ES2950639T3 - ABS con alta resistencia a la fatiga - Google Patents
ABS con alta resistencia a la fatiga Download PDFInfo
- Publication number
- ES2950639T3 ES2950639T3 ES18816109T ES18816109T ES2950639T3 ES 2950639 T3 ES2950639 T3 ES 2950639T3 ES 18816109 T ES18816109 T ES 18816109T ES 18816109 T ES18816109 T ES 18816109T ES 2950639 T3 ES2950639 T3 ES 2950639T3
- Authority
- ES
- Spain
- Prior art keywords
- weight
- graft
- molding composition
- thermoplastic molding
- composition according
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000000203 mixture Substances 0.000 claims abstract description 77
- 238000009757 thermoplastic moulding Methods 0.000 claims abstract description 30
- 229920000578 graft copolymer Polymers 0.000 claims abstract description 27
- 239000000758 substrate Substances 0.000 claims abstract description 10
- 125000004122 cyclic group Chemical group 0.000 claims abstract description 9
- 238000011068 loading method Methods 0.000 claims abstract description 9
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Chemical compound C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 claims description 74
- 229920000126 latex Polymers 0.000 claims description 73
- 229920002857 polybutadiene Polymers 0.000 claims description 50
- 239000005062 Polybutadiene Substances 0.000 claims description 49
- 239000004816 latex Substances 0.000 claims description 49
- WFDIJRYMOXRFFG-UHFFFAOYSA-N Acetic anhydride Chemical compound CC(=O)OC(C)=O WFDIJRYMOXRFFG-UHFFFAOYSA-N 0.000 claims description 48
- 239000002245 particle Substances 0.000 claims description 47
- NLHHRLWOUZZQLW-UHFFFAOYSA-N Acrylonitrile Chemical compound C=CC#N NLHHRLWOUZZQLW-UHFFFAOYSA-N 0.000 claims description 31
- 229920001577 copolymer Polymers 0.000 claims description 22
- 238000004519 manufacturing process Methods 0.000 claims description 14
- 238000005054 agglomeration Methods 0.000 claims description 13
- 230000002776 aggregation Effects 0.000 claims description 13
- 238000007720 emulsion polymerization reaction Methods 0.000 claims description 12
- QTBSBXVTEAMEQO-UHFFFAOYSA-N Acetic acid Chemical compound CC(O)=O QTBSBXVTEAMEQO-UHFFFAOYSA-N 0.000 claims description 9
- 239000000654 additive Substances 0.000 claims description 9
- XYLMUPLGERFSHI-UHFFFAOYSA-N alpha-Methylstyrene Chemical compound CC(=C)C1=CC=CC=C1 XYLMUPLGERFSHI-UHFFFAOYSA-N 0.000 claims description 9
- 229920000642 polymer Polymers 0.000 claims description 9
- 239000006057 Non-nutritive feed additive Substances 0.000 claims description 8
- HIDBROSJWZYGSZ-UHFFFAOYSA-N 1-phenylpyrrole-2,5-dione Chemical compound O=C1C=CC(=O)N1C1=CC=CC=C1 HIDBROSJWZYGSZ-UHFFFAOYSA-N 0.000 claims description 7
- VVQNEPGJFQJSBK-UHFFFAOYSA-N Methyl methacrylate Chemical compound COC(=O)C(C)=C VVQNEPGJFQJSBK-UHFFFAOYSA-N 0.000 claims description 7
- 150000008065 acid anhydrides Chemical class 0.000 claims description 7
- 239000000155 melt Substances 0.000 claims description 6
- 238000005245 sintering Methods 0.000 claims description 4
- 230000003068 static effect Effects 0.000 claims description 4
- 238000005406 washing Methods 0.000 claims description 4
- 238000001125 extrusion Methods 0.000 claims description 3
- 238000001746 injection moulding Methods 0.000 claims description 3
- 238000002156 mixing Methods 0.000 claims description 3
- 238000000071 blow moulding Methods 0.000 claims description 2
- 238000003490 calendering Methods 0.000 claims description 2
- 238000000748 compression moulding Methods 0.000 claims description 2
- 239000004753 textile Substances 0.000 claims description 2
- 238000003856 thermoforming Methods 0.000 claims description 2
- 125000003011 styrenyl group Chemical group [H]\C(*)=C(/[H])C1=C([H])C([H])=C([H])C([H])=C1[H] 0.000 claims 1
- 229920000122 acrylonitrile butadiene styrene Polymers 0.000 abstract description 17
- 238000012360 testing method Methods 0.000 description 22
- 239000000178 monomer Substances 0.000 description 16
- XECAHXYUAAWDEL-UHFFFAOYSA-N acrylonitrile butadiene styrene Chemical compound C=CC=C.C=CC#N.C=CC1=CC=CC=C1 XECAHXYUAAWDEL-UHFFFAOYSA-N 0.000 description 15
- 239000004676 acrylonitrile butadiene styrene Substances 0.000 description 15
- 229920001169 thermoplastic Polymers 0.000 description 14
- 239000007787 solid Substances 0.000 description 13
- 239000004416 thermosoftening plastic Substances 0.000 description 13
- KAKZBPTYRLMSJV-UHFFFAOYSA-N Butadiene Chemical compound C=CC=C KAKZBPTYRLMSJV-UHFFFAOYSA-N 0.000 description 12
- 229920000638 styrene acrylonitrile Polymers 0.000 description 11
- RSWGJHLUYNHPMX-UHFFFAOYSA-N Abietic-Saeure Natural products C12CCC(C(C)C)=CC2=CCC2C1(C)CCCC2(C)C(O)=O RSWGJHLUYNHPMX-UHFFFAOYSA-N 0.000 description 10
- 238000000034 method Methods 0.000 description 10
- 238000000465 moulding Methods 0.000 description 10
- 238000006116 polymerization reaction Methods 0.000 description 10
- 229920001971 elastomer Polymers 0.000 description 9
- 239000003995 emulsifying agent Substances 0.000 description 9
- 239000005060 rubber Substances 0.000 description 9
- 238000006243 chemical reaction Methods 0.000 description 8
- 239000000126 substance Substances 0.000 description 8
- 239000004417 polycarbonate Substances 0.000 description 7
- 229920000515 polycarbonate Polymers 0.000 description 7
- 229920005989 resin Polymers 0.000 description 7
- 239000011347 resin Substances 0.000 description 7
- KHPCPRHQVVSZAH-HUOMCSJISA-N Rosin Natural products O(C/C=C/c1ccccc1)[C@H]1[C@H](O)[C@@H](O)[C@@H](O)[C@@H](CO)O1 KHPCPRHQVVSZAH-HUOMCSJISA-N 0.000 description 6
- YXFVVABEGXRONW-UHFFFAOYSA-N Toluene Chemical compound CC1=CC=CC=C1 YXFVVABEGXRONW-UHFFFAOYSA-N 0.000 description 6
- 239000003963 antioxidant agent Substances 0.000 description 6
- 235000006708 antioxidants Nutrition 0.000 description 6
- 150000001875 compounds Chemical class 0.000 description 6
- 239000010419 fine particle Substances 0.000 description 6
- 239000003381 stabilizer Substances 0.000 description 6
- KHPCPRHQVVSZAH-UHFFFAOYSA-N trans-cinnamyl beta-D-glucopyranoside Natural products OC1C(O)C(O)C(CO)OC1OCC=CC1=CC=CC=C1 KHPCPRHQVVSZAH-UHFFFAOYSA-N 0.000 description 6
- 238000009826 distribution Methods 0.000 description 5
- 229920002223 polystyrene Polymers 0.000 description 5
- 238000002360 preparation method Methods 0.000 description 5
- 150000003839 salts Chemical class 0.000 description 5
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 5
- 239000004793 Polystyrene Substances 0.000 description 4
- KWYUFKZDYYNOTN-UHFFFAOYSA-M Potassium hydroxide Chemical compound [OH-].[K+] KWYUFKZDYYNOTN-UHFFFAOYSA-M 0.000 description 4
- 239000002253 acid Substances 0.000 description 4
- 239000007864 aqueous solution Substances 0.000 description 4
- 239000002585 base Substances 0.000 description 4
- 230000015572 biosynthetic process Effects 0.000 description 4
- 239000011362 coarse particle Substances 0.000 description 4
- 238000001035 drying Methods 0.000 description 4
- 238000005227 gel permeation chromatography Methods 0.000 description 4
- 239000003999 initiator Substances 0.000 description 4
- 238000002347 injection Methods 0.000 description 4
- 239000007924 injection Substances 0.000 description 4
- 229920000728 polyester Polymers 0.000 description 4
- USHAGKDGDHPEEY-UHFFFAOYSA-L potassium persulfate Chemical compound [K+].[K+].[O-]S(=O)(=O)OOS([O-])(=O)=O USHAGKDGDHPEEY-UHFFFAOYSA-L 0.000 description 4
- 238000012545 processing Methods 0.000 description 4
- 239000011342 resin composition Substances 0.000 description 4
- 239000000344 soap Substances 0.000 description 4
- 239000001993 wax Substances 0.000 description 4
- BTXXTMOWISPQSJ-UHFFFAOYSA-N 4,4,4-trifluorobutan-2-one Chemical compound CC(=O)CC(F)(F)F BTXXTMOWISPQSJ-UHFFFAOYSA-N 0.000 description 3
- BQACOLQNOUYJCE-FYZZASKESA-N Abietic acid Natural products CC(C)C1=CC2=CC[C@]3(C)[C@](C)(CCC[C@@]3(C)C(=O)O)[C@H]2CC1 BQACOLQNOUYJCE-FYZZASKESA-N 0.000 description 3
- QUUCYKKMFLJLFS-UHFFFAOYSA-N Dehydroabietan Natural products CC1(C)CCCC2(C)C3=CC=C(C(C)C)C=C3CCC21 QUUCYKKMFLJLFS-UHFFFAOYSA-N 0.000 description 3
- NFWKVWVWBFBAOV-UHFFFAOYSA-N Dehydroabietic acid Natural products OC(=O)C1(C)CCCC2(C)C3=CC=C(C(C)C)C=C3CCC21 NFWKVWVWBFBAOV-UHFFFAOYSA-N 0.000 description 3
- DGAQECJNVWCQMB-PUAWFVPOSA-M Ilexoside XXIX Chemical compound C[C@@H]1CC[C@@]2(CC[C@@]3(C(=CC[C@H]4[C@]3(CC[C@@H]5[C@@]4(CC[C@@H](C5(C)C)OS(=O)(=O)[O-])C)C)[C@@H]2[C@]1(C)O)C)C(=O)O[C@H]6[C@@H]([C@H]([C@@H]([C@H](O6)CO)O)O)O.[Na+] DGAQECJNVWCQMB-PUAWFVPOSA-M 0.000 description 3
- HEMHJVSKTPXQMS-UHFFFAOYSA-M Sodium hydroxide Chemical compound [OH-].[Na+] HEMHJVSKTPXQMS-UHFFFAOYSA-M 0.000 description 3
- 150000007513 acids Chemical class 0.000 description 3
- 125000003118 aryl group Chemical group 0.000 description 3
- 229940118781 dehydroabietic acid Drugs 0.000 description 3
- NFWKVWVWBFBAOV-MISYRCLQSA-N dehydroabietic acid Chemical compound OC(=O)[C@]1(C)CCC[C@]2(C)C3=CC=C(C(C)C)C=C3CC[C@H]21 NFWKVWVWBFBAOV-MISYRCLQSA-N 0.000 description 3
- 235000014113 dietary fatty acids Nutrition 0.000 description 3
- 239000006185 dispersion Substances 0.000 description 3
- 230000000694 effects Effects 0.000 description 3
- 229930195729 fatty acid Natural products 0.000 description 3
- 239000000194 fatty acid Substances 0.000 description 3
- 150000004665 fatty acids Chemical class 0.000 description 3
- 238000010528 free radical solution polymerization reaction Methods 0.000 description 3
- 239000002530 phenolic antioxidant Substances 0.000 description 3
- 159000000001 potassium salts Chemical class 0.000 description 3
