JP2004031902A - 実装方法および実装装置 - Google Patents
実装方法および実装装置 Download PDFInfo
- Publication number
- JP2004031902A JP2004031902A JP2003047043A JP2003047043A JP2004031902A JP 2004031902 A JP2004031902 A JP 2004031902A JP 2003047043 A JP2003047043 A JP 2003047043A JP 2003047043 A JP2003047043 A JP 2003047043A JP 2004031902 A JP2004031902 A JP 2004031902A
- Authority
- JP
- Japan
- Prior art keywords
- adhesive
- chip
- substrate
- mounting
- microwave
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images






Classifications
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W72/00—Interconnections or connectors in packages
- H10W72/071—Connecting or disconnecting
- H10W72/0711—Apparatus therefor
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W72/00—Interconnections or connectors in packages
- H10W72/01—Manufacture or treatment
- H10W72/0198—Manufacture or treatment batch processes
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W72/00—Interconnections or connectors in packages
- H10W72/071—Connecting or disconnecting
- H10W72/0711—Apparatus therefor
- H10W72/07141—Means for applying energy, e.g. ovens or lasers
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W72/00—Interconnections or connectors in packages
- H10W72/071—Connecting or disconnecting
- H10W72/072—Connecting or disconnecting of bump connectors
- H10W72/07202—Connecting or disconnecting of bump connectors using auxiliary members
- H10W72/07204—Connecting or disconnecting of bump connectors using auxiliary members using temporary auxiliary members, e.g. sacrificial coatings
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W72/00—Interconnections or connectors in packages
- H10W72/071—Connecting or disconnecting
- H10W72/072—Connecting or disconnecting of bump connectors
- H10W72/07202—Connecting or disconnecting of bump connectors using auxiliary members
- H10W72/07204—Connecting or disconnecting of bump connectors using auxiliary members using temporary auxiliary members, e.g. sacrificial coatings
- H10W72/07207—Temporary substrates, e.g. removable substrates
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W72/00—Interconnections or connectors in packages
- H10W72/071—Connecting or disconnecting
- H10W72/072—Connecting or disconnecting of bump connectors
- H10W72/07251—Connecting or disconnecting of bump connectors characterised by changes in properties of the bump connectors during connecting
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W72/00—Interconnections or connectors in packages
- H10W72/20—Bump connectors, e.g. solder bumps or copper pillars; Dummy bumps; Thermal bumps
Landscapes
- Wire Bonding (AREA)
Abstract
【課題】接着剤の硬化を効率よく短時間で行わせて実装工程のタクトを大幅に短縮でき、かつ、マルチヘッド化の不要化も可能とすることができ、しかも、接着剤部分以外、とくに、接合されるチップや基板の加熱温度の低下が可能な、実装方法および実装装置を提供する。
【解決手段】チップの電極と基板の電極を相対させて接合する実装において、チップと基板との間に接着剤を介在させ、かつ、前記電極同士を圧接した状態にて、マイクロウェーブを照射して前記接着剤を硬化させることを特徴とする実装方法および実装装置。
【選択図】 図2
【解決手段】チップの電極と基板の電極を相対させて接合する実装において、チップと基板との間に接着剤を介在させ、かつ、前記電極同士を圧接した状態にて、マイクロウェーブを照射して前記接着剤を硬化させることを特徴とする実装方法および実装装置。
【選択図】 図2
Description
【0001】
【発明の属する技術分野】
本発明は、チップの電極と基板の電極を相対させて接合する、いわゆるフリップチップ実装方法および実装装置に関し、とくに、両者間に介在される接着剤を短時間で硬化させて実装工程全体のタクトを短縮できるとともに、接着剤硬化までの加圧状態維持機構の簡略化も可能な実装方法および実装装置に関する。
【0002】
【従来の技術】
フリップチップ実装においては、たとえば、チップと基板間に接着剤を介在させた状態で、加圧してチップの電極と基板の電極を圧接させ、その圧接状態を保ちつつ接着剤を硬化させるようにしている。たとえば、接着剤として、少なくとも表面が金属からなる(たとえば、表面が金メッキされた)導電粒子を含有した異方導電フィルムを使用する方法においては、チップと基板間に圧着力を作用させ、粒子を弾性変形させた状態で接着剤を硬化させる必要がある。そのため、とくに基板に複数のチップを実質的に同時に実装する場合、マルチヘッド構造にて各チップを個別に加圧しながら接着剤が硬化するまで押さえておかなければならず、これに時間を要するため、その分タクトの時間短縮が難しく、生産性をより向上することが困難であるという問題がある。また、マルチヘッド化するために、設備の複雑化とコストアップを招くという問題もある。
