FR2543531A1 - Centrifugeur creux pour le fibrage de matieres thermoplastiques, notamment de verre - Google Patents
Centrifugeur creux pour le fibrage de matieres thermoplastiques, notamment de verre Download PDFInfo
- Publication number
- FR2543531A1 FR2543531A1 FR8305027A FR8305027A FR2543531A1 FR 2543531 A1 FR2543531 A1 FR 2543531A1 FR 8305027 A FR8305027 A FR 8305027A FR 8305027 A FR8305027 A FR 8305027A FR 2543531 A1 FR2543531 A1 FR 2543531A1
- Authority
- FR
- France
- Prior art keywords
- sep
- centrifuge
- glass
- peripheral wall
- orifices
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 239000011521 glass Substances 0.000 title claims description 116
- 239000012815 thermoplastic material Substances 0.000 title 1
- 230000002093 peripheral effect Effects 0.000 claims abstract description 74
- 238000000034 method Methods 0.000 claims abstract description 21
- 230000008569 process Effects 0.000 claims abstract description 7
- 230000003014 reinforcing effect Effects 0.000 claims abstract description 7
- 239000003365 glass fiber Substances 0.000 claims abstract 2
- 238000012681 fiber drawing Methods 0.000 claims description 16
- 230000002787 reinforcement Effects 0.000 claims description 7
- 239000006060 molten glass Substances 0.000 claims description 5
- KKCBUQHMOMHUOY-UHFFFAOYSA-N Na2O Inorganic materials [O-2].[Na+].[Na+] KKCBUQHMOMHUOY-UHFFFAOYSA-N 0.000 claims description 4
- 239000011152 fibreglass Substances 0.000 claims description 3
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 claims description 2
- 229910052593 corundum Inorganic materials 0.000 claims description 2
- 238000005507 spraying Methods 0.000 claims description 2
- 229910001845 yogo sapphire Inorganic materials 0.000 claims description 2
- 238000004519 manufacturing process Methods 0.000 abstract description 9
- 239000000203 mixture Substances 0.000 description 26
- 239000000835 fiber Substances 0.000 description 22
- 239000007789 gas Substances 0.000 description 12
- 238000010438 heat treatment Methods 0.000 description 9
- 238000004031 devitrification Methods 0.000 description 8
- ZOXJGFHDIHLPTG-UHFFFAOYSA-N Boron Chemical compound [B] ZOXJGFHDIHLPTG-UHFFFAOYSA-N 0.000 description 7
- 229910052796 boron Inorganic materials 0.000 description 7
- PXGOKWXKJXAPGV-UHFFFAOYSA-N Fluorine Chemical compound FF PXGOKWXKJXAPGV-UHFFFAOYSA-N 0.000 description 6
- 239000000956 alloy Substances 0.000 description 6
- 229910045601 alloy Inorganic materials 0.000 description 6
- 230000008901 benefit Effects 0.000 description 6
- 229910052731 fluorine Inorganic materials 0.000 description 6
- 239000011737 fluorine Substances 0.000 description 6
- 229910052788 barium Inorganic materials 0.000 description 5
- DSAJWYNOEDNPEQ-UHFFFAOYSA-N barium atom Chemical compound [Ba] DSAJWYNOEDNPEQ-UHFFFAOYSA-N 0.000 description 5
- 238000009826 distribution Methods 0.000 description 5
- 230000009471 action Effects 0.000 description 4
- 238000010276 construction Methods 0.000 description 4
- 230000003628 erosive effect Effects 0.000 description 4
- 230000009467 reduction Effects 0.000 description 4
- 238000012546 transfer Methods 0.000 description 4
- 238000007664 blowing Methods 0.000 description 3
- 238000005119 centrifugation Methods 0.000 description 3
- 150000001875 compounds Chemical class 0.000 description 3
- 230000000694 effects Effects 0.000 description 3
- 238000007667 floating Methods 0.000 description 3
- 238000009434 installation Methods 0.000 description 3
- 238000002844 melting Methods 0.000 description 3
- 230000008018 melting Effects 0.000 description 3
- 239000000047 product Substances 0.000 description 3
- 230000002829 reductive effect Effects 0.000 description 3
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 2
- 238000002485 combustion reaction Methods 0.000 description 2
- 239000000470 constituent Substances 0.000 description 2
- 230000007797 corrosion Effects 0.000 description 2
- 238000005260 corrosion Methods 0.000 description 2
- 230000006866 deterioration Effects 0.000 description 2
- 230000006698 induction Effects 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- 230000002250 progressing effect Effects 0.000 description 2
- 239000000126 substance Substances 0.000 description 2
- 229920001169 thermoplastic Polymers 0.000 description 2
- 239000004416 thermosoftening plastic Substances 0.000 description 2
- 241000722921 Tulipa gesneriana Species 0.000 description 1
- 238000005054 agglomeration Methods 0.000 description 1
- 230000002776 aggregation Effects 0.000 description 1
- 150000001553 barium compounds Chemical class 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 239000011230 binding agent Substances 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 229940125753 fibrate Drugs 0.000 description 1
- 238000007380 fibre production Methods 0.000 description 1
- FXOFAYKVTOLJTJ-UHFFFAOYSA-N fluoridooxygen(.) Chemical class F[O] FXOFAYKVTOLJTJ-UHFFFAOYSA-N 0.000 description 1
- 150000002222 fluorine compounds Chemical class 0.000 description 1
- 239000000446 fuel Substances 0.000 description 1
- 238000005286 illumination Methods 0.000 description 1
- 239000004615 ingredient Substances 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 230000014759 maintenance of location Effects 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 238000004806 packaging method and process Methods 0.000 description 1
- 230000036961 partial effect Effects 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 230000000135 prohibitive effect Effects 0.000 description 1
- 238000005728 strengthening Methods 0.000 description 1
- 239000013589 supplement Substances 0.000 description 1
- -1 that is Substances 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
- 230000003313 weakening effect Effects 0.000 description 1
Classifications
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B37/00—Manufacture or treatment of flakes, fibres, or filaments from softened glass, minerals, or slags
- C03B37/01—Manufacture of glass fibres or filaments
- C03B37/04—Manufacture of glass fibres or filaments by using centrifugal force, e.g. spinning through radial orifices; Construction of the spinner cups therefor
- C03B37/045—Construction of the spinner cups
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B37/00—Manufacture or treatment of flakes, fibres, or filaments from softened glass, minerals, or slags
- C03B37/01—Manufacture of glass fibres or filaments
- C03B37/04—Manufacture of glass fibres or filaments by using centrifugal force, e.g. spinning through radial orifices; Construction of the spinner cups therefor
- C03B37/047—Selection of materials for the spinner cups
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C13/00—Fibre or filament compositions
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Life Sciences & Earth Sciences (AREA)
- Geochemistry & Mineralogy (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- General Life Sciences & Earth Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Manufacture, Treatment Of Glass Fibers (AREA)
Abstract
L'INVENTION A POUR OBJET UN CENTRIFUGEUR CREUX, POUR LA FABRICATION PAR LE PROCEDE CENTRIFUGE DE FIBRES DE VERRE, QUI A UNE PAROI PERIPHERIQUE DONT LA PARTIE INFERIEURE EST MUNIE D'UN ELEMENT DE RENFORT ANNULAIRE D'UN DIAMETRE PLUS PETIT QUE CELUI DE LA PAROI PERIPHERIQUE.
Description
Centrifugeur creux pour le fibrage de
matières thermoplastiques, notamment de verre
La présente invention concerne un centrifugeur creux pour le fibrage de matières thermoplastiques, notamment de verre, centrifugeur dont l'axe est orienté verticalement et dans lequel on introduit un courant de verre qui, lors de la rotation du centrifugeur, est dirigé vers la surface intérieure de la paroi périphérique du centrifugeur, dans laquelle sont ménagés une multiplicité d'orifices de manière que le verre soit projeté sous la forme de filets ou "fibres primaires' à la sortie des orifices précités. I1 est prévu des moyens pour produire un courant annulaire de gaz d'étirage à la sortie d'une chambre de combustion, ce courant annulaire étant dirigé vers le bas le long de la surface extérieure de la bande perforée de la paroi périphérique du centrifugeur de manière que les filets de verre soient étirés et les fibres entraînées vers le bas dans le courant d'étirage pour se déposer, généralement revêtues d'un liant, sur la face supérieure dgun convoyeur de ré- ception perforé, habituellement placé de façon à constituer la paroi inférieure dune chambre collectrice. Dans une installation particulière, il est prévu des caissons d'aspiration sous le convoyeur, de façon à faciliter la formation d'une nappe ou matelas de fibres sur celui-ci, cette nappe étant évacuée pour subir un autre traitement, un emballage, etc.
matières thermoplastiques, notamment de verre
La présente invention concerne un centrifugeur creux pour le fibrage de matières thermoplastiques, notamment de verre, centrifugeur dont l'axe est orienté verticalement et dans lequel on introduit un courant de verre qui, lors de la rotation du centrifugeur, est dirigé vers la surface intérieure de la paroi périphérique du centrifugeur, dans laquelle sont ménagés une multiplicité d'orifices de manière que le verre soit projeté sous la forme de filets ou "fibres primaires' à la sortie des orifices précités. I1 est prévu des moyens pour produire un courant annulaire de gaz d'étirage à la sortie d'une chambre de combustion, ce courant annulaire étant dirigé vers le bas le long de la surface extérieure de la bande perforée de la paroi périphérique du centrifugeur de manière que les filets de verre soient étirés et les fibres entraînées vers le bas dans le courant d'étirage pour se déposer, généralement revêtues d'un liant, sur la face supérieure dgun convoyeur de ré- ception perforé, habituellement placé de façon à constituer la paroi inférieure dune chambre collectrice. Dans une installation particulière, il est prévu des caissons d'aspiration sous le convoyeur, de façon à faciliter la formation d'une nappe ou matelas de fibres sur celui-ci, cette nappe étant évacuée pour subir un autre traitement, un emballage, etc.
Dans des systèmes de ce type, couramment utilisés, il est classique d'employer ce qu'on appelle des verres tendres, c'est-à-dire des compositions de verre qui sont conçues en particulier de façon à avoir des caractéristiques de température et viscosité permettant le libre passage du verre au travers des orifices de la paroi du centrifugeur à une température bien inférieure à celle à laquelle le matériau du centrifugeur est capable de résister sans corrosion et déformation excessives.
Pour atteindre l'objectif défini ci-dessus, on incorpore habituellement aux compositions de verre utilisées des quantités appréciables d'un ou plusieurs composés du baryum, du bore ou du fluor qui ont tendance à abaisser la température de fusion, la température de dévitrification ou de liquidus et la viscosité et qui sont par conséquent efficaces pour éviter d'employer des températures de fusic du verre excessivement élevées.
