JP2004107731A - 表面処理ドクターブレード - Google Patents
表面処理ドクターブレード Download PDFInfo
- Publication number
- JP2004107731A JP2004107731A JP2002272525A JP2002272525A JP2004107731A JP 2004107731 A JP2004107731 A JP 2004107731A JP 2002272525 A JP2002272525 A JP 2002272525A JP 2002272525 A JP2002272525 A JP 2002272525A JP 2004107731 A JP2004107731 A JP 2004107731A
- Authority
- JP
- Japan
- Prior art keywords
- plating
- blade
- doctor blade
- phosphorus
- iron
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000007747 plating Methods 0.000 claims abstract description 209
- 229910052751 metal Inorganic materials 0.000 claims abstract description 48
- 239000002184 metal Substances 0.000 claims abstract description 48
- DPTATFGPDCLUTF-UHFFFAOYSA-N phosphanylidyneiron Chemical compound [Fe]#P DPTATFGPDCLUTF-UHFFFAOYSA-N 0.000 claims abstract description 43
- 239000010419 fine particle Substances 0.000 claims abstract description 42
- 229920005989 resin Polymers 0.000 claims abstract description 35
- 239000011347 resin Substances 0.000 claims abstract description 35
- 239000000919 ceramic Substances 0.000 claims abstract description 24
- 239000002131 composite material Substances 0.000 claims abstract description 16
- OAICVXFJPJFONN-UHFFFAOYSA-N Phosphorus Chemical compound [P] OAICVXFJPJFONN-UHFFFAOYSA-N 0.000 claims abstract description 10
- 229910052698 phosphorus Inorganic materials 0.000 claims abstract description 10
- 239000011574 phosphorus Substances 0.000 claims abstract description 10
- 238000004381 surface treatment Methods 0.000 claims description 35
- 239000002245 particle Substances 0.000 claims description 29
- 238000005520 cutting process Methods 0.000 claims description 25
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 abstract description 58
- 229910052759 nickel Inorganic materials 0.000 abstract description 28
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 abstract description 17
- 229910052804 chromium Inorganic materials 0.000 abstract description 15
- 239000011651 chromium Substances 0.000 abstract description 15
- 238000005516 engineering process Methods 0.000 abstract description 3
- YCKRFDGAMUMZLT-UHFFFAOYSA-N Fluorine atom Chemical compound [F] YCKRFDGAMUMZLT-UHFFFAOYSA-N 0.000 abstract 1
- 229910052731 fluorine Inorganic materials 0.000 abstract 1
- 239000011737 fluorine Substances 0.000 abstract 1
- 229910000831 Steel Inorganic materials 0.000 description 28
- 239000010959 steel Substances 0.000 description 28
- 238000011282 treatment Methods 0.000 description 28
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 24
- 238000007639 printing Methods 0.000 description 22
- HEMHJVSKTPXQMS-UHFFFAOYSA-M Sodium hydroxide Chemical compound [OH-].[Na+] HEMHJVSKTPXQMS-UHFFFAOYSA-M 0.000 description 21
- 238000005299 abrasion Methods 0.000 description 20
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 19
- 230000000052 comparative effect Effects 0.000 description 19
- 238000005406 washing Methods 0.000 description 17
- 239000000758 substrate Substances 0.000 description 14
- 238000000137 annealing Methods 0.000 description 13
- 239000000654 additive Substances 0.000 description 12
- 230000007613 environmental effect Effects 0.000 description 12
- 239000000463 material Substances 0.000 description 12
- 238000000034 method Methods 0.000 description 11
- 230000000996 additive effect Effects 0.000 description 10
- 230000007547 defect Effects 0.000 description 9
- 229960002089 ferrous chloride Drugs 0.000 description 9
- 229910052742 iron Inorganic materials 0.000 description 9
- NMCUIPGRVMDVDB-UHFFFAOYSA-L iron dichloride Chemical compound Cl[Fe]Cl NMCUIPGRVMDVDB-UHFFFAOYSA-L 0.000 description 9
- VEXZGXHMUGYJMC-UHFFFAOYSA-N Hydrochloric acid Chemical compound Cl VEXZGXHMUGYJMC-UHFFFAOYSA-N 0.000 description 8
