FR2474529A1 - Procede d'elimination de l'arsenic et de l'antimoine des minerais sulfures de cuivre - Google Patents
Procede d'elimination de l'arsenic et de l'antimoine des minerais sulfures de cuivre Download PDFInfo
- Publication number
- FR2474529A1 FR2474529A1 FR8002039A FR8002039A FR2474529A1 FR 2474529 A1 FR2474529 A1 FR 2474529A1 FR 8002039 A FR8002039 A FR 8002039A FR 8002039 A FR8002039 A FR 8002039A FR 2474529 A1 FR2474529 A1 FR 2474529A1
- Authority
- FR
- France
- Prior art keywords
- sep
- arsenic
- na2s
- antimony
- solution
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 229910052785 arsenic Inorganic materials 0.000 title claims abstract description 73
- GRVFOGOEDUUMBP-UHFFFAOYSA-N sodium sulfide (anhydrous) Chemical compound [Na+].[Na+].[S-2] GRVFOGOEDUUMBP-UHFFFAOYSA-N 0.000 title claims abstract description 47
- 238000002386 leaching Methods 0.000 title claims abstract description 46
- 229910052787 antimony Inorganic materials 0.000 title claims abstract description 29
- BWFPGXWASODCHM-UHFFFAOYSA-N copper monosulfide Chemical compound [Cu]=S BWFPGXWASODCHM-UHFFFAOYSA-N 0.000 title claims abstract description 14
- RQNWIZPPADIBDY-UHFFFAOYSA-N arsenic atom Chemical compound [As] RQNWIZPPADIBDY-UHFFFAOYSA-N 0.000 title claims description 68
- WATWJIUSRGPENY-UHFFFAOYSA-N antimony atom Chemical compound [Sb] WATWJIUSRGPENY-UHFFFAOYSA-N 0.000 title claims description 26
- HEMHJVSKTPXQMS-UHFFFAOYSA-M Sodium hydroxide Chemical compound [OH-].[Na+] HEMHJVSKTPXQMS-UHFFFAOYSA-M 0.000 claims abstract description 138
- 229910052979 sodium sulfide Inorganic materials 0.000 claims abstract description 42
- 239000010949 copper Substances 0.000 claims abstract description 17
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 claims abstract description 14
- 229910052802 copper Inorganic materials 0.000 claims abstract description 14
- 239000013078 crystal Substances 0.000 claims abstract 2
- 238000000034 method Methods 0.000 claims description 32
- 230000015572 biosynthetic process Effects 0.000 claims description 4
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Chemical class O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims description 3
- 239000000243 solution Substances 0.000 description 52
- 239000012141 concentrate Substances 0.000 description 28
- 238000012360 testing method Methods 0.000 description 25
- 239000007787 solid Substances 0.000 description 20
- 239000011734 sodium Substances 0.000 description 19
- 229910052971 enargite Inorganic materials 0.000 description 16
- 238000004090 dissolution Methods 0.000 description 11
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 5
- NINIDFKCEFEMDL-UHFFFAOYSA-N Sulfur Chemical compound [S] NINIDFKCEFEMDL-UHFFFAOYSA-N 0.000 description 5
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 5
- 239000007800 oxidant agent Substances 0.000 description 5
- 229910052760 oxygen Inorganic materials 0.000 description 5
- 239000001301 oxygen Substances 0.000 description 5
- 229910052717 sulfur Inorganic materials 0.000 description 5
- 239000011593 sulfur Substances 0.000 description 5
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 4
- QAOWNCQODCNURD-UHFFFAOYSA-N Sulfuric acid Chemical compound OS(O)(=O)=O QAOWNCQODCNURD-UHFFFAOYSA-N 0.000 description 4
- 239000003153 chemical reaction reagent Substances 0.000 description 4
- 239000010941 cobalt Substances 0.000 description 4
- 229910017052 cobalt Inorganic materials 0.000 description 4
- GUTLYIVDDKVIGB-UHFFFAOYSA-N cobalt atom Chemical compound [Co] GUTLYIVDDKVIGB-UHFFFAOYSA-N 0.000 description 4
- 238000000605 extraction Methods 0.000 description 4
- 238000009854 hydrometallurgy Methods 0.000 description 4
- 239000007788 liquid Substances 0.000 description 4
- 230000003647 oxidation Effects 0.000 description 4
- 238000007254 oxidation reaction Methods 0.000 description 4
- 229910052683 pyrite Inorganic materials 0.000 description 4
- 238000003756 stirring Methods 0.000 description 4
- KWYUFKZDYYNOTN-UHFFFAOYSA-M Potassium hydroxide Chemical compound [OH-].[K+] KWYUFKZDYYNOTN-UHFFFAOYSA-M 0.000 description 3
- UCKMPCXJQFINFW-UHFFFAOYSA-N Sulphide Chemical compound [S-2] UCKMPCXJQFINFW-UHFFFAOYSA-N 0.000 description 3
- 230000008030 elimination Effects 0.000 description 3
- 238000003379 elimination reaction Methods 0.000 description 3
- -1 hydroxyl ions Chemical class 0.000 description 3
- 150000002500 ions Chemical class 0.000 description 3
- BMWMWYBEJWFCJI-UHFFFAOYSA-K iron(3+);trioxido(oxo)-$l^{5}-arsane Chemical compound [Fe+3].[O-][As]([O-])([O-])=O BMWMWYBEJWFCJI-UHFFFAOYSA-K 0.000 description 3
- 238000000746 purification Methods 0.000 description 3
- 239000011028 pyrite Substances 0.000 description 3
- 150000004763 sulfides Chemical class 0.000 description 3
- UKUVVAMSXXBMRX-UHFFFAOYSA-N 2,4,5-trithia-1,3-diarsabicyclo[1.1.1]pentane Chemical class S1[As]2S[As]1S2 UKUVVAMSXXBMRX-UHFFFAOYSA-N 0.000 description 2
- QGZKDVFQNNGYKY-UHFFFAOYSA-N Ammonia Chemical compound N QGZKDVFQNNGYKY-UHFFFAOYSA-N 0.000 description 2
- CTQNGGLPUBDAKN-UHFFFAOYSA-N O-Xylene Chemical group CC1=CC=CC=C1C CTQNGGLPUBDAKN-UHFFFAOYSA-N 0.000 description 2
- 238000004458 analytical method Methods 0.000 description 2
- 239000007864 aqueous solution Substances 0.000 description 2
- 238000003556 assay Methods 0.000 description 2
- 239000003518 caustics Substances 0.000 description 2
- 238000006243 chemical reaction Methods 0.000 description 2
- 229910052742 iron Inorganic materials 0.000 description 2
- 229910052751 metal Inorganic materials 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 239000000203 mixture Substances 0.000 description 2
- 229910052759 nickel Inorganic materials 0.000 description 2
- 239000002245 particle Substances 0.000 description 2
- 238000001556 precipitation Methods 0.000 description 2
- NIFIFKQPDTWWGU-UHFFFAOYSA-N pyrite Chemical compound [Fe+2].[S-][S-] NIFIFKQPDTWWGU-UHFFFAOYSA-N 0.000 description 2
- 238000009853 pyrometallurgy Methods 0.000 description 2
- 238000011084 recovery Methods 0.000 description 2
- 238000005070 sampling Methods 0.000 description 2
- 239000011573 trace mineral Substances 0.000 description 2
- 235000013619 trace mineral Nutrition 0.000 description 2
- IJJWOSAXNHWBPR-HUBLWGQQSA-N 5-[(3as,4s,6ar)-2-oxo-1,3,3a,4,6,6a-hexahydrothieno[3,4-d]imidazol-4-yl]-n-(6-hydrazinyl-6-oxohexyl)pentanamide Chemical compound N1C(=O)N[C@@H]2[C@H](CCCCC(=O)NCCCCCC(=O)NN)SC[C@@H]21 IJJWOSAXNHWBPR-HUBLWGQQSA-N 0.000 description 1
- DJHGAFSJWGLOIV-UHFFFAOYSA-K Arsenate3- Chemical compound [O-][As]([O-])([O-])=O DJHGAFSJWGLOIV-UHFFFAOYSA-K 0.000 description 1
- RMBBSOLAGVEUSI-UHFFFAOYSA-H Calcium arsenate Chemical compound [Ca+2].[Ca+2].[Ca+2].[O-][As]([O-])([O-])=O.[O-][As]([O-])([O-])=O RMBBSOLAGVEUSI-UHFFFAOYSA-H 0.000 description 1
- 235000008733 Citrus aurantifolia Nutrition 0.000 description 1
- 229910021503 Cobalt(II) hydroxide Inorganic materials 0.000 description 1
- 241000512668 Eunectes Species 0.000 description 1
- UFHFLCQGNIYNRP-UHFFFAOYSA-N Hydrogen Chemical compound [H][H] UFHFLCQGNIYNRP-UHFFFAOYSA-N 0.000 description 1
- 241000054817 Lycaena dione Species 0.000 description 1
- 229910018054 Ni-Cu Inorganic materials 0.000 description 1
- 229910018481 Ni—Cu Inorganic materials 0.000 description 1
- 235000011941 Tilia x europaea Nutrition 0.000 description 1
- 239000002253 acid Substances 0.000 description 1
- 230000002378 acidificating effect Effects 0.000 description 1
- 238000013019 agitation Methods 0.000 description 1
- 239000012670 alkaline solution Substances 0.000 description 1
- 229910021529 ammonia Inorganic materials 0.000 description 1
- 229940000489 arsenate Drugs 0.000 description 1
- 150000001495 arsenic compounds Chemical class 0.000 description 1
- 239000002585 base Substances 0.000 description 1
- 239000003637 basic solution Substances 0.000 description 1
- 229940103357 calcium arsenate Drugs 0.000 description 1
- AXCZMVOFGPJBDE-UHFFFAOYSA-L calcium dihydroxide Chemical compound [OH-].[OH-].[Ca+2] AXCZMVOFGPJBDE-UHFFFAOYSA-L 0.000 description 1
- 239000000920 calcium hydroxide Substances 0.000 description 1
- 229910001861 calcium hydroxide Inorganic materials 0.000 description 1
- DVRDHUBQLOKMHZ-UHFFFAOYSA-N chalcopyrite Chemical compound [S-2].[S-2].[Fe+2].[Cu+2] DVRDHUBQLOKMHZ-UHFFFAOYSA-N 0.000 description 1
- 229910052951 chalcopyrite Inorganic materials 0.000 description 1
- 150000003841 chloride salts Chemical class 0.000 description 1
- ASKVAEGIVYSGNY-UHFFFAOYSA-L cobalt(ii) hydroxide Chemical compound [OH-].[OH-].[Co+2] ASKVAEGIVYSGNY-UHFFFAOYSA-L 0.000 description 1
- 230000000052 comparative effect Effects 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 238000009867 copper metallurgy Methods 0.000 description 1
- OMZSGWSJDCOLKM-UHFFFAOYSA-N copper(II) sulfide Chemical compound [S-2].[Cu+2] OMZSGWSJDCOLKM-UHFFFAOYSA-N 0.000 description 1
- 238000005260 corrosion Methods 0.000 description 1
- 230000007797 corrosion Effects 0.000 description 1
- 238000010908 decantation Methods 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 230000007613 environmental effect Effects 0.000 description 1
- 238000009852 extractive metallurgy Methods 0.000 description 1
- 230000002349 favourable effect Effects 0.000 description 1
- 229910052949 galena Inorganic materials 0.000 description 1
- 229910052739 hydrogen Inorganic materials 0.000 description 1
- 239000001257 hydrogen Substances 0.000 description 1
- 229910052500 inorganic mineral Inorganic materials 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 159000000014 iron salts Chemical class 0.000 description 1
- XCAUINMIESBTBL-UHFFFAOYSA-N lead(ii) sulfide Chemical compound [Pb]=S XCAUINMIESBTBL-UHFFFAOYSA-N 0.000 description 1
- 239000004571 lime Substances 0.000 description 1
- 229910052960 marcasite Inorganic materials 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 239000011707 mineral Substances 0.000 description 1
- 238000005065 mining Methods 0.000 description 1
- 229940078552 o-xylene Drugs 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 238000011160 research Methods 0.000 description 1
- 238000005063 solubilization Methods 0.000 description 1
- 230000007928 solubilization Effects 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- VRRFSFYSLSPWQY-UHFFFAOYSA-N sulfanylidenecobalt Chemical compound [Co]=S VRRFSFYSLSPWQY-UHFFFAOYSA-N 0.000 description 1
- 150000003467 sulfuric acid derivatives Chemical class 0.000 description 1
- 229910052718 tin Inorganic materials 0.000 description 1
- 238000004148 unit process Methods 0.000 description 1
Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22B—PRODUCTION AND REFINING OF METALS; PRETREATMENT OF RAW MATERIALS
- C22B15/00—Obtaining copper
- C22B15/0002—Preliminary treatment
- C22B15/0004—Preliminary treatment without modification of the copper constituent
- C22B15/0008—Preliminary treatment without modification of the copper constituent by wet processes
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22B—PRODUCTION AND REFINING OF METALS; PRETREATMENT OF RAW MATERIALS
- C22B1/00—Preliminary treatment of ores or scrap
- C22B1/11—Removing sulfur, phosphorus or arsenic other than by roasting
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22B—PRODUCTION AND REFINING OF METALS; PRETREATMENT OF RAW MATERIALS
- C22B15/00—Obtaining copper
- C22B15/0063—Hydrometallurgy
- C22B15/0065—Leaching or slurrying
- C22B15/008—Leaching or slurrying with non-acid solutions containing salts of alkali or alkaline earth metals
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22B—PRODUCTION AND REFINING OF METALS; PRETREATMENT OF RAW MATERIALS
- C22B30/00—Obtaining antimony, arsenic or bismuth
- C22B30/02—Obtaining antimony
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22B—PRODUCTION AND REFINING OF METALS; PRETREATMENT OF RAW MATERIALS
- C22B30/00—Obtaining antimony, arsenic or bismuth
- C22B30/04—Obtaining arsenic
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/20—Recycling
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Organic Chemistry (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Manufacturing & Machinery (AREA)
- Life Sciences & Earth Sciences (AREA)
- Environmental & Geological Engineering (AREA)
- General Life Sciences & Earth Sciences (AREA)
- Geology (AREA)
- Geochemistry & Mineralogy (AREA)
- Inorganic Compounds Of Heavy Metals (AREA)
Abstract
LA PRESENTE INVENTION CONCERNE UN PROCEDE D'ELIMINATION DE L'ARSENIC ET DE L'ANTIMOINE DES MINERAIS SULFURES DE CUIVRE. LE PROCEDE CONSISTE: -A METTRE EN CONTACT INTIME ET DANS UNE ENCEINTE FERMEE LEDIT MINERAI SULFURE DE CUIVRE AVEC UNE SOLUTION DE LIXIVIATION AQUEUSE ET ALCALINE CONTENANT 40 A 80GL DE NAS, LE PH DE LADITE SOLUTION ETANT COMPRIS ENTRE 13 ET 14 ENVIRON A UNE TEMPERATURE COMPRISE ENTRE 120 ET 200C SOUS UNE PRESSION CORRESPONDANTE DE LA VAPEUR D'EAU SATUREE, LAQUELLE SE SITUE ALORS A AU MOINS DEUX BARS, PENDANT UN TEMPS SUFFISANT POUR DISSOUDRE PRATIQUEMENT TOUT L'ARSENIC ET L'ANTIMOINE CONTENUS DANS LEDIT MINERAI; -A SEPARER LE MINERAI DE CUIVRE DE LA SOLUTION DE LIXIVIATION; ET -A TRAITER LA SOLUTION DE LIXIVIATION POUR RECUPERER L'ARSENIC ET L'ANTIMOINE SOUS UNE FORME PRATIQUEMENT INSOLUBLE. APPLICATION: EPURATION DES MINERAIS SULFURES DE CUIVRE PAR ELIMINATION DE L'ARSENIC ET DE L'ANTIMOINE.
Description
La présente invention concerne un procédé d'élimination de l'arsenic et de l'antimoine des minerais sulfurés de cuivre.
Du fait des contraintes imposées par la protection de ltenvironnement,les minerais sulfurés de cuivre contenant de l'antimoine et de l'arsenic ne sont plus acceptés par les fonderies de cuivre sans subir une pénalisation sévère,proportionnelle à la teneur en arsenic et en antimoine. La teneur en arsenic de certains minerais peut atteindre 10% en poids,alors que la teneur en arsenic tolérée est inférieure à 1% en poids. I1 est donc nécessaire d'épurer les minerais par élimination de l'arsenic avant d'entreprendre la commercialisation de ces minerais.
La voie classique d'épuration des concentrés arsénifères est en général la pyrométallurgie. Toutefois, de nombreux travaux de recherche,et même des opérations industrielles,ont été réalisés pour purifier,par voie humide,des concentrés arséniferes,tels que des concentrés arsénifères de nickel et de cobalt ou de cuivre. A cet effet,on pourra se référer aux travaux de HABASHI / Principles of extractive metallurgy,Volume 2. Hydrometallurgy. Ed. Garden and Breach 7 et de DERRY /Pressure hydrometallurgy. A bibliographical review-Mineral processing information. Note n07.Warren spring laboratory-Stevenage (G.B.),7,
Les procédés de traitement par voie humide sont de deux types:la lixiviation en présence d'un agent oxydant, qui peut etre réalisée en milieu acide,caustique ou ammoniacal,et la lixiviation en l'absence d'un agent oxydant.
Les procédés de traitement par voie humide sont de deux types:la lixiviation en présence d'un agent oxydant, qui peut etre réalisée en milieu acide,caustique ou ammoniacal,et la lixiviation en l'absence d'un agent oxydant.
A titre d'exemples de procédés de lixiviation en présence d'un agent oxydant,on peut citer le procédé appliqué à un concentré cobaltifère décrit par MITCHELL J.S.
dans "Pressure leaching and reduction at the Garfied refinery-Mining engineering. Novembre 1956 - p.1093-95"
Ce procédé,qui n'est plus utilisé en raison de problèmes de corrosion de l'installation,consistait à traiter en milieu acide un concentré cobaltif ère sulfuré dans un autoclave à 1900C sous une pression totale supérieure à 35 bars,la pression en oxygène étant de 12 bars,et à récupérer l'arsenic par précipitation d'un arséniate de fer et le cobalt par précipitation à l'aide dthydrogene après purification à l'ammoniac.
Ce procédé,qui n'est plus utilisé en raison de problèmes de corrosion de l'installation,consistait à traiter en milieu acide un concentré cobaltif ère sulfuré dans un autoclave à 1900C sous une pression totale supérieure à 35 bars,la pression en oxygène étant de 12 bars,et à récupérer l'arsenic par précipitation d'un arséniate de fer et le cobalt par précipitation à l'aide dthydrogene après purification à l'ammoniac.
Parmi les procédés de lixiviation en milieu caustique on peut citer le procédé SILL / C.H. CHILTON- Leach liks arsenic bugaboo in metal ore- Chemical eng.65(1) p.80-1958 7,appliqué à un concentré sulfuré de cobalt qui consiste à débarasser ledit concentré de l'arsenic et du soufre par lixiviation à 115 0C sous une pression d'oxygène d'environ 8 bars. L'hydroxyde de cobalt est alors dissous par de l'acide sulfurique et purifié. L'arsenic, solubilisé sous forme d'arséniate,est précipité par la chaux en arséniate de calcium.
De nombreux travaux ont été publiés au sujet de la récupération du nickel et du cobalt,en particulier des speiss (résidus de grillage de l'arsenic et du soufre) / GERLACH et PAWLEK "- Pressure leaching of speiss pp.308-25 in UNIT PROCESS IN HYDROMETALLURGY. Eds.
WADSWORTH and DAVIS Gordon 8 Breack,Néw York 1965 7.
Le probleme de l'élimination de l'arsenic a également été rencontré lors de la mise au point du procédé de lixiviation des concentrés Ni-Cu / KUHN M.C. and
ARBITER N.Anaconda's ARBITER process for copper CIM bulletin-Hydrometallurgy Février 1974 p.62-73 7.
ARBITER N.Anaconda's ARBITER process for copper CIM bulletin-Hydrometallurgy Février 1974 p.62-73 7.
Les essais de lixiviation,sous pression d'oxygène (2 bars) ,deux concentré sulfuré de cuivre,l'énargite, réalisés à des températures comprises entre 900 et 1500C au moyen d'une solution d'hydroxyde de sodium (20 à 80g/l), ont montré que l'élimination de l'arsenic de l'énargite s'accompagne d'une mise en solution d'une fraction importante de soufre,alors que les quantités de cuivre solubilisé restent inférieures à 5%.
Or, en pyrométallurgie,la valeur énergétique que représente l'oxydation du soufre de l'état 2 à l'état 44 est loin d'être négligeable et représente une importante économie d'énergie. Il en résulte que l'élimination de l'arsenic de l'énargite par lixiviation à l'aide d'hydroxyde de sodium sous pression d'oxygène n'est pas exploitable industriellement étant donné les contraintes énergétiques actuelles. De plus,la teneur du concentré en arsenic résiduel n'a pas pu être abaissée,dans les conditions ci-dessus, au-dessous de 1%;cette valeur constitue cependant,en métallurgie du cuivre,la limite à partir de laquelle la valeur marchande du concentré subit une pénalisation.
Les procédés de lixiviation en l'absence d'agent oxydant consistent à utiliser une solution alcaline de sulfure de sodium à température élevée / supérieure à 4500C,JANGG et BACH Pressure lixiviation methods for the processing of ores of sulfo-salt forming metals BERGB.U.
HUTTERMANN -MONATSCH-MONATH-HOCHSCHULE LEOBEN-1958 -103; 21-5 7 ou à température plus faible,par exemple à une température de 80 à 1060C comme cela est préconisé dans le brevet US 3.911.078.
Le procédé,décrit dans ce brevet US 3.911.078, pour l'élimination de l'arsenic et de l'antimoine des minerais sulfurés de cuivre,consiste à mettre en contact un minerai avec une solution basique de sulfure de sodium contenant de l'bydroxyde de sodium ou une autre source d'ions hydroxyles pour éviter la formation d'ions 5H au détriment des ions S 2-.La concentration de la solution aqueuse mise en oeuvre est de 1,5 à 3,5 molaire en Na2S soit 117 à 273 g/l) et de 0,2 à 1,0 molaire en NaOH (soit 8 à 40 g/l),les concentrations préférées étant respectivement de 2 molaire en Na2S (160 g/l) et 0,25 molaire en NaOH (10 g/l).
I1 est indiqué dans ce brevet qu'il est préférable d'utiliser 2 à 3 fois les quantités stoechiométriques de Na2S,soit 3 à 4,5 moles de Na2S,par mole d'arsenic et par mole d'antimoine et que la présence de cet excès assure l'élimination pratiquement complète de l'arsenic et de l'antimoine. D'autre part,il est précisé que les quantités en excès de Na2S et la concentration de Na2S dans la liqueur de lixiviation peuvent être influencées par la possibilité d'oxydation de Na2S au cours de la lixiviation et qu'elles doivent être maintenues à des valeurs inférieures à celle à laquelle intervient une telle oxydation.
La mise en solution de l'arsenic et de l'antimoine dans les conditions ci-dessus,à une température comprise entre 80 et 1060C et à la pression atmosphérique, est normalement complète en quelques heures,par exemple en 2 à 5 heures environ.Le concentré de cuivre,obtenu après un tel traitement,contient moins de 1% en poids d'arsenic et d'antimoine.
On a maintenant trouvé un procédé qui permet de réduire la teneur en arsenic et en antimoine à des valeurs bien inférieures à 1% en utilisant des quantités moindres de réactifs.
Le procédé selon la présente invention,pour ltéli- mination de l'arsenic et de l'antimoine d'un minerai sulfuré de cuivre consiste:
-à mettre en contact intime et dans une enceinte fermée ledit minerai sulfuré de cuivre avec une solution de lixiviation aqueuse et alcaline contenant 40 à 80 g/l de Na2S,le pH de ladite solution étant compris entre 13 et 14 environ une température comprise entre 1200C et 2000C, sous une pression correspondante de la vapeur d'eau saturée, laquelle se situe alors à au moins deux bars,pendant un temps suffisant pour dissoudre pratiquement tout l'arsenic et l'ant~imoine contenus dans ledit minerai;
-à séparer le minerai de cuivre de la solution de lixiviation; ;et
-à traiter la solution de lixiviation pour récupérer l'arsenic et l'antimoine sous une forme pratiquement insoluble.
-à mettre en contact intime et dans une enceinte fermée ledit minerai sulfuré de cuivre avec une solution de lixiviation aqueuse et alcaline contenant 40 à 80 g/l de Na2S,le pH de ladite solution étant compris entre 13 et 14 environ une température comprise entre 1200C et 2000C, sous une pression correspondante de la vapeur d'eau saturée, laquelle se situe alors à au moins deux bars,pendant un temps suffisant pour dissoudre pratiquement tout l'arsenic et l'ant~imoine contenus dans ledit minerai;
-à séparer le minerai de cuivre de la solution de lixiviation; ;et
-à traiter la solution de lixiviation pour récupérer l'arsenic et l'antimoine sous une forme pratiquement insoluble.
Par "minerai sulfuré de cuivre" on désigne dans la présente description aussi bien le tout venant que les concentrés sulfurés de cuivre obtenus selon les procédés classiques bien connus de l'homme de l'art. A titre d'exemple de minerai sulfuré de cuivre,on citera l'énargite qui répond à la formule Cu3AsS4.
On trouve un tel minerai par exemple au Pérou.Des essais ont été effectués sur un concentré de minerai du Pé rou titrant environ 8,5% d'arsenic, environ 0,4% d'antimoine et environ 25,5% de cuivre.
Au cours de l'étape de lixiviation du procédé de l'invention,l'arsenic et/ou l'antimoine sont dissous dans la solution aqueuse de lixiviation conformément aux équations ci-après:

