JP2004100618A - 貨物油ポンプユニットおよびその芯出方法 - Google Patents
貨物油ポンプユニットおよびその芯出方法 Download PDFInfo
- Publication number
- JP2004100618A JP2004100618A JP2002265630A JP2002265630A JP2004100618A JP 2004100618 A JP2004100618 A JP 2004100618A JP 2002265630 A JP2002265630 A JP 2002265630A JP 2002265630 A JP2002265630 A JP 2002265630A JP 2004100618 A JP2004100618 A JP 2004100618A
- Authority
- JP
- Japan
- Prior art keywords
- cargo oil
- oil pump
- shaft
- deck
- cargo
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000000034 method Methods 0.000 title claims description 11
- 229910000831 Steel Inorganic materials 0.000 claims description 14
- 239000010959 steel Substances 0.000 claims description 14
- 230000005484 gravity Effects 0.000 claims description 5
- 238000010276 construction Methods 0.000 abstract description 4
- 238000004519 manufacturing process Methods 0.000 description 5
- 229910001208 Crucible steel Inorganic materials 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 238000005452 bending Methods 0.000 description 1
- 230000008602 contraction Effects 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 230000003111 delayed effect Effects 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 238000005192 partition Methods 0.000 description 1
- 239000003351 stiffener Substances 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
Images






Landscapes
- Details Of Reciprocating Pumps (AREA)
- Structures Of Non-Positive Displacement Pumps (AREA)
Abstract
【解決手段】タンクトップ4に据付けられた該貨物油ポンプユニットUは、台盤5、貨物油ポンプ7、ストレーナ6、サクションライン14およびデリベリーライン15で構成し、該台盤5は、陸上定盤上で少なくとも2条の横条鋼8を設け、縦条鋼9を所定の間隔で設け、台盤5の第1番目の横条鋼8上に複数台数の貨物油ポンプ7を据付け、第2番目の横条鋼8上に複数台数のストレーナ6が据付けられ、貨物油ポンプ7のポンプシャフト10の垂直並びに吸入口11および吐出口12の水平が同時に調整されて据付けられるものである。
【選択図】図1
Description
【発明の属する技術分野】
この発明は、貨物タンクと機関室の間に設けられる貨物油ポンプ室において、数台の貨物油ポンプが装備され、該貨物油ポンプの各駆動機が機関室に装備され、該貨物油ポンプの吸入口および吐出口に連続する貨物油管およびストレーナ等を含む貨物油ポンプユニットおよびその芯出方法に関するものである。
【0002】
【従来の技術】
従来、この種の発明は、図4および図5に示すように、貨物タンク31と機関室32の間に設けられる貨物油ポンプ室33が設けられ、貨物油ポンプ室33のタンクトップ34には各ポンプ台35、ストレーナ台36を介して貨物油ポンプ37およびストレーナ38が据付けられていた。
【0003】
図4を用いて詳しく説明すると、機関室32の前方の凸部のセカンドデッキ39には、貨物油ポンプ37の駆動機であるモータ40が据付けられていた。
