JP2004014475A - 成形ワイヤハーネスおよび成形用金型 - Google Patents
成形ワイヤハーネスおよび成形用金型 Download PDFInfo
- Publication number
- JP2004014475A JP2004014475A JP2002170640A JP2002170640A JP2004014475A JP 2004014475 A JP2004014475 A JP 2004014475A JP 2002170640 A JP2002170640 A JP 2002170640A JP 2002170640 A JP2002170640 A JP 2002170640A JP 2004014475 A JP2004014475 A JP 2004014475A
- Authority
- JP
- Japan
- Prior art keywords
- grommet
- wire harness
- resin
- wire
- molded
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images









Landscapes
- Moulds For Moulding Plastics Or The Like (AREA)
- Insulated Conductors (AREA)
- Processing Of Terminals (AREA)
- Installation Of Indoor Wiring (AREA)
- Cable Accessories (AREA)
Abstract
【解決手段】多数の電線が集中分岐部から複数分岐し、これら分岐する電線の端末のコネクタの近傍を除いて成形用金型の溝内に電線群を挿入して配索形態に樹脂被覆部で成形しているワイヤハーネスであって、樹脂被覆部の一部に円錐形状に拡径すると共に該円錐形状部の大径側外周に車体係止溝を設け、上記グロメット部の円錐形状部の外面から樹脂被覆部が分岐して延在しており、上記分岐線の樹脂被覆部は、外周面に螺旋状の凹凸部あるいは凹凸部が交互に連続するコルゲート状の凹凸部を設けて屈曲性を付与している一方、上記グロメット部と連続する部分は上記凹凸部を設けずに直線保持力を付与している。
【選択図】 図3
Description
【発明が属する技術分野】
本発明は、成形ワイヤハーネスおよびその金型構造に関し、詳しくは、自動車に配索するワイヤハーネスを樹脂モールドして成形ワイヤハーネスとしているものである。
【0002】
【従来の技術】
従来、自動車に配索するワイヤハーネスは、ワイヤハーネス組立作業台上で電線布線治具に沿って電線群を布線し、その後、布線された電線群をテープ巻きして結束し、さらに、所要箇所に車体取付用のクランプ等をバンドあるいはテープ巻して取り付けたり、所要の区間にプロテクタを取り付けている。
【0003】
上記のように組み立てられるワイヤハーネスは、作業工数が非常に多くなる等の問題があるため、特開昭61−183816号等において、図9に示す成形用金型1の溝2内に電線を布線した後、樹脂でモールドする成形ワイヤハーネスが提案されている。
また、特開平6−333433号において、図10に示すように、電線群の全体は樹脂モールドされていないが、グロメットを取り付ける部分の電線群を金型に通し、金型に樹脂を充填して電線群をモールドした状態でグロメット部を成形したものが提案されている。
【0004】
【発明が解決しようとする課題】
しかしながら、前記図9に示す成形ワイヤハーネスは、単に、電線群を金型の溝に沿って挿入して樹脂モールドし、電線群を配索形態に沿ったものとして成形しているだけであるため、グロメットを取り付ける必要がある場合には、従来と同様に成形ワイヤハーネスに別体のグロメットを取り付ける必要がある。
一方、前記図10に示すグロメットを成形するものでは、従来と同様に作業台上で治具で電線群を支持して布線してワイヤハーネスを組み立て、その後、作業台から取り外し、別途に用意された金型装置へとワイヤハーネスを移し替え、グロメット取付部分の電線のみ金型内に通し、電線群をモールドした状態でグロメットを成形していると認められる。よって、ワイヤハーネスの組み立て作業において、別途成形されたグロメットをワイヤハーネスに取り付ける場合より更に手数がかかり、作業工程が多くなる問題がある。
【0005】
本発明は上記問題に鑑みてなされたものであり、成形ワイヤハーネスを成形する時に同時にワイヤハーネスに外装するグロメットも成形して、作業工程の削減を図ることを課題としている。
【0006】
【課題を解決するための手段】
上記課題を解決するため、本発明は、電線群の集中分岐部および該集中分岐部から夫々分岐する電線を樹脂でモールドして支線を設け、所要の配索形態に成形されるワイヤハーネスであって、