【0003】
また、たとえば、チップおよび基板の少なくとも一方の電極が、溶融されて接合される金属からなるバンプに形成されており(たとえば、ハンダバンプに形成されており)、これを非導電性接着剤中で溶融接合させる場合、溶融されたバンプを押し拡げるためには一定の圧力をかけておく必要があり、接合が完了するまでは、接着剤(樹脂)の張力(表面張力)によって押し戻されてしまうのを防止するため、押さえ続けておく必要があった。したがって、上記同様、タクトの時間短縮が難しく、生産性をより向上することが困難であるという問題があり、また、マルチヘッド化する場合には、設備の複雑化とコストアップを招くという問題もある。
【0004】
さらに、たとえば、フラット表示パネル等における実装においては、ガラス等からなる基板に、加熱操作を加えつつチップを実装していくが、加熱時のチップと基板の熱膨張差により歪みが生じ、それによって接合部抵抗値にばらつきが生じるおそれがある。このばらつきを抑えるためには、加熱温度を下げることが好ましいが、温度を下げると接着剤の硬化が進まないか、硬化に長時間を要することになり、やはり生産性を向上することが困難である。
【0005】
【発明が解決しようとする課題】
そこで本発明の課題は、上記のような従来の実装における問題点に着目し、接着剤の硬化を効率よく短時間で行わせて実装工程のタクトを大幅に短縮でき、かつ、マルチヘッド化の不要化も可能とすることができ、しかも、接着剤部分以外、とくに、接合されるチップや基板の加熱温度の低下が可能な、実装方法および実装装置を提供し、実装工程における生産性向上、設備の簡略化およびコストダウン、品質向上等を可能ならしめることにある。
【0006】
【課題を解決するための手段】
上記課題を解決するために、本発明に係る実装方法は、チップの電極と基板の電極を相対させて接合する実装方法において、チップと基板との間に接着剤を介在させ、かつ、前記電極同士を圧接した状態にて、マイクロウェーブを照射して前記接着剤を硬化させることを特徴とする方法からなる。
【0007】
この実装方法においては、チップの加圧手段とチップとの間に弾性材を介在させて前記電極同士を圧接することが可能である。この場合、とくに、複数のチップを同時に前記基板に実装することが可能になる。
【0008】
本発明において、チップとは、たとえば、ICチップ、半導体チップ、光素子、表面実装部品、ウエハーなど、種類や大きさに関係なく、基板と接合させる側の全てのものをいう。また、基板とは、たとえば、樹脂基板、ガラス基板、フィルム基板、チップ、ウエハーなど、種類や大きさに関係なく、チップと接合される側の全てのものを指す。チップや基板の電極の形態としては、とくに限定されず、先端面が平坦な電極の他に丸く膨らんだ形状のものも含み、表面に金や銅メッキの施されたもの、溶融されて接合される金属からなるバンプ(ハンダバンプ)等のあらゆる形態が含まれる。また、電気配線を伴った電極、電気配線につながっていないダミー電極など、チップや基板に設けられる全ての電極を対象とすることができる。さらに接着剤としても、本発明によるマイクロウェーブ照射により硬化の促進が可能なものであれば、種類を問わずあらゆる実装用接着剤が含まれる。
【0009】
この本発明に係る実装方法においては、上記接着剤中に、少なくとも表面が金属からなる粒子(たとえば、表面に金メッキが施された導電粒子)を含有させることができる。このような接着剤は、導電粒子を含有した、いわゆる異方導電性接着剤、つまり、異方導電性フィルムや異方導電性ペーストの形態で用いることができる。
【0010】
また、チップおよび基板の少なくとも一方の電極については、前述した電極形態のうち、たとえば、溶融されて接合される金属からなるバンプで形成することができる。この場合、上記接着剤として、たとえば、非導電性接着剤を用いることができる。
【0011】
また、本発明においては、上記マイクロウェーブの照射を、次のような段階で行うことができる。すなわち、チップを基板に対しアライメントした後の実装工程で、つまり、アライメントを行ったのと同じ装置内での実装工程で、接着剤に対してマイクロウェーブを照射することができる。あるいは、チップを基板に対しアライメントした後両者を仮接合し(仮圧着し)、この仮接合体を別の場所の本接合工程(本圧着工程)に搬送し、該本接合工程で、前記接着剤にマイクロウェーブを照射し本硬化させることもできる。
【0012】
本発明に係る実装装置は、チップの電極と基板の電極を相対させて接合する実装装置において、前記電極同士を圧接させる手段と、チップと基板との間に介在された接着剤にマイクロウェーブを照射する手段とを有することを特徴とするものからなる。
【0013】
この実装装置においては、チップの加圧手段とチップとの間に弾性材を介装させることが可能である。この弾性材を介装させた形態では、とくに、複数のチップを同時に前記基板に実装することが可能になる。
【0014】
この実装装置においては、接着剤介在部に対し、周囲に対するマイクロウェーブシールド手段が設けられていることが好ましい。マイクロウェーブシールド手段は、たとえば、チップと基板を覆うチャンバの少なくとも一部として構成することができる。また、マイクロウェーブには容易に指向性を持たせることができるので、接着剤介在部に対し、該接着剤介在部に向けてマイクロウェーブを透過させる手段を設けておくと、実質的に接着剤介在部に対してのみ効率よくマイクロウェーブを照射することが可能となる。この場合、マイクロウェーブシールド手段は、少なくとも、マイクロウェーブ照射手段により指向性を付与されたマイクロウェーブに相対する位置に設けられていることが好ましい。また、基板保持部は、加圧力を受けるための構造が必要であり、かつ、下部からマイクロウェーブを照射するためにはそれを透過させる材料である必要がある。したがって、この基板保持部を構成するバックアップ部分は、マイクロウェーブ透過材で加圧力に耐えうるガラスやセラミック等で構成されていることが好ましい。
【0015】
この実装装置においても、接着剤中に、少なくとも表面が金属からなる粒子が含有されている形態を採用でき、接着剤として、異方導電性フィルムや異方導電性ペーストを用いることができる。また、チップおよび基板の少なくとも一方の電極として、溶融されて接合される金属からなるバンプで形成することができる。さらに、接着剤として、非導電性接着剤を用いることもできる。
【0016】
さらに、マイクロウェーブ照射手段は、チップを基板に対しアライメントした後の実装工程に設けることもできるし、チップを基板に対しアライメントした後両者を仮接合し、該仮接合体が搬送される別の場所の本接合工程に設けることもできる。
【0017】
上記のように構成された本発明に係る実装方法および実装装置においては、接着剤としてたとえば異方導電性フィルムを用いる場合、マイクロウェーブの照射により、短時間のうちに迅速に接着剤を硬化させることができるので、タクトを大幅に短縮でき、生産性を大幅に向上できる。また、極めて短時間で接着剤を硬化させることができるので、複数のチップを実装する場合に、従来のようにマルチヘッド化することは不要になり、設備を大幅に簡略化できるとともに、コストダウンが可能となる。
【0018】
また、マイクロウェーブにより接着剤を硬化させるため基本的に加圧手段側から加熱する必要がなくなるので、チップの加圧手段とチップとの間に弾性材を介在させることが可能になる。弾性材を介在させることにより、電極同士が圧接される際の電極の高さのばらつきを吸収させることが可能になるとともに、とくに複数のチップを実装する場合にチップ間の高さのばらつきを吸収させることが可能になり、複数のチップを同時に一括で基板に実装することが可能になる。
【0019】
また、非導電性接着剤中で接合する場合にも、マイクロウェーブの照射により短時間で接着剤の硬化が完了するため、長時間チップを押さえておく必要がなくなる。その結果、前記同様、タクトを大幅に短縮して生産性を大幅に向上できるとともに、マルチヘッド化を不要化して設備の簡略化とコストダウンが可能となる。ただし、隣り合うチップ間が近い場合は、加圧していないチップ下の接着剤も硬化してしまうため、複数チップを同時に圧接しながら、マイクロウェーブを照射する場合もある。この場合には、上記のように弾性材を介在させてチップ間の高さのばらつきを吸収させることが好ましい。
