, a una pérdida de la fuerza adhesiva.
Las resinas se seleccionan preferiblemente de las clases de resinas de resinas C5 aromáticamente modificadas (parcialmente) hidrogenadas, resinas de politerpeno (fabricadas a partir de a-pineno, p-pineno, 5-limoneno o mezclas de estos materiales de partida) y resinas C9 parcialmente hidrogenadas. resinas de a-pineno aromáticamente modificadas (parcialmente) hidrogenadas, resinas de p-pineno aromáticamente modificadas (parcialmente) hidrogenadas, resinas de 5-limoneno aromáticamente modificadas (parcialmente) hidrogenadas y resinas de dipenteno aromáticamente modificadas (parcialmente) hidrogenadas. En la modificación aromática, se prefiere el estireno. Las resinas de politerpeno son muy preferidas.
(c) Resinas blandas
La resina blanda se utiliza para el ajuste fino final del equilibrio de cohesión/adhesión. En cada caso, pero muy preferiblemente independientemente entre sí para HKA2 y HKB2, se trata de una resina blanda o una mezcla de resina blanda con una viscosidad en estado fundido a 25 °C y 1 Hz de al menos 25 Pa*s, preferiblemente de al menos 50 Pa*s y una temperatura de ablandamiento de < 25 °C. La viscosidad de la masa fundida se determina según la prueba VI. La resina blanda respectiva puede ser una resina blanda a base de colofonia o, muy preferiblemente, una resina blanda a base de hidrocarburo. Respecto a la formulación adhesiva total, la resina blanda o la mezcla de resina blanda se encuentra en cada caso, pero independientemente entre sí, en una proporción del 2% en peso, preferiblemente al menos 5% en peso y como máximo 15% en peso, preferiblemente como máximo 12% en peso en base a la composición adhesiva total utilizada. Una proporción demasiado alta de resina blanda conduce a una reducción de la cohesión, que se refleja en el poder de sujeción y la resistencia a la tracción.
Los plastificantes convencionales de baja viscosidad tales como aceites minerales son desventajosos para los propósitos de esta invención. Preferiblemente, su proporción en la formulación total asciende como máximo al 1% en peso, en particular para HKA2, y muy preferiblemente se prescinde completamente de tales plastificantes. La desventaja de los plastificantes de baja viscosidad es el riesgo de que se puedan engrasar sustratos adherentes absorbentes como papel tapiz de virutas de madera. Una vez que la tira adhesiva se ha despegado de nuevo, queda una impresión visual indeseable en el punto de unión. Para HKB2, proporciones más altas (por ejemplo, hasta el 5% en peso).
Otros aditivos opcionales
En cada caso, pero independientemente entre sí, se pueden añadir agentes protectores en particular al adhesivo respectivo como aditivos adicionales. Se pueden mencionar aquí inhibidores de envejecimiento primarios y secundarios, agentes de protección de luz y UV y retardadores de llama, así como cargas, colorantes y pigmentos. La masa adhesiva se puede colorear según se desee o ser blanca, gris o negra.
Las cantidades típicas utilizadas para un aditivo son hasta el 1% en peso en base a la composición adhesiva total. Son especialmente ventajosos los agentes antienvejecimiento que no dejan residuos de color en los sustratos adheridos.
Las dosis de cargas pueden ser más altas, típicamente en una proporción de hasta el 5% en peso en base a la composición adhesiva total.
Normalmente se pueden utilizar como aditivos los siguientes:
• antioxidantes primarios como, por ejemplo, fenoles impedidos
• antioxidantes secundarios como fosfitos o tioéteres
• estabilizadores de procesos como captadores de radicales de carbono
• retardantes de llama
• estabilizadores de luz como absorbentes de UV o aminas con impedimentos estéricos
• tintes y/o pigmentos (como negro de humo)
• auxiliares de procesamiento
• (nano)cargas tales como dióxido de silicio, óxido de aluminio, dióxido de titanio o silicatos en láminas, así como pigmentos y tintes de color (para diseños transparentes pero específicamente coloreados) y abrillantadores ópticos • resinas reforzantes de bloque final, así como,
• en su caso, otros polímeros, preferiblemente de naturaleza elastomérica; los elastómeros utilizables correspondientemente incluyen, entre otros, aquellos a base de hidrocarburos puros, por ejemplo, polibutadieno, elastómeros esencialmente saturados químicamente tales como, por ejemplo, copolímeros saturados de etilenopropileno, copolímeros de a-olefina, poliisobutileno, caucho butílico, caucho de etileno-propileno e hidrocarburos químicamente funcionalizados tales como, por ejemplo, poliolefinas con contenido de halógeno, con contenido de acrilato, con contenido de alilo o con contenido de viniléter.
La elección de aditivos se limita preferiblemente a los mencionados con anterioridad.
Los espesores de capa de las capas adhesivas sensibles a la presión HKA y HKB pueden ser, independientemente entre sí, al menos 20 pm y preferiblemente como máximo 250 pm, preferiblemente al menos 50 pm y muy preferiblemente como máximo 150 pm. El espesor de capa de la capa adhesiva sensible a la presión HKA y la capa adhesiva sensible a la presión HKB pueden ser iguales o diferentes, en donde la capa adhesiva sensible a la presión HKA puede ser más gruesa o más delgada que la capa adhesiva sensible a la presión HKB.
Portador de espuma
Se espuma al menos una capa del material de soporte. La capa de espuma se selecciona especialmente para resolver la tarea. Es importante crear un equilibrio suficiente entre adaptabilidad y poder de sujeción. La adaptabilidad es importante para los productos adhesivos con el fin de crear un área de contacto óptima entre la capa adhesiva y la superficie rugosa (especialmente el papel pintado de virutas de madera). Para ello, la espuma debe tener un espesor, densidad y resistencia a la compresión especiales. Sin embargo, al mismo tiempo, la espuma no debe romperse con demasiada facilidad bajo carga, de modo que se puedan adherir objetos al artículo autoadhesivo. Los parámetros espesor y densidad también deben seleccionarse adecuadamente para esto.
Ahora se ha descubierto que para la al menos una capa de espuma del material de soporte un espesor de al menos 500 pm y como máximo 1800 pm, preferiblemente al menos 850 pm y como máximo 1500 pm, es particularmente adecuado para tiras adhesivas para unir sobre superficies rugosas con alto poder de sujeción. La rugosidad típica en el papel pintado de viruta de madera puede estar en el rango de 500 pm o incluso más. Si las espumas son demasiado delgadas, la adaptabilidad a la superficie de unión rugosa es insuficiente. La capa adhesiva solo entra en contacto incompleto con la superficie del sustrato adhesivo, lo que conduce a una fuerza de unión reducida. Si el soporte de espuma es demasiado grueso, la carga, por ejemplo, al colgar un objeto de un gancho, lleva a una desviación excesiva de la unión y posiblemente incluso el desgarro de la espuma.