【0004】
貨物油ポンプ37の吸入口41には、ストレーナ38の相フランジ42が連結され、該ストレーナ38の吸入口43には、貨物油タンク31からのサクションライン44が隔壁45を貫通したものが連結されていた。
【0005】
貨物油ポンプ37の吐出口46は、デリベリーライン47がアッパーデッキ48を貫通したものが連結されていた。
【0006】
貨物油ポンプ37の駆動軸49は、モータ40のモータシャフト55をモータコーミング56およびデッキコーミング57により垂直に調整し、下げ振り59により該貨物油ポンプ37にポンプシャフト50の中心を出し、所定の長さの中間シャフト52を継手53およびたわみ継手54を用いて、該貨物油ポンプ37の貨物油ポンプ台35のライナー調整を行いに連結されていた。
【0007】
さらに詳しく図5を用いて説明すると、この図は、図4でいう貨物油タンク31、所謂、船体前方から後方を略示したものである。タンクトップ34に貨物油ポンプ371、372,373,374が船体横方向に整列して配置されるものであり、該貨物油ポンプ371、372,373,374の夫々の直上のセカンドデッキ39のモータ401,402,403,404が配置されていた。
【0008】
貨物油ポンプ371、372,373,374は、タンクトップ34上に個々にポンプ台351,352,353,354よりライナーで傾きが調整され、配置されていた。モータ401,402,403,404は、セカンドデッキ39上にデッキコーミング571,572,573,574およびモータコーミング561,562,563,564を介して配置されていた。
【0009】
図7は、船体横置断面を片舷だけ略示したものである。タンクトップ34とセカンドデッキ39の距離Hは、例えば5〜6mある。図面上は平行に描けるが、タンクトップ34とセカンドデッキ39のを±0ミリ(mm)の誤差で製作することは困難である。製作上の捩じれや撓み、温度によって膨張や伸縮を生じる。これは、巨大な船体構造の宿命である。タンクトップ34やセカンドデッキ39の十ミリ程度の鋼板にスティフナー58を裏面に溶接することにより、鋼板(セカンドデッキおよびタンクトップ)は拡大図のように変形している。よって、タンクトップ34やセカンドデッキ39は、正確に云えば、機械加工された貨物油ポンプほど、平らでも、平行でもないのである。
【0010】
図6は、従来の芯出し方法である。貨物油ポンプ37は、ボディを鋳鋼によって製作され、陸上おいて機械加工されているので、夫々の吸入口41、吐出口46および駆動軸の芯は、略所定どおり正確である。
【0011】
まず、セカンドデッキ39に重力方向に水平を取りながら、デッキコーミング57を溶接していた。これによって、モータ40はモータコーミング56を介して水平に取付く。次に、デッキコーミング57の円心から下げ振り59を降し、貨物油ポンプ37のポンプシャフト50の中心位置を決めていた。次に、吸入口41、かつ、吐出口46が夫々の所定の方向に対し水平になるようにポンプ台35の上面および下面にライナーを敷設し、で調整していた。
【0012】
【発明が解決しようとする課題】
従来の技術で述べたように、船舶の建造手順から云うと、セカンドデッキにモータ、所謂デッキコーミングが据付けられる状況にならなければ、貨物油ポンプを据付けることができなく、貨物油ポンプを据付けないと、ストレーナ、吸入管および吐出管の配管ができなく、船体の下部に配置される貨物油ポンプ、ストレーナ、吸入管および吐出管の工事が遅れるなどの問題点を有していた。
【0013】
また、タンクトップおよびセカンドデッキの製作精度の誤差により、数台の貨物油ポンプの据付けが微妙に異なり、貨物油ポンプの駆動軸、吸入口および吐出口の芯出を同時に行うため、非常に時間を要するなどの問題点を有していた。
【0014】
この発明は、従来の技術の有するこのような不十分な点に鑑みてなされたものであり、その目的とするところは、モータ、所謂、駆動軸の芯を必ずしも地球の重心に合せるのでなく、芯出し点数の多い機械加工された複数の貨物油ポンプを条鋼で組まれた台盤に搭載し、陸上において貨物油ポンプの駆動軸、吸入口および吐出口の芯出が行われ、ストレーナ、吸入管および吐出管の配管が行われ、貨物油ポンプのポンプシャフトの芯に合せてモータシャフト、所謂、デッキコーミングの取付を行うことにより、貨物油ポンプの駆動軸の芯出しを容易とし、船舶の建造手順である船体の下部に配置される貨物油ポンプ、ストレーナ、吸入管および吐出管をセカンドデッキおよびアッパーデッキに装備されるものより先行して装備され、製作作業の簡素化を図るものである。
【0015】
【課題を解決するための手段】