Des teneurs typiques en oxydes du baryum, du bore et du fluor intervenant à l'heure actuelle dans les verres utilisés sont respectivement d'environ 3 %, 6 % et 1,5 % mais les composés du bore et du fluor qui sont couramment utilisés sont volatils aux températures de fusion adoptées dans la fabrication du verre et même, pour le fluor, aux températures de verre mises -en oeuvre lors du fibrage, de sorte que pour obtenir ces teneurs, il faut introduire initialement de plus grandes quantités d'ingrédients lors de la préparation de la composition. L'emploi de quantités substantielles de ces composés se heurte donc au fait qu'ils augmentent le coût des fibres produites, car ils sont d'un prix élevé, notamment les composés du baryum.
D'autre part, l'utilisation de compositions contenant ces quantités substantielles de bore ou de f-luor ou même de baryum oblige à'des précautions. En particulier, dans le cas du bore ou du fluor, des constituants volatils gênants sont rejetés par l'installation de production de verre en fusion et pour éviter de polluer l'atmosphère, il est nécessaire de traiter spécialement les gaz évacués en vue de séparer et d'éliminer de façon appropriée ces constituants.
Enfin, les verres relativement tendres obtenus produisent des fibres qui n'ont pas toute la résistance souhaitable aux températures élevées.
L'invention a en conséquence pour but de remédier aux inconvénients mentionnés ci-dessus des réalisations connues.
Ainsi l'invention a pour objectif d'augmenter la capacité de production d'une installation donnée d'étirage par centrifugation du type décrit, en permettant d'éliminer pratiquement certaines sources de pollution, et en fournissant la possibilité d'utiliser des compositions de verre de faible coût pour produire des fibres ayant de meilleures caractéristiques de résistance thermique.
Avec des fibres produites à l'aide d'un centrifugeur -classique à partir de compositions de types connus, on ne peut utiliser les produits d'isolation que dans des applications où ils sont soumis à des températures peu supérieures à 4000C. Avec des fibres produites à partir de certaines compositions selon l'invention, la température correspondante peut au contraire aller jusqu'à environ 4800C.
On peut résoudre les problèmes généraux précités en adoptant un certain nombre des perfectionnements importants apportés par la présente invention, individuellement ou en diverses combinaisons, notamment les conditions opératoires, le procédé et l'équipement utilisés pour l'introduction et la distribution du verre dans le centrifugeur, la construc- tion du centrifugeur proprement dit et également la composition du verre, ainsi que la composition de l'alliage dont est formé le centrifugeur. Différentes caractéristiques sont liées entre elles, comme cela sera précisé dans la suite.
Considérant d'abord la imposition du verre (des exemples en seront donnés dans la suite), et bien que le procédé et l'équipement, utilisant le centrifugeur, puissent etre utilisés avec des compositions employées à l'heure actuelle, il entre dans le cadre de l'invention que cette composition puisse ne pas contenir de fluor et peu, sinon pas, de baryum et de bore. De telles composés tions de verre correspondent à des verres "durs" ayant des températures de fusion et de dévitrification plus élevées.
Il en résulte que ces compositions exemptes de fluor et même de bore, voire de baryum, qui ne permettaient pas un fibrage par la technique d'étirage antérieure, peuvent etre fibrées par le procédé et l'équipement selon l'invention. En outre, ces verres durs sont intéressants du point de vue de leur résistance accrue à la température.
De telles compositions de verres "durs", qui ont des températures élevées de dévitrification et qui n'atteignent une viscosité appropriée au fibrage queà des températures élevées, nécessitent une mise en oeuvre spéciale et un équipement de fibrage spécial et l'invention se rapporte à un certain nombre de perfectionnements importants apportés à la construction du centrifugeur, au procédé et aux moyens d'amenée et de distribution du verre dans ce centrifugeur ainsi qu'aux conditions opératoires établies dans le centrifugeur, facilitant la fabrication des fibres à partir desdits verres "durs" et même permettant le fibraye de certaines compositions de verre très "dur" qu'il serait difficile, sinon impossible, de fibrer avec les techniques et centrifugeurs de types connus.
Il est également à noter que certains de -ces perfèc-.
tionnements structuraux et opératoires, tout en étant d'un avantage et d'u-ne importance particuliers pour le fibrage de verres "durs", sont également avantageux lorsqu'ils sont appliqués à d'autres types de verres pouvant être fibrés par la technique de centrifugation considérée.
D'autres avantages et caractéristiques de l'invention seront mis en évidence dans la suite de la description, donnée à titre d'exemple avantageux mais non limitatif, en référence aux dessins annexés dans lesquels :
- la figure 7 est une coupe verticale, en élévation,montrant une installation de production de fibres comprenant un centrifugeur agencé conformément à un mode préféré de réalisation de l'invention et pourvu d'un générateur de soufflage produisant un courant annulaire de gaz d'étirage dirigé vers le bas le long de la paroi périphérique du centrifugeur
- la figure la est une vue fragmentaire à plus grande échelle d'une autre partie caractéristique pouvant être incorporée au mode de réalisation de la figure 1
- les figures 2, 3, 4, 5 et 6 sont des coupes semblables à la figure 1 et montrent chacune un mode de réalisation du centrifugeur et des organes d'amenée de verre à l'intérieur du centrifugeur
- la figure 7 est une vue de détail, en coupe, à échelle agrandie montrant un agencement de montage d'un organe d'amenée de verre à l'intérieur d'un centrifugeur tel que celui de la figure 6
- la figure 8 est une vue de détail montrant à plus grande échelle l'agencement dune autre forme d'organe d'amenée de verre, correspondant à la version des figures 4 et 5 ; 5
- la figure 9 est une vue en perspective partielle d'une membrure de renforcement de centrifugeurs tels que ceux des figures 4 et 5, et
- les figures 10 et 11 sont des sections de variantes de la bande perforée de la paroi périphérique du centrifugeur.
- la figure 7 est une coupe verticale, en élévation,montrant une installation de production de fibres comprenant un centrifugeur agencé conformément à un mode préféré de réalisation de l'invention et pourvu d'un générateur de soufflage produisant un courant annulaire de gaz d'étirage dirigé vers le bas le long de la paroi périphérique du centrifugeur
- la figure la est une vue fragmentaire à plus grande échelle d'une autre partie caractéristique pouvant être incorporée au mode de réalisation de la figure 1
- les figures 2, 3, 4, 5 et 6 sont des coupes semblables à la figure 1 et montrent chacune un mode de réalisation du centrifugeur et des organes d'amenée de verre à l'intérieur du centrifugeur
- la figure 7 est une vue de détail, en coupe, à échelle agrandie montrant un agencement de montage d'un organe d'amenée de verre à l'intérieur d'un centrifugeur tel que celui de la figure 6
- la figure 8 est une vue de détail montrant à plus grande échelle l'agencement dune autre forme d'organe d'amenée de verre, correspondant à la version des figures 4 et 5 ; 5
- la figure 9 est une vue en perspective partielle d'une membrure de renforcement de centrifugeurs tels que ceux des figures 4 et 5, et
- les figures 10 et 11 sont des sections de variantes de la bande perforée de la paroi périphérique du centrifugeur.
STRUCTURE GENERALE
Dans le mode de réalisation de la figure 1, est prévp un arbre vertical 10 de support de centrifugeur qui porte à son extrémité inférieure un moyeu il destiné au montage du centrifugeur. Le centrifugeur proprement dit a été désigné dans son ensemble par la référence 12 Il est constitué d'une bande ou paroi périphérique 13 comportant une multiplicité de rangées d'orifices de fibrage et dont le bord supérieur est relié au moyeu 11 par la partie centrale de fixation ou tulipe 14. Les orifices ménagés dans la paroi du centrifugeur ont été représentés seulement dans les parties en coupe de la paroi du dispositif mais il va de soi qusil est prévu une multiplicité d'orifices répartis en plusieurs rangées espacées verticalement.Sur son bord inférieur, le centrifugeur est muni d'une collerette 15 faisant saillie vers l'intérieur et à laquelle est relié le bord supérieur d'un élément cylindrique 16 qui remplit une fonction de renforcement ou d'étaiement, comme cela sera précisé dans la suite.
Dans le mode de réalisation de la figure 1, est prévp un arbre vertical 10 de support de centrifugeur qui porte à son extrémité inférieure un moyeu il destiné au montage du centrifugeur. Le centrifugeur proprement dit a été désigné dans son ensemble par la référence 12 Il est constitué d'une bande ou paroi périphérique 13 comportant une multiplicité de rangées d'orifices de fibrage et dont le bord supérieur est relié au moyeu 11 par la partie centrale de fixation ou tulipe 14. Les orifices ménagés dans la paroi du centrifugeur ont été représentés seulement dans les parties en coupe de la paroi du dispositif mais il va de soi qusil est prévu une multiplicité d'orifices répartis en plusieurs rangées espacées verticalement.Sur son bord inférieur, le centrifugeur est muni d'une collerette 15 faisant saillie vers l'intérieur et à laquelle est relié le bord supérieur d'un élément cylindrique 16 qui remplit une fonction de renforcement ou d'étaiement, comme cela sera précisé dans la suite.
A l'intérieur du centrifgueurg est prévu un panier de distribution 17, tournant avec lui et comportant une seule série d'orifices de distribution 18 qui sont placés essentiellement dans le plan de la rangée supérieure d'orifices de la paroi périphérique du centrifugeur. Comme indiqué, le panier 17 est monté sur le moyeu 11 à l'aide de pattes 17a dirigées vers le bas.Un courant de verre est introduit vers le bas, au centre, à travers la structure supportant le centrifugeur, comme indiqué en S, de façon à arriver à l'intérieur du panier 17 et à s'étaler latéralement sur le fond jusqu'à la paroi périphérique perforée du panier, le verre formant alors à l'intérieur de cette paroi une couche à partir de laquelle des filets désignés par 19 sontdébités, au travers des orifices, vers l'extérieur, radialement, en direction de la surface intérieure de la paroi périphérique du centrifugeur, dans une zone adjacente à la rangée supérieure d'orifices ; à partir de cette zone, le verre s'écoule vers le bas sur la surface intérieure de la paroi du centrifugeur.Cet écoulement dirigé vers le bas s'effectue sans entrave du fait qu'il n'existe aucune paroi de confinement ou chambre à l'intérieur de la paroi périphérique et l'écoulement, lorsqu'il est observé avec éclairement stroboscopique, a des caractéristiques laminaires avec apparition de vagues uniformes.
C'est à partir de cet écoulement laminaire sans rétention ni confinement que le verre pénètre dans les orifices ménagés dans la paroi périphérique du centrifugeur et se trouve projeté à partir de tous ces orifices sous la forme d'une multiplicité de filets primaires qui sont soumis à un étirage par le courant annulaire de gaz établi par l'équipement qui sera décrit dans la suite.
La figure la représente une variante du panier distributeur 17b, qui comprend deux rangées d'orifices 18a disposés en quinconce mais tous à proximité-d'un-plan commun en vue d'amener le verre dans la zone de la rangée supérieure d'orifices de la paroi du centrifugeur.
