JP2004018029A - アセプティック充填方法 - Google Patents
アセプティック充填方法 Download PDFInfo
- Publication number
- JP2004018029A JP2004018029A JP2002175989A JP2002175989A JP2004018029A JP 2004018029 A JP2004018029 A JP 2004018029A JP 2002175989 A JP2002175989 A JP 2002175989A JP 2002175989 A JP2002175989 A JP 2002175989A JP 2004018029 A JP2004018029 A JP 2004018029A
- Authority
- JP
- Japan
- Prior art keywords
- container
- filling
- temperature
- contents
- aseptic filling
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B55/00—Preserving, protecting or purifying packages or package contents in association with packaging
- B65B55/02—Sterilising, e.g. of complete packages
- B65B55/04—Sterilising wrappers or receptacles prior to, or during, packaging
- B65B55/06—Sterilising wrappers or receptacles prior to, or during, packaging by heat
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B55/00—Preserving, protecting or purifying packages or package contents in association with packaging
- B65B55/02—Sterilising, e.g. of complete packages
- B65B55/12—Sterilising contents prior to, or during, packaging
- B65B55/14—Sterilising contents prior to, or during, packaging by heat
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61L—METHODS OR APPARATUS FOR STERILISING MATERIALS OR OBJECTS IN GENERAL; DISINFECTION, STERILISATION OR DEODORISATION OF AIR; CHEMICAL ASPECTS OF BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES; MATERIALS FOR BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES
- A61L2/00—Disinfection or sterilisation of materials or objects, in general; Accessories therefor
- A61L2/16—Disinfection or sterilisation of materials or objects, in general; Accessories therefor using chemical substances
- A61L2/18—Liquid substances
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B67—OPENING, CLOSING OR CLEANING BOTTLES, JARS OR SIMILAR CONTAINERS; LIQUID HANDLING
- B67C—CLEANING, FILLING WITH LIQUIDS OR SEMILIQUIDS, OR EMPTYING, OF BOTTLES, JARS, CANS, CASKS, BARRELS, OR SIMILAR CONTAINERS, NOT OTHERWISE PROVIDED FOR; FUNNELS
- B67C7/00—Concurrent cleaning, filling, and closing of bottles; Processes or devices for at least two of these operations
