JP2004108181A - 燃料噴射装置のシール構造の形成方法 - Google Patents
燃料噴射装置のシール構造の形成方法 Download PDFInfo
- Publication number
- JP2004108181A JP2004108181A JP2002269312A JP2002269312A JP2004108181A JP 2004108181 A JP2004108181 A JP 2004108181A JP 2002269312 A JP2002269312 A JP 2002269312A JP 2002269312 A JP2002269312 A JP 2002269312A JP 2004108181 A JP2004108181 A JP 2004108181A
- Authority
- JP
- Japan
- Prior art keywords
- seal member
- injection device
- fuel injection
- seal
- groove
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images



Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02M—SUPPLYING COMBUSTION ENGINES IN GENERAL WITH COMBUSTIBLE MIXTURES OR CONSTITUENTS THEREOF
- F02M61/00—Fuel-injectors not provided for in groups F02M39/00 - F02M57/00 or F02M67/00
- F02M61/14—Arrangements of injectors with respect to engines; Mounting of injectors
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02M—SUPPLYING COMBUSTION ENGINES IN GENERAL WITH COMBUSTIBLE MIXTURES OR CONSTITUENTS THEREOF
- F02M2200/00—Details of fuel-injection apparatus, not otherwise provided for
- F02M2200/85—Mounting of fuel injection apparatus
- F02M2200/858—Mounting of fuel injection apparatus sealing arrangements between injector and engine
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Combustion & Propulsion (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Cylinder Crankcases Of Internal Combustion Engines (AREA)
- Fuel-Injection Apparatus (AREA)
- Gasket Seals (AREA)
Abstract
【課題】シール部材内周面の軸方向後退面23が、シール部材20をシリンダヘッドに装着した時にも維持されており、かつ、軸方向後退面23形成のために工程増を招かない、燃料噴射装置のシール構造の形成方法の提供。
【解決手段】燃料噴射装置の凹溝12にシール部材20を嵌める工程と、
ついで、シール部材20を外周から絞ると同時に凹溝12の下端部に押し付け、シール部材20の径方向の寸法出しと、シール部材下端部の後退面23の形状出しとを、同時に行う工程と、
を有している、燃料噴射装置のシール構造の形成方法。
【選択図】 図5
【解決手段】燃料噴射装置の凹溝12にシール部材20を嵌める工程と、
ついで、シール部材20を外周から絞ると同時に凹溝12の下端部に押し付け、シール部材20の径方向の寸法出しと、シール部材下端部の後退面23の形状出しとを、同時に行う工程と、
を有している、燃料噴射装置のシール構造の形成方法。
【選択図】 図5
Description
【0001】
【発明の属する技術分野】
本発明は、筒内直接噴射式内燃機関の燃料噴射装置のシール構造の形成方法に関する。
【0002】
【従来の技術】
【特許文献1】
特開2000−9000号公報
【0003】
筒内直接噴射式内燃機関において、シリンダヘッドに設けられた収容孔に燃料噴射装置(燃料噴射弁)を配置し、収容孔と燃料噴射装置との間から燃焼ガスが漏れ出ないようにシール部材によりシールすることは知られている。耐熱性上の観点からシール部材をゴム製でなく樹脂製とすること、そして、樹脂製シール部材の場合、クリープによりシール部材のシール性が低下することが知られている。