- 239000011734 sodium Substances 0.000 description 3
- 229910052708 sodium Inorganic materials 0.000 description 3
- 229920005992 thermoplastic resin Polymers 0.000 description 3
- YAJYJWXEWKRTPO-UHFFFAOYSA-N 2,3,3,4,4,5-hexamethylhexane-2-thiol Chemical compound CC(C)C(C)(C)C(C)(C)C(C)(C)S YAJYJWXEWKRTPO-UHFFFAOYSA-N 0.000 description 2
- YNQLUTRBYVCPMQ-UHFFFAOYSA-N Ethylbenzene Chemical compound CCC1=CC=CC=C1 YNQLUTRBYVCPMQ-UHFFFAOYSA-N 0.000 description 2
- RRHGJUQNOFWUDK-UHFFFAOYSA-N Isoprene Chemical compound CC(=C)C=C RRHGJUQNOFWUDK-UHFFFAOYSA-N 0.000 description 2
- OAICVXFJPJFONN-UHFFFAOYSA-N Phosphorus Chemical compound [P] OAICVXFJPJFONN-UHFFFAOYSA-N 0.000 description 2
- 239000004952 Polyamide Substances 0.000 description 2
- 229930006000 Sucrose Natural products 0.000 description 2
- CZMRCDWAGMRECN-UGDNZRGBSA-N Sucrose Chemical compound O[C@H]1[C@H](O)[C@@H](CO)O[C@@]1(CO)O[C@@H]1[C@H](O)[C@@H](O)[C@H](O)[C@@H](CO)O1 CZMRCDWAGMRECN-UGDNZRGBSA-N 0.000 description 2
- NINIDFKCEFEMDL-UHFFFAOYSA-N Sulfur Chemical compound [S] NINIDFKCEFEMDL-UHFFFAOYSA-N 0.000 description 2
- QAOWNCQODCNURD-UHFFFAOYSA-N Sulfuric acid Chemical compound OS(O)(=O)=O QAOWNCQODCNURD-UHFFFAOYSA-N 0.000 description 2
- RSWGJHLUYNHPMX-ONCXSQPRSA-N abietic acid Chemical compound C([C@@H]12)CC(C(C)C)=CC1=CC[C@@H]1[C@]2(C)CCC[C@@]1(C)C(O)=O RSWGJHLUYNHPMX-ONCXSQPRSA-N 0.000 description 2
- 230000002902 bimodal effect Effects 0.000 description 2
- 150000004649 carbonic acid derivatives Chemical class 0.000 description 2
- 239000011258 core-shell material Substances 0.000 description 2
- 238000004132 cross linking Methods 0.000 description 2
- RWGFKTVRMDUZSP-UHFFFAOYSA-N cumene Chemical compound CC(C)C1=CC=CC=C1 RWGFKTVRMDUZSP-UHFFFAOYSA-N 0.000 description 2
- 239000002270 dispersing agent Substances 0.000 description 2
- 238000001704 evaporation Methods 0.000 description 2
- 230000008020 evaporation Effects 0.000 description 2
- 230000009477 glass transition Effects 0.000 description 2
- 125000000687 hydroquinonyl group Chemical class C1(O)=C(C=C(O)C=C1)* 0.000 description 2
- 238000009863 impact test Methods 0.000 description 2
- 239000000314 lubricant Substances 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- 239000011159 matrix material Substances 0.000 description 2
- GLDOVTGHNKAZLK-UHFFFAOYSA-N octadecan-1-ol Chemical compound CCCCCCCCCCCCCCCCCCO GLDOVTGHNKAZLK-UHFFFAOYSA-N 0.000 description 2
- 239000011574 phosphorus Substances 0.000 description 2
- 229910052698 phosphorus Inorganic materials 0.000 description 2
- 229920003023 plastic Polymers 0.000 description 2
- 239000004033 plastic Substances 0.000 description 2
- 229920002647 polyamide Polymers 0.000 description 2
- -1 polysiloxane Polymers 0.000 description 2
- XAEFZNCEHLXOMS-UHFFFAOYSA-M potassium benzoate Chemical compound [K+].[O-]C(=O)C1=CC=CC=C1 XAEFZNCEHLXOMS-UHFFFAOYSA-M 0.000 description 2
- YDWJLQSXQLDMFP-YGJXXQMASA-M potassium;(1r,4as,10ar)-1,4a-dimethyl-7-propan-2-yl-2,3,4,9,10,10a-hexahydrophenanthrene-1-carboxylate Chemical compound [K+].[O-]C(=O)[C@]1(C)CCC[C@]2(C)C3=CC=C(C(C)C)C=C3CC[C@H]21 YDWJLQSXQLDMFP-YGJXXQMASA-M 0.000 description 2
- NVJCKICOBXMJIJ-UHFFFAOYSA-M potassium;1,4a-dimethyl-7-propan-2-yl-2,3,4,4b,5,6,10,10a-octahydrophenanthrene-1-carboxylate Chemical compound [K+].C12CCC(C(C)C)=CC2=CCC2C1(C)CCCC2(C)C([O-])=O NVJCKICOBXMJIJ-UHFFFAOYSA-M 0.000 description 2
- 239000000843 powder Substances 0.000 description 2
- FQENQNTWSFEDLI-UHFFFAOYSA-J sodium diphosphate Chemical compound [Na+].[Na+].[Na+].[Na+].[O-]P([O-])(=O)OP([O-])([O-])=O FQENQNTWSFEDLI-UHFFFAOYSA-J 0.000 description 2
- 239000000243 solution Substances 0.000 description 2
- 229920006301 statistical copolymer Polymers 0.000 description 2
- 238000003756 stirring Methods 0.000 description 2
- 239000005720 sucrose Substances 0.000 description 2
- 239000011593 sulfur Substances 0.000 description 2
- 229910052717 sulfur Inorganic materials 0.000 description 2
- 238000003786 synthesis reaction Methods 0.000 description 2
- 239000003760 tallow Substances 0.000 description 2
- 238000009864 tensile test Methods 0.000 description 2
- 235000019818 tetrasodium diphosphate Nutrition 0.000 description 2
- 229920002554 vinyl polymer Polymers 0.000 description 2
- 239000004605 External Lubricant Substances 0.000 description 1
- WQZGKKKJIJFFOK-GASJEMHNSA-N Glucose Natural products OC[C@H]1OC(O)[C@H](O)[C@@H](O)[C@@H]1O WQZGKKKJIJFFOK-GASJEMHNSA-N 0.000 description 1
- 208000025599 Heat Stress disease Diseases 0.000 description 1
- MHAJPDPJQMAIIY-UHFFFAOYSA-N Hydrogen peroxide Chemical compound OO MHAJPDPJQMAIIY-UHFFFAOYSA-N 0.000 description 1
- 239000004610 Internal Lubricant Substances 0.000 description 1
- LSDPWZHWYPCBBB-UHFFFAOYSA-N Methanethiol Chemical compound SC LSDPWZHWYPCBBB-UHFFFAOYSA-N 0.000 description 1
- 229920000459 Nitrile rubber Polymers 0.000 description 1
- 235000021355 Stearic acid Nutrition 0.000 description 1
- 150000001447 alkali salts Chemical class 0.000 description 1
- 150000001408 amides Chemical class 0.000 description 1
- 238000004458 analytical method Methods 0.000 description 1
- 230000003078 antioxidant effect Effects 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 238000012662 bulk polymerization Methods 0.000 description 1
- NTXGQCSETZTARF-UHFFFAOYSA-N buta-1,3-diene;prop-2-enenitrile Chemical compound C=CC=C.C=CC#N NTXGQCSETZTARF-UHFFFAOYSA-N 0.000 description 1
- 238000004364 calculation method Methods 0.000 description 1
- 125000004432 carbon atom Chemical group C* 0.000 description 1
- 230000003197 catalytic effect Effects 0.000 description 1
- 239000012986 chain transfer agent Substances 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- YACLQRRMGMJLJV-UHFFFAOYSA-N chloroprene Chemical compound ClC(=C)C=C YACLQRRMGMJLJV-UHFFFAOYSA-N 0.000 description 1
- 230000035602 clotting Effects 0.000 description 1
- 239000003086 colorant Substances 0.000 description 1
- 230000000052 comparative effect Effects 0.000 description 1
- 238000007334 copolymerization reaction Methods 0.000 description 1
- 238000005336 cracking Methods 0.000 description 1
- 238000000354 decomposition reaction Methods 0.000 description 1
- 239000008367 deionised water Substances 0.000 description 1
- 229910021641 deionized water Inorganic materials 0.000 description 1
- 150000001993 dienes Chemical class 0.000 description 1
- WNAHIZMDSQCWRP-UHFFFAOYSA-N dodecane-1-thiol Chemical compound CCCCCCCCCCCCS WNAHIZMDSQCWRP-UHFFFAOYSA-N 0.000 description 1
- 239000000975 dye Substances 0.000 description 1
- 239000000839 emulsion Substances 0.000 description 1
- 150000002148 esters Chemical class 0.000 description 1
- 238000009661 fatigue test Methods 0.000 description 1
- 239000000835 fiber Substances 0.000 description 1
- 239000000945 filler Substances 0.000 description 1
- 238000001914 filtration Methods 0.000 description 1
- 238000009472 formulation Methods 0.000 description 1
- 239000000446 fuel Substances 0.000 description 1
- 239000008103 glucose Substances 0.000 description 1
- 238000010559 graft polymerization reaction Methods 0.000 description 1
- 239000008187 granular material Substances 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 230000007062 hydrolysis Effects 0.000 description 1
- 238000006460 hydrolysis reaction Methods 0.000 description 1
- BAUYGSIQEAFULO-UHFFFAOYSA-L iron(2+) sulfate (anhydrous) Chemical compound [Fe+2].[O-]S([O-])(=O)=O BAUYGSIQEAFULO-UHFFFAOYSA-L 0.000 description 1
- 229910000359 iron(II) sulfate Inorganic materials 0.000 description 1
- 238000004898 kneading Methods 0.000 description 1
- 230000014759 maintenance of location Effects 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 239000006082 mold release agent Substances 0.000 description 1
- 239000012778 molding material Substances 0.000 description 1
- 125000002950 monocyclic group Chemical group 0.000 description 1
- RKISUIUJZGSLEV-UHFFFAOYSA-N n-[2-(octadecanoylamino)ethyl]octadecanamide Chemical compound CCCCCCCCCCCCCCCCCC(=O)NCCNC(=O)CCCCCCCCCCCCCCCCC RKISUIUJZGSLEV-UHFFFAOYSA-N 0.000 description 1
- GOQYKNQRPGWPLP-UHFFFAOYSA-N n-heptadecyl alcohol Natural products CCCCCCCCCCCCCCCCCO GOQYKNQRPGWPLP-UHFFFAOYSA-N 0.000 description 1
- 238000010899 nucleation Methods 0.000 description 1
- QIQXTHQIDYTFRH-UHFFFAOYSA-N octadecanoic acid Chemical class CCCCCCCCCCCCCCCCCC(O)=O QIQXTHQIDYTFRH-UHFFFAOYSA-N 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- JRKICGRDRMAZLK-UHFFFAOYSA-L persulfate group Chemical group S(=O)(=O)([O-])OOS(=O)(=O)[O-] JRKICGRDRMAZLK-UHFFFAOYSA-L 0.000 description 1
- ISWSIDIOOBJBQZ-UHFFFAOYSA-N phenol group Chemical group C1(=CC=CC=C1)O ISWSIDIOOBJBQZ-UHFFFAOYSA-N 0.000 description 1
- 230000000704 physical effect Effects 0.000 description 1
- 239000000049 pigment Substances 0.000 description 1
- 229920002285 poly(styrene-co-acrylonitrile) Polymers 0.000 description 1
- 238000006068 polycondensation reaction Methods 0.000 description 1
- 125000003367 polycyclic group Chemical group 0.000 description 1
- 229920000098 polyolefin Polymers 0.000 description 1
- 229920001296 polysiloxane Polymers 0.000 description 1
- 239000004800 polyvinyl chloride Substances 0.000 description 1
- 229920000915 polyvinyl chloride Polymers 0.000 description 1
- 239000012763 reinforcing filler Substances 0.000 description 1
- 238000005096 rolling process Methods 0.000 description 1
- 238000006748 scratching Methods 0.000 description 1
- 230000002393 scratching effect Effects 0.000 description 1
- 239000002904 solvent Substances 0.000 description 1