上記電線群をモールドする樹脂被覆部の一部に、円錐形状に拡径すると共に該円錐形状部の大径側外周に車体係止溝を設けたグロメット部を一体的に成形して設けていることを特徴とする成形ワイヤハーネスを提供している。
【0007】
上記構成とすると、電線群をモールドする樹脂被覆部の一部にグロメット部を一体的に成形しているため、成形ワイヤハーネスに別体のグロメットを取り付ける必要がなく、部品点数及び作業工程の削減を図ることができる。さらに、電線群をモールドしてグロメットを設けているため、防水性能については完全なものとすることができる。
また、金型の溝内に電線群を直接布線して電線群を配索形態にしているので、従来のようなワイヤハーネス組立作業台上での布線作業及びテープ巻き作業をする必要がなく、作業工程を大幅に削減することができる。
【0008】
上記電線群は集中分岐部から複数に分岐し、この分岐した電線先端にコネクタが接続されており、これらコネクタと接続される電線の端末近傍を除いて全域に亙って上記電線群を樹脂でモールドしており、該樹脂として未発泡樹脂と発泡樹脂とを用い、発泡樹脂で上記分岐線を被覆していると共に上記グロメット部を成形している一方、上記未発泡樹脂で上記集中分岐位置の電線群を被覆している。
【0009】
上記構成とすると、グロメット部を発泡樹脂によりモールドして弾性を持たせているため、グロメット部を容易に車体の貫通穴に通して係止して取り付けることができる。また、コネクタ近傍を除いて配索形態に樹脂モールドしているので、分岐線の方向を配索方向に規制でき、車両への配索形態に保持できる。更に、成形ワイヤハーネスのうち集中分岐部を未発泡樹脂でモールドすることにより、形状保持性、耐摩耗性に優れた部位とする一方、分岐線を発泡樹脂でモールドすることにより曲げ可能として、支線の所定位置への配索作業を容易にすることができる。
【0010】
上記グロメット部の内部を挿通する上記分岐した電線の一部が更に分岐し、上記グロメット部の円錐形状の外面から樹脂被覆部が分岐して延在している構成としてもよい。
上記構成とすると、グロメット部において電線群を分岐させることができる。電線群に後付けする従来のグロメットでは、グロメットを分岐する形状とすると電線群への取付作業が煩雑であるため作業性が悪く、かつ、グロメットが大型化してしまう。これに対し、上記樹脂モールドによるグロメットであると、金型の溝内に電線群を布線し、樹脂を充填して成形するだけであるため、容易に成形することができ、さらに大型化するという問題もない。
また、グロメット部で分岐した電線の方向が規制されているため、配索も容易にすることができる。
【0011】
上記分岐線の樹脂被覆部は、外周面に螺旋状の凹凸部あるいは凹凸部が交互に連続するコルゲート状の凹凸部を設けて屈曲性を付与している一方、上記グロメット部と連続する部分は上記凹凸部を設けず、または、凹部の間隔を大きくして直線保持力を付与している。
上記構成とすると、直線保持力を付与した部位を確実に分岐方向に保持することができる。
また、螺旋状もしくはコルゲート状にして屈曲性を付与した部位を直線保持力を付与した部位に沿わせることにより、上記グロメットを挿入係止する貫通穴に容易に通すことができる。
【0012】
また、本発明は、上記成形ワイヤハーネスの金型構造であって、
上下一対の金型に設けた電線挿入用の溝の一部に円錐形状に拡径すると共に、その大径側に凸部を設けたグロメット成形用凹部を設けていることを特徴とする成形ワイヤハーネスの金型構造も提供している。
金型の構造を上記構成とすると、上記グロメット成形用凹部に電線群を布線し、樹脂を充填して硬化するだけで、樹脂被覆部の一部を所要のグロメット形状とすることができる。
【0013】
【発明の実施の形態】
以下、本発明の実施の形態を図面を参照して説明する。
図1は、電線群Wを樹脂モールドして所要の配索形状にワイヤハーネス11を成形するための金型10を示す。
金型10は、仕様変更等にもフレキシブルに対応できるように分割されており、ワイヤハーネス11の集中分岐部11aを成形するための共用金型10aに、支線11b〜11iや後述するグロメット部11g−2を成形するための分岐用金型10b〜10nを組み合わせて用いている。
上記集中分岐部11aでは電線群Wの集中分岐部が樹脂モールドされており、上記支線11b〜11iでは上記集中分岐部から分岐した電線群Wが樹脂モールドされている。
【0014】
共用金型(下型)10aの溝10a−1にプロテクタ(図示せず)を配置すると共に、所要の分岐用金型(下型)10i、10mの溝10i−1、10m−1にL字プロテクタ12、オフセットクランプ13、14を配置し、金型10の溝10a−1〜10n−1に端末にコネクタCが接続された電線群Wを布線した後、樹脂を充填し上型(図示せず)で型締めしてモールドすることにより、図2に示すワイヤハーネス11が成形される。
【0015】