特開2000−9000号公報は、燃料噴射装置に形成した周方向伸長溝を断面矩形状の溝に形成しておき、そこに樹脂製のシール部材を配置し、シール部材の下端部(燃焼室側端)の内周にテーパ状の軸方向後退面を形成しておき、このテーパ状の後退面にかかる燃焼室からのガス圧によりシール部材がシリンダヘッドの燃料噴射装置装着孔の内面に押し付けられ、常にシール面圧が確保されるようにしたセルフシール構造を開示している。
【0004】
【発明が解決しようとする課題】
しかし、シール部材の下端部内周にテーパ状後退面を形成しても、シール部材を拡げて燃料噴射装置外周の周方向伸長溝に嵌め、ついでシール部材を外周から絞ってシール部材の径方向寸法出しをする時に、シール部材の内周面が周方向伸長溝の矩形断面の内周面に押し付けられて塑性変形し、テーパ形状が無くなり、テーパ形状が維持されない。その結果、燃料噴射装置をシリンダヘッドに装着した時に、燃焼室からのガス圧によるシール部材のセルフシールが得られないという問題がある。
また、シール部材を燃料噴射装置外周の周方向伸長溝に嵌める前に、シール部材内周にテーパを形成する工程を設けなければならず、工程増となるという問題もある。
本発明の第1の目的は、シール部材内周面の軸方向後退面が、シール部材をシリンダヘッドに装着した時にも維持されている、燃料噴射装置のシール構造の形成方法を提供することにある。
本発明の第2の目的は、シール部材を燃料噴射装置外周の周方向伸長溝に嵌める前に、シール部材内周に軸方向後退面を形成する工程を設ける必要がない、燃料噴射装置のシール構造の形成方法を提供することにある。
【0005】
【課題を解決するための手段】
上記目的を達成する本発明はつぎの通りである。
内燃機関の燃料噴射装置のシール構造の形成方法であって、
前記シール構造が、燃料噴射装置に形成された凹溝と、該凹溝に嵌められた樹脂製シール部材とを有しており、前記凹溝の下端部には燃料噴射装置の径方向外側から内側に向かう方向に軸方向に上昇する上昇面が形成されており、前記シール部材の下端部の内周部にはシール部材径方向外側から内側に向かう方向にシール部材の下端部の外周部よりシール部材軸方向に後退する後退面が形成されており、
前記シール構造の形成方法が、
前記燃料噴射装置の前記凹溝に前記シール部材を嵌める工程と、
ついで、前記シール部材を外周から絞ると同時に前記凹溝の下端部に押し付け、シール部材の径方向の寸法出しと、シール部材下端部の後退面の形状出しとを、同時に行う工程と、
を有している、燃料噴射装置のシール構造の形成方法。
【0006】
上記本発明の燃料噴射装置のシール構造の形成方法では、燃料噴射装置のシール部材装着用凹溝をその下端が燃料噴射装置の径方向外側から内側に向かう方向に軸方向に上昇する上昇面となるように形成しておき、この凹溝にシール部材を嵌めてシール部材を外周から絞ってシール部材の径方向の寸法出しをする時にシール部材を凹溝下端部に押し付けることにより、シール部材下端部内周に凹溝下端部形状の転写形状を形成するので、シール部材の絞り時にその転写形状が喪失することがなく、シリンダヘッドの燃料噴射装置装着孔にシール部材を装着した時にも、その転写形状は維持されており、燃焼室からのガス圧によるシール部材のセルフシールが有効に働く。
また、凹溝にシール部材を嵌める時にシール部材をいったん拡開し、凹溝にシール部材を嵌めた後にシール部材を外周から絞って径方向の寸法出しを行うが、その絞り工程でシール部材を凹溝の下端部に軸方向に押し付けることにより、径方向の寸法出しと同時に、シール部材下端部内周に凹溝下端形状の転写形状(凹溝下端形状と雌雄の関係をなす形状)を形成できるため、シール部材を凹溝に嵌める前に、シール部材の内周のテーパ形成工程を設ける必要がなく、工程増を招かない。
【0007】
【発明の実施の形態】
以下に、本発明の望ましい実施例に係る燃料噴射装置のシール構造の形成方法を、図1〜図5を参照して説明する。
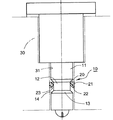
本発明の燃料噴射装置のシール構造の形成方法で形成しようとするシール構造10は、図5に示すように、筒内直接噴射式内燃機関の燃料噴射装置(燃料噴射弁)11の軸方向所定部位の外周部に形成された燃料噴射装置周方向全周にわたって延びる凹溝12と、凹溝12に嵌められた環状で樹脂製のシール部材20と、を有する。シール部材20は、たとえばフッ素系樹脂で、たとえばポリテトラフルオロエチレンである。ただし、それに限るものではない。
【0008】
燃料噴射装置11をシリンダヘッド30の燃料噴射装置装着孔31に装着した状態における(したがって、燃料噴射装置11の軸芯を上下方向にした状態における)、凹溝12の下端部13には、燃料噴射装置の径方向外側から内側に向かう方向に軸方向に上昇する上昇面14が形成されている。シール部材20の下端部の内周部21にはシール部材径方向外側から内側に向かう方向にシール部材の下端部の外周部22よりシール部材軸方向に後退する後退面23が形成されている。