En ce qui concerne l'agencement du panier distributeur (17 sur la figure 7 et 17b sur la figure via), il est à noter que la plupart des paniers distributeurs utilisés dans les procédés connus sont munis de plusieurs rangées d'orifices espacées verticalement les unes des autres en vue d'assurer une distribution du verre en direction de la paroi périphérique perforée du centrifugeur sur la majeure partie de la dimension verticale de cette paroi.Cependant la Demanderesse a constaté qu'en adoptant, selon cette technique connue, une multiplicité d'orifices pour effectuer la répartition verticale du verre, on rencontrait certains inconv-énients et difficultés, notamment lors de l'utilisation de centrifugeurs de dimensions relativement grandes, à la fois en ce qui concerne le diamètre et la hauteur verticale de la paroi périphérique perforée.
Une des difficultés les plus importantes réside dans la chaleur perdue par les filets de verre au cours de leur trajet entre le panier distributeur et la surface intérieure de la paroi périphérique du centrifugeur. Cette perte calorifique est directement proportionnelle à la surface totale des filets débités. Avec un nombre élevé de petits filets, comme dans les systèmes antérieurs, la surface totale est bien supérieure à celle correspondant à l'agencement selon l'inventions dans lequel le panier distributeur est muni seulement d'une rangée d'orifices de plus grandes dimensions, ce qui permet de débiter la même quantité de verre pour une surface totale bien plus petite.
Ainsi dans un cas particulier, le système selon l'invention permet d'amener une quantité donnée de verre sous forme de filets dont la surface correspond seulement à 1/7 de la surface des systèmes antérieurs.
Grâce à l'invention, on élimine par conséquent la perte calorifique excessive se produisant dans le-verre transféré du panier distributeur jusque sur la paroi périphérique du centrifugeur alors que cela constitue un gros inconvénient des équipements antérieurs. En outre, du fait des petites dimensions des filets de verre créés dans ces réalisations connues, la perte calorifique~~se~~produisant-- au cours du passage du panier distributeur à la paroi périphérique du centrifugeur est beaucoup moins uniforme entre les différents filets que dans le cas où on produit un nombre plus petit de filets plus gros, comme dans. la disposition selon l'invention.
Bien que les difficultés précitées concernant les pertes calorifiques n'aient pas été considérées comme prohibitives lors de l'utilisation de de verres tendres des procédés connus, ces pertes calorifiques ne sont pas tolérables lors de l'utilisation des verres durs considérés ici.
Un autre facteur important consiste en ce que la pré s-ente invention permet dtaugmenter le diamètre du centrifugeur. Avec le panier distributeur des systèmes connus qui produit des filets de verre de petit diamètre, l'augmentation du diamètre du centrifugeur a tendance à produire un flottement des filet et par conséquent à altérer l'uniformité des conditions opératoires. En utilisant, selon l'invention, un nombre plus petit de filets plus gros, on remédie à ce flottement, mais autres moyens permettant de réduire cette-tendance au flottement seront également décrits dans la suite en référence aux modes de réalisation représentés sur les figures 2 à 6
En outre, lorsqu'on dirige un grand nombre de petits filets de verre vers la surface intérieure de la paroi périphérique perforée du centrifugeur sur la majeure partie de l'étendue de la zone perforée de cette paroi, certains des filets arrivent sur la paroi perforée dans l'aligne- ment des orifices de la paroi ou presque, alors que d'autres filets arrivent sur celle-ci dans les zones intermédiaires, ce qui établit des conditions d'écoulement non uniformes ayant tendance à perturber l'uniformité des fibres produites.
En outre, lorsqu'on dirige un grand nombre de petits filets de verre vers la surface intérieure de la paroi périphérique perforée du centrifugeur sur la majeure partie de l'étendue de la zone perforée de cette paroi, certains des filets arrivent sur la paroi perforée dans l'aligne- ment des orifices de la paroi ou presque, alors que d'autres filets arrivent sur celle-ci dans les zones intermédiaires, ce qui établit des conditions d'écoulement non uniformes ayant tendance à perturber l'uniformité des fibres produites.
Ceci étant, selon llinvention au lieu d'utiliser un grand nombre de filets répartis verticalement sur la paroi périphérique du centrifugeur, on établit- et on maintient une couche de verre fondu s'écoulant vers le bas sans être entravée - ni --confine e sur-la---surf-ace intérieure de la paroi - périphérique perforée, l'amenée du verre s'effectuant vers le bord supérieur de cette couche et cette dernière progressant vers le bas de façon laminaire en passant sur toutes les perforations de la paroi du centrifugeur, de sorte que les conditions de projection du filet de verre au travers et à la sortie de chaque orifice de la paroi périphérique sont pratiquement les memes, ce qui élimine une cause de non uniformité des fibres produites.
Cet établissement de la couche s'écoulant vers le bas sans entrave est assuré par le panier distributeur décrit ci-dessus en référence aux figures 7 et 1a, c'est-à-dire en utilisant un panier distributeur dans lequel tout le verre à transformer en fibres est débité vers la paroi du centrifugeur par l'intermédiaire d'une seule série d'orifices situés à proximité de ou dans un plan placé au niveau ou à proximité de la série supérieure d'orifices de la paroi du centrifugeur. Cette rangée unique d'orifices comprend avantageusement de 75 à 200 orifices seulement au total, ce qui correspond à un nombre compris entre le dixième et le tiers de celui couramment utilisé dans des paniers distributeurs à rangées multiples.
L'établissement des conditions uniformes désirées de passage du verre au travers des orifices de la paroi du centrifugeur est encore amélioré par certaines autres conditions opératoires préférées qui vont être définies par la suite, en particulier le maintien de conditions de température qui créent une viscosité essentiellement uni-.
forme du verre dans les zones supérieure et inférieure de la paroi du centrifugeur.
Pour assurer l'étirage des filets de verre, le dispositif représenté sur la figure 1 comprend une chambre annulaire 20 munie d'une tuyère annulaire 21, cette chambre 20 étant alimentée par une ou plusieurs chambres de combustion telles que 22, qui sont munies de moyens appropriés brûlant du combustible en vue de produire les gaz chauds d'étirage. Ceci produit un courant annulaire de gaz d'étirage dirigé vers le bas qui se présente sous la forme d'un rideau qui entoure le centrifugeur. Les détails de conception de la structure supportant le centrifugeur et du générateur de soufflage n'ont pas à etre donnés dans la présente description du fait qu'ils sont bien connus des spécialistes.
Comme indiqué sur la figure 19 l l'équipement comporte également un moyen de chauffage du bord inférieur du centrifugeur. Ce moyen peut se présenter sous une diversité de formes et il comprend de préférence un appareil de chauffage à haute fréquence 23 de forme annulaire, comme indiqué sur la figure. Cet anneau de chauffage a de préférence un diamètre supérieur à celui du centrifugeur et il est de préférence situé à une faible distance en dessous du fond de ce dispositif.
DONNEES OPERATOIRES
Seront maintenant décrites les conditions et paramètres de fonctionnement :
Considérant le fonctionnement d'un mode de réalisation de l'invention tel que celui représenté sur la figure 1, il faut noter en premier lieu que, bien qu'on puisse faire intervenir différentes caractéristiques de l'invention dans des centrifugeurs de toutes tailles, il entre dans le cadre de l'invention de donner au centrifugeur un diamètre supérieur à celui des centrifugeurs classiques. Par exemple on peut adopter pour le centrifugeur un diamètre de l'ordre de 400 mm, par comparaison à la valeur de 300 mm couramment adoptée dans un grand nombre de dispositifs antérieurs.Cela permet de prévoir un nombre bien supérieur d'orifices de délivrance de verre dans la paroi périphérique du centrifugeur, de sorte qu'il est possible d'augmenter avantageusement le nombre de filets de verre projetés par ce centrifugeur dans le courant annulaire de soufflage environnant en vue de leur étirage.
Seront maintenant décrites les conditions et paramètres de fonctionnement :
Considérant le fonctionnement d'un mode de réalisation de l'invention tel que celui représenté sur la figure 1, il faut noter en premier lieu que, bien qu'on puisse faire intervenir différentes caractéristiques de l'invention dans des centrifugeurs de toutes tailles, il entre dans le cadre de l'invention de donner au centrifugeur un diamètre supérieur à celui des centrifugeurs classiques. Par exemple on peut adopter pour le centrifugeur un diamètre de l'ordre de 400 mm, par comparaison à la valeur de 300 mm couramment adoptée dans un grand nombre de dispositifs antérieurs.Cela permet de prévoir un nombre bien supérieur d'orifices de délivrance de verre dans la paroi périphérique du centrifugeur, de sorte qu'il est possible d'augmenter avantageusement le nombre de filets de verre projetés par ce centrifugeur dans le courant annulaire de soufflage environnant en vue de leur étirage.
Du fait des vitesses de rotation relativement élevées des centrifugeurs de ce type, cet appareil est soumis à une très grande force centrifuge et puisqusil fonctionne à température élevée, la zone médiane de la paroi périphérique a toujours tendance à ssincurver vers
On contrebalance cette tendance en utilisant des moyens de renforcement ou d'étaiement, dont plusieurs formes vont être décrites dans les différents modes de réalisation représentés sur les dessins. -Dans le mode de réalisation de la figure 1, le moyen de renforcement se présente sous la forme d'un élément annulaire 16 fixé par.l'intermédiaire de la collerette 15 recourbée vers l'intérieur sur le bord inférieur de la paroi périphérique.On peut bien comprendre l'action de renforcement de cet élément annulaire 16 en tenant compte du fait que, la zone centrale de la paroi périphérique 13 ayant tendance à s'incurver vers l'extérieur sous l'action de la force centrifuge, elle tend aussi à infléchir la collerette 15 vers le haut et vers l'intérieur autour de sa ligne de jonction avec le bord inférieur de la paroi 13. Si (comme dans les centrifugeurs connus), l'élément annulaire 76 n'était pas prévu, une part de cette flexion de la collerette 15 vers le haut et vers l'intérieur se traduirait par la formation d'une légère ondulation de son bord intérieur relativement mince.
On contrebalance cette tendance en utilisant des moyens de renforcement ou d'étaiement, dont plusieurs formes vont être décrites dans les différents modes de réalisation représentés sur les dessins. -Dans le mode de réalisation de la figure 1, le moyen de renforcement se présente sous la forme d'un élément annulaire 16 fixé par.l'intermédiaire de la collerette 15 recourbée vers l'intérieur sur le bord inférieur de la paroi périphérique.On peut bien comprendre l'action de renforcement de cet élément annulaire 16 en tenant compte du fait que, la zone centrale de la paroi périphérique 13 ayant tendance à s'incurver vers l'extérieur sous l'action de la force centrifuge, elle tend aussi à infléchir la collerette 15 vers le haut et vers l'intérieur autour de sa ligne de jonction avec le bord inférieur de la paroi 13. Si (comme dans les centrifugeurs connus), l'élément annulaire 76 n'était pas prévu, une part de cette flexion de la collerette 15 vers le haut et vers l'intérieur se traduirait par la formation d'une légère ondulation de son bord intérieur relativement mince.
Au contraire, la présence de l'élément annulaire 16 sur le bord intérieur de cette collerette empêche cette ondulation, assurant ainsi un renforcement de la paroi du centrifugeur.