On a trouvé qu'une solution aqueuse contenant 40 à 80 g/l de Na2S et ayant un pH compris entre environ 13 et 14 était appropriée pour dissoudre,dans les conditions définies ci-dessus,pratiquement tout l'arsenic et/ou l'antimoine contenus dans le minerai sulfuré de cuivre.
On notera que plus la température est basse,dans la gamme de 1200C à 200 C ,plus le pH devra être élevé.
Sans qu'on soit lié à une quelconque théorie,on pense que ce phénomène peut s'expliquer par le fait que la stabilité de l'ion sulfure est liée au pH de la solution et de la température ;à température élevée,l'ion sulfure est stable à des pH plus faibles qu'à la température ambiante.
L'alcalinité de la solution de lixiviation est obtenue par addition d'ions hydroxyles. On utilise de préférence l'hydroxyde de sodium,bien que d'autres bases, telles que l'hydroxyde de potassium, puissent aussi être utilisées.
A titre d'exemple,on indiquera qu'à 1200C une solution de lixiviation contenant 40 g/l de Na2S et 80 g/l de NaOH est appropriée,alors qu'à 1500C la solution de lixiviation particulièrement préférée contient 40g/l de Na2S et 10 g/l de NaOH.
Comme indiqué précédemment,on opère sous une pression de vapeur d'eau saturée d'au moins deux bars.La température de mise en oeuvre du procédé est fonction de cette pression 1200C la pression est de 2 bars, tandis qu'à 1500C cette pression est de 4,6 bars,et à 2000C de 15,5 bars environ.
Selon le procédé de l'invention,on opère donc sous pression et en l'absence d'agent oxydant,par exemple d'oxygène de l'air.
Les conditions particulières de lixiviation du procédé de l'invention permettent une économie importante de réactifs par rapport au procédé enseigné par le brevet
US 3.911.078.
US 3.911.078.
Selon une variante préférée du procédé de l'invention,la quantité de Na2S nécessaire pour la formation de la solution de lixiviation est prélevée d'une solutionmère obtenue par dissolution de cristaux de Na2S,9H20 dans une solution d'hydroxyde de sodium de normalité l,soit 40 g/l.Ce mode opératoire est préféré à celui consistant à préparer la solution de lixiviation à partir d'une solution de Na2S ne contenant pas de NaOH libre,solution qui est beaucoup plus favorable à la formation de l'ion HS au détriment de l'ion
La granulométrie du minerai et la vitesse d'agitation doivent être telles qu'elles permettent un contact intime entre le minerai et la solution de lixiviation,de manière à obtenir une mise en solution de l'arsenic et de l'antimoine en un temps relativement court.On indiquera à titre d'exemple que, lorsque la vitesse d'agitation est comprise entre 750 et 1500 tours/minute,une granulométrie de O à 0,5 mm est appropriée pour obtenir une dissolution pratiquement complète de l'arsenic et de l'antimoine en 2 à 5 heures.
La granulométrie du minerai et la vitesse d'agitation doivent être telles qu'elles permettent un contact intime entre le minerai et la solution de lixiviation,de manière à obtenir une mise en solution de l'arsenic et de l'antimoine en un temps relativement court.On indiquera à titre d'exemple que, lorsque la vitesse d'agitation est comprise entre 750 et 1500 tours/minute,une granulométrie de O à 0,5 mm est appropriée pour obtenir une dissolution pratiquement complète de l'arsenic et de l'antimoine en 2 à 5 heures.
La concentration en solides de la pulpe n'est pas critique;toutefois,on indiquera que des rapports solides/liquide de 1:5 environ sont particulièrement préférés pour réaliser un excellent contact.
Les conditions particulièrement préférées de mise en oeuvre du procédé de 1' invention, lorsque le minerai est un concentré d'énargite Cu3AsS4,sont les suivantes: température: environ 150"C pression: environ 4,6 bars concentration NaOH : environ 10 à 20 g/l concentration Na2S : environ 40 g/l rapport liquide:solides:environ 5/1 durée de traitement:2 à 3 heures.
Dans ces conditions de traitement,la quantité de Na2S mise en oeuvre n'est que de 1,5 fois la quantité stoechiométrique et la teneur résiduelle en arsenic du concentré est inférieure à 0,5%.
Une épuration plus poussée,pouvant aller jusqu'à environ 0,16% en As dans le concentré résiduel,peut être obtenue en augmentant la concentration en sulfure de sodium jusqu'à 80 g/l.
Après l'étape de lixiviation,on sépare la solution de lixiviation contenant l'arsenic et l'antimoine en solution du minerai sulfuré de cuivre par des moyens classiques appropriés,tels que décantation,
La solution de lixiviation ainsi récupérée est ensuite traitée pour récupérer l'arsenic et l'antimoine sous une forme pratiquement insoluble. Des procédés appropriés pour le traitement de cette solution sont décrits dans le brevet US 3.911.078. Ces procédés consistent à acidifier la solution de lixiviation pour faire précipiter l'arsenic sous la forme de As2S5 et ensuite à transformer ce sulfure d'arsenic en arséniate de fer (FeAsO4)qui est un composé de l'arsenic susceptible d'être rejeté sans danger.
La solution de lixiviation ainsi récupérée est ensuite traitée pour récupérer l'arsenic et l'antimoine sous une forme pratiquement insoluble. Des procédés appropriés pour le traitement de cette solution sont décrits dans le brevet US 3.911.078. Ces procédés consistent à acidifier la solution de lixiviation pour faire précipiter l'arsenic sous la forme de As2S5 et ensuite à transformer ce sulfure d'arsenic en arséniate de fer (FeAsO4)qui est un composé de l'arsenic susceptible d'être rejeté sans danger.
Ainsi,on peut traiter la solution de lixiviation avec de l'acide sulfurique;la réaction est la suivante:

La transformation du sulfure d'arsenic en arséniate ferrique est réalisée selon les équations ci-apres

Le traitement de la solution de lixiviation contenant de l'antimoine est réalisé sensiblement de la même façon.
On peut dg lement traiter la solution de lixiviation avec de l'hydroxyde de calcium ou par des sels de fers
III (chlorures)ou de fer II(sulfates)en vue de récupérer l'arsenic contenu dans la solution de lixiviation.
III (chlorures)ou de fer II(sulfates)en vue de récupérer l'arsenic contenu dans la solution de lixiviation.
Le procédé selon la présente invention permet donc d'obtenir une élimination pratiquement complète de l'arsenic et/ou de l'antimoine contenus dans les minerais sulfurés de cuivre,avec une consommation réduite de réac tifs tout en conservant la valeur énergétique du minerai traité.
En effet,la mise sous pression de la pulpe,cons tituée par le minerai à traiter et la solution de lixiviation,a pour conséquence de mettre celle-ci à l'abri de l'o- xylène de l'air et protège ainsi de l'oxydation le soufre des sulfures,lui conservant de ce fait toute sa valeur énergétique.
La lixiviation en autoclave,autorisant une éléva- tion suffisante de température,améliore nettement la cinétique de mise en solution de l'arsenic et de l'antimoine et permet ainsi de faire tomber la teneur en arsenic d'un concentré d'énargite de 8,77% à 0,16% en mettant en oeuvre seulement 1,52 fois la quantité stoechiométrique requise.
La présente invention sera illustrée par les exemples non limitatifs ci-après.
Dans ces exemples,on a utilisé un concentré d'énargite d'El Brocal du Pérou.L'étude minéralogique de quatre échantillons de ce concentré d'énargite a montré la répartition ci-après dans des proportions sensiblement équiva lentes:
Enargite Cu3AsS4 xxxx
Pyrite FeS2 xxxx
Blende ZnS xxx
Luzonite Cu3AsS4 xxx
Colusite Cu (As,Sn,Fe)S xxx
Covelline CuS xx
Cuivre gris Cu AsS xx Galène Pb3S 3 x
Chalcopyrite CuBeS2 x
Digénite Cu S cubique x
I1 ne semblait pas y avoir d'inclusions de sulfoarséniures dans les sulfures. En revanche,on a trouvé des inclusions de sulfo-arséniures dans d'autres sulfoarséniures: luzonite dans énargite,colusite dans énargite,etc.. .Les phases étaient généralement bien séparées. Cependant, on a noté assez souvent des mixtes,en particulier entre les divers sulfoarséniures (énargite - cuivre gris,énargite-luzonite, énargite-colusite),mais aussi des sulfoarséniures avec les sulfures,en particulier énargite-pyrite,énargiteblende,mais surtout colusite - pyrite.
Enargite Cu3AsS4 xxxx
Pyrite FeS2 xxxx
Blende ZnS xxx
Luzonite Cu3AsS4 xxx
Colusite Cu (As,Sn,Fe)S xxx
Covelline CuS xx
Cuivre gris Cu AsS xx Galène Pb3S 3 x
Chalcopyrite CuBeS2 x
Digénite Cu S cubique x
I1 ne semblait pas y avoir d'inclusions de sulfoarséniures dans les sulfures. En revanche,on a trouvé des inclusions de sulfo-arséniures dans d'autres sulfoarséniures: luzonite dans énargite,colusite dans énargite,etc.. .Les phases étaient généralement bien séparées. Cependant, on a noté assez souvent des mixtes,en particulier entre les divers sulfoarséniures (énargite - cuivre gris,énargite-luzonite, énargite-colusite),mais aussi des sulfoarséniures avec les sulfures,en particulier énargite-pyrite,énargiteblende,mais surtout colusite - pyrite.
L'analyse des éléments majeurs et en traces d'un de ces échantillons est donnée dans le tableau I ci-après:
Tableau I
Analyse des éléments majeurs et en traces d'un échantillon d'un concentré d'énargite d'El Brocal (Pérou)

Tableau I
Analyse des éléments majeurs et en traces d'un échantillon d'un concentré d'énargite d'El Brocal (Pérou)
<tb> Fe <SEP> 16,55 <SEP> %
<tb> s <SEP> 36,85 <SEP> % <SEP>
<tb> Cu <SEP> 25,5 <SEP> %
<tb> Zn <SEP> 1,45 <SEP> %
<tb> Pb <SEP> 0,5 <SEP> %
<tb> As <SEP> 8,77 <SEP> %
<tb> Sb/ppm <SEP> 3950
<tb> Sn/ppm <SEP> 2300
<tb> K/ppm <SEP> 500
<tb> /ppm <SEP> 530
<tb> Bi/ppm <SEP> 320
<tb> Ba/ppm <SEP> 290
<tb> -Te/ppm <SEP> 350
<tb> Ge/ppm <SEP> 35
<tb> Ni/ppm <SEP> 8
<tb> Cd/ppm <SEP> 38 <SEP>
<tb> Co/ppm <SEP> 3
<tb> Ag/ppm <SEP> 110
<tb> Mo/ppm <SEP> 9
<tb> Li/ppm <SEP> 3
<tb> Na/ppm <SEP> 80
<tb> Mn/ppm <SEP> 84
<tb> Sr/ppm <SEP> 440 <SEP>
<tb> Mg/ppm <SEP> 530
<tb>
Les essais ci-après ont été réalisés à 120 C et 150 0C dans un autoclave de 4 1 muni d'un agitateur type
EXEMPLE 1
Influence de la variation de la concentration en Na s
2-
On a procédé à la lixiviation du concentré défini ci-dessus dans les conditions opératoires ci-après avec doles solutions de lixiviation à 10, 20, 40 et 80 g/l en Na2S.
<tb> s <SEP> 36,85 <SEP> % <SEP>
<tb> Cu <SEP> 25,5 <SEP> %
<tb> Zn <SEP> 1,45 <SEP> %
<tb> Pb <SEP> 0,5 <SEP> %
<tb> As <SEP> 8,77 <SEP> %
<tb> Sb/ppm <SEP> 3950
<tb> Sn/ppm <SEP> 2300
<tb> K/ppm <SEP> 500
<tb> /ppm <SEP> 530
<tb> Bi/ppm <SEP> 320
<tb> Ba/ppm <SEP> 290
<tb> -Te/ppm <SEP> 350
<tb> Ge/ppm <SEP> 35
<tb> Ni/ppm <SEP> 8
<tb> Cd/ppm <SEP> 38 <SEP>
<tb> Co/ppm <SEP> 3
<tb> Ag/ppm <SEP> 110
<tb> Mo/ppm <SEP> 9
<tb> Li/ppm <SEP> 3
<tb> Na/ppm <SEP> 80
<tb> Mn/ppm <SEP> 84
<tb> Sr/ppm <SEP> 440 <SEP>
<tb> Mg/ppm <SEP> 530
<tb>
Les essais ci-après ont été réalisés à 120 C et 150 0C dans un autoclave de 4 1 muni d'un agitateur type
EXEMPLE 1
Influence de la variation de la concentration en Na s
2-
On a procédé à la lixiviation du concentré défini ci-dessus dans les conditions opératoires ci-après avec doles solutions de lixiviation à 10, 20, 40 et 80 g/l en Na2S.
Conditions opératoires essais à 120 C essais à 150 C
Durée de la montée en température 45 mn 60 mn
Concentration initiale en NaOH 80 g/l 10 g/l
Rapport volume de solution/
poids de solide 20/1 20/1
Vitesse d'agitation 1000 t/mn 1000 t/mn
Les résultats obtenus sont consignés dans les tableaux II et III ci-après :
Le tableau II (essai à 1200C) montre que la solution de lixiviation doit avoir une teneur élevée en Na2S pour une concentration en NaOH de 80 g/l (c'est-à-dire d'au moins 40 g/l) pour obtenir une bonne cinétique de dissolution et un taux d'extraction de l'arsenic appréciable.
Durée de la montée en température 45 mn 60 mn
Concentration initiale en NaOH 80 g/l 10 g/l
Rapport volume de solution/
poids de solide 20/1 20/1
Vitesse d'agitation 1000 t/mn 1000 t/mn
Les résultats obtenus sont consignés dans les tableaux II et III ci-après :
Le tableau II (essai à 1200C) montre que la solution de lixiviation doit avoir une teneur élevée en Na2S pour une concentration en NaOH de 80 g/l (c'est-à-dire d'au moins 40 g/l) pour obtenir une bonne cinétique de dissolution et un taux d'extraction de l'arsenic appréciable.
Le tableau III(essai à 150 C) montre l'éfficacité réduite des solutions à faibles teneurs en Na2S et NaOH à l'égard de la mise en solution de l'arsenic. Ce n'est qu'à partir de 40 g/l de Na2S qu'on peut considérer que l'augmentation de température compense la diminution importante d'alcalinité de la solution initiale par rapport à l'essai à 120 C.
3ans les tableaux IV et V on a indiqué les teneurs en arsenic des concentrés mis en oeuvre (solide initial) et des concentrés obtenus après traitement (solide résiduel) selon les essais ci-dessus à 120 C et 150 C.
EXEMPLE 2
Influence de la variation de la concentration initiale en
NaOH.
Influence de la variation de la concentration initiale en
NaOH.
On a procédé à la lixiviation du concentré défini ci-desus dans les conditions opératoires ci-apr, à des températures de 120 C ou 150 0C et avec des solutions de lixiviation titrant 10, 20 et 40 g/l en NaOH.
Durée de la montée en température:45 mn(l200C) 60 mn(150 C)
Concentration initiale en Na2S :40 g/l
Rapport Volume de solution/poids de solide : 20/1
Vitesse d'agitation : 1000 t/mn.
Concentration initiale en Na2S :40 g/l
Rapport Volume de solution/poids de solide : 20/1
Vitesse d'agitation : 1000 t/mn.
Les résultats obtenus sont rassemblés dans le tableauviet la figure 1 sur laquelle est indiquée,en abscisses la durée de l'essai en heures, et en ordonnées le pourcentage d'arsenic extrait. Les courbes 1 à 4 sont relatives à l'essai réalisé à 150 C et les courbes a) à d) à l'essai réalisé à 120 C.Elles correspondent respectivement aux concentrations en NaOH ci-après
Courbes 1 et d) NaOH = 10 g/l
Courbes 2 et c) XaOH = 20 g/l
Courbes 3 et b) NaOH = 40 g/l
Courbes 4 et a) NaOH = 80 g/l.
Courbes 1 et d) NaOH = 10 g/l
Courbes 2 et c) XaOH = 20 g/l
Courbes 3 et b) NaOH = 40 g/l
Courbes 4 et a) NaOH = 80 g/l.
Ces résultats montrent que la concentration en
NaOH doit être élevée (80 g/l) lorsqu'on opère à 120 C, alors qu'à des concentrations de 10 à 20 g/l à 1500C on obtient déjà une élimination d7au moins 95 de l'arsenic.
NaOH doit être élevée (80 g/l) lorsqu'on opère à 120 C, alors qu'à des concentrations de 10 à 20 g/l à 1500C on obtient déjà une élimination d7au moins 95 de l'arsenic.
On remarquera que si l'influence de la concentration en NaOH à l500C sur les taux d'extraction de As, observés en rin d'essai, est faible (l'amélioration ntest que de 3,1% en utilisant une solution à 80 g/l au lieu de 10 g/l de NaOH), cette influence est par contre très nette en ce qui concerne la cinétique de dissolution de l'arsenic.
En effet, à 150 C, l'utilisation d'une solution à 80 g/l de NaOH permet d'atteindre le maximum de solubilisation de l'arsenic (98,45%) en deux heures. En une heure, le taux de mise en solution est déjà supérieur à 75%. I1 n'est que de 45 % en une heure et de 81 en deux heures avec une solution à 10 g/l de NaOH.
Les différents prélèvements ont été effectués après les durées d'essais ci-après