- 230000000087 stabilizing effect Effects 0.000 description 1
- 150000003440 styrenes Chemical class 0.000 description 1
- 125000001424 substituent group Chemical group 0.000 description 1
- 238000006467 substitution reaction Methods 0.000 description 1
- 230000008961 swelling Effects 0.000 description 1
- 238000010998 test method Methods 0.000 description 1
- 229930003799 tocopherol Natural products 0.000 description 1
- 239000011732 tocopherol Substances 0.000 description 1
- 235000019149 tocopherols Nutrition 0.000 description 1
- 125000000391 vinyl group Chemical group [H]C([*])=C([H])[H] 0.000 description 1
- QUEDXNHFTDJVIY-UHFFFAOYSA-N γ-tocopherol Chemical class OC1=C(C)C(C)=C2OC(CCCC(C)CCCC(C)CCCC(C)C)(C)CCC2=C1 QUEDXNHFTDJVIY-UHFFFAOYSA-N 0.000 description 1
Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L25/00—Compositions of, homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by an aromatic carbocyclic ring; Compositions of derivatives of such polymers
- C08L25/02—Homopolymers or copolymers of hydrocarbons
- C08L25/04—Homopolymers or copolymers of styrene
- C08L25/08—Copolymers of styrene
- C08L25/12—Copolymers of styrene with unsaturated nitriles
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08C—TREATMENT OR CHEMICAL MODIFICATION OF RUBBERS
- C08C1/00—Treatment of rubber latex
- C08C1/02—Chemical or physical treatment of rubber latex before or during concentration
- C08C1/065—Increasing the size of dispersed rubber particles
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08F—MACROMOLECULAR COMPOUNDS OBTAINED BY REACTIONS ONLY INVOLVING CARBON-TO-CARBON UNSATURATED BONDS
- C08F2/00—Processes of polymerisation
- C08F2/12—Polymerisation in non-solvents
- C08F2/16—Aqueous medium
- C08F2/22—Emulsion polymerisation
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08F—MACROMOLECULAR COMPOUNDS OBTAINED BY REACTIONS ONLY INVOLVING CARBON-TO-CARBON UNSATURATED BONDS
- C08F212/00—Copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by an aromatic carbocyclic ring
- C08F212/02—Monomers containing only one unsaturated aliphatic radical
- C08F212/04—Monomers containing only one unsaturated aliphatic radical containing one ring
- C08F212/06—Hydrocarbons
- C08F212/08—Styrene
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08F—MACROMOLECULAR COMPOUNDS OBTAINED BY REACTIONS ONLY INVOLVING CARBON-TO-CARBON UNSATURATED BONDS
- C08F236/00—Copolymers of compounds having one or more unsaturated aliphatic radicals, at least one having two or more carbon-to-carbon double bonds
- C08F236/02—Copolymers of compounds having one or more unsaturated aliphatic radicals, at least one having two or more carbon-to-carbon double bonds the radical having only two carbon-to-carbon double bonds
- C08F236/04—Copolymers of compounds having one or more unsaturated aliphatic radicals, at least one having two or more carbon-to-carbon double bonds the radical having only two carbon-to-carbon double bonds conjugated
- C08F236/06—Butadiene
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08F—MACROMOLECULAR COMPOUNDS OBTAINED BY REACTIONS ONLY INVOLVING CARBON-TO-CARBON UNSATURATED BONDS
- C08F279/00—Macromolecular compounds obtained by polymerising monomers on to polymers of monomers having two or more carbon-to-carbon double bonds as defined in group C08F36/00
- C08F279/02—Macromolecular compounds obtained by polymerising monomers on to polymers of monomers having two or more carbon-to-carbon double bonds as defined in group C08F36/00 on to polymers of conjugated dienes
- C08F279/04—Vinyl aromatic monomers and nitriles as the only monomers
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L55/00—Compositions of homopolymers or copolymers, obtained by polymerisation reactions only involving carbon-to-carbon unsaturated bonds, not provided for in groups C08L23/00 - C08L53/00
- C08L55/02—ABS [Acrylonitrile-Butadiene-Styrene] polymers
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06F—LAUNDERING, DRYING, IRONING, PRESSING OR FOLDING TEXTILE ARTICLES
- D06F39/00—Details of washing machines not specific to a single type of machines covered by groups D06F9/00 - D06F27/00
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L2203/00—Applications
- C08L2203/30—Applications used for thermoforming
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L2205/00—Polymer mixtures characterised by other features
- C08L2205/02—Polymer mixtures characterised by other features containing two or more polymers of the same C08L -group
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L2205/00—Polymer mixtures characterised by other features
- C08L2205/03—Polymer mixtures characterised by other features containing three or more polymers in a blend
Landscapes
- Chemical & Material Sciences (AREA)
- Polymers & Plastics (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Organic Chemistry (AREA)
- Textile Engineering (AREA)
- Engineering & Computer Science (AREA)
- Dispersion Chemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Graft Or Block Polymers (AREA)
- Compositions Of Macromolecular Compounds (AREA)
- Chemical Or Physical Treatment Of Fibers (AREA)
- Manufacture Of Alloys Or Alloy Compounds (AREA)
- Electrical Discharge Machining, Electrochemical Machining, And Combined Machining (AREA)
Abstract
Composición de moldeo termoplástica, que tiene una resistencia a la fatiga mejorada, propiedades mecánicas equilibradas y una alta ductilidad para aplicaciones que exigen una alta resistencia en condiciones de carga cíclica, que comprende del 25 al 45 % en peso de copolímero de injerto ABS (A), que consta del 50,5 al 55 % en peso. % de una vaina de injerto (contenido de AN de 30,5 a 34 % en peso) (A2) y de 45 a 49,5 % en peso de un sustrato de injerto (A1), y de 55 a 75 % en peso de copolímero de SAN (B) (AN contenido (30 a 33% en peso, índice de flujo de fusión 30 a 36 g/10 min (220°C/10 kg)). (Traducción automática con Google Translate, sin valor legal)
Description
ABS con alta resistencia a la fatiga
La invención está dirigida a composiciones de moldeo termoplásticas de ABS que tienen una resistencia a la fatiga mejorada, propiedades mecánicas equilibradas y una alta ductilidad para aplicaciones que exigen una alta resistencia en condiciones de carga cíclica como bobinas, componentes de automóviles bajo carga, electrodomésticos que vibran debido a piezas móviles y todos esos componentes que están bajo aplicaciones de carga cíclica dinámica y estática.
Convencionalmente, las resinas tenaces y dúctiles útiles para aplicaciones de alta resistencia son combinaciones o compuestos híbridos de polímeros de ingeniería (tales como policarbonatos) y derivados de polisiloxano. El documento US 3.121.069 describe mezclas mecánicas de polímeros termoplásticos de alto contenido en estireno (SBC, resina de estireno modificada con caucho) y poliorganosiloxanos. El documento US 2.924.545 describe mezclas termoplásticas duras, tenaces, resistentes a la fatiga por flexión de un copolímero de caucho de butadienoacrilonitrilo, un copolímero SAN resinoso y un poli(cloruro de vinilo). El documento US 6.362.269 trata de una composición de resina que tiene buenas propiedades de fatiga por calor húmedo compuesta por una resina de policarbonato aromático (PC) o una mezcla de PC con una resina con base de estireno y una carga de refuerzo. El documento WO 2007/032901 describe una composición termoplástica resistente a la fatiga que comprende un policarbonato, un polisiloxano-policarbonato y un copolímero SAN. Estas mezclas tienen limitaciones inherentes que incluyen una formulación de receta compleja, altos costes de fabricación, un bajo flujo de fusión y una resistencia química limitada.
El ABS (acrilonitrilo-butadieno-estireno) es un copolímero de ingeniería versátil con una amplia gama de aplicaciones que incluyen electrodomésticos, electrónica, automoción, etc. debido a sus características únicas como estabilidad dimensional, resistencia al impacto y facilidad de procesado.
El documento WO 2017/093468 A1 trata de materiales de moldeo termoplásticos con propiedades superficiales mejoradas que comprenden un copolímero A de estireno-acrilonitrilo y una mezcla de al menos dos copolímeros de injerto B-I y B-II (ejemplos). El copolímero de injerto B-I se obtiene mediante polimerización en emulsión de una mezcla de monómeros de estireno y acrilonitrilo en presencia de un látex de caucho de butadieno (base de injerto) B1-A que tiene un diámetro mediano de partícula d50 en el rango de 230 a 330 nm y un látex de caucho de butadieno B1-B que tiene un diámetro mediano de partícula d50 en el rango de 340 a 480 nm; y el copolímero de injerto B-II se obtiene mediante polimerización en emulsión de una mezcla de monómeros de estireno y acrilonitrilo en presencia de un látex de caucho de butadieno B1-C que tiene un diámetro mediano de partícula d50 en el intervalo de 10 a 220 nm.
Los documentos WO 2014/170406 y WO 2014/170407 describen composiciones de moldeo termoplásticas basadas en ABS que tienen propiedades mecánicas y ópticas mejoradas, que comprenden una matriz de copolímero SAN A) y un copolímero de injerto B) compuesto por un sustrato de injerto B1 (ejemplo 60 p.p.) - un látex de caucho de butadieno aglomerado - y una cubierta del injerto de SAN - B2. La base de injerto aglomerada se obtiene por aglomeración con un copolímero de acrilato. Se prefieren las cubiertas de injerto (B2) que tienen un contenido de AN de 15 a 25 %. Los copolímeros de SAN ilustrados tienen un contenido de a N del 25 % en peso y un índice de fluidez (MVR) a 220°C/10 kg de 64 ml/10 min.
