JP2004100132A - 炭素繊維前駆体繊維束、その製造方法及び製造装置と前記繊維束からの炭素繊維の製造方法 - Google Patents
炭素繊維前駆体繊維束、その製造方法及び製造装置と前記繊維束からの炭素繊維の製造方法 Download PDFInfo
- Publication number
- JP2004100132A JP2004100132A JP2003168259A JP2003168259A JP2004100132A JP 2004100132 A JP2004100132 A JP 2004100132A JP 2003168259 A JP2003168259 A JP 2003168259A JP 2003168259 A JP2003168259 A JP 2003168259A JP 2004100132 A JP2004100132 A JP 2004100132A
- Authority
- JP
- Japan
- Prior art keywords
- tow
- small
- fiber bundle
- carbon fiber
- entanglement
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images





Landscapes
- Artificial Filaments (AREA)
- Inorganic Fibers (AREA)
Abstract
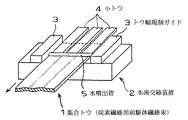
【解決手段】分割状態で並走する小トウ(4) の幅方向に延設されたスリット又はエア噴出孔の開口部より液体又はエアを噴出させて流体交絡を行い、小トウ(4) 内の交絡と小トウ(4) 間同士の集束性を付与して1本の集合トウ(1) の形態を保持させる。その結果、捲縮処理がなされない実質的にストレートな繊維からなり、容器(21)への収納時及び前記容器(21)から引き出して焼成工程に導入する際には1本の集合トウ(1) の形態を保持し、焼成工程にて同工程で発生する張力により小トウ(4) に分割可能な幅方向の分割能を有した集合トウ(1) が得られる。
【選択図】図1
Description
【発明の属する技術分野】
本発明は、炭素繊維用前駆体繊維束及びその製造方法と炭素繊維の製造方法に関する。さらに詳しくは、製造コストが低く、生産性に優れ、糸切れ、毛羽の発生が少なく、焼成工程において、容器から送り出される太いトウ形態をもつ繊維束が自ずと各工程に応じた複数のトウとなることを可能にした炭素繊維用前駆体繊維束及びその製造方法と同繊維束を用いた炭素繊維の製造方法に関する。
【0002】
【従来の技術】
従来、炭素繊維用のアクリル系前駆体繊維としては、高強度、高弾性率の炭素繊維を得るために、糸切れや毛羽の発生の少ない、品質に優れた3,000フィラメントから20,000フィラメントの原糸(繊維束)が製造され、この原糸から製造された炭素繊維が航空・宇宙、スポーツ分野等の多くの分野に用いられてきた。これらの炭素繊維の開発には、高強度、高弾性率化の検討が主として行われ、具体的には、分子の配向度、緻密性、フィラメントの糸切れや毛羽の発生、接着性、耐炎化促進等について検討がなされてきた。
【0003】
炭素繊維製造用の前駆体繊維は、炭化処理に先立って、200〜350℃の酸化性雰囲気中で加熱する耐炎化処理がなされる。耐炎化処理は反応熱を伴うことから繊維トウの内部に蓄熱されやすい。繊維トウの内部に余剰の蓄熱がなされると、フィラメント切れやフィラメント間の融着が発生しやすくなる。そのため、なるべくこの反応熱による蓄熱を抑える必要がある。この蓄熱を抑えようとするには、耐炎化炉に供給する繊維トウの太さを所定の太さ以下とせざるを得ず、繊維トウの太さに制約を受けるため、生産性を低下させると同時に製造コストの高騰にもつながっている。
【0004】
こうした問題を解決するため、例えば特開平10−121325号公報によれば、容器への収容時には1本のトウの形態を保ちながら、容器から引き出して使用するときに、複数の小トウに分割可能な幅方向に分割能を有する炭素繊維用前駆体繊維トウが開示されている。そして、この分割能を有する繊維トウを製造するには、紡糸された複数本の糸(繊維)を、各群が所定の糸本数となるように複数の群に分割し、その分割状態にて複数並列して走行させ、製糸工程、仕上油剤付与工程を通過させたのち、クリンパを備えた捲縮付与工程に供される。この捲縮付与により所定数の複数の群を1本のトウの形態に集束させる。前記捲縮付与工程を通さないときは、各小トウに10%以上50%以下の水分を含ませる。
【0005】
前記集束形態にあっては、小トウ形態を有する各糸条群の耳部における糸条同士を1mm程度斜交させて互いに弱く交絡させ、複数の糸条群から構成する1本のトウ形態を保持させる。各糸条群の耳部における糸条の斜交による交絡は弱いため、1本のトウ形態に保持された後に、炭素繊維製造工程に供されて使用される際にも、容易に耳部から各糸条群毎に分割可能となっており、この集束された繊維束を小トウに分割可能な形態で容器に収容する。
【0006】
容器に収容された分割能を有する炭素繊維用の前駆体繊維束は、耐炎化炉への導入前の分割工程にて、前述の小トウ毎に分割される。この分割は、たとえば溝付ロールや分割用ガイドバーを用いて行うとしている。小トウ同士は、それらの耳部で弱い交絡によって集束されているため、この分割は極めて容易に行うことができ、分割に際しても毛羽の発生や糸切れが殆ど生じないというものである。
【0007】
こうした所定サイズ以下の小トウ形態に分割された各小トウは、耐炎化工程に導入されて耐炎化処理がなされる。このとき、分割された状態で小トウに耐炎化処理がなされるため、過剰蓄熱が発生せず、糸切れやフィラメント間の融着も防止されるとある。
【0008】
【特許文献1】
特開平10−121325号公報
【0009】
【発明が解決しようとする課題】
しかしながら、上記特許文献1による集束繊維束に対する小トウへの分割能の付与機構は、小トウにおける耳部に存在する繊維単位の斜行による交絡であるとされているが、小トウ分割部における交絡度が1〜10−1mでは、耐炎化工程に導入される以前に分割手段によって小トウに分割すると、単糸切れを生じてしまい炭素繊維の品質に影響を与える可能性がある。さらに同特許文献1には、小トウ同士を交絡手段としては、各小トウの耳部における糸条同士が斜行されて互いに弱く交絡し1本のトウ形態に維持される捲縮付与による方法しか示されていない。こうした捲縮トウの場合は、炭素繊維製造工程において耐炎化工程へそのまま供給すると、トウ全域に渡って均等に捲縮を引き伸ばして所定の伸張を付与することが難しい。その結果、得られる炭素繊維の目付け(単位長さあたりの重量)、繊度に斑が生じ、得られる炭素繊維の品質に影響を及ぼす可能性がある。そのため耐炎化工程以前に捲縮除去手段が必要となるが、設備空間が増大するとともに省力化が難しく、生産性にも大きな影響を与える。
【0010】
一方、上記特許文献1では捲縮が付与されていないストレートトウの形態の場合、その水分率が10〜50%であるとのみ記載している。すなわち、水分による表面張力によって小トウが集束され1本のトウ形態を保持する機構のみが記載されていることになる。この水分率ではトウ内の水による表面張力で、ケンスに収納された際の折り返し部の折癖などは元に戻らず、結果として炭素繊維の製造工程に供給する際に折癖やそれに起因するトウ内のフィラメントの斜行などがそのままの状態で供給され、得られる炭素繊維の品位が損なわれ、或いは場合によっては折癖が捩れとなって、その部分に耐炎化工程での過剰な蓄熱が発生する恐れがある。
【0011】
更に、クリンパを通すかどうかは別にして、集束繊維束を容器から引き出して、焼成工程に導入する前に、同集束繊維束を所要の太さをもつ小トウに分割する必要があり、そのための分割装置をわざわざ設置する必要があり、設備空間が増大し、或いは省力化が難しく、生産性にも大きな影響を与える。
【0012】
本発明は、かかる従来の課題を解決すべく開発されたものであり、具体的には簡単な操作で複数本の小トウを1本の集束繊維束に集束させることが可能であって、且つ焼成工程では自然にもとの小トウに分割可能な分割能を備えた炭素繊維用の前駆体繊維束及び同繊維束の製造方法と、同繊維束を使った生産性に優れ、高品質の炭素繊維を安定して製造できる炭素繊維の製造方法を提供することを目的としている。
【0013】
【課題を解決するための手段及び作用効果】
上記課題は、本発明の基本的構成である捲縮が付与されない実質的にストレートな繊維からなり、容器への収納時及び前記容器から引き出して焼成工程に導入する際には1本の集合トウの形態を保持し、焼成工程にて同工程で発生する張力により小トウに分割可能な幅方向の分割能を有することを特徴とする炭素繊維用前駆体繊維束によって解決される。
【0014】
本発明の炭素繊維用前駆体繊維束は、複数の小トウ同士の集合体としての1本のトウ形態を、品位を損なうことなく維持され、容器からの引き出し時には1本のトウ形態を維持しながら、分割ガイドなどを設置しないでも、焼成の際に発生する張力をもって小トウ間のもつれをまったく生じることなく分割が可能となる。
【0015】
この炭素繊維用前駆体繊維束は、総フィラメント数が48000〜600000であって、小トウのフィラメント数が24000〜150000であることが好ましい。炭素繊維用前駆体繊維束の総フィラメント数が48000より少ないと、焼成工程にて実際に焼成される小トウの数が少なすぎて、生産性の向上につながらず、600000を越えると、所望の長さの炭素繊維用前駆体繊維束を容器に収容することができなくなる。また、小トウのフィラメント数が24000より少ないと、分割数が増えて焼成工程における分割能が発揮されにくくなるばかりでなく、小トウが細すぎて以降の成形効率が低下する。小トウのフィラメント数が150000を越えると、特に耐炎化工程では反応熱に基づく蓄熱が過剰となりやすく、糸切れや溶着などが発生しやすくなる。
【0016】
このような分割能を有する炭素繊維用前駆体繊維束は、分割状態で並走する小トウに、その幅方向に延設されたスリット開口部から水を噴出させて水流交絡を行うことにより、小トウ内のフィラメント同士の交絡及び小トウ間同士の集束性を付与して1本の集合トウの形態を保持する繊維束が得られる。このときの炭素繊維用前駆体繊維束の分割能は、水流交絡の水量及びスリットの開口面積を調整することにより、ガイドなどの分割工程を特に設けなくても、焼成工程中の耐炎化工程において反応の進行に伴い自然に小トウに分割する。