- 230000000694 effects Effects 0.000 description 8
- 239000011790 ferrous sulphate Substances 0.000 description 8
- 235000003891 ferrous sulphate Nutrition 0.000 description 8
- SURQXAFEQWPFPV-UHFFFAOYSA-L iron(2+) sulfate heptahydrate Chemical compound O.O.O.O.O.O.O.[Fe+2].[O-]S([O-])(=O)=O SURQXAFEQWPFPV-UHFFFAOYSA-L 0.000 description 8
- 229910000359 iron(II) sulfate Inorganic materials 0.000 description 8
- 239000011248 coating agent Substances 0.000 description 7
- 238000000576 coating method Methods 0.000 description 7
- 238000005868 electrolysis reaction Methods 0.000 description 7
- OFNHPGDEEMZPFG-UHFFFAOYSA-N phosphanylidynenickel Chemical compound [P].[Ni] OFNHPGDEEMZPFG-UHFFFAOYSA-N 0.000 description 7
- 238000001035 drying Methods 0.000 description 6
- ACVYVLVWPXVTIT-UHFFFAOYSA-N phosphinic acid Chemical compound O[PH2]=O ACVYVLVWPXVTIT-UHFFFAOYSA-N 0.000 description 6
- 239000003795 chemical substances by application Substances 0.000 description 5
- 150000004685 tetrahydrates Chemical class 0.000 description 5
- 230000004913 activation Effects 0.000 description 4
- 238000011156 evaluation Methods 0.000 description 4
- 150000004688 heptahydrates Chemical class 0.000 description 4
- 238000004519 manufacturing process Methods 0.000 description 4
- 239000011159 matrix material Substances 0.000 description 4
- 238000005498 polishing Methods 0.000 description 4
- -1 Si 3 N 4 Inorganic materials 0.000 description 3
- 238000007646 gravure printing Methods 0.000 description 3
- 238000005259 measurement Methods 0.000 description 3
- 239000000203 mixture Substances 0.000 description 3
- 238000010008 shearing Methods 0.000 description 3
- 238000012360 testing method Methods 0.000 description 3
- 229920001774 Perfluoroether Polymers 0.000 description 2
- WGLPBDUCMAPZCE-UHFFFAOYSA-N Trioxochromium Chemical compound O=[Cr](=O)=O WGLPBDUCMAPZCE-UHFFFAOYSA-N 0.000 description 2
- 229910045601 alloy Inorganic materials 0.000 description 2
- 239000000956 alloy Substances 0.000 description 2
- 239000002518 antifoaming agent Substances 0.000 description 2
- 239000003963 antioxidant agent Substances 0.000 description 2
- 230000003078 antioxidant effect Effects 0.000 description 2
- 239000003638 chemical reducing agent Substances 0.000 description 2
- 238000005260 corrosion Methods 0.000 description 2
- 230000007797 corrosion Effects 0.000 description 2
- 238000005238 degreasing Methods 0.000 description 2
- JEIPFZHSYJVQDO-UHFFFAOYSA-N iron(III) oxide Inorganic materials O=[Fe]O[Fe]=O JEIPFZHSYJVQDO-UHFFFAOYSA-N 0.000 description 2
- 239000003002 pH adjusting agent Substances 0.000 description 2
- 238000012805 post-processing Methods 0.000 description 2
- 238000012545 processing Methods 0.000 description 2
- 230000002040 relaxant effect Effects 0.000 description 2
- 125000006850 spacer group Chemical group 0.000 description 2
- 239000010935 stainless steel Substances 0.000 description 2
- 229910001220 stainless steel Inorganic materials 0.000 description 2
- BQCIDUSAKPWEOX-UHFFFAOYSA-N 1,1-Difluoroethene Chemical compound FC(F)=C BQCIDUSAKPWEOX-UHFFFAOYSA-N 0.000 description 1
- 229910018072 Al 2 O 3 Inorganic materials 0.000 description 1
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- 241000282412 Homo Species 0.000 description 1
- 206010020751 Hypersensitivity Diseases 0.000 description 1
- 229910021586 Nickel(II) chloride Inorganic materials 0.000 description 1
- 229910001096 P alloy Inorganic materials 0.000 description 1
- 229910004298 SiO 2 Inorganic materials 0.000 description 1
- 229910010413 TiO 2 Inorganic materials 0.000 description 1
- ATJFFYVFTNAWJD-UHFFFAOYSA-N Tin Chemical compound [Sn] ATJFFYVFTNAWJD-UHFFFAOYSA-N 0.000 description 1
- 238000007545 Vickers hardness test Methods 0.000 description 1
- 230000004931 aggregating effect Effects 0.000 description 1