También se ha demostrado que una densidad de al menos 30 kg/m3 y como máximo 120 kg/m3, preferiblemente al menos 45 kg/m3 y como máximo 100 kg/m3 conducen a tiras adhesivas que son particularmente adecuadas para resolver la tarea. Las bajas densidades también permiten la adaptabilidad necesaria. Sin embargo, si la densidad es demasiado baja, existe el riesgo de que el soporte de espuma se rompa con la carga. Las densidades demasiado altas dan como resultado una adaptabilidad inadecuada.
Además, cierta resistencia a la compresión (esfuerzo de compresión, 50% según la norma ISO 3386-1) de al menos 50 kPa y como máximo 300 kPa, preferiblemente de al menos 70 kPa y como máximo 200 kPa, también es importante para la capa de espuma del material de soporte. Los sistemas con una dureza de compresión insuficiente suelen tener una baja resistencia al desgarro. Una dureza de compresión demasiado alta solo permite una adaptabilidad incompleta de la tira adhesiva a la superficie de unión rugosa. Esto luego se expresa positivamente en el poder de sujeción.
Para el proceso de pelado, una resistencia a la tracción (según ISO 1926, velocidad de ensayo de 500 mm/min) en la dirección de pelado de al menos 500 kPa, preferiblemente de al menos 700 kPa, ha demostrado ser ventajosa. A través de la resistencia a la tracción, la capa de espuma del material de soporte contribuye a la resistencia al desgarro de la tira adhesiva. Si la resistencia a la tracción es demasiado baja, el artículo adhesivo puede romperse cuando se desprende por estiramiento. En este caso, se impondrían mayores exigencias a la resistencia a la tracción de las capas adhesivas, lo que restringe la latitud de la formulación y complica la consecución de otras propiedades adhesivas técnicas.
Para la capa de espuma del material de soporte, se selecciona un alargamiento por tracción (según la norma ISO 1926, velocidad de ensayo 500 mm/min) en la dirección de pelado de al menos 500% si la resistencia a la compresión es al menos 120 kPa, y de al menos 300% si la resistencia a la compresión es inferior a 120 kPa. Se requiere una capacidad de estiramiento mínima para permitir una distancia suficiente para que el adhesivo se desprenda del sustrato.
En relación con la resistencia a la tracción y el alargamiento por tracción, se hace referencia a la dirección en la que se despega el producto adhesivo. Esto es importante porque las propiedades mecánicas de las capas de espuma que se utilizan en el material de soporte pueden diferir típicamente en la dirección transversal a su dirección de fabricación y en la dirección a lo largo de su dirección de fabricación. Para los productos adhesivos de acuerdo con la invención, inicialmente es irrelevante si la capa de espuma se usa de tal manera que la dirección de pelado sea
paralela a la dirección longitudinal del proceso de producción de la capa de espuma o a la dirección transversal. Es crucial que las propiedades mecánicas de la capa de espuma correspondan a los rangos de parámetros mencionados con anterioridad según las tensiones que ocurren en el proceso de pelado. Si el producto adhesivo se produce, por ejemplo, de tal manera que la capa de espuma se estira transversalmente a su dirección de producción en el proceso de pelado, entonces las propiedades mecánicas de la capa de espuma son relevantes transversalmente a la dirección de producción de la capa de espuma. Si, por otro lado, el producto adhesivo se fabrica de tal manera que la capa de espuma se estira a lo largo de su dirección de fabricación en el proceso de pelado, entonces las propiedades mecánicas de la capa de espuma a lo largo de la dirección de fabricación de la capa de espuma son pertinentes.
También es ventajoso un módulo de elasticidad de 7 MPa como máximo. Este parámetro mecánico describe la curva de fuerza en la etapa inicial de estiramiento de un material e indica cierta resistencia a su deformación inicial. Dado que la tira adhesiva se puede utilizar sobre sustratos que se parten fácilmente y debería ser posible despegarla de nuevo sin que se destruya, se prefiere un módulo de elasticidad bajo.
La capa de espuma se puede proporcionar opcionalmente con una capa de película en uno o ambos lados (“revestir con película”). Entonces, las capas de película tienen típicamente menos de 75 pm de espesor. Se da preferencia a trabajar sin película. Las ventajas de filmar se encuentran a menudo en el poder de retención. Por otro lado, tiene un efecto negativo sobre la fuerza a aplicar para estirar (fuerza de pelado), que es mayor que cuando se usa una espuma sin película. Si la fuerza de pelado es demasiado alta, existe el riesgo de que la sensible superficie de unión se dañe durante el proceso de extracción.
El material preferido para la capa de espuma es la poliolefina. Las espumas a base de polietileno son muy adecuadas. La(s) superficie(s) de la capa de espuma se pueden pretratar química y/o físicamente para, por ejemplo, mejorar el anclaje de más capas sobre él. Los ejemplos de opciones de pretratamiento incluyen corona, tratamiento con llama, deposición de vapor, fluoración, plasma.
Los artículos autoadhesivos según la invención tienen el siguiente perfil de propiedades:

Para los productos autoadhesivos despegables, la resistencia al desgarro también es importante, de modo que se pueda garantizar que el producto adhesivo no se desgarre cuando se desprenda como resultado del estiramiento. Un portador de espuma en sí mismo tiene una resistencia a la tracción relativamente baja. Para obtener suficiente resistencia al desgarro para los productos adhesivos desprendibles, las capas adhesivas también deben contribuir a la resistencia al desgarro. Una variable relacionada es la resistencia a la tracción de las capas adhesivas individuales. Este, medido según la prueba IX, debería ser ventajosamente al menos 5,0 MPa, preferiblemente al menos 8,0 MPa. Ventajosamente, al menos una capa adhesiva tiene una resistencia a la tracción de al menos 8,0 MPa, preferiblemente de al menos 10,0 MPa. Se requiere una resistencia a la tracción de al menos 8,0 MPa si los productos adhesivos tienen un espesor de capa comparativamente bajo de la formulación adhesiva según la invención (por ejemplo, menos de 250 pm). Alternativa o adicionalmente, en el producto autoadhesivo se puede introducir una capa adicional que tiene una mayor resistencia a la tracción, por ejemplo, un material de soporte u otra capa de adhesivo. Además, la resistencia al desgarro depende de la fuerza de pelado. Cuanto mayor sea, mayores serán las demandas de resistencia a la tracción del producto autoadhesivo. Por el contrario, los productos autoadhesivos con menor fuerza de pelado permiten resistencias a la tracción que se encuentran en un nivel inferior. Las fuerzas de decapado más bajas también permiten que los sustratos adhesivos sensibles, como el papel tapiz de virutas de madera o el yeso, se eliminen con más suavidad, de modo que la destrucción durante la eliminación se pueda prevenir de manera más efectiva.
