JP2004014338A - 導電性ペースト - Google Patents
導電性ペースト Download PDFInfo
- Publication number
- JP2004014338A JP2004014338A JP2002167102A JP2002167102A JP2004014338A JP 2004014338 A JP2004014338 A JP 2004014338A JP 2002167102 A JP2002167102 A JP 2002167102A JP 2002167102 A JP2002167102 A JP 2002167102A JP 2004014338 A JP2004014338 A JP 2004014338A
- Authority
- JP
- Japan
- Prior art keywords
- particle size
- conductive paste
- average particle
- powder
- multilayer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 239000002245 particle Substances 0.000 claims abstract description 74
- 239000000843 powder Substances 0.000 claims abstract description 64
- 238000009826 distribution Methods 0.000 claims abstract description 32
- 239000002184 metal Substances 0.000 claims abstract description 24
- 229910052751 metal Inorganic materials 0.000 claims abstract description 24
- 239000000919 ceramic Substances 0.000 claims abstract description 19
- 238000000790 scattering method Methods 0.000 claims abstract description 6
- 238000009825 accumulation Methods 0.000 claims abstract description 5
- 238000007561 laser diffraction method Methods 0.000 claims description 5
- 230000032798 delamination Effects 0.000 abstract description 18
- 230000007847 structural defect Effects 0.000 abstract description 15
- 238000004519 manufacturing process Methods 0.000 abstract description 14
- 238000005259 measurement Methods 0.000 abstract description 4
- 238000003475 lamination Methods 0.000 abstract description 2
- 239000000470 constituent Substances 0.000 abstract 1
- 229910000859 α-Fe Inorganic materials 0.000 description 16
- 230000000052 comparative effect Effects 0.000 description 13
- 230000001186 cumulative effect Effects 0.000 description 12
- 238000010304 firing Methods 0.000 description 11
- 238000000034 method Methods 0.000 description 9
- 230000008602 contraction Effects 0.000 description 4
- 239000001856 Ethyl cellulose Substances 0.000 description 3
- ZZSNKZQZMQGXPY-UHFFFAOYSA-N Ethyl cellulose Chemical compound CCOCC1OC(OC)C(OCC)C(OCC)C1OC1C(O)C(O)C(OC)C(CO)O1 ZZSNKZQZMQGXPY-UHFFFAOYSA-N 0.000 description 3
- WUOACPNHFRMFPN-UHFFFAOYSA-N alpha-terpineol Chemical compound CC1=CCC(C(C)(C)O)CC1 WUOACPNHFRMFPN-UHFFFAOYSA-N 0.000 description 3
- 239000003985 ceramic capacitor Substances 0.000 description 3