【0020】
また、フラット表示パネルのように、従来、チップと基板との熱膨張差が問題となっていた実装においては、マイクロウェーブの照射により接着剤介在部のみを集中的に効率的に加熱することが可能となるため、チップや基板の温度を従来方法に比べて低く抑えることができ、熱膨張差に伴う問題を解消あるいは軽減し、品質の向上をはかることができる。とくに基板等がガラスからなる場合には、マイクロウェーブはガラスを透過するため、温度上昇が望ましくない部位に対して加熱による温度上昇を低く抑えることができる。さらに、接着剤中に表面が金属からなる導電粒子が含有されている場合には、照射されてきたマイクロウェーブを効率よく導電粒子で吸収し、周囲部分へのマイクロウェーブによる影響を抑えて、結果的に接着剤部分を効果的に加熱してその迅速な硬化に寄与させることができる。つまり、結果的に、チップと基板の温度上昇は低く抑えられ、従来の高温加熱による歪みの発生が抑えられる。
【0021】
さらに、仮接合(仮圧着)と本接合(本圧着)工程とを分離し、マイクロウェーブの照射を本接合工程で行うようにすれば、タクトを一層短縮することが可能になり、生産性をより向上することが可能となる。
【0022】
【発明の実施の形態】
以下に、本発明の望ましい実施の形態を、図面を参照しながら説明する。
図1は、本発明の一実施態様に係る実装装置1を示している。図1において、チップ2上には複数の電極4(図1には2つの電極4を示してある)が設けられており、基板3には対応する電極5が設けられている。これらチップ2と基板3が、間に接着剤を介在させ、かつ、電極同士を圧接した状態にて、マイクロウェーブ照射手段9から照射されるマイクロウェーブにより接着剤が硬化され、電極同士が電気的に接合される。
【0023】
本実施態様では、基板3を保持するバックアップステージ6とチップ2を保持するツール7が設けられ、バックアップステージ6はX、Y方向(水平方向)および/または回転方向(θ方向)に位置調整できるようになっており、ツール7はZ方向(上下方向)および/または回転方向(θ方向)に位置調整できるようになっている。本実施態様では、このツール7は、加圧手段も兼ねており、所定の圧力にて、チップ2の電極4を基板3の電極5に圧着できるようになっている。また、上下の被接合物の位置ずれ量を検出し、それに基づいて所望の位置精度範囲内にアライメントできるようにするために、バックアップステージ6とツール7の間には、上下の被接合物側に付された認識マークを読み取る認識手段8が進退可能に設けられている。この認識手段8も、X、Y方向(場合によっては、さらにZ方向)に位置調整できるようになっている。
【0024】
なお、上記のようなバックアップステージ、ツール、認識手段は、一般には、平行移動および/または回転自在に装着されるが、必要に応じて、それらと昇降とを組み合わせた態様に装着してもよい。また、認識手段は、CCDカメラ、赤外線カメラ、X線カメラ、適当なセンサー等、認識マークを認識できる全ての手段を含む概念である。
【0025】
チップ2と基板3間の接合は、たとえば図2に示すように行われる。すなわち、チップ2と基板3との間に接着剤11が介在され、本実施態様では、少なくとも表面が金属からなる粒子(導電粒子)12が多数含有された接着剤11が介在され、電極4、5同士が圧接された状態にて、マイクロウェーブ照射手段9からマイクロウェーブ13が照射される。照射されたマイクロウェーブ13により接着剤11が硬化され、電極4、5間で押しつぶされた導電粒子12を介して電極4、5同士が電気的に接合される。導電粒子含有接着剤11は、たとえば異方導電性フィルムや異方導電性ペーストの形態で準備される。この導電粒子含有接着剤11には、通常、約5μm径程度の導電性微粒子12が約100万個/mm3 程度含有されている。
【0026】
マイクロウェーブ13の照射により、接着剤11の分子を振動させることで接着剤11が加熱されてその硬化が促進され、通常のヒータ等による加熱に比べ、硬化時間が大幅に短縮される。このマイクロウェーブ13による加熱、硬化では、接着剤11の分子振動による加熱であるため、接着剤11部分以外の温度は低く抑えられる。これは、マイクロウェーブ13そのものの特性を利用していることによる。
【0027】
すなわち、マイクロウェーブ13は一般に図3に示すような特性を有しており、ガラスやセラミックに対しては吸収率が低いため透過されやすく、金属に対しては吸収率が低くて反射されやすく、接着剤を構成しているような樹脂に対しては吸収率が高く、そのような樹脂は分子振動されて加熱されやすい。したがって、このマイクロウェーブ13の照射により、樹脂に比べて比較的分子振動の起こりにくいシリコン等からなるチップ2や、ガラスや同じくシリコン、セラミック等からなる基板3の温度上昇は抑えられるが、間に介在された接着剤11は効率よく加熱されて短時間で迅速に硬化される。とくに図2に示したような導電性粒子12が含有されている場合には、その表面金属でマイクロウェーブ13が反射、散乱され、結果的に、マイクロウェーブ13が接着剤11の介在部を中心に吸収されることになるので、チップ2や基板3の温度が従来方法に比べて低く抑えられつつ、接着剤11の硬化が促進される。また、チップ2や基板3の温度が低く抑えられる結果、高温加熱時の問題、たとえばフラット表示パネルにおける実装の場合に問題となっていた熱膨張差に伴う歪みも小さく抑えられ、接合抵抗値のばらつきも抑えられることになる。
【0028】
なお、図2には導電粒子含有接着剤11の場合を示したが、接着剤としては非導電性接着剤を用いてバンプと電極を圧接した状態で非導電性接着剤を硬化させることも可能であり、上記同様に、マイクロウェーブ13の照射により硬化が促進される。また、チップ2または/および基板3の電極4、5をバンプ、たとえば加熱溶融されて互いに接合される金属からなるバンプ(ハンダバンプ)に形成し、接着剤中で加熱溶融接合し、接着剤を硬化させる方法の場合にも、たとえばバンプの加熱溶融は従来通りツール7やステージ6側に内蔵されたヒータによって行い、それとともに、あるいはそれとは独立した制御にて、マイクロウェーブ13の照射により接着剤の硬化を促進することができる。その場合に、たとえば、バンプの溶融接合後、冷却し、熱膨張による歪みをなくした状態でマイクロウェーブ13を照射して樹脂を硬化させれば、より一層信頼性は向上する。たとえば特願2000−399759に記載のように、バンプを溶融したまま、さらに高い温度で樹脂を硬化させる方法では、バンプの熱膨張による歪みが残るおそれがある。
【0029】
いずれの接合形態にあっても、接着剤が効率よく短時間で硬化されるため、従来のように硬化が完了するまで、接着剤樹脂の張力(表面張力)によってチップ2が押し戻されるのを防止するためにチップ2を押さえておかなかればならなかった動作を、ごく短時間で済ませることができるか、あるいは、そのような圧着力付与持続動作を無くすることまで可能となる。また、硬化が短時間で完了するため、硬化を含む一連の実装工程におけるタクトが大幅に短縮される。
【0030】
この圧着力付与持続動作の簡略化、タクトの短縮は、マルチヘッド機構を採用していた従来方法に対して特に有効であり、本発明では、マルチヘッド化を不要化することが可能である。たとえば図4に示すように(図4では、2つのチップ2a、2bを一つの基板3に実装する場合を例示してある。)、マイクロウェーブ13の照射により接着剤11の硬化が極めて短時間で完了するため、各チップ2a、2bを個別に押さえておく必要がなくなり、タクト短縮とともに、マルチヘッド化を不要化することが可能となる。マルチヘッド化の不要化により、設備を簡略化できるとともに、コストダウンを達成することができる。
【0031】
また、本発明では、照射されるマイクロウェーブが接合部以外に悪影響を及ぼさないように、あるいは、接合部に効率よく集中して照射されるようにすることができる。
【0032】