Los artículos autoadhesivos según la invención son productos adhesivos piezosensibles de doble faz, en particular secciones perforadas o cortadas de otra manera de cinta o película adhesiva (tiras adhesivas). Las tiras adhesivas pueden tener cualquier dimensión en ambas dimensiones. Por lo general, tienen una longitud de al menos 5 mm. Las longitudes también pueden ser de 10 mm, 20 mm, 50 mm, 100 mm o más. Los anchos son normalmente de al menos 2 mm. Los anchos también pueden ser de 5 mm, 10 mm, 20 mm, 50 mm o más. Incluso si los artículos autoadhesivos de acuerdo con la invención pueden usarse ventajosamente como tiras adhesivas, también hay muchos usos posibles para las estructuras de producto de acuerdo con la invención como cinta adhesiva de montaje. Con tales diseños de productos, el ancho de la cinta es, por ejemplo, también 5 mm, 10 mm, 20 mm, 50 mm o más. Las cintas adhesivas se fabrican en secciones más largas, por ejemplo, 5 m, 10 m o incluso 50 m. Estas cintas se ofrecen convenientemente al usuario en forma enrollada.
Las tiras adhesivas son habitualmente más largas que anchas, siendo entonces ventajosamente el estiramiento para despegarlo a lo largo del eje longitudinal. Todos los ángulos de los troquelados pueden ser de 90° o diferir. También son posibles formas en las que la tira adhesiva se estrecha en al menos una dirección y, en particular, se estrecha en una punta. Los bordes también se pueden diseñar redondos.
Las tiras adhesivas pueden contener áreas de agarre que no se adhieren a la parte superior o inferior de la tira adhesiva. Esta zona sirve como asa, que se tira para lograr el estiramiento, especialmente en el plano de unión, y por lo tanto preferiblemente no se hace sensible a la presión en ambos lados, en particular mediante la aplicación de capas de metal, plástico o papel, como se describió con anterioridad. Sin embargo, la zona de agarre también se puede producir mediante irradiación, pulverización o neutralización del adhesivo. Alternativamente, se puede aplicar un barniz o una imprimación en las áreas apropiadas. Además, la superficie se puede modificar mediante un tratamiento químico como el grabado para crear zonas no adhesivas. Una rugosidad de la película del mango con una rugosidad Sa de 0,10 a 2,00 pm, preferiblemente de 0,15 a 0,50 pm, asegura una buena unión entre la película y el adhesivo sensible a la presión y, por lo tanto, se puede seleccionar ventajosamente para este propósito. La rugosidad se define de acuerdo con la norma ISO 25178-2:2012 (E) Sección 4.1.7 (ver también Prueba X).
Los artículos autoadhesivos de acuerdo con la invención se proporcionan en particular sobre un revestimiento desprendible (preferiblemente papel o película siliconizados). El revestimiento puede equiparse para separarse por un lado. Entonces se usa ventajosamente una segunda capa de un revestimiento para cubrir la segunda superficie. El revestimiento también se puede diseñar para que se separe en ambos lados.
Los espesores del producto pueden ser de al menos 700 pm y como máximo 2500 pm, preferiblemente de al menos 900 pm y no más de 1800 pm.
Finalmente, la presente invención también comprende el uso de la composición adhesiva de la invención o la cinta adhesiva de la invención para pegar sobre papel pintado de virutas de madera, en particular papel pintado de virutas de madera revestido, o sobre yeso, en particular sobre revoque revestido. También para pegar en otras superficies rugosas y/o que se parten fácilmente, como madera, paneles, chapa de madera, papel tapiz texturizado; los paneles o pizarrones son una composición adhesiva y una cinta particularmente adecuadas de la presente invención.
Otras posibles aplicaciones de las correspondientes cintas autoadhesivas se pueden encontrar en los documentos DE 4233872 A1, DE 19511288 A1, US 5.507.464 A, US 5.672.402 A y WO 94/21157 A1, las formas de realización especiales, por ejemplo, en los documentos DE 4428587 A1, DE 4431914 A1, WO 97/07172 A1, DE 29623112 U1, WO 98/03601 A1 y DE 19649636 A1, DE 19813081 A1, DE 19723177 A1, DE 29723198 A1, DE 29723614 U1, DE 19756084 A1, DE 19756816 A1, DE 19842864 A1, DE 19842865 A1, WO 99/31193 A1, WO 99/37729 A1 y WO 99/63018 A1.
Métodos de ensayo
Prueba I - peso molecular, GPC
El peso molecular medio ponderado Mw se determinó mediante cromatografía de permeación en gel (GPC). Se utilizó THF como eluyente. La medición se realizó a 23 °C. Como columna de protección se utilizó PSS-SDV, 5 pL, 103 A, DI 8,0 mm x 50 mm. Para la separación se utilizaron las columnas PSS-SDV, 5 pL, 103 así como 104 y 106, cada una con un DI de 8,0 mm x 300 mm. La concentración de la muestra fue de 4 g/l, el caudal de 1,0 ml por minuto. Las mediciones se realizaron contra estándares PS (p = pm; 1 A = 10-10 m).
La GPC también se ofrece como un método metrológico para determinar el contenido de dibloque, en caso de que los datos del fabricante para un copolímero en bloque no estén disponibles. Para los copolímeros en bloque que pueden utilizarse en el sentido de la presente invención y que se producen mediante polimerización aniónica viva, las distribuciones de masa molar son típicamente lo suficientemente estrechas para que los modos poliméricos que pueden asignarse a los copolímeros tribloque, por un lado, y a los copolímeros dibloque, por otro, ocurran suficientemente separados entre sí en el elugrama. La fracción de dibloque puede entonces cuantificarse como la integral de la señal de masa molar correspondiente, relacionada con la suma de las integrales de las señales de masa molar del modo dibloque y de los otros modos de copolímero en bloque (modo tribloque o modo de un copolímero en bloque superior).
Prueba II - DSC
La temperatura de transición vítrea de bloques de polímero en copolímeros de bloque se determinó usando calorimetría de barrido dinámico (DSC). Para ello, se pesaron aproximadamente 5 mg de las muestras de copolímero de bloques sin tratar en un pequeño crisol de aluminio (volumen 25 pL) y se cerró con una tapa perforada. Se utilizó un DSC 204 F1 de Netzsch para la medición y la inertización se llevó a cabo bajo nitrógeno. La muestra se enfrió primero a -150 °C, se calentó a una velocidad de calentamiento de 10 K/min a 150 °C y se enfrió nuevamente a -150 °C. La siguiente segunda curva de calentamiento se corrió de nuevo a 10 K/min y se registró el cambio en la capacidad calorífica. Las transiciones de vidrio se reconocen como pasos en el termograma. La
temperatura de transición vitrea se evalúa como sigue (ver Figura 1). Se aplica una tangente a la línea de base del termograma antes del 1 y después del 2 del nivel. En el área del paso, se coloca una línea de regresión 3 paralela a la ordenada para que interseque las dos tangentes de tal manera que dos superficies 4 y 5 (entre la tangente, la línea de regresión y la curva de medición) con el mismo contenido se crean. La intersección de la línea de regresión colocada de esta manera con la curva de medición da la temperatura de transición vítrea.