- SQIFACVGCPWBQZ-UHFFFAOYSA-N delta-terpineol Natural products CC(C)(O)C1CCC(=C)CC1 SQIFACVGCPWBQZ-UHFFFAOYSA-N 0.000 description 3
- 229920001249 ethyl cellulose Polymers 0.000 description 3
- 235000019325 ethyl cellulose Nutrition 0.000 description 3
- 239000011812 mixed powder Substances 0.000 description 3
- 239000000203 mixture Substances 0.000 description 3
- 229910052709 silver Inorganic materials 0.000 description 3
- 239000000758 substrate Substances 0.000 description 3
- 229940116411 terpineol Drugs 0.000 description 3
- 229910001252 Pd alloy Inorganic materials 0.000 description 2
- 239000011230 binding agent Substances 0.000 description 2
- 238000003825 pressing Methods 0.000 description 2
- 238000007639 printing Methods 0.000 description 2
- 238000007650 screen-printing Methods 0.000 description 2
- 239000002904 solvent Substances 0.000 description 2
- OAYXUHPQHDHDDZ-UHFFFAOYSA-N 2-(2-butoxyethoxy)ethanol Chemical compound CCCCOCCOCCO OAYXUHPQHDHDDZ-UHFFFAOYSA-N 0.000 description 1
- 229910045601 alloy Inorganic materials 0.000 description 1
- 239000000956 alloy Substances 0.000 description 1
- 229910010293 ceramic material Inorganic materials 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 239000002270 dispersing agent Substances 0.000 description 1
- 238000007606 doctor blade method Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000002003 electrode paste Substances 0.000 description 1
- 238000011156 evaluation Methods 0.000 description 1
- 238000000605 extraction Methods 0.000 description 1
- 238000004898 kneading Methods 0.000 description 1
- 238000010030 laminating Methods 0.000 description 1
- 229910052763 palladium Inorganic materials 0.000 description 1
- 239000004014 plasticizer Substances 0.000 description 1
- 229920002037 poly(vinyl butyral) polymer Polymers 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 239000002002 slurry Substances 0.000 description 1
- 230000000930 thermomechanical effect Effects 0.000 description 1
- 230000009466 transformation Effects 0.000 description 1
Images

Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01G—CAPACITORS; CAPACITORS, RECTIFIERS, DETECTORS, SWITCHING DEVICES, LIGHT-SENSITIVE OR TEMPERATURE-SENSITIVE DEVICES OF THE ELECTROLYTIC TYPE
- H01G4/00—Fixed capacitors; Processes of their manufacture
- H01G4/002—Details
- H01G4/005—Electrodes
- H01G4/008—Selection of materials
- H01G4/0085—Fried electrodes