【0017】
また液流交絡の液量,吹き出し開口面積を調整することで、ガイドなどの分割工程を特に設けなくとも焼成工程中の耐炎化工程において反応の進行に伴い発生する張力により、自然に小トウに分割するようにうなる。
【0018】
前記液流交絡工程において、前記スリット開口部の面積が5万フィラメントあたり60〜450(mm2 )であり、噴出する液の流量が1〜5(m3 /h)であることが好ましい。スリット開口部の面積が5万フィラメントあたり60mm2 より少ないと、交絡が局部的に分散するため、噴出する液体の流量に関わらず、円滑な分割能が発揮されず、450mm2 を越えると液体の噴出力が得にくくなり、所望の交絡がなされなくなる。また、噴出する液体の流量が1m3 /hより少ないと、液体の付与量が少なすぎて交絡された繊維形態を保持することが難しくなり、5m3 /hを越えると含液量が多すぎて、以降の焼成工程における焼成条件をの制御が難しくなる。
【0019】
ここで、液流交絡に使われる液体としては水又は油剤であることが好ましい。前記液流交絡は、分割状態で並走する小トウの幅方向の端部が小トウの幅に対して5〜50%の幅でオーバーラップさせて行うことが望ましく、小トウ内のフィラメント同士の交絡及び隣接する小トウ間の集束性を付与させて、1本の集合トウ形態を確実に保持させることが可能となる。オーバーラップの量が5%より少ないと、交絡量が少なすぎて炭素繊維用前駆体繊維束を容器に収容するときに分割してしまうことがある。一方、オーバーラップの量が50%を越えると、焼成工程に導入したあとでも円滑に小トウに分割せず、反応熱に伴う蓄熱が過剰となりやすく、糸切れや融着などが多発するようになる。
【0020】
また、上記炭素繊維用の前駆体繊維束は、液流交絡された複数本の小トウからなる1本の集合トウをギヤーロールへ供給した後、容器へ収納することが望ましい。ここでいうギヤーロールとは、通常の一対の噛合歯車と同様の歯形状を有するロールからなり、複数本の小トウからなる1本の集合トウの形態を安定化させるためのロールである。上述のごとく、水流交絡を受けて複数本の小トウを1本の集合トウとしたのち、これを前記ギヤーロールに通すと容器に収容されるときは波状に屈曲しているものの、容器から取り出し焼成工程に送り出すときには屈曲形態はなくなり、実質的にストレートな繊維からなる1本の集束繊維束の形態を保持しており、焼成工程に導入されたのちには、同工程により発生する張力により複数本の小トウに分割される。
【0021】
また、本発明では前記複数本の小トウに対して液流交絡を行って1本の集合トウとしたのち、前記ギヤーロールに代えて表面平滑なニップロール間に供給することもできる。このニップロール間に複数の小トウからなる1本の集合トウが供給されると、ニップロール間で小トウ同士が押圧変形して偏平化する。このときより偏平化された各小トウの耳部同士が僅かに重なり合い押圧によって、さらに一体化される。これにより、ストレートな繊維からなる1本の集束繊維束の形態が安定して保持され、容器にも安定して収納することが可能となる。
【0022】
さらに本発明では、炭素繊維前駆体繊維束の製造方法において、小トウのフィラメント同士の交絡と小トウ間の交絡とを、前記液流交絡工程に代えてエアの噴出による交絡付与工程とすることも可能である。この際、各小トウの幅方向の端部同士が交絡して1本のトウ形態を保つようにすることが望ましい。また、小トウ間の交絡は小トウ内のフィラメント同士の交絡よりも弱い交絡であることが望ましい。更にこのとき、小トウ同士は必ずしもその幅方向の端部がオーバーラップしている必要はなく、小トウの幅方向の端部同士が互いに隣接してその端部を接する状態であることが好ましい。
【0023】
また本発明にあっては、集束前の各小トウに10%以下の水分が付与されていることが望ましく、より望ましくは0.5〜5%である。この水分の付与により、静電気の発生を抑制して取扱い性を良好にするとともに、収納時のトウの自重やプレスにより押圧された状態で容器に収納されることにより、トウの折り返し部が折り癖となってトウ幅が不安定になる現象をなくすこともできるし、同時に輸送効率が上がり経済性が高まる。
【0024】
ここで、水分率とはウエット状態にある炭素繊維前駆体の繊維束の重量wと、これを105℃×2時間の熱風乾燥機で乾燥した後の重量wo とから、(w−wo )×100/wo によって得られる値(%)である。
【0025】
また、前述のような炭素繊維前駆体は、本発明の複数本の小トウがエアの噴出により並列状態で結合される炭素繊維前駆体繊維束の製造方法によって製造できる。すなわち、その基本的な構成は、分割状態にて製糸された複数本の小トウを、小トウの幅方向の端部同士が緩やかに交絡させたのち容器へ収納することを特徴とする炭素繊維前駆体繊維束の製造方法にある。容器へ収納する際にはギヤロール、ニップロール等で引き取りそのまま容器へ収納すれば、繊維束の形態がより安定化するため好ましい。
【0026】
隣接する小トウ間に交絡を付与するには、偏平矩形断面形状を有する糸道に同矩形断面の長辺方向に所定の間隔をおいて複数のエア噴出孔が配された交絡付与装置の前記糸道に複数の小トウを隣接させて並列して供給し、前記エア噴出孔からエアを噴出させることにより行うことができる。
【0027】
また、予め第1の交絡付与装置を通して小トウ自体のトウ幅の制御と集束性を付与することができ、この場合には円形断面の糸道と該円形断面の糸道内に開口するエア噴出孔とを有するエア交絡付与装置や、偏平矩形断面の糸道と該偏平矩形断面の長辺方向に所定の間隔をおいて糸道内に開口する複数のエア噴出孔とを有するエア交絡付与装置によって所望のトウ幅と集束性とを付与することができる。
【0028】
この場合、必要に応じて予め第1の交絡付与装置にて小トウの幅制御と集束性の確保とを小トウ専用に行い、続いて小トウ同士を集束一体化するために、前記第1の交絡付与装置に隣接して配された偏平矩形断面糸道を有する第2の交絡付与装置に小トウ同士を隣接して並列させて供給し、予め交絡を終えた隣接する複数の小トウ同士を一体に集束させる。
【0029】
また、本発明は小トウ自体に予め特別な交絡付与を行わずに、隣接する小トウ内のフィラメント同士と隣接する小トウ間を同時に交絡を付与することもでき、この場合には偏平矩形糸道断面形状を有する糸道の前記偏平矩形断面の長辺方向に所定の間隔をおいて複数のエア噴出孔を有する交絡付与装置に、複数の交絡前の小トウを隣接して並列させて供給することにより、小トウ内の交絡と隣接する小トウ間の交絡とを同時に付与することができる。
【0030】
小トウ内のフィラメント同士の交絡に用いる偏平矩形断面の上記糸道形状は、小トウのトータルの繊度によってその寸法は異なるが、偏平矩形断面の短辺である高さ方向は1〜5mm、好ましくは2〜4mmである。この高さが小さい、すなわちトウの厚みが規制されると、エアの流れによってフィラメントが充分に動くことが出来ず、交絡が不足しがちである。また、逆にこの寸法が大きいと、長辺寸法との関係にも依るもののトウの厚みが大きくなるため絡合が不十分になりがちである。
【0031】
偏平矩形の断面形状を有する糸道であって、該糸道に前記偏平矩形断面形状の長辺方向に所定の間隔をおいて複数配されてなるエア噴出孔を有する交絡付与装置とは、例えば図4に示す構造を有している。長辺の寸法に対しては、小トウ総繊度とそのトウ幅の制御の点から好適な範囲が存在する。この好適な範囲を示す数値とは、小トウの総繊度D(dTex)と偏平断面の長辺寸法L(mm)との比D/ Lの値であり、その値が2000〜12000であることが好ましい。この際のエア噴出孔の各孔口径は0.3〜1.2mmであることが好ましく、0.5〜1.0mmがより好ましい。
【0032】
さらに、そのエア噴出口の配列は、等ピッチで0.8〜1.6mmの範囲で配列するのが、均一な交絡を得るには好ましい。糸道の長さ、すなわち交絡付与装置の長さは、10〜40mmとすることが好ましい。この長さが40mm以上であると、その理由は定かでないがそれぞれの糸道の両端部において噴射エアの流れの乱れに起因すると考えられるトウの乱れ、バタツキが発生し、交絡が不均一になりやすくなる。
【0033】
隣接する小トウ間に交絡を付与するには、図5に示す偏平矩形糸道断面形状を有し該糸道に前記偏平矩形状の長辺方向に所定の間隔をおいて複数配されてなるエア噴出孔を有する交絡付与装置へ複数の小トウを隣接して供給することにより得られる。長辺の寸法に対しては、小トウ総繊度と集合させるフィラメント(繊維)の本数により、すなわち集合トウの総繊度に対してトウ幅を制御しようとすれば自ずと好適な範囲が存在する。
【0034】
すなわち、小トウの総繊度D(dTex)と集合させるフィラメントの本数nとの積で表される集合トウの総繊度nD(dTex)と長辺寸法L(mm)との比n・D/ Lの値がそれであり、その値が2000〜8000であることが好ましい。この際のエア噴出孔の各孔口径は0.3〜1.2mmであることが好ましく、0.5〜1.0mmがより好ましい。
【0035】
さらに、そのエア噴出口の配列は、等ピッチで0.8〜1.6mmの範囲で配列するのが、均一な交絡を得るには好ましい。糸道の長さすなわち交絡付与装置の長さは、10〜40mmとすることが好ましい。特にこの長さが40mm以上であると、その理由は定かでないがそれぞれの糸道の両端部において噴射エアの流れの乱れに起因すると考えられるトウの乱れ、バタツキが発生し、交絡が不均一になりやすくなる。
【0036】
さらに、本発明における隣接する小トウ間に交絡を付与する偏平矩形糸道断面形状を有する糸道に、その偏平矩形状の長辺方向に所定の間隔をおいて複数配されてなるエア噴出孔を形成した交絡付与装置にあって、図6に示す通り、集合しようとする小トウ間の隣接端部の位置において糸道の長手方向に延在する溝を形成してことも可能である。このうよな溝を有することにより、偏平矩形断面糸道内でトウの交絡を得ようとする小トウの隣接端部において、フィラメントが自由同が許容される空間が形成されるため、隣接する小トウ同士の交絡を効率的に付与することができる。
【0037】
