JP2004018992A - 塗膜密着性および耐酸溶出性に優れたノンクロム型アルミニウム下地処理材 - Google Patents
塗膜密着性および耐酸溶出性に優れたノンクロム型アルミニウム下地処理材 Download PDFInfo
- Publication number
- JP2004018992A JP2004018992A JP2002179528A JP2002179528A JP2004018992A JP 2004018992 A JP2004018992 A JP 2004018992A JP 2002179528 A JP2002179528 A JP 2002179528A JP 2002179528 A JP2002179528 A JP 2002179528A JP 2004018992 A JP2004018992 A JP 2004018992A
- Authority
- JP
- Japan
- Prior art keywords
- coating
- chemical conversion
- mass
- less
- aluminum
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images

Classifications
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23G—CLEANING OR DE-GREASING OF METALLIC MATERIAL BY CHEMICAL METHODS OTHER THAN ELECTROLYSIS
- C23G1/00—Cleaning or pickling metallic material with solutions or molten salts
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C22/00—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals
- C23C22/05—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions
- C23C22/06—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions using aqueous acidic solutions with pH less than 6
- C23C22/34—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions using aqueous acidic solutions with pH less than 6 containing fluorides or complex fluorides
- C23C22/36—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions using aqueous acidic solutions with pH less than 6 containing fluorides or complex fluorides containing also phosphates
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C22/00—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals
- C23C22/73—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals characterised by the process
- C23C22/74—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals characterised by the process for obtaining burned-in conversion coatings
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C22/00—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals
- C23C22/78—Pretreatment of the material to be coated
Landscapes
- Chemical & Material Sciences (AREA)
- General Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
- Chemical Treatment Of Metals (AREA)
Abstract
【解決手段】ZrまたはTiを主要化成金属成分とし、全体の厚さが2〜50mg/m2かつ主要化成金属成分が最大濃度を示す深さにおけるMg量が15mass%以下で、さらに最表面のC量が50mass%以下の化成皮膜を設けたことを特徴とする、水性塗料の塗膜密着性,耐ハジキ性および耐酸溶出性に優れた缶蓋用ノンクロム型アルミニウム下地処理材及び該アルミニウム下地処理材の表面に、エポキシ、ポリエステル、塩ビの少なくとも1種を含む樹脂皮膜を設けたことを特徴とする、塗膜密着性および耐酸溶出性に優れた缶蓋用ノンクロム型アルミニウム塗装材。
【選択図】 図1
Description
【産業上の利用分野】
本発明は、飲料缶や食缶の缶蓋用アルミニウム塗装下地処理材および缶蓋用アルミニウム塗装材に関する。特に、クロムを含有する化成下地処理を行わずに樹脂皮膜を塗装した缶蓋用アルミニウム塗装材に関する。
【0002】
【従来の技術】