Prueba III -Valor DACP
El DACP es el punto de enturbiamiento de diacetona y se determina en el contexto de la presente invención de la siguiente manera: se pesan 5,0 g de sustancia de ensayo (la muestra de resina adhesiva a examinar) en un vaso de muestra seco y se mezclan con 5,0 g de compensación de xileno (mezcla de isómeros, CAS [1330-20-7], > 98,5%, Sigma-Aldrich N° 320579 o comparable). La sustancia de ensayo se disuelve a 130 °C y luego se enfría a 80 °C. Cualquier xileno que haya escapado se rellena con más xileno, de modo que quedan disponibles de nuevo 5,0 g de xileno. Luego se añaden 5,0 g de alcohol de diacetona (4-hidroxi-4-metil-2-pentanona, cAs [123-42-2], 99%, Aldrich # H41544 o comparable). El tubo de muestra se agita hasta que la sustancia de ensayo se haya disuelto por completo. Para ello, la solución se calienta a 100 °C. El tubo de muestra con la solución de resina se coloca luego en un dispositivo de medición del punto de enturbiamiento Chemotronic Cool de Novomatics, donde se calienta a 110 °C. Se enfría a una velocidad de enfriamiento de 1,0 K/min. El punto de enturbiamiento se detecta ópticamente. Para ello, se registra la temperatura a la que la turbidez de la solución es del 70%. El resultado se da en °C. Cuanto menor sea el valor de DACP, mayor será la polaridad de la sustancia de ensayo.
Para la determinación de los valores de DACP, se hace referencia a C. Donker, PSTC Annual Technical Seminar, Proceedings, págs. 149-164, mayo de 2001.
Prueba IV -Valor MMAP
MMAP es el punto de enturbiamiento mixto de metilciclohexano-anilina determinado usando un método ASTM C 611 modificado. En el contexto de la presente invención, el valor de MMAP se determina pesando 5,0 g de la sustancia de ensayo, es decir, la muestra de resina adhesiva a examinar, en un tubo de muestra seco y añadiendo 10 ml de anilina seca (CAS [62-53- 3], > 99,5%, Sigma-Aldrich N.° 51788 o comparable) y 5 ml de metilciclohexano seco (CAS [108-87-2], > 99%, Sigma-Aldrich N.° 300306 o comparable). El tubo de muestra se agita hasta que la sustancia problema se haya disuelto por completo. Para ello, la solución se calienta a 100 °C. El tubo de muestra con la solución de resina se coloca luego en un dispositivo de medición del punto de enturbiamiento Chemotronic Cool de Novomatics, donde se calienta a 110 °C. Se enfría a una velocidad de enfriamiento de 1,0 K/min. El punto de enturbiamiento se detecta ópticamente. Para ello, se registra la temperatura a la que la turbidez de la solución es del 70%. El resultado se da en °C. Cuanto menor sea el valor de MMAP, mayor será la aromaticidad de la sustancia problema.
Para la determinación de los valores MMAP, se hace referencia a C. Donker, PSTC Annual Technical Seminar, Proceedings, págs. 149-164, mayo de 2001.
Prueba V -Temperatura de ablandamiento de la resina
La temperatura de ablandamiento de la resina adhesiva se lleva a cabo de acuerdo con el método relevante conocido como Ring & Ball y estandarizado de acuerdo con ASTM E28.
Prueba VI - Viscosidad en estado fundido de las resinas blandas
Para determinar la viscosidad en estado fundido de las resinas blandas, se llevó a cabo un barrido de esfuerzo cortante en un reómetro DSR 200 N controlado por esfuerzo cortante de Rheometrics Scientific en rotación. Se utilizó un sistema de medición de cono/placa con un diámetro de 25 mm (ángulo del cono 0,1002 rad), el cabezal de medición tenía cojinetes de aire y era adecuado para mediciones de fuerza normales. El espacio era de 0,053 mm y la temperatura de medición de 25 °C. La frecuencia se varió de 0,002 Hz a 200 Hz y la viscosidad de la masa fundida se registró a 1 Hz.
Prueba VII - Resistencia al cizallamiento basculante
Para determinar la resistencia al cizallamiento basculante, la película adhesiva de 750 de espesor a ensayar o la probeta que contiene el soporte de 20 mmx50 mm, que está provista de una zona de agarre no adhesiva en ambos lados (obtenida laminando 25 pm de espesor biaxialmente película de poliéster estirada con dimensiones de 20 mm x 13 mm), pegada inicialmente a una placa de sustrato equipada con papel tapiz de viruta de madera (tipo Erfurt 52 pintado con blanco Alpina (rollo de piel de cordero)) (tiempo de presión = 5 seg). En la parte posterior de la tira adhesiva, se pega en el centro una placa base de acero de 40 mm x 20 mm x 3 mm (largo x ancho x espesor). Un pasador de acero de 10 cm de largo se fija a la placa base y se asienta verticalmente sobre la superficie de la placa. Las probetas obtenidas se presionan juntas con una fuerza de 100 N y se dejan sin carga durante 5 minutos. Después de aplicar la carga de cizalla basculante seleccionada colocando un peso (10 N con brazo de palanca de
20 mm), se determina el tiempo hasta que falla la unión (= vida útil de la cizalla basculante). El clima de prueba es de 23 °C con una humedad relativa del 50%. Para muchas aplicaciones, cuanto mayor sea la vida útil de la cizalla basculante, mejor. Si se alcanzan los 20 días, la prueba se cancela y el resultado se anota como > 20 días.
Prueba VIII - Fuerza de pelado
Para determinar la fuerza de pelado, se coloca una muestra de producto adhesivo de 50 mm * 20 mm (largo * ancho), con un área de agarre no adhesiva en el extremo superior, en el medio entre dos placas de acero (dispuestas de forma congruente entre sí) de 60 mm x 30 mm encolado. Las probetas obtenidas de esta manera se presionan con una fuerza de 500 N durante 5 segundos y luego se dejan en estado descargado durante 5 minutos. Los enlaces se unen durante 24 horas a 23 °C y 50% de humedad rel. almacenada. La tira de película adhesiva se suelta a una velocidad de tracción de 1000 mm/min paralela al plano de unión y sin contacto (para este propósito, se inserta un espaciador, que corresponde al espesor de la película adhesiva a examinar, entre las placas de acero en un área sin película adhesiva) en las áreas de los bordes de las dos placas de acero. La fuerza de pelado requerida se mide en N. El máximo de los valores de la fuerza de pelado se da en N/cm.
Prueba IX - Resistencia a la tracción
Las muestras de adhesivo se presionan en capas con un espesor de 750 pm. De aquí se perforan muestras de prueba en forma de mancuerna (varilla de prueba 5A según la norma DIN EN ISO 527). Estos están a 23 °C y 50% de humedad rel. equilibrada. Una muestra de prueba se sujeta en una máquina de prueba de tracción en las dos piezas de los extremos. La muestra de ensayo se estira a una velocidad de 1000 mm/min y la fuerza se absorbe en el proceso. La resistencia a la tracción es la fuerza relacionada con el área de la sección transversal del patrón (ancho de banda x espesor de capa) que se registra durante el alargamiento a la rotura. Esto se expresa en MPa. Prueba X- Rugosidad
La rugosidad de la superficie de la capa de agarre se determinó utilizando un microscopio óptico ContourGT®3D de Bruker. Se basó en la norma ISO 25178-602. El dispositivo se hizo funcionar en modo de escaneo vertical (VSI). Se utilizó un objetivo de 50x y una lente de campo 1x, lo que resultó en un aumento de cincuenta veces. El campo de visión era de 317 pm x 238 pm. La rugosidad superficial evaluada Sa también se refiere a esta superficie. A partir del perfil de altura registrado ópticamente, la rugosidad superficial se obtuvo como el valor medio del perfil 3D Sa a partir de los datos brutos de acuerdo con la norma ISO 25178-2: 2012 (E) Sección 4.1.7. Sa es la media aritmética de las cantidades de los valores de altura z de todos los puntos medidos que se encuentran en el plano x, y del campo de visión. En cada caso se llevaron a cabo tres mediciones y el valor medio de las mediciones individuales se expresó en nm. La distancia entre los puntos medidos fue de 0,5 pm tanto en la dirección x como en la y.