上記目的を達成するために、この発明は、貨物タンクと機関室の間に設けられる貨物油ポンプ室において、貨物油ポンプ室のタンクトップには、貨物油ポンプユニットが据付けられており、該貨物油ポンプユニットは、台盤、貨物油ポンプ、ストレーナ、サクションラインおよびデリベリーラインで構成し、該台盤は、陸上定盤上で少なくとも2条横条鋼を設け、縦条鋼を所定の間隔で設け、台盤の第1番目の横条鋼上に複数台数の貨物油ポンプを据付け、第2番目の横条鋼上に複数台数のストレーナが据付けられ、貨物油ポンプのポンプシャフトの垂直並びに吸入口および吐出口の水平が同時に調整されて据付けられるものである。
【0016】
貨物油ポンプの駆動軸は、貨物油ポンプのポンプシャフトにたわみ継手を介して所定の長さの中間シャフトが連結され、該中間シャフトに継手を介してモータシャフトが連結されるものである。
【0017】
台盤は、タンクトップに略平行に据付けられ、貨物油ポンプのポンプシャフトは、略垂直であり、該ポンプシャフトの相フランジに仮設棒の片方端を垂直に取付け、貨物油ポンプのポンプシャフトを回し、セカンドデッキの仮穴で仮設棒の他方端が円弧を描き、該円弧の中心が円心であり、該円心を中心にデッキコーミングの外周の半径の切断して開口を設け、デッキコーミングの外周の中腹に少なくとも3箇所に調整ボルトを設け、該デッキコーミングを開口に挿入し、仮設棒を円心に合せて、再度、貨物油ポンプのポンプシャフトを回すことにより、デッキコーミングの上面の傾きを該調整ボルトで合せ、ポンプシャフトとモータシャフトの間の芯出しができるものである。
【0018】
【発明の実施の形態】
この発明は、図1および図2を用いて説明すると、作業行程を第一工程と第二工程に分け、第一工程においては、陸上定盤上で4台の貨物油ポンプを少なくとも2条の条鋼を横方向に用いて製作される台盤上に貨物油ポンプのポンプシャフト、吸入口および吐出口の芯出が行われて据付けられ、ストレーナ、サクションラインおよびデリベリーラインの配管が行われ、サクションラインおよびデリベリーラインは、隔壁を貫通する手前で止められ、貨物油ポンプユニットが製作される。
【0019】
第二工程において、セカンドデッキおよびアッパーデッキの搭載に先行して、該貨物油ポンプユニットがタンクトップに搭載され、タンクトップ上で水平調整が行われ、貨物油ポンプユニットが据付けられる。貨物油ポンプユニットが据えつけられると、貨物油ポンプユニット外の吸入管および吐出管等の貨物油ポンプ室内の工事が先行して行える。
【0020】
次に、セカンドデッキおよびアッパーデッキの搭載が行われ、貨物油ポンプユニットに据付けられた貨物油ポンプのポンプシャフトは、概ね、垂直が出ている。該ポンプシャフトの芯を正として、デッキコーミングの水平調整を行い、デッキコーミングを据付け、モータコーミングを介してモータを据付けることにより、駆動軸の芯出しを行うものである。
【0021】
【実施例】
図1および図2を用いて説明すると、貨物タンク1と機関室2の間に設けられる貨物油ポンプ室3が設けられ、貨物油ポンプ室3のタンクトップ4には、貨物油ポンプユニットUが据付けられており、該貨物油ポンプユニットUは、台盤5、貨物油ポンプ7、ストレーナ6、サクションライン14およびデリベリーライン15で構成されている。
【0022】
該台盤5は、陸上定盤上で少なくとも2条の条鋼8(横条鋼)を横方向に所定の長さ、縦方向に同様の条鋼9(縦条鋼)を所定の間隔で用いて格子状のものが製作される。
【0023】
まず、台盤5の第1番目の横条鋼8上に複数台数の貨物油ポンプ7および台盤5の第2番目の横条鋼8上に複数台数のストレーナ6が据付けられ、貨物油ポンプ7のポンプシャフト10の垂直並びに吸入口11および吐出口12の水平が同時に調整されて据付けられる。
【0024】
また、ストレーナ6の水平も同時に調整され、貨物油ポンプ7の吸入口11は、ストレーナ6の出口13に連結され、ストレーナ6の入口16は、所定の長さのサクションライン14に連結されている。さらに、同様に吐出口12は、所定の長さのデリベリーライン15に連結されている。
【0025】
機関室2の前方の凸部のセカンドデッキ17には、貨物油ポンプ7の駆動機であるモータ18がデッキコーミング19およびモータコーミング20を介して据付けられている。
【0026】
貨物油ポンプ7の駆動軸Kは、貨物油ポンプ7のポンプシャフト10にたわみ継手21を介して所定の長さの中間シャフト22が連結され、該中間シャフト22に継手23を介してモータシャフト24が連結されている。
【0027】
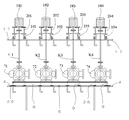
さらに詳しく図2を用いて説明すると、この図は、図1でいう貨物油タンク1、所謂、船体前方から後方を略示したものである。タンクトップ4に貨物油ポンプ71、72,73,74が船体横方向に整列して配置されるものであり、該貨物油ポンプ71、72,73,74の夫々の直上のセカンドデッキ17のモータ181,182,183,184が配置されている。