アルミニウム材は華麗な金属光沢、軽量、適度な機械的特性を有する金属材で、成形加工性、耐食性等に優れた特徴を有しているため、各種包装材、容器類、車両、構造材等に広く使われている。例えば、食品等の容器は、アルミニウム材の優れた成形加工性を利用して、そのままアルミニウム箔としてあるいは樹脂塗装を行った後絞り加工する方法等により成形されている。
樹脂塗装を行う場合、絞り加工等の成形加工を受けてもアルミニウム表面と樹脂塗装との間の密着性を確保するために、アルミニウム表面に密着性向上効果の大きい下地皮膜を予め形成しておくことが一般的に行われている。この際、樹脂塗装にキズ等の欠陥があった場合ににおいても、下地皮膜は酸性溶液(飲料や食物は酸性のことが多い)に対し溶出しないことが求められる。
【0003】
このため従来は、リン酸、クロム酸およびフッ酸を主成分とする化成処理液でアルミニウム材を処理するクロメート処理が施されてきた。例えば特開平3−177580号には、下地皮膜としてCr付着量7〜25mg/m2なるリン酸クロメート皮膜層を設けたアルミニウム樹脂塗装材が提案されている。このようなクロメート処理は、製造工程管理が容易でコストが安く、耐酸性に優れたリン酸クロメート下地皮膜を容易に形成することができるため、広く用いられてきた。
【0004】
近年、環境汚染、環境破壊、健康等に対する安全性、エネルギー需給等への関心が急激に高まっている。
アルミニウム製品表面に形成されたリン酸クロメート皮膜からは、有害な6価クロム等が溶出することは無く、リン酸クロメート皮膜自体が環境汚染や健康被害をまねくことは無いとされている。しかし、リン酸クロメート皮膜製造工程では、無水クロム酸等の有害な6価クロムを含有する化成液を使っており、化成液廃液およびリンス工程で発生する6価クロムを含有する排水等を処理し、無害化しなければならない。このような処理には多大な工数、エネルギーおよび高価な廃液処理設備等を必要とするため、製品のコストアップが避けられない。近年は6価クロムなど有害物質に対する規制が益々強化される方向にあり、廃液処理に必要とするコストは従来以上に高まる傾向にある。
【0005】
このような問題を回避するために、Cr等の有害な金属イオンを含まない化成処理液を塗布またはスプレー等でアルミニウム材表面に付着させた、いわゆるノンクロメート皮膜と言われる下地処理アルミニウム材が提案されている。
【0006】
特開平10−317162号にはリン酸またはその塩、ジルコニウム塩、フッ化物、亜リン酸またはその塩、硝酸またはその塩を含む表面処理浴で処理する方法、特公平7−84665号にはリン酸イオン、アルミニウムキレート化剤および界面活性剤を含むアルカリ脱脂剤で洗浄処理後、ジルコニウムイオン、リン酸イオンおよびフッ素イオンを含む化成処理剤で処理し、ジルコニウムを含む下地処理皮膜を形成する方法、あるいはさらにバナジウムイオンを含む化成処理液で処理して、ジルコニウムおよびバナジウムを含む下地処理皮膜を形成する方法、また特開平7−310189号にはリン酸イオン、ジルコニウム化合物、フッ化物および酸化剤を含む処理液で処理する方法等が開示されている。
【0007】
これらの下地処理液は有害な6価クロムを含まないことから、廃液による環境汚染や健康被害といった問題はほぼ回避されている。しかしこれらから得られた化成皮膜は、成形加工後における塗膜密着性や内容物充填後のレトルト処理といった苛酷な条件下での耐食性、また酸性溶液に対する金属成分の溶出性に問題を残しており、リン酸クロメート皮膜の性能レベルに達していない。
【0008】
このような性能上の問題を解決するために、特開平7−331276号にはリン酸イオン、ジルコニウム化合物またはチタン化合物、フッ化物および水溶性ポリアミドを含有する処理液で処理する方法、特開平11−115098にはリン酸イオン、縮合リン酸イオンおよびフェノール系水溶性重合体からなる表面被覆層を設ける方法等、いわゆる有機−無機複合タイプの化成処理剤が、また特開平10−46101号にはフェノール、ナフトールまたはビスフェノール−ホルムアルデヒド樹脂からなる被覆層を設けるといった有機皮膜タイプの下地処理層を設ける方法が開示されている。
【0009】
これらによれば加工後の塗膜密着性は高まり、酸性溶液に対する耐溶出性も向上するなど性能上の向上が認められる場合がある。しかし、下地処理皮膜中に樹脂を含むため、下地処理皮膜上に塗布する樹脂の種類によっては相性が悪い場合が生じ、塗工時にハジキを生じたり、所定の性能が出ない等の不具合が起こることがある。その上、廃液処理の際は、あらかじめ金属成分と有機物とを分離しておくことが必要で、さらに分離した有機物をBOD処理等で別途処理しなければならないため、工程が増し、廃液処理コストが増加するという問題がある。
【0010】
特開平4−231120号には10〜200nmのリン酸または硫酸陽極酸化皮膜を設けた下地処理材が提案されている。しかし,この下地処理材の製造方法では処理設備のイニシャルコストおよび大量の電力を必要とするためのランニングコストが高いため,製品に求められている低コスト要求に応えられない。
【0011】
ところで、アルミニウム板表面には圧延油等の有機物が付着している。そのため、上記の各種下地処理を施す際には、前処理として、アルカリ性液体による脱脂・エッチング工程、さらには酸洗等も付加して表面の汚れを除去する操作を行われている。この前処理が不十分または不適切であると、アルミニウム板表面に多量の有機物層が残留したまま下地処理を施すことになる。このような下地では、ときに有機物層が下地最表面に濃縮するため、近年急速に普及してきた水性塗料を塗装する場合、塗工時のハジキおよび密着性不良をまねく危険性が高い。
【0012】
こうした事実から水性塗料を用いる際は、表面の有機物を極力減らすのが良い、との認識は公知であった。しかし一方で、工業的なスケールにおいて有機物層を完全に除去することはコスト面で不可能であるため、有機物残存量の実際的な妥協点を見出す必要があった。
【0013】
【発明が解決しようとする課題】