Ejemplos
Adhesivos
Todos los compuestos de amasado se produjeron en una amasadora doble sigma calentable de Aachener Maschinenbau Küpper Tipo III-P1. La camisa de la amasadora se calentó mediante un baño de calentamiento de aceite térmico de Lauda. Aquí se fijó una temperatura del baño de 190 °C. Durante todo el proceso de amasado estuvo presente una atmósfera de gas protector de CO2. La amasadora se hizo funcionar a 50 rpm.
Primero, los elastómeros se pesaron junto con el inhibidor de envejecimiento sólido Irganox 1010 y se colocaron en la amasadora. Luego se añadió aproximadamente el 10% de la cantidad de resina sólida y se amasó durante 15 minutos. Posteriormente, a intervalos de 10 minutos, se añadió e incorporó un tercio de la cantidad restante de resina adhesiva y finalmente resina blanda.
Una vez finalizado el proceso de amasado, las masas de amasado se retiraron de la amasadora y se dejaron enfriar a temperatura ambiente.
Las masas enfriadas se colocaron entre dos capas de papel desprendible siliconado y se prensaron con una prensa en caliente de Lauffer GmbH & CO KG tipo RLKv 25 a 130 °C para dar muestras manuales con un espesor de capa de 150 mm o 750 mm (dependiendo de la prueba a realizar). llevado a cabo).
Materiales en bruto usados


La espuma de comparación S1 tiene una densidad demasiado alta o una resistencia a la compresión demasiado alta en el contexto de esta invención.
Adhesivo H1 (Tipo de adhesivo HKA1):

Contenido de elastómero total 49,5% en peso; proporción de dibloque 51,5% en peso; proporción de resina blanda 5,0% en peso.
Adhesivo H2 (tipo de adhesivo HKA1):

(continuación)

Contenido de elastómero total 44,0% en peso; proporción de dibloque 44,1% en peso; proporción de resina blanda 9,5% en peso.
Adhesivo H3 (tipo de adhesivo HKB1)
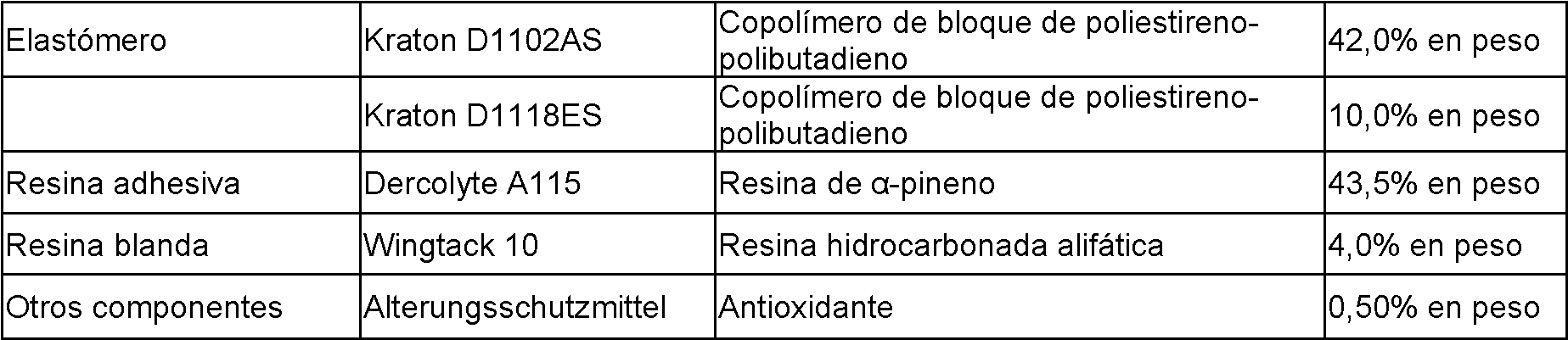
Contenido total de elastómero 52,0% en peso; contenido de dibloques 28,7% en peso; contenido de resina blanda 4,0% en peso; resistencia a la tracción 12,7 MPa.
Adhesivo H4 (tipo de adhesivo HKA2 o HKB2)

Contenido total de elastómero 45,0% en peso; contenido de dibloques 17,0% en peso; contenido de resina blanda 10,0% en peso.
Fabricación de productos adhesivos
El portador de espuma y el adhesivo (grosor 150 |jm) se cortan a un tamaño manejable y se laminan directamente entre sí a mano utilizando un rodillo de presión. Se debe tener cuidado de que la dirección de la máquina de la espuma corresponda a la dirección de la máquina del adhesivo. A partir de entonces, las muestras son 2 semanas a 23 °C y 50% de humedad rel. almacenada para asegurar un buen anclaje de las capas adhesivas sobre el soporte de espuma. Hay (dependiendo del método de prueba) muestras de prueba, por ejemplo, tiras perforadas con una longitud de 50 mm y un ancho de 20 mm en la dirección de la máquina (dirección transversal).