たとえば図5に示す構造では、チップ2側のツール7の周囲に、マイクロウェーブ照射手段としてのアンテナあるいはプローブ21が設けられ、接着剤11が介在された接合部22に向けて、チャンバ内部にマイクロウェーブ23が照射されるようになっている。この部位は、チャンバ24方式にて覆われており、下方の基板3側下部には、マイクロウェーブシールド手段としての金属板からなるシールド板25が設けられている。あたかも電子レンジのような構造が形成され、この中で接着剤11が迅速に硬化される。
【0033】
ただし、上記のようなチャンバ方式にすると、そのチャンバの大きさによって適用できる基板3の最大寸法が決まってしまうので、より大きな基板に対しては使用困難となる。そのため、図6に示すように多少の隙間を開けて基板を通すことも実用上可能である。
【0034】
また、指向性を持たせた方法で一方から照射することもできる。たとえば図6に示すような構造も採用できる。図6に示す構造では、基板3aがたとえばガラス基板のようなマイクロウェーブを透過する材質からなっており、基板3aの下方、たとえば基板ステージ6内に、マイクロウェーブ照射手段としてのアンテナあるいはプローブ31が設けられている。基板3aを透過したマイクロウェーブが、接着剤11を介在させた接合部32に向けて照射される。接合部32の上方には、図示例ではツール7の下部に、チップ2とともに接合部32を覆うようにマイクロウェーブシールド手段としての金属板からなるシールド板33が設けられている。このように構成すれば、とくに大きな基板3aに対しても、シールド板33による反射によって周囲への悪影響を防止しつつ、接合部32に効率よく基板3aを透過したマイクロウェーブを照射することができ、接着剤を迅速に硬化させることができる。なお、図6では下部より照射したが、上部から照射することも可能である。
【0035】
なお、図示は省略するが、図6に示したように基板ステージ6内にマイクロウェーブ照射手段としてのアンテナあるいはプローブを設ける場合、その基板ステージ6の上部のマイクロウェーブ照射経路に位置する部分を、マイクロウェーブが透過しやすい、たとえばガラスやセラミックで構成することが好ましい。
【0036】
さらに本発明においては、上記のようなマイクロウェーブを、チップ2を基板3に対してアライメントした後の同じ装置内における実装工程にて、接合部に向けて照射することもできるし、この装置内における工程を仮接合工程としてここではマイクロウェーブを照射せず、仮接合された仮接合体を別の場所の本接合工程に搬送し、該本接合工程にてチップを加圧した状態でマイクロウェーブを照射して接着剤を硬化完了させるようにすることもできる。後者のようにすれば、一連の実装工程を分離して実施できるので、全体としてのタクトを一層短縮することが可能となる。
【0037】
また、本発明においては、チップと基板の電極同士の圧接の際に電極高さのばらつきを吸収させたり、とくに複数のチップを基板に実装する場合にチップ間の高さのばらつきを吸収させるために、とくにチップの加圧手段(前述のツール7)とチップの間に弾性材を介在させることができる。
【0038】
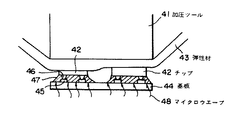
たとえば図7に示すように、チップの加圧手段としての加圧ツール41の下面側に、チップ42との間に弾性材43が介在される。弾性材43は加圧ツール41に固定することも可能であるが、図示例では、テープ状の弾性材43が順次加圧ツール41の下面側に供給されるようになっており、このテープ状の弾性材43に、基板44に実装すべき複数のチップ42が保持されている。この弾性材43には、たとえばガラスクロス入りのシリコンシートなどが使用される。弾性材43の厚みは、実装すべきチップ42等に応じて適宜設定すればよい。
【0039】
基板44の電極45と、対応する複数のチップ42の電極46とが接着剤47中で圧接され、マイクロウェーブ48がたとえば下方から照射されて接着剤47が硬化される。
【0040】
このように本発明ではマイクロウェーブ48により接着剤47を硬化させるため、加圧ツール41側から加熱する必要がなくなり、加圧ツール41側に弾性材43を介在させることが可能になる。弾性材43を介在させることにより、互いに当接される電極同士の高さにばらつきがある場合、および、とくに複数のチップ42間に高さのばらつきがある場合、これらのばらつきが弾性材43の変形により効果的に吸収される。とくに複数のチップ42間の高さのばらつきが吸収されることにより、該複数のチップ42を同時に一括で圧着し、実装することができ、実装の効率化、タクトタイムの大幅な短縮が可能になる。
【0041】
【発明の効果】
以上説明したように、本発明に係る実装方法および実装装置によれば、マイクロウェーブの照射により接着剤の硬化を促進して実装におけるタクトを大幅に短縮することが可能となり、生産性を大幅に向上することができる。とくに、導電粒子を含有させた接着剤を使用する場合には、チップや基板の温度上昇を低く抑えることも可能となり、熱膨張差に伴う歪み等の発生を抑制して、接合部の電気抵抗値のばらつきを抑え、製品品質の向上をはかることができる。また、複数のチップを実装する場合、マルチヘッド化を実質的に不要化することが可能になり、設備の簡略化、コストダウンも可能となる。さらに、マイクロウェーブによる接着剤の硬化により、とくに複数のチップと加圧手段との間に弾性材を介在させることが可能になり、弾性材の介在によりチップ間の高さのばらつきを吸収して、複数のチップを同時に一括して実装することが可能になり、タクトタイムの大幅な短縮をはかることができる。
【図面の簡単な説明】
【図1】本発明の一実施態様に係る実装装置の概略構成図である。
【図2】図1の装置におけるマイクロウェーブ照射の様子の一例を示す部分拡大縦断面図である。
【図3】物質の種類とマイクロウェーブ吸収率との関係を示す特性比較図である。
【図4】本発明において複数のチップを実装する様子の一例を示す接合部の縦断面図である。
【図5】別のマイクロウェーブ照射構成を示す実装装置の部分構成図である。
【図6】さらに別のマイクロウェーブ照射構成を示す実装装置の部分構成図である。
【図7】本発明において弾性材を介装した場合の一例を示す、実装装置の部分構成図である。
【符号の説明】
1 実装装置
2、2a、2b チップ
3、3a 基板
4 チップの電極
5 基板の電極
6 バックアップステージ
7 ツール
8 認識手段
9 マイクロウェーブ照射手段
11 接着剤
12 粒子(導電粒子)
13 マイクロウェーブ
21、31 マイクロウェーブ照射手段としてのアンテナあるいはプローブ
22、32 接合部
23 マイクロウェーブ
24 チャンバ
25、33 マイクロウェーブシールド手段としてのシールド板
41 加圧手段としての加圧ツール
42 チップ
43 弾性材
44 基板
45 基板の電極
46 チップの電極
47 接着剤
48 マイクロウェーブ
【発明の属する技術分野】
本発明は、チップの電極と基板の電極を相対させて接合する、いわゆるフリップチップ実装方法および実装装置に関し、とくに、両者間に介在される接着剤を短時間で硬化させて実装工程全体のタクトを短縮できるとともに、接着剤硬化までの加圧状態維持機構の簡略化も可能な実装方法および実装装置に関する。
【0002】
【従来の技術】
フリップチップ実装においては、たとえば、チップと基板間に接着剤を介在させた状態で、加圧してチップの電極と基板の電極を圧接させ、その圧接状態を保ちつつ接着剤を硬化させるようにしている。たとえば、接着剤として、少なくとも表面が金属からなる(たとえば、表面が金メッキされた)導電粒子を含有した異方導電フィルムを使用する方法においては、チップと基板間に圧着力を作用させ、粒子を弾性変形させた状態で接着剤を硬化させる必要がある。そのため、とくに基板に複数のチップを実質的に同時に実装する場合、マルチヘッド構造にて各チップを個別に加圧しながら接着剤が硬化するまで押さえておかなければならず、これに時間を要するため、その分タクトの時間短縮が難しく、生産性をより向上することが困難であるという問題がある。また、マルチヘッド化するために、設備の複雑化とコストアップを招くという問題もある。
【0003】