<tb> Numéro <SEP> du
<tb> prélèvement <SEP> 1 <SEP> 2 <SEP> 3 <SEP> 4 <SEP> 5 <SEP> 6 <SEP> 7 <SEP> 8 <SEP> | <SEP> 9
<tb> Durée
<tb> d'essai#à <SEP> 120 C <SEP> 45 <SEP> 60 <SEP> 75 <SEP> 90 <SEP> 105 <SEP> 135 <SEP> 165 <SEP> 225 <SEP> 285
<tb> en
<tb> minutes <SEP> à <SEP> 150 C <SEP> 60 <SEP> 75 <SEP> 9 <SEP> 105 <SEP> 120 <SEP> 150 <SEP> 180 <SEP> 240 <SEP> 300
<tb>
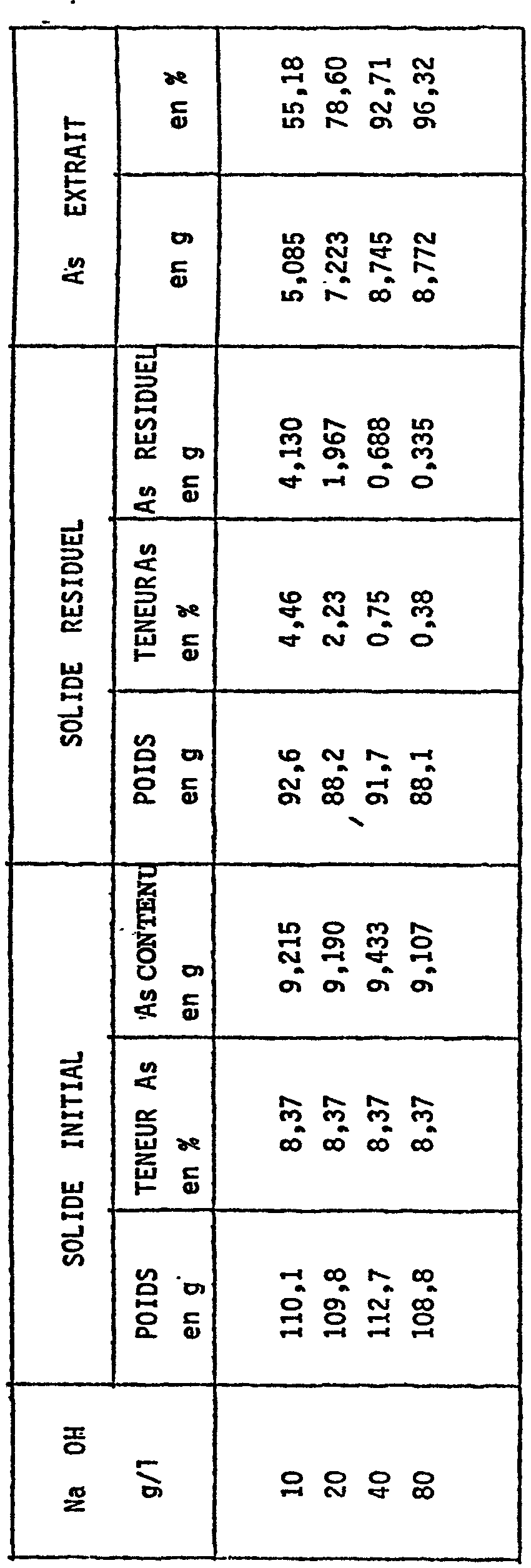
Dans les tableaux VII et VIII on a indiqué les teneurs en arsenic des concentrés mis en oeuvre (solide initial) et des concentrés obtenus après lixiviation (solidé résiduel) à 1200C et 1500C dans les conditions définies cidessus.Ces résultats confirment les observations ci-dessus.
<tb> prélèvement <SEP> 1 <SEP> 2 <SEP> 3 <SEP> 4 <SEP> 5 <SEP> 6 <SEP> 7 <SEP> 8 <SEP> | <SEP> 9
<tb> Durée
<tb> d'essai#à <SEP> 120 C <SEP> 45 <SEP> 60 <SEP> 75 <SEP> 90 <SEP> 105 <SEP> 135 <SEP> 165 <SEP> 225 <SEP> 285
<tb> en
<tb> minutes <SEP> à <SEP> 150 C <SEP> 60 <SEP> 75 <SEP> 9 <SEP> 105 <SEP> 120 <SEP> 150 <SEP> 180 <SEP> 240 <SEP> 300
<tb>
Dans les tableaux VII et VIII on a indiqué les teneurs en arsenic des concentrés mis en oeuvre (solide initial) et des concentrés obtenus après lixiviation (solidé résiduel) à 1200C et 1500C dans les conditions définies cidessus.Ces résultats confirment les observations ci-dessus.
La figure 2 indique le taux d'extraction de l'arsenic, après 4 heures d'essaiJ-en -en fonction de la concentration en NaOH à 1200C et 1500C pour une solution de lixiviation titrant 40 g/l. Sur cette figure 2 est indiquée, en abscissesla concentration en NaOH en g/l, et en ordonnées le pourcentage d'arsenic extrait. Cette figure montre clairement que le pourcentage d'arsenic extrait est plus élevé lorsqu'on opère à 150 C, quelque soit la teneur en NaOH de la solution de lixiviation, la teneur en Na2S étant toujours de 40 g/l.
EXEMPLE 3
Importance de la température et de la pression.
Importance de la température et de la pression.
On a traité un concentré tel que défini ci-dessus avec une solution de lixiviation à 40 g/l de Na2 S et 80 g/l de NaOH à 120 C,et,150 C et à titre de comparaison,à 90 C et 105 C . Les pressions mises en oeuvre étaient respectivement de
Température Pression
90 C 0,7 bar
105 C 1,2 bar
120 C 2 bars
150- 0C 4,6 bars
Les résultats obtenus figurent dans le tableau IX ci-après et sont représentés sur la figure 3, sur laquelle on a porté,en abscisses,la durée d'essai en heures, et en ordonnéesle pourcentage d'arsenic extrait. Chaque courbe est relative à une température d'essai (courbe 1: 900C, courbe 2: 105"C, courbe 3 : 1200C,courbe 4 : 1500C).
Température Pression
90 C 0,7 bar
105 C 1,2 bar
120 C 2 bars
150- 0C 4,6 bars
Les résultats obtenus figurent dans le tableau IX ci-après et sont représentés sur la figure 3, sur laquelle on a porté,en abscisses,la durée d'essai en heures, et en ordonnéesle pourcentage d'arsenic extrait. Chaque courbe est relative à une température d'essai (courbe 1: 900C, courbe 2: 105"C, courbe 3 : 1200C,courbe 4 : 1500C).
Ces résultats montrent que l'on ne peut obtenir,au bout de 4 heures de traitement,des pourcentages d'extraction d'arsenic supérieurs à 95%que si l'on opère à une pression d'au moins 2 bars et à une température d'au moins 1200C,
EXEMPLE 4
Influence de la concentration en solution de la pulpe.
EXEMPLE 4
Influence de la concentration en solution de la pulpe.
On a traité un concentré de cuivre,tel que défini ci-dessus, 1500C sous une pression de 4,6 bars avec des rapports poids liquide/solide de 20/1 et de 5 /1. Les autres conditions opératoires étaient les suivantes:
Durée de la montée en température 60 mn
Température d'essai 150"C
Durée d'essai à température constante 240 mn
Concentration initiale en NaOH 80 g/l
Concentration initiale en Na2S 40 g/l
Vitesse d'agitation 1000 t/mn
Les résultats obtenus sont consignés dans le tableau X ci-après. Ils montrent que la concentration de la pulpe n'a pas d'influence sur le pourcentage d'arsenic extrait. Toutefois,on notera que le rapport Na2S/As est d'environ 6 fois la stoechiométrie pour l'essai réalisé avec un rapport liquide/pulpe de 20/1 tandis que ce rapport n'est que de 1,5 pour l'essai en pulpe de 5/1.
Durée de la montée en température 60 mn
Température d'essai 150"C
Durée d'essai à température constante 240 mn
Concentration initiale en NaOH 80 g/l
Concentration initiale en Na2S 40 g/l
Vitesse d'agitation 1000 t/mn
Les résultats obtenus sont consignés dans le tableau X ci-après. Ils montrent que la concentration de la pulpe n'a pas d'influence sur le pourcentage d'arsenic extrait. Toutefois,on notera que le rapport Na2S/As est d'environ 6 fois la stoechiométrie pour l'essai réalisé avec un rapport liquide/pulpe de 20/1 tandis que ce rapport n'est que de 1,5 pour l'essai en pulpe de 5/1.
Cet essai montre que le procédé permet d'utilise ser des quantités relativement faibles de réactifs (1,5 fois seulement la quantité stoechiométrique) pour obtenir une élimination pratiquement totale de l'arsenic. TABLEAU II
Influence de la concentration initiale, de la solution de lixiviation, en Na2S, sur la cinétique de mise en solution de l'arsenic, à 120 C, avec une concentration en
NaOH de 80 g/l.