La jonction anguleuse de ltélément 16 avec la collerette 15 contribue également à créer le renforcement désiré.
Dans le but qui vient d'etre défini, lsélément annulaire 16 a de préférence, dans la direction axiale du centrifugeur, une dimension supérieure à l'épaisseur moyenne de la paroi périphérique du centrifugeur. En outre, pour contrebalancer efficacement l'incurvation de la paroi périphérique vers l'extérieur, on monte l'élément annulaire 16 de préférence dans une position faisant saillie vers le bas du bord intérieur de la collerette 15.
Avantageusement, on lui donne une dimension verticale supérieure à épaisseur maximale de la paroi 13. On a trouvé que le renforcement du centrifugeur réalisé de cette manière permettait de retarder le bombement de la paroi du centrifugeur et-par conséquent d'augmenter la durée de service de cet appareil.
On a représenté sur d'autres figures qui seront décrites dans la suite autres agencements permettant d'exercer cette action de renforcément.
Avant de décrire le fonctionnement du mode de réalisation de l'équipement selon 11 invention représenté sur la figure 1, il faut noter que, dans un processus connu lisation d'un centrifugeur avec un verre relativement ten dre, on introduit habituellement le verre dans un panier distributeur monté dans la zone centrale du centrifugeur et comportant une paroi périphérique munie de plusieurs rangées, espacées verticalement, d'orifices de distribution de verre de manière que le verre débité par le panier atteigne la paroi périphérique du centrifugeur au moins sur la majeure partie de sa dimension verticale.Il établit alors une différence de température substantielle entre le bord supérieur de la paroi périphérique et son bord inférieur
En conséquence le bord supérieur se trouve à des températures plus élevées que le bord inférieur, principalement du fait que ce bord supérieur est situé à proximité de la zone de -naissance du courant d'étirage. En outre, la paroi périphérique a couramment la même épaisseur sur toute la hauteur ou même dans certains cas elle est plus épaisse vers le bord supérieur que vers le bord inférieur . En outre, dans cette technique connue, il peut exister certaines différences de dimensions (diamètre) entre les orifices des rangées supérieures du centrifugeur et ceux des rangées inférieures.On a déjà tenu compte dans les réalisations connues de ces différents facteurs pour obtenir que les filets de verre des orifices supérieurs se trouvent projetés à débit plus élevé que les filets des orifices inférieurs afin d'obtenir ce qu'on a appelé un fibrage en "parapluie", comme décrit par exemple dans le brevet français 1 382 917 (figure 3) Cela évite que les fibres ne s'entrecroisent, donc ne stemmêlent et-ne se soudent entre elles dans la zone de fibrage, comme test le cas lorsque les filets de verre sont projetés à la même distance par les rangées supérieures et les rangées inférieures d'orifices.
En conséquence le bord supérieur se trouve à des températures plus élevées que le bord inférieur, principalement du fait que ce bord supérieur est situé à proximité de la zone de -naissance du courant d'étirage. En outre, la paroi périphérique a couramment la même épaisseur sur toute la hauteur ou même dans certains cas elle est plus épaisse vers le bord supérieur que vers le bord inférieur . En outre, dans cette technique connue, il peut exister certaines différences de dimensions (diamètre) entre les orifices des rangées supérieures du centrifugeur et ceux des rangées inférieures.On a déjà tenu compte dans les réalisations connues de ces différents facteurs pour obtenir que les filets de verre des orifices supérieurs se trouvent projetés à débit plus élevé que les filets des orifices inférieurs afin d'obtenir ce qu'on a appelé un fibrage en "parapluie", comme décrit par exemple dans le brevet français 1 382 917 (figure 3) Cela évite que les fibres ne s'entrecroisent, donc ne stemmêlent et-ne se soudent entre elles dans la zone de fibrage, comme test le cas lorsque les filets de verre sont projetés à la même distance par les rangées supérieures et les rangées inférieures d'orifices.
Bien que, dans certains systèmes connus, on soumette le bord inférieur du centrifugeur à un échauffement qui vient s'ajouter à celui résultant de l'action du courant annulaire d'étirage et de l'introduction du verre en fusion, la production d'un fibrage en "parapluie" exige le plus souvent, dans les réalisations connues, d'établir une différence entre les températures du verre sur le bord supérieur du centrifugeur et sur son bord inférieur.Le bord supérieur du centrifugeur est soumis à une température su périeure du fait des facteurs mentionnés ci-dessus tandis que le bord inférieur du centrifugeur se trouve habituellement à une température plus basse, même si l'on crée un échauffement additionnel ; du fait de cette différence entre les températures qui sont par exemple d'environ 10500C en haut du centrifugeur et de 95O0C en bas, la viscosité résultante du verre est plus faible en haut qu'en bas et il en résulte un écoulement plus facile à travers les orifices supérieurs de sorte que les filets de verre sont projetés plus loin en haut qu'en bas du centrifugeur, ce qui permet d'obtenir le fibrage en "parapluie" désiré.
Dans les techniques connues utilisant des verres tendres, on pouvait établir une telle différence de températures entre le bord supérieur et le bord inférieur du centrifugeur pour atteindre les obJectifs précités, du fait qu'avec ces verres tendres, même lorsque la température dépasse sensiblement la température de dévitrification (pour le verre situé dans la zone adjacente aux rangées supérieures dsorifices), elle n'est cependant pas suffisamment élevée pour produire des dommages sérieux au métal du centrifugeur.
Au contraire, avec un verre dur, il 'est pas possible en pratique d'opérer avec une forte différence de températures entre les bords supérieur et inférieur du centrifugeur. La raison en est que, Si la température sur le bord inférieur était maintenue à un niveau suffisamment supérieur à la température de dévitrification pour eviter que le verre ne cristallise, et par conséquent n1 obstrue les rangées inférieures d'orlfices, il faudrait, pour établir la différence de températures fréquemment utilisée dans les systèmes connus pour obtenir le fibrage en parapluie, porter la température du verre dans la zone adjacente au bord supérieur du centrifugeur à une valeur si elevée-que le centrifugeur serait soumis à une corrosion, une érosion et/ou une déformation excessives.
Selon l'invention9 compte tenu de ces facteurs, et lors de l'utilisation de compositions de verres dursg on obtient d'une nouvelle manière le fibrage. en parapluie désiré. Au lieu d'utiliser une différence de température entre les bords supérieur et inférieur du centrifugeur, on établit approximativement la même température sur les bords supérieur et inférieur du centrifugeur et cette température est maintenue à un niveau (par exemple 10500C) qui est supérieur à la température de dévitrification tout en étant relativement proche de celle-ci.La viscosité du verre est donc essentiellement la même dans les zones des rangées supérieure et inférieure d'orifices du centrifugeur, par exemple d'environ 5000 poises ; cependant, selon l'invention, on établit d'une manière différente l'augmentation désirée de résistance à la projection des filets de verre au travers des orifices des rangées inférieures. Ainsi, à la différence de l'art antérieur, on utilise, dans le centrifugeur, une paroi périphérique qui a une épaisseur plus grande en direction du bord inférieur qu'en direction du bord supérieur, comme le montre clairement la figure 1.
Il en résulte qu'on obtient en direction du bord inférieur des orifices de plus grandes longueurs qui, pour une viscosité donnée du verre, opposent une plus grande résistance à lXécoulement des filets sous l'action de la- force centrifuge. Du fait de cet écart de résistance à l'écoule- ment, les filets de verre sont projetés plus loin sur le bord supérieur du centrifugeur que sur le bord inférieur, ce qui produit ainsi le fibrage en parapluie désiré. Le cas échéant, on peut encore augmenter la résistance à l'écoulement des filets de verre à travers les orifices des rangées inférieures en réduisant leurs diamètres.
Pour établir la température désirée le long du bord inférieur du centrifugeur, on effectue selon l9invention un échauffement plus intense du bord inférieur du centrifugeur que dans les réalisations connues. Ainsi le dispositif de chauffage 23 représenté sur la figure 1 possède une puissance au moins double ou triple de celle des dispositifs utilisés par le passé. Il est approprié d'utiliser un dispositif de chauffage d'une puissance de 60 kW sous 10000 Hz.
Dans le mode préféré de mise en oeuvre de la présente.
invention, on maintient des conditions établissant dans les zones supérieure et inférieure de la paroi périphérique du centrifugeur une température de verre qui est supérieure d'environ 10 à 200C à la température de dévitrification.
Dans la plupart des applications, on donne en outre à la zone inférieure de la paroi périphérique du centrifugeur une épaisseur égale au moins à environ 1,5 fois celle de sa zone supérieure ; dans certains cas, il peut être souhaitable de donner à la zone inférieure une épaisseur de l'ordre de 2,5 fois celle de la zone supérieure. Uneépaisseur de la zone inférieure de la paroi du centrifugeur double de celle de la zone supérieure constitue une valeur typique pour la mise en pratique de l'invention. Par exemple, dans un dispositif particulier, l'épaisseur de la zone supérieure peut être de 3 mm et celle de la zone inférieure de 6 mm.
Bien que l'augmentation d'épaisseur puisse etre essentiellement uniforme du haut vers le bas, comme indiqué sur la figure i, on peut également adopter la variante indiquée sur la figure 10 qui représente à échelle agrandie une section droite de la paroi périphérique d'un centrifugeur ayant aussi une épaisseur plus forte dans sa zone infe'eure que dans sa zone supérieure. Dans ce cas, la paroi possede l'épaisseur la plus forte dans la zone inférieure, l'épaisseur minimale dans la zone médiane et une épaisseur intermédiaire dans la zone supérieure.Cette répartition de l'épaisseur de paroi permet, avantageusement, d'établir d'une façon encore plus précise l'effet désiré de fibrage en parapluie A eet égard, il est à noter que les deux sources principales d'échauffement de la paroi périphérique sont constituées en haut par 1 courant annulaire de gaz d'étirage et en bas par le dispositif de chauffage par induction 23. Il en résulte que la zone médiane de la paroi périphérique prend une température un peu inférieure à celle des bords supérieur ou inférieur et que la viscosité du verre dans la zone médiane est augmentée en correspondance.Une variation d'épaisseur de paroi telle que-celle-indiquée sur-la-- gre-10 faci- lite par conséquent l'établissement du degré désiré d'écoulement et de projection du verre, c'est-à-dire un degré maximal dans la zone supérieure, un-degré intermédiaire dans la zone médiane et un degré minimal dans la zone inférieure.
Bien qu'on ait représenté sur les figures 1 et 10 la surface extérieure de paroi comme ayant un profil conique c'est-à-dire un diamètre légèrement plus grand en bas qu'en haut il va de soi que cette surface extérieure peut avoir une forme cylindrique comme indiqué sur la figure 11.
PARMlETRES DIVERS
Avant de-décrire d'autres modes de réalisation de l'invention et d'autre5 caractéristiques correspondantes, qui sont mises en évidence sur les figures 2 à 9, il est souhaitable de définir certains paramètres supplémentaires, notamment des gammes de caractéristiques structurales et opératoires de l'invention.