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B1/00—Conductors or conductive bodies characterised by the conductive materials; Selection of materials as conductors
- H01B1/20—Conductive material dispersed in non-conductive organic material
- H01B1/22—Conductive material dispersed in non-conductive organic material the conductive material comprising metals or alloys
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F17/00—Fixed inductances of the signal type
- H01F17/0006—Printed inductances
- H01F17/0013—Printed inductances with stacked layers
- H01F2017/002—Details of via holes for interconnecting the layers
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Power Engineering (AREA)
- Physics & Mathematics (AREA)
- Dispersion Chemistry (AREA)
- Spectroscopy & Molecular Physics (AREA)
- Materials Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Coils Or Transformers For Communication (AREA)
- Conductive Materials (AREA)
Abstract
【解決手段】積層セラミック電子部品の内部電極形成用の導電性ペーストにおいて、レーザー回折・散乱法による測定装置により測定した平均粒径及び平均粒径±0.5μmの粒度分布累積が、平均粒径:1.5〜3.5μm、平均粒径±0.5μmの粒度分布累積:40%以下の条件を満たすAg粉末又はAgを主成分とする金属粉末を導電成分として用い、これと有機ビヒクルを配合して導電性ペーストとする。
そして、この導電性ペーストを積層型インダクタの内部電極の形成に用いる。
【選択図】 なし
Description
【発明の属する技術分野】
本発明は導電性ペーストに関し、詳しくは、積層型インダクタ、積層セラミックコンデンサ、多層セラミック基板などの積層セラミック電子部品の内部電極の形成に使用される導電性ペーストに関する。
【0002】
【従来の技術】
従来より、積層型インダクタは低抵抗であることが必要となるため、内部電極形成用の導電性ペーストとしては、主としてAg粉末を主たる導電成分とするAgペーストが使用されている。
このAgペーストは、Ag粉末と、エチルセルロースをテルピネオールやブチルカルビトールなどの溶剤に溶解させた有機ビヒクルとを所定の割合で配合して混練することにより製造されている。
【0003】
図3(a)は、このようなAgペーストを用いて形成される積層型インダクタを示す斜視図、図3(b)はその構成及び製造方法を説明する分解斜視図である。
この積層型インダクタは、図3(a)に示すように、内部に積層型のコイル52が配設された素子(チップ状素子)51に、コイル52の両端部と導通する一対の外部電極53a,53bが配設された構造を有している。
【0004】
そして、この積層型インダクタは、図3(b)に示すように、Agペーストをスクリーン印刷などの方法で磁性体グリーンシートの表面に印刷してコイルパターン(内部電極)52aを形成した磁性体グリーンシート54を複数枚積層するとともに、その上下両面側にコイルパターンの形成されていない磁性体グリーンシート(外層用シート)54aを積層した後、圧着し、各コイルパターン52aをビアホール55により接続してコイル52を形成し、積層体(未焼成の素子)を焼成した後、素子51の両端部に導電ペーストを塗布、焼付けして、外部電極53a,53b(図3(a))を形成することにより製造されている。
【0005】
なお、実際の製造工程では、多数個のコイルパターンを形成したマザーシートを積層、圧着することにより形成したマザー積層体を、所定のチップサイズにカットし、焼成した後、外部電極の形成を行うことにより、一度に多数個の積層型インダクタを製造する多数個取りの方法が一般的に用いられている。
【0006】
【発明が解決しようとする課題】
しかしながら、このような方法で製造される積層型インダクタにおいては、セラミック層間の剥離(デラミネーション)や、微小で検出が困難なクラックの発生などの問題点がある。特に粒度分布が均一で分散性のよいAg粉末やAgを主成分とする金属粉末を導電成分とする導電性ペーストを用いた場合には、印刷性が良好である反面、上述のデラミネーションやクラックなどの構造欠陥が発生しやすく、十分な信頼性を確保することが容易ではないという問題点がある。
【0007】