以上のような事情から、Cr等の有害重金属を含んではならず、アルミニウム表面と樹脂塗装との間の密着性に優れているだけでなく、樹脂塗装面にキズなどの欠陥があった場合においても耐酸溶出性に優れ、なおかつ低コストで製造できる飲料缶または食缶用のアルミニウム蓋材の開発が強く求められていた。
【0014】
【課題を解決するための手段】
発明者らは上記課題を解決すべく検討を続けた結果、
[1] ZrまたはTiを主要化成金属成分とし、全体の厚さが2〜50mg/m2かつ主要化成金属成分が最大濃度を示す深さにおけるMg量が15mass%以下である化成皮膜を設けたことを特徴とする、塗膜密着性および耐酸溶出性に優れた缶蓋用ノンクロム型アルミニウム下地処理材、
[2] ZrまたはTiを主要化成金属成分とし、全体の厚さが2〜50mg/m2かつ主要化成金属成分が最大濃度を示す深さにおけるMg量が15mass%以下で、さらに最表面のC量が50mass%以下の化成皮膜を設けたことを特徴とする、水性塗料の塗膜密着性,耐ハジキ性および耐酸溶出性に優れた缶蓋用ノンクロム型アルミニウム下地処理材、
【0015】
[3] 上記[1]または[2]のアルミニウム下地処理材の表面に、エポキシ、ポリエステル、塩ビの少なくとも1種を含む樹脂皮膜を設けたことを特徴とする、塗膜密着性および耐酸溶出性に優れた缶蓋用ノンクロム型アルミニウム塗装材、
【0016】
[4] アルミニウム材に対し、エッチング量が50〜1000mg/m2のアルカリ脱脂を行った後、pHが4.0以下かつMgイオン濃度が1mass%以下たる酸にて酸洗浄を行い、次いで反応型または塗布型の厚さが2〜50mg/m2のノンクロム化成皮膜処理を施すことを特徴とする、上記[1]のアルミニウム下地処理材の製造方法、
【0017】
[5] アルミニウム材に対し、エッチング量が50〜1000mg/m2かつ脱脂浴の油汚染が3mass%以下たるアルカリ脱脂を行った後、pHが4.0以下かつMgイオン濃度が1mass%以下,油汚染が3mass%以下たる酸にて酸洗浄を行い、次いで反応型または塗布型の厚さが2〜50mg/m2のノンクロム化成皮膜処理を施したことを特徴とする、上記[2]のアルミニウム下地処理材の製造方法、
[6] 化成皮膜処理において、化成浴中のAl及びMgの合計の濃度が1mass%以下である上記[4]または[5]に記載のアルミニウム下地処理材の製造方法、及び
【0018】
[7] ZrまたはTiを主要化成金属成分とし、全体の厚さが2〜50mg/m2かつ主要化成金属成分が最大濃度を示す深さにおけるMg量が15mass%以下である化成皮膜を設けたノンクロム型アルミニウム下地処理材の化成皮膜面に水性樹脂塗料を塗布することを特徴とする缶蓋用ノンクロム型アルミニウム塗装材の製造方法、を開発することにより上記の課題を解決した。
【0019】
【発明の実施の形態】
缶用塗装材の母材としては、機械的強度、加工性を満足させるために2〜5mass%程度のMgを添加したアルミニウム合金(JIS−5021、5052、5082、5182等)が使われている。そしてこれらの材料は、加熱−圧延時にアルミニウム材マトリクス中のMgが材料の表面に偏析濃化することが知られている。
【0020】
このようなアルミニウム表面に先述した、リン酸イオン、フッ化物、ジルコニウムイオンまたはチタンイオンなどを含む化成処理液で処理してZrまたはTiを含有するノンクロメート化成皮膜を設けた場合、その構造は、アルミニウム素地と化成皮膜の界面にフッ化物、オキシ水酸化アルミニウム層が存在し、その上にZrまたはTiといった重金属のリン酸塩、水酸化物、酸化物を主体とする化成皮膜層が形成されているといったモデルで説明されていた。
【0021】
この際、表面に偏析しするMg(「表面Mg」という。)の存在状態は、大きく分けて「MgO」と「金属間化合物」の2種類になっている。これら表面Mgは化成皮膜中に取り込まれるときには悪影響を及ぼすので皮膜中から除去する必要があるとされているが、大部分は前処理および化成処理中に除去されるとされていた。また、Cの分布状態に関する考察はほとんどなされてこなかった。
【0022】
本発明者らは、GDS(グロー放電発光スペクトル)、オージェといった解析機器を用い、化成皮膜の深さ方向の元素分布、いわゆるデプスプロファイルを詳細に調べた。なお、この際に測定対象とした元素は、H,C,O,Mg,Al,Mn,Si,Fe,Zn,CrおよびZrである。以後、元素のmass%は、この11元素を母集団として議論するが、これらはアルミニウム材表面のほとんど全てを網羅していると考えられるため、議論の一般性を何ら損なうものではない。また、その深さの測定結果は、1nmの精度が十分に保証されるものである。
【0023】
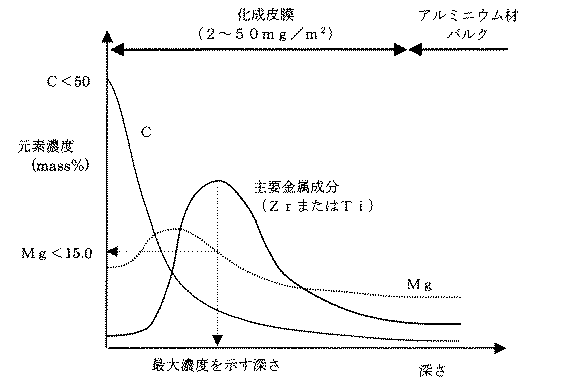
その結果、主要化成金属成分(ZrまたはTi)とMgは皮膜全体に均一に存在するわけでは無く、それぞれ最表面よりやや深い位置に濃度のピークを示すこと、またそれらは必ずしも明確な層を形成せず、いわば濃度勾配を有して分布していることを確認した。例えばZrの場合、10mg/m2の場合でピーク位置濃度10〜12重量%になる。
【0024】
この時、化成皮膜の主要化成金属成分(ZrまたはTi)が最大濃度を示す深さにおけるMgの濃度が15mass%以下、好ましくは10mass%以下である時、塗料とアルミニウム材との塗膜密着性が十分高く、また酸に対する皮膜ダメージの度合いが十分低いのに対し、その濃度が15mass%を越えていると、加工後の塗膜密着性が著しく低下し、また酸に対する皮膜ダメージが急増することを見出した。主要化成金属成分の濃度ピーク付近の領域には、主要化成金属成分のリン酸塩、水酸化物および酸化物等が多く存在して化成皮膜の塗膜密着性や耐酸性に貢献している。この領域に、もろい上に溶解度の高いMg化合物が混入すると、こうした成分の効力が損なわれるが、Mgの混入量が15mass%以下の場合、周辺の他の成分(酸化アルミニウム、水酸化アルミニウム等)がMgの悪影響を緩和するためと考えられる。
【0025】