上昇面14と後退面23は、テーパ面の場合が図示されているが、テーパ面に限るものではなく、傾斜湾曲面であってもよいし、段状に変化する面であってもよい。
【0009】
本発明のシール構造10の形成方法は、上記のシール構造10を形成する方法であって、燃料噴射装置11の凹溝12にシール部材20を嵌める工程と、ついで、シール部材20をシール部材外周から絞ると同時に凹溝12の下端部13に押し付け、シール部材20の径方向の寸法出しと、シール部材下端部内周部21の後退面23の形状出しとを、同時に行う工程と、を有している。その後、凹溝12にシール部材20を嵌めた燃料噴射装置11がシリンダヘッド30の燃料噴射装置装着孔31に装着される。
【0010】
燃料噴射装置11の凹溝12にシール部材20を嵌める工程では、シール部材20をテーパコーン治具に嵌め、シール部材20をテーパコーン治具の径小部から径大部に移動させてシール部材20を拡径し、シール部材20の径を燃料噴射装置11の下端部の径以上に拡径した状態でシール部材を燃料噴射装置11の下端部側から燃料噴射装置11に挿入し、凹溝12まで移動させ、凹溝12に嵌める。シール部材20は樹脂製のため、拡径の段階で、塑性変形し、凹溝12に嵌めた後も、拡径の段階の拡径した状態を維持する。したがって、シール部材20を凹溝12に嵌めた状態では、図2に示すように、シール部材20の外径はシリンダヘッド30の燃料噴射装置装着孔31の内径よりかなり大きく、そのままでは燃料噴射装置装着孔31への挿入が難しく、また、シール部材20の内径と凹溝12の底部の外径との間には隙間があって、シールされていない。そのため、凹溝12に嵌めた後、シール部材20を外周から内周側に向かって絞らなければならない。
【0011】
この絞りの工程では、環状の絞り治具40を燃料噴射装置軸方向に燃料噴射装置に対して相対的に移動させて(相対的であるから、燃焼噴射装置の方を移動させてもよい)、シール部材20の径方向の寸法出し(シール部材20の外径を、シリンダヘッド30の燃料噴射装置装着孔31の内径より若干大きな径まで縮小するとともに、シール部材20の内径を凹溝12の外径まで縮小する)と、シール部材下端部内周部21の後退面23の形状出し(凹溝12の下端部の上昇面14と雌雄の関係をもつ形状にする)とを、同時に行う。この絞りの工程では、シール部材20が塑性変形するように、必要時間(たとえば、数秒間)シール部材20を絞る。絞り工程後には、シール部材20は、図3に示すように、シリンダヘッド30の燃料噴射装置装着孔31の内径より若干大きな外径を有し、かつ、凹溝12の外径と同じか、ほぼ同じ内径を有する。
【0012】
その後、凹溝12にシール部材20を嵌めた燃料噴射装置11をシリンダヘッド30の燃料噴射装置装着孔31に装着する。装着する時に、燃料噴射装置11を上方から燃料噴射装置装着孔31に挿入していく。シール部材20は、燃料噴射装置装着孔31の内径より若干大きな外径を有しているので、燃料噴射装置装着孔31に挿入していく時に、シール部材20は燃料噴射装置装着孔31の内面との摩擦力で凹溝12内を上方に移動され、燃料噴射装置11を燃料噴射装置装着孔31に挿入完了した時点では、図4に示すように、シール部材20は、シール部材20上端と凹溝12底部の上端とが一致する位置にきている。
【0013】
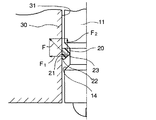
燃料噴射装置11を燃料噴射装置装着孔31に挿入完了した時点では、図4に示すように、シール部材20の下端部と凹溝12の下端部との間には上下方向に隙間がある。
そのため、図5に示すように、燃料噴射装置の下端部外周面とシリンダヘッド30の燃料噴射装置装着孔31内周面との間の隙間を通って凹溝12に侵入するガス圧は、シール部材20の下端部内周部21の後退面23に面に直交方向にかかり、その圧力荷重Fを燃料噴射装置の半径方向成分F1 と軸方向成分F2 にわけた場合の半径方向成分F1 が、シール部材20の下端部内周部21をシール部材20の半径方向外方に押し、シール部材20の下端部外周面と燃料噴射装置装着孔31内周面との間の面圧を自動的に確保し、シール部材20の下端部外周面と燃料噴射装置装着孔31内周面との間をセルフシールする。
【0014】
つぎに、本発明実施例の燃料噴射装置のシール構造の形成方法の作用を説明する。
本発明の第2の目的は、シール部材を燃料噴射装置外周の周方向伸長溝に嵌める前に、シール部材内周に軸方向後退面を形成する工程を設ける必要がない、燃料噴射装置のシール構造の形成方法を提供することにある。
燃料噴射装置11のシール部材装着用凹溝12を、その下端が燃料噴射装置の径方向外側から内側に向かう方向に軸方向に上昇する上昇面14となるように形成しておき、この凹溝12にシール部材20を嵌めてシール部材20を外周から絞ってシール部材20の外径、内径の径方向の寸法出しをする時にシール部材20を凹溝下端部13に押し付けることにより、シール部材下端部内周部21に凹溝下端部13形状(上昇面14の形状)の転写形状(後退面23形状)を形成するので、シール部材20の絞り時にその転写形状(後退面23形状)が喪失することがない。従来のように、予め凹形状を作成しておいて絞り加工をすると上昇面のない凹溝内周に押し付けられて凹形状が喪失するが、本発明では、逆に絞り加工の時に後退面23が形成されてその形状が喪失することがない。そして、絞り加工の時に形成された後退面23は、シリンダヘッド30の燃料噴射装置装着孔31に燃料噴射装置11を装着した時にも、その転写形状が維持されており、燃焼室からのガス圧が後退面23にかかることによるシール部材20のセルフシールが有効に働く。