また、たとえば、チップおよび基板の少なくとも一方の電極が、溶融されて接合される金属からなるバンプに形成されており(たとえば、ハンダバンプに形成されており)、これを非導電性接着剤中で溶融接合させる場合、溶融されたバンプを押し拡げるためには一定の圧力をかけておく必要があり、接合が完了するまでは、接着剤(樹脂)の張力(表面張力)によって押し戻されてしまうのを防止するため、押さえ続けておく必要があった。したがって、上記同様、タクトの時間短縮が難しく、生産性をより向上することが困難であるという問題があり、また、マルチヘッド化する場合には、設備の複雑化とコストアップを招くという問題もある。
【0004】
さらに、たとえば、フラット表示パネル等における実装においては、ガラス等からなる基板に、加熱操作を加えつつチップを実装していくが、加熱時のチップと基板の熱膨張差により歪みが生じ、それによって接合部抵抗値にばらつきが生じるおそれがある。このばらつきを抑えるためには、加熱温度を下げることが好ましいが、温度を下げると接着剤の硬化が進まないか、硬化に長時間を要することになり、やはり生産性を向上することが困難である。
【0005】
【発明が解決しようとする課題】
そこで本発明の課題は、上記のような従来の実装における問題点に着目し、接着剤の硬化を効率よく短時間で行わせて実装工程のタクトを大幅に短縮でき、かつ、マルチヘッド化の不要化も可能とすることができ、しかも、接着剤部分以外、とくに、接合されるチップや基板の加熱温度の低下が可能な、実装方法および実装装置を提供し、実装工程における生産性向上、設備の簡略化およびコストダウン、品質向上等を可能ならしめることにある。
【0006】
【課題を解決するための手段】
上記課題を解決するために、本発明に係る実装方法は、チップの電極と基板の電極を相対させて接合する実装方法において、チップと基板との間に接着剤を介在させ、かつ、前記電極同士を圧接した状態にて、マイクロウェーブを照射して前記接着剤を硬化させることを特徴とする方法からなる。
【0007】
この実装方法においては、チップの加圧手段とチップとの間に弾性材を介在させて前記電極同士を圧接することが可能である。この場合、とくに、複数のチップを同時に前記基板に実装することが可能になる。
【0008】
本発明において、チップとは、たとえば、ICチップ、半導体チップ、光素子、表面実装部品、ウエハーなど、種類や大きさに関係なく、基板と接合させる側の全てのものをいう。また、基板とは、たとえば、樹脂基板、ガラス基板、フィルム基板、チップ、ウエハーなど、種類や大きさに関係なく、チップと接合される側の全てのものを指す。チップや基板の電極の形態としては、とくに限定されず、先端面が平坦な電極の他に丸く膨らんだ形状のものも含み、表面に金や銅メッキの施されたもの、溶融されて接合される金属からなるバンプ(ハンダバンプ)等のあらゆる形態が含まれる。また、電気配線を伴った電極、電気配線につながっていないダミー電極など、チップや基板に設けられる全ての電極を対象とすることができる。さらに接着剤としても、本発明によるマイクロウェーブ照射により硬化の促進が可能なものであれば、種類を問わずあらゆる実装用接着剤が含まれる。
【0009】
この本発明に係る実装方法においては、上記接着剤中に、少なくとも表面が金属からなる粒子(たとえば、表面に金メッキが施された導電粒子)を含有させることができる。このような接着剤は、導電粒子を含有した、いわゆる異方導電性接着剤、つまり、異方導電性フィルムや異方導電性ペーストの形態で用いることができる。
【0010】
また、チップおよび基板の少なくとも一方の電極については、前述した電極形態のうち、たとえば、溶融されて接合される金属からなるバンプで形成することができる。この場合、上記接着剤として、たとえば、非導電性接着剤を用いることができる。
【0011】
また、本発明においては、上記マイクロウェーブの照射を、次のような段階で行うことができる。すなわち、チップを基板に対しアライメントした後の実装工程で、つまり、アライメントを行ったのと同じ装置内での実装工程で、接着剤に対してマイクロウェーブを照射することができる。あるいは、チップを基板に対しアライメントした後両者を仮接合し(仮圧着し)、この仮接合体を別の場所の本接合工程(本圧着工程)に搬送し、該本接合工程で、前記接着剤にマイクロウェーブを照射し本硬化させることもできる。
【0012】
本発明に係る実装装置は、チップの電極と基板の電極を相対させて接合する実装装置において、前記電極同士を圧接させる手段と、チップと基板との間に介在された接着剤にマイクロウェーブを照射する手段とを有することを特徴とするものからなる。
【0013】
この実装装置においては、チップの加圧手段とチップとの間に弾性材を介装させることが可能である。この弾性材を介装させた形態では、とくに、複数のチップを同時に前記基板に実装することが可能になる。
【0014】
この実装装置においては、接着剤介在部に対し、周囲に対するマイクロウェーブシールド手段が設けられていることが好ましい。マイクロウェーブシールド手段は、たとえば、チップと基板を覆うチャンバの少なくとも一部として構成することができる。また、マイクロウェーブには容易に指向性を持たせることができるので、接着剤介在部に対し、該接着剤介在部に向けてマイクロウェーブを透過させる手段を設けておくと、実質的に接着剤介在部に対してのみ効率よくマイクロウェーブを照射することが可能となる。この場合、マイクロウェーブシールド手段は、少なくとも、マイクロウェーブ照射手段により指向性を付与されたマイクロウェーブに相対する位置に設けられていることが好ましい。また、基板保持部は、加圧力を受けるための構造が必要であり、かつ、下部からマイクロウェーブを照射するためにはそれを透過させる材料である必要がある。したがって、この基板保持部を構成するバックアップ部分は、マイクロウェーブ透過材で加圧力に耐えうるガラスやセラミック等で構成されていることが好ましい。
【0015】
この実装装置においても、接着剤中に、少なくとも表面が金属からなる粒子が含有されている形態を採用でき、接着剤として、異方導電性フィルムや異方導電性ペーストを用いることができる。また、チップおよび基板の少なくとも一方の電極として、溶融されて接合される金属からなるバンプで形成することができる。さらに、接着剤として、非導電性接着剤を用いることもできる。
【0016】
さらに、マイクロウェーブ照射手段は、チップを基板に対しアライメントした後の実装工程に設けることもできるし、チップを基板に対しアライメントした後両者を仮接合し、該仮接合体が搬送される別の場所の本接合工程に設けることもできる。
【0017】
上記のように構成された本発明に係る実装方法および実装装置においては、接着剤としてたとえば異方導電性フィルムを用いる場合、マイクロウェーブの照射により、短時間のうちに迅速に接着剤を硬化させることができるので、タクトを大幅に短縮でき、生産性を大幅に向上できる。また、極めて短時間で接着剤を硬化させることができるので、複数のチップを実装する場合に、従来のようにマルチヘッド化することは不要になり、設備を大幅に簡略化できるとともに、コストダウンが可能となる。
【0018】
また、マイクロウェーブにより接着剤を硬化させるため基本的に加圧手段側から加熱する必要がなくなるので、チップの加圧手段とチップとの間に弾性材を介在させることが可能になる。弾性材を介在させることにより、電極同士が圧接される際の電極の高さのばらつきを吸収させることが可能になるとともに、とくに複数のチップを実装する場合にチップ間の高さのばらつきを吸収させることが可能になり、複数のチップを同時に一括で基板に実装することが可能になる。
【0019】
また、非導電性接着剤中で接合する場合にも、マイクロウェーブの照射により短時間で接着剤の硬化が完了するため、長時間チップを押さえておく必要がなくなる。その結果、前記同様、タクトを大幅に短縮して生産性を大幅に向上できるとともに、マルチヘッド化を不要化して設備の簡略化とコストダウンが可能となる。ただし、隣り合うチップ間が近い場合は、加圧していないチップ下の接着剤も硬化してしまうため、複数チップを同時に圧接しながら、マイクロウェーブを照射する場合もある。この場合には、上記のように弾性材を介在させてチップ間の高さのばらつきを吸収させることが好ましい。
【0020】