これらに加え、有機物に由来するCの検討を行った。発明者らの発見によれば、上記の化成皮膜におけるCは、例外なく皮膜最表面において最大値を示したのであるが、このC量が50mass%以下であれば、水性塗料に対し良好な耐ハジキ性および塗膜密着性が発揮されることを見出した。一方、皮膜最表面のC量が50mass%を越えると、耐ハジキ性および塗膜密着性は急激に低下した。これは、Mg量を規制した化成皮膜による好影響と、表面残存有機物の悪影響が相殺し合う領域が、C量に換算して50mass%であるためと考えられる。
【0026】
そして、この化成皮膜層の厚みは2〜50mg/m2、好ましくは5〜140mg/m2である。2mg/m2以下では、主要化成金属成分の絶対量が不足するために皮膜を設けた効果が認められず、塗膜密着性や耐酸性の向上が得られない。一方、50mg/m2を超えると、化成処理液を多く消費するためコストアップになるだけでなく、主要化成金属成分が多すぎるためにそれらが溶出し、内容物を汚染する恐れがある。
【0027】
なお、ZrまたはTiを主要化成金属成分とする化成皮膜を得るためには、処理液に接触させて化学反応により皮膜を形成する「反応型」と、処理液を塗布して乾燥させることによる「塗布型」の両者が知られているが、本発明はそのどちらに対しても高い効果を発揮するものである。
【0028】
ところで、ZrまたはTiを主要化成金属成分とし、全体の厚さが2〜50mg/m2かつ主要化成金属成分が最大濃度を示す深さにおけるMg量が15mass%以下である化成皮膜を得るには、一例として、エッチング量が片面で50〜1000mg/m2、好ましくは75〜700mg/m2の範囲のアルカリ脱脂を行った後、pHが4.0以下、好ましくはpH2以下かつMgイオン濃度が1mass%以下、好ましくは0.5mass%以下の洗浄用酸水溶液(コスト面から希硫酸が使いやすい)にて酸洗浄を行い、次いで反応型または塗布型の化成皮膜処理を施す方法を挙げることができる。
【0029】
アルカリ脱脂によるエッチング量が50mg/m2のエッチング量は厚みに換算すると約20nm程度になる。50mg/m2 のエッチング量ではアルミニウムの自然酸化皮膜が除去できず、均一な化成皮膜の形成には不十分になりやすい。
一方1000mg/m2を超えると強力なアルカリエッチングにより、アルミ合金の金属間化合物がスマットを形成し、化成皮膜の形成を阻害する。またアルカリ脱脂浴の劣化を促進するのでコストアップの要因ともなり経済的でない。
【0030】
アルカリエッチングに次いで酸洗浄を行う。酸洗浄は表面に偏析した表面Mgを除去し、化成皮膜に悪影響を及ぼすMg化合物を皮膜から除去する作用がある。酸洗浄液は、pHが4.0以下且つMgイオン濃度が1mass%以下、の酸洗浄液、例えば硫酸、硝酸、リン酸等の鉱酸、特に経済的および廃液処理性から希硫酸が好ましい。pH4.0以下とした理由は、MgOは酸に可溶であるが、アルミニウム表面に皮膜として存在するMgOはpHが4.0を超えると、その溶解性を急激に低下するためである。またMgの金属間化合物は酸洗浄液中のMg濃度が高いときには溶解速度が低下するのでこのMgを効率よく除去するためであり、pHを規定するだけでは不十分で、金属間化合物のMgを効率よく除去するためにはMgが1mass%であることが必要となっている。
【0031】
酸洗浄によるエッチングの量としては、20mg/m2 を達成できることが浴組成の条件となる。例えば1%希硫酸、50℃での浸漬(またはスプレー)で5秒程度以上の条件となる。なおこの浴組成として、濡れ性向上のために非イオン活性剤、陰イオン活性剤、陽イオン活性剤、両イオン活性剤等の界面活性剤を含んでも良い。具体的には、ポリオキシエチレンアルキルエーテル型活性剤、ポリオキシエチレン・ポリオキシプロピレン共重合体を付加したポリオキシアルキレン系活性剤、高級アルコール系活性剤などアルミニウム表面処理の分野で公知の界面活性剤を使用できる。
【0032】
また溶出した金属イオンの妨害を抑制するためにキレート剤を含んでもよい。キレート剤としては、アミノカルボン酸型キレート剤(エチレンジアミン四酢酸、ニトリロ三酢酸、ジエチレントリアミン五酢酸、ヒドロキシエチレンジアミン四酢酸など)、オキシカルボン酸型キレート剤(クエン酸、グルコン酸およびその塩、ヒドロキシ酢酸など)、ホスホン酸型キレート剤(1−ヒドロキシエチリデンー1,1−ジホスホン酸、2−ホスホン−ブタン−トリカルボン酸1,2,4など)のような公知のキレート剤を使用できる。
【0033】
また、最表面のC量を満足させるためには、アルカリ脱脂浴および酸洗浄液中の油汚染を3mass%以下に制御すればよい。これは、いずれの浴も化成皮膜最表面のCに影響を及ぼすためであり、洗浄浴中の油汚染が3mass%を超えると、最表面のC量が急激に増加するため好ましくない。C量としては、化成皮膜全体が「すす」で覆われたときは100mass%、「油」で覆われたときには油の成分としてCnH2nと仮定して近似値が86mass%となる。C量の影響は、表面塗装として樹脂塗料を塗布する場合、溶剤系塗料であればあまり問題にはならないが、水性樹脂塗料を使用する場合には塗料はじきをするので実際の皮膜として50mass%を越えるC量が存在しないことが必要である。
【0034】
化成処理液(塗布型のノンクロム化成処理液においても実質的に同じ反応機構である。)として一般的な無機タイプのノンクロム化成皮膜の場合、処理液はジルコニウム塩またはチタニウム塩に加え、リン酸、フッ化水素酸等を主成分とする。これは
2Al+H2ZrF6+2H2O→→ZrO2+2AlF3+3H2
なる反応により、アルミニウムと処理液の界面のpHが上昇し、
3H2ZrF6+4H3PO4 →→Zr3(PO4)4+18HF
の反応によりジルコニウムの皮膜が生成する。このような反応をする化成処理液としては、SAS440(日本ペイント(株):フッ化ジルコニウム酸、フッ化水素酸、その他)があり、これはpHが2〜3であって処理温度40℃前後、処理時間約60秒でジルコニウム10〜20mg/m2 の化成皮膜が得られる。