なお、粒度分布が均一で分散性のよいAg粉末やAgを主成分とする金属粉末などを導電成分とする導電性ペーストを用いた場合に構造欠陥を発生しやすいのは、主として、粒度分布がシャープであるため、焼成工程において内部電極が400℃前後で急収縮するため、内部電極を介して対向するセラミック層間にデラミネーションや微小なクラックが発生しやすくなることによる。なお、急収縮する温度は、Ag粉末の粒径、配合する有機ビヒクルを構成する樹脂の種類などにより異なるが、一般的に、350〜500℃くらいの温度範囲で急収縮が生じる。
【0008】
なお、上記問題点は、積層型インダクタの場合に限らず、積層セラミックコンデンサ、多層セラミック基板などの他の積層セラミック電子部品にも当てはまるものである。
【0009】
本発明は、上記問題点を解決するものであり、デラミネーションやクラックなどの構造欠陥のない積層セラミック電子部品を効率よく製造することが可能な導電性ペーストを提供することを目的とする。
【0010】
【課題を解決するための手段】
上記目的を達成するため、本発明の導電性ペーストは、
積層セラミック電子部品の内部電極形成用の導電性ペーストであって、
(a)Ag粉末又はAgを主成分とする金属粉末であって、レーザー回折・散乱法による測定装置により測定した平均粒径及び平均粒径±0.5μmの粒度分布累積が、
平均粒径:1.5〜3.5μm
平均粒径±0.5μmの粒度分布累積:40%以下
の条件を満たすAg粉末又はAgを主成分とする金属粉末と、
(b)有機ビヒクルと
を含有することを特徴としている。
【0011】
Ag粉末又はAgを主成分とする金属粉末であって、レーザー回折・散乱法による粒度分布測定において、平均粒径が1.5〜3.5μm、平均粒径±0.5μmの粒度分布累積が40%以下であるAg粉末又はAgを主成分とする金属粉末を用いることにより、印刷性をそれほど低下させることなく、該導電性ペーストを用いて製造される積層セラミック電子部品にデラミネーションやクラックなどの構造欠陥が発生することを抑制、防止して、所望の特性を備えた、信頼性の高い積層セラミック電子部品を効率よく製造することが可能になる。
すなわち、導電成分として、粒度分布に幅を持たせたAg粉末又はAgを主成分とする金属粉末を用いることにより、焼成工程における内部電極の急収縮を抑制、防止して、緩やかに収縮させることが可能になり、その結果として、デラミネーションや微小なクラックなどの構造欠陥の発生を効率よく防止することが可能になる。
なお、本発明の導電性ペーストにおいては、上記金属粉末として、平均粒径が2.0〜3.0μmのものを用いることがより好ましく、また、平均粒径±0.5μmの粒度分布累積が36%以下のものを用いることがより好ましい。
【0012】
なお、本発明において、Agを主成分とする金属粉末としては、Ag−Pd合金や、Ag粉末とPdを混合した混合粉末などが例示されるが、これらの他にも、AgとPd以外の金属との合金や、Ag粉末とPd以外の金属粉末との混合粉末を用いることも可能である。
【0013】
また、本発明においては、Ag粉末又はAgを主成分とする金属粉末として、平均粒径が1.5〜3.5μmの範囲にあるものを用いることが望ましい。これは、金属粉末の平均粒径が3.5μmより大きくなると印刷直線性が悪くなり、ファインライン印刷に適さなくなること、また、平均粒径が1.5μmより小さくなると、導電性ペーストを印刷したグリーンシートを積層、圧着し、焼成した後の積層素子の端面への内部電極の露出が不十分になり、内部電極と外部電極の接続信頼性が低下することによる。
【0014】
また、請求項2の導電性ペーストは、前記積層セラミック電子部品が積層型インダクタであることを特徴としている。
【0015】
積層型インダクタにおいては、低抵抗であることが必要となるため、内部電極形成用の導電性ペーストとして、Ag粉末又はAgを主成分とする金属粉末を導電成分とする導電性ペーストが一般的に用いられることから、積層型インダクタの内部電極の形成に用いられる導電性ペーストに本発明を適用することにより、デラミネーションやクラックなどの構造欠陥のない積層型インダクタを効率よく製造することが可能になる。
【0016】
【発明の実施の形態】
導電成分であるAg粉末と、有機バインダーであるエチルセルロースと溶媒であるテルピネオールを配合した有機ビヒクルを、

【0017】
このとき、Ag粉末として、平均粒径が1.5〜3.5μm、平均粒径±0.5μmの粒度分布累積が40%以下のAg粉末を用いる。
なお、粒度分布及び平均粒径の測定は、レーザー回折・散乱型粒度分布測定装置であるマイクロトラックHRA粒度分布計(リーズ&ノースラップ社製 モデル9320−X100)を用いて行う。
【0018】
この内部電極ペーストを、フェライトセラミック材料をシート状に成形したフェライトグリーンシートにスクリーン印刷してコイルパターン(内部電極パターン)を形成する。そして、このフェライトグリーンシートを積み重ねるとともに、さらにその上下両面側にコイルパターンの配設されていない外層用のフェライトグリーンシートを積み重ね、圧着した後、所定のチップサイズにカットし、脱バインダー処理及び焼成を行い、外部電極を形成して積層型インダクタを作製する。
【0019】
【実施例】
以下、本発明の実施例を示して、本発明をさらに具体的に説明する。
【0020】
[実施例1の積層型インダクタの作製]