金型10内に布線された電線群WはコネクタCとの接続部の近傍を除いて配索形態に樹脂モールドしているので、成形後のワイヤハーネスが配索形状に維持され、支線11b〜11iの分岐方向を正しく維持することできる。
なお、分岐用金型10b〜10h、10j、10lの溝10b−1〜10g−1、10h−1、10j−1、10l−1の内周面を螺旋状に切り欠くことで、樹脂流れの促進を図ると共に、成形後の支線11b〜11e、11f−1、11f−3、11f−4、11g−1、11h−4、11iの屈曲性を維持し、最外周面で電線が露出しないようにしている。
【0016】
詳細には、成形ワイヤハーネス11のグロメット部11g−2及び金型10のグロメット用金型10nは下記の構成としている。
【0017】
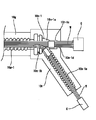
図3に示すグロメット部11g−2は、支線11gの所要個所の樹脂被覆部20をグロメット形状に成形したものであり、詳しくは、樹脂被覆部20を円錐形状に拡径する円錐形状部20aの大径側外周に車体係止溝20bを設けると共に、円錐形状部20aの小径側からは円柱形状の樹脂被覆部20cを連続して設けている。また、円錐形状部20aからは支線11iが所要方向に分岐しており、該支線11iの表面上には螺旋状の凹凸部を設けている。
【0018】
上記グロメット部11g−2を成形するグロメット成形用凹部10n−1は、円錐形状に拡径する拡径部10n−1aの大径側に上記車体係止溝20bを成形する凸部10n−1bを設けている。また、大径側からは分岐用金型10gの長さ方向に溝周面に螺旋状の凹凸部を設けた溝10g−1を連続して設けている一方、小径側からは断面半円形状の溝周面を平滑面とする溝10n−1cを連続して設けている。該溝10n−1cに連続して設けている端部の溝10n−1dは充填した樹脂が溢れ出ないように溝10n−1cよりも小径にしている。また、拡径部10n−1aからは溝周面に螺旋状の凹凸部を設けた溝10n−1eが延出している。
【0019】
次に、グロメット部11g−2の成形工程を説明する。
まず、図5に示すように、グロメット成形用の溝10n−1及び溝10g−1に、電線の端末にコネクタCを予め取り付けた状態で電線群Wを布線する。
次いで、上記溝10n−1、10g−1の上面開口に沿って上方から発泡樹脂を垂らし込むように充填していく。
【0020】
上記樹脂を金型10の溝10n−1、10g−1にすべて充填した後に、上型(図示せず)で型締めし、充填した樹脂を硬化させる。
上記樹脂を硬化させた後、分岐用金型(下型)10n、10gと上型を離型することで図3に示すような、電線wを樹脂でモールドした成形ワイヤハーネス11のグロメット部11g−2及び支線11g−1、11iが成形される。
【0021】
上記構成とすると、電線群Wをモールドする樹脂被覆部20の一部にグロメット部11g−2を一体的に成形するため、成形ワイヤハーネス11に別体のグロメットを取り付ける必要がなく、部品点数及び作業工程の削減を図ることができる。また、電線群の隙間にも樹脂が充填されるため、防水機能を確実なものとすることができる。
さらに、金型10の溝内に電線群Wを布線して電線群Wを配索形態にしているので、従来のようなワイヤハーネス組立作業台上での布線作業及びテープ巻き作業をする必要がなく、作業工程を大幅に削減することができる。
【0022】
また、グロメット部11g−2を発泡樹脂によりモールドして弾性を持たせているため、グロメット部11g−2を容易に車体の貫通穴に通して、該グロメットの外周に設けた形成溝を車体貫通穴の内周面に密着係止して取り付けることができる。
グロメット部11g−2において電線群Wを分岐させても、煩雑なグロメット取付作業をする必要がないと共に分岐位置も樹脂でモールドされているため、防水性を確保できる。また、グロメットが大型化してしまうこともない。また、グロメット部で分岐した電線の方向が規制されているため、配索も容易にすることができる。
【0023】
また、グロメット部11g−2で分岐する支線11iの外周面に螺旋状の凹凸部を設けて屈曲性を付与し、グロメット部11g−2と連続する部分は上記凹凸部を設けずに直線保持力を付与しているため、図6に示すように、グロメット部11g−2をボデーBに係止する際、屈曲性を付与した支線11iを直線保持力を付与した部位に沿わせることができ、上記グロメット部11g−2を挿入係止する係止穴40に容易に通すことができる。
【0024】
なお、樹脂の充填順序として、上型を型締めする前に樹脂を垂らし込む代わりに、型締め後に樹脂注入口(図示せず)から樹脂を充填注入してもよい。
【0025】
図7及び図8は、変形例を示し、グロメット部11g−2’を形成する円錐形状部20a’の小径側に連続する樹脂被覆部20c’の表面上に長さ方向に間隔をあけて凹部20c−1’を設けている。この間隔は他の屈曲性を有する支線の凹部の間隔よりも大きくして、グロメット部に連続する部分を他の支線よりも曲がりにくくして、直線保持機能を高めている。