Influence de la concentration initiale, de la solution de lixiviation, en Na2S, sur la cinétique de mise en solution de l'arsenic, à 120 C, avec une concentration en
NaOH de 80 g/l.
Numéro <SEP> DUREE <SEP> MISE <SEP> en <SEP> SOLUTION <SEP> de <SEP> l'ARSENIC
<tb> du
<tb> Prélè
D'ESSAI
<tb> vement <SEP> Na2S <SEP> 10 <SEP> g/l <SEP> Na2S <SEP> 20 <SEP> g/l <SEP> Na2S <SEP> 40 <SEP> g/l <SEP> Na2S <SEP> 80 <SEP> g/l
<tb> As <SEP> As <SEP> As <SEP> As
<tb> EN <SEP> MINUTES <SEP> As <SEP> g/l <SEP> As <SEP> g/l <SEP> As <SEP> g/l <SEP> As <SEP> g/l
<tb> EXTRAIT <SEP> % <SEP> EXTRAIT <SEP> % <SEP> EXTRAIT <SEP> % <SEP> EXTRAIT <SEP> %
<tb> 1 <SEP> 45 <SEP> 0,79 <SEP> 18,88 <SEP> 1,29 <SEP> 30,82 <SEP> 1,88 <SEP> 45,00 <SEP> 3,35 <SEP> 80,00
<tb> 2 <SEP> 60 <SEP> 0,86 <SEP> 20,05 <SEP> 1,65 <SEP> 39,43 <SEP> 2,42 <SEP> 57,78 <SEP> 3,52 <SEP> 84,11
<tb> 3 <SEP> 75 <SEP> 0,98 <SEP> 23,33 <SEP> 2,10 <SEP> 50,18 <SEP> 2,76 <SEP> 65,95 <SEP> 3,66 <SEP> 87,5
<tb> 4 <SEP> 90 <SEP> 1,13 <SEP> 27,00 <SEP> 2,52 <SEP> 60,22 <SEP> 3,20 <SEP> 76,46 <SEP> 3,77 <SEP> 90,00
<tb> 5 <SEP> 105 <SEP> 1,48 <SEP> 35,36 <SEP> 2,79 <SEP> 66,67 <SEP> 3,49 <SEP> 83,39 <SEP> 3,84 <SEP> 91,67
<tb> 6 <SEP> 135 <SEP> 2,09 <SEP> 50,00 <SEP> 3,11 <SEP> 74,31 <SEP> 3,77 <SEP> 90,01 <SEP> 3,95 <SEP> 94,44
<tb> 7 <SEP> 165 <SEP> 2,42 <SEP> 57,77 <SEP> 3,32 <SEP> 79,33 <SEP> 3,92 <SEP> 93,67 <SEP> 4,01 <SEP> 95,83
<tb> 8 <SEP> 225 <SEP> - <SEP> 255 <SEP> x <SEP> 2,90 <SEP> 69,30 <SEP> 3,63 <SEP> 86,67 <SEP> 4,04 <SEP> 96,53 <SEP> 4,06 <SEP> x <SEP> 97,01 <SEP> x
<tb> 9 <SEP> 285 <SEP> 3,26 <SEP> 77,90 <SEP> 3,83 <SEP> 91,51 <SEP> 4,03 <SEP> 96,30 <SEP> 4,06 <SEP> 97,01
<tb> * Décalage de 30 minutes de l'intervalle de prélèvement d'échantillon pour l'essai à 80g/l de Na2S.
<tb> du
<tb> Prélè
D'ESSAI
<tb> vement <SEP> Na2S <SEP> 10 <SEP> g/l <SEP> Na2S <SEP> 20 <SEP> g/l <SEP> Na2S <SEP> 40 <SEP> g/l <SEP> Na2S <SEP> 80 <SEP> g/l
<tb> As <SEP> As <SEP> As <SEP> As
<tb> EN <SEP> MINUTES <SEP> As <SEP> g/l <SEP> As <SEP> g/l <SEP> As <SEP> g/l <SEP> As <SEP> g/l
<tb> EXTRAIT <SEP> % <SEP> EXTRAIT <SEP> % <SEP> EXTRAIT <SEP> % <SEP> EXTRAIT <SEP> %
<tb> 1 <SEP> 45 <SEP> 0,79 <SEP> 18,88 <SEP> 1,29 <SEP> 30,82 <SEP> 1,88 <SEP> 45,00 <SEP> 3,35 <SEP> 80,00
<tb> 2 <SEP> 60 <SEP> 0,86 <SEP> 20,05 <SEP> 1,65 <SEP> 39,43 <SEP> 2,42 <SEP> 57,78 <SEP> 3,52 <SEP> 84,11
<tb> 3 <SEP> 75 <SEP> 0,98 <SEP> 23,33 <SEP> 2,10 <SEP> 50,18 <SEP> 2,76 <SEP> 65,95 <SEP> 3,66 <SEP> 87,5
<tb> 4 <SEP> 90 <SEP> 1,13 <SEP> 27,00 <SEP> 2,52 <SEP> 60,22 <SEP> 3,20 <SEP> 76,46 <SEP> 3,77 <SEP> 90,00
<tb> 5 <SEP> 105 <SEP> 1,48 <SEP> 35,36 <SEP> 2,79 <SEP> 66,67 <SEP> 3,49 <SEP> 83,39 <SEP> 3,84 <SEP> 91,67
<tb> 6 <SEP> 135 <SEP> 2,09 <SEP> 50,00 <SEP> 3,11 <SEP> 74,31 <SEP> 3,77 <SEP> 90,01 <SEP> 3,95 <SEP> 94,44
<tb> 7 <SEP> 165 <SEP> 2,42 <SEP> 57,77 <SEP> 3,32 <SEP> 79,33 <SEP> 3,92 <SEP> 93,67 <SEP> 4,01 <SEP> 95,83
<tb> 8 <SEP> 225 <SEP> - <SEP> 255 <SEP> x <SEP> 2,90 <SEP> 69,30 <SEP> 3,63 <SEP> 86,67 <SEP> 4,04 <SEP> 96,53 <SEP> 4,06 <SEP> x <SEP> 97,01 <SEP> x
<tb> 9 <SEP> 285 <SEP> 3,26 <SEP> 77,90 <SEP> 3,83 <SEP> 91,51 <SEP> 4,03 <SEP> 96,30 <SEP> 4,06 <SEP> 97,01
<tb> * Décalage de 30 minutes de l'intervalle de prélèvement d'échantillon pour l'essai à 80g/l de Na2S.
TABLEAU III
Influence de la concentration initiale, de la solution de lixiviation,en Na2S, sur la cinétique de mise en solution de l'arsenic, à 150 C, avec une concentration en
NaOH de 10 g/l.

Influence de la concentration initiale, de la solution de lixiviation,en Na2S, sur la cinétique de mise en solution de l'arsenic, à 150 C, avec une concentration en
NaOH de 10 g/l.
Numé- <SEP> DUREE <SEP> MISE <SEP> en <SEP> SOLUTION <SEP> de <SEP> l'ARSENIC
<tb> ro
<tb> du
<tb> pré
D'ESSAI
<tb> lève- <SEP> Na2S <SEP> 10 <SEP> g/l <SEP> Na2S <SEP> 20 <SEP> g/l <SEP> Na2S <SEP> 40 <SEP> g/l <SEP> Na2S <SEP> 80 <SEP> g/l
<tb> ment
<tb> As <SEP> As <SEP> As <SEP> As
<tb> en <SEP> MINUTES <SEP> As <SEP> g/l <SEP> As <SEP> g/l <SEP> As <SEP> g/l <SEP> As <SEP> g/l
<tb> EXTRAIT <SEP> % <SEP> EXTRAIT <SEP> % <SEP> EXTRAIT <SEP> % <SEP> EXTRAIT <SEP> %
<tb> 1 <SEP> 60 <SEP> 0,12 <SEP> 2,87 <SEP> 0,46 <SEP> 10,99 <SEP> 1,87 <SEP> 44,92 <SEP> 3,46 <SEP> 82,68
<tb> 2 <SEP> 75 <SEP> 0,19 <SEP> 4,54 <SEP> 0,70 <SEP> 16,73 <SEP> 2,36 <SEP> 56,39 <SEP> 3,97 <SEP> 94,86
<tb> 3 <SEP> 90 <SEP> 0,25 <SEP> 5,97 <SEP> 0,88 <SEP> 21,03 <SEP> 2,77 <SEP> 66,19 <SEP> 4,11 <SEP> 98,21
<tb> 4 <SEP> 105 <SEP> 0,33 <SEP> 7,88 <SEP> 1,12 <SEP> 26,76 <SEP> 3,07 <SEP> 73,36 <SEP> 4,11 <SEP> 98,21
<tb> 5 <SEP> 120 <SEP> 0,40 <SEP> 9,56 <SEP> 1,33 <SEP> 31,78 <SEP> 3,40 <SEP> 81,24 <SEP> 4,11 <SEP> 98,21
<tb> 6 <SEP> 150 <SEP> 0,51 <SEP> 12,19 <SEP> 1,74 <SEP> 41,58 <SEP> 3,58 <SEP> 85,54 <SEP> 4,11 <SEP> 98,21
<tb> 7 <SEP> 180 <SEP> 0,63 <SEP> 15,05 <SEP> 2,14 <SEP> 51,14 <SEP> 3,81 <SEP> 91,11 <SEP> 4,11 <SEP> 98,21
<tb> 8 <SEP> 240 <SEP> 0,86 <SEP> 20,55 <SEP> 2,79 <SEP> 66,67 <SEP> 3,98 <SEP> 95,10 <SEP> 4,11 <SEP> 98,21
<tb> 9 <SEP> 300 <SEP> 1,01 <SEP> 24,13 <SEP> 3,13 <SEP> 74,79 <SEP> 3,99 <SEP> 95,34 <SEP> 4,11 <SEP> 98,21
<tb> TABLEAU IV
Influence de la concentration en sulfure de sodium

<tb> ro
<tb> du
<tb> pré
D'ESSAI
<tb> lève- <SEP> Na2S <SEP> 10 <SEP> g/l <SEP> Na2S <SEP> 20 <SEP> g/l <SEP> Na2S <SEP> 40 <SEP> g/l <SEP> Na2S <SEP> 80 <SEP> g/l
<tb> ment
<tb> As <SEP> As <SEP> As <SEP> As
<tb> en <SEP> MINUTES <SEP> As <SEP> g/l <SEP> As <SEP> g/l <SEP> As <SEP> g/l <SEP> As <SEP> g/l
<tb> EXTRAIT <SEP> % <SEP> EXTRAIT <SEP> % <SEP> EXTRAIT <SEP> % <SEP> EXTRAIT <SEP> %
<tb> 1 <SEP> 60 <SEP> 0,12 <SEP> 2,87 <SEP> 0,46 <SEP> 10,99 <SEP> 1,87 <SEP> 44,92 <SEP> 3,46 <SEP> 82,68
<tb> 2 <SEP> 75 <SEP> 0,19 <SEP> 4,54 <SEP> 0,70 <SEP> 16,73 <SEP> 2,36 <SEP> 56,39 <SEP> 3,97 <SEP> 94,86
<tb> 3 <SEP> 90 <SEP> 0,25 <SEP> 5,97 <SEP> 0,88 <SEP> 21,03 <SEP> 2,77 <SEP> 66,19 <SEP> 4,11 <SEP> 98,21
<tb> 4 <SEP> 105 <SEP> 0,33 <SEP> 7,88 <SEP> 1,12 <SEP> 26,76 <SEP> 3,07 <SEP> 73,36 <SEP> 4,11 <SEP> 98,21
<tb> 5 <SEP> 120 <SEP> 0,40 <SEP> 9,56 <SEP> 1,33 <SEP> 31,78 <SEP> 3,40 <SEP> 81,24 <SEP> 4,11 <SEP> 98,21
<tb> 6 <SEP> 150 <SEP> 0,51 <SEP> 12,19 <SEP> 1,74 <SEP> 41,58 <SEP> 3,58 <SEP> 85,54 <SEP> 4,11 <SEP> 98,21
<tb> 7 <SEP> 180 <SEP> 0,63 <SEP> 15,05 <SEP> 2,14 <SEP> 51,14 <SEP> 3,81 <SEP> 91,11 <SEP> 4,11 <SEP> 98,21
<tb> 8 <SEP> 240 <SEP> 0,86 <SEP> 20,55 <SEP> 2,79 <SEP> 66,67 <SEP> 3,98 <SEP> 95,10 <SEP> 4,11 <SEP> 98,21
<tb> 9 <SEP> 300 <SEP> 1,01 <SEP> 24,13 <SEP> 3,13 <SEP> 74,79 <SEP> 3,99 <SEP> 95,34 <SEP> 4,11 <SEP> 98,21
<tb> TABLEAU IV
Influence de la concentration en sulfure de sodium
SOLIDE <SEP> INITIAL <SEP> SOLIDE <SEP> RESIDUEL <SEP> As <SEP> EXTRAIT
<tb> Na2S <SEP> POIDS <SEP> TENEUR <SEP> As <SEP> As <SEP> INTROD.<SEP> POIDS <SEP> TENEUR <SEP> As <SEP> As <SEP> RESIDUEL
<tb> en <SEP> g <SEP> en <SEP> %
<tb> en <SEP> g <SEP> en <SEP> % <SEP> en <SEP> g <SEP> en <SEP> g <SEP> en <SEP> % <SEP> en <SEP> g
<tb> g/l
<tb> 10 <SEP> 108,1 <SEP> 8,37 <SEP> 9,048 <SEP> 86,3 <SEP> 2,31 <SEP> 1,994 <SEP> 7,054 <SEP> 77,96
<tb> 20 <SEP> 106,6 <SEP> 8,37 <SEP> 8,922 <SEP> 85,8 <SEP> 0,87 <SEP> 0,746 <SEP> 8,176 <SEP> 91,64
<tb> 40 <SEP> 108,8 <SEP> 8,37 <SEP> 9,107 <SEP> 88,1 <SEP> 0,38 <SEP> 0,335 <SEP> 8,772 <SEP> 96,32
<tb> 80 <SEP> 111,0 <SEP> 8,37 <SEP> 9,291 <SEP> 89,1 <SEP> 0,32 <SEP> 0,285 <SEP> 9,006 <SEP> 96,93
<tb> Na OH TEMPERATURE LIQ/SOL.