(1)以下の組成となるように各成分を配合して、本発明の実施例にかかる導電性ペーストを作製した。
(2)また、フェライト粉末に、バインダーとしてのブチラール樹脂、可塑剤、及び分散剤などを加えてスラリー化し、ドクターブレード法によりシート化して、焼成前の厚みが45μmのフェライトグリーンシートを作製した。
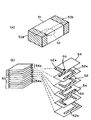
(3)それから、図1(a),(b),(c),(d),(e),(f)に示すように、フェライトグリーンシート1に、上記(1)で作製した導電性ペーストをスクリーン印刷することにより、所定のコイルパターン(内部電極パターン)2を形成した。なお、コイルパターン2は、蛍光X線法による測定厚みが9.5μmとなるように印刷した。なお、図1のフェライトグリーンシートのうち、最上層のフェライトグリーンシート1(1a),最下層のフェライトグリーンシート1(1b)には、コイルパターン2と引出し電極2aが配設されている。
(4)そして、図1(a),(b),(c),(d),(e),(f)に示す各フェライトグリーンシート1を積み重ねるとともに、さらにその上下両面側にコイルパターンの配設されていない外層用のフェライトグリーンシート(図示せず)を積み重ね、圧着して各コイルパターン2をビアホール3により接続して積層型コイル4(図2)を形成した後、脱バインダー処理及び焼成を行った。
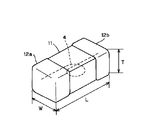
(5)それから、図2に示すように、得られたチップ状素子(焼結体)11に、外部電極12a,12bを形成することにより、内部に積層型コイル4が配設された素子(チップ状素子)11に、積層型コイル4の両端部と導通する外部電極12a,12bが配設された構造を有する実施例1の積層型インダクタ(図2)を得た。なお、この積層型インダクタの寸法は、長さ(L):1.6mm,幅(W):0.8mm,厚み(T):0.8mmである。
【0021】
[実施例2の積層型インダクタの作製]
上記実施例1の場合と同様にして、表1の実施例2の欄に示した粒度分布を有し、平均粒径が2.5μm、平均粒径±0.5μmの粒度分布累積が35.3%のAg粉末を用いて実施例2の積層型インダクタを作製した。
【0022】
[実施例3の積層型インダクタの作製]
上記実施例1の場合と同様にして、表1の実施例3の欄に示した粒度分布を有し、平均粒径が3.0μm、平均粒径±0.5μmの粒度分布累積が31.7%のAg粉末を用いて実施例3の積層型インダクタを作製した。
【0023】
[比較例1の積層型インダクタの作製]
平均粒径が2.0μmと上記実施例1の場合と同じであるが、平均粒径±0.5μmの粒度分布累積が47.6%とシャープなAg粉末を用いて導電性ペーストを作製し、この導電性ペーストを用いて比較例1の積層型インダクタを作製した。
【0024】
[比較例2の積層型インダクタの作製]
平均粒径が2.5μmと上記実施例2の場合と同じであるが、平均粒径±0.5μmの粒度分布累積が52.4%とシャープなAg粉末を用いて導電性ペーストを作製し、この導電性ペーストを用いて比較例2の積層型インダクタを作製した。
【0025】
[比較例3の積層型インダクタの作製]
平均粒径が3.0μmと上記実施例3の場合と同じであるが、平均粒径±0.5μmの粒度分布累積が47.9%とシャープなAg粉末を用いて導電性ペーストを作製し、この導電性ペーストを用いて比較例3の積層型インダクタを作製した。
【0026】
[実施例1,2及び3の積層型インダクタの評価]
実施例1,2,3、及び比較例1,2,3の積層型インダクタについて、デラミネーション及び微小なクラックの発生の有無を調べた。その結果を表1併せて示す。
【0027】
【表1】
表1に示すように、実施例1,2及び3の積層型インダクタにおいては、デラミネーションや微小なクラックなどの構造欠陥の発生は全く認められなかった。
【0029】
これに対し、平均粒径は2.0μmと上記実施例1の場合と同じであるが、平均粒径±0.5μmの粒度分布累積が47.6%とシャープなAg粉末を導電成分とする導電性ペーストを用いた比較例1の積層型インダクタにおいては、デラミネーションや微小なクラックなどの構造欠陥の発生率が68%と高い値となった。
【0030】
また、平均粒径が2.5μmと上記実施例2の場合と同じであるが、平均粒径±0.5μmの粒度分布累積が52.4%とシャープなAg粉末を導電成分とする導電性ペーストを用いた比較例2の積層型インダクタにおいても、デラミネーションや微小なクラックなどの構造欠陥の発生率が75%と高い値になっている。
【0031】
さらに、平均粒径は3.0μmと上記実施例3の場合と同じであるが、平均粒径±0.5μmの粒度分布累積が47.9%とシャープなAg粉末を導電成分とする導電性ペーストを用いた比較例3の積層型インダクタにおいては、デラミネーションや微小なクラックなどの構造欠陥の発生率が86%とさらに高い値になっている。
【0032】
このように、レーザー回折・散乱法による測定装置により測定した平均粒径及び平均粒径±0.5μmの粒度分布累積が、平均粒径:1.5〜3.5μm(より好ましくは、2.0〜3.0μm)、平均粒径±0.5μmの粒度分布累積:40%以下(より好ましくは36%以下)の条件を満たすAg粉末を導電成分とする導電性ペーストを用いることにより、デラミネーションや微小なクラックなどの構造欠陥の発生を著しく低減できることがわかる。
【0033】