El uso de un copolímero de acrilato para la aglomeración da como resultado una caída de las propiedades mecánicas (p. ej., resistencia al impacto y alargamiento a la rotura) y de flujo de las composiciones de moldeo de ABS obtenidas, por lo que dichas composiciones no son adecuadas para aplicaciones que exigen una alta resistencia en condiciones de carga cíclica.
El documento WO 2012/022710 describe composiciones termoplásticas de ABS que tienen una alta resistencia al impacto que consisten en un polímero de caucho de injerto ABS (I) y un copolímero SAN (II) donde el polímero de caucho de injerto (I) se obtiene por injerto de una mezcla de látex de caucho de polibutadieno aglomerado (ejemplo 59,5 p.p.) por alimentación y polimerización de estireno y acrilonitrilo (ejemplo de contenido de AN 28% en peso). Los látex de caucho aglomerado se obtienen por aglomeración con anhídrido acético. Los ejemplos muestran mezclas de látex de caucho aglomerado que tienen tamaños de partícula de 196 nm a 375 nm y de 605 a 679 nm (bimodal) o de -320 nm (monomodal). Se prefieren los copolímeros SAN (II) que tienen un contenido de AN < 30 % (ejemplos 23,5/28% en peso). Los copolímeros SAN (II) ilustrados tienen un Mv R a 220°C/10 kg de 55/40/10 ml/10 min.
Las propiedades mecánicas como la resistencia a la tracción o, en particular, la fuerza de ruptura de dicha composición de moldeo de ABS de la técnica anterior a menudo no son adecuadas para aplicaciones que exigen una alta resistencia en condiciones de carga cíclica.
El documento EP-A 0391178 describe una composición de resina ABS que tiene una resistencia al impacto mejorada que comprende un copolímero de injerto ABS obtenido por copolimerización de injerto en emulsión de estireno y acrilonitrilo (contenido en AN de 30% en peso) en presencia de un látex de caucho de butadieno
aglomeraci n con anhdrido ac tico. El contenido de la cubierta del injerto es de 50 en peso. La composici n de resina (ejemplos) comprende adicionalmente 80% en peso de un copolímero SAN (contenido de AN de 26% en peso, MFI 28 g/10 min (220°C/10 kg)). Se probaron propiedades físicas como la resistencia al impacto y la resistencia a la tracción de la composición obtenida.
La resistencia a la fatiga no es un tema del documento EP-A 0391178, pero la resistencia a la fatiga y la resistencia a la tracción de tales composiciones de resina deben mejorarse para aplicaciones que exigen una alta resistencia en condiciones de carga cíclica.
Un objeto de la presente invención es proporcionar composiciones de moldeo de ABS termoplásticas que tengan excelente resistencia a la fatiga, propiedades mecánicas equilibradas y alta ductilidad que se puedan utilizar para aplicaciones que exigen alta resistencia en condiciones de carga cíclica estática o dinámica.
Un objeto de la invención es una composición de moldeo termoplástica que comprende (o consiste en) los componentes A, B y C
(A) 25 a 45% en peso, preferiblemente 30 a 45% en peso, más preferiblemente 35 a 45% en peso, de un copolímero de injerto (A) que consiste en
de 50,5 a 55% en peso, preferiblemente de 51 a 54% en peso de una cubierta de injerto (A2) y de 45 al 49,5% en peso, preferiblemente de 46 a 49% en peso de un sustrato de injerto (A l) - una mezcla de látex de caucho de butadieno aglomerado (A1') y (A1") -, donde (A1) y (A2) suman hasta 100% en peso,
obtenido por polimerización en emulsión de
estireno y acrilonitrilo en una razón en peso de 69,5/30,5 a 66/34, preferiblemente de 69/31 a 67/33, más preferiblemente de 69/31 a 67,5/32,5, para obtener una cubierta de injerto (A2), pudiendo reemplazarse el estireno y/o el acrilonitrilo parcialmente (menos del 50% en peso) por alfametilestireno, metacrilato de metilo o N-fenilmaleimida o mezclas de los mismos,
en presencia de al menos un látex de caucho de butadieno aglomerado (A1') con un diámetro mediano de partícula en peso D50 de 150 a 350 nm, preferiblemente de 200 a 300 nm, más preferiblemente de 200 a 270 nm, lo más preferiblemente de 220 a 250 nm, y al menos un látex de caucho de butadieno aglomerado (A1") con un diámetro mediano de partícula en peso D50 de 425 a 650 nm, preferiblemente de 450 a 600 nm, más preferiblemente de 450 a 550 nm,
donde los látex de caucho aglomerados (A1') y (A1") se obtienen por aglomeración de al menos un látex de caucho de butadieno de partida (S-A1) que tiene un diámetro mediano de partícula en peso D50 igual o inferior a 120 nm, preferiblemente igual o inferior a 110 nm, con al menos un anhídrido de ácido, preferiblemente anhídrido acético o mezclas de anhídrido acético con ácido acético, en particular anhídrido acético;
(B) de 55 a 75% en peso, preferiblemente de 55 a 70% en peso, más preferiblemente de 55 a 65% en peso, de al menos un copolímero (B) de estireno y acrilonitrilo a una razón en peso de 70/30 a 66/34, preferiblemente de 69,5/30,5 a 67/33, más preferiblemente de 69/31 a 67,5/32,5, pudiendo reemplazarse el estireno y/o el acrilonitrilo parcialmente (menos del 50% en peso) por alfa-metilestireno, metacrilato de metilo o N-fenilmaleimida o mezclas de los mismos; donde el copolímero (B) tiene un índice de fluidez de 30 a 36 g/10 min (220°C/10 kg);
(C) de 0 a 5% en peso de otros aditivos y/o coadyuvantes de procesado (C); donde los componentes A, B y, si está presente, C, suman 100% en peso.
Si el componente (C) está presente, su cantidad mínima es de 0,01% en peso, basándose en el compuesto de moldeo de la composición de moldeo termoplástica total.
% en peso significa porcentaje en peso.
El diámetro mediano de partícula D50, también conocido como el D50 valor de la distribución de masa integral, se define como el valor al que 50% en peso de las partículas tienen un diámetro menor que el valor D50 y 50% en peso de las partículas tienen un diámetro mayor que el valor D50.
El MFI se determina según la norma ISO 1133.
En la presente solicitud, el diámetro de partícula promedio en peso Dw , en particular el diámetro mediano de partícula D50, se determina con una centrífuga de disco (por ejemplo: CPS Instruments Inc. DC 24000 con una velocidad de rotación del disco de 24.000 rpm). El diámetro de partícula promedio en peso Dw se define mediante la siguiente fórmula (véase G. Lagaly, O. Schulz, R. Ziemehl, Dispersionen und Emulsionen: Einführung in die Kolloidik feinverteilter Stoffe einschlielilich der Tonminerale, Darmstadt: Steinkopf-Verlag 1997, ISBN 3-7985 -1087-3, página 282, fórmula 8.3b):
Dw = suma (ni * di4) / suma (ni * di3)
La suma se realiza desde el diámetro más pequeño hasta el más grande de la distribución de tamaño de las partículas. Se debe mencionar que, para una distribución de tamaño de partícula de partículas con la misma densidad, que es el caso de los látex de caucho de partida y los látex de caucho aglomerados, el diámetro de tamaño de partícula promedio en volumen Dv es igual al diámetro de tamaño de partícula promedio en peso Dw Preferiblemente, la composición de moldeo termoplástica de la invención comprende (o consiste en):
de 25 a 45% en peso de componente (A),
de 54,99 a 74,99% en peso de componente (B),
de 0,01 a 5% en peso de componente (C).
Más preferiblemente, la composición de moldeo termoplástica de la invención comprende (o consiste en):
de 30 a 45% en peso de componente (A),
de 54,99 a 69,99% en peso de componente (B),
0.01 a 5% en peso de componente (C).
Lo más preferiblemente, la composición de moldeo termoplástica de la invención comprende (o consiste en):
de 35 a 45% en peso de componente (A),
de 54,99 a 64,99% en peso de componente (B),
de 0,01 a 5% en peso de componente (C).
Además de los componentes (A), (B) y (C) mencionados, la composición de moldeo termoplástica según la invención puede contener otras resinas termoplásticas (TP) libres de caucho que no están compuestas por monómeros de vinilo, utilizándose tales resinas termoplásticas (TP) en cantidades de hasta 60 partes en peso, preferiblemente hasta 55 partes en peso (en cada caso basándose en 100 partes en peso del total de (A), (B) y (C)).
Las resinas termoplásticas (TP) como copolímero sin caucho en la composición de moldeo termoplástica según la invención que se pueden utilizar además de los componentes (A), (B) y (C) mencionados incluyen, por ejemplo, productos de policondensación, para ejemplo policarbonatos aromáticos, poliestercarbonatos aromáticos, poliésteres, poliamidas. Los policarbonatos, poliestercarbonatos, poliésteres y poliamidas termoplásticos adecuados son conocidos y se describen en las páginas 14 a 18 de WO 2012/022710 A1.
Preferiblemente, la composición de moldeo termoplástica según la invención no contiene otras resinas termoplásticas (TP) exentas de caucho.
Componente (A)
El copolímero de injerto (A) tiene una temperatura de transición vítrea Tg de < 0°C, preferiblemente < -20°C, más preferiblemente < -40°C. La temperatura de transición vítrea Tg se mide mediante análisis mecánico dinámico (DMA) utilizando una frecuencia de 1 Hz.
El copolímero de injerto (A) se obtiene por polimerización en emulsión de estireno y acrilonitrilo a una razón en peso de 69,5:30,5 a 66:34, preferiblemente de 69:31 a 67:33, más preferiblemente de 69:31 a 67,5:32,5, para obtener un injerto cubierta (A2), pudiendo reemplazarse el estireno y/o el acrilonitrilo parcialmente (menos de 50% en peso, preferiblemente menos de 20% en peso, más preferiblemente menos de 10% en peso, basándose en la cantidad total de monómeros utilizados para la preparación de (A2)) por alfa-metilestireno, metacrilato de metilo o N-fenilmaleimida o mezclas de los mismos, en presencia de al menos un látex de caucho de butadieno aglomerado (A1') con un diámetro mediano de partícula en peso d50 de 150 a 350 nm, preferiblemente de 200 a 300 nm, más preferiblemente de 200 a 270 nm, lo más preferiblemente de 220 a 250 nm, y al menos un látex de caucho de butadieno aglomerado (A1") con un diámetro mediano de partícula en peso D50 de 425 a 650 nm, preferiblemente de 450 a 600 nm, más preferiblemente de 450 a 550 nm.
Preferiblemente, el copolímero de injerto (A) consiste en 51 a 54% en peso de una cubierta de injerto (A2) y de 46 a 49% en peso de un sustrato de injerto (A1).
Más preferiblemente, el copolímero de injerto (A) consiste en 51 a 53% en peso de una cubierta de injerto (A2) y de 57 a 59% en peso de un sustrato de injerto (A1).
Preferiblemente, el copolímero de injerto obtenido (A) tiene una estructura de núcleo-coraza; el sustrato de injerto (a1) forma el núcleo y la cubierta de injerto (A2) forma la coraza.
Preferiblemente, para la preparación de la cubierta del injerto (A2), el estireno y el acrilonitrilo no son reemplazados parcialmente por uno de los comonómeros mencionados anteriormente; preferiblemente el estireno y el acrilonitrilo se polimerizan solos en una razón en peso de 69,5/30,5 a 66/34, preferiblemente de 69/31 a 67/33, más preferiblemente de 69/31 a 67,5/32,5.
di metro mediano de partcula D50 igual o inerior a 110 nm, en particular igual o inerior a 100 nm.