【0015】
また、凹溝12にシール部材20を嵌める時にシール部材20をいったん拡開し、凹溝12にシール部材20を嵌めた後にシール部材20を外周から絞って径方向の寸法出しを行う時に、シール部材20を凹溝12の下端部13に軸方向に押し付けることにより、径方向の寸法出しと同時に、シール部材下端部内周に凹溝下端部形状(上昇面14形状)の転写形状(凹溝下端部形状と雌雄の関係をなす後退面23形状)を形成できる。したがって、従来のような、シール部材を凹溝に嵌める前に、シール部材の内周のテーパ形成工程を設ける必要がない。その結果、後退面23の形状を作成するのに、工程増を招かない。
【0016】
【発明の効果】
請求項1の燃料噴射装置のシール構造の形成方法によれば、燃料噴射装置のシール部材装着用凹溝下端に燃料噴射装置の径方向外側から内側に向かう方向に軸方向に上昇する上昇面を形成しておき、この凹溝にシール部材を嵌めてシール部材を外周から絞ってシール部材の径方向の寸法出しをする時にシール部材を凹溝下端部に押し付けることにより、シール部材下端部内周に後退面形状を形成するので、シール部材の絞り時にその転写形状が喪失することがない。
また、凹溝にシール部材を嵌める時にシール部材をいったん拡開し、凹溝にシール部材を嵌めた後にシール部材を外周から絞って径方向の寸法出しを行う時に、シール部材を凹溝の下端部に軸方向に押し付けるので、径方向の寸法出しと同時に、シール部材下端部内周に後退面形状を形成でき、シール部材を凹溝に嵌める前に、シール部材の内周のテーパ形成工程を設ける必要がなく、後退面形成において工程増を招くことがない。
【図面の簡単な説明】
【図1】本発明の燃料噴射装置のシール構造の形成方法で形成されたシール構造の断面図である。
【図2】図1の燃料噴射装置の凹溝にシール部材を拡開して嵌めた時の、シール構造のシール部材と燃料噴射装置下部の半断面図である。
【図3】図1の燃料噴射装置の凹溝に嵌めたシール部材を外周から絞った時の、シール構造のシール部材と燃料噴射装置下部と絞り治具の半断面図である。
【図4】図3の燃料噴射装置およびシール部材をシリンダヘッドの燃料噴射装置装着孔に装着した時の、シール構造のシール部材と燃料噴射装置下部の半断面図である。
【図5】シリンダヘッドの燃料噴射装置装着孔に装着された、燃料噴射装置およびシール部材にかかる、ガス圧荷重を示す、燃料噴射装置下部とシール部材の半断面図である。
【符号の説明】
10 シール構造
11 燃料噴射装置(燃料噴射弁)
12 凹溝
13 凹溝下端部
14 上昇面
20 シール部材
21 シール部材の下端部内周部
22 シール部材の下端部外周部
23 後退面
30 シリンダヘッド
31 燃料噴射装置装着孔
40 絞り治具
【発明の属する技術分野】
本発明は、筒内直接噴射式内燃機関の燃料噴射装置のシール構造の形成方法に関する。
【0002】
【従来の技術】
【特許文献1】
特開2000−9000号公報
【0003】
筒内直接噴射式内燃機関において、シリンダヘッドに設けられた収容孔に燃料噴射装置(燃料噴射弁)を配置し、収容孔と燃料噴射装置との間から燃焼ガスが漏れ出ないようにシール部材によりシールすることは知られている。耐熱性上の観点からシール部材をゴム製でなく樹脂製とすること、そして、樹脂製シール部材の場合、クリープによりシール部材のシール性が低下することが知られている。
特開2000−9000号公報は、燃料噴射装置に形成した周方向伸長溝を断面矩形状の溝に形成しておき、そこに樹脂製のシール部材を配置し、シール部材の下端部(燃焼室側端)の内周にテーパ状の軸方向後退面を形成しておき、このテーパ状の後退面にかかる燃焼室からのガス圧によりシール部材がシリンダヘッドの燃料噴射装置装着孔の内面に押し付けられ、常にシール面圧が確保されるようにしたセルフシール構造を開示している。
【0004】
【発明が解決しようとする課題】
しかし、シール部材の下端部内周にテーパ状後退面を形成しても、シール部材を拡げて燃料噴射装置外周の周方向伸長溝に嵌め、ついでシール部材を外周から絞ってシール部材の径方向寸法出しをする時に、シール部材の内周面が周方向伸長溝の矩形断面の内周面に押し付けられて塑性変形し、テーパ形状が無くなり、テーパ形状が維持されない。その結果、燃料噴射装置をシリンダヘッドに装着した時に、燃焼室からのガス圧によるシール部材のセルフシールが得られないという問題がある。
また、シール部材を燃料噴射装置外周の周方向伸長溝に嵌める前に、シール部材内周にテーパを形成する工程を設けなければならず、工程増となるという問題もある。