Avant de-décrire d'autres modes de réalisation de l'invention et d'autre5 caractéristiques correspondantes, qui sont mises en évidence sur les figures 2 à 9, il est souhaitable de définir certains paramètres supplémentaires, notamment des gammes de caractéristiques structurales et opératoires de l'invention.
Bien qu'on puisse utiliser différentes caractéristiques de l'~invention en association avec des centrifugeurs ayant un coefficient de perforation (rapport entre la surface totale de perforation et la surface totale) de la paroi périphérique de l'ordre de grandeur de celui adopté dans les réalisations connues, certaines caracté rustiques de l'invention sont avantageusement utilisées en association avec un centrifugeur comportant un plus grand nombr d'orifices par unité de surface de la paroi périphérique. Par une telle augmentation du coefficient de perforation, il est possible d'augmenter la capacité du centrifugeur, c est-à-dire la quantité totale de verre transformé en fibres par ce centrifugeur.
Lors de l'analyse de ce sujet, on doit se rappeler que la vitesse de délivrance du verre à travers les orifices de la paroi du centrifugeur est fortement influencée par la viscosité du verre qui les alimente. Une augmentation de viscosité ralentit l'écoulement dans chaque orifice mais, par augmentation du coefficient de perforation, on peut maintenir une capacité globale donnée pour un centrifugeur, même avec du verre de plus haute viscosité. En.
conséquence l'augmentation du coefficient de perforation permet d'utiliser des verres à viscosité supérieure à celle couramment utilisée sur les centrifugeurs, sans qu'il en résulte une réduction-de la capacité globale de fibrage.
La capacité de fibrage dépend aussi du diamètre des orifices, mais on peut maintenir, même avec des orifices de diamètre réduit, une capacité donnée de fibrage si l'on augmente suffisamment le coefficient de perforation.
Selon l'invention, il est même possible d'augmenter la capacité globale de production dsun centrifugeur donné et ceci tout en réduisant simultanément la vitesse de passage du verre à travers les orifices individuels de la paroi périphérique. Ce résultat peut être obtenu en partie par augmentation du coefficient de perforation (comme indiqué ci-dessus) mais aussi par certains autres facteurs qui vont etre précisés dans la suite ; en conséquence, on réduit l'érosion et la détérioration du centrifugeur malgré l'augmentation de la capacité globale de fibrage.L'érosion est évidemment concentrée dans les orifices individuels mais on constate avec surprise qu'en dépit de l'augmentation du coefficient de perforation (qui devrait produire un affaiblissement du centrifugeur), la capacité et la durée de service du centrifugeur ne sont pas réduites et peuvent être même légèrement augmentées par comparaison avec les réalisations connues.
En outre, réduisant la vitesse d'écoulement du verre dans les orifices, il 'est pas nécessaire de donner au courant d'étirage engendré le long de la surface extérieure de la paroi périphérique du dentrifugeur une vitesse aussi élevée que s'il existait un plus grand débit d'écoulement à travers chaque orifice. Cela se traduit par un double avantage. En premier lieu, il est possible de produire des fibres de plus grande longueur du fait que, comme cela est bien connuS la longueur des fibres produites par un centrifugeur du type précité est en général inversement proportionnelle à la vitesse des gaz d'étirage. En second lieu la réduction de vitesse des gaz étirage permet de réas liser une économie d'énergie.
Une augmentation du coefficient de perforation permet également d'étirer un plus grand nombre de filaments dans un volume donné de gaz d'étirage, ce qui se traduit aussi par une économie dténergieO On a trouve que, dans la mise en pratique de l'invention9 nonobstant l'augmentation du nombre de filaments par unité de volume de gaz étirage, les fibres produites ne forment pas de poches ou zones d'agglomération de fibres mais les fibres restent isolées les unes des autres pendant toute la phase d'étirage, ce qui permet de fabriquer des produits fibreux, par exemple des produits isolants, de haute qualité.
Dans la mise en pratique de l'invention, il est bon adopter dans. la plupart des cas un coefficient de perforation correspondant au moins à 15 orifices par centimètre carré de la partie perforée de la paroi périphérique, par exemple une valeur comprise entre 15 et 45 ou 50 orifices par centimètre carré. Une valeur préférée est de l'ordre de 35 orifices par centimètre carré. Le diamètre des orifices utilisés est de préférence compris entre environ 0,8 et 1,2 mm.
Bien que certaines caractéristiques de l'invention puissent être appliquées à des centrifugeurs de n'importe quel diamètre, on envisage dans de nombreuses applications de l'invention une augmentation du diamètre du centrifugeur par rapport aux appareils connus. Ainsi, bien qu'on adopte dans les centrifugeurs connus un diamètre d'environ 300 mm, on peut donner aux centrifugeurs agencés selon l'invention un diamètre d'au moins 400 mm et pouvant atteindre 500 mm.
L'augmentation de diamètre du centrifugeur offre également des avantages. Ainsi, pour un coefficient de perforation donné et pour la même capacité de fibrage de verre du dispositif, une augmentation de diamètre se traduit par une réduction de la vitesse d'écoulement du verre à travers chaque orifice. Comme indiqué ci-dessus à propos de l'augmentation du coefficient de perforation, la diminution de la vitesse d'écoulement dans les orifices peut même permettre une certaine augmentation de la viscosité du verre fibré. Pour la même capacité du centrifugeur, une plus grande viscosité du verre ne produit cependant pas une usure excessive du fait de la réduction de la vitesse d'écoulement dans- les orifices.
Bien que certaines caractéristiques de l'invention puissent être exploitées dans des centrifugeurs dont la paroi périphérique possède toute dimension verticale dési rée, on peut également envisager dans certaines applications une augmentation de hauteur de cette paroi périphérique, allant jusqu'au double par rapport aux réalisations connues ; par exemple on peut augmenter la hauteur de bande du centrifugeur d'environ 40 mm a 80 mm. Cette augmentation de hauteur perme-t d'augmenter le nombre total d'orifices, résultat extrêmement avantageux puisqu'un nombre accru de filets de verre sont projetés dans le courant gazeux d'étirage, ce qui se traduit par une nouvelle économie d'énergie.
DESCRIPTION DETAILLEE
Sont maintenant décrites en détail les figures 2 à 9
En considérant le mode de réalisation représenté sur la figure 2, on voit qu'il est à nouveau prévu un arbre central 10 supportant le centrifugeur et à l'extrémité inférieure duquel est monté le moyeu 24 qui a pour fonction de supporter le centrifugeur désigné dans son ensemble par la référence 25. Comme dans le premier mode de réalisation, il est prévu une chambre annulaire 20 comportant une tu yère annulaire 21 permettant-d'émettre le courant d'étirage le long de la paroi périphérique du centrifugeur. Sur la figure2, le diamètre de ce centrifugeur est un peu plus grand que sur la figure 9 et la paroi périphérique 26 a également une plus forte épaisseur dans la zone inférieure que dans la zone supérieure. Sur le bord inférieur de la paroi périphérique, il est prévu une collerette 27 recourbée vers l'intérieur et dont l'épaisseur augmente progressivement radialement vers l'intérieurS son bord intérieur ayant, dans la direction axiale du centrifugeur, une dimension au moins égale à l'épaisseur moyenne de la paroi 26 et de préférence supérieure à l'épaisseur maximale de cette paroi. Ceci crée un renforcement destiné, comme décrit ci-dessus, à s'opposer à ce que la paroi périphérique 26 ne se bombe extérieurement dans sa-zone centrale.
Sont maintenant décrites en détail les figures 2 à 9
En considérant le mode de réalisation représenté sur la figure 2, on voit qu'il est à nouveau prévu un arbre central 10 supportant le centrifugeur et à l'extrémité inférieure duquel est monté le moyeu 24 qui a pour fonction de supporter le centrifugeur désigné dans son ensemble par la référence 25. Comme dans le premier mode de réalisation, il est prévu une chambre annulaire 20 comportant une tu yère annulaire 21 permettant-d'émettre le courant d'étirage le long de la paroi périphérique du centrifugeur. Sur la figure2, le diamètre de ce centrifugeur est un peu plus grand que sur la figure 9 et la paroi périphérique 26 a également une plus forte épaisseur dans la zone inférieure que dans la zone supérieure. Sur le bord inférieur de la paroi périphérique, il est prévu une collerette 27 recourbée vers l'intérieur et dont l'épaisseur augmente progressivement radialement vers l'intérieurS son bord intérieur ayant, dans la direction axiale du centrifugeur, une dimension au moins égale à l'épaisseur moyenne de la paroi 26 et de préférence supérieure à l'épaisseur maximale de cette paroi. Ceci crée un renforcement destiné, comme décrit ci-dessus, à s'opposer à ce que la paroi périphérique 26 ne se bombe extérieurement dans sa-zone centrale.
Dans le mode de réalisation de la figure 2, un panier distributeur 28 est monté au centre du centrifugeur et il est pourvu d1une rangée d'orifices périphériques 29. Le courant de verre S pénètre dans le panier par le haut, comme sur la figure 1, et la rotation du panier 28 pro jette radialement les filets de verre 30 vers
Au lieu que les filets 30 soient amenés directement vers l'intérieur de la paroi périphérique du centrifugeur, le mode de réalisation de la figure 2 prévoit un dispositif de relais interposé entre le panier et la paroi périphérique du centrifugeur. Ce dispositif de relais se présente sous la forme d'une trémie annulaire 31 ouverte vers l'intérieur et comportant dans le fond une rangée d'orifices de relais espacés de manière à émettre des filets de verre, indiqués en 32, vers la paroi périphérique du centrifugeur.
Au lieu que les filets 30 soient amenés directement vers l'intérieur de la paroi périphérique du centrifugeur, le mode de réalisation de la figure 2 prévoit un dispositif de relais interposé entre le panier et la paroi périphérique du centrifugeur. Ce dispositif de relais se présente sous la forme d'une trémie annulaire 31 ouverte vers l'intérieur et comportant dans le fond une rangée d'orifices de relais espacés de manière à émettre des filets de verre, indiqués en 32, vers la paroi périphérique du centrifugeur.
Comme dans le mode de réalisation décrit en premier, les orifices de sortie des filets 32 doivent être placés de façon à diriger tout le verre à fibrer dans la zone supérieure de la paroi perforée du centrifugeur, établissant ainsi le libre écoulement laminaire vers le bas décrit plus haut.
Dans le mode de réalisation de la figure 2, on donne au diamètre du panier distributeur 28 une valeur inférieure à celui du panier 17 de. la figure 1 nonobstant le fait ^,use le diamètre du centrifugeur de la figure 2 est supérieur au diamètre du précédent. Ce proportionnement des nièces en question est avantageux du fait que, même awree un panier d'un diamètre équivalent à celui indiqué en 17 sur la figure 1 la distance séparant du panier distributeur la paroi perforée du centrifugeur altérerait l'uniformité des filets débités et produirait un flottement et par conséquent l'arrivée d'une partie du verre vers une zone de la paroi placée en dessous du bord supérieur.Cela est indésirable du fait que, dans la mise en pratique de l'invention, tout le verre doit être amené essentiellement dans le plan des rangées supérieures d'orifices de la paroi de l'appareil en vue d'établir depuis le haut jusqu'en bas de la paroi périphérique du centrifugeur le libre écoulement descendant en couches laminaires superposées que l'on désire.