- B67C7/0073—Sterilising, aseptic filling and closing
Landscapes
- Health & Medical Sciences (AREA)
- Mechanical Engineering (AREA)
- Engineering & Computer Science (AREA)
- Epidemiology (AREA)
- General Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Chemical & Material Sciences (AREA)
- Life Sciences & Earth Sciences (AREA)
- Animal Behavior & Ethology (AREA)
- General Health & Medical Sciences (AREA)
- Public Health (AREA)
- Veterinary Medicine (AREA)
- Filling Of Jars Or Cans And Processes For Cleaning And Sealing Jars (AREA)
- Containers Having Bodies Formed In One Piece (AREA)
- Medical Preparation Storing Or Oral Administration Devices (AREA)
Abstract
【解決手段】洗浄、殺菌を施した合成樹脂製容器に予め殺菌を施した内容物を充填するに当たり、充填に係わる内容物を少なくとも常温よりも高い温度に保持する。
【選択図】 なし
Description
【発明の属する技術分野】
本発明は、茶系等の飲料のもつ自然のおいしさを維持したまま容器に充填するのに有用なアセプティック充填方法に関するものであって、該アセプティック充填にかかる内容物を加温する場合に避けられなかった容器に対するダメージ(形状変形等)をより有利に回避しようとするものである。
【0002】
【従来の技術】
茶系の飲料を内容物として充填した合成樹脂製のボトル型容器(ペットボトル等)は近年のお茶ブームから消費者の支持を獲得しており、その市
場は益々拡大していく傾向にある。
【0003】
かかる内容物はそれがもつ自然のおいしさや風味を維持することがとくに重要であって、内容物への温度による影響を極力抑えるために短時間で殺菌・冷却して、常温において殺菌済みの容器に液詰めする、いわゆるアセプティック(無菌)充填システムが採用されている。
【0004】
ところで、アセプティック充填に使用される容器は、殺菌・冷却にかかる常温の内容物を充填することを前提していることから、耐熱性に関しては考慮が払われていないところ、とくに冬季のように気温の低い時期においては、内容物を容器毎ウオーマやホットベンダー等によって加温した場合に容器が熱によって変形するおそれがある。
【0005】
この点に関してはアセプティック充填で使用される容器を耐熱性の改善された容器に代替していくか、あるいは容器の肉厚化を図る等の試みもなされてはいるものの、耐熱性の改善された容器においてもウオーマ等による加温ではなおその胴部についての耐熱性は不十分であり、容器の厚肉化は資源の削減を図る観点からは有用でない。
【0006】
【発明が解決しようとする課題】
本発明の課題は、内容物を充填する容器について特別な工夫を凝らさなくても加温による容器の変形を回避できる新規なアセプティック充填方法を提案するところにある。
【0007】
【課題を解決するための手段】
本発明は、洗浄、殺菌を施した合成樹脂製容器に予め殺菌を施した内容物を充填するに当たり、
充填に係わる内容物を少なくとも常温よりも高い温度に保持することを特徴とするアセプティック充填方法である。
【0008】
充填に係わる内容物の上限温度は40°C、より好ましくは30〜40°Cとするのが好適であり、アセプティック充填システムにおいて冷却工程が付加される場合には、ウオーマ等の加温器で加熱される温度、例えば50〜60°C程度までとすることできる。
【0009】
【発明の実施の形態】
以下、本発明に従うアセプティック充填方法について具体的に説明する。
【0010】
アセプティック充填には種々の方式が存在するが、その一例を挙げると、容器滅菌セクションと無菌充填セクションの組み合わせからなる方式がある。この場合、容器滅菌セクションではブロー成形等によって成形されたボトルに対してその内部を温水にて洗浄(ウオッシャー)され、次いで、滅菌溶液にてボトルの口部をターゲットとして洗浄するボトル外洗を施してから滅菌溶剤を満注してボトル内が滅菌され、引き続きボトルの口部を下にして滅菌溶剤を排出するととも無菌エアーフラッシングが行われる。無菌充填セクションでは、無菌エアーフラッシングが行われたボトルに内容物を充填(無菌充填)してキャッピング(キャッパー)する等の方式が挙げられる。このようにアセプティック充填に係わる工程を経て液詰めされたボトルは、ウオーマ等によって加温した場合、加温の際の熱影響で容器の形状変形は避けられないこととなるが、本発明では、内容物の充填に際してその温度を常温よりも高い温度に保持するようにしたので、加温時の容器に対する熱影響を緩和することが可能となり容器の外観形状が損なわれることがほとんどない。