- 239000013566 allergen Substances 0.000 description 1
- 230000007815 allergy Effects 0.000 description 1
- FFBHFFJDDLITSX-UHFFFAOYSA-N benzyl N-[2-hydroxy-4-(3-oxomorpholin-4-yl)phenyl]carbamate Chemical compound OC1=C(NC(=O)OCC2=CC=CC=C2)C=CC(=C1)N1CCOCC1=O FFBHFFJDDLITSX-UHFFFAOYSA-N 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- KGBXLFKZBHKPEV-UHFFFAOYSA-N boric acid Chemical compound OB(O)O KGBXLFKZBHKPEV-UHFFFAOYSA-N 0.000 description 1
- 239000004327 boric acid Substances 0.000 description 1
- 238000005282 brightening Methods 0.000 description 1
- JOPOVCBBYLSVDA-UHFFFAOYSA-N chromium(6+) Chemical compound [Cr+6] JOPOVCBBYLSVDA-UHFFFAOYSA-N 0.000 description 1
- 229920006026 co-polymeric resin Polymers 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- 230000008021 deposition Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 229910003460 diamond Inorganic materials 0.000 description 1
- 239000010432 diamond Substances 0.000 description 1
- 239000006185 dispersion Substances 0.000 description 1
- 238000007772 electroless plating Methods 0.000 description 1
- 238000009713 electroplating Methods 0.000 description 1
- 238000004049 embossing Methods 0.000 description 1
- 229920001038 ethylene copolymer Polymers 0.000 description 1
- 125000000816 ethylene group Chemical group [H]C([H])([*:1])C([H])([H])[*:2] 0.000 description 1
- 238000007654 immersion Methods 0.000 description 1
- 230000001771 impaired effect Effects 0.000 description 1
- SQZYOZWYVFYNFV-UHFFFAOYSA-L iron(2+);disulfamate Chemical compound [Fe+2].NS([O-])(=O)=O.NS([O-])(=O)=O SQZYOZWYVFYNFV-UHFFFAOYSA-L 0.000 description 1
- 230000001050 lubricating effect Effects 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 150000002815 nickel Chemical class 0.000 description 1
- QMMRZOWCJAIUJA-UHFFFAOYSA-L nickel dichloride Chemical compound Cl[Ni]Cl QMMRZOWCJAIUJA-UHFFFAOYSA-L 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 238000010422 painting Methods 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 230000003449 preventive effect Effects 0.000 description 1
- 150000003839 salts Chemical class 0.000 description 1
- 238000007790 scraping Methods 0.000 description 1
- 239000002904 solvent Substances 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 230000002195 synergetic effect Effects 0.000 description 1
- 238000010998 test method Methods 0.000 description 1
- 238000007751 thermal spraying Methods 0.000 description 1
- 239000011573 trace mineral Substances 0.000 description 1
- 235000013619 trace mineral Nutrition 0.000 description 1
- 238000007740 vapor deposition Methods 0.000 description 1
- 238000004065 wastewater treatment Methods 0.000 description 1
Images

Landscapes
- Rotary Presses (AREA)
Abstract
【解決手段】少なくとも刃先部の表面が、鉄−リン系金属めっき、好ましくはセラミック微粒子および/または有機樹脂微粒子が分散した鉄−リン系複合めっきよりなる表面処理ドクターブレード。鉄−リン系金属めっき中のリン含有量は0.5〜20質量%、めっき厚は 0.1〜100μm、セラミック微粒子としてはSiCが好ましく、有機樹脂微粒子としてはフッ素系樹脂が好ましい。
【選択図】 なし
Description
【発明の属する技術分野】
本発明は、鉄−リン系金属めっきによる表面処理が施されたドクターブレードに関するものであり、さらに詳しく言えば、クロム系金属めっき被覆ドクターブレード、ニッケル系金属めっき被覆ドクターブレードと同等かそれ以上の品質性能を有し、しかも、環境と人にやさしい鉄−リン系金属めっき被覆表面処理ドクターブレードに関するものである。
【0002】
【従来技術及びその課題】
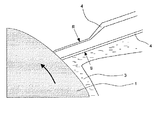
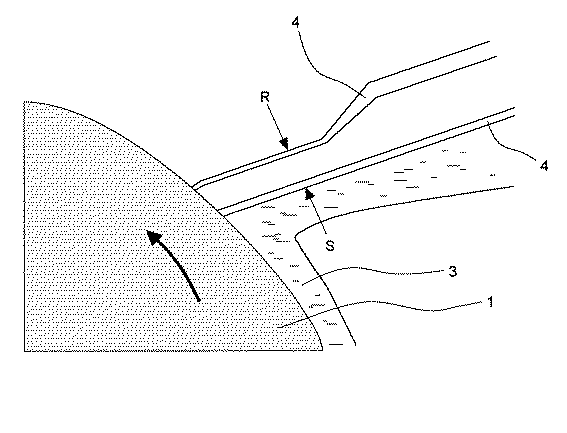
グラビア(凹版)印刷では、図1および図2(図1の部分拡大図。但し、図1、2共に理解を容易にするためにブレード部分をシリンダーに対して極端に拡大して描いている。)に示すように円筒表面に画像に対応するセルと呼ばれる微小な凹部(図示せず)を多数形成したシリンダー(1)を用い、このシリンダーの円周面にスチール製またはステンレス製のドクターブレード(2)を一定の圧力で押圧しておいて、版面の非画像部に付着しているインキ(3)を掻き落とし除去している。このドクターブレードは非画像部のインキを完全に除去すると共に、画像部に所定量のインキを残す機能を有するものであるから、シリンダーとドクターブレードとの接触圧は常に一定に維持されなければならず、その先端部(刃先)には耐磨耗性が要求され、一般的にはブレードに表面処理を施したドクターブレードが利用されている。
【0003】
例えば、クロムめっき系による表面処理ドクターブレードとしては、特許文献1には、可撓性の鋼に5μm以上であって、鋼材の厚みよりも薄くクロムを被覆し、被覆後110〜145℃でアニールすることを特徴とする塗工用ブレードが提案されている。
【特許文献1】
特許第2583611 号公報
【0004】
特許文献2には、第1層のニッケル系合金と、その上層のクロムめっきとよりなる発錆び性、耐磨耗性に優れた表面処理ドクターブレードが提案されている。
【特許文献2】