上記凹部20c−1’を形成するため、分岐用金型10n’の溝10n−1’の拡径部10n−1a’から延在する溝10n−1c’の溝周面には長さ方向に間隔をあけて凸部50を設けている。
【0026】
上記構成とすると、グロメット部11g−2’と連続する部分に直線保持力を付与することができ、かつ、凹部20c−1’を形成する金型の溝周面に設けた凸部50が布線した電線群Wを溝の中央位置に保持するため、樹脂被覆部の最外周面から電線が露出するのを防ぐことができる。
【0027】
【発明の効果】
以上の説明より明らかなように、本発明によれば、電線群をモールドする樹脂被覆部の一部にグロメット部を一体的に成形しているため、成形ワイヤハーネスに別体のグロメットを取り付ける必要がなく、部品点数及び作業工程の削減を図ることができる。
また、金型の溝内に電線群を布線して電線群を配索形態にしているので、従来のようなワイヤハーネス組立作業台上での布線作業及びテープ巻き作業をする必要がなく、作業工程を大幅に削減することができる。
【0028】
また、上記グロメット部を発泡樹脂によりモールドして弾性を持たせているため、容易に車体等に取り付けることができる。
グロメット部において電線群Wを分岐させても、煩雑なグロメット取付作業をする必要がなく、また、グロメットが大型化してしまうこともない。また、グロメット部で分岐した電線の方向が規制されているため、配索も容易にすることができる。
【0029】
また、グロメット部で分岐する支線の外周面に螺旋状もしくはコルゲート状の凹凸部を設けて屈曲性を付与し、グロメット部と連続する部分は上記凹凸部を設けず、または、凹部を間隔を大きくして設けて直線保持力を付与しているため、屈曲性を付与した支線を直線保持力を付与した部位に沿わせることができ、上記グロメット部を挿入係止する係止穴に容易に通すことができる。
【0030】
また、電線群はコネクタ接続部の近傍を除いて配索形態に樹脂モールドしているので、成形後のワイヤハーネスが配索形状に維持され、支線の分岐方向を正しく維持することできる。
【図面の簡単な説明】
【図1】本発明に係る実施形態の金型(下型)の上面図である。
【図2】成形ワイヤハーネスの上面図である。
【図3】成形ワイヤハーネスのグロメット部を示す上面図である。
【図4】グロメット成形用金型を示す上面図である。
【図5】グロメット成形用金型に電線群を布線した状態を示す図面である。
【図6】グロメット部を車体の係止穴に通す方法を示した図面である。
【図7】変形例のグロメット部を示す上面図である。
【図8】変形例のグロメット成形用金型を示す上面図である。
【図9】従来例を示す図面である。
【図10】他の従来例を示す図面である。
【符号の説明】
10 金型
10a 共用金型
10a−1〜10n−1 溝
10b〜10n 分岐用金型
10n−1a 拡径部
10n−1b 凸部
11 成形ワイヤハーネス
11a 集中分岐部
11b〜11i 支線
11g−2 グロメット部
12 L字プロテクタ
13、14 オフセットクランプ
20 樹脂被覆部
20a 円錐形状部
20b 凹部
40 係止穴
C コネクタ
W 電線群
Claims (5)
- 電線群の集中分岐部および該集中分岐部から夫々分岐する電線を樹脂でモールドして支線を設け、所要の配索形態に成形されるワイヤハーネスであって、
上記電線群をモールドする樹脂被覆部の一部に、円錐形状に拡径すると共に該円錐形状部の大径側外周に車体係止溝を設けたグロメット部を一体的に成形して設けていることを特徴とする成形ワイヤハーネス。 - 上記電線群は集中分岐部から複数に分岐し、該分岐した電線先端にコネクタが接続されており、これらコネクタと接続される電線の端末近傍を除いて全域に亙って上記電線群を樹脂でモールドして支線としており、該樹脂として未発泡樹脂と発泡樹脂とを用い、発泡樹脂で上記分岐した電線を被覆していると共に上記グロメット部を成形している一方、上記未発泡樹脂で上記集中分岐位置の電線群を被覆している請求項1に記載の成形ワイヤハーネス。
- 上記グロメット部の内部を挿通する上記電線の一部が更に分岐し、上記グロメット部の円錐形状の外面から樹脂被覆部が分岐して延在している請求項1または請求項2に記載の成形ワイヤハーネス。
- 上記支線の樹脂被覆部は、外周面に螺旋状の凹凸部あるいは凹凸部が交互に連続するコルゲート状の凹凸部を設けて屈曲性を付与している一方、上記グロメット部と連続する部分は上記凹凸部を設けず、または、凹部の間隔を大きくして直線保持力を付与している請求項2または請求項3に記載の成形ワイヤハーネス。
- 請求項1乃至請求項4のいずれか1項に記載の成形ワイヤハーネスの金型構造であって、