この溝の寸法形状は、図6に示すような半円形、台形形状などが用いられるが、半円形の溝の場合は、フィラメントに接する部分に角ができるためトウにダメージを与える可能性があり、これを避けるため、トウ入り側の溝の角部にアールを設ける。円形溝に代えて台形溝を用いることがより好ましい。溝の大きさは半円形または円の一部である場合は、直径2〜10mm、より好ましくは3〜8mm、溝の深さは、1.5〜4mm程度が好ましい。また、台形溝の場合も偏平糸道の長辺部分に設けられる台形溝長辺の寸法として2〜10mm、より好ましくは3〜8mm、溝底に相当する短辺寸法は1.5〜6mm程度が好ましい。溝内において隣接するトウの端部同士に交絡を付与するものであるため、溝内エア噴出孔が存在する。その配置は溝形状内において左右均等配置かもしくは溝底の中心線上に存在することが小トウの安定走行と均一交絡の観点から望ましい。糸道上に溝を設けることにより、恐らくは噴射エアの交絡付与装置からの排出がスムースになることによると考えられるが、交絡付与装置への入り側において隣接して走行する小トウの形態と走行が安定になる効果も得られる。
【0038】
さらに、本発明においては上述したような溝を有したノズルにおいて、図7のようにエア噴出口が溝部のみに設けられたノズルとすることも可能である。このことにより、小トウの端部同士を交絡により集合トウとする際に、小トウ内に交絡が入るのを防ぐことができる。
【0039】
上述のようにして得られた炭素繊維前駆体繊維束は、フックドロップ法による小トウ間の繊維交絡度が1m−1以下であることが好ましい。繊維交絡度が1m−1より大きいと炭素繊維製造工程の耐炎化工程中あるいは炭素化工程中で発生する張力のみで小トウに分割する事が難しくなり、分割用ガイドバーなどが必要となり、擦過に伴うトウのダメージ、フィラメント切れを誘発し得られる炭素繊維の品位を低下させる原因となる。ここでフックドロップ法における交絡度の評価は、トウをその形態を崩さないようにして、その先端に10g/ 3000デニールの荷重を掛け吊す。先から20mm直角に折り曲げられた直径1mmの針金に10gの重りを吊り下げ、重りをトウ間に引っ掛け自由落下させたときの落下長をXmとするとき、
交絡度=1/X
とする。測定は30回繰り返して行い、得られた30個の数値のうち中20点の平均値を用いる。
【0040】
また、本発明においては、小トウ内のフィラメント同士に交絡を付与した後、湾曲ガイドなどを用いて隣接する小トウ同士の側端部が接するように複数の小トウの糸道を規制して、小トウ間の交絡付与装置へと供給するようにしてもよい。上述のようにして集束された炭素繊維用前駆体繊維束を、既述したように一旦容器内に収納して、改めて容器から取り出し、耐炎化工程や炭素化工程などに導入するが、この取り出すときにも1本の集合トウ形態が崩れることなく、更にはそれらの焼成工程の間に発生する張力によって、前記炭素繊維用前駆体繊維束は複数本の小トウに自然に分割していき、安定した焼成を行うことができ、高品質の炭素繊維が得られる。
【0041】
【発明の実施形態】
以下、本発明の実施形態を代表的な実施例に基づいて具体的に説明する。そのため、次の手順で本発明の対象となる炭素繊維前駆体繊維の小トウを予め製造する。
【0042】
アクリロニトリル、アクリルアミド、メタクリル酸を過硫酸アンモニウム−亜硫酸水素アンモニウム、硫酸鉄を使用して水系懸濁重合により共重合し、アクリロニトリル単位/アクリルアミド単位/メタクリル酸単位=95/4/1(重量)からなるアクリロニトリル系共重合体を得た後、該共重合体をジメチルアセトアミドに溶解し、濃度21重量%の紡糸原液を調製した。
【0043】
この紡糸原液を孔数50,000、孔径60μmの紡糸口金を通して、温度35℃、濃度60重量%のジメチルアセトアミド水溶液からなる第1凝固浴中に吐出させて凝固糸にすると共に、該第1凝固浴中からこの凝固糸を、紡糸原液の吐出線速度の0.4倍の引き取り速度で引き取った後、引き続いて温度35℃、濃度60重量%のジメチルアセトアミド水溶液からなる第2凝固浴中にて1.2倍に延伸し、次いで水洗と同時に2.0倍の延伸を行ない、更に沸水中にて2.5倍の延伸を行なった。
【0044】
しかる後に、オイリングしてから、熱ロールによる乾燥を行ない、単繊維繊度1.0デニール(1.1dtex)のアクリロニトリル系繊維の小トウを得た。このときの最終紡糸速度は80m/分であった。
【0045】
次に、本発明の典型的な実施形態を詳述する。
上述のようにして得られた小トウを緩和状況下のもとで複数本並走させて、水流交絡を行った。図1は、このときの水流交絡装置の概略構成例を示している。符号1は、並走する複数本の小トウ4を水流交絡させることにより1本に集束した炭素繊維用の前駆体繊維束を示している。前記複数本の小トウ4は前記水流交絡装置2のトウ交絡面上を矢印方向に送られる。水流交絡装置2の水流交絡面は多孔のシート面から構成されており、そのトウ交絡面のトウ幅方向両側部にトウ幅規制ガイド3が配されている。このトウ幅規制ガイド3により、走行中の複数本の小トウの幅が規制され、同トウ幅規制ガイド3間の間隔を調整することにより、各小トウ4同士の重なる割合が全体として調整される。前記トウ幅規制ガイド5の間には、トウの走行方向に直交してトウ走行面に向けて水を噴出するための水噴出管5が横架されている。この水噴出管5には、その長さ方向に水噴出口である図示せぬ多数のスリット(小孔を含む。)が開口している。
【0046】
本実施形態によると、水にはイオン交換水が使われ、前記水噴出管5から並走する複数本の小トウ4に直接噴出させ、小トウ内の交絡付与及び小トウ間同士の収束付与を行い、収束された1本の集合トウからなる炭素繊維用前駆体繊維束1を得て、図示せぬ容器に所定のトラバース幅をもって振り落としながら収容する。
【0047】
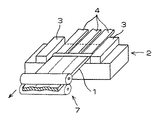
また、本発明の他の実施形態によれば、図2及び図3に示すように、上述のごとく紡糸されたのち、上述のごとく水流交絡を行ったのちに、複数本の小トウ4から1本に集束された集合トウ1をギヤーロール6又はニップロール7に供給する。このように、水流交絡を受けた集合トウを、ギヤーロール6又はニップロール7を通すことにより、更にその集束して偏平化された集合トウ1の形態保持性が更に増し、得られる炭素繊維用の前駆体繊維束は分割能を有しながらも、焼成工程に導入されるまで1本の完全なトウ形態を保持する。
【0048】
以下に、本発明の液流噴出による炭素繊維用前駆体繊維束の交絡にについて、実施例を挙げて比較例と共に更に具体的に説明する。
【0049】
(実施例1)
隣接する小トウの幅方向の側縁同士を小トウの幅に対して30%の幅でオーバーラップさせて、紡糸速度よりも1%減じた79.2m/minの走行速度で走行させ、スリット開口面積を2000mm2 として、噴出水量3m3 /hのイオン交換水をトウに直接噴出させ、小トウ内の交絡付与及び小トウ間同士の収束付与を行い、6本の小トウを1本に収束した集合トウを容器内に振り落としながら収納した。このときの前駆体繊維トウの水分率は13%であった。
このようにして得た炭素繊維前駆体繊維束を70分耐炎化処理し、さらに3分間の炭化処理を行った。
【0050】
(実施例2)
水流交絡処理を乾燥緻密化前の膨潤糸条で交絡、収束を行い、イオン交換水の代わりに油剤を噴出させ、交絡、収束と同時に添油処理を実施した。
【0051】
(実施例3)
隣接する小トウの幅方向の側縁同士が小トウの幅に対して10%の幅でオーバーラップさせて、79.2m/minの走行速度で走行させ、スリット開口面積を2000mm2 として、噴出水量3m3 /hのイオン交換水をトウに直接噴出させ、小トウ内の交絡付与及び小トウ間同士の収束付与を行い、6本の小トウを1本に収束した集合トウを容器内に振り落としながら収納した。
【0052】
(実施例4)
隣接する小トウの幅方向の側縁同士が小トウの幅に対して30%の幅でオーバーラップさせて、79.2m/minの走行速度で走行させ、スリット開口面積を2000mm2 として、噴出水量5m3 /hのイオン交換水をトウに直接噴出させ、小トウ内の交絡付与及び小トウ間同士の収束付与を行い、6本の小トウを1本に収束した集合トウを容器内に振り落としながら収納した。
【0053】
(実施例5)
隣接する小トウの幅方向の側縁同士が小トウの幅に対して30%の幅でオーバーラップさせて、79.2m/minの走行速度で走行させ、スリット開口面積を1000mm2 として、噴出水量3m3 /hのイオン交換水をトウに直接噴出させ、小トウ内の交絡付与及び小トウ間同士の収束付与を行い、6本の小トウを1本に収束した集合トウを容器内に振り落としながら収納した。
【0054】
(比較例1)
隣接する小トウの幅方向の側縁同士が小トウの幅に対して2%の幅でオーバーラップさせて、79.2m/minの走行速度で走行させ、スリット開口面積を2000mm2 として、噴出水量3m3 /hのイオン交換水をトウに直接噴出させ、小トウ内の交絡付与及び小トウ間同士の収束付与を行い、6本の小トウを1本に収束した集合トウを容器内に振り落としながら収納した。
【0055】
(比較例2)
隣接する小トウの幅方向の側縁同士が小トウの幅に対して30%の幅でオーバーラップさせて、79.2m/minの走行速度で走行させ、スリット開口面積を2000mm2 として、噴出水量0.5m3 /hのイオン交換水をトウに直接噴出させ、小トウ内の交絡付与及び小トウ間同士の収束付与を行い、6本の小トウを1本に収束した集合トウを容器内に振り落としながら収納した。
【0056】
(比較例3)
隣接する小トウの幅方向の側縁同士が小トウの幅に対して30%の幅でオーバーラップさせて、79.2m/minの走行速度で走行させ、スリット開口面積を4000mm2 として、噴出水量3m3 /hのイオン交換水をトウに直接噴出させ、小トウ内の交絡付与及び小トウ間同士の収束付与を行い、6本の小トウを1本に収束した集合トウを容器内に振り落としながら収納した。
【0057】
(比較例4)
隣接する小トウの幅方向の側縁同士が小トウの幅に対して30%の幅でオーバーラップさせて、79.2m/minの走行速度で走行させ、スリット開口面積を2000mm2 として、噴出水量8m3 /hのイオン交換水をトウに直接噴出させ、小トウ内の交絡付与及び小トウ間同士の収束付与を行い、6本の小トウを1本に収束した集合トウを容器内に振り落としながら収納した。
【0058】