Comprobación de los productos adhesivos

(continuación)

Claims (12)
1. Artículo autoadhesivo que contiene
(i) al menos un material de soporte que contiene al menos una capa de espuma con una primera superficie A y una segunda superficie B,
en el que la al menos una capa de espuma del material de soporte presenta
- un espesor de al menos 500 |jm, preferiblemente al menos 850 |jm, y como máximo 1800 |jm, preferiblemente máximo 1500 jim,
- una densidad de al menos 30 kg/m3, preferiblemente al menos 45 kg/m3, y como máximo 120 kg/m3, preferiblemente como máximo 100 kg/m3,
- una resistencia a la tracción según la norma ISO 1926, velocidad de ensayo de 500 mm/min, en la dirección de pelado de al menos 500 kPa, preferiblemente de al menos 700 kPa,
- un alargamiento por tracción según la norma ISO 1926, velocidad de prueba 500 mm/min, en la dirección de pelado de al menos 300%, preferiblemente al menos 500%, así como
- una dureza de compresión según la norma ISO 3386-1, 50% de profundidad de indentación de al menos 50 kPa, preferiblemente al menos 70 kPa, y como máximo 300 kPa, preferiblemente como máximo 200 kPa,
(ii) una capa adhesiva sensible a la presión HKA, que se asigna a la superficie A,
(iii) una capa adhesiva sensible a la presión HKB, que se asigna a la superficie B,
(iv) opcionalmente una o más capas adicionales,
caracterizado porque las capas adhesivas sensibles a la presión HKA y HKB forman una combinación de capas adhesivas sensibles a la presión 1, o una combinación de capas adhesivas sensibles a la presión 2,
en donde, en el caso de una combinación de capas adhesivas sensibles a la presión 1, la capa adhesiva sensible a la presión HKA es una capa adhesiva sensible a la presión HKA1 que contiene
1. al menos un componente elastomérico del tipo de un copolímero de bloque polibutadieno-polivinilaromático con una proporción con relación al adhesivo total del 42% en peso al 55% en peso y una proporción dibloque con relación al contenido total de copolímero en bloque del 32% en peso al 55% en peso, preferiblemente hasta el 50% en peso,
ii. al menos una resina adhesiva que sea una resina hidrocarbonada con un valor DACP, según la prueba III de la descripción, de al menos 5 °C y como máximo 50 °C y un valor MMAP, según la prueba IV de la descripción, de al menos 50 °C y como máximo 85 °C,
iii. opcionalmente al menos una resina blanda con una proporción del 0% en peso al 15% en peso, referido al adhesivo total,
iv. aditivos adicionales opcionales
y en donde, en el caso de la combinación de capas adhesivas sensibles a la presión 1, la capa adhesiva sensible a la presión HKB es una capa adhesiva sensible a la presión HKB1 que tiene una resistencia a la tracción de al menos 9 MPa, preferiblemente de al menos 11 MPa,
y en donde, en el caso de la combinación de capas adhesivas sensibles a la presión 2, la capa adhesiva sensible a la presión HKA es una capa adhesiva sensible a la presión HKA2 y la capa adhesiva sensible a la presión HKB es una capa adhesiva sensible a la presión HKB2, cada una de las cuales, pero independientes una de la otra, contiene v. al menos un componente elastomérico del tipo copolímero de bloque de butadieno con una proporción con relación al adhesivo total del 38% en peso al 48% en peso y una proporción de dibloques con relación al contenido total de copolímero de bloque del 10% en peso al 30% por peso,
vi. al menos una resina adhesiva que sea una resina hidrocarbonada con un valor DACP, según la prueba III de la descripción, de al menos 5 °C y como máximo 50 °C y un valor de MMAP, según la prueba IV de la descripción, de al menos 50 °C y como máximo 85 °C,
vii. al menos una resina blanda con una proporción del 2% en peso al 15% en peso, referido al adhesivo total, viii. opcionalmente contienen otros aditivos.
2. Artículo autoadhesivo de acuerdo con la reivindicación 1, caracterizado porque la capa adhesiva sensible a la presión HKB1 contiene
a) al menos un componente elastomérico del tipo de un copolímero de bloques de polibutadieno-polivinilaromático con una proporción con relación al adhesivo total del 40% en peso al 60% en peso y una proporción de dibloques con relación al contenido total de copolímero de bloque del 10% en peso al 30% en peso,
b) al menos una resina adhesiva que sea una resina hidrocarbonada con un valor DACP de al menos 5 °C y como máximo 50 °C y un valor de MMAP de al menos 50 °C y como máximo 85 °C,
c) eventualmente al menos una resina blanda con una proporción del 0% en peso al 12% en peso, referido al adhesivo total,
d) opcionalmente otros aditivos.
3. Artículo autoadhesivo de acuerdo con una de las reivindicaciones anteriores, caracterizado porque al menos uno de los componentes elastoméricos está compuesto en al menos el 90% en peso, referido al contenido total de copolímero de bloques, por al menos un copolímero de bloques de polibutadieno, en donde el al menos un copolímero de bloques de polibutadieno contiene bloques poliméricos formados predominantemente por polimerización de vinilaromáticos (bloques A), preferentemente estireno, y los formados predominantemente por polimerización de 1,3-butadieno (bloques B).
4. Artículo autoadhesivo de acuerdo con una de las reivindicaciones anteriores, caracterizado porque al menos una de las resinas adhesivas es una resina hidrocarbonada con un valor DACP de como máximo 45 °C.
5. Artículo autoadhesivo de acuerdo con una de las reivindicaciones anteriores, caracterizado porque al menos una de las resinas adhesivas es una resina hidrocarbonada con un valor de MMAP de como máximo 80 °C.
6. Artículo autoadhesivo de acuerdo con una de las reivindicaciones anteriores, caracterizado porque al menos una de las resinas adhesivas es una resina hidrocarbonada con una temperatura de ablandamiento de la resina según la norma ASTM E28 de al menos 90 °C, preferiblemente al menos 110 °C, y como máximo 140 °C, preferiblemente como máximo 120 °C.
7. Artículo autoadhesivo de acuerdo con una de las reivindicaciones anteriores, caracterizado porque el adhesivo contiene al menos el 5% en peso y como máximo el 15% en peso, preferiblemente como máximo el 12% en peso de resina blanda, cada una en base al adhesivo total.
8. Artículo autoadhesivo de acuerdo con la reivindicación 7, caracterizado porque la resina blanda tiene una viscosidad de fusión, según la prueba VI de la descripción, de al menos 25 Pa s.
9. Artículo autoadhesivo de acuerdo con una de las reivindicaciones anteriores, caracterizado porque la composición adhesiva contiene como máximo un 1% en peso, preferentemente un 0% en peso, en base a la composición adhesiva total, de plastificantes de baja viscosidad que tienen una viscosidad de fusión, según la prueba VI de la descripción, inferior a 25 Pa s.
10. Artículo autoadhesivo de acuerdo con una de las reivindicaciones anteriores, caracterizado porque es desprendible.
11. Artículo autoadhesivo de acuerdo con una de las reivindicaciones anteriores, caracterizado porque es una tira adhesiva.