本発明の第1の目的は、シール部材内周面の軸方向後退面が、シール部材をシリンダヘッドに装着した時にも維持されている、燃料噴射装置のシール構造の形成方法を提供することにある。
本発明の第2の目的は、シール部材を燃料噴射装置外周の周方向伸長溝に嵌める前に、シール部材内周に軸方向後退面を形成する工程を設ける必要がない、燃料噴射装置のシール構造の形成方法を提供することにある。
【0005】
【課題を解決するための手段】
上記目的を達成する本発明はつぎの通りである。
内燃機関の燃料噴射装置のシール構造の形成方法であって、
前記シール構造が、燃料噴射装置に形成された凹溝と、該凹溝に嵌められた樹脂製シール部材とを有しており、前記凹溝の下端部には燃料噴射装置の径方向外側から内側に向かう方向に軸方向に上昇する上昇面が形成されており、前記シール部材の下端部の内周部にはシール部材径方向外側から内側に向かう方向にシール部材の下端部の外周部よりシール部材軸方向に後退する後退面が形成されており、
前記シール構造の形成方法が、
前記燃料噴射装置の前記凹溝に前記シール部材を嵌める工程と、
ついで、前記シール部材を外周から絞ると同時に前記凹溝の下端部に押し付け、シール部材の径方向の寸法出しと、シール部材下端部の後退面の形状出しとを、同時に行う工程と、
を有している、燃料噴射装置のシール構造の形成方法。
【0006】
上記本発明の燃料噴射装置のシール構造の形成方法では、燃料噴射装置のシール部材装着用凹溝をその下端が燃料噴射装置の径方向外側から内側に向かう方向に軸方向に上昇する上昇面となるように形成しておき、この凹溝にシール部材を嵌めてシール部材を外周から絞ってシール部材の径方向の寸法出しをする時にシール部材を凹溝下端部に押し付けることにより、シール部材下端部内周に凹溝下端部形状の転写形状を形成するので、シール部材の絞り時にその転写形状が喪失することがなく、シリンダヘッドの燃料噴射装置装着孔にシール部材を装着した時にも、その転写形状は維持されており、燃焼室からのガス圧によるシール部材のセルフシールが有効に働く。
また、凹溝にシール部材を嵌める時にシール部材をいったん拡開し、凹溝にシール部材を嵌めた後にシール部材を外周から絞って径方向の寸法出しを行うが、その絞り工程でシール部材を凹溝の下端部に軸方向に押し付けることにより、径方向の寸法出しと同時に、シール部材下端部内周に凹溝下端形状の転写形状(凹溝下端形状と雌雄の関係をなす形状)を形成できるため、シール部材を凹溝に嵌める前に、シール部材の内周のテーパ形成工程を設ける必要がなく、工程増を招かない。
【0007】
【発明の実施の形態】
以下に、本発明の望ましい実施例に係る燃料噴射装置のシール構造の形成方法を、図1〜図5を参照して説明する。
本発明の燃料噴射装置のシール構造の形成方法で形成しようとするシール構造10は、図5に示すように、筒内直接噴射式内燃機関の燃料噴射装置(燃料噴射弁)11の軸方向所定部位の外周部に形成された燃料噴射装置周方向全周にわたって延びる凹溝12と、凹溝12に嵌められた環状で樹脂製のシール部材20と、を有する。シール部材20は、たとえばフッ素系樹脂で、たとえばポリテトラフルオロエチレンである。ただし、それに限るものではない。
【0008】
燃料噴射装置11をシリンダヘッド30の燃料噴射装置装着孔31に装着した状態における(したがって、燃料噴射装置11の軸芯を上下方向にした状態における)、凹溝12の下端部13には、燃料噴射装置の径方向外側から内側に向かう方向に軸方向に上昇する上昇面14が形成されている。シール部材20の下端部の内周部21にはシール部材径方向外側から内側に向かう方向にシール部材の下端部の外周部22よりシール部材軸方向に後退する後退面23が形成されている。
上昇面14と後退面23は、テーパ面の場合が図示されているが、テーパ面に限るものではなく、傾斜湾曲面であってもよいし、段状に変化する面であってもよい。
【0009】
本発明のシール構造10の形成方法は、上記のシール構造10を形成する方法であって、燃料噴射装置11の凹溝12にシール部材20を嵌める工程と、ついで、シール部材20をシール部材外周から絞ると同時に凹溝12の下端部13に押し付け、シール部材20の径方向の寸法出しと、シール部材下端部内周部21の後退面23の形状出しとを、同時に行う工程と、を有している。その後、凹溝12にシール部材20を嵌めた燃料噴射装置11がシリンダヘッド30の燃料噴射装置装着孔31に装着される。
【0010】
燃料噴射装置11の凹溝12にシール部材20を嵌める工程では、シール部材20をテーパコーン治具に嵌め、シール部材20をテーパコーン治具の径小部から径大部に移動させてシール部材20を拡径し、シール部材20の径を燃料噴射装置11の下端部の径以上に拡径した状態でシール部材を燃料噴射装置11の下端部側から燃料噴射装置11に挿入し、凹溝12まで移動させ、凹溝12に嵌める。シール部材20は樹脂製のため、拡径の段階で、塑性変形し、凹溝12に嵌めた後も、拡径の段階の拡径した状態を維持する。したがって、シール部材20を凹溝12に嵌めた状態では、図2に示すように、シール部材20の外径はシリンダヘッド30の燃料噴射装置装着孔31の内径よりかなり大きく、そのままでは燃料噴射装置装着孔31への挿入が難しく、また、シール部材20の内径と凹溝12の底部の外径との間には隙間があって、シールされていない。そのため、凹溝12に嵌めた後、シール部材20を外周から内周側に向かって絞らなければならない。