【0011】
ここに、内容物の温度を常温よりも高い温度に保持してアセプティック充填することで加温時における容器の外観形状の変形を回避できる理由は、内容物を常温よりも高い温度に保持して充填すると、容器内の最終的な内圧が常温でアセプティック充填した場合に比較して低くなり、この状態で容器を加温しても内圧が低い分だけ加温時における内圧の上昇を抑制できるからと考えられる。
【0012】
満注容量が290ミリリットルになるPETボトルに280ミリリットルの水を常温(20°C)及び40°Cにしてアセプティック充填した場合(容器内の空間は10ミリリットル)におけるボトルの内圧は以下の通りとなる。なお、内圧の容器に対する影響を考えるとき、内圧の上昇の程度を計算するうえでは容器の変形による圧力の緩和は無視するため容器は剛体であると仮定し、容器の熱膨張による体積変化も無視する。
【0013】
まず、20°C、280ミリリットルの水は熱膨張により、40°Cでは281.69ミリリットルへ、65°Cでは285.04ミリリットルへと体積変化を起こすことになる。また、容器内の空間の気体は理想気体の状態方程式PV =nRTに従うものとする。
【0014】
また、20°Cの水蒸気圧は2.338kPa
40°Cの水蒸気圧は7.377kPa
65°Cの水蒸気圧は25.014kPa
であり、
20°C→65°Cの水蒸気圧は25.014−2.338=22.676kPa
40°C→65°Cの水蒸気圧は25.014−7.377=17.637kPa
【0015】
20°Cで充填し65°Cまで温度を上げたときの内圧(従来法に従いアセプティック充填して加温した場合に相当する)は、
PV =n RT P′V ′=n RT′
ここで、n 、Rは定数、
P=101.325kPa (充填時の圧力=大気圧=1気圧)、V =10ミリリットル(充填時の容器内の空間の容積)
T=293°K (充填時の絶対温度20+273)
P′=加温時の空間の圧力、V ′=290−285.04=4.96ミリリットル(加温時の容器内の空間の容積)
T′=338°K (加温時の絶対温度65+273)
【0016】
PV /T=P′V ′/T′
P′=PVT′/TV ′=(101.325×10×338)/(293×4.96)=23.6kPa
さらに、内圧は236+23=259kPa (絶対圧)となる(ゲージ圧では158kPa )。
【0017】
一方、40°Cで充填し、65°Cまで温度を上げたときの内圧(本発明に従ってアセプティック充填して加温した場合に相当する)は、
PV =n RT P′V ′=n RT′
ここで、n 、Rは定数、
P=1atm (充填時の圧力=大気圧=1気圧)、V =8.31ミリリットル(20°C280ミリリットルの水を40°Cで充填時の容器内の空間の容積)
T=313°K (充填時の絶対温度40+273)
P′=加温時の空間の圧力、V ′=290−285.04=4.96ミリリットル(加温時の容器内の空間の容積)
T′=338°K (加温時の絶対温度65+273)
【0018】
PV /T=P′V ′/T′
P′=PVT′/TV ′=(101.325×8.31×338)/(313×4.96)=183kPa
さらに、水蒸気圧18kPa を加え、最終的な内圧は183+18=201kPa (絶対圧)となる(ゲージ圧では100kPa )。
【0019】
上記の如く、常温(20°C)で充填した場合と40℃で充填した場合の内圧差はゲージ圧で158−100=58kPaであって、このような内圧差がアセプティック充填にかかかる容器を加温した場合において容器の形状の変形を抑制できる原因であると考えられる(容器は実際には弾性変形するので、内圧が緩和されるためさらに低い圧力となる)。
【0020】
ウオーマ等の加温器は、容器内の内容物の温度を50〜60°C程度に保持するように設定されており、アセプティック充填時の内容物の温度は、加温する温度と同等の温度で充填するのが最もよいが、この場合にはアセプティック充填システムにおいて冷却工程が必要となり、そのための装置やラインの延長を余儀なくされることが懸念される。このため、本発明では冷却工程を必要とせず、かつ容器の変形を抑制できる温度として内容物の上限温度を30〜40°C程度に保持する。
【0021】
【実施例】
充填容量が280ミリリットルになるシュリンクラベル付き丸型耐熱PETボトル(使用樹脂量26g)と充填容量が350ミリリットルになるシュリンクラベル付きの角型高耐熱PETボトル(使用樹脂量26g)を用意してそれぞれの容器に20°C、40°Cの水道水を入れてキャッピングし60°C、65°C、70°c、75°C、80°Cの各恒温水槽に1時間浸漬(湯煎)させた場合におけるボトルの外観形状の変化状況について調査した。
【0022】