El término "látex de caucho de butadieno" significa látex de polibutadieno producidos por polimerización en emulsión de butadieno y hasta 20% en peso (basándose en la cantidad total de monómeros utilizados para la producción de polímeros de polibutadieno) de uno o más dienos y/o monómeros vinilaromáticos que es copolimerizable con butadieno como comonómero.
Los ejemplos de tales monómeros incluyen isopreno, cloropreno, estireno, alfa-metilestireno, alquil(C1-C4)estirenos; preferiblemente, se utiliza butadieno solo o mezclado con hasta 20% en peso, preferiblemente hasta 15% en peso, de estireno y/o alfa-metilestireno, preferiblemente estireno.
Preferiblemente, el látex de caucho de butadieno de partida (S-A1) consiste en 80 a 98% en peso de butadieno y de 2 a 20% en peso de estireno. Más preferiblemente, el látex de caucho de butadieno de partida (S-A1) consiste en 85 a 97% en peso de butadieno y de 3 a 15% en peso de estireno. Los copolímeros de injerto (A) se pueden preparar mediante un procedimiento que comprende las etapas: a) síntesis del látex de caucho de butadieno de partida (S-A1) mediante polimerización en emulsión, p) aglomeración del látex (S-A1) con al menos un anhídrido de ácido para obtener un látex de caucho de butadieno aglomerado (A1') y (A"), y) - preferiblemente común - injerto de los látex de caucho de butadieno aglomerados (A1') y (A1") (= sustrato de injerto A1) para formar un copolímero de injerto (A). La síntesis (etapa a)) del látex de caucho de butadieno de partida (S-A1) se describe en detalle en las páginas 5 a 8 de documento WO 2012/022710.
Preferiblemente, los látex de caucho de butadieno de partida (S-A1) se producen mediante un procedimiento de polimerización en emulsión utilizando sales metálicas, en particular persulfatos (p. ej., persulfato de potasio), como iniciador y un emulsionante basado en ácido de colofonia.
Como emulsionantes con base de resina o de ácido de colofonia, estos se utilizan en particular para la producción de los látex de caucho de partida mediante polimerización en emulsión que contiene sales alcalinas de los ácidos de colofonia. Las sales de los ácidos resínicos también se conocen como jabones de colofonia. Los ejemplos incluyen jabones alcalinos como sales de sodio o potasio de colofonia desproporcionada y/o deshidratada y/o hidratada y/o parcialmente hidratada con un contenido de ácido deshidroabiético de al menos 30% en peso y preferiblemente un contenido de ácido abiético de 1% en peso como máximo.
Además, se pueden utilizar jabones alcalinos como sales de sodio o potasio de resinas de sebo o aceites de sebo con un contenido de ácido deshidroabiético preferiblemente de al menos 30% en peso, un contenido de ácido abiético de preferiblemente como máximo 1% en peso y un contenido de ácido graso preferiblemente de menos de 1% en peso. También se pueden utilizar mezclas de los emulsionantes antes mencionados para la producción de los látex de caucho de partida. Es ventajoso el uso de jabones alcalinos como sales de sodio o potasio de colofonia desproporcionada y/o deshidratada y/o hidratada y/o parcialmente hidratada con un contenido de ácido deshidroabiético de al menos 30% en peso y un contenido de ácido abiético de 1% en peso como máximo.
Preferiblemente, el emulsionante se añade en una concentración tal que el tamaño de partícula final del látex de caucho de butadieno de partida (S-A1) que se consigue es de 60 a 110 nm, preferiblemente de 90 a 110 nm.
La temperatura de polimerización en la preparación de los látex de caucho de partida (S-A1) es generalmente de 25°C a 160°C, preferiblemente de 40°C a 90°C. Más detalles sobre la adición de los monómeros, el emulsionante y el iniciador se describen en el documento WO 2012/022710. Los reguladores de peso molecular, sales, ácidos y bases se pueden utilizar como se describe en el documento WO 2012/022710.
El contenido de gel de los látex de caucho de partida (S-A1) es preferiblemente de 30 a 98% en peso, preferiblemente de 50 a 95% en peso basándose en los sólidos insolubles en agua de dichos látex. Los valores indicados para el contenido de gel se basan en la determinación según el método de jaula de alambre en tolueno (ver Houben-Weyl, Methoden der Organischen Chemie, Makromolekulare Stoffe, parte 1, página 307 (1961) Thieme Verlag Stuttgart).
El contenido de gel de los látex de caucho de partida (S-A1) se puede ajustar de una manera conocida en principio aplicando condiciones de reacción adecuadas (p. ej., alta temperatura de reacción y/o polimerización hasta alta conversión así como, opcionalmente, adición de sustancias con un efecto de entrecruzamiento para lograr un alto contenido de gel o, por ejemplo, una temperatura de reacción baja y/o la terminación de la reacción de polimerización antes de que se produzca un entrecruzamiento demasiado amplio, así como, opcionalmente, la adición de reguladores de peso molecular tales como, por ejemplo, n-dodecilmercaptano o terc-dodecilmercaptano para lograr un bajo contenido de gel).
El contenido de sólidos de los látex de caucho de partida (S-A1) es preferiblemente de 25 a 55% en peso. (muestra de evaporación a 180°C durante 25 min. en armario de secado), más preferiblemente de 35 a 55% en peso, particularmente preferiblemente de 40 a 55% en peso. El grado de conversión (calculado a partir del contenido sólido de una muestra y la masa de las sustancias utilizadas) de los monómeros utilizados en la polimerización en
preerible superior a 70 , de manera muy particularmente preerible superior a 80 , en cada caso bas ndose en la suma de los monómeros. Por otra parte, el grado de conversión de los monómeros utilizados es preferiblemente inferior a 99%, más preferiblemente inferior a 97%, de forma particularmente preferible inferior a 96%, de forma muy particularmente preferible inferior a 95%, en cada caso basándose en la suma de los monómeros.
En la etapa p) del procedimiento de acuerdo con la invención, el látex de caucho de butadieno de partida (S-A1) obtenido anteriormente mencionado se somete a aglomeración con al menos un anhídrido de ácido, preferiblemente anhídrido acético o mezclas de anhídrido acético con ácido acético, en particular anhídrido acético, para obtener un látex de caucho aglomerado (A1). Preferiblemente se utiliza anhídrido acético, más preferiblemente mezclado con agua, para la aglomeración.
Preferiblemente, la etapa de aglomeración p) se lleva a cabo mediante la adición de 0,1 a 5 partes en peso de anhídrido de ácido, preferiblemente de 0,1 a 5 partes en peso de anhídrido acético, por 100 partes de sólidos de látex de caucho de partida (S-A1). La cantidad de anhídrido de ácido que se debe elegir para el aumento del tamaño de partícula depende del tamaño de partícula deseado del látex de caucho aglomerado (A1). La formación de partículas más grandes generalmente requiere mayores cantidades de anhídrido de ácido, preferiblemente anhídrido acético, dentro del rango mencionado anteriormente.
El látex de caucho aglomerado (A1) se estabiliza preferiblemente mediante la adición de emulsionante adicional mientras se ajusta el valor de pH del látex (A1) a un valor de pH (a 20°C) entre pH 7,5 y pH 11, preferiblemente de al menos 8, en particular preferiblemente de al menos 8,5.
Esto se realiza para minimizar la formación de coágulos y aumentar la formación de látex de caucho aglomerado estable (A1) con un tamaño de partícula uniforme.
Como emulsionante adicional, se utilizan preferiblemente emulsionantes con base de ácido de colofonia como se describe anteriormente en la etapa a). El valor del pH se ajusta mediante el uso de bases tales como solución de hidróxido de sodio o preferiblemente solución de hidróxido de potasio.
Después de la aglomeración, al menos un látex de caucho de butadieno aglomerado (A1') con un diámetro mediano de partícula en peso d50 de 150 a 350 nm, preferiblemente de 200 a 300 nm, más preferiblemente de 200 a 270 nm, lo más preferiblemente de 220 a 250 nm, y al menos un látex de caucho de butadieno aglomerado (A1") con un diámetro mediano de partícula en peso D50 de 425 a 650 nm, preferiblemente de 450 a 600 nm, más preferiblemente de 450 a 550 nm.
En la etapa y) los látex de caucho de butadieno aglomerados obtenidos (A1') y (A1") (= sustrato de injerto A1) se injertan - preferiblemente comúnmente - para formar el copolímero de injerto (A).
Los procedimientos de injerto adecuados se describen en detalle en las páginas 12 a 14 del documento WO 2012/022710.
La razón en peso de los látex de caucho de butadieno aglomerado (A1') y (A1") utilizados en la etapa de procedimiento y) es preferiblemente de 50/50 a 90/10, más preferiblemente de 70/30 a 85/15, lo más preferiblemente de 75/25 a 85/15, en particular lo más preferido de 78/22 a 82/18.
El copolímero de injerto (A) se obtiene por polimerización en emulsión de estireno y acrilonitrilo
-opcionalmente reemplazado parcialmente por alfa-metilestireno, metacrilato de metilo o N-fenilmaleimida o mezclas de los mismos- a una razón en peso de 69,5/30,5 a 66/34, preferiblemente de 69/31 a 67/33, más preferiblemente de 69/31 a 67,5/32,5, para obtener una cubierta de injerto (A2) (en particular una coraza de injerto) en presencia de los látex de caucho de butadieno aglomerados (A1') y (A1'') mencionados anteriormente).
Preferiblemente, el copolímero de injerto (A) tiene una estructura de núcleo-coraza.
Los copolímeros de injerto (A) tienen una distribución de tamaño de partícula bi-, tri- o multimodal, preferiblemente bimodal.
El peso molecular promedio en número Mn de la coraza de injerto (determinada por medio de cromatografía de permeación en gel (GPC) en THF como disolvente, utilizando poliestireno como patrón) se encuentra preferiblemente en el intervalo de 45.000 a 100.000 g/mol.
El procedimiento de injerto se lleva a cabo preferiblemente por injerto común de una mezcla de látex de caucho aglomerado (A1') y (A1"). Preferiblemente, la polimerización por injerto se lleva a cabo mediante el uso de un sistema catalítico rédox con hidroperóxido de cumeno como iniciador preferible.
Preferiblemente, la mezcla de comonómeros de injerto se añade de forma continua a la mezcla de látex de caucho aglomerado (A1') y (A1"), y se lleva a cabo la polimerización hasta que se completa la reacción.
En el documento WO 2012/022710 A1 se describen detalles adicionales de las condiciones de polimerización,
Componente B)
Preferiblemente, el copolímero (B) (componente B) es un copolímero de estireno y acrilonitrilo a una razón en peso de 69,5/30,5 a 67/33, preferiblemente de 69/31 a 67,5/32,5, pudiendo reemplazarse el estireno y/o el acrilonitrilo parcialmente (menos de 50% en peso) por alfa-metilestireno, metacrilato de metilo o N-fenilmaleimida o mezclas de los mismos.