En utilisant un panier distributeur 28 d'un diamètre un peu plus petit que celui de la figure 1 et en employant en outre un dispositif de relais tel que trémie annulaire 31 de la figure 2, on peut wssurer un transfert plus précis du verre vers la région de la rangée supérieure d'orifices de fibrage. On peut monter la trémie 31 sur une partie du moyeu 24 à l'aide d'une structure porteuse 31a thermiquement isolée comme indiqué en 46 dans les figures 7 et 8.
Comme sur la figure 1, on peut utiliser sur la figure 2 un dispositif de chauffage par induction haute fréquence 23 en vue d'égaliser les températures dans les zones supérieure et inférieure de la paroi perforée du centrifugeur.
La figure 3 représente un mode d'exécution semblable à celui de la figure 2 et des références numériques correspondantes ont été adoptées pour désigner des pièces identiques ou très semblables En fait, le centrifugeur 25 et aussi le panier distributeur 28 sont d'une construction identique à celle de la figure 2 mais, an lieu d'utiliser la trémie annulaire 31 ouverte vers l'intérieur, on adopte un dispositif de relais 33 dune structure différente.Ce dispositif 33 comprend, monté sur le moyeu par l'intermédiaire de supports 33a thermiquement isolés, un larmier ann7ae muni d'un canal ouvert vers 14intérieur de manière à recevoir les filets 30 de verre qui sortent du panier 28, et le bord inférieur du canal est pourvu d'un barrage ou déversoir 34 de manière que le verre arrivant dans le larmier 33 déborde et soit transféré par centrifugation vers la surface intérieure de la paroi périphérique du centrifugeur. De préférence le larmier de relais 33 est disposé de manière que le barrage déversoir assure le transfert du verre dans le plan de la rangée supérieure d'orifices de la paroi périphérique.
Le fonctionnement du mode d'exécution de la figure 3 est semblable à celui de la figure 2, si ce n'est que dans le cas de la trémie de la figure 2 les orifices prévus à la base de l'entonnoir débitent des filets de verre distincts 32 alors que sur la figure 3 le verre est déversé par le dispositif de relais sous la forme d'une nappe, comme indiqué en 35.
Considérant maintenant le mode d'exécution de la figure 4, on voit que le centrifugeur 36 représenté a une dimension verticale sensiblement accrue par rapport à celle des centrifugeurs des figures 1, 2 et 3. Sur la figure 4, on utilise un panier distributeur 28 semblable à celui de la figure 3 et ce panier débite des filets de verre 30 vers le larmier annulaire de relais 33, d'une structure semblable à celle décrite ci-dessus en référence à la figure 3.
Cependant, sur la figure 4, le dispositif de relais 33 ne déverse pas le verre directement vers la surface intérieure de la paroi du centrifugeur ; il le fait parvenir au contraire à l'intérieur d'une trémie annulaire 37 ouverte vers l'intérieur et qui est montée sur une membrure porteuse 38 située à l'intérieur du centrifugeur et reliée à celui-ci dans la zone de son bord supérieur.
La membrure 38 a une forme cylindrique et son bord supérieur est fixé sur le col de l'appareil tandis que son bord inférieur est pourvu dtune rainure 38a destinée à recevoir le bord 36a, orienté vers le bas et prévu sur la collerette inférieure du centrifugeur. La membrure 38 est également reliée à une plaque de base -38b. Comme on peut le voir, la membrure 38 et la plaque de base sont de préférence pourvues de trous espacés.Des organes d'ancrage ou des consoles 39, répartis sur la périphérie (cf égale mel1t--tigure 9) font saillie vers l'intérieur à partir de la partie centrale de la paroi périphérique du centrifugeur et servent à la fixation d'un anneau 39a qui vient s'engager dans un épaulement rainure 38c solidaire de la membrure 38. ttespacement périphérique des consoles 39 évite tout effet appréciable de retenue ou-de perturbation sur l'écoulement laminaire de verre progressant sur la surface intérieure de la paroi périphérique du centrifugeur. L'emboîtement des organes 36a-38a et 39a-38c est conçu de façon à permettre à la membrure 38 et à la paroi périphérique du centrifugeur de se dilater et de se contracter librement ltune par rapport à l'autre. Cette membrure, notamment grâce aux organes 39, 39a et 38c, assure un renforcement efficace de la paroi périphérique du centrifugeur, s'opposant ainsi à un bombement vers l'extérieur de cette paroi sous l'action de la force centrifuge.
Un avantage de cette structure consiste en ce que les éléments de renfort sont maintenus à une température assez basse ; par exemple, alors que la température de la paroi périphérique est d'environ 10500C en cours de marche, celle de la membrure sera d'environ 600 C de sorte que cette membrure restera plus rigide.
Sur la vue en coupe à échelle agrandie de la figure 8, se trouvent mis en évidence certains détails de construction de la trémie de relais 37 et de la membrure 38. On peut voir que les orifices de transfert 40 prévus à la base de l'entonnoir sont disposés de façon à faire passer des filets de verre par des orifices 41 radialement alignés ménagés dans la membrure 38.
La répartition des consoles 39 à intervalles sur la surface intérieure de la paroi du centrifugeur permet d'établir l'écoulement laminaire désiré du verre depuis la zone supérieure du centrifugeur jusqu'à sa zone inférieure, avec un minimum d'interruptions.
Les autres parties de l'équipement, par exemple le tourillon de montage du centrifugeur, la chambre annulaire et l'orifice annulaire de passage des gaz étirage ainsi qui 'élément de chauffage 23 peuvent toutes être sembla- bles à celle déjà décrites ci-dessus.
vans le mode dSexécation de la figure 5, le centrifu gPnr.h2 est d'une construction semblable à celle du centrifugeur 36 de la figure k mais il possède un plus petit diamètre et, pour l'amenée du verre, il comporte un panier distributeur central 43 d'un diamètre un peu supérieur à celui indiqué en 28 sur la figure 4, les orifices périphériques de ce panier délitrant de-s filets de verre 44 directement dans l'entonnoir de relais 37 au lieu de le faire par l'intermédiaire du larmier à barrage déversoir 33.Ce mode d'exécution comprend une membrure 38, une plaque de base 38b évidée en son centre et des liaisons avec la paroi périphérique du centrifugeur, comme décrit ci-dessus en référence à la figure 4.
Bien qu'on puisse utiliser différentes caractéristiques des modes de réalisation des figures 4 et 5 avec des parois périphériques d'épaisseur uniforme, il est préférable d'augmenter l'épaisseur de paroi.en.direction du bord intérieur, pour les raisons déjà indiquées.
Sur la figure 6, on a représenté un agencement semblable à celui de la figure 3 et dont le centrifugeur 25 et le panier distributeur 28 sont identiques, mais on utilise comme anneau de relais un larmier à déversoir 45 (cf également le détail de la figure 7) monté directement sur une partie de la paroi périphérique proprement dite au lieu de l'être sur le moyeu comme dans la figure 3.
Sur les vues de détail des figures 7 et 8, on voit que dans les deux cas de fixation directe du dispositif de relais montré par les figures 4 à 6 (37 sur la figure 8 et 45 sur la figure 7) une couche intercalaire de matière isolante 46 a pour fonction de réduire la transmission de chaleur du dispositif de relais vers le centrifugeur et, aussi dans le cas du moae de réalisation des figures 4, 5 et 8, vers la structure portante 38.
ALLIAGES
Tout particulièrement pour fibrer les verres les plus durs, ayant des viscosités de l'ordre de 1000 poises à des températures supérieures à environ 11500C, et ayant une temMérature de dévitrification de l'ordre de 103000, on envisage également, selon l'invention, de fabriquer le centrifugeur en un alliage de composition spéciale capable de rsister aux températures nécessaires. Lorsque les verres sont plus tendres, l'emploi de cet alliage augmente égaiement la longévité du centrifugeur.Cet alliage peut avoir la formule suivante, les parties étant indiquées en pourcentage en poids
Eléments Gammes
C 0,65 - 0,83
Cr 27,5 - 31
w 6 - 7,8
7. 7 - 10
Si 0,7 - 1,2
Mn o,6 - o,g
Co O - 0,2
p o - 0,03
s 0 - 0,02
Ni (complément) 59 .- 50
Il est particulièrement utile d'adopter un alliage de ce type pour des centrifugeurs de grand diamètre, par exemple d'un diamètre d'au moins 400 mm.
Tout particulièrement pour fibrer les verres les plus durs, ayant des viscosités de l'ordre de 1000 poises à des températures supérieures à environ 11500C, et ayant une temMérature de dévitrification de l'ordre de 103000, on envisage également, selon l'invention, de fabriquer le centrifugeur en un alliage de composition spéciale capable de rsister aux températures nécessaires. Lorsque les verres sont plus tendres, l'emploi de cet alliage augmente égaiement la longévité du centrifugeur.Cet alliage peut avoir la formule suivante, les parties étant indiquées en pourcentage en poids
Eléments Gammes
C 0,65 - 0,83
Cr 27,5 - 31
w 6 - 7,8
7. 7 - 10
Si 0,7 - 1,2
Mn o,6 - o,g
Co O - 0,2
p o - 0,03
s 0 - 0,02
Ni (complément) 59 .- 50
Il est particulièrement utile d'adopter un alliage de ce type pour des centrifugeurs de grand diamètre, par exemple d'un diamètre d'au moins 400 mm.
VERRES
Un avantage important de l'invention est que ses caractéristiques structurales et fonctionnelles permettent de l'employer au fibrage d'une large gamme de verres.
Un avantage important de l'invention est que ses caractéristiques structurales et fonctionnelles permettent de l'employer au fibrage d'une large gamme de verres.
On peut ainsi utiliser de nombreuses compositions connues de verre étirable, notamment des verres tendres.
En outre, on peut également utiliser diverses caractéristiques structurales et opératoires de l'invention individuellement et en combinaison avec certains types de compositions de verre qui n'ont pas été couramment utilisées dans des procédés connus de fibrage faisant intervenir un centrifugeur pour projeter des filets de verre dans un courant d'étirage. Effectivement, la technique et le centrifugeur selon l'invention permettent d'utiliser commodément des compositions de verre qui n'avaient pas été em ployez en pratique avec les équipements de fibrage centrifuge de types connus, pour diverses raisons, notamment à ce d'une température de dévitrification relativement élevée qui nécessite l'emploi d'une température de fibrage relativement haute.Cette haute température de fibrage, Icrsqutelle est adoptée dans les centrifugeurs de types connus, provoque (par érosion et/ou bombement vers l'exté rieur-de la paroi périphérique) une détérioration suffisamment rapide pour que le centrifugeur ne puisse pas être utilisé industriellement en pratique. En conséquence on peut dire qu'il serait virtuellement impossible deffec- tuer avec les centrifugeurs de types connus le fibrage de certaines des compositions de verre envisagées dans le cadre de la mise en pratique de la présente invention.