[焼成工程における収縮率]
また、上記実施例1〜3の導電性ペースト及び比較例1〜3の導電性ペーストの焼成工程における収縮率の挙動を調べるため、すなわち、(1)850℃で焼成した場合の収縮率(室温から850℃の焼成工程全体での収縮率)と、(2)350〜500℃の急激に収縮する温度範囲における50℃当たりの収縮率を測定した。その結果を表2に示す。
【0034】
【表2】
なお、収縮率(%)は、焼成により収縮した電極厚みをAとし、焼成前の電極厚みをBとした場合に、下記の式により求められる値である。
収縮率(%)={(B−A)/B}×100
測定試料は、導電性ペーストを乾燥させて粉末状にし、金型にて約98MPaの圧力をかけて成型することにより成形体を作製し、熱機械分析装置(TMA)にて測定した。
【0036】
表2に示すように、850℃で焼成した場合の収縮率(室温から850℃の焼成工程全体での収縮率)は、実施例1〜3と、比較例1〜3とで大きな差はないが、350〜500℃の温度範囲における50℃当たりの収縮率は、実施例1〜3では3.0%以下と小さいのに対して、比較例1〜3では、8%以上と大きくなっており、実施例1〜3では、この急収縮率が小さいため、デラミネーション及びクラックの発生が抑制、防止されているものと考えられる。
【0037】
なお、上記実施形態及び実施例では、金属粉末としてAg粉末を用いた場合を例にとって説明したが、本発明において、金属粉末はAg粉末に限られるものではなく、Ag−Pd合金粉末や、Ag粉末とPdを混合した混合粉末など、Agを主成分とする種々の金属粉末を用いることが可能である。
【0038】
なお、上記実施形態及び実施例では、エチルセルロースとテルピネオールを配合した有機ビヒクルを用いた場合について説明したが、有機ビヒクルはこれに限られるものではなく、他の有機ビヒクルを用いる場合にも本発明を適用することが可能である。
【0039】
また、上記実施形態及び実施例では、積層型インダクタを例にとって説明したが、本発明は積層セラミックコンデンサ、多層セラミック基板などの他の積層セラミック電子部品にも適用することも可能であり、その場合にも、上記実施形態及び実施例の場合と同様に、デラミネーションやクラックの発生を抑制、防止して、信頼性の高い製品を得ることができる。
【0040】
なお、本発明は、その他の点においても上記実施形態及び実施例に限定されるものではなく、発明の要旨の範囲内において、種々の応用、変形を加えることが可能である。
【0041】
【発明の効果】
上述のように、本発明(請求項1)の導電性ペーストは、Ag粉末又はAgを主成分とする金属粉末であって、レーザー回折・散乱法による粒度分布測定において、平均粒径が1.5〜3.5μm、平均粒径±0.5μmの粒度分布累積が40%以下であるAg粉末又はAgを主成分とする金属粉末を用いているので、印刷性をそれほど低下させることなく、該導電性ペーストを用いて製造される積層セラミック電子部品にデラミネーションやクラックなどの構造欠陥が発生することを抑制、防止して、所望の特性を備えた、信頼性の高い積層セラミック電子部品を効率よく製造することができる。
すなわち、本発明においては、導電成分として、粒度分布に幅を持たせたAg粉末又はAgを主成分とする金属粉末を用いているので、焼成工程における内部電極の急収縮を抑制、防止して、緩やかに収縮させることが可能になり、その結果として、デラミネーションや微小なクラックなどの構造欠陥の発生を効率よく防止することができるようになる。
【0042】
また、積層型インダクタにおいては、低抵抗であることが必要となるため、内部電極形成用の導電性ペーストとして、Ag粉末又はAgを主成分とする金属粉末を導電成分とする導電性ペーストが一般的に用いられることから、請求項2のように、積層型インダクタの内部電極の形成に用いられる導電性ペーストに本発明を適用することにより、デラミネーションやクラックなどの構造欠陥のない積層型インダクタを効率よく製造することが可能になり、有意義である。
【図面の簡単な説明】
【図1】(a)〜(f)は本発明の一実施形態にかかる導電性ペーストを用いてコイルパターン(内部電極パターン)を形成したフェライトグリーンシートを示す図である。
【図2】本発明の導電性ペーストを用いて製造した積層型インダクタを示す斜視図である。
【図3】従来の積層型インダクタを示す図であり、(a)は斜視図、(b)はその構成及び製造方法を説明する内部構造を示す分解斜視図である。
【符号の説明】
1 フェライトグリーンシート
1a 最上層のフェライトグリーンシート
1b 最下層のフェライトグリーンシート
2 コイルパターン(内部電極パターン)
2a 引出し電極
3 ビアホール
4 積層型コイル
11 チップ状素子
12a,12b 外部電極
L 積層型インダクタの長さ
T 積層型インダクタの厚み
W 積層型インダクタの幅
Claims (2)
- 積層セラミック電子部品の内部電極形成用の導電性ペーストであって、
(a)Ag粉末又はAgを主成分とする金属粉末であって、レーザー回折・散乱法による測定装置により測定した平均粒径及び平均粒径±0.5μmの粒度分布累積が、
平均粒径:1.5〜3.5μm
平均粒径±0.5μmの粒度分布累積:40%以下
の条件を満たすAg粉末又はAgを主成分とする金属粉末と、
(b)有機ビヒクルと