上下一対の金型に設けた電線挿入用の溝の一部に円錐形状に拡径すると共に、その大径側に凸部を設けたグロメット成形用凹部を設けていることを特徴とする成形ワイヤハーネスの金型構造。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002170640A JP3887700B2 (ja) | 2002-06-11 | 2002-06-11 | 成形ワイヤハーネスおよび成形用金型 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002170640A JP3887700B2 (ja) | 2002-06-11 | 2002-06-11 | 成形ワイヤハーネスおよび成形用金型 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2004014475A true JP2004014475A (ja) | 2004-01-15 |
| JP3887700B2 JP3887700B2 (ja) | 2007-02-28 |
Family
ID=30436842
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002170640A Expired - Fee Related JP3887700B2 (ja) | 2002-06-11 | 2002-06-11 | 成形ワイヤハーネスおよび成形用金型 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3887700B2 (ja) |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009259663A (ja) * | 2008-04-18 | 2009-11-05 | Yazaki Corp | 防水栓付き電線およびその製造方法 |
| CN103337827A (zh) * | 2013-07-09 | 2013-10-02 | 无锡市沪安电线电缆有限公司 | 一种分支电缆连接体的新型绝缘密封体 |
| KR101535288B1 (ko) * | 2014-01-28 | 2015-07-09 | 김동환 | 다점 몰딩용 하네스의 자동화 생산시스템 및 이에 의한 다점 몰딩용 하네스의 제조방법 |
| WO2016068008A1 (ja) * | 2014-10-31 | 2016-05-06 | 住友電装株式会社 | ケーブルハーネス |
| US9378871B2 (en) | 2011-02-10 | 2016-06-28 | Autonetworks Technologies, Ltd. | Wire harness, wire harness manufacturing method and wire harness manufacturing apparatus |
| JP2016162668A (ja) * | 2015-03-04 | 2016-09-05 | 住友電装株式会社 | 多枝線用グロメット |
| JP2017098143A (ja) * | 2015-11-26 | 2017-06-01 | 住友電装株式会社 | 導電路 |
| JP2018029063A (ja) * | 2017-09-15 | 2018-02-22 | 住友電装株式会社 | ハーネス |
| JP2019149354A (ja) * | 2018-02-28 | 2019-09-05 | 矢崎総業株式会社 | ワイヤハーネスの製造方法 |
| CN111066102A (zh) * | 2017-09-20 | 2020-04-24 | 株式会社自动网络技术研究所 | 线束 |
-
2002
- 2002-06-11 JP JP2002170640A patent/JP3887700B2/ja not_active Expired - Fee Related
Cited By (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009259663A (ja) * | 2008-04-18 | 2009-11-05 | Yazaki Corp | 防水栓付き電線およびその製造方法 |
| US9613732B2 (en) | 2011-02-10 | 2017-04-04 | Autonetworks Technologies, Ltd. | Wire harness, wire harness manufacturing method and wire harness manufacturing apparatus |