【0035】
本発明において化成浴に含まれるAlとMgの合計は1mass%以下である必要がある。これらの金属イオンあるいはこれら金属の化合物として存在する場合においては、全体の厚さが2〜50mg/m2かつ主要化成金属成分が最大濃度を示す深さにおけるMg量が15mass%以下である化成皮膜を得ることができない。
即ち浴中のAlの存在は、素材アルミニウムのエッチング速度を抑制して皮膜の形成速度を遅くし操業不利となるだけでなく、皮膜の形成速度を遅くすることは全体に密度の低い皮膜となり易く、主要金属が拡散され、結果として皮膜中のMg濃度と逆転してしまい、必要とする上記の化成皮膜が得られない。
また浴中のMgの存在は、主要金属(ZrまたはTi)が皮膜を形成する際、浴中のMgがこれら金属と共沈し、皮膜中にMgが濃化してしまうので、結果として皮膜中のMgの濃度と主要金属成分のピーク濃度が逆転してしまい、全体の厚さが2〜50mg/m2かつ主要化成金属成分が最大濃度を示す深さにおけるMg量が15mass%以下である化成皮膜を得ることができない。
【0036】
本発明においては、これ以外の方法で得られた化成皮膜であっても、ZrまたはTiを主要化成金属成分とし、全体の厚さが2〜50mg/m2かつ主要化成金属成分が最大濃度を示す深さにおけるMg量が15mass%以下、あるいはZrまたはTiを主要化成金属成分とし、全体の厚さが2〜50mg/m2かつ主要化成金属成分が最大濃度を示す深さにおけるMg量が15mass%以下で、さらに最表面のC量が50mass%以下の化成皮膜なる条件を満たしていれば、本発明の好ましい効果を享受できるのは当然である。化成被膜厚さ内における各成分濃度の変化状況の典型を図1に示す。
【0037】
この化成皮膜の上に、エポキシ、ポリエステル、塩ビの少なくとも1種を含む樹脂塗料を上塗りすると、その優れた塗膜密着性により高い耐食性が得られ、さらに高い耐酸溶出性をも有する、Crを使用しない飲料缶または食缶用のアルミニウム蓋材を低コストで得ることができる。
【0038】
(実験例)
以下、実験例に基づいて、本発明の好適な実施の形態を具体的に説明する。アルミニウム材は全てJIS5021合金(板厚0.25mm)を用いた。
【0039】
(実施例1)
常法により日本ペイント(株)社製脱脂剤[SC420N−2(濃度2%、pH=12.5)、浴温70℃、スプレー処理(圧力1.5kgf/cm2)×6秒(目標エッチング量=100mg/m2)]を用いたアルカリ脱脂(エッチング量=97mg/m2)した後、50℃の1%硫酸(当社酸洗ラインにて一週間使用した液:Mg=0.1mass%、油分=0.1mass%)に5秒間浸漬し、常温の純水にて5秒間洗浄、直ちに化成型Zr処理(フッ素−Zrタイプ、液温40℃、Zr=15mg/m2)を行った。その後、エポキシ樹脂を主成分とする水性塗料を塗布・焼付(塗布量=7g/m2、乾燥温度250℃)した。塗装前の表面状態は、GDSで測定の結果、別表の通りであった。
【0040】
(実施例2)
実施例1と同様にして、アルカリ脱脂(エッチング量=102mg/m2)した後、50℃の1%硫酸(当社酸洗ラインにて一週間使用した液:Mg=0.1mass%、油分=0.1mass%)に5秒間浸漬し、常温の純水にて5秒間洗浄、直ちに化成型Ti処理(フッ素−Tiタイプ、液温40℃、Ti=12mg/m2)を行った。その後、エポキシ樹脂を主成分とする水性塗料を塗布・焼付(塗布量=7g/m2、乾燥温度250℃)した。塗装前の表面状態は、GDSで測定の結果、別表の通りであった。
【0041】
(実施例3)
実施例1と同様にして、アルカリ脱脂(エッチング量=106mg/m2)した後、50℃の1%硫酸(当社酸洗ラインにて一週間使用した液:Mg=0.1mass%、油分0.1mass%)に5秒間浸漬し、常温の純水にて5秒間洗浄、150℃の熱風で3秒間乾燥させた。その後、塗布型Zr処理(フッ素−Zrタイプ、乾燥温度120℃、Zr=15mg/m2)を行い、エポキシ樹脂を主成分とする水性塗料を塗布・焼付(塗布量=7g/m2、乾燥温度250℃)した。塗装前の表面状態は、GDSで測定の結果、別表の通りであった。
【0042】
(実施例4)
実施例1と同様にして、アルカリ脱脂(エッチング量=99mg/m2)した後、50℃の1%硫酸(当社酸洗ラインにて一週間使用した液:Mg=0.1mass%、油分=0.1mass%)に5秒間浸漬し、常温の純水にて5秒間洗浄、直ちに化成型Zr処理(フッ素−Zrタイプ、液温40℃、Zr=4mg/m2)を行った。その後、エポキシ樹脂を主成分とする水性塗料を塗布・焼付(塗布量=7g/m2、乾燥温度250℃)した。塗装前の表面状態は、GDSで測定の結果、別表の通りであった。
【0043】
(実施例5)
実施例1と同様にして、アルカリ脱脂(エッチング量=98mg/m2)した後、圧延油5mass%を加えた50℃の1%硫酸(当社酸洗ラインにて一週間使用した液:Mg=0.1mass%、油分=5.2mass%)に5秒間浸漬し、常温の純水にて5秒間洗浄、直ちに化成型Zr処理(フッ素−Zrタイプ、液温40℃、Zr=15mg/m2)を行った。その後、塩ビ樹脂を主成分とする溶剤塗料を塗布・焼付(塗布量=7g/m2、乾燥温度260℃)した。塗装前の表面状態は、GDSで測定の結果、別表の通りであった。
【0044】
(比較例1)
実施例1と同様にして、アルカリ脱脂(エッチング量=101mg/m2)した後、常温の純水にて5秒間洗浄、直ちに化成型Zr処理(フッ素−Zrタイプ、液温40℃、Zr=15mg/m2)を行った。その後、エポキシ樹脂を主成分とする水性塗料を塗布・焼付(塗布量=7g/m2、乾燥温度250℃)した。塗装前の表面状態は、GDSで測定の結果、別表の通りであった。
【0045】
(比較例2)