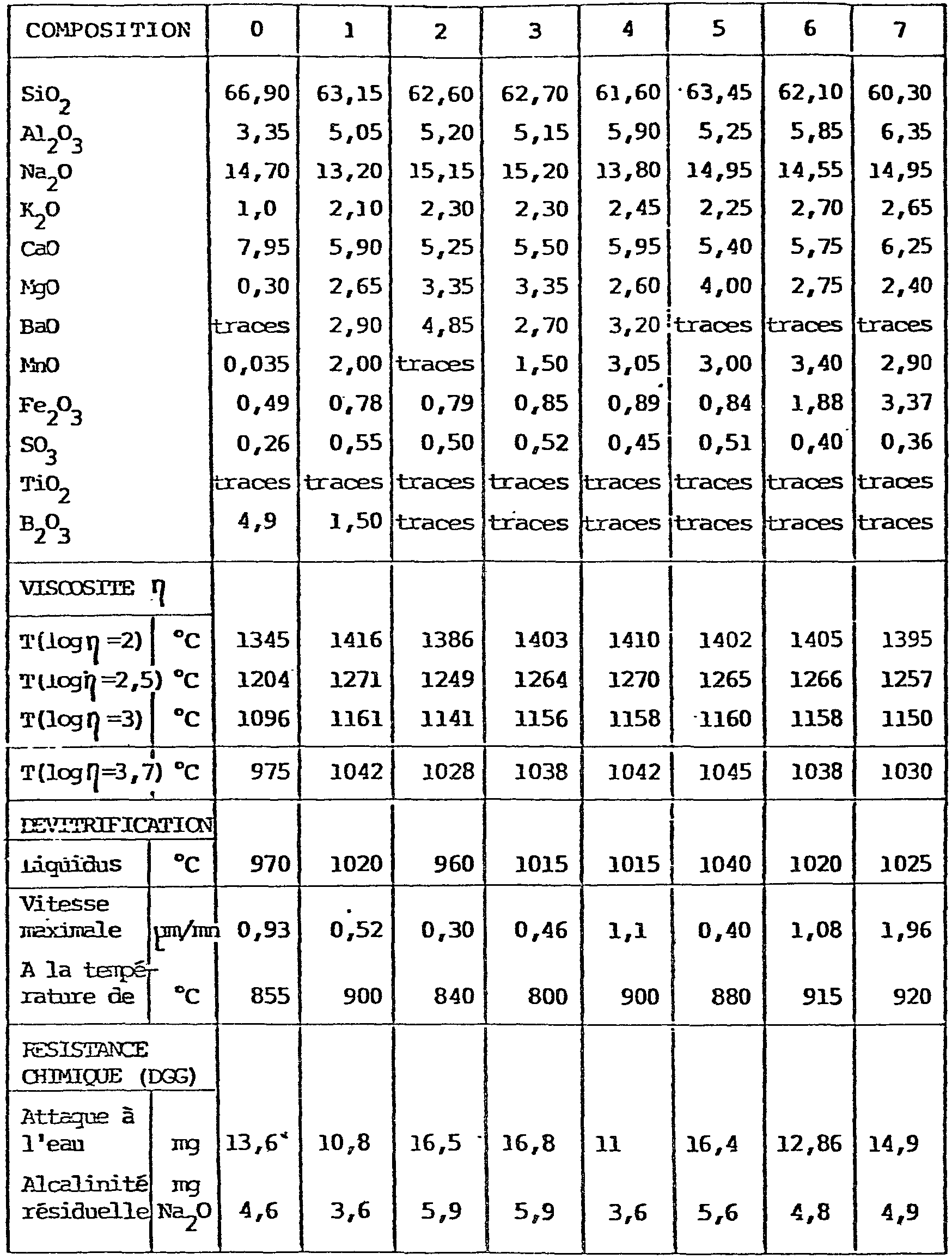
Dans le tableau suivant sont indiquées les compositions et les principales caractéristiques de huit verres différents que l'on peut fibrer en mettant en oeuvre la présente invention
TABLEAU
TABLEAU
<tb> <SEP> COMPOSITION <SEP> O <SEP> 1 <SEP> 2 <SEP> 3 <SEP> 4 <SEP> 5 <SEP> 6 <SEP> 7
<tb> <SEP> SiO <SEP> 66,90 <SEP> 63,15 <SEP> 62,60 <SEP> 62,70 <SEP> 61,60 <SEP> 63,45 <SEP> 62,10 <SEP> 60,30
<tb> Al2O3 <SEP> 3,35 <SEP> 5,05 <SEP> 5,20 <SEP> 5,15 <SEP> 5,90 <SEP> 5,25 <SEP> 5,85 <SEP> 6,35
<tb> Na2O <SEP> 14,70 <SEP> 13,20 <SEP> 15,15 <SEP> 15,20 <SEP> 13,80 <SEP> 14,95 <SEP> 14,55 <SEP> 14,95
<tb> K2O <SEP> 1,0 <SEP> 2,10 <SEP> 2,30 <SEP> 2,30 <SEP> 2,45 <SEP> 2,25 <SEP> 2,70 <SEP> 2,65
<tb> <SEP> CaO <SEP> 7,95 <SEP> 5,90 <SEP> 5,25 <SEP> 5,50 <SEP> 5,95 <SEP> 5,40 <SEP> 5,75 <SEP> 6,25
<tb> <SEP> MgO <SEP> 0,30 <SEP> 2,65 <SEP> 3,35 <SEP> 3,35 <SEP> 2,60 <SEP> | <SEP> 4,00 <SEP> 2,75 <SEP> 2,40
<tb> BaD <SEP> traces <SEP> 2,90 <SEP> 4,85 <SEP> 2,70 <SEP> 3,20 <SEP> 'traces <SEP> traces <SEP> traces
<tb> zone <SEP> 0,035 <SEP> 2,00 <SEP> traces <SEP> 1,50 <SEP> 3,05 <SEP> t <SEP> 3,00 <SEP> 3,40 <SEP> 2,90
<tb> Fe203 <SEP> 0,49 <SEP> 0-,78 <SEP> 0,79 <SEP> 0,85 <SEP> 0,89 <SEP> | <SEP> 0t84 <SEP> <SEP> 1,88 <SEP> 3,37
<tb> <SEP> S03 <SEP> 0,26 <SEP> 0,55 <SEP> 0,50 <SEP> 0,52 <SEP> 0,45 <SEP> 0,51 <SEP> 0,40 <SEP> 0,36
<tb> <SEP> TiO2 <SEP> traces <SEP> traces <SEP> traces <SEP> traces <SEP> traces <SEP> traces <SEP> traces <SEP> traces
<tb> <SEP> B2O3 <SEP> 4,9 <SEP> 1,50 <SEP> traces <SEP> traces <SEP> traces <SEP> traces <SEP> traces <SEP> traces
<tb> VISCOSITE <SEP> #
<tb> T(log#=2) <SEP> <SEP> C <SEP> 1345 <SEP> 1416 <SEP> 1386 <SEP> 1403 <SEP> 1410 <SEP> 1402 <SEP> 1405 <SEP> 1395
<tb> T(log#=2,5) <SEP> <SEP> C <SEP> 1204 <SEP> 1271 <SEP> 1249 <SEP> 1264 <SEP> 1270 <SEP> 1265 <SEP> 1266 <SEP> 1257
<tb> <SEP> T(log9=3)1 <SEP> C <SEP> 1096 <SEP> 1161 <SEP> 1141 <SEP> 1156 <SEP> 1158 <SEP> -1160 <SEP> 1158 <SEP> 1150
<tb> <SEP> T(log#=3,7) <SEP> C <SEP> 975 <SEP> 1042 <SEP> 1028 <SEP> 1038 <SEP> 1042 <SEP> 1045 <SEP> 1038 <SEP> 1030
<tb> <SEP> DEVITRIFICATION
<tb> <SEP> n <SEP> qui <SEP> dus <SEP> OC <SEP> 970 <SEP> 1020 <SEP> 960 <SEP> 1015 <SEP> 1015 <SEP> 1040 <SEP> 1020 <SEP> 1025
<tb> Vitesse
<tb> maximale <SEP> m/mn <SEP> 0,93 <SEP> 0,52 <SEP> 0,30 <SEP> 0,46 <SEP> 1,1 <SEP> 0,40 <SEP> 1,08 <SEP> 1,96
<tb> <SEP> A <SEP> la <SEP> tempé
<tb> <SEP> rature <SEP> de <SEP> C <SEP> 855 <SEP> 900 <SEP> 840 <SEP> 800 <SEP> 900 <SEP> 880 <SEP> 915 <SEP> 920
<tb> <SEP> RESISTANCE
<tb> <SEP> CHIMIQUE <SEP> (DGG)
<tb> <SEP> Attaque <SEP> à
<tb> <SEP> l'eau <SEP> mg <SEP> 13,6 <SEP> 10,8 <SEP> 16,5 <SEP> 16,8 <SEP> 11 <SEP> 16,4 <SEP> 12,86 <SEP> 14,9
<tb> <SEP> Alcalinité <SEP> mg
<tb> <SEP> résiduelle <SEP> Na2O <SEP> 4,6 <SEP> 3,6 <SEP> 5,9 <SEP> 5,9 <SEP> 3,6 <SEP> 5,6 <SEP> 4,8 <SEP> 4,9
<tb>
Les compositions chimiques figurant dans ce tableau sont des résultats d'analyse d'échantillons donnés à titre d'exemple.