【0011】
この絞りの工程では、環状の絞り治具40を燃料噴射装置軸方向に燃料噴射装置に対して相対的に移動させて(相対的であるから、燃焼噴射装置の方を移動させてもよい)、シール部材20の径方向の寸法出し(シール部材20の外径を、シリンダヘッド30の燃料噴射装置装着孔31の内径より若干大きな径まで縮小するとともに、シール部材20の内径を凹溝12の外径まで縮小する)と、シール部材下端部内周部21の後退面23の形状出し(凹溝12の下端部の上昇面14と雌雄の関係をもつ形状にする)とを、同時に行う。この絞りの工程では、シール部材20が塑性変形するように、必要時間(たとえば、数秒間)シール部材20を絞る。絞り工程後には、シール部材20は、図3に示すように、シリンダヘッド30の燃料噴射装置装着孔31の内径より若干大きな外径を有し、かつ、凹溝12の外径と同じか、ほぼ同じ内径を有する。
【0012】
その後、凹溝12にシール部材20を嵌めた燃料噴射装置11をシリンダヘッド30の燃料噴射装置装着孔31に装着する。装着する時に、燃料噴射装置11を上方から燃料噴射装置装着孔31に挿入していく。シール部材20は、燃料噴射装置装着孔31の内径より若干大きな外径を有しているので、燃料噴射装置装着孔31に挿入していく時に、シール部材20は燃料噴射装置装着孔31の内面との摩擦力で凹溝12内を上方に移動され、燃料噴射装置11を燃料噴射装置装着孔31に挿入完了した時点では、図4に示すように、シール部材20は、シール部材20上端と凹溝12底部の上端とが一致する位置にきている。
【0013】
燃料噴射装置11を燃料噴射装置装着孔31に挿入完了した時点では、図4に示すように、シール部材20の下端部と凹溝12の下端部との間には上下方向に隙間がある。
そのため、図5に示すように、燃料噴射装置の下端部外周面とシリンダヘッド30の燃料噴射装置装着孔31内周面との間の隙間を通って凹溝12に侵入するガス圧は、シール部材20の下端部内周部21の後退面23に面に直交方向にかかり、その圧力荷重Fを燃料噴射装置の半径方向成分F1 と軸方向成分F2 にわけた場合の半径方向成分F1 が、シール部材20の下端部内周部21をシール部材20の半径方向外方に押し、シール部材20の下端部外周面と燃料噴射装置装着孔31内周面との間の面圧を自動的に確保し、シール部材20の下端部外周面と燃料噴射装置装着孔31内周面との間をセルフシールする。
【0014】
つぎに、本発明実施例の燃料噴射装置のシール構造の形成方法の作用を説明する。
本発明の第2の目的は、シール部材を燃料噴射装置外周の周方向伸長溝に嵌める前に、シール部材内周に軸方向後退面を形成する工程を設ける必要がない、燃料噴射装置のシール構造の形成方法を提供することにある。
燃料噴射装置11のシール部材装着用凹溝12を、その下端が燃料噴射装置の径方向外側から内側に向かう方向に軸方向に上昇する上昇面14となるように形成しておき、この凹溝12にシール部材20を嵌めてシール部材20を外周から絞ってシール部材20の外径、内径の径方向の寸法出しをする時にシール部材20を凹溝下端部13に押し付けることにより、シール部材下端部内周部21に凹溝下端部13形状(上昇面14の形状)の転写形状(後退面23形状)を形成するので、シール部材20の絞り時にその転写形状(後退面23形状)が喪失することがない。従来のように、予め凹形状を作成しておいて絞り加工をすると上昇面のない凹溝内周に押し付けられて凹形状が喪失するが、本発明では、逆に絞り加工の時に後退面23が形成されてその形状が喪失することがない。そして、絞り加工の時に形成された後退面23は、シリンダヘッド30の燃料噴射装置装着孔31に燃料噴射装置11を装着した時にも、その転写形状が維持されており、燃焼室からのガス圧が後退面23にかかることによるシール部材20のセルフシールが有効に働く。
【0015】
また、凹溝12にシール部材20を嵌める時にシール部材20をいったん拡開し、凹溝12にシール部材20を嵌めた後にシール部材20を外周から絞って径方向の寸法出しを行う時に、シール部材20を凹溝12の下端部13に軸方向に押し付けることにより、径方向の寸法出しと同時に、シール部材下端部内周に凹溝下端部形状(上昇面14形状)の転写形状(凹溝下端部形状と雌雄の関係をなす後退面23形状)を形成できる。したがって、従来のような、シール部材を凹溝に嵌める前に、シール部材の内周のテーパ形成工程を設ける必要がない。その結果、後退面23の形状を作成するのに、工程増を招かない。
【0016】
【発明の効果】