以上の実施例1〜5及び比較例1〜4により得られた集合トウを、それぞれ耐炎化工程及び炭化工程を通して炭素繊維を得た。このとき、6本の小トウが引き揃えられて1本に集束された各トウを、小トウに分割することなく耐炎化工程へ給糸したのち、炭化工程を経て炭素繊維を得た。
【0059】
その紡糸及び焼成工程の状況を表1にまとめた。
【0060】
【表1】
実施例1〜5により得られた集合トウは、耐炎化工程中では反応の進行に伴い、特に分割ガイドなどを用いることなく自然に小トウに分割された。炭化処理後に得られた炭素繊維は毛羽がなく品位の優れるものであった。また得られた炭素繊維のストランド強度は450kg/ mm2 であった。
【0062】
一方、比較例1〜4により得られた集合トウにあっては、表1から理解できるとおり、比較例4では6本の小トウが集束はされたものの、焼成工程で分割せず、耐炎化工程では反応熱に基づく蓄熱のため、多くの毛羽が発生するだけでなく、一部に溶着部分も見受けられた。他の比較例1〜3は、全て安定した形態が得られるほどには集束されなかった。
【0063】
次に、本発明の他の実施形態であるエア噴出による炭素繊維用前駆体繊維束の交絡について、図面を参照しながら実施例を挙げて比較例と共に具体的に説明する。
以下の実施例及び比較例は、最終紡糸速度を40m/minとした他は上記実施形態と同様の手順により得られた単繊維繊度が1.0デニール(1.1dTex)のアクリロニトリル系繊維からなる小トウである。
【0064】
(実施例6)
本実施例にあっては、前述のようにして得られたフィラメント数50,000のアクリロニトリル系の小トウ4を乾燥ロールで乾燥したのち、図8に示すように小トウ4にスプレー9でイオン交換水を付与した後、給糸される3本の小トウ4を、図4に示す小トウ単位で交絡を付与する第1の交絡付与装置10へそれぞれ供給した。
【0065】
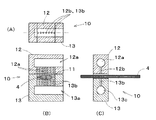
このとき小トウ4に付与した張力は800cNであり、小トウ4 への交絡付与装置10は図4に示す構造を備えている。すなわち、この第1の交絡付与装置10は、中央部にトウ走行方向に貫通する偏平矩形状の糸道11を有する上下ノズル12,13を備えている。この上下ノズル12,13は前記糸道11を挟んで上下に対称な構造を有しており、小トウ4の走行方向に直交する円筒盲孔状の圧縮エア導入部12a,13aと、両圧縮エア導入部12a,13aに連通し、そのエア導入方向に沿った対向面に開口する多数のエア噴出孔12b,13bとを有している。前記糸道11の糸道幅は8mm、糸道高さは3mm、糸道長さは20mmであり、前記エア噴出孔12b,13bの噴出開口径は1mm、その配置ピッチは1.75mmとされ、供給エア圧力を50kPaとした。
【0066】
第1の交絡付与装置10にて交絡された3本の小トウ4を引き揃え、一旦駆動ロール14を介して隣接する小トウ4間に交絡を付与する第2の交絡付与装置15に供給した。この第2の交絡付与装置15は図5に示す構造を備えている。その基本構造は、上記小トウ専用の第1の交絡付与装置10と同様であるが、小トウ4が予め交絡されているため、糸道16の道幅が第1交絡装置の3倍以上に幅広く形成するとともに、糸道高さを第1交絡付与装置10よりも僅かに低く設定している。
【0067】
因みに、この第2交絡付与装置15にあっては、糸道幅を32mm、糸道高さを2.5mm、糸道長さを20mm、エア噴出孔17b,18bの開口径は0.5mm、その配置ピッチを0.8mm、エア供給圧力を300kPaとした。また、このときの各小トウ4に付加した張力は130cNであった。
【0068】
このようにして得られた1本の炭素繊維前駆体繊維束1をギヤロール19に給糸して引き取り、そのままシュート20を介して容器21に振り込んだ。容器20に収納される際の炭素繊維前駆体繊維束1は、3本の小トウ4が集合して1本のトウ形態を有している。このときの前駆体繊維束1の水分率は2%であった。得られたトウには容器21に振り込む際に用いたギヤロール19によりウエーブが付与されたが、ウエーブの山と隣接する山との間隔は25mmであった。またこのようにして得られた炭素繊維前駆体繊維束1の交絡度を評価したが、1m−1以下となった。(試長1mで実施したため10gの荷重はいずれも1m以上落下し、測定不可能であった。)得られた炭素繊維前駆体繊維束1を容器21から引き出し、小トウに分割することなく耐炎化工程へ給糸し、70分間耐炎化処理し、さらに3分間の炭化処理を行った。
【0069】
この間、トウの走行に用いたすべてのロールはフラットなロールであり、表面に溝を有するロールなどで小トウに分割したり、或いはその形態の制御はまったく行わなかった。耐炎化工程中では反応の進行に伴い、特に分割ガイドなどを用いずとも自然に小トウへ分割した。炭化処理後に得られた炭素繊維束は毛羽がなく品位の優れるものであった。また、得られた炭素繊維のストランド強度は450kg/mm2 であった。
【0070】
(実施例7)
実施例1と同様にして得られたフィラメント数50,000の小トウ4に、図9に示すようにタッチロール22にてイオン交換水を付与した後、各小トウ4をそれぞれ単独で図4に示した第1交絡付与装置10に供給した。このときの小トウ4の含水率は2wt%であった。小トウ専用の第1交絡付与装置10の基本構造は、実施例6と同様のものであるが、糸道幅は実施例6の2倍である16mm、糸道高さは僅かに小さい2.5mm、糸道長さは同じ20mm、エア噴出孔12b,13bの開口径も同じ1mm、その配置ピッチを僅かに大きくした2.0mmとし、このときの供給エア圧力は第6実施例の1/8である100kPaとした。
【0071】
続いて、得られた3本の小トウ4を、引き揃えて隣接する小トウ4間を交絡させる図6に示す構造を備えた第2の交絡付与装置25に供給した。この第2の交絡付与装置25にあって図5に示した交絡付与装置15と異なるところは、上記糸道16が単なる偏平矩形断面を有しているのに対して、この実施例に適用される第2の交絡付与装置25の糸道26は、3本の隣接する各小トウ4の隣接位置に対応する部位の前記偏平矩形断面の上下に、更に台形断面をもつ溝部を形成している点である。その他の構造は上記実施例6と実質的に変わるところがない。この各溝部の中央にはそれぞれ1つのエア噴出孔27b,28bが形成されている。
【0072】
本実施例にあって、前記第2交絡付与装置25の糸道幅は上記第6実施例よりも13mm広い45mm、糸道高さは同じ2.5mm、エア噴出孔27b,28bの開口径も同じく1.0mm、その配置ピッチは僅かに大きい2mmであり、エア供給圧力は実施例6の2/3である200kPaとした。図6においてトウに付与した張力は実施例6の5.4倍である700cNと大きくしており、この張力下で小トウ4への交絡付与と小トウ4間の交絡とを同時に行った。このようにして得られた炭素繊維前駆体繊維束1を駆動によって引き取り、そのまま容器21への振込機に付属するギヤロール19に給糸し、シュート20を介して容器21に振り込んだ。
【0073】
第2交絡付与装置25を出た際の炭素繊維前駆体繊維束1は、3本の小トウ4が集合して1本のトウ形態を有している。容器21に振り込んだ際の炭素繊維前駆体繊維束1は振込機に併設されるギアロール19によってウエーブが付与されており、ウエーブの山と隣接する山の間隔は25mmであった。また、またこのようにして得られた炭素繊維前駆体繊維束の交絡度を評価したが、1m−1以下となった。(試長1mで実施したため10gの荷重はいずれも1m以上落下し、測定不可能であった。)
【0074】
得られた炭素繊維前駆体繊維束1を容器21から引き出し、小トウに分割することなく耐炎化工程へ給糸し、70分間耐炎化処理し、さらに3分間の炭化処理を行った。この間、炭素繊維前駆体繊維束1の走行に用いたロールはすべてフラットなロールであり、表面に溝を有するロールなどにより小トウに分割したり、その形態の制御はまったく行わなかった。耐炎化工程中では反応の進行に伴い、特に分割ガイドなどを用いずとも自然に小トウへと分割した。炭化処理後に得られた炭素繊維は毛羽がなく品位の優れるものであった。また、得られた炭素繊維のストランド強度は450kg/mm2 であった。
【0075】
(実施例8)
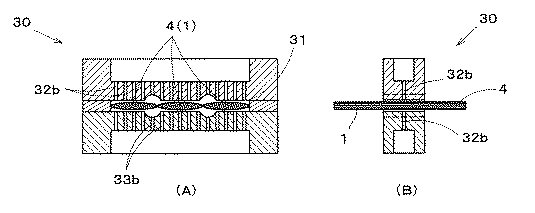
隣接する小トウ間の交絡を付与する第2交絡付与装置30として、図6に示す構造とした以外は実施例7と同様の交絡手順にて炭素繊維前駆体繊維束1を容器21に振り込んだ。前記第2交絡付与装置30は、糸道幅が上記実施例7のそれより10mm小さい32mm、糸道高さ2.5mmとしてあり、更には偏平矩形断面の糸道31の3本の小トウ4が隣接する部位の上下に断面が台形状の溝部が形成され、その溝深さ2mm、下底寸法7mm、上底寸法2mmとした。また、本実施例にあっては、隣接する溝部の配置間隔を12mmとしており、エア噴出孔32b,33bを溝部の中央に1つ形成し、他の糸道31には上記実施例6と同様に複数のエア噴出孔32b,33bを形成した。
【0076】
得られた炭素繊維前駆体繊維束の交絡度を評価したが、1m−1以下となった。(試長1mで実施したため10gの荷重はいずれも1m以上落下し、測定不可能であった。)
【0077】
このようにして得られた炭素繊維前駆体繊維束1を容器21から引き出し、小トウに分割することなく耐炎化工程へ給糸し、70分間耐炎化処理し、さらに3分間の炭化処理を行った。この間、トウの走行に用いたロールはすべてフラットなロールであり、表面に溝を有するロールなど分割したり、形態の制御はまったく行わなかった。耐炎化工程中では反応の進行に伴い、特に分割ガイドなどを用いずとも自然に小トウへ分割しはじめ、炭化処理後に得られた炭素繊維は小トウに完全に分割され毛羽がなく品位の優れるものであった。また、得られた炭素繊維のストランド強度は450kg/mm2 であった。
【0078】
(実施例9)
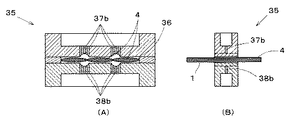
糸道36の溝部に複数のエア噴出孔37b,38bを形成するとともに、溝部以外の部分にはエア噴出孔37b,38bが形成されていない以外は実施例8と同様の構造を備えた小トウ4間に交絡を付与する第2交絡付与装置35を使い、3本の小トウが集合して1本のトウ形態を有した炭素繊維前駆体を得た。これを図9に示すギヤロール19の代わりにフラットな表面を持つニップロールを介して容器に振り込んだ。こうして得られた炭素繊維前駆体繊維束1を、70分耐炎化処理し、さらに3分間の炭化処理を行った。容器21からの炭素繊維前駆体繊維束1の引出しは一旦炭素繊維前駆体繊維束1を上方へ引き上げてガイドバーを複数回通過させてトウを引き揃えた。