<tb> Na2S <SEP> POIDS <SEP> TENEUR <SEP> As <SEP> As <SEP> INTROD.<SEP> POIDS <SEP> TENEUR <SEP> As <SEP> As <SEP> RESIDUEL
<tb> en <SEP> g <SEP> en <SEP> %
<tb> en <SEP> g <SEP> en <SEP> % <SEP> en <SEP> g <SEP> en <SEP> g <SEP> en <SEP> % <SEP> en <SEP> g
<tb> g/l
<tb> 10 <SEP> 108,1 <SEP> 8,37 <SEP> 9,048 <SEP> 86,3 <SEP> 2,31 <SEP> 1,994 <SEP> 7,054 <SEP> 77,96
<tb> 20 <SEP> 106,6 <SEP> 8,37 <SEP> 8,922 <SEP> 85,8 <SEP> 0,87 <SEP> 0,746 <SEP> 8,176 <SEP> 91,64
<tb> 40 <SEP> 108,8 <SEP> 8,37 <SEP> 9,107 <SEP> 88,1 <SEP> 0,38 <SEP> 0,335 <SEP> 8,772 <SEP> 96,32
<tb> 80 <SEP> 111,0 <SEP> 8,37 <SEP> 9,291 <SEP> 89,1 <SEP> 0,32 <SEP> 0,285 <SEP> 9,006 <SEP> 96,93
<tb> Na OH TEMPERATURE LIQ/SOL.
80 <SEP> g/l <SEP> 120 C <SEP> 20
<tb> TABLEAU V
Influence du sulfure de sodium

<tb> TABLEAU V
Influence du sulfure de sodium
SOLIDE <SEP> INITIAL <SEP> SOLIDE <SEP> RESIDUEL <SEP> As <SEP> EXTRAIT
<tb> Na2S
<tb> g/l <SEP> POIDS <SEP> TENEUR <SEP> As <SEP> As <SEP> INTROD. <SEP> POIDS <SEP> TENEUR <SEP> As <SEP> As <SEP> RESIDUEL
<tb> en <SEP> g <SEP> en <SEP> %
<tb> en <SEP> g <SEP> en <SEP> % <SEP> en <SEP> g <SEP> en <SEP> g <SEP> en <SEP> % <SEP> en <SEP> g
<tb> 10 <SEP> 115,8 <SEP> 8,37 <SEP> 9,692 <SEP> 104,1 <SEP> 7,07 <SEP> 7,360 <SEP> 2 <SEP> 332 <SEP> 24,6
<tb> 20 <SEP> 116,4 <SEP> 8,37 <SEP> 9,743 <SEP> 94,4 <SEP> 2,60 <SEP> 2,454 <SEP> 7,289 <SEP> 74,81
<tb> 40 <SEP> 99,8 <SEP> 8,37 <SEP> 8,353 <SEP> 76,2 <SEP> 0,51 <SEP> 0,389 <SEP> 7,964 <SEP> 95,34
<tb> 80 <SEP> 113,8 <SEP> 8,37 <SEP> 9,525 <SEP> 92,6 <SEP> 0,18 <SEP> 0,167 <SEP> 9,358 <SEP> 98,25
<tb> Na OH TEMPER. LIQ./SOL.
<tb> Na2S
<tb> g/l <SEP> POIDS <SEP> TENEUR <SEP> As <SEP> As <SEP> INTROD. <SEP> POIDS <SEP> TENEUR <SEP> As <SEP> As <SEP> RESIDUEL
<tb> en <SEP> g <SEP> en <SEP> %
<tb> en <SEP> g <SEP> en <SEP> % <SEP> en <SEP> g <SEP> en <SEP> g <SEP> en <SEP> % <SEP> en <SEP> g
<tb> 10 <SEP> 115,8 <SEP> 8,37 <SEP> 9,692 <SEP> 104,1 <SEP> 7,07 <SEP> 7,360 <SEP> 2 <SEP> 332 <SEP> 24,6
<tb> 20 <SEP> 116,4 <SEP> 8,37 <SEP> 9,743 <SEP> 94,4 <SEP> 2,60 <SEP> 2,454 <SEP> 7,289 <SEP> 74,81
<tb> 40 <SEP> 99,8 <SEP> 8,37 <SEP> 8,353 <SEP> 76,2 <SEP> 0,51 <SEP> 0,389 <SEP> 7,964 <SEP> 95,34
<tb> 80 <SEP> 113,8 <SEP> 8,37 <SEP> 9,525 <SEP> 92,6 <SEP> 0,18 <SEP> 0,167 <SEP> 9,358 <SEP> 98,25
<tb> Na OH TEMPER. LIQ./SOL.
10 <SEP> g/l <SEP> 150 C <SEP> 20
<tb> TABLEAU VI
Influence comparée de la concentration initiale de la solution de lixiviation en NaOH sur la cinétique de mise en solution de l'arsenic, à 120 et 150 C, avec une concentration en Na2S de 40 g/l.

<tb> TABLEAU VI
Influence comparée de la concentration initiale de la solution de lixiviation en NaOH sur la cinétique de mise en solution de l'arsenic, à 120 et 150 C, avec une concentration en Na2S de 40 g/l.
MISE <SEP> en <SEP> SOLUTION <SEP> de <SEP> l'ARSENIC
<tb> Numé
<tb> ro <SEP> Na <SEP> OH <SEP> 10 <SEP> g/l <SEP> Na <SEP> OH <SEP> 20 <SEP> g/l <SEP> Na <SEP> OH <SEP> 40 <SEP> g/l <SEP> NA <SEP> OH <SEP> 80 <SEP> g/l
<tb> du
<tb> pré- <SEP> à <SEP> 120 <SEP> C <SEP> à <SEP> 150 C <SEP> à <SEP> 120 C <SEP> à <SEP> 150 C <SEP> à <SEP> 120 C <SEP> à <SEP> 150 C <SEP> à <SEP> 120 <SEP> C <SEP> à <SEP> 150 C
<tb> lève <SEP> As <SEP> As <SEP> As <SEP> As <SEP> As <SEP> As <SEP> As <SEP> As <SEP> As <SEP> As <SEP> As <SEP> As <SEP> As <SEP> As <SEP> As <SEP> As
<tb> ment <SEP> g/l <SEP> extr.% <SEP> g/l <SEP> extr.% <SEP> g/l <SEP> extr.% <SEP> g/l <SEP> extr.% <SEP> g/l <SEP> extr.% <SEP> g/l <SEP> extr.% <SEP> g/l <SEP> extr.% <SEP> g/l <SEP> extr.%
<tb> 1 <SEP> 0,47 <SEP> 11,23 <SEP> 1,88 <SEP> 44,92 <SEP> 0,78 <SEP> 18,64 <SEP> 2,58 <SEP> 61,67 <SEP> 1,49 <SEP> 35,60 <SEP> 3,08 <SEP> 73,60 <SEP> 1,88 <SEP> 45,00 <SEP> 3,26 <SEP> 77,78
<tb> 2 <SEP> 0,50 <SEP> 11,95 <SEP> 2,36 <SEP> 56,39 <SEP> 1,01 <SEP> 24,13 <SEP> 3,04 <SEP> 72,78 <SEP> 1,74 <SEP> 41,56 <SEP> 3,42 <SEP> 81,72 <SEP> 2,42 <SEP> 57,78 <SEP> 3,66 <SEP> 87,46
<tb> 3 <SEP> 0,60 <SEP> 14,34 <SEP> 2,77 <SEP> 66,19 <SEP> 1,35 <SEP> 32,26 <SEP> 3,46 <SEP> 82,68 <SEP> 2,07 <SEP> 49,44 <SEP> 3,69 <SEP> 88,17 <SEP> 2,76 <SEP> 65,95 <SEP> 3,95 <SEP> 94,38
<tb> 4 <SEP> 0,76 <SEP> 18,16 <SEP> 3,07 <SEP> 73,36 <SEP> 1,74 <SEP> 41,67 <SEP> 3,69 <SEP> 88,17 <SEP> 2,46 <SEP> 58,78 <SEP> 3,93 <SEP> 93,89 <SEP> 3,20 <SEP> 76,46 <SEP> 4,08 <SEP> 97,49
<tb> 5 <SEP> 1,01 <SEP> 24,13 <SEP> 3,40 <SEP> 81,24 <SEP> 2,00 <SEP> 47,78 <SEP> 3,88 <SEP> 92,71 <SEP> 2,79 <SEP> 66,67 <SEP> 4,00 <SEP> 96,56 <SEP> 3,49 <SEP> 83,39 <SEP> 4,12 <SEP> 98,45
<tb> 6 <SEP> 1,39 <SEP> 33,33 <SEP> 3,58 <SEP> 85,54 <SEP> 2,32 <SEP> 54,44 <SEP> 3,92 <SEP> 93,67 <SEP> 3,13 <SEP> 74,79 <SEP> 4,05 <SEP> 96,67 <SEP> 3,77 <SEP> 90,01 <SEP> 4,12 <SEP> 98,45
<tb> 7 <SEP> 1,67 <SEP> 40,00 <SEP> 3,81 <SEP> 91,11 <SEP> 2,60 <SEP> 62,13 <SEP> 3,96 <SEP> 94,62 <SEP> 3,35 <SEP> 80,00 <SEP> 4,09 <SEP> 97,78 <SEP> 3,92 <SEP> 93,67 <SEP> 4,12 <SEP> 98,45
<tb> 8 <SEP> 2,00 <SEP> 47,78 <SEP> 3,98 <SEP> 95,10 <SEP> 2,95 <SEP> 70,56 <SEP> 4,00 <SEP> 95,58 <SEP> 3,65 <SEP> 87,22 <SEP> 4,07 <SEP> 97,25 <SEP> 4,04 <SEP> 96,53 <SEP> 4,12 <SEP> 98,45
<tb> 9 <SEP> 2,31 <SEP> 55,20 <SEP> 3,99 <SEP> 95,34 <SEP> 3,29 <SEP> 78,61 <SEP> 4,07 <SEP> 97,25 <SEP> 3,88 <SEP> 92,71 <SEP> 4,11 <SEP> 98,20 <SEP> 4,03 <SEP> 96,30 <SEP> 4,12 <SEP> 98,45
<tb> TABLEAU VII
Influence de la concentration en NaOH.
<tb> Numé
<tb> ro <SEP> Na <SEP> OH <SEP> 10 <SEP> g/l <SEP> Na <SEP> OH <SEP> 20 <SEP> g/l <SEP> Na <SEP> OH <SEP> 40 <SEP> g/l <SEP> NA <SEP> OH <SEP> 80 <SEP> g/l
<tb> du
<tb> pré- <SEP> à <SEP> 120 <SEP> C <SEP> à <SEP> 150 C <SEP> à <SEP> 120 C <SEP> à <SEP> 150 C <SEP> à <SEP> 120 C <SEP> à <SEP> 150 C <SEP> à <SEP> 120 <SEP> C <SEP> à <SEP> 150 C
<tb> lève <SEP> As <SEP> As <SEP> As <SEP> As <SEP> As <SEP> As <SEP> As <SEP> As <SEP> As <SEP> As <SEP> As <SEP> As <SEP> As <SEP> As <SEP> As <SEP> As
<tb> ment <SEP> g/l <SEP> extr.% <SEP> g/l <SEP> extr.% <SEP> g/l <SEP> extr.% <SEP> g/l <SEP> extr.% <SEP> g/l <SEP> extr.% <SEP> g/l <SEP> extr.% <SEP> g/l <SEP> extr.% <SEP> g/l <SEP> extr.%
<tb> 1 <SEP> 0,47 <SEP> 11,23 <SEP> 1,88 <SEP> 44,92 <SEP> 0,78 <SEP> 18,64 <SEP> 2,58 <SEP> 61,67 <SEP> 1,49 <SEP> 35,60 <SEP> 3,08 <SEP> 73,60 <SEP> 1,88 <SEP> 45,00 <SEP> 3,26 <SEP> 77,78
<tb> 2 <SEP> 0,50 <SEP> 11,95 <SEP> 2,36 <SEP> 56,39 <SEP> 1,01 <SEP> 24,13 <SEP> 3,04 <SEP> 72,78 <SEP> 1,74 <SEP> 41,56 <SEP> 3,42 <SEP> 81,72 <SEP> 2,42 <SEP> 57,78 <SEP> 3,66 <SEP> 87,46
<tb> 3 <SEP> 0,60 <SEP> 14,34 <SEP> 2,77 <SEP> 66,19 <SEP> 1,35 <SEP> 32,26 <SEP> 3,46 <SEP> 82,68 <SEP> 2,07 <SEP> 49,44 <SEP> 3,69 <SEP> 88,17 <SEP> 2,76 <SEP> 65,95 <SEP> 3,95 <SEP> 94,38
<tb> 4 <SEP> 0,76 <SEP> 18,16 <SEP> 3,07 <SEP> 73,36 <SEP> 1,74 <SEP> 41,67 <SEP> 3,69 <SEP> 88,17 <SEP> 2,46 <SEP> 58,78 <SEP> 3,93 <SEP> 93,89 <SEP> 3,20 <SEP> 76,46 <SEP> 4,08 <SEP> 97,49
<tb> 5 <SEP> 1,01 <SEP> 24,13 <SEP> 3,40 <SEP> 81,24 <SEP> 2,00 <SEP> 47,78 <SEP> 3,88 <SEP> 92,71 <SEP> 2,79 <SEP> 66,67 <SEP> 4,00 <SEP> 96,56 <SEP> 3,49 <SEP> 83,39 <SEP> 4,12 <SEP> 98,45
<tb> 6 <SEP> 1,39 <SEP> 33,33 <SEP> 3,58 <SEP> 85,54 <SEP> 2,32 <SEP> 54,44 <SEP> 3,92 <SEP> 93,67 <SEP> 3,13 <SEP> 74,79 <SEP> 4,05 <SEP> 96,67 <SEP> 3,77 <SEP> 90,01 <SEP> 4,12 <SEP> 98,45
<tb> 7 <SEP> 1,67 <SEP> 40,00 <SEP> 3,81 <SEP> 91,11 <SEP> 2,60 <SEP> 62,13 <SEP> 3,96 <SEP> 94,62 <SEP> 3,35 <SEP> 80,00 <SEP> 4,09 <SEP> 97,78 <SEP> 3,92 <SEP> 93,67 <SEP> 4,12 <SEP> 98,45
<tb> 8 <SEP> 2,00 <SEP> 47,78 <SEP> 3,98 <SEP> 95,10 <SEP> 2,95 <SEP> 70,56 <SEP> 4,00 <SEP> 95,58 <SEP> 3,65 <SEP> 87,22 <SEP> 4,07 <SEP> 97,25 <SEP> 4,04 <SEP> 96,53 <SEP> 4,12 <SEP> 98,45
<tb> 9 <SEP> 2,31 <SEP> 55,20 <SEP> 3,99 <SEP> 95,34 <SEP> 3,29 <SEP> 78,61 <SEP> 4,07 <SEP> 97,25 <SEP> 3,88 <SEP> 92,71 <SEP> 4,11 <SEP> 98,20 <SEP> 4,03 <SEP> 96,30 <SEP> 4,12 <SEP> 98,45
<tb> TABLEAU VII
Influence de la concentration en NaOH.
Na <SEP> OH <SEP> SOLIDE <SEP> INITIAL <SEP> SOLIDE <SEP> RESIDUEL <SEP> As <SEP> EXTRAIT
<tb> g/l <SEP> POIDS <SEP> TENEUR <SEP> As <SEP> As <SEP> CONTENU <SEP> POIDS <SEP> TENEUR <SEP> As <SEP> As <SEP> RESIDUEL
<tb> en <SEP> g <SEP> en <SEP> %
<tb> en <SEP> g <SEP> en <SEP> % <SEP> en <SEP> g <SEP> en <SEP> g <SEP> en <SEP> % <SEP> en <SEP> g
<tb> 10 <SEP> 110,1 <SEP> 8,37 <SEP> 9,215 <SEP> 92,6 <SEP> 4,46 <SEP> 4,130 <SEP> 5,085 <SEP> 55,18
<tb> 20 <SEP> 109,8 <SEP> 8,37 <SEP> 9,190 <SEP> 88,2 <SEP> 2,23 <SEP> 1,967 <SEP> 7,223 <SEP> 78,60
<tb> 40 <SEP> 112,7 <SEP> 8,37 <SEP> 9,433 <SEP> 91,7 <SEP> 0,75 <SEP> 0,688 <SEP> 8,745 <SEP> 92,71
<tb> 80 <SEP> 108,8 <SEP> 8,37 <SEP> 9,107 <SEP> 88,1 <SEP> 0,38 <SEP> 0,335 <SEP> 8,772 <SEP> 96,32
<tb> Na2S TEMPERATURE LIQ/SOL.