を含有することを特徴とする導電性ペースト。 - 前記積層セラミック電子部品が積層型インダクタであることを特徴とする請求項1記載の導電性ペースト。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002167102A JP3744469B2 (ja) | 2002-06-07 | 2002-06-07 | 導電性ペースト |
| US10/453,585 US6733696B2 (en) | 2002-06-07 | 2003-06-04 | Conductive paste |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002167102A JP3744469B2 (ja) | 2002-06-07 | 2002-06-07 | 導電性ペースト |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2004014338A true JP2004014338A (ja) | 2004-01-15 |
| JP3744469B2 JP3744469B2 (ja) | 2006-02-08 |
Family
ID=29706749
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002167102A Expired - Lifetime JP3744469B2 (ja) | 2002-06-07 | 2002-06-07 | 導電性ペースト |
Country Status (2)
| Country | Link |
|---|---|
| US (1) | US6733696B2 (ja) |
| JP (1) | JP3744469B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014045081A (ja) * | 2012-08-27 | 2014-03-13 | Tdk Corp | 積層型コイル部品 |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004139838A (ja) * | 2002-10-17 | 2004-05-13 | Noritake Co Ltd | 導体ペーストおよびその利用 |
| US20080283188A1 (en) * | 2007-05-16 | 2008-11-20 | Tdk Corporation | Ferrite paste, and method for manufacturing laminated ceramic component |
| US20090211626A1 (en) * | 2008-02-26 | 2009-08-27 | Hideki Akimoto | Conductive paste and grid electrode for silicon solar cells |
| TW201227761A (en) | 2010-12-28 | 2012-07-01 | Du Pont | Improved thick film resistive heater compositions comprising ag & ruo2, and methods of making same |
| CN112635182B (zh) * | 2020-11-23 | 2021-10-22 | 深圳市信维通信股份有限公司 | 电感器及其制备方法 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0953032A (ja) | 1995-06-07 | 1997-02-25 | Hitachi Chem Co Ltd | 導電ペースト及び電気回路形成基板の製造法 |
| JP3724021B2 (ja) | 1995-10-26 | 2005-12-07 | 株式会社村田製作所 | 導電性組成物およびそれを用いたセラミックコンデンサ |
| JPH09282941A (ja) | 1996-04-16 | 1997-10-31 | Ube Ind Ltd | 導電性ペースト並びにそれを用いた積層セラミック電子部品およびその製造方法 |
| JP2001513697A (ja) * | 1997-02-24 | 2001-09-04 | スーペリア マイクロパウダーズ リミテッド ライアビリティ カンパニー | エアロゾル法及び装置、粒子製品、並びに該粒子製品から製造される電子装置 |
| JP3416044B2 (ja) | 1997-12-25 | 2003-06-16 | 第一工業製薬株式会社 | 低温焼成基板用導電ペースト |
| JP4701426B2 (ja) | 1999-12-01 | 2011-06-15 | Dowaエレクトロニクス株式会社 | 銅粉および銅粉の製法 |
| KR100369565B1 (ko) * | 1999-12-17 | 2003-01-29 | 대주정밀화학 주식회사 | 전기발열체용 저항 페이스트 조성물 |
-
2002
- 2002-06-07 JP JP2002167102A patent/JP3744469B2/ja not_active Expired - Lifetime
-
2003
- 2003-06-04 US US10/453,585 patent/US6733696B2/en not_active Expired - Lifetime