Se prefiere que el estireno y el acrilonitrilo no sean reemplazados parcialmente por uno o más de los comonómeros mencionados anteriormente. El componente (B) es preferiblemente un copolímero de estireno y acrilonitrilo. El copolímero B generalmente tiene un MFI a 220°C/10 kg de 30 a 36 g/10 min, preferiblemente de 31 a 35 g/10 min. El MFI se determina según la norma ISO 1133. Los detalles relacionados con la preparación de dichos copolímeros son descritos, por ejemplo, en los documentos DE-A 2 420 358, DE-A 2 724 360 y por Kunststoff-Handbuch ([Plastics Handbook], Vieweg-Daumiller, volumen V, (Polystyrol [Polystyrene]), Carl-Hanser-Verlag, Munich, 1969, pág. 122 y ss., líneas 12 y ss.). Tales copolímeros preparados por polimerización en masa (a granel) o en solución, por ejemplo, en tolueno o etilbenceno, han demostrado ser particularmente adecuados.
Preferiblemente, el contenido de AN (o la razón en peso de estireno/acrilonitrilo) del copolímero (B) es aproximadamente idéntico al contenido de AN (o la razón en peso de estireno/acrilonitrilo) de la cubierta del injerto (A2) del copolímero de injerto (A).
Componente (C)
A los compuestos de moldeo según la invención se les pueden añadir diferentes aditivos y/o coadyuvantes de procesado (C) (= componente (C)) en cantidades de 0,01 a 5% en peso como coadyuvantes y aditivos de procesado. Los aditivos y/o coadyuvantes de procesado (C) adecuados incluyen todas las sustancias habitualmente empleadas para el procesado o el acabado de los polímeros. Los ejemplos incluyen, por ejemplo, tintes, pigmentos, colorantes, fibras/rellenos, antiestáticos, antioxidantes, estabilizadores para mejorar la estabilidad térmica, estabilizadores para aumentar la fotoestabilidad, estabilizadores para mejorar la resistencia a la hidrólisis y la resistencia química, agentes de descomposición antitérmica, agentes dispersantes y en particular, lubricantes y ceras externos/internos que son útiles para la producción de cuerpos/artículos moldeados.
Estos aditivos y/o coadyuvantes de procesado se pueden mezclar en cualquier etapa de la operación de fabricación, pero preferiblemente en una etapa temprana para aprovechar los efectos estabilizadores (u otros efectos específicos) de la sustancia añadida.
Preferiblemente, el componente (C) es al menos un agente dispersante, cera, lubricante y/o antioxidante.
Los lubricantes/deslizantes y agentes desmoldeantes adecuados incluyen ácidos esteáricos, alcohol estearílico, ésteres esteáricos, ceras de amidas (bisestearilamida, en particular etilenbisestearamida), ceras de poliolefina y/o generalmente ácidos grasos superiores, derivados de los mismos y mezclas de ácidos grasos correspondientes que comprenden de 12 a 30 átomos de carbono.
Los ejemplos de antioxidantes adecuados incluyen antioxidantes fenólicos monocíclicos o policíclicos estéricamente impedidos que pueden comprender varias sustituciones y también pueden estar unidos mediante puente por sustituyentes. Estos incluyen no solo compuestos monoméricos sino también oligoméricos, que pueden estar formados por una pluralidad de unidades fenólicas. También son adecuadas las hidroquinonas y los análogos de hidroquinona, como lo son los compuestos sustituidos, así como los antioxidantes con base de tocoferoles y derivados de los mismos. También es posible utilizar mezclas de diferentes antioxidantes. En principio, es posible utilizar cualquier compuesto habitual en el comercio o adecuado para copolímeros de estireno, por ejemplo, antioxidantes del grupo Irganox®. Además de los antioxidantes fenólicos citados anteriormente a modo de ejemplo, también es posible utilizar los llamados coestabilizadores, en particular coestabilizadores que contienen fósforo o azufre. Estos coestabilizadores que contienen fósforo o azufre son conocidos por los expertos en la técnica.
Para otros aditivos y/o coadyuvantes de procesado, véase, por ejemplo, "Plastics Additives Handbook", Ed. Gachter and Müller, 4a edición, Hanser Publ., Múnich, 1996.
Los ejemplos específicos de aditivos y/o coadyuvantes de procesado adecuados se mencionan en las páginas 23 a 26 del documento WO 2014/170406.
Preparación de la composición de moldeo termoplástica
La composición de moldeo termoplástica según la invención puede ser producida a partir de los componentes (A), (B) y, si está presente, (C) y opcionalmente otros polímeros (TP) por cualquier método conocido. Sin embargo, es preferible que los componentes se mezclen previamente y se combinen mediante mezclado en estado fundido, por ejemplo, extrusión conjunta, preferiblemente con una extrusora de doble husillo, amasado o laminado de los componentes. Esto se realiza a temperaturas en el rango de 160°C a 400°C, preferiblemente de 180°C a 280°C,
completamente de la dispersi n acuosa obtenida en las etapas de producci n respectivas.
Por ejemplo, los copolímeros de injerto (A) se pueden mezclar como una miga/polvo húmedo o seco (por ejemplo, con una humedad residual de 1 a 40%, en particular de 20 a 40%) con el copolímero de matriz (B), teniendo lugar a continuación el secado completo de los copolímeros de injerto (A) durante la mezcla. El secado de las partículas también se puede realizar como en el documento DE-A 19907136.
Las composiciones de moldeo termoplásticas según la invención tienen una excelente resistencia a la fatiga con retención de resistencia química, fluidez y propiedades mecánicas clave. Esto se debe al hecho de que las composiciones de la invención permiten una sinergia perfecta entre el copolímero de injerto (A) y el copolímero SAN (B) debido al tamaño de partícula específico del caucho de injerto aglomerado (A1), la alta razón (50,5% en peso o más) y alto contenido de AN (30,5% en peso o más) de la cubierta del injerto (A2), en combinación con un alto contenido de AN del copolímero (B).
La invención proporciona adicionalmente el uso de la composición de moldeo termoplástica descrita para la producción de artículos moldeados. El procesado se puede llevar a cabo utilizando los procedimientos conocidos para el procesado de termoplásticos, en particular la producción puede efectuarse mediante termoformado, extrusión, moldeo por inyección, calandrado, moldeo por soplado, moldeo por compresión, sinterización en prensa, embutición profunda o sinterización. Se prefiere el uso de composiciones de moldeo termoplásticas de acuerdo con la invención o artículos moldeados producidos a partir de las mismas para aplicaciones que exigen una alta resistencia bajo condiciones de carga cíclica (estática o dinámica) como bobinas (por ejemplo, bobinas textiles), componentes de automóviles bajo carga y electrodomésticos que vibran debido al movimiento (p. ej., tapas de lavadoras o secadoras).
La invención se ilustra adicionalmente mediante los ejemplos y reivindicaciones.
Ejemplos
Métodos de prueba
Tamaño de partícula Dw/D50
Para medir el tamaño de partícula promedio en peso Dw (en particular, el diámetro mediano de partícula en peso D50) con la centrífuga de disco DC 24000 de CPS Instruments Inc. equipada con un disco de baja densidad, una solución acuosa de azúcar de 17,1 mL con un gradiente de densidad de 8 a 20% en peso de sacarosa en el disco centrífugo, con el fin de lograr un comportamiento de flotación estable de las partículas. Para la calibración se utilizó un látex de polibutadieno con una distribución estrecha y un tamaño medio de partícula de 405 nm. Las mediciones se realizaron a una velocidad de rotación del disco de 24.000 r.p.m. inyectando 0,1 ml de una dispersión de caucho diluida en una solución acuosa al 24% en peso de sacarosa. El cálculo del tamaño de partícula promedio en peso Dw se realizó mediante la fórmula
Dw = suma (ni * di4) / suma (ni * di3 )
ni: número de partículas de diámetro di.
Índice de flujo de fusión (MFI) o tasa de flujo de volumen de fusión (MFR)
La prueba MFI/MFR se realizó en gránulos (norma ISO 1133) utilizando una máquina MFI de CEAST, Italia.
Resistencia al impacto Izod con muescas (NIIS)
Las pruebas de impacto Izod se realizaron en especímenes con muescas (norma ASTM D 256) utilizando un aparato de CEAST (parte de la línea de productos de Instron), Italia.
Ensayo de tracción
Se llevaron a cabo pruebas de tracción en mezclas de ABS (norma ASTM D 638) a 23°C utilizando una máquina de prueba universal (UTM) de Lloyd Instruments, Reino Unido.
Ensayo de flexión
Se llevaron a cabo pruebas de flexión en mezclas de ABS (norma ASTM D 790) utilizando un UTM de Lloyd Instruments, Reino Unido.
Temperatura de deflexión térmica (HDT)
La prueba de temperatura de deflexión por calor se realizó en un espécimen moldeado por inyección (norma ASTM D 648) utilizando un aparato CEAST, Italia.
La prueba de temperatura de reblandecimiento Vicat se realizó en un espécimen de prueba moldeado por inyección (norma ASTM D 1525-09) utilizando una máquina CEAST, Italia. La prueba se lleva a cabo a una velocidad de calentamiento de 120°C/h (Método B) con cargas de 50 N.
Dureza Rockwell
La dureza del espécimen de prueba moldeado por inyección (ISO - 2039/2-11) se probó utilizando un probador de dureza Rockwell.
Prueba de caída por fatiga
En esta prueba, se deja caer un carrete desde una altura de 6,5 pies y se verifica la apariencia de la superficie del carrete. La prueba se pasa si el carrete soporta la prueba de impacto de caída durante un mínimo de 50 ciclos sin agrietarse.
Fuerza de ruptura (BDF)
En esta prueba, el componente moldeado (carrete) se fijó entre el accesorio de plantilla medio y superior de una Máquina de Prueba Universal de Fuel Instruments & Engineers Pvt. Ltd. (Grupo Fie) y la fuerza se aplicó en dirección vertical hacia arriba. La fuerza de ruptura se verificó en la escala de medición mientras el carrete simplemente se rompía. El requisito de BDF para el carrete es de 4.000 kgf (~ 40 kN).
Prueba del efecto de la gasolina
El componente moldeado (carrete) se sumergió en gasolina durante 3 horas. A continuación, se extrajo el componente y se comprobó la uniformidad de la superficie (hinchazón) rascando con un borde afilado. Si el componente se deforma o se rompe una gran cantidad de materiales durante la prueba, el producto no pasa.
Prueba de fatiga de la tapa de la lavadora
El componente moldeado, una tapa de lavadora, se fijó en el conjunto 48 horas después del moldeo. A continuación, la tapa se sometió a una prueba de apertura/cierre, 12.000 ciclos, tiempo de ciclo: 4 segundos apagado/4 segundos encendido, y se verificó si había grietas o cualquier otro tipo de falla. Se probaron 3 muestras idénticas de cada composición de moldeo (series 1 a 3) para obtener resultados representativos.
Materiales utilizados:
Componente (A)
Látex de caucho butadieno de partículas finas (S-A1)
El látex de caucho de butadieno de partículas finas (S-A1) que se utiliza para la etapa de aglomeración se produjo por polimerización en emulsión utilizando terc-dodecilmercaptano como agente de transferencia de cadena y persulfato de potasio como iniciador a temperaturas de 60°C a 80°C. La adición de persulfato de potasio marcó el comienzo de la polimerización. Finalmente, el látex de caucho de butadieno de partículas finas (S-A1) se enfrió por debajo de 50°C y los monómeros que no reaccionaron se eliminaron parcialmente a vacío (200 a 500 mbar) a temperaturas por debajo de 50°C, lo que define el final de la polimerización. A continuación, se determinaron los sólidos de látex (en % por peso) por evaporación de una muestra a 180°C durante 25 min. en un armario de secado. La conversión de monómero se calcula a partir de los sólidos de látex medidos. El látex de caucho butadieno (S-A1) se caracteriza por los siguientes parámetros, véase tabla 1.