<tb> <SEP> SiO <SEP> 66,90 <SEP> 63,15 <SEP> 62,60 <SEP> 62,70 <SEP> 61,60 <SEP> 63,45 <SEP> 62,10 <SEP> 60,30
<tb> Al2O3 <SEP> 3,35 <SEP> 5,05 <SEP> 5,20 <SEP> 5,15 <SEP> 5,90 <SEP> 5,25 <SEP> 5,85 <SEP> 6,35
<tb> Na2O <SEP> 14,70 <SEP> 13,20 <SEP> 15,15 <SEP> 15,20 <SEP> 13,80 <SEP> 14,95 <SEP> 14,55 <SEP> 14,95
<tb> K2O <SEP> 1,0 <SEP> 2,10 <SEP> 2,30 <SEP> 2,30 <SEP> 2,45 <SEP> 2,25 <SEP> 2,70 <SEP> 2,65
<tb> <SEP> CaO <SEP> 7,95 <SEP> 5,90 <SEP> 5,25 <SEP> 5,50 <SEP> 5,95 <SEP> 5,40 <SEP> 5,75 <SEP> 6,25
<tb> <SEP> MgO <SEP> 0,30 <SEP> 2,65 <SEP> 3,35 <SEP> 3,35 <SEP> 2,60 <SEP> | <SEP> 4,00 <SEP> 2,75 <SEP> 2,40
<tb> BaD <SEP> traces <SEP> 2,90 <SEP> 4,85 <SEP> 2,70 <SEP> 3,20 <SEP> 'traces <SEP> traces <SEP> traces
<tb> zone <SEP> 0,035 <SEP> 2,00 <SEP> traces <SEP> 1,50 <SEP> 3,05 <SEP> t <SEP> 3,00 <SEP> 3,40 <SEP> 2,90
<tb> Fe203 <SEP> 0,49 <SEP> 0-,78 <SEP> 0,79 <SEP> 0,85 <SEP> 0,89 <SEP> | <SEP> 0t84 <SEP> <SEP> 1,88 <SEP> 3,37
<tb> <SEP> S03 <SEP> 0,26 <SEP> 0,55 <SEP> 0,50 <SEP> 0,52 <SEP> 0,45 <SEP> 0,51 <SEP> 0,40 <SEP> 0,36
<tb> <SEP> TiO2 <SEP> traces <SEP> traces <SEP> traces <SEP> traces <SEP> traces <SEP> traces <SEP> traces <SEP> traces
<tb> <SEP> B2O3 <SEP> 4,9 <SEP> 1,50 <SEP> traces <SEP> traces <SEP> traces <SEP> traces <SEP> traces <SEP> traces
<tb> VISCOSITE <SEP> #
<tb> T(log#=2) <SEP> <SEP> C <SEP> 1345 <SEP> 1416 <SEP> 1386 <SEP> 1403 <SEP> 1410 <SEP> 1402 <SEP> 1405 <SEP> 1395
<tb> T(log#=2,5) <SEP> <SEP> C <SEP> 1204 <SEP> 1271 <SEP> 1249 <SEP> 1264 <SEP> 1270 <SEP> 1265 <SEP> 1266 <SEP> 1257
<tb> <SEP> T(log9=3)1 <SEP> C <SEP> 1096 <SEP> 1161 <SEP> 1141 <SEP> 1156 <SEP> 1158 <SEP> -1160 <SEP> 1158 <SEP> 1150
<tb> <SEP> T(log#=3,7) <SEP> C <SEP> 975 <SEP> 1042 <SEP> 1028 <SEP> 1038 <SEP> 1042 <SEP> 1045 <SEP> 1038 <SEP> 1030
<tb> <SEP> DEVITRIFICATION
<tb> <SEP> n <SEP> qui <SEP> dus <SEP> OC <SEP> 970 <SEP> 1020 <SEP> 960 <SEP> 1015 <SEP> 1015 <SEP> 1040 <SEP> 1020 <SEP> 1025
<tb> Vitesse
<tb> maximale <SEP> m/mn <SEP> 0,93 <SEP> 0,52 <SEP> 0,30 <SEP> 0,46 <SEP> 1,1 <SEP> 0,40 <SEP> 1,08 <SEP> 1,96
<tb> <SEP> A <SEP> la <SEP> tempé
<tb> <SEP> rature <SEP> de <SEP> C <SEP> 855 <SEP> 900 <SEP> 840 <SEP> 800 <SEP> 900 <SEP> 880 <SEP> 915 <SEP> 920
<tb> <SEP> RESISTANCE
<tb> <SEP> CHIMIQUE <SEP> (DGG)
<tb> <SEP> Attaque <SEP> à
<tb> <SEP> l'eau <SEP> mg <SEP> 13,6 <SEP> 10,8 <SEP> 16,5 <SEP> 16,8 <SEP> 11 <SEP> 16,4 <SEP> 12,86 <SEP> 14,9
<tb> <SEP> Alcalinité <SEP> mg
<tb> <SEP> résiduelle <SEP> Na2O <SEP> 4,6 <SEP> 3,6 <SEP> 5,9 <SEP> 5,9 <SEP> 3,6 <SEP> 5,6 <SEP> 4,8 <SEP> 4,9
<tb>
Les compositions chimiques figurant dans ce tableau sont des résultats d'analyse d'échantillons donnés à titre d'exemple.
Bien que la composition 0 puisse être fibrée par certains procédés connus, on ne peut pas effectuer ce fibrage de façon rentable du point de vue industriel car la tirée ou capacité de production est trop faible En revanche i) est évident que la composition O peut être fibrée avec le dispositif selon 1 'invention dans des conditions rentables.
Il est pratiquement impossible d'effectuer industriellement par des techniques de fibrage centrifuge connues le fibrage des autres compositions qui, au contraire, conviennent tout à fait pour être utilisées dans la mise en pratique de l'invention.
Claims (3)
1. Centrifugeur creux de fibrage de verre agencé pour pouvoir tourner autour d'un axe a l'intérieur d'un courant annulaire de gaz d'étirage, et possédant une paroi périphérique munie d'orifices de projection de filets de verre fondu, caractérisé en ce qu'un élément annulaire 16 de renforcement est relie au bord inférieur de la paroi périphérique 13 du centrifugeur 12, ledit élément étant décalé radialement vers l'intérieur par rapport au bord inférieur de la paroi périphérique 13 et ayant, parallèlement a l'axe du centrifugeur 12, une dimension supérieure a l'épaisseur de la paroi périphérique 13.
2. Procédé de fibrage de verre fondu utilisant un centrifugeur possédant une paroi périphérique munie d'une pluralité de rangées d'orifices pour projeter par centrifugation des filets de verre, le centrifugeur étant placé a l'intérieur d'un courant annulaire de gaz d'étirage dirigé vers le bas, caractérise en ce qu'on assure l'amenée du verre à fibrer dans un centrifugeur 12 dont la paroi périphérique 13 présente un bord inférieur relié à un élément annulaire 16 de renforcement, ledit élément étant décalé radialement vers l'intérieur par rapport au bord inférieur de la paroi périphérique 13 et ayant, parallè- lement à l'axe du centrifugeur 12, une dimension superieure à l'épaisseur de la paroi périphérique 13.
3. Procéde de fibrage suivant la revendication 2, caractérisé en ce que le verre amené comprend, en parties pondérales :
Ex émets Gammes
Si02 59 - 67
Al203 3 - 8
Na20 12,5 - 18
K20 0 - 3
R20=Na20+K20 15 - 18
CaO 4,5 - 9
MgO 0 - 4
MgO/CaO O - 0,75
MnO 0 - 4
BaO O - 5
Fe203 0,1 - 5
B203 0 - 5
Divers 1
dont S03 0,6
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR8305027A FR2543531B1 (fr) | 1983-03-28 | 1983-03-28 | Centrifugeur creux pour le fibrage de matieres thermoplastiques, notamment de verre |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR8305027A FR2543531B1 (fr) | 1983-03-28 | 1983-03-28 | Centrifugeur creux pour le fibrage de matieres thermoplastiques, notamment de verre |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| FR2543531A1 true FR2543531A1 (fr) | 1984-10-05 |
| FR2543531B1 FR2543531B1 (fr) | 1991-12-20 |
Family
ID=9287291
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| FR8305027A Expired - Lifetime FR2543531B1 (fr) | 1983-03-28 | 1983-03-28 | Centrifugeur creux pour le fibrage de matieres thermoplastiques, notamment de verre |
Country Status (1)
| Country | Link |
|---|---|
| FR (1) | FR2543531B1 (fr) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3034376A1 (fr) | 2014-12-16 | 2016-06-22 | CDH Group | Ensemble de transport de brouettes démontables |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR1259592A (fr) * | 1960-03-19 | 1961-04-28 | Saint Gobain | Perfectionnement à la fabrication de fibres à partir de matières thermoplastiquestelles que le verre |
| FR1533291A (fr) * | 1966-06-02 | 1968-07-19 | Owens Corning Fiberglass Corp | Procédé et appareil pour former des matières minérales thermoplastiques |
| GB1121466A (en) * | 1964-08-19 | 1968-07-31 | Certain Teed Fiber Glass | Mechanism for spinning glass fibers |
-
1983
- 1983-03-28 FR FR8305027A patent/FR2543531B1/fr not_active Expired - Lifetime
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR1259592A (fr) * | 1960-03-19 | 1961-04-28 | Saint Gobain | Perfectionnement à la fabrication de fibres à partir de matières thermoplastiquestelles que le verre |
| GB1121466A (en) * | 1964-08-19 | 1968-07-31 | Certain Teed Fiber Glass | Mechanism for spinning glass fibers |
| FR1533291A (fr) * | 1966-06-02 | 1968-07-19 | Owens Corning Fiberglass Corp | Procédé et appareil pour former des matières minérales thermoplastiques |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3034376A1 (fr) | 2014-12-16 | 2016-06-22 | CDH Group | Ensemble de transport de brouettes démontables |
Also Published As
| Publication number | Publication date |
|---|---|
| FR2543531B1 (fr) | 1991-12-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CH634027A5 (fr) | Procede et dispositif de fibrage du verre. | |
| EP1360152B1 (fr) | Procede et dispositif de formation de laine minerale | |
| EP0072300B1 (fr) | Procédé et dispositif pour l'amélioration de la distribution sur un organe de reception de fibres véhiculées par un courant gazeux | |
| BE1008560A3 (fr) | Dispositif et procede pour former un revetement par pyrolyse. | |
| FR2677973A1 (fr) | Procede et dispositif de formation de fibres. | |
| CH617645A5 (fr) | ||
| CA2861615C (fr) | Procede de fibrage de matieres vitrifiables | |
| FR2459783A1 (fr) | Centrifugeur creux pour le fibrage de matieres thermoplastiques, notamment de verre | |
| FR2536385A1 (fr) | Centrifugeur poreux pour le fibrage de matieres thermoplastiques, notamment de verre | |
| FR2543531A1 (fr) | Centrifugeur creux pour le fibrage de matieres thermoplastiques, notamment de verre | |
| FR2993265A1 (fr) | Dispositif de formation de fibres minerales | |
| EP2516339B2 (fr) | Centrifugeur de fibrage, dispositif et procédé de formation de fibres minérales | |
| FR2584105A1 (fr) | Procede et appareil de fabrication d'un feutre de fibres de carbone et feutre obtenu par leur mise en oeuvre | |
| EP1711441B1 (fr) | Fabrication de verre plat par flottage sans point fixe | |
| EP1054842B1 (fr) | Procede et dispositif de fabrication d'un fil de verre | |
| FR2645527A1 (fr) | Perfectionnement aux installations pour transferer du verre fondu depuis un four jusqu'a un poste de formage | |
| FR2578273A1 (fr) | Appareil de filage de matiere fondue. | |
| EP0035940B1 (fr) | Procédé et four pour la production de verre fondu | |
| CA1112875A (fr) | Production de laine de laitier | |
| EP3526170B1 (fr) | Procede de formation de fibres minerales | |
| EP3652121B1 (fr) | Assiette de fibrage | |
| EP0801635B2 (fr) | Procede et dispositif pour la centrifugation libre de fibres minerales | |
| CA3039717C (fr) | Procede de formation de fibres minerales | |
| EP0828864A1 (fr) | Procede et dispositif pour revetir une bande metallique d'un metal ou d'un alliage a plus bas point de fusion ou de liquide que celui du materiau constituant la bande | |
| EP0810979A1 (fr) | Perfectionnement aux dispositifs de fabrication de fibres minerales par centrifugation libre |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| TP | Transmission of property |