12. Uso del artículo autoadhesivo de acuerdo con una de las reivindicaciones 1 a 11 para pegar sobre papel de virutas de madera, en particular papel pintado de virutas de madera, papel pintado texturizado, madera, paneles, tableros de pared, revestimientos, chapas de madera o sobre yeso, en particular yeso pintado.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102015220072.8A DE102015220072A1 (de) | 2015-10-15 | 2015-10-15 | Selbstklebeartikel und dessen Verwendung zur Verklebung auf gestrichener Raufasertapete |
| PCT/EP2016/074551 WO2017064169A1 (de) | 2015-10-15 | 2016-10-13 | Selbstklebeartikel und dessen verwendung zur verklebung auf gestrichener raufasertapete |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| ES2900252T3 true ES2900252T3 (es) | 2022-03-16 |
Family
ID=57144961
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| ES16782210T Active ES2900252T3 (es) | 2015-10-15 | 2016-10-13 | Artículos autoadhesivos y su uso para adherir al papel pintado de virutas de madera |
Country Status (11)
| Country | Link |
|---|---|
| US (1) | US20190077998A1 (es) |
| EP (1) | EP3362528B1 (es) |
| KR (1) | KR20180070632A (es) |
| CN (1) | CN108291118B (es) |
| DE (2) | DE102015220072A1 (es) |
| DK (1) | DK3362528T3 (es) |
| ES (1) | ES2900252T3 (es) |
| HU (1) | HUE057692T2 (es) |
| PL (1) | PL3362528T3 (es) |
| PT (1) | PT3362528T (es) |
| WO (1) | WO2017064169A1 (es) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE202015009141U1 (de) | 2015-10-15 | 2016-11-03 | Tesa Se | Klebemasse, insbesondere für stripbare Klebestreifen, und Verwendung zur Verklebung auf getrichener Raufasertapete |
| DE102018200877A1 (de) * | 2018-01-19 | 2019-07-25 | Tesa Se | Wiederablösbares Schaumklebeband |
| CN111693368A (zh) * | 2020-06-15 | 2020-09-22 | 苏州高泰电子技术股份有限公司 | 用于晶圆切割胶带微观表征性能的测试方法 |
| DE102020209289A1 (de) * | 2020-07-23 | 2022-01-27 | Tesa Se | Stanzling insbesondere zum dauerhaften Verschließen von Löchern |
| DE102024128553A1 (de) | 2024-10-02 | 2026-04-02 | Tesa Se | Wiederablösbarer Selbstklebeartikel aufweisend zumindest eine Schicht einer Haftklebemasse |
Family Cites Families (53)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3958484A (en) * | 1975-05-29 | 1976-05-25 | Roberts' Products, Inc. | Sealing means for wind instruments |
| US4024312A (en) | 1976-06-23 | 1977-05-17 | Johnson & Johnson | Pressure-sensitive adhesive tape having extensible and elastic backing composed of a block copolymer |
| DE3331016A1 (de) | 1983-04-06 | 1984-10-11 | Beiersdorf Ag, 2000 Hamburg | Klebfolie fuer wiederloesbare klebbindungen |
| WO1992001132A1 (en) | 1990-07-13 | 1992-01-23 | Concorde St. George Productions Pty. Ltd. | Cinematic theatre system |
| US5516581A (en) | 1990-12-20 | 1996-05-14 | Minnesota Mining And Manufacturing Company | Removable adhesive tape |
| TW215105B (es) | 1990-12-20 | 1993-10-21 | Minnesota Mining & Mfg | |
| DE4222849C2 (de) | 1992-07-11 | 2000-02-10 | Beiersdorf Ag | Verwendung eines Streifens einer Klebefolie für wiederlösbare Verklebung |
| DE4233872C2 (de) | 1992-09-30 | 1994-07-28 | Beiersdorf Ag | Wiederablösbarer, selbstklebender Haken |
| EP0878155B1 (en) | 1993-03-23 | 2008-10-22 | Minnesota Mining And Manufacturing Company | Article support using stretch releasing adhesives |
| US6231962B1 (en) | 1993-08-31 | 2001-05-15 | 3M Innovative Properties Company | Removable foam adhesive tape |
| US6403206B1 (en) | 1994-08-31 | 2002-06-11 | Minnesota Mining And Manufacturing Company | Removable foam adhesive tape |
| EP0716672B1 (en) | 1993-08-31 | 2002-04-10 | Minnesota Mining And Manufacturing Company | Removable foam adhesive tape |
| US5507464A (en) | 1994-03-22 | 1996-04-16 | Minnesota Mining And Manufacturing Company | Article support using stretch releasing adhesives |
| DE4428587C2 (de) | 1994-08-12 | 1996-06-13 | Beiersdorf Ag | Klebfolienstreifen |
| DE4431914C2 (de) | 1994-09-08 | 1996-10-17 | Beiersdorf Ag | Streifen einer Klebfolie für eine rückstandsfrei wiederlösbare Verklebung und dessen Verwendung |
| DE19511288C2 (de) | 1995-03-28 | 1997-04-03 | Beiersdorf Ag | Verwendung eines doppelseitig klebenden Klebfolien-Abschnittes für eine Fixierung oder Aufhängung eines Gegenstandes |
| WO1997007172A1 (en) | 1995-08-11 | 1997-02-27 | Minnesota Mining And Manufacturing Company | Removable adhesive tape with controlled sequential release |
| DE19531696A1 (de) | 1995-08-29 | 1997-03-06 | Beiersdorf Ag | Mehrfache Verwendung eines Klebfolien-Laminats |
| DE19708366A1 (de) | 1996-07-04 | 1998-01-08 | Beiersdorf Ag | Klebfolienstreifen |
| DE29623112U1 (de) | 1996-07-06 | 1997-10-30 | Beiersdorf Ag, 20253 Hamburg | Streifen einer Klebfolie |
| FR2751338B1 (fr) | 1996-07-17 | 1998-09-04 | Plasto Sa | Adhesif double face demontable |
| DE19649728A1 (de) | 1996-11-30 | 1998-06-18 | Beiersdorf Ag | Klebeband |
| DE19649727A1 (de) | 1996-11-30 | 1998-06-04 | Beiersdorf Ag | Klebeband |
| DE19649729A1 (de) | 1996-11-30 | 1998-06-04 | Beiersdorf Ag | Klebeband |
| DE19649636A1 (de) | 1996-12-02 | 1998-06-04 | Beiersdorf Ag | Verwendung eines Klebeband-Abschnitts |
| DE19708364A1 (de) | 1997-03-01 | 1998-09-03 | Beiersdorf Ag | Haltevorrichtung |
| DE19720145A1 (de) | 1997-05-14 | 1998-11-19 | Beiersdorf Ag | Doppelseitiges Klebeband und seine Verwendung |
| DE19813081B4 (de) | 1997-05-16 | 2005-07-07 | Tesa Ag | Verwendung eines Vorreinigungstuchs getränkt mit Haftvermittler für Klebstoff-Folien |
| DE19723177A1 (de) | 1997-06-03 | 1998-12-10 | Daimler Benz Ag | Spannungsgesteuerter wellenlängenselektiver Photodetektor |
| DE29723198U1 (de) | 1997-06-10 | 1998-08-27 | Beiersdorf Ag, 20253 Hamburg | Rückstandsfrei entfernbares Lesezeichen |
| DE29723614U1 (de) | 1997-06-21 | 1999-01-28 | Beiersdorf Ag, 20253 Hamburg | Klebefolienstreifen-Verbund und seine Verwendung |