【0079】
このようにエア噴出孔37b,38bを糸道36の溝部だけに形成すると、エアが小トウ4自体の交絡には関与せず、隣接する小トウ4の隣接部に主に交絡を付与するため、小トウ4自体に対する交絡の増加を抑制している。また、このようにして得られた炭素繊維前駆体繊維束の交絡度を評価したが、1m−1以下となった。(試長1mで実施したため10gの荷重はいずれも1m以上落下し、測定不可能であった。)
【0080】
引き揃えられた炭素繊維前駆体繊維束1を小トウに分割することなく耐炎化工程へ給糸し、70分間耐炎化処理し、さらに3分間の炭化処理を行った。この間トウの走行に用いたのはすべてフラットなロールであり、表面に溝を有するロール等でトウの分割や形態の制御はまったく行わなかった。耐炎化工程中では反応の進行に伴い特に分割ガイド等を用いずとも自然に小トウへ分割した。炭化処理後に得られた炭素繊維は毛羽がなく品位の優れるものであった。また、得られた炭素繊維のストランド強度は450kg/mm2 であった。
【0081】
(比較例5)
実施例6と同様に、小トウにイオン交換水を付与した後、小トウに交絡を付与し、このようにして得られた小トウ3本を図示せぬ捲縮付与装置に供給し、捲縮により集束した。集束したトウは実施例1と同様に容器の中に収納した。
【0082】
このようにして得られた炭素繊維前駆体繊維束を容器から引き出し、70分間耐炎化処理し、さらに3分間の炭化処理を行った。容器からの炭素繊維前駆体繊維束の引出しは実施例9と同様に一旦炭素繊維前駆体繊維束を上方へ引き上げてガイドバーを複数回通過させて小トウを引き揃えた。引き揃えられた炭素繊維前駆体繊維束を小トウに分割することなく耐炎化工程へ給糸し、70分間耐炎化処理し、さらに3分間の炭化処理を行った。この間トウの走行に用いたロールはべてフラットなロールであり、表面に溝を有するロール等で等の分割や形態の制御はまったく行わなかった。耐炎化工程中では反応の進行に伴い特に分割ガイド等を用いずとも自然に小トウに分割されていた。ただし、炭化処理後に得られた炭素繊維は毛羽が多く品位に優れるものではなかった。また、毛羽に起因すると思われる耐炎化工程でのロールへの巻きつきが多発した。さらに、得られた炭素繊維のストランド強度は350kg/mm2 であった。
【0083】
(比較例6)
小トウにスプレーでイオン交換水を水分率が30wt%となるように付与した他は実施例6と同様にして集束したトウを容器に振り込んだ。
【0084】
このようにして得られた炭素繊維前駆体繊維束を容器から引き出し、70分間耐炎化処理し、さらに3分間の炭化処理を行った。容器からの炭素繊維前駆体繊維束の引出しは実施例9と同様に一旦炭素繊維前駆体繊維束を上方へ引き上げてガイドバーを複数回通過させて小トウを引き揃えた。耐炎化工程へ給糸する際に、水分による表面張力の作用でトウの折り返し部の変形が維持され、耐炎化工程に撚れがフィードされ耐炎化工程で撚れの部分が蓄熱して切断に至り工程を停止した。
【0085】
(比較例7)
隣接する小トウ間に交絡を付与する第2交絡付与装置のエア供給圧力を500kPaとする他は実施例6と同様にして得られた前駆体繊維束を容器に振り込んだ。このとき小トウ間の繊維交絡度は12m−1であった。このようにして得られた炭素繊維前駆体繊維束を容器から引き出し、70分間耐炎化処理し、さらに3分間の炭化処理を行った。容器からの炭素繊維前駆体繊維束の引出しは実施例9と同様に一旦炭素繊維前駆体繊維束を上方へ引き上げてガイドバーを複数回通過させて小トウを引き揃えた。耐炎化工程通過後も小トウ間に交絡が残り、さらに炭素化工程通過後も小トウ間に交絡が残り、小トウ単位の炭素繊維が得られなかった。また炭素化工程通過後に分割ガイドを設けて小トウへの分割を実施したが、得られた炭素繊維は毛羽が多く、品位に優れるものではなかった。
【図面の簡単な説明】
【図1】本発明に係る液流により交絡を付与する炭素繊維用前駆体繊維束の製造装置の一例を概略で示す立体図である。
【図2】他の製造装置の一例を概略で示す立体図である。
【図3】更に他の製造装置の一例を概略で示す立体図である。
【図4】エア噴出により小トウに交絡を付与する第1交絡付与装置の構造例を示す説明図である。
【図5】エア噴出により小トウ間に交絡を付与する第2交絡付与装置の構造例を示す説明図である。
【図6】溝を有する小トウ間に交絡を付与する第2交絡付与装置の構造例を示す説明図である。
【図7】溝内部のみにエア噴出孔を有する小トウ間に交絡を付与する第2交絡付与装置の構造例を示す説明図である。
【図8】エア噴出により交絡を付与する炭素繊維用前駆体繊維束の製造工程の一例を概略で示す工程図である。
【図9】エア噴出により交絡を付与する炭素繊維用前駆体繊維束の製造工程の他の一例を概略で示す工程図である。
【符号の説明】
1 集合トウ(炭素繊維用前駆体繊維束)
2 水流交絡装置
3 トウ幅規制ガイド
4 小トウ
5 水噴出管
6 ギヤーロール
7 ニップロール
9 スプレー
10 第1交絡付与装置
14 駆動ロール
15,25,30,35 第2交絡付与装置
11,16,26,31,36 糸道
12,13 上下ノズル
12a,13a 圧縮エア導入部
12b,13b,17b,18b,27b,
28b,32b,33b,37b,38b エア噴出孔
19 ギヤロール
20 シュート
21 容器
22 タッチロール
Claims (30)
- 捲縮が付与されない実質的にストレートな繊維からなり、
容器への収納時及び前記容器から引き出して焼成工程に導入する際には1本の集合トウの形態を保持し、
焼成工程にて同工程で発生する張力により小トウに分割可能な幅方向の分割能を有してなる、
ことを特徴とする炭素繊維用前駆体繊維束。 - 小トウのフィラメント数が24000〜150000、集合トウの総フィラメント数が48000〜600000である請求項1記載の炭素繊維用前駆体繊維束。
- 小トウの幅方向の端部が小トウの幅に対して5〜50%の幅でオーバーラップさせて、液流による交絡により、小トウ内のフィラメント同士の交絡と隣接する小トウ間同士の集束性とを付与して1本の集合トウ形態を保持してなる
請求項1または2記載の炭素繊維用前駆体繊維束。 - 小トウの幅方向の端部が隣接する小トウの幅方向端部とフィラメントのエア流による交絡により1本の集合トウ形態を保持する請求項1または2記載の炭素繊維前駆体繊維束。
- フックドロップ法による小トウ間の交絡度が1m−1以下である請求項4記載の炭素繊維前駆体繊維束。
- 請求項1〜3のいずれかに記載の炭素繊維用前駆体繊維束の製造方法であって、分割状態で並走する小トウの幅方向に延設されたスリット開口部より液体を噴出させて液流交絡を行い、小トウ内のフィラメント同士の交絡及び小トウ間同士の集束性を付与して1本の集合トウの形態を保持させる液流交絡工程を含んでなることを特徴とする炭素繊維前駆体繊維束の製造方法。
- 前記液流交絡工程において、前記スリット開口部面積が5万フィラメントあたり60〜450(mm2 )であり、噴出する液の流量が1〜5(m3 /h)であることを含んでなることを特徴とする請求項6記載の炭素繊維前駆体繊維束の製造方法。
- 分割状態で並走する小トウを、該小トウの幅方向の端部が小トウの幅に対して5〜50%の幅でオーバーラップさせて液流交絡を行い、小トウ内のフィラメントの交絡及び隣接する小トウ間同士の集束性を付与して1本の集合トウ形態を保持させることを特徴とする請求項6または7に記載の炭素繊維用前駆体繊維束の製造方法。
- 液流交絡に使われる液体が水であることを特徴とする請求項6記載の炭素繊維用前駆体繊維束の製造方法。
- 液流交絡に使われる液体が油剤であることを特徴とする請求項6記載の炭素繊維用前駆体繊維束の製造方法。
- 請求項1、2、4または5のいずれかに記載の炭素繊維用前駆体繊維束の製造方法であって、
複数の小トウを並列して隣接させ、偏平矩形糸道断面形状を有し、該糸道に偏平矩形断面の長辺方向に所定の間隔をおいてエア噴出孔が複数配されたエア交絡装置に供給し、前記エア噴出孔からエアを噴出させることにより隣接する小トウ間の交絡を行うことを特徴とする炭素繊維前駆体繊維束の製造方法。 - 交絡前の小トウに水分を水分率が10wt%以下となるように予め付与することを特徴とする請求項11記載の炭素繊維前駆体繊維束の製造方法。
- 小トウ内のフィラメント同士の交絡を、円形断面糸道と該円形断面糸道へのエア噴出孔を有する交絡付与装置に小トウを通し、前記エア噴出孔からエアを噴出させることにより付与する請求項11または12記載の炭素繊維前駆体繊維束の製造方法。
- 小トウ内のフィラメント同士の交絡を、偏平矩形断面形状の糸道の偏平矩形状の長辺方向に所定の間隔をおいて複数のエア噴出孔が配されたエア交絡装置に小トウを通し、前記エア噴出孔からエアを噴出させることにより付与する請求項11または12記載の炭素繊維前駆体繊維束の製造方法。
- 小トウのフィラメント交絡と小トウ間の交絡とを、偏平矩形糸道断面を有する糸道に前記偏平矩形状の長辺方向に所定の間隔をおいて複数のエア噴出孔を有する交絡付与装置に複数の小トウを隣接して供給し、前記エア噴出孔からエアを噴出させることにより付与することを特徴とする請求項11または12記載の炭素繊維前駆体繊維束の製造方法。
- 小トウのフィラメント交絡と小トウ間の交絡とを、偏平矩形糸道断面を有する糸道に前記偏平矩形状の長辺方向に所定の間隔をおいて複数のエア噴出孔を有するとともに、小トウの隣接する位置に糸道の長手方向に延在する溝部を更に有する交絡付与装置に複数の小トウを隣接して供給し、前記エア噴出孔からエアを噴出させることにより付与することを特徴とする請求項11または12記載の炭素繊維前駆体繊維方法。
- フィラメント同士の交絡が予め付与された複数の小トウ間の交絡を、偏平矩形糸道断面を有する糸道の小トウの隣接する位置に糸道の長手方向に延在する溝部を有し、その溝内にのみ前記偏平矩形状の長辺方向に所定の間隔をおいて複数配されてなるエア噴出孔を有する交絡付与装置に複数の小トウを隣接させて供給し、前記エア噴出孔からエアを噴出させることにより付与することを特徴とする請求項14記載の炭素繊維前駆体繊維方法。