特開平3−64595 号公報
【0005】
ニッケル系めっきによる表面処理ドクターブレードとしては、ニッケル系金属(さらに具体的には、ニッケル−リン合金)マトリックス中にSiCの微粒子が分散した複合めっきが施されたドクターブレードが一般的に利用されているが、それ以外にも、特許文献3には、ドクターブレード本体の表面に、フッ素樹脂の粒子を分散させたニッケルめっきを施した凹版印刷用ドクターブレードが提案されており、特許文献4には、第1層にNiめっき、その上層にセラミック粉を含有させたNiめっきの2層めっきよりなるドクターブレードの製造方法が提案されている。
【特許文献3】
実開平01−101845 号公報
【特許文献4】
特許第2952333 号公報
【0006】
しかし、これら従来技術には以下の問題があった。
特許文献1、特許文献2に提案されているクロムめっき被覆ドクターブレードは、表面処理の際、クロムめっきが6価のクロムよりなる薬液を使用するため、その廃液処理に多大の費用と設備スペースを要すること、まためっき作業者の衛生管理の上でも十分な配慮を必要とすることなどの問題があった。
【0007】
また、SiCが分散したニッケル系金属めっき被覆ドクターブレード、および特許文献3、特許文献4に提案されているドクターブレードは、刃先の耐磨耗性が著しく改善するため、グラビア印刷用として広く利用されているが、いずれもブレードの最表層がニッケル系金属で形成されている。近年、このニッケル金属は、人体と接触した場合にアレルギーを引き起こすアレルゲンであることが明確となり、職場環境においてもニッケル金属との接触を極力避けたいという潜在的ニーズは非常に高く、少なくとも人体と接触する可能性のあるブレードの最表面には、ニッケル金属を主成分としない表面処理技術が求められつつあるが、いまだ、このニッケル系金属めっき処理に変わるだけの品質性能を有するドクターブレードの表面処理がえられていないのが現状であった。
【0008】
そこで、本発明の課題は、これら従来技術の問題を解決することをねらいとし、従来技術と同等かそれ以上の品質性能を有し、しかも、環境と人体にやさしいドクターブレード用の表面処理を提案することにある。
【0009】
【課題を解決するための手段】
本発明者らは、従来技術に変わり得るドクターブレード用の表面処理を鋭意検討した結果、クロム系めっき、ニッケル系めっきに変わる表面処理として新たに特定の鉄−リン系の金属めっきを適用することにより、従来技術と同等かそれ以上の品質性能を有し、しかも、環境と人にやさしい表面処理ドクターブレードが得られることを見出し本発明を完成するに至った。
【0010】
すなわち、本願発明のドクターブレードは、以下の構成よりなる。
1.少なくとも刃先部の表面が、鉄−リン系金属めっきよりなる表面処理ドクターブレード。
2.鉄−リン系金属めっきが、セラミック微粒子および/または有機樹脂微粒子が分散した鉄−リン系複合めっきである前記1に記載の表面処理ドクターブレード。
3.セラミックがSiCである前記2に記載の表面処理ドクターブレード。
4.有機樹脂がフッ素系樹脂である前記2に記載の表面処理ドクターブレード。
5.鉄−リン系金属めっき中のリン含有量が0.5〜20質量%である前記1乃至4のいずれか1項に記載の表面処理ドクターブレード。
6.鉄−リン系金属めっきのめっき厚が、0.1〜100μmである前記1乃至5のいずれか1項に記載の表面処理ドクターブレード。
7.セラミック微粒子の粒子径が、0.03〜6μmである前記2に記載の表面処理ドクターブレード。
8.有機樹脂微粒子の粒子径が、0.02〜10μmである前記2に記載の表面処理ドクターブレード。
9.セラミック微粒子および/または有機樹脂微粒子の粒子径が、めっき膜厚の0.5倍以下である前記7または8に記載の表面処理ドクターブレード。
【0011】
【発明の実施の形態】
以下、本発明を詳細に説明する。
本発明に使用されるドクターブレード基材は、印刷用、塗装用に使用されている公知のスチール製および/またはステンレス製基材であればいずれも使用可能である。
また、通常、ドクターブレード用基材は、刃先部となる側縁が薄刃状になるように段付け形成される等の加工が施されていて、その刃の形状の違いにより平行刃、傾斜刃、丸刃、角刃があり、いずれの形状のものも使用することが可能である。また、このような刃先加工を、ブレードの片側のみに行った片刃タイプのもの、両側に行った両刃タイプのものがあり、本発明では用途に応じていずれのものも使用することが可能である。
【0012】
本発明ではブレード基材寸法にも何ら制限は無く適宜選択して利用可能であるが、代表的なブレード基材は厚さが 0.15 mm〜0.6 mm、幅が40〜60mmの帯状鋼板よりなる。
【0013】
本発明による表面処理ドクターブレードは、上記ドクターブレード基材の少なくとも刃先部の表面に鉄−リン系金属めっきを施した表面処理ドクターブレードよりなる。リンを含まない鉄めっき、あるいは、鉄−リン系金属以外の金属による表面処理では、従来のニッケル系めっき、クロム系めっきに変わり得るだけの耐磨耗性が得られないか、あるいはコスト的にかなり割高となってしまい工業的利用には適さない。また、従来の鉄めっきでは、耐食性が劣ったものとなり、長期保管あるいは高温多湿の海外への輸出は困難であるが、リンを含有する鉄−リンめっきとすることにより、めっき皮膜中にアモルファスの領域が形成され、従来の鉄めっきよりも、耐食性が向上した結果、防錆油との併用によりこれらにも対応可能となる。
【0014】
また、鉄−リン系金属めっきのマトリックス中にセラミック微粒子および有機樹脂微粒子をそれぞれ単独で、または両者を混合して含有させることにより、ブレードの耐磨耗性はさらに向上する。これは、セラミック微粒子および/または有機樹脂微粒子が金属マトリックス中に分散することにより、めっきの内部応力が緩和され密着性が向上する効果に加え、セラミック微粒子の持つ優れた耐磨耗性の効果および/または有機樹脂微粒子のもつ優れた潤滑性の効果が金属マトリックスに付与されたことによる相乗効果によるものと考えられる。
【0015】
本発明でいうセラミック微粒子とは、例えば、Al2O3、Fe2 O3 、TiO2 、ZrO2 、SiO2 、BeO2 、MgO、ダイヤモンド、SiC、TiC、WC、VC、ZrC、TaC、B4C、BN、ZrB2 、TiN、Si3N4、WSi2 等の中から選ばれる少なくとも1種の粒子を言う。これらの中でもSiCが最も好ましい。
【0016】
また、本発明で使用するセラミック微粒子の粒子径は 0.03〜6μmが好ましい。粒子径が 0.03 μm未満では、基材との密着性が劣るので好ましくない。一方、6μmを超えると、セラミック微粒子がめっき中から欠落しやすくなり、欠落した皮膜欠陥部において、連続印刷時にスジ等の印刷不良が生じやすくなり、本発明の効果が得られず本発明には適さない。
さらに好ましいセラミック微粒子の粒子径は 0.1〜3μmであり、0.3〜1.5 μmの粒子径が最も好ましい。
【0017】
また、本発明で使用する有機樹脂微粒子としては、めっき液中での有機樹脂の安定性およびめっき皮膜としての潤滑性の付与効果の観点からフッ素系樹脂が好ましい。ここでいうフッ素系樹脂微粒子としては、例えば、4−フッ化エチレン樹脂、パーフロロアルコキシ樹脂、フッ化エチレンプロピレン樹脂、4−フッ化エチレン−パーフロロアルキルビニルエーテル共重合樹脂、4−フッ化エチレン−エチレン共重合樹脂、3−フッ化塩化エチレン樹脂、フッ化ビニリデン樹脂等の樹脂粒子であり、これらの中でも4−フッ化エチレン樹脂、パーフロロアルコキシ樹脂、フッ化エチレンプロピレン樹脂が好ましく、特に4−フッ化エチレン樹脂が最も好ましい。
【0018】
有機樹脂微粒子の粒子径は、0.02〜10μmが好ましい。粒子径が 0.02 μm未満では、基材との密着性が劣るので好ましくない。一方、10μmを超えると、樹脂粒子がめっき中から欠落しやすくなり、欠落した皮膜欠陥部において、連続印刷時にスジ等の印刷不良が生じやすくなり、本発明の効果が得られず本発明には適さない。中でも好ましい粒子径は 0.05〜5μmであり、さらに好ましくは 0.1〜1μmである。
【0019】
さらに、本発明では、セラミック微粒子または有機樹脂微粒子の粒子径の上限値とこれら微粒子が分散しているめっき層のめっき膜厚の関係において、分散粒子の粒子径の上限値が、めっき膜厚の 0.5 倍以下とすることが最も望ましい。0.5 倍を超えると、これら微粒子あるいは微粒子が凝集した凝集粒子がめっきから過度に突き出た状態として存在しやすくなるため、このめっき層より突き出た粒子により、連続印刷時に印刷物に印刷スジが発生しやすくなり本発明では好ましくない。特に好ましい粒子径の上限値は、めっき厚の 0.3 倍以下であり、最も望ましくは 0.1倍以下である。