請求項1の燃料噴射装置のシール構造の形成方法によれば、燃料噴射装置のシール部材装着用凹溝下端に燃料噴射装置の径方向外側から内側に向かう方向に軸方向に上昇する上昇面を形成しておき、この凹溝にシール部材を嵌めてシール部材を外周から絞ってシール部材の径方向の寸法出しをする時にシール部材を凹溝下端部に押し付けることにより、シール部材下端部内周に後退面形状を形成するので、シール部材の絞り時にその転写形状が喪失することがない。
また、凹溝にシール部材を嵌める時にシール部材をいったん拡開し、凹溝にシール部材を嵌めた後にシール部材を外周から絞って径方向の寸法出しを行う時に、シール部材を凹溝の下端部に軸方向に押し付けるので、径方向の寸法出しと同時に、シール部材下端部内周に後退面形状を形成でき、シール部材を凹溝に嵌める前に、シール部材の内周のテーパ形成工程を設ける必要がなく、後退面形成において工程増を招くことがない。
【図面の簡単な説明】
【図1】本発明の燃料噴射装置のシール構造の形成方法で形成されたシール構造の断面図である。
【図2】図1の燃料噴射装置の凹溝にシール部材を拡開して嵌めた時の、シール構造のシール部材と燃料噴射装置下部の半断面図である。
【図3】図1の燃料噴射装置の凹溝に嵌めたシール部材を外周から絞った時の、シール構造のシール部材と燃料噴射装置下部と絞り治具の半断面図である。
【図4】図3の燃料噴射装置およびシール部材をシリンダヘッドの燃料噴射装置装着孔に装着した時の、シール構造のシール部材と燃料噴射装置下部の半断面図である。
【図5】シリンダヘッドの燃料噴射装置装着孔に装着された、燃料噴射装置およびシール部材にかかる、ガス圧荷重を示す、燃料噴射装置下部とシール部材の半断面図である。
【符号の説明】
10 シール構造
11 燃料噴射装置(燃料噴射弁)
12 凹溝
13 凹溝下端部
14 上昇面
20 シール部材
21 シール部材の下端部内周部
22 シール部材の下端部外周部
23 後退面
30 シリンダヘッド
31 燃料噴射装置装着孔
40 絞り治具
Claims (1)
- 内燃機関の燃料噴射装置のシール構造の形成方法であって、
前記シール構造が、燃料噴射装置に形成された凹溝と、該凹溝に嵌められた樹脂製シール部材とを有しており、前記凹溝の下端部には燃料噴射装置の径方向外側から内側に向かう方向に軸方向に上昇する上昇面が形成されており、前記シール部材の下端部の内周部にはシール部材径方向外側から内側に向かう方向にシール部材の下端部の外周部よりシール部材軸方向に後退する後退面が形成されており、
前記シール構造の形成方法が、
前記燃料噴射装置の前記凹溝に前記シール部材を嵌める工程と、
ついで、前記シール部材を外周から絞ると同時に前記凹溝の下端部に押し付け、シール部材の径方向の寸法出しと、シール部材下端部の後退面の形状出しとを、同時に行う工程と、
を有している、燃料噴射装置のシール構造の形成方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002269312A JP2004108181A (ja) | 2002-09-17 | 2002-09-17 | 燃料噴射装置のシール構造の形成方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002269312A JP2004108181A (ja) | 2002-09-17 | 2002-09-17 | 燃料噴射装置のシール構造の形成方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004108181A true JP2004108181A (ja) | 2004-04-08 |
Family
ID=32267265
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002269312A Pending JP2004108181A (ja) | 2002-09-17 | 2002-09-17 | 燃料噴射装置のシール構造の形成方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004108181A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2015120867A1 (en) * | 2014-02-11 | 2015-08-20 | Volvo Truck Corporation | A fuel injector arrangement |
| CN110030132A (zh) * | 2018-01-11 | 2019-07-19 | 罗伯特·博世有限公司 | 燃料喷射装置 |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002081548A (ja) * | 2000-09-04 | 2002-03-22 | Honda Motor Co Ltd | シール構造 |
-
2002
- 2002-09-17 JP JP2002269312A patent/JP2004108181A/ja active Pending