また、フラット表示パネルのように、従来、チップと基板との熱膨張差が問題となっていた実装においては、マイクロウェーブの照射により接着剤介在部のみを集中的に効率的に加熱することが可能となるため、チップや基板の温度を従来方法に比べて低く抑えることができ、熱膨張差に伴う問題を解消あるいは軽減し、品質の向上をはかることができる。とくに基板等がガラスからなる場合には、マイクロウェーブはガラスを透過するため、温度上昇が望ましくない部位に対して加熱による温度上昇を低く抑えることができる。さらに、接着剤中に表面が金属からなる導電粒子が含有されている場合には、照射されてきたマイクロウェーブを効率よく導電粒子で吸収し、周囲部分へのマイクロウェーブによる影響を抑えて、結果的に接着剤部分を効果的に加熱してその迅速な硬化に寄与させることができる。つまり、結果的に、チップと基板の温度上昇は低く抑えられ、従来の高温加熱による歪みの発生が抑えられる。
【0021】
さらに、仮接合(仮圧着)と本接合(本圧着)工程とを分離し、マイクロウェーブの照射を本接合工程で行うようにすれば、タクトを一層短縮することが可能になり、生産性をより向上することが可能となる。
【0022】
【発明の実施の形態】
以下に、本発明の望ましい実施の形態を、図面を参照しながら説明する。
図1は、本発明の一実施態様に係る実装装置1を示している。図1において、チップ2上には複数の電極4(図1には2つの電極4を示してある)が設けられており、基板3には対応する電極5が設けられている。これらチップ2と基板3が、間に接着剤を介在させ、かつ、電極同士を圧接した状態にて、マイクロウェーブ照射手段9から照射されるマイクロウェーブにより接着剤が硬化され、電極同士が電気的に接合される。
【0023】
本実施態様では、基板3を保持するバックアップステージ6とチップ2を保持するツール7が設けられ、バックアップステージ6はX、Y方向(水平方向)および/または回転方向(θ方向)に位置調整できるようになっており、ツール7はZ方向(上下方向)および/または回転方向(θ方向)に位置調整できるようになっている。本実施態様では、このツール7は、加圧手段も兼ねており、所定の圧力にて、チップ2の電極4を基板3の電極5に圧着できるようになっている。また、上下の被接合物の位置ずれ量を検出し、それに基づいて所望の位置精度範囲内にアライメントできるようにするために、バックアップステージ6とツール7の間には、上下の被接合物側に付された認識マークを読み取る認識手段8が進退可能に設けられている。この認識手段8も、X、Y方向(場合によっては、さらにZ方向)に位置調整できるようになっている。
【0024】
なお、上記のようなバックアップステージ、ツール、認識手段は、一般には、平行移動および/または回転自在に装着されるが、必要に応じて、それらと昇降とを組み合わせた態様に装着してもよい。また、認識手段は、CCDカメラ、赤外線カメラ、X線カメラ、適当なセンサー等、認識マークを認識できる全ての手段を含む概念である。
【0025】
チップ2と基板3間の接合は、たとえば図2に示すように行われる。すなわち、チップ2と基板3との間に接着剤11が介在され、本実施態様では、少なくとも表面が金属からなる粒子(導電粒子)12が多数含有された接着剤11が介在され、電極4、5同士が圧接された状態にて、マイクロウェーブ照射手段9からマイクロウェーブ13が照射される。照射されたマイクロウェーブ13により接着剤11が硬化され、電極4、5間で押しつぶされた導電粒子12を介して電極4、5同士が電気的に接合される。導電粒子含有接着剤11は、たとえば異方導電性フィルムや異方導電性ペーストの形態で準備される。この導電粒子含有接着剤11には、通常、約5μm径程度の導電性微粒子12が約100万個/mm3 程度含有されている。
【0026】
マイクロウェーブ13の照射により、接着剤11の分子を振動させることで接着剤11が加熱されてその硬化が促進され、通常のヒータ等による加熱に比べ、硬化時間が大幅に短縮される。このマイクロウェーブ13による加熱、硬化では、接着剤11の分子振動による加熱であるため、接着剤11部分以外の温度は低く抑えられる。これは、マイクロウェーブ13そのものの特性を利用していることによる。
【0027】
すなわち、マイクロウェーブ13は一般に図3に示すような特性を有しており、ガラスやセラミックに対しては吸収率が低いため透過されやすく、金属に対しては吸収率が低くて反射されやすく、接着剤を構成しているような樹脂に対しては吸収率が高く、そのような樹脂は分子振動されて加熱されやすい。したがって、このマイクロウェーブ13の照射により、樹脂に比べて比較的分子振動の起こりにくいシリコン等からなるチップ2や、ガラスや同じくシリコン、セラミック等からなる基板3の温度上昇は抑えられるが、間に介在された接着剤11は効率よく加熱されて短時間で迅速に硬化される。とくに図2に示したような導電性粒子12が含有されている場合には、その表面金属でマイクロウェーブ13が反射、散乱され、結果的に、マイクロウェーブ13が接着剤11の介在部を中心に吸収されることになるので、チップ2や基板3の温度が従来方法に比べて低く抑えられつつ、接着剤11の硬化が促進される。また、チップ2や基板3の温度が低く抑えられる結果、高温加熱時の問題、たとえばフラット表示パネルにおける実装の場合に問題となっていた熱膨張差に伴う歪みも小さく抑えられ、接合抵抗値のばらつきも抑えられることになる。
【0028】
なお、図2には導電粒子含有接着剤11の場合を示したが、接着剤としては非導電性接着剤を用いてバンプと電極を圧接した状態で非導電性接着剤を硬化させることも可能であり、上記同様に、マイクロウェーブ13の照射により硬化が促進される。また、チップ2または/および基板3の電極4、5をバンプ、たとえば加熱溶融されて互いに接合される金属からなるバンプ(ハンダバンプ)に形成し、接着剤中で加熱溶融接合し、接着剤を硬化させる方法の場合にも、たとえばバンプの加熱溶融は従来通りツール7やステージ6側に内蔵されたヒータによって行い、それとともに、あるいはそれとは独立した制御にて、マイクロウェーブ13の照射により接着剤の硬化を促進することができる。その場合に、たとえば、バンプの溶融接合後、冷却し、熱膨張による歪みをなくした状態でマイクロウェーブ13を照射して樹脂を硬化させれば、より一層信頼性は向上する。たとえば特願2000−399759に記載のように、バンプを溶融したまま、さらに高い温度で樹脂を硬化させる方法では、バンプの熱膨張による歪みが残るおそれがある。
【0029】
いずれの接合形態にあっても、接着剤が効率よく短時間で硬化されるため、従来のように硬化が完了するまで、接着剤樹脂の張力(表面張力)によってチップ2が押し戻されるのを防止するためにチップ2を押さえておかなかればならなかった動作を、ごく短時間で済ませることができるか、あるいは、そのような圧着力付与持続動作を無くすることまで可能となる。また、硬化が短時間で完了するため、硬化を含む一連の実装工程におけるタクトが大幅に短縮される。
【0030】
この圧着力付与持続動作の簡略化、タクトの短縮は、マルチヘッド機構を採用していた従来方法に対して特に有効であり、本発明では、マルチヘッド化を不要化することが可能である。たとえば図4に示すように(図4では、2つのチップ2a、2bを一つの基板3に実装する場合を例示してある。)、マイクロウェーブ13の照射により接着剤11の硬化が極めて短時間で完了するため、各チップ2a、2bを個別に押さえておく必要がなくなり、タクト短縮とともに、マルチヘッド化を不要化することが可能となる。マルチヘッド化の不要化により、設備を簡略化できるとともに、コストダウンを達成することができる。
【0031】
また、本発明では、照射されるマイクロウェーブが接合部以外に悪影響を及ぼさないように、あるいは、接合部に効率よく集中して照射されるようにすることができる。
【0032】
たとえば図5に示す構造では、チップ2側のツール7の周囲に、マイクロウェーブ照射手段としてのアンテナあるいはプローブ21が設けられ、接着剤11が介在された接合部22に向けて、チャンバ内部にマイクロウェーブ23が照射されるようになっている。この部位は、チャンバ24方式にて覆われており、下方の基板3側下部には、マイクロウェーブシールド手段としての金属板からなるシールド板25が設けられている。あたかも電子レンジのような構造が形成され、この中で接着剤11が迅速に硬化される。