その結果を表1に示す。なお、容器の外観評価は容器底部の出っ張りや常温まで冷却したときのパネル部(胴部)の状況により判断し、×は底部の出っ張りと冷却後のパネル部に凸が生じた場合を表示し、△は底部の僅かな出っ張りと冷却後のパネル部に凸が生じた場合を表示し、さらに○はとくに問題が生じなかった場合を表示するものとする。
【0023】
【表1】
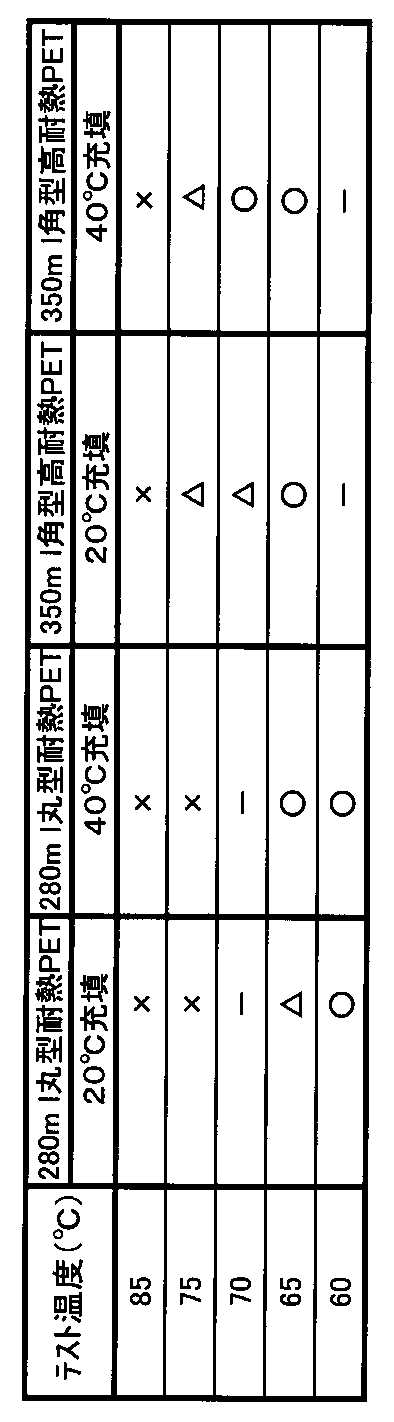
表1より明らかなように、アセプティック充填に際して充填にかかわる内容物を常温よりも高い温度に保持することで容器の形状変化が極めて小さくなり、丸型耐熱PETボトルでは60°C程度の加温に耐えることが可能であり、角型高耐熱PETボトルでは65°C程度の加温に耐えることが可能であることが確認できた。
【0025】
【発明の効果】
本発明によれば、内容物の温度を常温よりも高くしてアセプティック充填するようにしたので常温充填の場合に比較して加温時の温度と充填時の温度が接近し加温時の内圧上昇が小さくなるため内容物を容器毎加温しても容器の外観形状に与える影響が極めて小さい。
Claims (2)
- 洗浄、殺菌を施した合成樹脂製容器に予め殺菌を施した内容物を充填するに当たり、
充填に係わる内容物を少なくとも常温よりも高い温度に保持することを特徴とするアセプティック充填方法。 - 充填に係わる内容物の上限温度が40°Cである、請求項1記載のアセプティック充填方法。
Priority Applications (9)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002175989A JP2004018029A (ja) | 2002-06-17 | 2002-06-17 | アセプティック充填方法 |
| PCT/JP2003/007683 WO2003106270A1 (ja) | 2002-06-17 | 2003-06-17 | アセプティック充填方法 |
| AU2003244150A AU2003244150B2 (en) | 2002-06-17 | 2003-06-17 | Method of aseptic filling |
| US10/517,992 US20050199311A1 (en) | 2002-06-17 | 2003-06-17 | Method of aseptic filling |
| KR1020047020421A KR100708281B1 (ko) | 2002-06-17 | 2003-06-17 | 아셉틱 충전 방법 |
| CN038139073A CN1662420A (zh) | 2002-06-17 | 2003-06-17 | 无菌填充方法 |
| DE60326964T DE60326964D1 (de) | 2002-06-17 | 2003-06-17 | Verfahren zum aseptischen abfüllen |
| EP03760159A EP1535845B1 (en) | 2002-06-17 | 2003-06-17 | Method of aseptic filling |
| CA002489711A CA2489711C (en) | 2002-06-17 | 2003-06-17 | Method of aseptic filling |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002175989A JP2004018029A (ja) | 2002-06-17 | 2002-06-17 | アセプティック充填方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004018029A true JP2004018029A (ja) | 2004-01-22 |
Family
ID=29728068
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002175989A Pending JP2004018029A (ja) | 2002-06-17 | 2002-06-17 | アセプティック充填方法 |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US20050199311A1 (ja) |
| EP (1) | EP1535845B1 (ja) |
| JP (1) | JP2004018029A (ja) |
| KR (1) | KR100708281B1 (ja) |
| CN (1) | CN1662420A (ja) |
| AU (1) | AU2003244150B2 (ja) |
| CA (1) | CA2489711C (ja) |
| DE (1) | DE60326964D1 (ja) |