| US9378871B2 (en) | 2011-02-10 | 2016-06-28 | Autonetworks Technologies, Ltd. | Wire harness, wire harness manufacturing method and wire harness manufacturing apparatus |
| US9653197B2 (en) | 2011-02-10 | 2017-05-16 | Autonetwork Technologies, Ltd. | Wire harness, wire harness manufacturing method and wire harness manufacturing apparatus |
| CN103337827A (zh) * | 2013-07-09 | 2013-10-02 | 无锡市沪安电线电缆有限公司 | 一种分支电缆连接体的新型绝缘密封体 |
| KR101535288B1 (ko) * | 2014-01-28 | 2015-07-09 | 김동환 | 다점 몰딩용 하네스의 자동화 생산시스템 및 이에 의한 다점 몰딩용 하네스의 제조방법 |
| CN108819872A (zh) * | 2014-10-31 | 2018-11-16 | 住友电装株式会社 | 电缆束 |
| US10399515B2 (en) * | 2014-10-31 | 2019-09-03 | Sumitomo Wiring Systems, Ltd. | Cable harness with sheath housing cables |
| CN110232991B (zh) * | 2014-10-31 | 2021-07-13 | 住友电装株式会社 | 电缆束 |
| CN107077925A (zh) * | 2014-10-31 | 2017-08-18 | 住友电装株式会社 | 电缆束 |
| US20170313265A1 (en) * | 2014-10-31 | 2017-11-02 | Sumitomo Wiring Systems, Ltd. | Cable harness |
| US10821919B2 (en) | 2014-10-31 | 2020-11-03 | Sumitomo Wiring Systems, Ltd. | Cable harness with water sealing portion |
| WO2016068008A1 (ja) * | 2014-10-31 | 2016-05-06 | 住友電装株式会社 | ケーブルハーネス |
| US11021116B2 (en) | 2014-10-31 | 2021-06-01 | Sumitomo Wiring Systems, Ltd. | Cable harness |
| US11400874B2 (en) | 2014-10-31 | 2022-08-02 | Sumitomo Wiring Systems, Ltd. | Cable harness with a water-sealing portion |
| CN110232991A (zh) * | 2014-10-31 | 2019-09-13 | 住友电装株式会社 | 电缆束 |
| US10576915B2 (en) * | 2014-10-31 | 2020-03-03 | Sumitomo Wiring Systems, Ltd. | Cable harness |
| CN108819872B (zh) * | 2014-10-31 | 2022-03-01 | 住友电装株式会社 | 电缆束 |
| JP2016162668A (ja) * | 2015-03-04 | 2016-09-05 | 住友電装株式会社 | 多枝線用グロメット |
| JP2017098143A (ja) * | 2015-11-26 | 2017-06-01 | 住友電装株式会社 | 導電路 |
| JP2018029063A (ja) * | 2017-09-15 | 2018-02-22 | 住友電装株式会社 | ハーネス |
| US10974668B2 (en) | 2017-09-20 | 2021-04-13 | Autonetworks Technologies, Ltd. | Wire harness including branching circuit groups |
| CN111066102A (zh) * | 2017-09-20 | 2020-04-24 | 株式会社自动网络技术研究所 | 线束 |
| JP2019149354A (ja) * | 2018-02-28 | 2019-09-05 | 矢崎総業株式会社 | ワイヤハーネスの製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP3887700B2 (ja) | 2007-02-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5668617B2 (ja) | 経路維持部材付コルゲートチューブ及びワイヤーハーネス | |