【0028】
該貨物油ポンプ71、72,73,74は、所定のボルトナット(図番なし)により、台盤5の所定の位置に螺着され、該台盤5は、タンクトップ4上に3条の横条鋼8と縦条鋼9で格子状に組まれ、ライナー26で要所の傾きを調整し、タンクトップ4に平行に据付けたものである。
【0029】
モータ181,182,183,184は、セカンドデッキ17上にデッキコーミング191,192,193,194およびモータコーミング201,202,203,204を介して配置されている。また、駆動軸K1、K2、K3、K4は、該貨物油ポンプ71、72,73,74とモータ181,182,183,184を夫々連結している。
【0030】
図3は、この発明の芯出し方法である。前述したと同様、貨物油ポンプ7は、ボディを鋳鋼によって製作され、陸上で機械加工されているので、夫々の吸入口13、吐出口12および駆動軸の芯は、略正確である。
【0031】
台盤5は、前述したように、タンクトップ4に略平行に据付けられている。よって、貨物油ポンプ7は、概ね芯出しができている。ここでは、タンクトップ4とセカンドデッキ17の平行の精度は、厳密に要求しない。略平行であれば、施行できる。
【0032】
貨物油ポンプ7のポンプシャフト10は、略垂直である。該ポンプシャフト10の相フランジ27に仮設棒28の片方端を垂直に取付け、貨物油ポンプ7のポンプシャフト10を回してみる。セカンドデッキ17の仮穴29で仮設棒28が円弧80を描くことがある。該円弧80の中心が円心81である。円弧を描かなければ、仮設棒28の他端が円心81である。該円心81を中心にデッキコーミング19の外周の半径82の切断し開口83を設ける。
【0033】
デッキコーミング19の外周の中腹に少なくとも3箇所に調整ボルト84を設ける。該デッキコーミング19を開口83に挿入し、仮設棒28を円心81に合せて、貨物油ポンプ7のポンプシャフト10を回すことにより、デッキコーミング19の上面の傾きを該調整ボルト84で合せる。これで、ポンプシャフト10とモータシャフト24の間の芯出しができ、たわみ継手21および継手23並びに中間シャフト22の長さ調整をすることで駆動軸Kを構成するものである。
【0034】
【発明の効果】
この発明は、上記のとおり構成されているので、次に記載する効果を奏する。この発明は、モータ、所謂、駆動軸の芯を必ずしも地球の重心に合せるのでなく、機械加工された複数の貨物油ポンプを条鋼で組まれた台盤に搭載し、陸上において貨物油ポンプの駆動軸、吸入口および吐出口の芯出が行われ、ストレーナ、吸入管および吐出管の配管が行われ、貨物油ポンプのポンプシャフトの芯に合せてモータシャフト、所謂、デッキコーミングの取付を行うことにより、貨物油ポンプの駆動軸の芯出しを容易とし、船舶の建造手順である船体の下部に配置される貨物油ポンプ、ストレーナ、吸入管および吐出管をセカンドデッキおよびアッパーデッキに装備されるものより先行して装備され、製作作業の簡素化を図るものである。
【図面の簡単な説明】
【図1】この発明の貨物油ポンプ室を側面から略示したものである。
【図2】この発明の貨物油ポンプ室を前方から略示したものである。
【図3】この発明の貨物油ポンプの芯出し方法を側面から略示したものである。
【図4】従来の貨物油ポンプ室を側面から略示したものである。
【図5】従来の貨物油ポンプ室を前方から略示したものである。
【図6】従来の貨物油ポンプの芯出し方法を側面から略示したものである。
【図7】船体構造の横置断面と溶接部拡大図を略示したものである。
【符号の説明】
1 貨物タンク
2 機関室
3 貨物油ポンプ室
4 タンクトップ
5 台盤
6 ストレーナ
7、71,72,73,74 貨物油ポンプ
8 横条鋼
9 縦条鋼
10 ポンプシャフト
11 吸入口
12 吐出口
13 出口
14 サクションライン
15 デリベリーライン
16 入口
17 セカンドデッキ
18、181,182,183,184 モータ
19、191,192,193,194 デッキコーミング
20、201,202,203,203 モータコーミング
21 たわみ継手
22 中間シャフト
23 継手
24 モータシャフト
26 ライナー
27 相フランジ
28 仮設棒
29 仮穴
80 円弧
81 円心
82 半径
83 開口
84 調整ボルト
K、K1,K2,K3,K4 駆動軸
U 貨物油ポンプユニット
Claims (3)