実施例1と同様にして、アルカリ脱脂(エッチング量=105mg/m2)した後、50℃の1%硫酸(当社酸洗ラインにて一ヶ月使用した液:Mg=3.2mass%、油分=1.2mass%)に5秒間浸漬し、常温の純水にて5秒間洗浄、直ちに化成型Zr処理(フッ素−Tiタイプ、液温40℃、Zr=15mg/m2)を行った。その後、エポキシ樹脂を主成分とする水性塗料を塗布・焼付(塗布量=7g/m2、乾燥温度250℃)した。塗装前の表面状態は、GDSで測定の結果、別表の通りであった。
【0046】
(比較例3)
実施例1と同様にして、アルカリ脱脂(エッチング量=100mg/m2)した後、50℃の1%硫酸(当社酸洗ラインにて一週間使用した液:Mg=0.1mass%、油分=0.1mass%)に5秒間浸漬し、常温の純水にて5秒間洗浄、直ちに化成型Zr処理(フッ素−Zrタイプ、液温30℃、Zr=1mg/m2)を行った。その後、エポキシ樹脂を主成分とする水性塗料を塗布・焼付(塗布量=7g/m2、乾燥温度250℃)した。塗装前の表面状態は、GDSで測定の結果、別表の通りであった。
【0047】
(比較例4)
日本ペイント(株)社製脱脂剤[SC420N−2(濃度2%、pH12.5、浴温70℃、スプレー処理圧力1.5kgf/cm2)×2秒(目標エッチング量=30mg/m2)]を用いたアルカリ脱脂(エッチング量=25mg/m2)した後、50℃の1%硫酸(当社酸洗ラインにて一週間使用した液:Mg=0.1mass%、油分=0.1mass%)に5秒間浸漬し、常温の純水にて5秒間洗浄、直ちに化成型Zr処理(フッ素−Zrタイプ、液温40℃、Zr=15mg/m2)を行った。その後、エポキシ樹脂を主成分とする水性塗料を塗布・焼付(塗布量=7g/m2、乾燥温度250℃)した。塗装前の表面状態は、GDSで測定の結果、別表の通りであった。
【0048】
(比較例5)
実施例1と同様にして、アルカリ脱脂(エッチング量=103mg/m2)した後、常法によりリン酸クロメート処理(Cr付着量=20mg/m2)した。その上に、エポキシ樹脂を主成分とする水性塗料を塗布・焼付(塗布量=7g/m2、乾燥温度250℃)した。塗装前の表面状態は、GDSで測定の結果、別表の通りであった。
【0049】
【表1】
【表2】
これらのサンプルに対し、以下のような評価試験を実施した。
[酸性溶液溶出試験] 塗装前のサンプルを4%酢酸水溶液に室温にて24時間浸漬(比液量50cm2/100mL,切断端面はシリコンシーラントにて保護)し、主要化成金属成分の溶出量をICP発光分光分析法により定量する。
[塗料ハジキ] 塗料焼付後、塗料ハジキに由来する塗装ヌケの個数を計数する。
[塗装まま密着性試験] 試験片に対し、JIS−K5400に準拠した1mm角碁盤目試験を行う。
[レトルト密着性試験] 加圧滅菌装置により、試験片を水道水中にて125℃×30分保持した後、JIS−K5400に準拠した1mm角碁盤目試験を行う。
[30%圧延密着性試験] 圧延機により、30%の板厚減少となるまで圧延加工した後、JIS−K5400に準拠した1mm角碁盤目試験を行う。
【0052】
【表3】
表2から明らかなように、本発明条件を満足する実施例1〜5は、各評価試験も優秀なのに対し、比較例1〜2は、Mgが濃化しているが故に、溶出量が多く、密着性も不良である。比較例3は、その化成皮膜が薄すぎるため、密着性の低下が見られる。比較例4は、エッチング不足に由来する化成皮膜の不均一さのため、比較例1〜2と同様の結果となった。
【0054】
また比較例5は、現在広く用いられているリン酸クロメートであるが、実施例1〜5は30%圧延密着性試験において比較例5を若干上回り、本発明の効果の高さが証明された。また、実施例1〜5は当然Crを使用しておらず、環境破壊や健康被害の観点からも優位性は明確である。
【0055】
【発明の効果】
以上のように、本発明によれば、Cr等の有害重金属を含まない、塗膜密着性および耐酸溶出性に優れた、低コストの飲料缶または食缶用のアルミニウム蓋材を提供することができる。
【図面の簡単な説明】
【図1】アルミニウム下地処理材表面における主要化成金属成分濃度とMg濃度および炭素濃度の変化状態を示す。
Claims (7)
- ZrまたはTiを主要化成金属成分とし、全体の厚さが2〜50mg/m2かつ主要化成金属成分が最大濃度を示す深さにおけるMg量が15mass%以下である化成皮膜を設けたことを特徴とする、塗膜密着性および耐酸溶出性に優れた缶蓋用ノンクロム型アルミニウム下地処理材。
- ZrまたはTiを主要化成金属成分とし、全体の厚さが2〜50mg/m2かつ主要化成金属成分が最大濃度を示す深さにおけるMg量が15mass%以下で、さらに最表面のC量が50mass%以下の化成皮膜を設けたことを特徴とする、水性塗料の塗膜密着性,耐ハジキ性および耐酸溶出性に優れた缶蓋用ノンクロム型アルミニウム下地処理材。
- 請求項1または2のアルミニウム下地処理材の表面に、エポキシ、ポリエステル、塩ビの少なくとも1種を含む樹脂皮膜を設けたことを特徴とする、塗膜密着性および耐酸溶出性に優れた缶蓋用ノンクロム型アルミニウム塗装材。
- アルミニウム材に対し、エッチング量が50〜1000mg/m2のアルカリ脱脂を行った後、pHが4.0以下かつMgイオン濃度が1mass%以下たる酸にて酸洗浄を行い、次いで反応型または塗布型の厚さが2〜50mg/m2のノンクロム化成皮膜処理を施すことを特徴とする、請求項1のアルミニウム下地処理材の製造方法。
- アルミニウム材に対し、エッチング量が50〜1000mg/m2かつ脱脂浴の油汚染が3mass%以下のアルカリ脱脂を行った後、pHが4.0以下かつMgイオン濃度が1mass%以下,油汚染が3mass%以下たる酸にて酸洗浄を行い、次いで反応型または塗布型の厚さが2〜50mg/m2のノンクロム化成皮膜処理を施したことを特徴とする、請求項2のアルミニウム下地処理材の製造方法。
- 化成皮膜処理において、化成浴中のAl及びMgの合計の濃度が1mass%以下である請求項4または5に記載のアルミニウム下地処理材の製造方法。