<tb> g/l <SEP> POIDS <SEP> TENEUR <SEP> As <SEP> As <SEP> CONTENU <SEP> POIDS <SEP> TENEUR <SEP> As <SEP> As <SEP> RESIDUEL
<tb> en <SEP> g <SEP> en <SEP> %
<tb> en <SEP> g <SEP> en <SEP> % <SEP> en <SEP> g <SEP> en <SEP> g <SEP> en <SEP> % <SEP> en <SEP> g
<tb> 10 <SEP> 110,1 <SEP> 8,37 <SEP> 9,215 <SEP> 92,6 <SEP> 4,46 <SEP> 4,130 <SEP> 5,085 <SEP> 55,18
<tb> 20 <SEP> 109,8 <SEP> 8,37 <SEP> 9,190 <SEP> 88,2 <SEP> 2,23 <SEP> 1,967 <SEP> 7,223 <SEP> 78,60
<tb> 40 <SEP> 112,7 <SEP> 8,37 <SEP> 9,433 <SEP> 91,7 <SEP> 0,75 <SEP> 0,688 <SEP> 8,745 <SEP> 92,71
<tb> 80 <SEP> 108,8 <SEP> 8,37 <SEP> 9,107 <SEP> 88,1 <SEP> 0,38 <SEP> 0,335 <SEP> 8,772 <SEP> 96,32
<tb> Na2S TEMPERATURE LIQ/SOL.
40 <SEP> g/l <SEP> 120 C <SEP> 20
<tb> TABLEAU VIII
Influence de la concentration en NaOH.

<tb> TABLEAU VIII
Influence de la concentration en NaOH.
SOLIDE <SEP> INITIAL <SEP> SOLIDE <SEP> RESIDUEL <SEP> As <SEP> EXTRAIT
<tb> Na <SEP> OH
<tb> g/l <SEP> POIDS <SEP> TENEUR <SEP> As <SEP> As <SEP> CONTENU <SEP> POIDS <SEP> TENEUR <SEP> As <SEP> As <SEP> RESIDUEL
<tb> en <SEP> g <SEP> en <SEP> %
<tb> en <SEP> g <SEP> en <SEP> % <SEP> en <SEP> g <SEP> en <SEP> g <SEP> en <SEP> % <SEP> en <SEP> g
<tb> 10 <SEP> 99,8 <SEP> 8,37 <SEP> 8,353 <SEP> 76,2 <SEP> 0,51 <SEP> 0,389 <SEP> 7,964 <SEP> 95,34
<tb> 20 <SEP> 114,0 <SEP> 8,37 <SEP> 9,542 <SEP> 86,9 <SEP> 0,29 <SEP> 0,252 <SEP> 9,290 <SEP> 97,36
<tb> 40 <SEP> 114,9 <SEP> 8,37 <SEP> 9,617 <SEP> 90,1 <SEP> 0,20 <SEP> 0,180 <SEP> 9,437 <SEP> 98,13
<tb> 80 <SEP> 111,8 <SEP> 8,37 <SEP> 9,368 <SEP> 89,5 <SEP> 0,16 <SEP> 0,143 <SEP> 9,215 <SEP> 98,47
<tb> Na2S TEMPERATURE LIQ/SOL.

<tb> Na <SEP> OH
<tb> g/l <SEP> POIDS <SEP> TENEUR <SEP> As <SEP> As <SEP> CONTENU <SEP> POIDS <SEP> TENEUR <SEP> As <SEP> As <SEP> RESIDUEL
<tb> en <SEP> g <SEP> en <SEP> %
<tb> en <SEP> g <SEP> en <SEP> % <SEP> en <SEP> g <SEP> en <SEP> g <SEP> en <SEP> % <SEP> en <SEP> g
<tb> 10 <SEP> 99,8 <SEP> 8,37 <SEP> 8,353 <SEP> 76,2 <SEP> 0,51 <SEP> 0,389 <SEP> 7,964 <SEP> 95,34
<tb> 20 <SEP> 114,0 <SEP> 8,37 <SEP> 9,542 <SEP> 86,9 <SEP> 0,29 <SEP> 0,252 <SEP> 9,290 <SEP> 97,36
<tb> 40 <SEP> 114,9 <SEP> 8,37 <SEP> 9,617 <SEP> 90,1 <SEP> 0,20 <SEP> 0,180 <SEP> 9,437 <SEP> 98,13
<tb> 80 <SEP> 111,8 <SEP> 8,37 <SEP> 9,368 <SEP> 89,5 <SEP> 0,16 <SEP> 0,143 <SEP> 9,215 <SEP> 98,47
<tb> Na2S TEMPERATURE LIQ/SOL.
40 <SEP> g/l <SEP> 120 C <SEP> 20
<tb> TABLEAU IX
Influence de la température d'essai, sur la cinétique de mise en solution de l'arsenic, pour des concentrations initiales en NaOH de 80 g/l et 40 g/l en Na2S.

<tb> TABLEAU IX
Influence de la température d'essai, sur la cinétique de mise en solution de l'arsenic, pour des concentrations initiales en NaOH de 80 g/l et 40 g/l en Na2S.
MISE <SEP> en <SEP> SOLUTION <SEP> de <SEP> l'ARSENIC
<tb> MUMERO <SEP> DUREE
<tb> DU <SEP> D'ESSAI <SEP> 90 <SEP> C <SEP> 105 <SEP> C <SEP> 120 <SEP> C <SEP> 150 <SEP> C
<tb> PREVELEMENT <SEP> en <SEP> MINUTES
<tb> As <SEP> As <SEP> As <SEP> As
<tb> As <SEP> g/l <SEP> As <SEP> g/l <SEP> As <SEP> g/l <SEP> As <SEP> g/l <SEP> EXTRAIT <SEP> %
<tb> EXTRAIT <SEP> % <SEP> EXTRAIT <SEP> % <SEP> EXTRAIT <SEP> %
<tb> 1 <SEP> 40 <SEP> - <SEP> 60 <SEP> 0,97 <SEP> 23,18 <SEP> 1,53 <SEP> 36,67 <SEP> 1,88 <SEP> 45,00 <SEP> 3,26 <SEP> 77,78
<tb> 2 <SEP> 55 <SEP> - <SEP> 75 <SEP> 1,30 <SEP> 31,06 <SEP> 1,93 <SEP> 46,12 <SEP> 2,42 <SEP> 57,78 <SEP> 3,66 <SEP> 87,46
<tb> 3 <SEP> 70 <SEP> - <SEP> 90 <SEP> 1,63 <SEP> 38,89 <SEP> 2,41 <SEP> 57,59 <SEP> 2,76 <SEP> 65,95 <SEP> 3,95 <SEP> 94,38
<tb> 4 <SEP> 85 <SEP> - <SEP> 105 <SEP> 1,91 <SEP> 45,56 <SEP> 2,67 <SEP> 63,80 <SEP> 3,20 <SEP> 76,46 <SEP> 4,08 <SEP> 97,49
<tb> 5 <SEP> 100 <SEP> - <SEP> 120 <SEP> 2,14 <SEP> 51,14 <SEP> 2,93 <SEP> 70,01 <SEP> 3,49 <SEP> 83,39 <SEP> 4,12 <SEP> 98,45
<tb> 6 <SEP> 130 <SEP> - <SEP> 150 <SEP> 2,41 <SEP> 57,59 <SEP> 3,23 <SEP> 77,22 <SEP> 3,77 <SEP> 90,01 <SEP> 4,12 <SEP> 98,45
<tb> 7 <SEP> 160 <SEP> - <SEP> 180 <SEP> 2,66 <SEP> 63,56 <SEP> 3,42 <SEP> 81,67 <SEP> 3,92 <SEP> 93,67 <SEP> 4,12 <SEP> 98,45
<tb> 8 <SEP> 220 <SEP> - <SEP> 240 <SEP> 3,00 <SEP> 71,67 <SEP> 3,60 <SEP> 86,11 <SEP> 4,04 <SEP> 96,53 <SEP> 4,12 <SEP> 98,45
<tb> 9 <SEP> 280 <SEP> - <SEP> 300 <SEP> 3,28 <SEP> 78,38 <SEP> 3,71 <SEP> 88,65 <SEP> 4,03 <SEP> 96,30 <SEP> 4,12 <SEP> 98,45
<tb> TABLEAU X
Influence de la concentration de la pulpe.
<tb> MUMERO <SEP> DUREE
<tb> DU <SEP> D'ESSAI <SEP> 90 <SEP> C <SEP> 105 <SEP> C <SEP> 120 <SEP> C <SEP> 150 <SEP> C
<tb> PREVELEMENT <SEP> en <SEP> MINUTES
<tb> As <SEP> As <SEP> As <SEP> As
<tb> As <SEP> g/l <SEP> As <SEP> g/l <SEP> As <SEP> g/l <SEP> As <SEP> g/l <SEP> EXTRAIT <SEP> %
<tb> EXTRAIT <SEP> % <SEP> EXTRAIT <SEP> % <SEP> EXTRAIT <SEP> %
<tb> 1 <SEP> 40 <SEP> - <SEP> 60 <SEP> 0,97 <SEP> 23,18 <SEP> 1,53 <SEP> 36,67 <SEP> 1,88 <SEP> 45,00 <SEP> 3,26 <SEP> 77,78
<tb> 2 <SEP> 55 <SEP> - <SEP> 75 <SEP> 1,30 <SEP> 31,06 <SEP> 1,93 <SEP> 46,12 <SEP> 2,42 <SEP> 57,78 <SEP> 3,66 <SEP> 87,46
<tb> 3 <SEP> 70 <SEP> - <SEP> 90 <SEP> 1,63 <SEP> 38,89 <SEP> 2,41 <SEP> 57,59 <SEP> 2,76 <SEP> 65,95 <SEP> 3,95 <SEP> 94,38
<tb> 4 <SEP> 85 <SEP> - <SEP> 105 <SEP> 1,91 <SEP> 45,56 <SEP> 2,67 <SEP> 63,80 <SEP> 3,20 <SEP> 76,46 <SEP> 4,08 <SEP> 97,49
<tb> 5 <SEP> 100 <SEP> - <SEP> 120 <SEP> 2,14 <SEP> 51,14 <SEP> 2,93 <SEP> 70,01 <SEP> 3,49 <SEP> 83,39 <SEP> 4,12 <SEP> 98,45
<tb> 6 <SEP> 130 <SEP> - <SEP> 150 <SEP> 2,41 <SEP> 57,59 <SEP> 3,23 <SEP> 77,22 <SEP> 3,77 <SEP> 90,01 <SEP> 4,12 <SEP> 98,45
<tb> 7 <SEP> 160 <SEP> - <SEP> 180 <SEP> 2,66 <SEP> 63,56 <SEP> 3,42 <SEP> 81,67 <SEP> 3,92 <SEP> 93,67 <SEP> 4,12 <SEP> 98,45
<tb> 8 <SEP> 220 <SEP> - <SEP> 240 <SEP> 3,00 <SEP> 71,67 <SEP> 3,60 <SEP> 86,11 <SEP> 4,04 <SEP> 96,53 <SEP> 4,12 <SEP> 98,45
<tb> 9 <SEP> 280 <SEP> - <SEP> 300 <SEP> 3,28 <SEP> 78,38 <SEP> 3,71 <SEP> 88,65 <SEP> 4,03 <SEP> 96,30 <SEP> 4,12 <SEP> 98,45
<tb> TABLEAU X
Influence de la concentration de la pulpe.
NaOH = 80 g/l
Na2S = 40 g/l
Température : 150 C