めっき中のセラミック微粒子および/または有機樹脂微粒子の含有量は、特には規定しないが、好ましい含有量は、めっき中で1〜55容量%、さらに好ましくは5〜40容量%、最も好ましくは10〜30容量%である。
【0020】
1容量%未満では、添加による耐磨耗性向上効果が得られにくく、50容量%を超えると、めっきの密着性が劣るため好ましくない。
鉄−リン系金属めっき中でのリンの含有量は、0.5〜20質量%とすることが好ましい。リン含有量が 0.5 質量%未満では、耐磨耗性の向上効果が不十分であり、また、20質量%を超えると、めっきが脆くなり耐磨耗性、密着性が劣化するため好ましくない。さらに好ましいリン含有量は、1〜15質量%であり、さらに望ましくは、2〜8質量%である。
【0021】
本発明では、めっき後の少なくとも刃先部分の表面硬度をビッカース硬度(Hv)で400〜1500とする。硬度が400未満では、グラビア印刷において掻き取り不良が生じ易く連続印刷の初期段階で、画像の形状不良等の印刷不良が生じやすくなるだけでなく、耐磨耗性にも劣るため本発明には適さない。また、ビッカース硬度が1500を超えると、めっきが脆く剥離しやすくなるばかりか、シリンダーの版面を傷つけてしまい、印刷不良が生じやすくなるので本発明には適さない。特に好ましいビッカース硬度(Hv)は600〜1300であり、さらに好ましくは800〜1200である。
【0022】
なお、本発明におけるビッカース硬度(Hv)とは、JIS Z 2251の微小硬さ試験方法のビッカース硬さ試験に準拠しておこなうものである(試験荷重に関しては、めっき厚に応じて50gf未満の荷重を利用して測定することも可能である。)。
【0023】
本発明におけるめっきの膜厚は、0.1〜100μmとすることが好ましい。めっき厚が 0.1 μm未満では、耐磨耗性の効果が得られず本発明には適さない。また、100μmを超えると経済的に不利であるばかりか、めっきの密着性が劣ってくるので本発明には適さない。特に好ましい膜厚は、1〜50μm、さらに3〜30μmが望ましい。
【0024】
めっき厚の測定方法としては、公知の測定方法が利用できる。
例えば、(1) 蛍光X線測定装置を用いてめっきから放射される蛍光X線量を測定して、めっきの厚さを測定する方法、(2) めっきの垂直断面を光学顕微鏡、電子顕微鏡で観察しめっき厚を直接測定する方法等、JIS H 8501に示されているめっきの厚さ試験方法の中から適宜選択することにより測定可能である。
【0025】
以上のように本発明の表面処理ドクターブレードは、鉄−リンめっきまたは鉄−リンめっきに用途に応じてセラミック微粒子および/または有機樹脂微粒子を分散させたものであるが、これらのめっきの主な構成成分(鉄、リン、セラミック微粒子、有機樹脂微粒子)以外にも微量成分として、例えば、めっき浴に添加可能な、pH調整剤、応力緩和剤、表面張力調整剤、消泡剤、酸化防止剤、還元剤、光沢剤等の各種添加剤に起因した成分、めっき浴の溶媒である水にふくまれる微量元素に起因した成分、あるいは、その他、微量合金成分が含有しても、本発明の効果を損ねない範囲であれば何ら支障はない。
【0026】
本発明の表面処理ドクターブレードは、公知の製造技術を利用して製造することが可能である。
製造法としては、例えば、脱脂→水洗→活性化処理→水洗→めっき→水洗→乾燥→焼鈍→所定寸法への剪断等により製造可能であり、さらに、前記の工程の焼鈍前および/または焼鈍後に、刃先研磨による刃先調整、表面研磨による表面調整を行ってもよいし、焼鈍工程および/または活性化処理工程を省略してもよい。
めっき方法としては、電気めっき、無電解めっき等の湿式めっきあるいは溶射、蒸着等の乾式めっき等の公知のめっき技術を利用することができる。特にコスト的な観点から、湿式めっきによる方法が望ましい。
【0027】
湿式めっきにおけるめっき浴としては、本発明の鉄−リン系金属めっきを形成できるものであれば、特には限定しないが、例えば、硫酸第一鉄浴、塩化第一鉄浴、ほうフッ化第一鉄浴、スルファミン酸第一鉄浴、硫酸第一鉄/塩化第一鉄の混合浴等の従来の鉄めっき浴に次亜リン酸および/またはその塩を添加したものが利用でき、用途によっては、さらにセラミック微粒子、有機樹脂微粒子を分散させためっき浴を利用することが可能である。これらの中でも、浴安定性とめっき密着性の観点から硫酸第一鉄/塩化第一鉄の混合浴が最も好ましい。
また、これらめっき浴に適宜、pH調整剤、応力緩和剤、表面張力調整剤、消泡剤、酸化防止剤、還元剤、光沢剤等の各種添加剤を添加することも、もちろん可能である。
【0028】
さらに、本発明では、ブレード基材と鉄−リン系金属めっきとの密着性を上げたり、これらめっき皮膜の析出を促進させたりすることを狙いとして、予め鉄−リン系金属めっきの下地処理として、ニッケル系めっき、銅系めっき等による下地めっきを行うことも可能である。特に好ましい下地めっきとしてニッケル系ストライクめっきが有効である。ニッケル系めっきを下地めっきとして使用しても、その上層には、鉄−リン系金属めっきが施されるため、人に直接ニッケル金属が接触することは無いので、下地めっきとしてニッケルめっきを利用することに何ら支障はない。また、後述する刃先のなじみ性を向上させるため、刃先の最先端の研磨を実施する場合、刃先の最先端にほんのわずかではあるが、下地ニッケル層の断面部分が露出する場合があるが、通常、この刃先の最先端は人が素手で接触すると切傷を生じる恐れがあるため、研磨後は人が素手で接触することはなく、特に問題はない。
【0029】
また、本発明による表面処理ドクターブレードの一層の機能性向上のために、本発明に支障のない範囲内で、鉄−リン系金属めっきの上層に、さらに金属めっき、有機樹脂皮膜、無機皮膜、有機/無機複合皮膜等の表面処理を施してもよい。
【0030】
また、本発明による表面処理ドクターブレードを保管する場合は、表面に防錆油等を塗布処理して保管することが望ましい。
【0031】
本発明の表面処理ドクターブレード実施の態様としては以下のものが挙げられ、いずれの態様をとっても支障がない。
(1)ブレード両側(シリンダー回転方向表側(図2のS側)および裏側(図2のR側))全面に本発明による鉄−リン系金属めっきを施した態様、
(2)ブレード全面の片側に本発明による鉄−リン系金属めっきを施した態様、具体的には刃先の表側(図2のS側)あるいは、刃先の裏側(図2のR側)のみ全面に本発明による鉄−リン系金属めっきを施し、その反対側には、その他の表面処理被覆を施すか、表面処理なしスチールのままのもの、
(3)少なくとも刃先のみの両側(図2のS側およびR側)に本発明による鉄−リン系金属めっきを施したもの、
(4)少なくとも刃先のみの片側に本発明による鉄−リン系金属めっきを施した態様、具体的には、刃先の表側(図2のS側)、あるいは刃先の裏側(図2のR側)の刃先のみに本発明による鉄−リン系金属めっきを施し、その反対側には、その他の表面処理を施すか、またはめっき無しスチールのままのもの。
【0032】
印刷メーカーでは、連続印刷時、寿命のきたブレードを新しいブレードに交換する際、新しいブレードの刃先とシリンダーとの接触不良により生じるスジ等の印刷欠陥を防止するため、30分〜60分の空運転を行い、シリンダーとブレードとの接触(以下、なじみという。)をよくした後、印刷を行うのが通常であり、空運転時間分のロスが発生し、印刷効率を落としている。そこで、このなじみ性をよくするため、本発明による表面処理ブレードの刃先先端部分を予めバフ、サンドペーパー等により研磨して、刃先最先端のブレード基材を露出させておくことにより、刃先のなじみ性を向上(空運転時間の短縮)させることも可能である。
本発明で得られる鉄−リン系金属めっき表面処理ドクターブレードは、グラビア印刷等の印刷用の用途に好適に利用可能であるが、塗装用途、画像形成装置等に装備される残留トナー除去用途等のその他の用途で、現在ニッケル系めっき被覆ドクターブレード、クロムめっき被覆ドクターブレードが利用されている分野でも使用可能である。
【0033】
【実施例】
以下、実施例および比較例を挙げて本発明を説明するが、本発明は以下の記載により限定されるものではない。
なお、実施例および比較例による表面処理ドクターブレードのめっき厚および表面硬度は下記の方法により測定した。
【0034】
[ビッカース硬度]
下記条件で、5点測定し、その平均値をビッカース硬度(Hv)とした。
測定箇所:刃先表側(ロール回転方向表側(図2のS側)))の刃先部、
測定機:株式会社 島津製作所製 HMV−2000、
測定条件:試験荷重25gf、保持時間10秒。
[めっき厚]
刃先の断面を電子顕微鏡で観察し、めっき厚を測定した。
【0035】