- ZrまたはTiを主要化成金属成分とし、全体の厚さが2〜50mg/m2かつ主要化成金属成分が最大濃度を示す深さにおけるMg量が15mass%以下である化成皮膜を設けたノンクロム型アルミニウム下地処理材の化成皮膜面に水性樹脂塗料を塗布することを特徴とする缶蓋用ノンクロム型アルミニウム塗装材の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002179528A JP2004018992A (ja) | 2002-06-20 | 2002-06-20 | 塗膜密着性および耐酸溶出性に優れたノンクロム型アルミニウム下地処理材 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002179528A JP2004018992A (ja) | 2002-06-20 | 2002-06-20 | 塗膜密着性および耐酸溶出性に優れたノンクロム型アルミニウム下地処理材 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004018992A true JP2004018992A (ja) | 2004-01-22 |
Family
ID=31176905
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002179528A Pending JP2004018992A (ja) | 2002-06-20 | 2002-06-20 | 塗膜密着性および耐酸溶出性に優れたノンクロム型アルミニウム下地処理材 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004018992A (ja) |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007070653A (ja) * | 2005-09-02 | 2007-03-22 | Kobe Steel Ltd | 化成処理性に優れたアルミニウム合金材およびその洗浄方法 |
| JP2007107033A (ja) * | 2005-10-12 | 2007-04-26 | Furukawa Sky Kk | 樹脂被覆アルミニウム板及びその製造方法 |
| JP2007107069A (ja) * | 2005-10-17 | 2007-04-26 | Chuo Motor Wheel Co Ltd | アルミニウム系基材の表面処理方法 |
| JP2007119866A (ja) * | 2005-10-28 | 2007-05-17 | Jfe Steel Kk | 表面処理金属板およびその製造方法、ならびに樹脂被覆金属板、金属缶および缶蓋 |
| KR101024736B1 (ko) | 2008-12-31 | 2011-03-24 | 엘에스산전 주식회사 | 회로 차단기의 인/입출 위치표시장치 |
| CN103057198A (zh) * | 2011-10-05 | 2013-04-24 | 株式会社神户制钢所 | 铝合金板、使用该铝合金板的接合体以及汽车用构件 |
| JP2013091843A (ja) * | 2011-10-05 | 2013-05-16 | Kobe Steel Ltd | アルミニウム合金板、これを用いた接合体および自動車用部材 |
| WO2015045855A1 (ja) | 2013-09-27 | 2015-04-02 | 日本ペイント株式会社 | アルミニウム缶の表面処理方法 |
| KR101516472B1 (ko) | 2012-02-03 | 2015-05-04 | 가부시키가이샤 고베 세이코쇼 | 알루미늄 합금판, 및 이것을 사용한 접합체 및 자동차용 부재 |
| WO2017170015A1 (ja) * | 2016-03-29 | 2017-10-05 | 株式会社神戸製鋼所 | アルミニウム材の表面処理方法、表面処理装置および表面処理アルミニウム材 |
-
2002
- 2002-06-20 JP JP2002179528A patent/JP2004018992A/ja active Pending
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007070653A (ja) * | 2005-09-02 | 2007-03-22 | Kobe Steel Ltd | 化成処理性に優れたアルミニウム合金材およびその洗浄方法 |
| JP2007107033A (ja) * | 2005-10-12 | 2007-04-26 | Furukawa Sky Kk | 樹脂被覆アルミニウム板及びその製造方法 |
| JP2007107069A (ja) * | 2005-10-17 | 2007-04-26 | Chuo Motor Wheel Co Ltd | アルミニウム系基材の表面処理方法 |
| JP2007119866A (ja) * | 2005-10-28 | 2007-05-17 | Jfe Steel Kk | 表面処理金属板およびその製造方法、ならびに樹脂被覆金属板、金属缶および缶蓋 |
| KR101024736B1 (ko) | 2008-12-31 | 2011-03-24 | 엘에스산전 주식회사 | 회로 차단기의 인/입출 위치표시장치 |
| CN103057198A (zh) * | 2011-10-05 | 2013-04-24 | 株式会社神户制钢所 | 铝合金板、使用该铝合金板的接合体以及汽车用构件 |
| JP2013091843A (ja) * | 2011-10-05 | 2013-05-16 | Kobe Steel Ltd | アルミニウム合金板、これを用いた接合体および自動車用部材 |
| KR101469324B1 (ko) * | 2011-10-05 | 2014-12-04 | 가부시키가이샤 고베 세이코쇼 | 자동차용 알루미늄 합금판, 및 이것을 이용한 접합체 및 자동차용 부재 |