【0033】
ただし、上記のようなチャンバ方式にすると、そのチャンバの大きさによって適用できる基板3の最大寸法が決まってしまうので、より大きな基板に対しては使用困難となる。そのため、図6に示すように多少の隙間を開けて基板を通すことも実用上可能である。
【0034】
また、指向性を持たせた方法で一方から照射することもできる。たとえば図6に示すような構造も採用できる。図6に示す構造では、基板3aがたとえばガラス基板のようなマイクロウェーブを透過する材質からなっており、基板3aの下方、たとえば基板ステージ6内に、マイクロウェーブ照射手段としてのアンテナあるいはプローブ31が設けられている。基板3aを透過したマイクロウェーブが、接着剤11を介在させた接合部32に向けて照射される。接合部32の上方には、図示例ではツール7の下部に、チップ2とともに接合部32を覆うようにマイクロウェーブシールド手段としての金属板からなるシールド板33が設けられている。このように構成すれば、とくに大きな基板3aに対しても、シールド板33による反射によって周囲への悪影響を防止しつつ、接合部32に効率よく基板3aを透過したマイクロウェーブを照射することができ、接着剤を迅速に硬化させることができる。なお、図6では下部より照射したが、上部から照射することも可能である。
【0035】
なお、図示は省略するが、図6に示したように基板ステージ6内にマイクロウェーブ照射手段としてのアンテナあるいはプローブを設ける場合、その基板ステージ6の上部のマイクロウェーブ照射経路に位置する部分を、マイクロウェーブが透過しやすい、たとえばガラスやセラミックで構成することが好ましい。
【0036】
さらに本発明においては、上記のようなマイクロウェーブを、チップ2を基板3に対してアライメントした後の同じ装置内における実装工程にて、接合部に向けて照射することもできるし、この装置内における工程を仮接合工程としてここではマイクロウェーブを照射せず、仮接合された仮接合体を別の場所の本接合工程に搬送し、該本接合工程にてチップを加圧した状態でマイクロウェーブを照射して接着剤を硬化完了させるようにすることもできる。後者のようにすれば、一連の実装工程を分離して実施できるので、全体としてのタクトを一層短縮することが可能となる。
【0037】
また、本発明においては、チップと基板の電極同士の圧接の際に電極高さのばらつきを吸収させたり、とくに複数のチップを基板に実装する場合にチップ間の高さのばらつきを吸収させるために、とくにチップの加圧手段(前述のツール7)とチップの間に弾性材を介在させることができる。
【0038】
たとえば図7に示すように、チップの加圧手段としての加圧ツール41の下面側に、チップ42との間に弾性材43が介在される。弾性材43は加圧ツール41に固定することも可能であるが、図示例では、テープ状の弾性材43が順次加圧ツール41の下面側に供給されるようになっており、このテープ状の弾性材43に、基板44に実装すべき複数のチップ42が保持されている。この弾性材43には、たとえばガラスクロス入りのシリコンシートなどが使用される。弾性材43の厚みは、実装すべきチップ42等に応じて適宜設定すればよい。
【0039】
基板44の電極45と、対応する複数のチップ42の電極46とが接着剤47中で圧接され、マイクロウェーブ48がたとえば下方から照射されて接着剤47が硬化される。
【0040】
このように本発明ではマイクロウェーブ48により接着剤47を硬化させるため、加圧ツール41側から加熱する必要がなくなり、加圧ツール41側に弾性材43を介在させることが可能になる。弾性材43を介在させることにより、互いに当接される電極同士の高さにばらつきがある場合、および、とくに複数のチップ42間に高さのばらつきがある場合、これらのばらつきが弾性材43の変形により効果的に吸収される。とくに複数のチップ42間の高さのばらつきが吸収されることにより、該複数のチップ42を同時に一括で圧着し、実装することができ、実装の効率化、タクトタイムの大幅な短縮が可能になる。
【0041】
【発明の効果】
以上説明したように、本発明に係る実装方法および実装装置によれば、マイクロウェーブの照射により接着剤の硬化を促進して実装におけるタクトを大幅に短縮することが可能となり、生産性を大幅に向上することができる。とくに、導電粒子を含有させた接着剤を使用する場合には、チップや基板の温度上昇を低く抑えることも可能となり、熱膨張差に伴う歪み等の発生を抑制して、接合部の電気抵抗値のばらつきを抑え、製品品質の向上をはかることができる。また、複数のチップを実装する場合、マルチヘッド化を実質的に不要化することが可能になり、設備の簡略化、コストダウンも可能となる。さらに、マイクロウェーブによる接着剤の硬化により、とくに複数のチップと加圧手段との間に弾性材を介在させることが可能になり、弾性材の介在によりチップ間の高さのばらつきを吸収して、複数のチップを同時に一括して実装することが可能になり、タクトタイムの大幅な短縮をはかることができる。
【図面の簡単な説明】
【図1】本発明の一実施態様に係る実装装置の概略構成図である。
【図2】図1の装置におけるマイクロウェーブ照射の様子の一例を示す部分拡大縦断面図である。
【図3】物質の種類とマイクロウェーブ吸収率との関係を示す特性比較図である。
【図4】本発明において複数のチップを実装する様子の一例を示す接合部の縦断面図である。
【図5】別のマイクロウェーブ照射構成を示す実装装置の部分構成図である。
【図6】さらに別のマイクロウェーブ照射構成を示す実装装置の部分構成図である。
【図7】本発明において弾性材を介装した場合の一例を示す、実装装置の部分構成図である。
【符号の説明】
1 実装装置
2、2a、2b チップ
3、3a 基板
4 チップの電極
5 基板の電極
6 バックアップステージ
7 ツール
8 認識手段
9 マイクロウェーブ照射手段
11 接着剤
12 粒子(導電粒子)
13 マイクロウェーブ
21、31 マイクロウェーブ照射手段としてのアンテナあるいはプローブ
22、32 接合部
23 マイクロウェーブ
24 チャンバ
25、33 マイクロウェーブシールド手段としてのシールド板
41 加圧手段としての加圧ツール
42 チップ
43 弾性材
44 基板
45 基板の電極
46 チップの電極
47 接着剤
48 マイクロウェーブ
Claims (22)
- チップの電極と基板の電極を相対させて接合する実装方法において、チップと基板との間に接着剤を介在させ、かつ、前記電極同士を圧接した状態にて、マイクロウェーブを照射して前記接着剤を硬化させることを特徴とする実装方法。
- チップの加圧手段とチップとの間に弾性材を介在させて前記電極同士を圧接する、請求項1の実装方法。
- 複数のチップを同時に前記基板に実装する、請求項2の実装方法。
- 前記接着剤中に、少なくとも表面が金属からなる粒子を含有させる、請求項1〜3のいずれかに記載の実装方法。
- 前記接着剤として、異方導電性接着剤を用い、該接着剤中に含有された導電粒子を介して電極同士を圧接する、請求項4の実装方法。
- チップおよび基板の少なくとも一方の電極を、溶融されて接合される金属からなるバンプで形成する、請求項1〜3のいずれかに記載の実装方法。
- 前記接着剤として、非導電性接着剤を用いる、請求項1〜3、6のいずれかに記載の実装方法。
- チップを基板に対しアライメントした後の実装工程で、前記接着剤にマイクロウェーブを照射する、請求項1〜7のいずれかに記載の実装方法。
- チップを基板に対しアライメントした後両者を仮接合し、仮接合体を本接合工程に搬送し、該本接合工程で、前記接着剤にマイクロウェーブを照射する、請求項1〜7のいずれかに記載の実装方法。
- チップの電極と基板の電極を相対させて接合する実装装置において、前記電極同士を圧接させる手段と、チップと基板との間に介在された接着剤にマイクロウェーブを照射する手段とを有することを特徴とする実装装置。
- チップの加圧手段とチップとの間に弾性材が介装されている、請求項10の実装装置。
- 複数のチップが同時に前記基板に実装される、請求項11の実装装置。