Látex S-A1-1
No se utiliza látex de siembra. Como emulsionante se utiliza la sal de potasio de una colofonia desproporcionada (cantidad de deshidro-abietato de potasio: 52% en peso, abietato de potasio: 0% en peso) y como sal se utiliza pirofosfato de tetrasodio.
Tabla 1: Composición del látex de caucho de butadieno S-A1

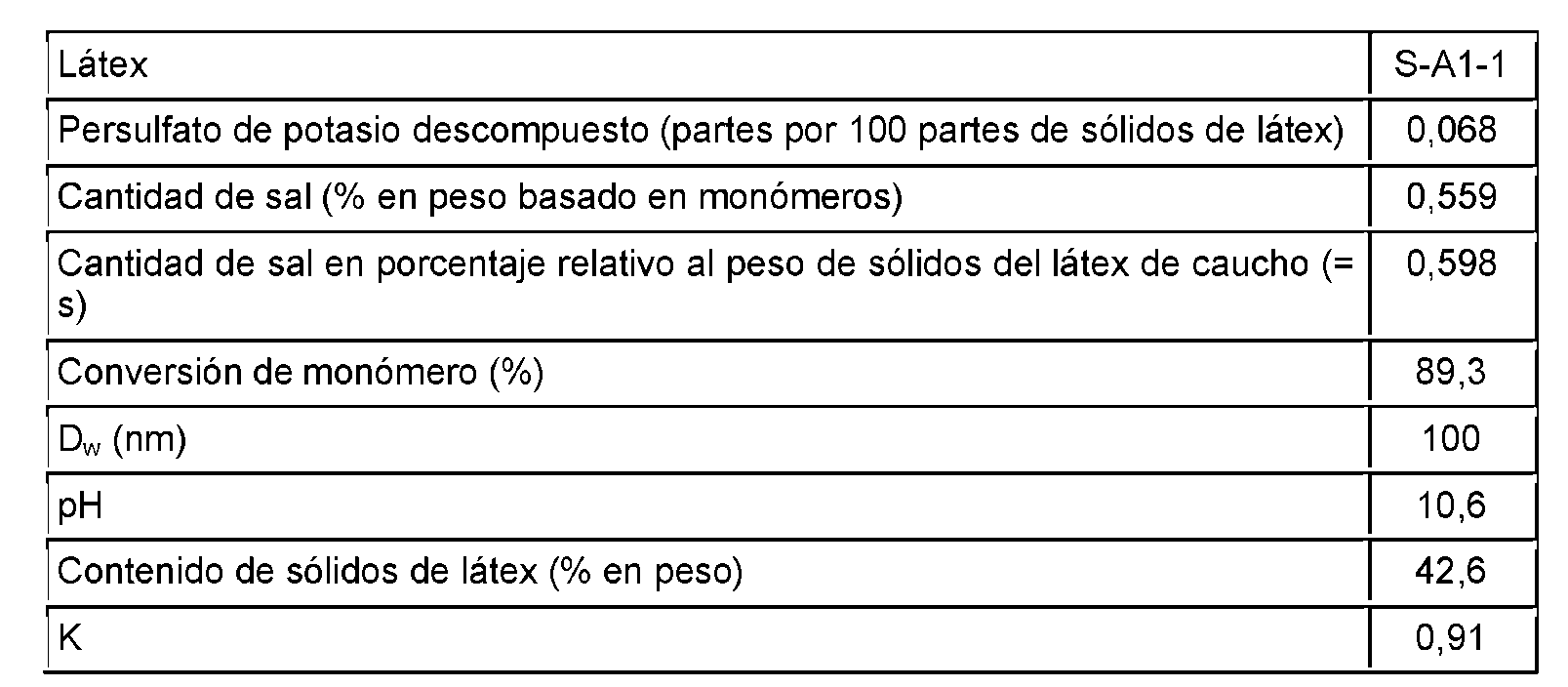

W = persulfato de potasio descompuesto [partes por 100 partes de caucho]
s = cantidad de sal en porcentaje con respecto al peso de sólidos del látex de caucho
Dw = tamaño de partícula promedio en peso (= diámetro mediano de partícula D5o) del látex de caucho butadieno de partículas finas (S-A1)
Producción de látex de caucho de butadieno aglomerado de partículas gruesas (A1)
La producción de látex de caucho de butadieno aglomerado de partículas gruesas (A1) se realizó con las cantidades especificadas mencionadas en la Tabla 2. El látex de caucho de butadieno de partículas finas (S-A1) se proporcionó primero a 25°C y se ajustó si era necesario con agua desionizada a cierta concentración y se agitó. A esta dispersión se le añadió una cantidad de anhídrido acético basándose en 100 partes de los sólidos del látex de caucho de butadieno en partículas finas (S-A1) como mezcla acuosa recién producida con una concentración de 4,58% en peso y la mezcla total se agitó durante 60 segundos. Después de esto se llevó a cabo la aglomeración durante 30 minutos sin agitación. Con posterioridad, se añadió KOH como una solución acuosa del 3 al 5% en peso al látex aglomerado y se mezcló con agitación. Después de filtrar a través de un filtro de 50 ^m, se determinó la cantidad de producto coagulado como masa sólida basándose en 100 partes de sólidos del látex de caucho de butadieno en partículas finas (B). Se determinaron el contenido de sólidos del látex de caucho de butadieno aglomerado (A), el valor de pH y el diámetro medio de partícula en peso D50.
Tabla 2: Producción de los látex de caucho de butadieno aglomerado de partículas gruesas (A1)

Producción de los copolímeros de injerto (A)
Se diluyeron con agua 59 partes en peso de los látex de caucho de butadieno aglomerado de partículas gruesas A1-1 y A1-2 (razón 80:20, calculada como sólidos de los látex de caucho (A1)) se diluyeron con agua hasta un contenido de sólidos de 27,5% en peso y se calentaron a 55°C. Se añadieron 51 partes en peso de una mezcla que consistía en 67 partes en peso de estireno, 33 partes en peso de acrilonitrilo y 0,4 partes en peso de tercdodecilmercaptano en 3 horas y 30 minutos. Al mismo tiempo que comenzó la alimentación de monómero, se inició
una sal de potasio de coloonia desproporcionada cantidad de deshidroabietato de potasio: 52 en peso, abietato de potasio: 0% en peso como solución acuosa y por separado una solución acuosa de 0,22 partes en peso de glucosa, 0,36% en peso de pirofosfato tetrasódico y 0,005% en peso de sulfato de hierro (II) en 3 horas 30 minutos. La temperatura se aumentó de 55 a 75°C en el plazo de las 3 horas 30 minutos después de empezar a alimentar los monómeros. La polimerización se llevó a cabo durante 2 horas más a 75°C y a continuación, el látex de caucho de injerto (= copolímero de injerto A) se enfrió a temperatura ambiente. El látex de caucho de injerto se estabilizó con aprox. 0,6 partes en peso de un antioxidante fenólico y se precipitó con ácido sulfúrico, se lavó con agua y el polvo de injerto húmedo se secó a 70°C (humedad residual inferior a 0,5% en peso). El producto obtenido es copolímero de injerto (A-I).
El copolímero de injerto de ABS P-1 (D50 tamaño de partícula (nm) de látex de caucho aglomerado: 315/328 nm, cubierta de injerto: 40,5% en peso, contenido de AN de la cubierta de injerto: 28% en peso, aglomerado con anhídrido acético) utilizado en los ejemplos comparativos corresponde al polímero de caucho de injerto I5 como se describe en el documento WO 2012/022710 A2 (pág. 23 a 28) y se preparó en consecuencia.
Componente (B)
(B-I): copolímero estadístico de estireno y acrilonitrilo con una razón de estireno polimerizado a acrilonitrilo de 69:31 con una tasa de flujo de volumen de fusión (MVR) a 220°C/10kg de 33 mL/10 minutos y Mw de 124000 g/mol (determinado mediante cromatografía de permeación en gel en THF utilizando patrones de poliestireno) producido por polimerización en solución por radicales libres.
(B-II): copolímero estadístico de estireno y acrilonitrilo con una relación de estireno polimerizado a acrilonitrilo de 69:31 con una tasa de flujo de volumen de fusión (MVR) a 220°C/10kg de 27 mL/10 minutos, y Mw 132000 g /mol (determinado mediante cromatografía de permeación en gel en THF utilizando estándares de poliestireno) producido por polimerización en solución por radicales libres.
Componente (C)

Composiciones termoplásticas
Se mezclaron polímeros de caucho de injerto (A-I) o (P-1), copolímeros SAN (B-I) o (B-II) y los componentes mencionados anteriormente (C) (véase la razón en la Tabla 3, tamaño de lote de 5 kg) durante 4 a 5 minutos en un mezclador de alta velocidad para obtener una premezcla uniforme y a continuación, dicha premezcla se combinó en estado fundido en una extrusora de doble tornillo a una velocidad de 80 rpm y utilizando un perfil de temperatura gradual de 190°C a 220°C para las diferentes zonas del cañón. Las hebras extruidas se enfriaron en un baño de agua, se secaron al aire y se granularon. Se moldearon por inyección especímenes de prueba patrón (barras de prueba ISO) de la mezcla obtenida. El perfil de temperatura del cañón de la máquina de moldeo por inyección fue de 190 a230°C.
Los resultados de la prueba se presentan en las Tablas 4 a 6.
Tabla 3: Composición de moldeo ABS


Tabla 4:

Tabla 5:


Las composiciones de moldeo según la invención (véanse los ejemplos 1 y 2) presentan una excelente resistencia a la fatiga como lo demuestran su alargamiento a la rotura (Tabla 4), su ensayo de caída (véanse las Tablas 5 y 6) y el ensayo de apertura/cierre de tapas de lavadoras.
Por otra parte, los datos presentados indican que las composiciones de moldeo descritas tienen propiedades bien equilibradas, con respecto a sus propiedades mecánicas clave, resistencia química, ductilidad y flujo de fusión.
Claims (14)
1. Una composición de moldeo termoplástica que comprende los componentes A, B y C.
(A) de 25 a 45% en peso, preferiblemente 30 a 45% en peso, de un copolímero de injerto (A) que consiste en:
de 50,5 a 55% en peso de una cubierta de injerto (A2) y
de 45 al 49,5 en peso de un sustrato de injerto (A1) - una mezcla de látex de caucho de butadieno aglomerado (A1') y (A1") -, donde (A1) y (A2) suman 100% en peso,
obtenido por polimerización en emulsión de
estireno y acrilonitrilo a una razón en peso de 69,5/30,5 a 66/34 para obtener una cubierta de injerto (A2), pudiendo sustituirse el estireno y/o el acrilonitrilo parcialmente (menos de 50% en peso) por alfametilestireno, metacrilato de metilo o N-fenilmaleimida o mezclas de los mismos,
en presencia de al menos un látex de caucho de butadieno aglomerado (A1') con un diámetro mediano de partícula en peso D50 de 150 a 350 nm, y al menos un látex de caucho de butadieno aglomerado (A1") con un diámetro mediano de partícula en peso D50 de 425 a 650nm,
donde los látex de caucho aglomerados (A1') y (A1") se obtienen por aglomeración de al menos un látex de caucho de butadieno de partida (S-A1) que tiene un diámetro mediano de partícula en peso D50 igual o inferior a 120 nm, preferiblemente igual o inferior a 110 nm, con al menos un anhídrido de ácido, preferiblemente anhídrido acético o mezclas de anhídrido acético con ácido acético, en particular anhídrido acético;
(B) de 55 a 75% en peso, preferiblemente de 55 a 70% en peso, de al menos un copolímero (B) de estireno y acrilonitrilo a una razón en peso de 70/30 a 66/34, pudiendo sustituirse el estireno y/o el acrilonitrilo parcialmente (menos de 50% en peso) por alfa-metilestireno, metacrilato de metilo o N-fenilmaleimida o mezclas de los mismos; donde el copolímero (B) tiene un índice de fluidez de 30 a 36 g/10 min (220°C/10 kg); (C) de 0 a 5% en peso de otros aditivos y/o coadyuvantes de procesado (C);
donde los componentes A, B y, si está presente, C, suman 100% en peso.