- 交絡を付与された複数の小トウからなる前記1本の集合トウをギヤーロールへ供給した後、容器へ収納することを含んでなることを特徴とする請求項6〜17のいずれかに記載の炭素繊維前駆体繊維束の製造方法。
- 交絡を付与されたの小トウからなる前記1本の集合トウをニップロールに供給した後、容器へ収納することを含んでなることを特徴とする請求項6〜17のいずれかに記載の炭素繊維用前駆体繊維束の製造方法。
- 複数の小トウを隣接して供給可能な偏平矩形断面を有する糸道を備え、
同糸道が前記偏平矩形断面の長辺方向に所定の間隔をおいて開口する複数のエア噴出孔を有してなる、
ことを特徴とする請求項与装置へ供給することにより得られてなる複数の小トウ間の交絡を請求項1、2、4または5のいずれかに記載の炭素繊維前駆体繊維束の製造装置。 - 小トウが通過可能な円形断面からなる糸道内にエアを噴出する1以上のエア噴出孔が配された第1のエア交絡付与装置と、
複数の小トウを隣接して供給可能な偏平矩形断面を有する糸道と、同糸道内に前記偏平矩形状の長辺方向に所定の間隔をおいて複数配されてなるエア噴出孔を有する第2の交絡付与装置とを備えてなることを特徴とする請求項1、2、4または5のいずれかに記載の炭素繊維前駆体繊維束の製造装置。 - 小トウが通過可能な偏平矩形断面からなる糸道内にエアを噴出する1以上のエア噴出孔が配された第1のエア交絡付与装置と、
複数の小トウを隣接して並列に供給可能な偏平矩形断面を有する糸道と、同糸道内に前記偏平矩形状の長辺方向に所定の間隔をおいて複数配されてなるエア噴出孔を有する第2の交絡付与装置と、
を備えてなることを特徴とする請求項1、2、4または5のいずれかに記載の炭素繊維前駆体繊維束の製造装置。 - 前記複数の小トウを隣接して供給可能な偏平矩形断面を有する糸道が、前記小トウの隣接する位置に糸道の長手方向に延在する複数の溝を更に有してなることを特徴とする請求項20〜22のいずれかに記載の炭素繊維前駆体繊維束の製造装置。
- 前記エア噴出孔が前記複数の溝内にのみ形成されてなることを特徴とする請求項23記載の炭素繊維前駆体繊維束の製造装置。
- 前記小トウの総繊度D(dTex)と集合させるフィラメントの本数nとの積で表される集合トウの総繊度nD(dTex)と前記偏平断面の長辺寸法L(mm)との比n・D/ Lの値が、2000〜8000であり、前記エア噴出孔の各孔口径は0.3〜1.2mmである請求項20記載の炭素繊維前駆体繊維束の製造装置。
- 前記エア噴出口が等ピッチに配され、そのピッチが0.8〜1.6mmであり、前記糸道の長さが10〜40mmであることを特徴とする請求項20に記載の炭素繊維前駆体繊維束の製造装置。
- 前記溝が半円形又は円の一部であって、その直径が2〜10mmであり、その溝の深さは1.5〜4mmであることを特徴とする請求項23に記載の炭素繊維前駆体繊維束の製造装置。
- 前記溝が台形溝であって、その台形溝断面の長辺の寸法が2〜10mmであり、溝底に相当する短辺寸法は1.5〜6mmであることを特徴とする請求項23に記載の炭素繊維前駆体繊維束の製造装置。
- 請求項1〜5のいずれかに記載の炭素繊維用前駆体繊維束を耐炎化工程に供給し、同耐炎化工程にて発生する張力により小トウに分割しながら焼成することを特徴とする炭素繊維の製造方法。
- 請求項1〜5のいずれかに記載の炭素繊維用前駆体繊維束を炭素化工程に供給し、同炭素化工程にて発生する張力により小トウに分割しながら焼成することを特徴とする炭素繊維の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003168259A JP4192041B2 (ja) | 2002-07-15 | 2003-06-12 | 炭素繊維前駆体繊維束の製造方法及び製造装置 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002205508 | 2002-07-15 | ||
| JP2003168259A JP4192041B2 (ja) | 2002-07-15 | 2003-06-12 | 炭素繊維前駆体繊維束の製造方法及び製造装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2004100132A true JP2004100132A (ja) | 2004-04-02 |
| JP4192041B2 JP4192041B2 (ja) | 2008-12-03 |
Family
ID=32300208
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003168259A Expired - Fee Related JP4192041B2 (ja) | 2002-07-15 | 2003-06-12 | 炭素繊維前駆体繊維束の製造方法及び製造装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4192041B2 (ja) |
Cited By (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006176328A (ja) * | 2004-12-24 | 2006-07-06 | Mitsubishi Rayon Co Ltd | 炭素繊維前駆体トウ並びに耐炎繊維前駆体トウのパッケージ、及び炭素繊維前駆体トウ並びに耐炎繊維前駆体トウの梱包方法 |
| JP2007092218A (ja) * | 2005-09-28 | 2007-04-12 | Mitsubishi Rayon Co Ltd | 炭素繊維前駆体繊維束及びその製造方法 |
| JP2007291580A (ja) * | 2006-04-27 | 2007-11-08 | Mitsubishi Rayon Co Ltd | 炭素繊維前駆体アクリル系糸条、その製造方法および製造装置 |
| EP1719829A4 (en) * | 2004-02-13 | 2007-12-05 | Mitsubishi Rayon Co | CARBON FIBER FIBER BUNDLE, PRODUCTION PROCESS AND PRODUCTION DEVICE THEREFOR, AND CARBON FIBER AND PRODUCTION METHOD THEREFOR |
| JP2009263817A (ja) * | 2008-04-25 | 2009-11-12 | Mitsubishi Rayon Co Ltd | 油剤付与装置および油剤付与方法 |
| JP2011042920A (ja) * | 2010-10-26 | 2011-03-03 | Mitsubishi Rayon Co Ltd | 炭素繊維前駆体繊維束 |
| JP2012188773A (ja) * | 2011-03-09 | 2012-10-04 | Mitsubishi Rayon Co Ltd | 炭素繊維前駆体トウの収納方法 |
| KR20170100558A (ko) | 2014-12-26 | 2017-09-04 | 도레이 카부시키가이샤 | 부분 분섬 섬유 다발의 제조 방법 및 제조 장치, 부분 분섬 섬유 다발 |
| WO2017221658A1 (ja) | 2016-06-22 | 2017-12-28 | 東レ株式会社 | 部分分繊繊維束の製造方法と部分分繊繊維束、および部分分繊繊維束を用いた繊維強化樹脂成形材料とその製造方法 |
| WO2017221688A1 (ja) | 2016-06-22 | 2017-12-28 | 東レ株式会社 | 分繊繊維束の製造方法と分繊繊維束、および分繊繊維束を用いた繊維強化樹脂成形材料とその製造方法 |
| WO2017221657A1 (ja) | 2016-06-21 | 2017-12-28 | 東レ株式会社 | 部分分繊繊維束とその製造方法、および部分分繊繊維束を用いた繊維強化樹脂成形材料とその製造方法 |
| JP2018031083A (ja) * | 2016-08-23 | 2018-03-01 | 三菱ケミカル株式会社 | 炭素繊維前駆体アクリル繊維束、その製造方法及び炭素繊維束の製造方法 |
| WO2018143067A1 (ja) | 2017-02-02 | 2018-08-09 | 東レ株式会社 | 部分分繊繊維束およびその製造方法、ならびにそれを用いたチョップド繊維束および繊維強化樹脂成形材料 |
| KR20190016977A (ko) | 2016-06-20 | 2019-02-19 | 도레이 카부시키가이샤 | 부분 분섬 섬유 다발과 그의 제조 방법, 및 부분 분섬 섬유 다발을 사용한 섬유 강화 수지 성형 재료와 그의 제조 방법 |
| KR20190017819A (ko) | 2016-06-21 | 2019-02-20 | 도레이 카부시키가이샤 | 부분 분섬 섬유 다발과 그의 제조 방법, 및 부분 분섬 섬유 다발을 사용한 섬유 강화 수지 성형 재료와 그의 제조 방법 |
| WO2019151076A1 (ja) | 2018-02-01 | 2019-08-08 | 東レ株式会社 | 部分分繊繊維束、中間基材、成形品およびそれらの製造方法 |
| US10570536B1 (en) | 2016-11-14 | 2020-02-25 | CFA Mills, Inc. | Filament count reduction for carbon fiber tow |
| WO2020066275A1 (ja) | 2018-09-28 | 2020-04-02 | 東レ株式会社 | 部分分繊繊維束およびその製造方法 |
| WO2020203390A1 (ja) * | 2019-03-29 | 2020-10-08 | 東レ株式会社 | 炭素繊維前駆体繊維束およびその製造方法 |
| KR20210017888A (ko) * | 2019-08-09 | 2021-02-17 | 주식회사 엘지화학 | 아크릴로니트릴계 섬유의 제조방법 |
| CN113474139A (zh) * | 2019-02-14 | 2021-10-01 | 仓敷纺绩株式会社 | 纤维增强树脂成形体及其中所用的碳纤维片的制造方法 |