- 貨物タンクと機関室の間に設けられる貨物油ポンプ室において、貨物油ポンプ室のタンクトップには、貨物油ポンプユニットが据付けられており、該貨物油ポンプユニットは、台盤、貨物油ポンプ、ストレーナ、サクションラインおよびデリベリーラインで構成し、該台盤は、陸上定盤上で少なくとも2条横条鋼を設け、縦条鋼を所定の間隔で設け、台盤の第1番目の横条鋼上に複数台数の貨物油ポンプを据付け、第2番目の横条鋼上に複数台数のストレーナが据付けられ、貨物油ポンプのポンプシャフトの垂直並びに吸入口および吐出口の水平が同時に調整されて据付けられるを特徴とする貨物油ポンプユニット。
- 貨物油ポンプの駆動軸は、貨物油ポンプのポンプシャフトにたわみ継手を介して所定の長さの中間シャフトが連結され、該中間シャフトに継手を介してモータシャフトが連結される請求項1記載の貨物油ポンプユニット。
- 台盤は、タンクトップに略平行に据付けられ、貨物油ポンプのポンプシャフトは、略垂直であり、該ポンプシャフトの相フランジに仮設棒の片方端を垂直に取付け、貨物油ポンプのポンプシャフトを回し、セカンドデッキの仮穴で仮設棒の他方端が円弧を描き、該円弧の中心が円心であり、該円心を中心にデッキコーミングの外周の半径の切断して開口を設け、デッキコーミングの外周の中腹に少なくとも3箇所に調整ボルトを設け、該デッキコーミングを開口に挿入し、仮設棒を円心に合せて、再度、貨物油ポンプのポンプシャフトを回すことにより、デッキコーミングの上面の傾きを該調整ボルトで合せ、ポンプシャフトとモータシャフトの間の芯出しができることを特徴とする貨物油ポンプユニットの芯出方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002265630A JP3857203B2 (ja) | 2002-09-11 | 2002-09-11 | 貨物油ポンプユニットおよびその芯出方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002265630A JP3857203B2 (ja) | 2002-09-11 | 2002-09-11 | 貨物油ポンプユニットおよびその芯出方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2004100618A true JP2004100618A (ja) | 2004-04-02 |
| JP3857203B2 JP3857203B2 (ja) | 2006-12-13 |
Family
ID=32264720
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002265630A Expired - Fee Related JP3857203B2 (ja) | 2002-09-11 | 2002-09-11 | 貨物油ポンプユニットおよびその芯出方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3857203B2 (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101122773B1 (ko) | 2010-05-06 | 2012-03-23 | 삼성중공업 주식회사 | 핸드 펌프용 오일 코밍이 구비된 선박 |
| CN103204220A (zh) * | 2012-01-12 | 2013-07-17 | 江苏新世纪造船有限公司 | 货油深井泵的安装工艺 |
| CN104627318A (zh) * | 2014-12-03 | 2015-05-20 | 大连船舶重工集团有限公司 | 适于压载舱涂层保护要求的深井泵安装方法 |
| CN114368460A (zh) * | 2021-12-29 | 2022-04-19 | 中船澄西扬州船舶有限公司 | 一种液货泵管柱中间支撑安装方法 |
| CN114771764A (zh) * | 2022-04-29 | 2022-07-22 | 广船国际有限公司 | 一种化学品油船的货油泵安装方法 |
-
2002
- 2002-09-11 JP JP2002265630A patent/JP3857203B2/ja not_active Expired - Fee Related
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101122773B1 (ko) | 2010-05-06 | 2012-03-23 | 삼성중공업 주식회사 | 핸드 펌프용 오일 코밍이 구비된 선박 |
| CN103204220A (zh) * | 2012-01-12 | 2013-07-17 | 江苏新世纪造船有限公司 | 货油深井泵的安装工艺 |
| CN104627318A (zh) * | 2014-12-03 | 2015-05-20 | 大连船舶重工集团有限公司 | 适于压载舱涂层保护要求的深井泵安装方法 |
| CN114368460A (zh) * | 2021-12-29 | 2022-04-19 | 中船澄西扬州船舶有限公司 | 一种液货泵管柱中间支撑安装方法 |