2. La composición de moldeo termoplástica según la reivindicación 1 que comprende:
de 25 a 45% en peso de componente (A),
de 54,99 a 74,99% en peso de componente (B),
de 0,01 a 5% en peso de componente (C).
3. La composición de moldeo termoplástica según la reivindicación 1 o 2 que comprende:
de 30 a 45% en peso de componente (A),
de 54,99 a 69,99% en peso de componente (B),
de 0,01 a 5% en peso de componente (C).
4. La composición de moldeo termoplástica según una de las reivindicaciones 1 a 3, en donde el copolímero de injerto (A) consiste en:
51 a 54% en peso de una cubierta de injerto (A2) y
46 a 49% en peso de un sustrato de injerto (A1).
5. La composición de moldeo termoplástica según una de las reivindicaciones 1 a 4, en donde la cubierta de injerto (A2) se obtiene por polimerización en emulsión de estireno y acrilonitrilo a una razón en peso de 69/31 a 67/33, preferiblemente de 69/31 a 67,5/32,5.
6. La composición de moldeo termoplástica según cualquiera de las reivindicaciones 1 a 5, en donde el látex de caucho de butadieno aglomerado (A1') tiene un diámetro mediano de partícula en peso D50 de 200 a 300 nm, preferiblemente de 200 a 270 nm, y el al menos un látex de caucho de butadieno aglomerado (A1") tiene un diámetro mediano de partícula en peso D50 de 450 a 600 nm, preferiblemente de 450 a 550 nm.
7. La composición de moldeo termoplástica según una de las reivindicaciones 1 a 6, en donde la razón en peso de los látex de caucho de butadieno aglomerados (A1') y (A1") es de 50/50 a 90/10, preferiblemente de 70/30 a 85/15.
8. La composición de moldeo termoplástica según una de las reivindicaciones 1 a 7, en donde en el copolímero (B) la razón en peso de estireno y acrilonitrilo es de 69,5/30,5 a 67/33, preferiblemente de 69/31 a 67,5/32,5.
9. La composición de moldeo termoplástica según cualquiera de las reivindicaciones 1 a 8, en donde el copolímero (B) tiene un índice de fluidez de 31 a 35 g/10 min (220°C/10 kg).
10. La composición de moldeo termoplástica según una de las reivindicaciones 1 a 9, en donde la cubierta de injerto (A2) y el copolímero (B) se componen de unidades polimerizadas de estireno y acrilonitrilo.
reivindicaciones 1 a 10 mediante mezcla en estado undido de los componentes A, B y, si est n presentes , y opcionalmente otros polímeros (TP) a temperaturas en el rango de 160°C a 400°C.
12. Artículos conformados producidos por termoformado, extrusión, moldeo por inyección, calandrado, moldeo por soplado, moldeo por compresión, sinterización en prensa, embutición profunda o sinterización de la composición de moldeo termoplástica según cualquiera de las reivindicaciones 1 a 10.
13. El uso de la composición de moldeo termoplástica según cualquiera de las reivindicaciones 1 a 10 para aplicaciones que exigen una alta resistencia bajo condiciones de carga cíclica (estática o dinámica).
14. El uso de la composición de moldeo termoplástica según cualquiera de las reivindicaciones 1 a 10 para la producción de bobinas tales como bobinas textiles, componentes de automóviles bajo carga y electrodomésticos que vibran debido a partes móviles tales como tapas de lavadoras o secadoras.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP17208465 | 2017-12-19 | ||
| PCT/EP2018/085434 WO2019121643A1 (en) | 2017-12-19 | 2018-12-18 | High fatigue resistance abs |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| ES2950639T3 true ES2950639T3 (es) | 2023-10-11 |
Family
ID=60942827
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| ES18816109T Active ES2950639T3 (es) | 2017-12-19 | 2018-12-18 | ABS con alta resistencia a la fatiga |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20210087385A1 (es) |
| EP (1) | EP3728462B1 (es) |
| KR (1) | KR102592891B1 (es) |
| CN (1) | CN111727220A (es) |
| ES (1) | ES2950639T3 (es) |
| WO (1) | WO2019121643A1 (es) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114034605B (zh) * | 2021-10-28 | 2024-01-16 | 国高材高分子材料产业创新中心有限公司 | 一种熔体流动速率标准物质及其制备方法 |
| CN115960448B (zh) * | 2022-12-28 | 2024-04-30 | 上海长伟锦磁工程塑料有限公司 | 一种汽车内门把手专用芳纶增强pc/abs合金材料及其制备方法 |
| CN116554410B (zh) * | 2023-05-10 | 2024-11-12 | 金发科技股份有限公司 | Abs胶粉及其制备方法、abs材料和车辆内饰件 |
Family Cites Families (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2924545A (en) | 1955-06-22 | 1960-02-09 | Us Rubber Co | Thermoplastic mixture of butadiene-acrylonitrile rubber, styrene-acrylonitrile resin and vinyl chloride resin |
| US3121069A (en) | 1956-04-25 | 1964-02-11 | Delaware Res & Dev Corp | Composition of styrene-butadiene copolymer and polyorganosiloxane |
| US3879496A (en) * | 1971-05-12 | 1975-04-22 | Goodrich Co B F | Low rubber, high-flow and high impact ABS plastics, improved rubber toughener for producing same, and method of manufacture |
| DE2420358B2 (de) | 1974-04-26 | 1980-02-07 | Bayer Ag, 5090 Leverkusen | Formmassen |
| DE2724360C3 (de) | 1977-05-28 | 1988-03-24 | Bayer Ag, 5090 Leverkusen | Verfahren zur Herstellung von thermoplastischen Formmassen auf Basis von Vinylpolymerisaten |
| JP2799327B2 (ja) * | 1987-12-14 | 1998-09-17 | ザ ダウ ケミカル カンパニー | 三峰性のゴム粒子分布をもつabs組成物 |
| JPH0725853B2 (ja) | 1989-04-01 | 1995-03-22 | 三菱化学株式会社 | グラフト共重合樹脂 |
| EP0712894A3 (en) * | 1994-11-21 | 1997-04-02 | Gen Electric | Impact-modified composition of aromatic vinyl-vinyl cyanide copolymer |
| EP1038920B1 (en) | 1998-10-09 | 2004-12-15 | Teijin Chemicals, Ltd. | Resin composition |
| DE19907136A1 (de) | 1999-02-19 | 2000-08-24 | Basf Ag | Verfahren zum Trocknen koagulierter wasserhaltiger Kautschukpartikel |
| US20070060716A1 (en) | 2005-09-13 | 2007-03-15 | Bala Ambravaneswaran | Fatigue resistant thermoplastic composition, method of making, and articles formed therefrom |
| ES2934639T3 (es) * | 2010-08-16 | 2023-02-23 | Ineos Styrolution Group Gmbh | Procedimiento para la preparación de látex de caucho aglomerado y el uso de los mismos para la fabricación de composiciones poliméricas |
| CN102532786B (zh) * | 2010-12-17 | 2014-02-05 | 中国石油天然气股份有限公司 | 一种双峰分布改性abs树脂的制备方法 |
| EP2986650B1 (de) | 2013-04-18 | 2018-08-08 | INEOS Styrolution Group GmbH | Thermoplastische formmassen auf basis von acrylnitril, styrol und butadien |
| WO2014170407A1 (de) | 2013-04-18 | 2014-10-23 | Styrolution Group Gmbh | Thermoplastische formmassen auf basis von acrylnitril, styrol und butadien |
| CN109219621B (zh) * | 2015-12-02 | 2021-01-12 | 英力士苯领集团股份公司 | 生产具有改进性能的abs塑料的方法 |
-
2018
- 2018-12-18 WO PCT/EP2018/085434 patent/WO2019121643A1/en not_active Ceased
- 2018-12-18 KR KR1020207018755A patent/KR102592891B1/ko active Active
- 2018-12-18 EP EP18816109.5A patent/EP3728462B1/en active Active
- 2018-12-18 CN CN201880089616.7A patent/CN111727220A/zh active Pending
- 2018-12-18 US US16/954,830 patent/US20210087385A1/en not_active Abandoned
- 2018-12-18 ES ES18816109T patent/ES2950639T3/es active Active
Also Published As
| Publication number | Publication date |
|---|---|
| EP3728462A1 (en) | 2020-10-28 |
| KR102592891B1 (ko) | 2023-10-20 |
| WO2019121643A1 (en) | 2019-06-27 |
| EP3728462B1 (en) | 2023-05-24 |
| CN111727220A (zh) | 2020-09-29 |
| KR20200100670A (ko) | 2020-08-26 |
| US20210087385A1 (en) | 2021-03-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US9624333B2 (en) | Thermoplastic moulding materials based on acrylonitrile, styrene and butadiene | |
| US9708483B2 (en) | Thermoplastic moulding materials based on acrylonitrile, styrene and butadiene | |
| ES2934639T3 (es) | Procedimiento para la preparación de látex de caucho aglomerado y el uso de los mismos para la fabricación de composiciones poliméricas | |
| ES2950639T3 (es) | ABS con alta resistencia a la fatiga | |
| ES2985815T3 (es) | Proceso de injerto con doble iniciador de látex de polibutadieno mediante estireno/acrilonitrilo | |
| US10501570B2 (en) | Rubbery polymer, method of preparing the same, graft copolymer, and thermoplastic resin composition | |
| ES2860198T3 (es) | Procedimiento mejorado para la preparación de copolímeros de injerto de ABS | |
| US20150011692A1 (en) | Terpolymer molding compounds with a low yellow index, method for producing same, and use thereof | |
| CN112585213B (zh) | 高耐热性抗冲击改性的聚碳酸酯掺合物 | |
| ES2889776T3 (es) | Composición de ABS termoplástica para moldeo por soplado | |
| US6737453B2 (en) | Flame retardant thermoplastic resin composition | |
| ES2901680T3 (es) | Composiciones de copolímero de acrilonitrilo butadieno estireno de flujo ultraelevado | |
| US20170152325A1 (en) | Method for isolating abs graft copolymers | |
| US10683372B2 (en) | Efficient copolymers having an agglomerating effect | |
| US6590016B2 (en) | Flame retardant thermoplastic resin composition | |
| WO2025215148A1 (en) | Process for the preparation of abs graft copolymers and abs molding compositions therefrom with improved gloss stability | |
| WO2024046959A1 (en) | Process for the preparation of abs graft copolymers |