| CN114457463A (zh) * | 2020-11-10 | 2022-05-10 | 中国石油化工股份有限公司 | 一种大丝束碳纤维预氧化炉和预氧化方法 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10121325A (ja) * | 1996-10-14 | 1998-05-12 | Toray Ind Inc | 炭素繊維用前駆体繊維束とその製造方法および炭素繊維の製造方法 |
| JP2001355121A (ja) * | 2000-06-12 | 2001-12-26 | Toho Tenax Co Ltd | ラージトウプリカーサー及びその製造方法 |
-
2003
- 2003-06-12 JP JP2003168259A patent/JP4192041B2/ja not_active Expired - Fee Related
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10121325A (ja) * | 1996-10-14 | 1998-05-12 | Toray Ind Inc | 炭素繊維用前駆体繊維束とその製造方法および炭素繊維の製造方法 |
| JP2001355121A (ja) * | 2000-06-12 | 2001-12-26 | Toho Tenax Co Ltd | ラージトウプリカーサー及びその製造方法 |
Cited By (41)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7941903B2 (en) | 2004-02-13 | 2011-05-17 | Mitsubishi Rayon Co., Ltd. | Carbon fiber precursor fiber bundle, production method and production device therefor, and carbon fiber and production method therefor |
| EP1719829A4 (en) * | 2004-02-13 | 2007-12-05 | Mitsubishi Rayon Co | CARBON FIBER FIBER BUNDLE, PRODUCTION PROCESS AND PRODUCTION DEVICE THEREFOR, AND CARBON FIBER AND PRODUCTION METHOD THEREFOR |
| US10308472B2 (en) | 2004-02-13 | 2019-06-04 | Mitsubishi Chemical Corporation | Carbon fiber precursor fiber bundle, production method and production device therefor, and carbon fiber and production method therefor |
| US8801985B2 (en) | 2004-02-13 | 2014-08-12 | Mitsubishi Rayon Co., Ltd. | Process of making a carbon fiber precursor fiber bundle |
| JP2006176328A (ja) * | 2004-12-24 | 2006-07-06 | Mitsubishi Rayon Co Ltd | 炭素繊維前駆体トウ並びに耐炎繊維前駆体トウのパッケージ、及び炭素繊維前駆体トウ並びに耐炎繊維前駆体トウの梱包方法 |
| JP2007092218A (ja) * | 2005-09-28 | 2007-04-12 | Mitsubishi Rayon Co Ltd | 炭素繊維前駆体繊維束及びその製造方法 |
| JP2007291580A (ja) * | 2006-04-27 | 2007-11-08 | Mitsubishi Rayon Co Ltd | 炭素繊維前駆体アクリル系糸条、その製造方法および製造装置 |
| JP2009263817A (ja) * | 2008-04-25 | 2009-11-12 | Mitsubishi Rayon Co Ltd | 油剤付与装置および油剤付与方法 |
| JP2011042920A (ja) * | 2010-10-26 | 2011-03-03 | Mitsubishi Rayon Co Ltd | 炭素繊維前駆体繊維束 |
| JP2012188773A (ja) * | 2011-03-09 | 2012-10-04 | Mitsubishi Rayon Co Ltd | 炭素繊維前駆体トウの収納方法 |
| KR20170100558A (ko) | 2014-12-26 | 2017-09-04 | 도레이 카부시키가이샤 | 부분 분섬 섬유 다발의 제조 방법 및 제조 장치, 부분 분섬 섬유 다발 |
| US10676311B2 (en) | 2014-12-26 | 2020-06-09 | Toray Industries, Inc. | Method of manufacturing and manufacturing device for partial split-fiber fiber bundle and partial split-fiber fiber bundle |
| US11492731B2 (en) | 2016-06-20 | 2022-11-08 | Toray Industries, Inc. | Partially separated fiber bundle, production method of partially separated fiber bundle, fiber-reinforced resin molding material using partially separated fiber bundle, and production method of fiber-reinforced resin molding material using partially separated fiber bundle |
| KR20190016977A (ko) | 2016-06-20 | 2019-02-19 | 도레이 카부시키가이샤 | 부분 분섬 섬유 다발과 그의 제조 방법, 및 부분 분섬 섬유 다발을 사용한 섬유 강화 수지 성형 재료와 그의 제조 방법 |
| WO2017221657A1 (ja) | 2016-06-21 | 2017-12-28 | 東レ株式会社 | 部分分繊繊維束とその製造方法、および部分分繊繊維束を用いた繊維強化樹脂成形材料とその製造方法 |
| US11162196B2 (en) | 2016-06-21 | 2021-11-02 | Toray Industries, Inc. | Partially separated fiber bundle, production method of partially separated fiber bundle, fiber-reinforced resin molding material using partially separated fiber bundle, and production method of fiber-reinforced resin molding material using partially separated fiber bundle |
| KR20190017819A (ko) | 2016-06-21 | 2019-02-20 | 도레이 카부시키가이샤 | 부분 분섬 섬유 다발과 그의 제조 방법, 및 부분 분섬 섬유 다발을 사용한 섬유 강화 수지 성형 재료와 그의 제조 방법 |
| KR20190017820A (ko) | 2016-06-21 | 2019-02-20 | 도레이 카부시키가이샤 | 부분 분섬 섬유 다발과 그의 제조 방법, 및 부분 분섬 섬유 다발을 사용한 섬유 강화 수지 성형 재료와 그의 제조 방법 |
| US10569986B2 (en) | 2016-06-21 | 2020-02-25 | Toray Industries, Inc. | Partially separated fiber bundle, production method for partially separated fiber bundle, fiber-reinforced resin molding material using partially separated fiber bundle, and production method for fiber-reinforced resin molding material using partially separated fiber bundle |
| KR20190017821A (ko) | 2016-06-22 | 2019-02-20 | 도레이 카부시키가이샤 | 부분 분섬 섬유 다발의 제조 방법과 부분 분섬 섬유 다발, 및 부분 분섬 섬유 다발을 사용한 섬유 강화 수지 성형 재료와 그의 제조 방법 |
| US11371171B2 (en) | 2016-06-22 | 2022-06-28 | Toray Industries, Inc. | Production method for separated fiber bundle, separated fiber bundle, fiber-reinforced resin molding material using separated fiber bundle, and production method for fiber-reinforced resin molding material using separated fiber bundle |
| US10907280B2 (en) | 2016-06-22 | 2021-02-02 | Toray Industries, Inc. | Production method for partially separated fiber bundle, partially separated fiber bundle, fiber-reinforced resin molding material using partially separated fiber bundle, and production method for fiber-reinforced resin molding material using partially separated fiber bundle |