| WO (1) | WO2003106270A1 (ja) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5292609B2 (ja) * | 2008-08-07 | 2013-09-18 | 東洋製罐株式会社 | 無菌充填システムにおける「容器の無菌性レベル」検証方法および無菌充填システム |
| DE102010012211A1 (de) * | 2010-03-19 | 2011-09-22 | Krones Ag | Vorrichtung und Verfahren zum Heißabfüllen von Getränken |
| CN102126694B (zh) * | 2010-12-29 | 2012-11-14 | 昆明南疆制药有限公司 | 一种解决聚丙烯输液瓶变形的方法 |
| CN102133945A (zh) * | 2011-03-02 | 2011-07-27 | 山西诺成制药有限公司 | 一种防止聚丙烯安瓿灭菌瓶瓶身变形的方法 |
| CN102161464B (zh) * | 2011-03-02 | 2012-09-05 | 山西诺成制药有限公司 | 一种防止聚丙烯输液瓶灭菌变形的方法 |
| CN102641212B (zh) * | 2012-04-20 | 2014-07-16 | 贵州科伦药业有限公司 | 一种聚丙烯共混输液袋定型与保持的方法 |
| CN113443226B (zh) * | 2016-03-08 | 2023-06-20 | 大日本印刷株式会社 | 内容物填充系统中的初始菌确认方法以及无菌性验证方法 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB978807A (en) * | 1962-05-09 | 1964-12-23 | William Mckinley Martin | Continuous aseptic canning process and apparatus |
| GB2030972B (en) * | 1978-08-12 | 1983-01-19 | Yoshino Kogyosho Co Ltd | Filling a bottle with a high temperature liquid |
| US4560564A (en) * | 1983-10-28 | 1985-12-24 | The Procter & Gamble Company | Textured protein tomato sauce products |
| IT1205169B (it) * | 1987-06-22 | 1989-03-15 | Barilla Flli G & R | Procedimento per la produzione su scala industriale di sughi pronti confezinati in contenitori sigillati |
| JP2844983B2 (ja) * | 1991-09-04 | 1999-01-13 | 東洋製罐 株式会社 | 酸性飲料のpetボトル充填法 |
| US5494691A (en) * | 1993-05-10 | 1996-02-27 | Tetra Laval Holdings & Finance Sa | Process for packaging liquid food products |
| JP3522935B2 (ja) * | 1995-11-28 | 2004-04-26 | 大和製罐株式会社 | 容器詰め飲料の製造方法及び装置 |
| US6536188B1 (en) * | 1999-02-02 | 2003-03-25 | Steuben Foods, Inc. | Method and apparatus for aseptic packaging |
-
2002
- 2002-06-17 JP JP2002175989A patent/JP2004018029A/ja active Pending
-
2003
- 2003-06-17 US US10/517,992 patent/US20050199311A1/en not_active Abandoned
- 2003-06-17 KR KR1020047020421A patent/KR100708281B1/ko not_active Expired - Fee Related
- 2003-06-17 WO PCT/JP2003/007683 patent/WO2003106270A1/ja not_active Ceased
- 2003-06-17 CA CA002489711A patent/CA2489711C/en not_active Expired - Fee Related
- 2003-06-17 CN CN038139073A patent/CN1662420A/zh active Pending
- 2003-06-17 EP EP03760159A patent/EP1535845B1/en not_active Expired - Lifetime