| CN114771764A (zh) * | 2022-04-29 | 2022-07-22 | 广船国际有限公司 | 一种化学品油船的货油泵安装方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP3857203B2 (ja) | 2006-12-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US8123957B2 (en) | Method and apparatus of submersible intake equipment | |
| CN108331348A (zh) | 装配式墙体的施工方法 | |
| CN100500507C (zh) | 船舶机舱底层舾装件的安装方法 | |
| CN115556894B (zh) | 一种3000吨级渔业调查船长铸钢件艉侧推轴系分段的制造方法 | |
| CN106003386A (zh) | 一种组合模具 | |
| US4118809A (en) | Swimming pool structure and method of erecting the same | |
| JP2004100618A (ja) | 貨物油ポンプユニットおよびその芯出方法 | |
| CN109186875B (zh) | 一种中冷前进气管的密封检测系统及其使用方法 | |
| CN102383595A (zh) | 一种无梁型联体立柱中的倾角柱帽组合木模 | |
| CN101417460A (zh) | 仿古建筑构件后置焊接安装施工方法 | |
| US4869643A (en) | Pump housing, mould parts of a mould wall for a pump housing and method of manufacturing a pump housing | |
| JP2004068385A (ja) | 鋼管柱建方用調整構造 | |
| CN221856268U (zh) | 一种预制墙体对接辅助装置 | |
| CN107919174B (zh) | Ap1000反应堆压力容器中部保温层安装方法 | |
| CN114737706B (zh) | 一种大面积幕墙龙骨结构及其安装方法 | |
| CN217698096U (zh) | 一种便于拆装的污水过滤网 | |
| CN213061881U (zh) | 一种尾矿库虹吸管进口装置 | |
| JPH1037203A (ja) | ニューマチックケーソンにおける刃口部鋼製サンドル | |
| CN110017038A (zh) | 装配式泳池 | |
| CN206667465U (zh) | 一种用于装配式结构梁板连接的支撑结构 | |
| CN112792494B (zh) | 一种钢结构方管柱焊接结构及焊接工艺 | |
| CN211728291U (zh) | 一种一体式长导轨机床铸件 | |
| CN1182940A (zh) | 建设核反应堆压力容器基座的方法及其使用的复合体 | |
| CN215876509U (zh) | 一种新型结构v型滤池进水槽 | |
| CN222435756U (zh) | 一种野外战地医院用地板单元及地板结构 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20051205 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20060110 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20060202 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20060912 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20060913 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090922 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120922 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120922 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150922 Year of fee payment: 9 |
|
| LAPS | Cancellation because of no payment of annual fees |