Na2S = 40 g/l
Température : 150 C
RAPPORT
<tb> SOLIDE <SEP> INITIAL <SEP> SOLIDE <SEP> RESIDUEL <SEP> ARSENIC <SEP> EXTRAIT
<tb> POIDS
<tb> SOLUTION <SEP> POIDS <SEP> TENEUR <SEP> As <SEP> POIDS <SEP> TENEUR <SEP> As <SEP> PERTE <SEP> DE
<tb> <SEP> %
<tb> g <SEP> % <SEP> g <SEP> % <SEP> POIDS <SEP> %
<tb> MINERAI
<tb> 5/1 <SEP> 459,1 <SEP> 8,37 <SEP> 385,2 <SEP> 0,16 <SEP> 16,1 <SEP> 98,4
<tb> 20/1 <SEP> 111,8 <SEP> 8,37 <SEP> 89,2 <SEP> 0,16 <SEP> 20,2 <SEP> 98,5
<tb>
<tb> SOLIDE <SEP> INITIAL <SEP> SOLIDE <SEP> RESIDUEL <SEP> ARSENIC <SEP> EXTRAIT
<tb> POIDS
<tb> SOLUTION <SEP> POIDS <SEP> TENEUR <SEP> As <SEP> POIDS <SEP> TENEUR <SEP> As <SEP> PERTE <SEP> DE
<tb> <SEP> %
<tb> g <SEP> % <SEP> g <SEP> % <SEP> POIDS <SEP> %
<tb> MINERAI
<tb> 5/1 <SEP> 459,1 <SEP> 8,37 <SEP> 385,2 <SEP> 0,16 <SEP> 16,1 <SEP> 98,4
<tb> 20/1 <SEP> 111,8 <SEP> 8,37 <SEP> 89,2 <SEP> 0,16 <SEP> 20,2 <SEP> 98,5
<tb>
Claims (8)
- -à traiter la solution de lixiviation pour récupérer l'arsenic et l'antimoine sous une forme pratiquement insoluble.-à séparer le minerai de cuivre de la solution de lixiviation,et- mettre en contact intime et dans une enceinte fermée ledit minerai sulfuré de cuivre avec une solution de lixiviation aqueuse et alcaline contenant 40 à 80 g/l de Na2S, le pH de ladite solution étant compris entre 13 et 14 environ à une température comprise entre 120 et 2000C sous une pression correspondante de la vapeur d'eau saturée,laquelle se situe alors à au moins deux bars,pendant un temps suffisant pour dissoudre pratiquement tout l'arsenic et l'antimoine contenus dans ledit minerai,Procédé pour l'élimination de l'arsenic et de l'antimoine d'un minerai sulfuré de cuivre,caractérisé en ce qu'il consiste:REVENDICATIONS
- 2. Procédé selon la revendication l,caractérisé en ce qu'on opère à environ 1500C sous une pression d'environ 4,6 bars.
- 3. Procédé selon l'une des revendications 1 ou 2, caractérisé en ce que le pH est ajusté à l'aide d'hydroxyde de sodium.
- 4.Procédé selon l'une quelconque des revendications 1 à 3,caractérisé en ce que la solution aqueuse de lixiviation contient 40 à 80 g/l de Na2S et 10 à 20 g/l de NaOH.
- 5. Procédé selon l'une quelconque des revendications 1 à 4,caractérisé en ce que l'on utilise environ 1,5 fois la quantité stoechiométrique en Nazi.
- 6. Procédé selon l'une quelconque des revendications 1 à 5, caractérisé en ce que la quantité de Na2S nécessaire pour la formation de la solution de lixiviation est prélevée d'une solution-mbre obtenue par dissolution de cristaux de Na2S, 9 H20 dans une solution d'hydroxyde de sodium de normalité 1.
- 7.Procédé selon l'une quelconque des revendications 1 à 6, caractérisé en ce que l'on opère à 1500C et en ce que la solution de lixiviation contient 40 g/l deNa2S et 10 g/l de NaOH.
- 8.Procédé selon l'une quelconque des revendications 1 à 7,caractérisé en ce quel'on opère à 1200C et en ce que la solution de lixiviation contient 40 g/l deNa2S et 80 g/l de NaOH.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR8002039A FR2474529B1 (fr) | 1980-01-30 | 1980-01-30 | Procede d'elimination de l'arsenic et de l'antimoine des minerais sulfures de cuivre |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR8002039A FR2474529B1 (fr) | 1980-01-30 | 1980-01-30 | Procede d'elimination de l'arsenic et de l'antimoine des minerais sulfures de cuivre |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| FR2474529A1 true FR2474529A1 (fr) | 1981-07-31 |
| FR2474529B1 FR2474529B1 (fr) | 1985-10-04 |
Family
ID=9238032
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| FR8002039A Expired FR2474529B1 (fr) | 1980-01-30 | 1980-01-30 | Procede d'elimination de l'arsenic et de l'antimoine des minerais sulfures de cuivre |
Country Status (1)
| Country | Link |
|---|---|
| FR (1) | FR2474529B1 (fr) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0806487A1 (fr) * | 1996-05-06 | 1997-11-12 | ENGITEC S.p.A. | Extraction de l'antimoine par lessivage caustique de minerais sulfurés, séparation de soufre élémentaire et récupération de l'antimoine par électrolyse d'une solution de fluoborate |
| CN102747229A (zh) * | 2012-07-31 | 2012-10-24 | 中南大学 | 分离回收废弃电路板多金属富集粉末中有价金属的方法 |
| US9885095B2 (en) | 2014-01-31 | 2018-02-06 | Goldcorp Inc. | Process for separation of at least one metal sulfide from a mixed sulfide ore or concentrate |
| RU2744803C1 (ru) * | 2020-04-27 | 2021-03-15 | Общество с ограниченной ответственностью "Научно-исследовательский центр "Гидрометаллургия" | Способ гидрометаллургической переработки сурьмяных золотосодержащих концентратов |
| CN112593082A (zh) * | 2020-11-26 | 2021-04-02 | 北方铜业股份有限公司 | 一种分离污酸液体中铜和砷的方法 |
| CN112779425A (zh) * | 2020-05-20 | 2021-05-11 | 昆明冶金研究院有限公司 | 一种从辉锑矿中制备锑酸钠的方法 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE510750C (de) * | 1929-07-11 | 1930-10-23 | Otavi Minen Und Eisenbahngesel | Verarbeitung arsenhaltiger Materialien, insbesondere solcher, die Arsen und Kadmium enthalten |
| US3709680A (en) * | 1971-07-09 | 1973-01-09 | Sunshine Mining Co | Process for removal of arsenic from sulfo-ore |
| US3911078A (en) * | 1972-09-20 | 1975-10-07 | Little Inc A | Method for removing arsenic and antimony from copper ore concentrates |
| US4051220A (en) * | 1976-03-01 | 1977-09-27 | Equity Mining Corporation | Sodium sulfide leach process |
-
1980
- 1980-01-30 FR FR8002039A patent/FR2474529B1/fr not_active Expired
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE510750C (de) * | 1929-07-11 | 1930-10-23 | Otavi Minen Und Eisenbahngesel | Verarbeitung arsenhaltiger Materialien, insbesondere solcher, die Arsen und Kadmium enthalten |
| US3709680A (en) * | 1971-07-09 | 1973-01-09 | Sunshine Mining Co | Process for removal of arsenic from sulfo-ore |
| US3911078A (en) * | 1972-09-20 | 1975-10-07 | Little Inc A | Method for removing arsenic and antimony from copper ore concentrates |
| US4051220A (en) * | 1976-03-01 | 1977-09-27 | Equity Mining Corporation | Sodium sulfide leach process |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0806487A1 (fr) * | 1996-05-06 | 1997-11-12 | ENGITEC S.p.A. | Extraction de l'antimoine par lessivage caustique de minerais sulfurés, séparation de soufre élémentaire et récupération de l'antimoine par électrolyse d'une solution de fluoborate |
| US5750019A (en) * | 1996-05-06 | 1998-05-12 | Engitec S.P.A. | Process for hydrometallurgic and electrochemical treatment of sulfur antimony ores with production of electrolytic antimony and elemental sulfur |
| CN102747229A (zh) * | 2012-07-31 | 2012-10-24 | 中南大学 | 分离回收废弃电路板多金属富集粉末中有价金属的方法 |
| US9885095B2 (en) | 2014-01-31 | 2018-02-06 | Goldcorp Inc. | Process for separation of at least one metal sulfide from a mixed sulfide ore or concentrate |
| US10370739B2 (en) | 2014-01-31 | 2019-08-06 | Goldcorp, Inc. | Stabilization process for an arsenic solution |
| US11124857B2 (en) | 2014-01-31 | 2021-09-21 | Goldcorp Inc. | Process for separation of antimony and arsenic from a leach solution |
| RU2744803C1 (ru) * | 2020-04-27 | 2021-03-15 | Общество с ограниченной ответственностью "Научно-исследовательский центр "Гидрометаллургия" | Способ гидрометаллургической переработки сурьмяных золотосодержащих концентратов |
| CN112779425A (zh) * | 2020-05-20 | 2021-05-11 | 昆明冶金研究院有限公司 | 一种从辉锑矿中制备锑酸钠的方法 |
| CN112593082A (zh) * | 2020-11-26 | 2021-04-02 | 北方铜业股份有限公司 | 一种分离污酸液体中铜和砷的方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| FR2474529B1 (fr) | 1985-10-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| FI74739C (fi) | Foerfarande foer tillvaratagning av zink ur sulfidmaterial innehaollande zink. | |
| AU647074B2 (en) | Separation process | |
| AU2007236501B2 (en) | Precious metal recovery from solution | |
| US4283224A (en) | Separative treatment of anode slime | |
| EP0248518B1 (fr) | Séparation du nickel et du cuivre en autoclave | |
| US5126116A (en) | Method for forming copper arsenate | |
| US4828809A (en) | Separation of nickel from copper in autoclave | |
| AU2004274670B2 (en) | Method for processing anode sludge | |
| FR2476136A1 (fr) | Procede de traitement des mattes sulfurees | |
| US4131454A (en) | Process for recovering silver and gold from chloride solutions | |
| Anderson et al. | The alkaline sulfide hydrometallurgical separation, recovery and fixation of tin, arsenic, antimony, mercury and gold | |
| US4536214A (en) | Metal sulphide extraction | |
| CA1139084A (fr) | Procede de recuperation de l'indium | |
| FR2474529A1 (fr) | Procede d'elimination de l'arsenic et de l'antimoine des minerais sulfures de cuivre | |
| AU2013204562B2 (en) | Method for leaching gold from gold ore containing pyrite | |
| EP0102299B1 (fr) | Procédé pour la dissolution sélective du plomb | |
| BE897582Q (fr) | Procede de mise en solution des metaux non-ferreux contenue dans des composes oxygenes | |
| US5939042A (en) | Tellurium extraction from copper electrorefining slimes | |
| US3996046A (en) | Extraction and purification of silver from sulfates | |
| JP3407600B2 (ja) | 銀の抽出回収方法 | |
| CN1137067A (zh) | 一种浸出液提金工艺 | |
| CA1227340A (fr) | Separation du plomb d'autres metaux qui le renferment | |
| FR2550805A1 (fr) | Procede de purification de solutions de sulfate de zinc pour l'elaboration electrolytique du zinc, du genre cementation au zinc | |
| US1869213A (en) | Process of separating metals | |
| US1916303A (en) | Method of converting roasted lead ores and bag-house dust directly into lead salts |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ST | Notification of lapse |