| US9153949B2 (en) | External part mounted electric wire, wiring harness including the same external part mounted electric wire, and method for fabricating the same wiring harness | |
| US9337634B2 (en) | Wire harness and method of manufacturing wire harness | |
| US9812230B2 (en) | Sheath member | |
| JP2004014475A (ja) | 成形ワイヤハーネスおよび成形用金型 | |
| JP2009055740A (ja) | 保護部材が取り付けられたワイヤハーネス及びその保護部材の製造方法 | |
| JP4106955B2 (ja) | 成形ワイヤハーネスの金型構造 | |
| JP2004006126A (ja) | 成形ワイヤハーネスおよび成形用金型 | |
| JP3887719B2 (ja) | 成形ワイヤハーネスおよび金型構造 | |
| JP6838898B2 (ja) | 電線一体クランプマーク及びワイヤハーネス | |
| JP3591698B2 (ja) | 電線モジュールの屈曲構造 | |
| JP2004273369A (ja) | ワイヤーハーネスの伸縮規制構造およびワイヤーハーネスの布線方法 | |
| CN103824630A (zh) | 线束 | |
| US20110147541A1 (en) | Cable strap locating device for a wire harness and a wire harness assembly using the same | |
| JP2003331663A (ja) | ワイヤハーネスの製造装置 | |
| JP5729205B2 (ja) | 電線保持具 | |
| JP2004006129A (ja) | 成形ワイヤハーネスおよび成形用金型 | |
| JP2004014476A (ja) | 成形ワイヤハーネスおよび成形用金型 | |
| JP2004014474A (ja) | ワイヤハーネスの成形方法および成形ワイヤハーネス | |
| JP5786761B2 (ja) | グロメット付ケーブル | |
| JP7283921B2 (ja) | ワイヤハーネス | |
| KR20220146269A (ko) | 직경 가변형 콜게이트 튜브 | |
| JP2015186284A (ja) | 固定具、ワイヤーハーネスユニット、およびワイヤーハーネスユニットの製造方法 | |
| JP2025111024A (ja) | ワイヤハーネス | |
| JP5856703B2 (ja) | ワイヤハーネスの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20040616 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20050805 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20050816 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20051007 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20061024 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20061106 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20091208 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20101208 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111208 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121208 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131208 Year of fee payment: 7 |
|
| LAPS | Cancellation because of no payment of annual fees |