| US6972141B1 (en) | 1997-12-12 | 2005-12-06 | 3M Innovative Properties Company | Removable adhesive tape laminate and separable fastener |
| DE19756084C2 (de) | 1997-12-17 | 2002-05-02 | Tesa Ag | Zerstörungs- und rückstandsfrei wiederlösbares Befestigungssystem für innen und außen |
| DE19756816C1 (de) | 1997-12-19 | 1999-02-04 | Beiersdorf Ag | Bilderrahmen mit Eckbefestigung |
| US6120867A (en) | 1998-01-27 | 2000-09-19 | 3M Innovative Properties Company | Removable tape laminate |
| DE19820854C1 (de) | 1998-05-09 | 1999-08-05 | Zueblin Ag | Zweiblockschwelle für feste Fahrbahn |
| US6106937A (en) | 1998-06-05 | 2000-08-22 | 3M Innovative Properties Company | Stretch release adhesive article with enhanced removal feature |
| DE19842864A1 (de) | 1998-09-19 | 2000-03-30 | Beiersdorf Ag | Klebfolienstreifen |
| DE19842865A1 (de) | 1998-09-19 | 2000-03-30 | Beiersdorf Ag | Klebfolienstreifen |
| DE10003318B4 (de) | 2000-01-27 | 2009-04-16 | Tesa Ag | Haftklebemasse und ihre Verwendung |
| DE10055942A1 (de) | 2000-11-10 | 2002-06-06 | Tesa Ag | Haftklebemasse und ihre Verwendung |
| DE10252089A1 (de) * | 2002-11-08 | 2004-05-27 | Tesa Ag | Klebemasse und Verwendung derselben für einen Haftklebfolienstreifen aus mindestens einer Schicht, der sich durch dehnendes Verstrecken im wesentlichen in der Verklebungsebene rückstands- und zerstörungsfrei wieder ablösen lässt |
| DE102004030252B4 (de) | 2004-06-18 | 2006-06-08 | Strübbe, Kai | Befestigungsvorrichtung für rauhe Oberflächen |
| US7276272B2 (en) | 2004-09-29 | 2007-10-02 | 3M Innovative Properties Company | Stretch releasing adhesive article for fragile surfaces |
| US20080135159A1 (en) | 2006-12-12 | 2008-06-12 | 3M Innovative Properties Company | Stretch releasing pressure-sensitive adhesive articles and methods of using the same |
| US7691225B2 (en) * | 2007-01-15 | 2010-04-06 | Nitto Denko Corporation | Thermal-release double-coated pressure-sensitive adhesive tape or sheet and method of processing adherend |
| DE102007021504A1 (de) | 2007-05-04 | 2008-11-06 | Tesa Ag | Haftklebemasse und daraus gebildeter ablösbarer Haftklebestreifen |
| DE102008023741A1 (de) * | 2008-05-09 | 2009-11-12 | Tesa Se | Haftklebebänder zur Verklebung von Druckplatten und Verfahren zu deren Herstellung |
| DE102008047964A1 (de) * | 2008-09-18 | 2010-03-25 | Tesa Se | Verfahren zur Kapselung einer elektronischen Anordnung |
| DE102008062130A1 (de) * | 2008-12-16 | 2010-06-17 | Tesa Se | Verfahren zur Kapselung einer elektronischen Anordnung |
| DE102013206624A1 (de) * | 2013-04-15 | 2014-10-16 | Tesa Se | Haftklebemasse und Verwendung derselben in einem Haftklebstreifen |
| CN104650757A (zh) * | 2013-11-22 | 2015-05-27 | 日东电工株式会社 | 双面粘合片 |
| CN104479599B (zh) * | 2014-12-31 | 2019-11-15 | 3M创新有限公司 | 多基材适应性拉伸移除型粘合剂制品、粘合剂组合物及组件 |
-
2015
- 2015-10-15 DE DE102015220072.8A patent/DE102015220072A1/de not_active Withdrawn
- 2015-10-15 DE DE202015009135.0U patent/DE202015009135U1/de not_active Expired - Lifetime
-
2016
- 2016-10-13 WO PCT/EP2016/074551 patent/WO2017064169A1/de not_active Ceased
- 2016-10-13 CN CN201680069376.5A patent/CN108291118B/zh active Active
- 2016-10-13 HU HUE16782210A patent/HUE057692T2/hu unknown
- 2016-10-13 DK DK16782210.5T patent/DK3362528T3/da active
- 2016-10-13 ES ES16782210T patent/ES2900252T3/es active Active
- 2016-10-13 PL PL16782210T patent/PL3362528T3/pl unknown
- 2016-10-13 PT PT167822105T patent/PT3362528T/pt unknown
- 2016-10-13 US US15/767,239 patent/US20190077998A1/en not_active Abandoned
- 2016-10-13 EP EP16782210.5A patent/EP3362528B1/de active Active
- 2016-10-13 KR KR1020187013645A patent/KR20180070632A/ko not_active Abandoned
Also Published As
| Publication number | Publication date |
|---|---|
| PT3362528T (pt) | 2021-12-16 |
| KR20180070632A (ko) | 2018-06-26 |
| CN108291118B (zh) | 2021-07-27 |
| DK3362528T3 (da) | 2021-12-13 |
| DE202015009135U1 (de) | 2016-11-04 |
| HUE057692T2 (hu) | 2022-05-28 |
| CN108291118A (zh) | 2018-07-17 |
| DE102015220072A1 (de) | 2017-04-20 |
| EP3362528A1 (de) | 2018-08-22 |
| US20190077998A1 (en) | 2019-03-14 |
| PL3362528T3 (pl) | 2022-02-07 |
| EP3362528B1 (de) | 2021-09-29 |
| WO2017064169A1 (de) | 2017-04-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| ES2900252T3 (es) | Artículos autoadhesivos y su uso para adherir al papel pintado de virutas de madera | |
| JP6525957B2 (ja) | 自己接着化合物及び接着テープにおけるその使用 | |
| AU2009356226B2 (en) | A pressure sensitive adhesive and a pressure sensitive adhesive tape | |
| ES2378752T3 (es) | Masa autoadhesiva espumada, reticulable por reacción química inducida por radiaciones, basada en copolímeros de bloques vinilaromáticos | |
| KR102131888B1 (ko) | 비극성 표면 결합용 폼 접착 테이프 | |
| EP2403916B1 (en) | Adhesive article comprising an acrylic foam layer | |
| TWI720142B (zh) | 積層薄膜 | |
| EP2474587A1 (en) | Blends of block copolymer and acrylic adhesives | |
| WO2009116504A1 (ja) | アクリル系粘着剤、アクリル系粘着剤層、アクリル系粘着テープ又はシート | |
| CN108138011B (zh) | 胶粘剂、特别地用于可剥离胶带的胶粘剂及用于在经涂覆的木片壁纸上的粘合的用途 | |
| TW201741424A (zh) | 改良之壓敏性黏著劑組成物 | |
| JP2004002624A (ja) | 表面保護シート | |
| TWI633166B (zh) | Pressure sensitive adhesive | |
| MX2013008088A (es) | Adhesivo sensible a presion para cinta adhesiva y uso de la misma en cinta adhesiva. | |
| JP2004162064A (ja) | 感圧接着剤とその製造方法 | |
| CN106795374A (zh) | 组合物及层叠体 | |
| JP2016186015A (ja) | 粘着組成物及び粘着組成物を含む粘着テープ又はシート | |
| CN116891696A (zh) | 可再次分离的自粘产品 | |
| JP2007332329A (ja) | 表面保護フィルム | |
| ES2702892T3 (es) | Composición adhesiva y cinta adhesiva con baja deformación plástica | |
| CN113004827B (zh) | 用于制造具有发泡的压敏胶粘剂层和在表面上结构化的胶带的方法 | |
| JP2010132889A (ja) | 表面保護シート | |
| CN119505769A (zh) | 压敏胶粘剂和包括压敏胶粘剂的可再分离的自粘产品 | |
| TW201109408A (en) | Pressure-sensitive adhesive tape |