実施例1:
板幅50mm、板厚 0.15 mm、刃先長さ 1.4 mm、刃先先端厚 0.07 mm、片側、平行刃のドクターブレードスチール基材(鋼帯、全長50m)を、連続的に電解処理(パクナエクレーターJ:50m/L、NaOH:50g/L、30℃、40A)し、水洗後、鉄−リンめっき(硫酸第一鉄(7水塩):400g/L、塩化第一鉄(4水塩):80g/L、次亜リン酸:2g/L、アトテックフェロプレート用添加剤A(アトテックジャパン(株)):30ml/L、アトテックフェロプレート用添加剤B(アトテックジャパン(株)):1ml/L、浴温50℃、pH 1.6 )でめっき厚が所定膜厚になるようにめっき電流およびめっき時間を調整し、鉄−リンめっきを行い。水洗後、乾燥を行った。その後ブレードの表面にバフ研磨を行い表面のめっき残渣等を完全に除去し、めっきブレード1を得た。
後処理工程:上記ブレード1をさらに300℃×1時間の焼鈍処理を行った後、所定の寸法に剪断し、実施例1の表面処理ドクターブレードを作成した。
この実施例1の表面処理ドクターブレードのビッカース硬度(Hv)、めっき厚、および以下の方法で測定評価した環境特性、耐磨耗性およびめっき密着性の評価結果を表2にまとめて示す。
【0036】
(1)環境特性
実施例1による表面処理ドクターブレードの環境特性を下記の観点から評価した。
◎:表面処理皮膜中にクロムおよびニッケル系金属を含有しない。
○:表面処理皮膜中にクロムを含有しない。あるいは表面処理に下地皮膜としてニッケル系金属を使用しているが、最表層にはニッケル系金属は露出しておらず、最表層皮膜はクロムおよびニッケル系金属を含有しない。
△:表面処理皮膜中にクロムを含有しない。あるいは刃先最先端のみに一部刃先研磨により、下地皮膜としてのニッケル系金属がわずかに露出するが、刃先最先端以外の部分の最表層皮膜は、クロムおよびニッケル系金属を含有しない。
×:表面処理皮膜中にクロムあるいはニッケル系金属のいずれかを含有する。
【0037】
(2)耐磨耗性
印刷機に実施例1による表面処理ドクターブレードを装着し、予め刃先のなじみ運転を適宜行った後、油性インキおよび水性インキを使用して連続印刷を行い、刃先が磨耗し、印刷物にスジ、カブリ、カスレ、ニジミ等の印刷欠陥が発生した時点をブレードの寿命とし、後述のSiC分散ニッケル−リン複合めっきブレード(比較例1)の寿命と比較して下記表1に示す基準により評価した。
【0038】
【表1】
[評価基準]
1:寿命がSiC分散ニッケル−リン複合めっきブレード(比較例1)と同等かそれより優れる。
2:寿命がSiC分散ニッケル−リン複合めっきブレード(比較例1)より若干劣る。
3:寿命がSiC分散ニッケル−リン複合めっきブレード(比較例1)より著しく劣る。
【0040】
(3)めっき密着性
実施例1による表面処理ドクターブレードを、JIS H 8504に準拠し、所定角度に曲げ、次いで曲げられた、曲げ部にテープ剥離試験を実施し、めっきの剥離の有無を目視で観察し、下記の基準により評価した。
○:良好(めっき剥離無し)、
△:やや不良(めっき剥離若干あり)、
×:不良(めっき剥離大)。
上記の結果をまとめて表2に示す。
【0041】
実施例2:
後処理工程である、焼鈍工程を行わない以外は、実施例1と同様の方法で表面処理ドクターブレードを製造し、所定寸法へ剪断後、実施例2の表面処理ドクターブレードを得た。
この実施例2の表面処理ドクターブレードのビッカース硬度(Hv)、めっき厚、環境特性、耐磨耗性およびめっき密着性を実施例1と同様にして測定評価した結果を表2にまとめて示す。
【0042】
実施例3:
板幅50mm、板厚 0.15 mm、刃先長さ 1.4 mm、刃先先端厚 0.07 mm、片側、平行刃のドクターブレードスチール基材(鋼帯、全長50m)を、連続的に電解処理(パクナエクレーターJ:50m/L、NaOH:50g/L、30℃、40A)し、水洗、塩酸活性処理、水洗後、鉄−リンめっき(硫酸第一鉄(7水塩):400g/L、塩化第一鉄(4水塩):80g/L、次亜リン酸:2g/L、アトテックフェロプレート用添加剤A(アトテックジャパン(株)):30ml/L、アトテックフェロプレート用添加剤B(アトテックジャパン(株)):1ml/L、SiC(平均粒子径 0.5 μm):10g/L、浴温50℃、pH 1.6 )でめっき厚が所定膜厚になるようにめっき電流およびめっき時間を調整し鉄−リン−SiC複合めっきを行い、水洗後、乾燥を行った。その後、ブレードの表面にバフ研磨を行い表面のめっき残渣等を完全に除去し、めっきブレード3を得た。
後処理工程:上記ブレード3はさらに300℃×1時間の焼鈍処理を行った後、所定の寸法に剪断し、実施例3の表面処理ブレードを作成した。
この実施例3の表面処理ドクターブレードのビッカース硬度(Hv)、めっき厚、および、環境特性、耐磨耗性およびめっき密着性を実施例1と同様にして測定評価した結果を表2にまとめて示す。
【0043】
実施例4:
後処理工程である、焼鈍工程を行わない以外は、実施例3と同様の方法で表面処理ドクターブレードを製造し、所定寸法へ剪断後、実施例4の表面処理ドクターブレードを得た。
この実施例4の表面処理ドクターブレードのビッカース硬度(Hv)、めっき厚、耐磨耗性およびめっき密着性を実施例1と同様にして測定評価した結果を表2にまとめて示す。
【0044】
実施例5:
板幅50mm、板厚 0.15 mm、刃先長さ 1.4 mm、刃先先端厚 0.07 mm、片側、平行刃のドクターブレードスチール基材(鋼帯、全長50m)を、連続的に電解処理(パクナエクレーターJ:50m/L、NaOH:50g/L、30℃、40A)し、水洗後、鉄−リンめっき(硫酸第一鉄(7水塩):400g/L、塩化第一鉄(4水塩):80g/L、次亜リン酸:2g/L、アトテックフェロプレート用添加剤A(アトテックジャパン(株)):30ml/L、アトテックフェロプレート用添加剤B(アトテックジャパン(株)):1ml/L、SiC(平均粒子径 0.5 μm):10g/L、浴温50℃、pH 1.6 )でめっき厚が所定膜厚になるようにめっき電流およびめっき時間を調整し鉄−リン−SiC複合めっきを行い。水洗後、乾燥を行った。その後、ブレードの表面にバフ研磨を行い表面のめっき残渣等を完全に除去し、めっきブレード5を得た。
後処理工程:上記ブレード5はさらに300℃×1時間の焼鈍処理を行った後、所定の寸法に剪断し、実施例5の表面処理ブレードを作成した。
この実施例5の表面処理ドクターブレードのビッカース硬度(Hv)、めっき厚、環境特性、耐磨耗性およびめっき密着性を実施例1と同様にして測定評価した結果を表2にまとめて示す。
【0045】
実施例6:
板幅50mm、板厚 0.15 mm、刃先長さ 1.4 mm、刃先先端厚 0.07 mm、片側、平行刃のドクターブレードスチール基材(鋼帯、全長50m)を、連続的に電解処理(パクナエクレーターJ:50m/L、NaOH:50g/L、30℃、40A)し、水洗後、鉄−リンめっき(硫酸第一鉄(7水塩):400g/L、塩化第一鉄(4水塩):80g/L、次亜リン酸:2g/L、アトテックフェロプレート用添加剤A(アトテックジャパン(株)):30ml/L、アトテックフェロプレート用添加剤B(アトテックジャパン(株)):1ml/L、SiC(平均粒子径 0.5 μm):10g/L、浴温50℃、pH 1.6 )でめっき厚が所定膜厚になるようにめっき電流およびめっき時間を調整し鉄−リン−SiC複合めっきを行い。水洗後、乾燥を行った。その後、ブレードの表面にバフ研磨を行い表面のめっき残渣等を完全に除去し、めっきブレード6を得た。
後処理工程:上記ブレード6の刃先最先端のみを#2000のサンドペーパーで研磨し、刃先最先端のみ表面処理皮膜を除去し、刃先最先端のブレード基材を完全に露出させた後、300℃×1時間の焼鈍処理を行い、所定の寸法に剪断し実施例6の表面処理ブレードを作成した。
この実施例6の表面処理ドクターブレードのビッカース硬度(Hv)、めっき厚、環境特性、耐磨耗性およびめっき密着性を実施例1と同様にして測定評価した結果を表2にまとめて示す。
【0046】
実施例7〜22:
実施例5と同様に板幅50mm、板厚 0.15 mm、刃先長さ 1.4 mm、刃先先端厚 0.07 mm、片側、平行刃のドクターブレードスチール基材(鋼帯、全長50m)に適宜前処理を行った後、めっき浴中の成分濃度および分散粒子の種類および添加量、電流密度、めっき時間を調整し各種めっきを施して、表2に示す実施例7〜22の表面処理ドクターブレードを作成した。これら表面処理ドクターブレードについてビッカース硬度(Hv)、めっき厚、環境特性、耐磨耗性、めっき密着性を実施例1と同様にして測定評価した結果を表2にまとめて示す。
【0047】
実施例23:
板幅50mm、板厚 0.15 mm、刃先長さ 1.4 mm、刃先先端厚 0.07 mm、片側、平行刃のドクターブレードスチール基材(鋼帯、全長50m)を、連続的に電解処理(パクナエクレーターJ:50m/L、NaOH:50g/L、30℃、2.5 A)し、水洗後、ニッケルストライクめっき浴(塩化ニッケル:250g/L、塩酸125ml/L、浴温25℃)でめっきを行い1〜2μmのニッケル皮膜を形成させた後、水洗後、鉄−リンめっき(硫酸第一鉄(7水塩):400g/L、塩化第一鉄(4水塩):80g/L、次亜リン酸:2g/L、アトテックフェロプレート用添加剤A(アトテックジャパン(株)):30ml/L、アトテックフェロプレート用添加剤B(アトテックジャパン(株)):1ml/L、SiC(平均粒子径 0.5 μm):10g/L、浴温50℃、pH 1.6 )でめっき厚が所定膜厚になるようにめっき電流およびめっき時間を調整し鉄−リン−SiC複合めっきを行い、水洗後、乾燥を行った。その後、ブレードの表面にバフ研磨を行い表面のめっき残渣等を完全に除去し、めっきブレード23を得た。
後処理工程:上記ブレード23に300℃×1時間の焼鈍処理を行った後、所定の寸法に剪断し、実施例23の表面処理ブレードを作成した。
この実施例23の表面処理ドクターブレードのビッカース硬度(Hv)、めっき厚、耐磨耗性およびめっき密着性を実施例1と同様にして測定評価した結果を表2にまとめて示す。
【0048】
実施例24〜27:
実施例5と同様に板幅50mm、板厚 0.15 mm、刃先長さ 1.4 mm、刃先先端厚0.07 mm、片側、平行刃のドクターブレードスチール基材(鋼帯、全長50m)に適宜前処理を行った後、めっき浴中の成分濃度および分散粒子の種類および添加量、電流密度、めっき時間を調整し各種めっきを施して、表2に示す実施例24〜27の表面処理ドクターブレードを作成した。これら表面処理ドクターブレードについてビッカース硬度(Hv)、めっき厚、環境特性、耐磨耗性、およびめっき密着性を実施例1と同様にして測定評価した結果を表2にまとめて示す。
実施例28:
後処理工程が、刃先最先端のみを#2000のサンドペーパーで研磨し、刃先最先端のみ表面処理皮膜を除去し、刃先最先端のブレード基材を完全に露出させた後、300℃×1時間の焼鈍処理を行う以外は、実施例23と同様の方法で表面処理ドクターブレードを製造し、所定寸法へ剪断後、実施例28の表面処理ドクターブレードを得た。
この実施例28の表面処理ドクターブレードのビッカース硬度(Hv)、めっき厚、耐磨耗性およびめっき密着性を実施例1と同様にして測定評価した結果を表2にまとめて示す。
【0049】
比較例1:
めっき工程1:板幅50mm、板厚 0.15 mm、刃先長さ 1.4 mm、刃先先端厚 0.07 mm、片側、平行刃のドクターブレードスチール基材(鋼帯、全長50m)を、エンボス加工により表面に凹凸を付与した金属鋼帯よりなるスペーサーとともにリールに渦巻状に巻き取り、リールに巻いた状態のまま、50℃のアルカリ脱脂液(パクナRT−T 60g/L)に15分間浸漬し、水洗後、塩酸活性液中で15分間、塩酸活性処理し、さらに水洗した。その後、SiCを分散させた無電解Niめっき液(日本カニゼン(株)社製のめっき液、SC−80−1:20vol%、SC−80−4:2vol%、pH 4.7 )中に87℃で、めっき厚が所定膜厚になるまで浸漬し、SiCを含有したセラミック分散ニッケル複合めっきを行い水洗後、乾燥を行った。その後、スペーサーとブレードを巻き戻し分割し、めっきブレード(比較1)を得た。
後処理工程:上記めっきブレード(比較1)の表面にバフ研磨を行い表面のめっき残渣等を完全に除去後、300℃×1時間の焼鈍処理を行った後、所定の寸法に剪断し、比較例1のSiC分散ニッケル−リン複合めっきブレードを作成した。この表面処理ドクターブレードのビッカース硬度(Hv)、めっき厚、環境特性、およびめっき密着性を実施例1と同様にして測定評価した結果を表2にまとめて示す。
【0050】
比較例2:
板幅50mm、板厚 0.15 mm、刃先長さ 1.4 mm、刃先先端厚 0.07 mm、片側、平行刃のドクターブレードスチール基材(鋼帯、全長50m)を、連続的に電解処理(パクナエクレーターJ:50m/L、NaOH:50g/L、30℃、40A)し、水洗後、鉄めっき(金属鉄:200g/L、塩化第一鉄:470g/L、ホウ酸:40g/L、pH 0.3 、浴温70℃)でめっき厚が所定膜厚になるようにめっき電流およびめっき時間を調整し鉄めっきを行い、水洗後、乾燥を行った。その後、ブレードの表面にバフ研磨を行い表面のめっき残渣等を完全に除去し、めっきブレード(比較2)を得た。
後処理工程:上記ブレード(比較2)はさらに300℃×1時間の焼鈍処理を行った後、所定の寸法に剪断し、比較例2の表面処理ブレードを作成した。この比較例2の表面処理ドクターブレードのビッカース硬度(Hv)、めっき厚、環境特性、耐磨耗性、およびめっき密着性を実施例1と同様にして測定評価した結果を表2にまとめて示す。
【0051】
比較例3:
板幅50mm、板厚 0.15 mm、刃先長さ 1.4 mm、刃先先端厚 0.07 mm、片側、平行刃のドクターブレードスチール基材(鋼帯、全長50m)を、連続的に電解処理(パクナエクレーターJ:50m/L、NaOH:50g/L、30℃、2.5 A)し水洗後、電気クロムめっき(無水クロム酸:250g/L、H2SO4:2.5 g/L、HEEF25C(アトテックジャパン(株)):20ml/L、浴温57℃)でめっき厚が所定膜厚になるようにめっき電流およびめっき時間を調整しクロムめっきを行った。その後、水洗、乾燥し、クロムめっきブレード(比較3)を作成した。
後処理工程:上記めっきブレード(比較3)の表面にバフ研磨を行い、125℃×8時間の焼鈍処理を行った後、所定の寸法に剪断し、比較例3の表面処理ドクターブレードを作成した。この比較例3の表面処理ドクターブレードのビッカース硬度(Hv)、めっき厚、環境特性、耐磨耗性、およびめっき密着性を実施例1と同様にして測定評価した結果を表2にまとめて示す。
【0052】
【表2】
【発明の効果】
本発明によれば、従来品であるセラミック(SiC)分散ニッケル−リン複合めっき被覆ドクターブレードと同等以上の品質を有し、環境と人体にやさしい鉄−リン系金属めっき表面処理ドクターブレードが得られる。また、本発明の表面処理ドクターブレードは、めっき浴、排水処理のコストが従来技術と比較して低減できるため低コストで生産できる。
【図面の簡単な説明】
【図1】ドクターブレードを使用するグラビア(凹版)印刷の概念図である。
【図2】図1の部分拡大図である。
【符号の説明】
1 シリンダー(グラビア版)
2 ドクターブレード
3 インキ
4 めっき層
Claims (9)
- 少なくとも刃先部の表面が、鉄−リン系金属めっきよりなる表面処理ドクターブレード。
- 鉄−リン系金属めっきが、セラミック微粒子および/または有機樹脂微粒子が分散した鉄−リン系複合めっきである請求項1に記載の表面処理ドクターブレード。
- セラミックがSiCである請求項2に記載の表面処理ドクターブレード。
- 有機樹脂がフッ素系樹脂である請求項2に記載の表面処理ドクターブレード。
- 鉄−リン系金属めっき中のリン含有量が0.5〜20質量%である請求項1乃至4のいずれか1項に記載の表面処理ドクターブレード。
- 鉄−リン系金属めっきのめっき厚が、0.1〜100μmである請求項1乃至5のいずれか1項に記載の表面処理ドクターブレード。
- セラミック微粒子の粒子径が、0.03〜6μmである請求項2に記載の表面処理ドクターブレード。
- 有機樹脂微粒子の粒子径が、0.02〜10μmである請求項2に記載の表面処理ドクターブレード。
- セラミック微粒子および/または有機樹脂微粒子の粒子径が、めっき膜厚の 0.5倍以下である請求項7または8に記載の表面処理ドクターブレード。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002272525A JP2004107731A (ja) | 2002-09-19 | 2002-09-19 | 表面処理ドクターブレード |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002272525A JP2004107731A (ja) | 2002-09-19 | 2002-09-19 | 表面処理ドクターブレード |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004107731A true JP2004107731A (ja) | 2004-04-08 |
Family
ID=32269519