- 接着剤介在部に対し、周囲に対するマイクロウェーブシールド手段が設けられている、請求項10〜12のいずれかに記載の実装装置。
- 前記マイクロウェーブシールド手段が、前記チップと基板を覆うチャンバの少なくとも一部として構成されている、請求項13の実装装置。
- 前記マイクロウェーブシールド手段が、少なくとも、前記マイクロウェーブ照射手段により指向性を付与されたマイクロウェーブに相対する位置に設けられている、請求項13の実装装置。
- 接着剤介在部に対し、該接着剤介在部に向けてマイクロウェーブを透過させる手段が設けられている、請求項10〜13、15のいずれかに記載の実装装置。
- 前記接着剤中に、少なくとも表面が金属からなる粒子が含有されている、請求項10〜16のいずれかに記載の実装装置。
- 前記接着剤として、導電粒子を含有した異方導電性接着剤が用いられる、請求項17の実装装置。
- チップおよび基板の少なくとも一方の電極が、溶融されて接合される金属からなるバンプで形成されている、請求項10〜16のいずれかに記載の実装装置。
- 前記接着剤として、非導電性接着剤が用いられる、請求項10〜16、19のいずれかに記載の実装装置。
- チップを基板に対しアライメントした後の実装工程に、前記マイクロウェーブ照射手段が設けられている、請求項10〜20のいずれかに記載の実装装置。
- チップを基板に対しアライメントした後両者を仮接合し、該仮接合体が搬送される本接合工程に、前記マイクロウェーブ照射手段が設けられている、請求項10〜20のいずれかに記載の実装装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003047043A JP2004031902A (ja) | 2002-04-30 | 2003-02-25 | 実装方法および実装装置 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002128017 | 2002-04-30 | ||
| JP2003047043A JP2004031902A (ja) | 2002-04-30 | 2003-02-25 | 実装方法および実装装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004031902A true JP2004031902A (ja) | 2004-01-29 |
Family
ID=31189962
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003047043A Pending JP2004031902A (ja) | 2002-04-30 | 2003-02-25 | 実装方法および実装装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004031902A (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101211753B1 (ko) | 2011-07-18 | 2012-12-12 | 한국과학기술원 | 고주파 전자기장을 이용한 전자부품 접속방법 및 장치 |
| WO2014142330A1 (ja) * | 2013-03-15 | 2014-09-18 | 株式会社ニコン | バイオチップ固定方法、バイオチップ固定装置及び生体分子アレイのスクリーニング方法 |
| US9082885B2 (en) | 2013-05-30 | 2015-07-14 | Samsung Electronics Co., Ltd. | Semiconductor chip bonding apparatus and method of forming semiconductor device using the same |
-
2003
- 2003-02-25 JP JP2003047043A patent/JP2004031902A/ja active Pending
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101211753B1 (ko) | 2011-07-18 | 2012-12-12 | 한국과학기술원 | 고주파 전자기장을 이용한 전자부품 접속방법 및 장치 |
| WO2014142330A1 (ja) * | 2013-03-15 | 2014-09-18 | 株式会社ニコン | バイオチップ固定方法、バイオチップ固定装置及び生体分子アレイのスクリーニング方法 |
| JPWO2014142330A1 (ja) * | 2013-03-15 | 2017-02-16 | 株式会社ニコン | バイオチップ固定装置及びバイオチップ固定方法 |
| US9082885B2 (en) | 2013-05-30 | 2015-07-14 | Samsung Electronics Co., Ltd. | Semiconductor chip bonding apparatus and method of forming semiconductor device using the same |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US6284086B1 (en) | Apparatus and method for attaching a microelectronic device to a carrier using a photo initiated anisotropic conductive adhesive | |
| JP3150347B2 (ja) | 回路基板への電子部品の実装方法及びその装置 | |
| TWI514487B (zh) | 半導體晶片的熱壓縮鍵合 | |
| EP1067598B1 (en) | Method of packaging semiconductor device using anisotropic conductive adhesive | |
| KR102678062B1 (ko) | 레이저 본딩 시스템 | |
| JP3303832B2 (ja) | フリップチップボンダー | |
| JP3914431B2 (ja) | 半導体装置の製造方法 | |
| JPH10112478A (ja) | ボールグリッドアレイ半導体装置及びその実装方法 | |
| KR101189290B1 (ko) | 본딩방법 및 그 장치 | |
| KR102221588B1 (ko) | 반도체 칩 본딩 장치 및 반도체 칩 본딩 방법 | |
| JP2004031902A (ja) | 実装方法および実装装置 | |
| JP2006253665A (ja) | 接合方法および接合装置 | |
| US20030009876A1 (en) | Method and device for chip mounting | |
| JPH10112515A (ja) | ボールグリッドアレイ半導体装置及びその製造方法 | |
| JP2903697B2 (ja) | 半導体装置の製造方法及び半導体装置の製造装置 | |
| JP2008153399A (ja) | 接合装置および接合装置による接合方法 | |
| JP4640380B2 (ja) | 半導体装置の実装方法 | |
| JP2008227409A (ja) | 接合装置および接合方法 | |
| JP2001068847A (ja) | 電子部品の実装方法及び電子部品の実装装置 | |
| JP3509474B2 (ja) | バンプ付きワークのボンディング装置およびボンディング方法 | |
| EP1255293A1 (en) | Method and device for chip mounting | |
| JP2002141373A (ja) | 半導体実装方法および半導体実装装置 | |
| JP2000260826A (ja) | 半導体チップ実装用加熱装置 | |
| JP2008153366A (ja) | 接合装置による接合方法 | |
| JP3490992B2 (ja) | フリップチップ接続用超音波ヘッド |