- 2003-06-17 AU AU2003244150A patent/AU2003244150B2/en not_active Ceased
- 2003-06-17 DE DE60326964T patent/DE60326964D1/de not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| EP1535845A1 (en) | 2005-06-01 |
| AU2003244150A1 (en) | 2003-12-31 |
| CN1662420A (zh) | 2005-08-31 |
| AU2003244150B2 (en) | 2007-07-26 |
| KR100708281B1 (ko) | 2007-04-17 |
| CA2489711A1 (en) | 2003-12-24 |
| WO2003106270A1 (ja) | 2003-12-24 |
| KR20050019747A (ko) | 2005-03-03 |
| EP1535845A4 (en) | 2006-06-14 |
| CA2489711C (en) | 2008-01-22 |
| DE60326964D1 (de) | 2009-05-14 |
| EP1535845B1 (en) | 2009-04-01 |
| US20050199311A1 (en) | 2005-09-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US8333055B2 (en) | Process for filling a shrinkable container | |
| KR101454652B1 (ko) | 레토르트처리완료의 확인이 가능한 열가소성 수지 용기 및 그 용기의 제조 방법 | |
| JP2004018029A (ja) | アセプティック充填方法 | |
| JP4668572B2 (ja) | 容器詰め飲料の製造方法 | |
| WO2007099648A1 (ja) | 容器詰め飲料の製造方法 | |
| JP4338671B2 (ja) | 樹脂製容器入り飲料の製造方法及び樹脂製容器入り飲料 | |
| JP6229299B2 (ja) | 飲料の無菌充填方法及びシステム | |
| JP2000309310A (ja) | 密封容器入り日本酒の製造方法 | |
| US20070101681A1 (en) | Method for manufacturing contents contained in a container | |
| JP2010036988A (ja) | 容器詰め内容物の製造方法 | |
| JP2003063571A (ja) | 加温飲料の提供方法 | |
| JP2003160123A (ja) | 樹脂製容器、樹脂製容器の製造方法及び樹脂製容器入り飲料 | |
| JP2004331205A (ja) | 容器詰め内容物の製造方法 | |
| JP2003261127A (ja) | 樹脂製容器及び樹脂製容器入り飲料 | |
| JP2015147612A (ja) | 容器詰め酸性飲料の製造方法 | |
| JP2003261197A (ja) | 樹脂製容器入り飲料の製造方法及び樹脂製容器入り飲料 | |
| JP4399784B2 (ja) | ポリエチレンテレフタレート系樹脂製壜体及びその壜体に係る製品の製造工程管理方法 | |
| JP5271490B2 (ja) | 樹脂製容器入り飲料の製造方法および樹脂製容器入り飲料 | |
| JP3091597B2 (ja) | 包装液体食品 | |
| JP2008094482A (ja) | 液体内容物詰プラスチックボトル製品の製造方法 | |
| JP2003112716A (ja) | 樹脂製容器、樹脂製容器の製造方法及び樹脂製容器入り飲料 | |
| JP2004010076A (ja) | 加温販売用低酸性飲料ボトルの充填方法 | |
| JP2003334854A (ja) | 無菌充填用petボトルの製造方法 | |
| JP4297013B2 (ja) | 容器詰め飲料の製造方法および装置 | |
| JPH0929824A (ja) | 飽和ポリエステル樹脂製自立容器 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050531 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070703 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070821 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20070821 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20071002 |