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002272525A Pending JP2004107731A (ja) | 2002-09-19 | 2002-09-19 | 表面処理ドクターブレード |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004107731A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007254860A (ja) * | 2006-03-24 | 2007-10-04 | Fujitsu Ltd | めっき膜及びその形成方法 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6112396A (ja) * | 1984-06-29 | 1986-01-20 | Toray Ind Inc | ドクタ−ブレ−ド |
| JPS6213577A (ja) * | 1985-07-12 | 1987-01-22 | Nippon Piston Ring Co Ltd | 摺動部材 |
| JPH02119663A (ja) * | 1988-10-29 | 1990-05-07 | Riken Corp | 内燃機関 |
| JPH08118586A (ja) * | 1994-10-21 | 1996-05-14 | Nippon New Chrome Kk | ドクターブレードのメッキ方法及び装置 |
| JPH10278222A (ja) * | 1997-04-02 | 1998-10-20 | Nippon New Chrome Kk | 長尺ドクター母材の連続セラミック複合メッキ方法及び装置 |
| JPH1151187A (ja) * | 1997-08-04 | 1999-02-23 | Teikoku Piston Ring Co Ltd | ピストンリング |
| JP2002200731A (ja) * | 2000-12-28 | 2002-07-16 | Nippon New Chrome Kk | ドクターブレード及びその製造方法 |
-
2002
- 2002-09-19 JP JP2002272525A patent/JP2004107731A/ja active Pending
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6112396A (ja) * | 1984-06-29 | 1986-01-20 | Toray Ind Inc | ドクタ−ブレ−ド |
| JPS6213577A (ja) * | 1985-07-12 | 1987-01-22 | Nippon Piston Ring Co Ltd | 摺動部材 |
| JPH02119663A (ja) * | 1988-10-29 | 1990-05-07 | Riken Corp | 内燃機関 |
| JPH08118586A (ja) * | 1994-10-21 | 1996-05-14 | Nippon New Chrome Kk | ドクターブレードのメッキ方法及び装置 |
| JPH10278222A (ja) * | 1997-04-02 | 1998-10-20 | Nippon New Chrome Kk | 長尺ドクター母材の連続セラミック複合メッキ方法及び装置 |
| JPH1151187A (ja) * | 1997-08-04 | 1999-02-23 | Teikoku Piston Ring Co Ltd | ピストンリング |
| JP2002200731A (ja) * | 2000-12-28 | 2002-07-16 | Nippon New Chrome Kk | ドクターブレード及びその製造方法 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007254860A (ja) * | 2006-03-24 | 2007-10-04 | Fujitsu Ltd | めっき膜及びその形成方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US7152526B2 (en) | Surface treated doctor blade | |
| US20170101722A1 (en) | Plating or Coating Method for Producing Metal-Ceramic Coating on a Substrate | |
| CN105839157A (zh) | 用于防腐蚀的电镀纳米叠层涂层和包层 | |
| US10836138B2 (en) | Laminated body having corrosion-resistant coating, and method for manufacturing same | |
| JP2004167902A (ja) | ドクターブレード | |
| Sheu et al. | Effects of alumina addition and heat treatment on the behavior of Cr coatings electroplated from a trivalent chromium bath | |
| EP3162920B1 (en) | Sn-plated stainless steel sheet | |
| Kalantary et al. | Alternate layers of zinc and nickel electrodeposited to protect steel | |
| WO2007073213A1 (en) | Micro-arc assisted electroless plating methods | |
| US7906210B2 (en) | Fibrous nanocarbon and metal composite and a method of manufacturing the same | |
| CN101160212B (zh) | 经表面处理的刮刀片 | |
| JP2001192850A (ja) | 摺動部品用表面処理液及び摺動部品の表面処理方法及び摺動部品 | |
| JP2003220681A (ja) | 表面処理ドクターブレード | |
| JP2004107731A (ja) | 表面処理ドクターブレード | |
| JP4404344B2 (ja) | 表面処理ドクターブレード | |
| JP4282936B2 (ja) | 表面処理ドクターブレード | |
| JP5550206B2 (ja) | 亜鉛−ニッケル合金めっき液及び亜鉛−ニッケル合金のめっき方法 | |
| JP7731719B2 (ja) | めっき皮膜、複合皮膜、摺動部品、めっき皮膜の製造方法、複合皮膜の製造方法、及び、摺動部品の製造方法 | |
| JP4282935B2 (ja) | 表面処理ドクターブレード | |
| CN118176328A (zh) | 生产涂覆表面、涂层和使用它们的制品的方法 | |
| JP3591973B2 (ja) | ドクターブレードのメッキ方法及びその方法で得られるドクターブレード | |
| JP2003225987A (ja) | 表面処理ドクターブレード | |
| JP2002172751A (ja) | ドクターブレード及びその製造方法 | |
| JP2006315399A (ja) | 表面処理ドクターブレード | |
| JP2026502432A (ja) | 装飾表面コーティングを有する物品 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050422 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20051003 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20070705 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080317 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080513 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080611 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20081010 |