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002081548A (ja) * | 2000-09-04 | 2002-03-22 | Honda Motor Co Ltd | シール構造 |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2015120867A1 (en) * | 2014-02-11 | 2015-08-20 | Volvo Truck Corporation | A fuel injector arrangement |
| US10364784B2 (en) | 2014-02-11 | 2019-07-30 | Volvo Truck Corporation | Fuel injector arrangement |
| CN110030132A (zh) * | 2018-01-11 | 2019-07-19 | 罗伯特·博世有限公司 | 燃料喷射装置 |
| CN110030132B (zh) * | 2018-01-11 | 2022-07-01 | 罗伯特·博世有限公司 | 燃料喷射装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN102510944B (zh) | 喷射器密封组件及相对于喷射器密封冷却剂通道的方法 | |
| US6193239B1 (en) | Tube joint | |
| US7914353B2 (en) | Spark plug and method for manufacturing the same | |
| JP6081095B2 (ja) | シール構造 | |
| CN1325788C (zh) | 具有连接头的高压燃料喷射管 | |
| EP0855546A1 (en) | Tube joint | |
| US4239124A (en) | Fluid-tight closure apparatus | |
| WO2011158750A1 (ja) | 環状弾性ガスケット | |
| US6824173B2 (en) | High-pressure metal pine having connecting head and method of forming the connecting head as well as sleeve washer for the connecting head | |
| GB2365937A (en) | High pressure metal pipe with connection head and washer | |
| JP2005508478A (ja) | プレロードがかけられた接続片を備えた燃料蓄圧管路を製作するための方法 | |
| US6889956B2 (en) | Poppet valve bushing with tolerance ring | |
| JP2003285121A (ja) | シール座面を有するフランジの形成方法およびその方法を用いて形成されたエキゾーストマニホールドのヘッドフランジ | |
| JP2004108181A (ja) | 燃料噴射装置のシール構造の形成方法 | |
| JP2006037960A (ja) | 燃料噴射系 | |
| JP4471476B2 (ja) | シール構造 | |
| JP2009191920A (ja) | シールリング、ならびにシールリングの製造方法 | |
| KR20000004904A (ko) | 내연기관의 캠에 의해 작동되는 밸브 태핏 | |
| US20100013219A1 (en) | Connection for high-pressure medium conduits | |
| JP2004270503A (ja) | インジェクタ取付部のシール構造 | |
| JP3841680B2 (ja) | 内燃機関 | |
| JP2007015639A (ja) | 管路接続部及びそれを用いたマスタシリンダ | |
| JP7668894B2 (ja) | イジェクタの深絞り部品を製造する方法、ならびにこのような種類の深絞り部品を有するインジェクタ | |
| US4064612A (en) | Locking type gasket for spark plugs having fully threaded shanks and tool therefor | |
| CN216289495U (zh) | 实心外密封垫圈、火花塞本体、火花塞和车辆发动机 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050420 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070424 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20070821 |