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014045081A (ja) * | 2012-08-27 | 2014-03-13 | Tdk Corp | 積層型コイル部品 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP3744469B2 (ja) | 2006-02-08 |
| US6733696B2 (en) | 2004-05-11 |
| US20030227008A1 (en) | 2003-12-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5930705B2 (ja) | 積層セラミック電子部品及びその製造方法 | |
| US6141846A (en) | Method of manufacturing ceramic capacitors using conductive paste | |
| JP6138442B2 (ja) | 積層セラミック電子部品及びその製造方法 | |
| CN107403678A (zh) | 层叠线圈部件 | |
| CN102655052A (zh) | 电极烧结体、层压电子零件、内电极糊、电极烧结体的制备方法、层压电子零件的制备方法 | |
| TWI326090B (ja) | ||
| JP2023033067A (ja) | キャパシタ部品及びキャパシタ部品の製造方法 | |
| JP3744469B2 (ja) | 導電性ペースト | |
| CN217562386U (zh) | 陶瓷-无机材料复合体以及多层电感器 | |
| JP2004096010A (ja) | 積層型セラミック電子部品の製造方法 | |
| JP5591009B2 (ja) | コイル内蔵配線基板 | |
| JP4535098B2 (ja) | 積層型セラミック電子部品の製造方法 | |
| JP3102454B2 (ja) | 導電性ペーストおよびそれを用いた多層セラミック電子部品の製造方法 | |
| JP3610891B2 (ja) | 積層型セラミック電子部品およびその製造方法 | |
| JPH11354370A (ja) | 積層セラミック電子部品 | |
| JP2009266716A (ja) | 導電性ペーストおよび積層セラミックコンデンサの製造方法 | |
| JP2000091152A (ja) | 積層電子部品とその製造方法 | |
| JP2007234330A (ja) | 導電体ペーストおよび電子部品 | |
| JP4968309B2 (ja) | ペースト組成物、電子部品および積層セラミックコンデンサの製造方法 | |
| JP7743893B2 (ja) | 積層インダクタの製造方法 | |
| JP4076393B2 (ja) | 導電性ペーストおよび電子部品 | |
| JP4373968B2 (ja) | セラミックグリーンシート用塗料及びその製造方法、セラミックグリーンシート、並びに、これを備える電子部品 | |
| JP7663140B2 (ja) | 積層インダクタの製造方法 | |
| JPH07201222A (ja) | 導電性ペーストとセラミック積層体とセラミック積層体の製造方法 | |
| KR102115522B1 (ko) | 페이스트용 조성물, 그 제조 방법 및 이를 포함하는 세라믹 전자 부품의 제조 방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20051003 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20051101 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20051114 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 3744469 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20081202 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20091202 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20101202 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20101202 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111202 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111202 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121202 Year of fee payment: 7 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131202 Year of fee payment: 8 |
|
| EXPY | Cancellation because of completion of term |