| CN103057198B (zh) * | 2011-10-05 | 2015-07-22 | 株式会社神户制钢所 | 铝合金板、使用该铝合金板的接合体以及汽车用构件 |
| KR101516472B1 (ko) | 2012-02-03 | 2015-05-04 | 가부시키가이샤 고베 세이코쇼 | 알루미늄 합금판, 및 이것을 사용한 접합체 및 자동차용 부재 |
| WO2015045855A1 (ja) | 2013-09-27 | 2015-04-02 | 日本ペイント株式会社 | アルミニウム缶の表面処理方法 |
| WO2017170015A1 (ja) * | 2016-03-29 | 2017-10-05 | 株式会社神戸製鋼所 | アルミニウム材の表面処理方法、表面処理装置および表面処理アルミニウム材 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN101400825B (zh) | 金属表面处理剂 | |
| US6180177B1 (en) | Surface treatment composition for metallic material and method for treatment | |
| JP7447245B2 (ja) | 優れた耐黒変性及び耐アルカリ性を付与する三元系溶融亜鉛合金めっき鋼板用表面処理組成物、これを用いて表面処理された三元系溶融亜鉛合金めっき鋼板及びその製造方法 | |
| HUP0003824A2 (en) | Method and compositions for preventing corrosion of metal substrates | |
| EP2708619B1 (en) | Chemical conversion treatment agent for surface treatment of metal substrate, and surface treatment method of metal substrate using same | |
| EP2718479A1 (en) | Method of producing an aluminium or aluminium alloy strip with a heat- seal lacquer on a first surface and an epoxide based stove lacquer on the second surface previously coated with a chromium - free conversion coating | |
| JP2004018992A (ja) | 塗膜密着性および耐酸溶出性に優れたノンクロム型アルミニウム下地処理材 | |
| TWI412625B (zh) | 表面調整鋁鑄造物之製造方法 | |
| JP4668063B2 (ja) | 樹脂被覆アルミニウム板及びその製造方法 | |
| JP3319831B2 (ja) | 金属材料の自己析出型表面処理剤及び表面処理方法 | |
| JP3850253B2 (ja) | 塗膜密着性および耐食性に優れたアルミニウム下地処理材 | |
| JP4418066B2 (ja) | 熱交換器用アルミニウム材の防錆処理方法および防錆処理された熱交換器用アルミニウム材 | |
| JP2968147B2 (ja) | 亜鉛含有金属めっき鋼板用酸性置換めっき液組成物 | |
| JP2004035988A (ja) | 塗膜密着性に優れたノンクロム型アルミニウム下地処理材 | |
| JP2001234350A (ja) | 耐食性、塗装性、耐指紋性及び加工性に優れた金属板材料及びその製造方法 | |
| JP3936657B2 (ja) | 非クロム型処理亜鉛系めっき鋼板の製造方法 | |
| JP2009173996A (ja) | 塗装鋼材 | |
| JP4747019B2 (ja) | マグネシウム合金の化成処理方法および化成処理物 | |
| JP4418065B2 (ja) | 熱交換器用アルミニウム材の防錆処理方法および防錆処理された熱交換器用アルミニウム材 | |
| JP7641558B2 (ja) | 金属基材の表面処理方法、および表面処理装置 | |
| JP2003293168A (ja) | 耐食性に優れた塗装Al−Si合金めっき鋼板 | |
| JP2006144065A (ja) | アルミニウム系金属の表面処理方法 | |
| JP3898039B2 (ja) | フィルム密着性に優れた樹脂フィルム被覆用アルミニウム材および樹脂フィルム被覆アルミニウム材 | |
| JPH08144064A (ja) | 自動車用アルミニウム及びアルミニウム合金材料の表面処理方法 | |
| JP4808585B2 (ja) | 表面処理金属材料 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A712 Effective date: 20040311 |
|
| RD13 | Notification of appointment of power of sub attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7433 Effective date: 20050510 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050530 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20050511 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20051109 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080401 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20080909 |