| WO2017221688A1 (ja) | 2016-06-22 | 2017-12-28 | 東レ株式会社 | 分繊繊維束の製造方法と分繊繊維束、および分繊繊維束を用いた繊維強化樹脂成形材料とその製造方法 |
| WO2017221658A1 (ja) | 2016-06-22 | 2017-12-28 | 東レ株式会社 | 部分分繊繊維束の製造方法と部分分繊繊維束、および部分分繊繊維束を用いた繊維強化樹脂成形材料とその製造方法 |
| JP2018031083A (ja) * | 2016-08-23 | 2018-03-01 | 三菱ケミカル株式会社 | 炭素繊維前駆体アクリル繊維束、その製造方法及び炭素繊維束の製造方法 |
| US10570536B1 (en) | 2016-11-14 | 2020-02-25 | CFA Mills, Inc. | Filament count reduction for carbon fiber tow |
| WO2018143067A1 (ja) | 2017-02-02 | 2018-08-09 | 東レ株式会社 | 部分分繊繊維束およびその製造方法、ならびにそれを用いたチョップド繊維束および繊維強化樹脂成形材料 |
| US11230630B2 (en) | 2017-02-02 | 2022-01-25 | Toray Industries, Inc. | Partially separated fiber bundle and method of manufacturing same, chopped fiber bundle using same, and fiber-reinforced resin forming material |
| KR20190107675A (ko) | 2017-02-02 | 2019-09-20 | 도레이 카부시키가이샤 | 부분 분섬 섬유 다발 및 그의 제조 방법, 그리고 그것을 사용한 촙드 섬유 다발 및 섬유 강화 수지 성형 재료 |
| WO2019151076A1 (ja) | 2018-02-01 | 2019-08-08 | 東レ株式会社 | 部分分繊繊維束、中間基材、成形品およびそれらの製造方法 |
| KR20200112842A (ko) | 2018-02-01 | 2020-10-05 | 도레이 카부시키가이샤 | 부분 분섬 섬유 다발, 중간 기재, 성형품 및 그들의 제조 방법 |
| KR20210066806A (ko) | 2018-09-28 | 2021-06-07 | 도레이 카부시키가이샤 | 부분 분섬 섬유 다발 및 그의 제조 방법 |
| WO2020066275A1 (ja) | 2018-09-28 | 2020-04-02 | 東レ株式会社 | 部分分繊繊維束およびその製造方法 |
| US11845629B2 (en) | 2018-09-28 | 2023-12-19 | Toray Industries, Inc. | Partially separated fiber bundle and method of manufacturing same |
| CN113474139A (zh) * | 2019-02-14 | 2021-10-01 | 仓敷纺绩株式会社 | 纤维增强树脂成形体及其中所用的碳纤维片的制造方法 |
| US12011884B2 (en) | 2019-02-14 | 2024-06-18 | Kurashiki Boseki Kabushiki Kaisha | Fiber-reinforced resin molded body and method for producing carbon fiber sheet used therefor |
| WO2020203390A1 (ja) * | 2019-03-29 | 2020-10-08 | 東レ株式会社 | 炭素繊維前駆体繊維束およびその製造方法 |
| KR20210017888A (ko) * | 2019-08-09 | 2021-02-17 | 주식회사 엘지화학 | 아크릴로니트릴계 섬유의 제조방법 |
| KR102684624B1 (ko) | 2019-08-09 | 2024-07-15 | 주식회사 엘지화학 | 아크릴로니트릴계 섬유의 제조방법 |
| CN114457463A (zh) * | 2020-11-10 | 2022-05-10 | 中国石油化工股份有限公司 | 一种大丝束碳纤维预氧化炉和预氧化方法 |
| CN114457463B (zh) * | 2020-11-10 | 2024-02-02 | 中国石油化工股份有限公司 | 一种大丝束碳纤维预氧化炉和预氧化方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4192041B2 (ja) | 2008-12-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2004100132A (ja) | 炭素繊維前駆体繊維束、その製造方法及び製造装置と前記繊維束からの炭素繊維の製造方法 | |
| JP5362627B2 (ja) | 炭素繊維前駆体繊維束、並びに炭素繊維とその製造方法 | |
| JP3722323B2 (ja) | 炭素繊維とその製造方法および製造装置 | |
| US4069565A (en) | Process and apparatus for producing textured multifilament yarn | |
| JPH10121325A (ja) | 炭素繊維用前駆体繊維束とその製造方法および炭素繊維の製造方法 | |
| JPS5846122A (ja) | 連続的炭素繊維の製造法 | |
| JP4801621B2 (ja) | 炭素繊維前駆体トウの製造方法 | |
| TW201704574A (zh) | 合絲絲條束之製造方法及使用所得之合絲絲條束的碳纖維之製造方法 | |
| JP6776723B2 (ja) | 炭素繊維前駆体アクリル繊維束、その製造方法及び炭素繊維束の製造方法 | |
| JPS63303129A (ja) | 撚り糸の製造方法と加撚用供給ボビン | |
| JP5048988B2 (ja) | 糸継ぎ装置及び糸継ぎ方法 | |
| JP2012188768A (ja) | 炭素繊維前駆体繊維束の製造方法及び同方法により得られる炭素繊維前駆体繊維束 | |
| JP4592208B2 (ja) | 繊維糸条の接続方法及び炭素繊維の製造方法 | |
| JP4043875B2 (ja) | 炭素繊維前駆体糸条とその製造方法及び製造装置 | |
| JP2009249086A (ja) | ガイド装置及びこれを用いた炭素繊維の製造方法 | |
| JPH11200159A (ja) | 炭素繊維の製造方法およびその製造装置 | |
| JP2018031091A (ja) | 炭素繊維束の製造方法 | |
| JP4408324B2 (ja) | 炭素繊維前駆体繊維束の製造方法及び炭素繊維束の製造方法 | |
| JPS6227168B2 (ja) | ||
| JP2024523676A (ja) | 少なくとも1本のマルチフィラメント糸を加工する装置 | |
| JP2003321160A (ja) | 繊維トウパッケージと同パッケージを使った炭素繊維及びチョップドファイバーの製造方法 | |
| JP4385100B2 (ja) | インク保持体とその製造方法 | |
| JPH11124741A (ja) | 連続的炭素繊維の製造法 | |
| JP2008019514A (ja) | マルチフィラメント糸条用交絡装置およびそれを用いたマルチフィラメント糸条の製造方法 | |
| JP2006009176A (ja) | 炭素繊維の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060608 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20080630 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080708 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080901 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20080916 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20080919 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110926 Year of fee payment: 3 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 4192041 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110926 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120926 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120926 Year of fee payment: 4 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120926 Year of fee payment: 4 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130926 Year of fee payment: 5 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |