JP2004114152A - 固液共存状態金属材料の製造方法 - Google Patents
固液共存状態金属材料の製造方法 Download PDFInfo
- Publication number
- JP2004114152A JP2004114152A JP2003027466A JP2003027466A JP2004114152A JP 2004114152 A JP2004114152 A JP 2004114152A JP 2003027466 A JP2003027466 A JP 2003027466A JP 2003027466 A JP2003027466 A JP 2003027466A JP 2004114152 A JP2004114152 A JP 2004114152A
- Authority
- JP
- Japan
- Prior art keywords
- molten metal
- solid
- metal
- metal material
- container
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images















Classifications
-
- E—FIXED CONSTRUCTIONS
- E02—HYDRAULIC ENGINEERING; FOUNDATIONS; SOIL SHIFTING
- E02B—HYDRAULIC ENGINEERING
- E02B7/00—Barrages or weirs; Layout, construction, methods of, or devices for, making same
- E02B7/20—Movable barrages; Lock or dry-dock gates
- E02B7/205—Barrages controlled by the variations of the water level; automatically functioning barrages
-
- E—FIXED CONSTRUCTIONS
- E02—HYDRAULIC ENGINEERING; FOUNDATIONS; SOIL SHIFTING
- E02B—HYDRAULIC ENGINEERING
- E02B7/00—Barrages or weirs; Layout, construction, methods of, or devices for, making same
- E02B7/20—Movable barrages; Lock or dry-dock gates
- E02B7/40—Swinging or turning gates
- E02B7/44—Hinged-leaf gates
-
- E—FIXED CONSTRUCTIONS
- E02—HYDRAULIC ENGINEERING; FOUNDATIONS; SOIL SHIFTING
- E02B—HYDRAULIC ENGINEERING
- E02B8/00—Details of barrages or weirs ; Energy dissipating devices carried by lock or dry-dock gates
- E02B8/02—Sediment base gates; Sand sluices; Structures for retaining arresting waterborne material
-
- E—FIXED CONSTRUCTIONS
- E02—HYDRAULIC ENGINEERING; FOUNDATIONS; SOIL SHIFTING
- E02B—HYDRAULIC ENGINEERING
- E02B8/00—Details of barrages or weirs ; Energy dissipating devices carried by lock or dry-dock gates
- E02B8/06—Spillways; Devices for dissipation of energy, e.g. for reducing eddies also for lock or dry-dock gates
Landscapes
- Engineering & Computer Science (AREA)
- General Engineering & Computer Science (AREA)
- Structural Engineering (AREA)
- Mechanical Engineering (AREA)
- Civil Engineering (AREA)
- Continuous Casting (AREA)
- Forging (AREA)
- Manufacture Of Alloys Or Alloy Compounds (AREA)
- Manufacture Of Metal Powder And Suspensions Thereof (AREA)
Abstract
【解決手段】電磁気場を印加し容器に溶融金属を注湯した後、容器への電磁気場の印加を終了する。容器に注湯した溶融金属を冷却して固液共存状態の金属材料を形成する。溶融金属を冷却する工程で初期凝固層の形成による潜熱の発生なしに容器の壁面から中心部にわたって全体的に均一に温度が低下する。溶融金属の注湯後の1秒以上10秒以下程度の短い時間内に溶融金属を液相線温度以下に急速に冷却でき、多数の結晶核を全領域にわたって均一に生成できる。微細でかつ均一な組織を有する金属材料を製造できる。
【選択図】 図1
Description
【発明の属する技術分野】
本発明は、溶融金属に電磁気場を印加してから冷却する固液共存状態金属材料およびその製造方法に関する。
【0002】
【従来の技術】
固液共存状態金属材料を加工する、いわゆる半凝固あるいは半溶融加工法は、鋳造と鍛造とを混合した複合加工法であって、半凝固成形法と半溶融成形法とに大別できる。半凝固成形法は、半凝固状態で製造された金属スラリを直接成形加工して最終製品に製造する加工法である。また、半溶融成形法は、半凝固状態でビレットを製造した後、このビレットを半溶融状態に再加熱して鍛造あるいはダイカストを実施して最終製品として製造する加工法である。
【0003】
半凝固あるいは半溶融成形用の金属スラリは、半凝固領域の温度で液相と球状の結晶粒が適切な割合で混在する状態でチクソトロピー性により小さな力によっても変形が可能であり、流動性に優れて液相(thixotropic)のように成形加工が容易な状態の金属材料である。ビレットは、再加熱により金属スラリ形態の半溶融状態を回復できるので、半凝固あるいは半溶融成形用の金属材料として非常に有用に利用される。
【0004】
金属スラリやビレットを利用する半凝固あるいは半溶融成形法は、同じ組成の液体金属合金を利用する場合に比べて色々な長所を有している。例えば、金属成形分野において金属スラリは、液体金属合金の完全な溶融に必要な温度より低温で流動性を有するので金型のダイの露出温度がさらに低いから、このダイの寿命が延びる。また、金属スラリが押出される時に乱流の発生がなく、鋳造過程で空気の混入が少なくて最終製品において気孔の発生を防止できる。したがって、熱処理が可能で機械的性質を大きく向上させることができる。その他にも凝固収縮が少なくて作業性および耐食性が改善されて製品の軽量化が可能である。したがって、自動車および航空機産業分野、電気電子情報通信装備の新素材として利用できる。
【0005】
従来の半凝固合金の製造方法は、主に液相線以下の温度で溶融金属を攪拌することによって既に生成された樹枝状結晶組織を破砕して半凝固成形に適するように球状の粒子に作る方法である。攪拌方法には機械的攪拌法と電磁気的攪拌法、ガスバブリング、低周波、高周波または電磁気波振動を利用するか、電気的衝撃による攪拌法などが利用された。
【0006】
そして、液相固相混合物を製造する方法としては、大部分の合金が液相に存在する温度まで、この合金を加熱した後、形成された溶融金属を強く攪拌しながら冷却する。溶融金属中の固体比率が40%以上65%以下に至るまで攪拌し続けながら冷却する。このとき、樹枝状結晶組織の形成を防止するか、あるいは1次固体粒子上に既に形成された樹枝状結晶組織を除去するか減らすことによって固液混合物を製造している(例えば、特許文献1参照。)。
【0007】
また、半凝固合金スラリの製造方法としては、溶融金属が入っている容器内の固化領域の全範囲に亙って提供される移動型磁場により溶融金属が電磁気的に混合される。この方法において、磁場は固化領域で形成された樹枝状結晶組織を所定の剪断速度で剪断させている(例えば、特許文献2参照。)。
【0008】
さらに、半溶融成形材の製造方法としては、合金中のあらゆる金属成分が液相に存在するように合金を加熱した後、得られる液体金属を液相線と固相線との間の温度に冷却する。この後、剪断力を加えて冷却される溶融金属から形成される樹枝状結晶組織を破砕することによって半溶融成形材を製造している(例えば、特許文献3参照。)。
【0009】
また、半凝固鋳造用金属スラリの製造方法としては、液相線温度の付近または液相線より50℃まで高温で溶融金属を容器に注湯する。この後、溶融金属が冷却される過程で溶融金属の少なくとも一部が液相線温度以下になる時点、すなわち最初に液相線温度を通過する時点で、例えば超音波振動により溶融金属に運動を加える。さらに、この溶融金属に運動を加えた後、徐々に冷却することによって粒相結晶形態の金属組織を有する半凝固鋳造用金属スラリを製造している(例えば、特許文献4参照。)。
【0010】
すなわち、溶融金属に液相線の近くで適当な運動を加えることによって最初に形成されたそれぞれの初期結晶核に形成されると思われる樹枝状結晶組織を破砕し、粒子が各々初期結晶核間の相互作用なしに独立的に存在する状態で徐々に冷却して粒相の結晶形態を得る。この方法でも、超音波振動などの力が冷却初期に形成される樹枝状結晶組織を破砕するために利用されている。また、注湯温度を液相線温度より高い水準にすれば、粒状の結晶形態を得難く、かつ溶湯を急に冷却し難い。さらに、表面部と中心部の組織が不均一になる。
【0011】
さらに、半溶融金属の成形方法としては、溶融金属を容器に注湯した後、振動バーを溶融金属中に浸漬させて溶融金属と直接接触させた状態で振動させて溶融金属に振動を与えている。具体的には、溶融金属を先に容器に注湯した後、振動バーを溶融金属中に浸漬させて振動力を溶融金属に伝達する。この結果、液相線温度以上で結晶核を有する液体状態の合金または液相線以下、成形温度以上の温度範囲で結晶核を有する固液共存状態の合金を形成する。この後、所定の液相率を示す成形温度まで溶融金属を容器内で冷却しながら30秒以上60分以下の間維持することによって合金中に微細な結晶核を成長させて半溶融金属を得る。ところが、この方法で得られる結晶核の大きさは約100μmであり、工程所要時間が相当長く、所定大きさ以上の容器に適用し難い(例えば、特許文献5参照。)。
【0012】
また、半溶融金属スラリの製造方法としては、冷却と攪拌とを同時に精密に制御することによって半溶融金属スラリを製造している。具体的には、溶融金属を混合容器に注湯した後、混合容器周囲に設置された固定子アセンブリを作動させて容器内の溶融金属を急速に攪拌するのに十分な磁気力を発生させる。さらに、混合容器の周囲に設けられて容器および溶融金属の温度を精密に調節する作用をするサーマルジャケットを利用して溶融金属の温度を急速に落とす。溶融金属の冷却時に溶融金属は攪拌され続け、固相率が低い時には速い攪拌を提供し、固相率が増加するにつれて増大した起電力を提供する方式で調節される(例えば、特許文献6参照。)。
【0013】
【特許文献1】
米国特許第3948650号明細書(第3−8欄、図3)
【0014】
【特許文献2】
米国特許第4465118号明細書(第4−12欄、図1、図2、図5および図6)
【0015】
【特許文献3】
米国特許第4694881号明細書(第2−6欄)
【0016】
【特許文献4】
特開平11−33692号公報(第3−5頁、図1)
【0017】
【特許文献5】
特開平10−128516号公報(第4−7頁、図3)
【0018】
【特許文献6】
米国特許第6432160号明細書(第7−15欄、図1Aないし図2Bおよび図4)
【0019】
【発明が解決しようとする課題】
上述したように、上記従来の技術では、大部分剪断力を利用して冷却過程で既に形成された樹枝状結晶形態を粉砕して粒相の金属組織にする方法を利用している。したがって、溶融金属の少なくとも一部が液相線以下に下がってこそ振動などの力を加えるので初期凝固層の形成による潜熱の発生により冷却速度の減少および製造時間の増加などの各種の問題を避けにくい。また、溶融金属の容器への注湯温度を調節しなければ、容器壁面部と中心部との温度差によって壁面付近での初期凝固層の樹枝状結晶組織の形成を防止し難いので、容器注湯温度および冷却過程を精密に調節せねばならない。
【0020】
本発明は、このような点に鑑みなされたもので、より微細な球状化粒子を得ると同時にエネルギ効率の改善、製造コストの節減、機械的性質の向上、鋳造工程の簡便化および製造時間短縮の利点を実現できる固液共存状態金属材料およびその製造方法を提供することを目的とする。
【0021】
【課題を解決するための手段】
本発明の固液共存状態金属材料の製造方法によれば、容器に電磁気場を印加する印加工程と、この印加工程にて前記容器に前記電磁気場が印加されている状態で溶融金属を前記容器に注湯する注湯工程と、前記溶融金属が注湯された前記容器に対する電磁気場の印加を終了する終了工程と、電磁気場の印加が終了された前記溶融金属を冷却して固液共存状態の金属材料を形成する冷却工程とを具備したものである。
【0022】
そして、溶融金属が入っている容器の中心部と壁面部との間および上部と下部との間のそれぞれに温度差がほとんどないから、容器内の溶融金属の温度が均一であり、ある特定領域での初期凝固による潜熱が発生しないため、溶融金属が短時間に急速に冷却できる。したがって、溶融金属の結晶核生成密度が顕著に増加することにより球状粒子の微細化を実現できる。
【0023】
また、終了工程は、溶融金属の固相率が0.001以上0.1以下となった時点で印加工程による電磁気場の印加を終了することが望ましい。
【0024】
さらに、金属材料は、金属スラリおよびビレット状のいずれかである。
【0025】
また、注湯工程は、溶融金属の注湯時の温度が、この溶融金属の液相線温度よりは高く、液相線+100℃より低いことが望ましい。
【0026】
さらに、固液共存状態の金属材料を2次成形する2次成形工程を具備し、この2次成形工程は、ダイカスト、溶湯鍛造、鍛造およびプレス加工のいずれかである。
【0027】
また、ビレット状の金属材料を2次成形のために固液共存状態に再加熱する再加熱工程を具備したものである。
【0028】
さらに、冷却工程は、溶融金属の固相率が0.1以上0.7以下となるまで冷却することが望ましい。
【0029】
また、冷却工程は、溶融金属を0.2℃/sec以上5℃/sec以下の速度で冷却することが望ましい。
【0030】
さらに、冷却工程は、溶融金属を0.2℃/sec以上2℃/sec以下の速度で冷却することがさらに望ましい。
【0031】
また、溶融金属は、アルミニウム、アルミニウム合金、マグネシウム、マグネシウム合金、亜鉛、亜鉛合金、銅、銅合金、鉄および鉄合金のいずれかである。
【0032】
さらに、金属材料は、結晶核粒子の分布が均一で粒子組織が球状であり金属スラリおよびビレット状のいずれかであるとともに、粒子の平均粒径が10μm以上60μm以下である。
【0033】
【発明の実施の形態】
以下、本発明の一実施の形態を図面を参照して説明する。
【0034】
まず、容器に溶融金属を注湯する注湯工程の前に容器に電磁気場を印加工程にて印加し、この状態で容器に溶融金属を注湯する。電磁気場の代わりに超音波などが利用されることもある。適用できる金属は、固液共存状態成形用、いわゆる半凝固あるいは半溶融成形用に利用できるものであればいずれも利用でき、その中でもアルミニウム、マグネシウム、銅、亜鉛、鉄およびこれらの合金よりなる群から選択されることが望ましい。これら合金は最終成形品で要求される物性によって色々な任意の金属を含むことができる。
【0035】
溶融金属を容器に注湯する時点で、溶融金属の温度は液相線温度より高く、この溶融金属の液相線+100℃より低い温度(溶湯過熱度=0℃以上100℃以下)に維持されることが望ましい。すなわち、溶融金属が入っている容器全体が均一に冷却されるので、容器に溶融金属を注湯する前に液相線温度付近まで冷却する必要がなく、液相線温度より100℃程度の高温を維持しても関係ない。
【0036】
一方、溶融金属を容器に注湯した後、溶融金属の一部が液相線以下になる時点で容器に電磁気場を印加する従来の方法では、容器の壁面に初期凝固層が形成されながら凝固潜熱が発生するが、凝固潜熱は比熱の約400倍であるために容器全体の溶融金属の温度が下がるまでは長時間がかかる。したがって、このような従来方法では液相線程度または液相線より約50℃高温まで溶融金属の温度を冷却した後、容器に注湯することが一般的である。
【0037】
さらに、電磁気場が容器に印加された状態で溶融金属を容器に注湯することによって、溶融金属が注湯された容器の壁面部と中心部、上部と下部間に温度差がほとんどない。したがって、従来の技術で発生する容器壁面付近での初期凝固が起きず、容器内の溶融金属全体が均一に液相線温度直下に急速に冷却されて多数の結晶核を同時に発生させることができる。また、このように容器全体にわたって温度差が発生しない理由は、容器に溶融金属を注湯する時点に既に容器に電磁気場が印加されているために、活発な初期攪拌作用により内部の溶融金属と表面の溶融金属とがよく攪拌されて溶融金属内での熱伝逹が速く行われて容器内壁での初期凝固層の形成が抑制されるからである。また、よく攪拌されている溶融金属と低温の容器内壁との対流熱伝逹が増加して溶融金属全体の温度を急速に冷却工程で冷却することができる。すなわち、容器に注湯された溶融金属は注湯と同時に電磁気場の攪拌により分散粒子となり、この分散粒子が結晶核として容器内に均一に分布され、これにより容器全体にわたって温度差が発生しなくなる。一方、従来の技術によれば、注湯された溶融金属が低温の容器内壁と接触して急速な対流熱伝逹により初期凝固層での樹枝状結晶が成長する。
【0038】
そして、原理は凝固潜熱と関連して説明できる。すなわち、容器の壁面での溶融金属の初期凝固が発生せず凝固潜熱が発生しないために、溶融金属の冷却は単に溶融金属の比熱(凝固潜熱の約1/400に過ぎない)に該当する程度の熱量の放出だけで可能である。したがって、従来の技術で容器の壁面部でしばしば発生する初期凝固層である樹枝状結晶が形成されずに、容器内の溶融金属が容器の壁面から中心部にわたって全体的に均一でかつ急速に温度が下がる様子を示す。このときの温度を下げるのに必要な時間は溶融金属の注湯後約1秒以上10秒以下の短い時間にすぎない。これにより、多数の結晶核が容器内の溶融金属全体にわたって均一に生成され、結晶核生成密度の増加により結晶核間の距離は非常に短くなって樹枝状結晶が形成されずに独立的に成長して球状粒子を形成する。
【0039】
印加工程による電磁気場の印加は、容器内の溶融金属の温度が液相線付近に至った時に終了工程にて終了する。電磁気場印加の終了時、容器内の溶融金属の固相率は0.001以上0.1以下であることが望ましい。さらに、固相率が所定レベル、すなわち約0.1になれば結晶核生成が終了する。この時点で容器に対する電磁気場の印加を終了する。固相率が0.1以上になった状態でも電磁気場を印加し続けるのはエネルギ効率面で望ましくなく、凝固組織が粗大化され、かつ工程時間が延びるために望ましくない。
【0040】
容器に対する電磁気場の印加を終了した後、所定固相率、望ましくは0.1以上0.7以下の固相率に至るまで溶融金属を冷却工程にて冷却する。
【0041】
この冷却工程での溶融金属の冷却速度は0.2℃/sec以上5.0℃/sec以下であることが望ましく、結晶核の分布度および粒子の微細度面で冷却速度は0.2℃/sec以上2.0℃/sec以下であることがさらに望ましい。
【0042】
上記一実施の形態によれば、溶融金属の容器への注湯時点から固相率0.1以上0.7以下の金属スラリ形態の金属材料に形成される時点までの所要時間が30秒以上60秒以下にすぎない。金属スラリは急冷を経てビレットとして製造できる。
【0043】
また、金属スラリまたはビレット状の金属材料は、再びダイカスト、溶湯鍛造、鍛造、プレス加工などの2次成形段階を2次成形工程で経ることができる。ビレット状に製造された金属材料は適当な長さに切断されてスラグにすることができ、2次成形のためにスラグは、再加熱工程による再加熱を通じて半溶融状態に回復される。
【0044】
さらに、製造された半凝固あるいは半溶融成形用金属材料に含まれていた金属粒子は、平均粒径が10μm以上60μm以下の微細な球状であり、粒径分布も均一である。
【0045】
【実施例】
以下、本発明の実施例を図面を参照して説明する。
【0046】
<実施例1>
まず、この実施例1では溶融金属の合金素材としてアルミニウム合金であるA356合金を使用した。500gのA356合金を電気炉(10kW)で黒鉛るつぼを利用して約750℃で1時間加熱して溶融した後、この溶融された溶融金属をデジタル温度測定器に付着されたシールド型熱電対(K−type)で温度を測定して溶融金属の温度が溶融金属の液相線温度(A356合金の場合に約615℃)より約100℃高温以下になるように維持した。
【0047】
この実施例1による作業工程図を図1に示す。
【0048】
容器に電磁気場を印加するにおいて、電磁気場攪拌装置(EMS:自体製作した装置)の電圧、周波数および強度を各々250V、60Hz、500ガウスに固定させた。溶融金属を容器に注湯する前にEMSに電源を供給してEMSを作動させた状態で、溶融金属の温度が650℃(図1でTp:pouring temperature)に至った時に溶融金属を容器に注湯した。
【0049】
この容器にあらかじめ電磁気場攪拌運動を加えた状態で溶融金属を容器に注湯した後、この溶融金属の温度が液相線付近に至った時(図1中のa点)に、EMSの作動を中止させた。すなわち、図1中の区間pでのみEMSを作動させた。EMSの作動を止めた後、固相率が0.6になる温度(図1中のb点、この時の温度は約586℃)まで1℃/secの冷却速度で溶融金属を冷却して金属スラリを得た。溶融金属を容器に注湯した時点から0.6の固相率に至るまで約40秒の時間がかかった。
【0050】
以後、2次成形過程を経るが、すなわち図1中のb点以後、ダイカスト、溶湯鍛造、鍛造あるいはプレス加工などの2次成形段階を経る。
【0051】
実施例1の方法によって製造された金属材料の金属組織を観察するために次のような方法で試片を得た。まず、金属スラリを急冷してビレットを製造した。帯のこ(bandsaw)を利用してビレットを切断して切断片を得た後、ポリシングしてケラー(Keller)溶液(20mlのH2O+20mlのHCl+20mlのHNO3+5mlのHF)を利用してエッチングした後、イメージ分析用試片として使用し、イメージ分析器(Image Analyzer:LEIC ADMR)を利用して金属組織を観察した。この結果を図2に示す。この図2に示すように、この実施例1によれば、表面部と中心部とにわたって均一でかつ微細な球状の粒子組織を有する金属材料を得ることができる。
【0052】
<実施例2−5>
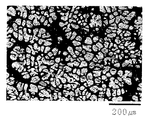
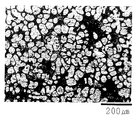
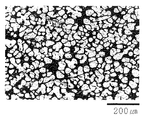
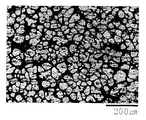
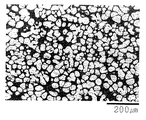
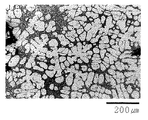
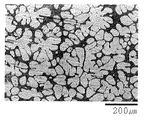
実施例1と同じ方法で実施するが、容器に注湯する際の溶液金属の温度をそれぞれ720℃(実施例2)、700℃(実施例3)、650℃(実施例4)および620℃(実施例5)とし、溶融金属の固相率が0.05(液相線温度直上)に至った時にEMSの作動を止めて固相率0.6まで冷却した後、急冷してビレットを製造した。工程が終了するまでかかる時間は総1分以内であった。このようにして得たビレットに対して実施例1と同じ方法で試片を製造した後、金属組織を観察した。実施例2ないし5のそれぞれで得た試片に対するイメージ分析写真を図3ないし図6に示す。
【0053】
これら図3ないし図6に示すように、720℃以下620℃以上の温度範囲内で溶融金属の容器注湯温度を変化させた場合にも微細でかつ均一な合金(球状粒子の平均粒径は30μm以上60μm以下)が製造された。したがって、これら実施例2ないし5によれば、1分未満の短い時間でも球状化組織を得ることができる。これは、核生成密度の顕著な増加により初期結晶間の間隔が顕著に縮まって従来の方法より速い冷却でも組織の形状を一定に維持できるからである。
【0054】
<実施例6−9>
実施例1と同じ方法で実施するが、電磁気場の印加を終了した後に溶融金属を冷却する際の冷却速度をそれぞれ0.2℃/sec(実施例6)、0.4℃/sec(実施例7)、0.6℃/sec(実施例8)および2.0℃/sec(実施例9)として金属スラリを得た後、急冷してビレットを製造した。これらビレットに対して実施例1と同じ方法で試片を製造した後で金属組織を観察した。この結果を図7ないし図10に示す。
【0055】
これら図7ないし図10に示すように、溶融金属の冷却過程でその冷却速度を多様に変化させても得られる金属組織は球状を示す。また、金属組織の粒子が平均粒径10ないし60μmで微細でかつ球状粒子の分布も均一である。
【0056】
<実施例10−13>
実施例1と同じ方法で実施するが、電磁気場の印加を終了した後で溶融金属を冷却するに当って、冷却終了時点の温度を変化させた。この冷却終了時の溶融金属の温度をそれぞれ610℃(実施例10:固相率が約0.2)、600℃(実施例11)、590℃(実施例12)、586℃(実施例13:固相率が約0.6)になる時点とした。実施例1と同じ方法で試片を製造して試片に対する金属組織を観察した。この結果を図11ないし図14に示す。
【0057】
これら図11ないし図14にて示す金属組織の写真から分かるように、電磁気場攪拌を終了した後、溶融金属の冷却段階で冷却終了時点を多様に変化させても得られる合金の金属組織は微細でかつ球状粒子の分布が均一である。すなわち、これら実施例10ないし実施例13によって、容器にあらかじめ電磁気場攪拌を加えた状態で溶融金属を容器に注湯して液相線付近で電磁気場攪拌を終了した場合に、冷却終了時点を変化させても得られる合金の金属組織には差がほとんどない。
【0058】
<実施例14>
実施例1と同じ方法で実施するが、注湯温度を650℃として電磁気場の印加を終了した後、固相率0.6に至るまで1.5℃/secの冷却速度で溶融金属を冷却した。溶融金属の注湯後に固相率0.6に至るまでかかる時間は35秒であった。実施例1と同じ方法で試片を製造して試片の表面部および中心部に対する金属組織を観察した。この結果を図15および図16に示す。
【0059】
<実施例15>
実施例1と同じ方法で実施するが、溶融金属の容器への注湯温度を700℃として電磁気場の印加を終了した後、固相率0.6に至るまで1.5℃/secの冷却速度で溶融金属を冷却した。溶融金属の注湯後に固相率0.6に至るまでかかる時間は40秒であった。実施例1に記載された方法と同じ方法で試片を製造して試片の表面部および中心部に対する金属組織を観察した。この結果を図17および図18に示す。
【0060】
<比較例1>
比較のために、実施例14と同じ方法で実施するが、溶融金属を容器に注湯した後、液相線温度直下でEMSを約10秒作動させ、0.8℃/secの速度で溶融金属の固相率が約0.6に至るまで冷却した。溶融金属の注湯後に固相率0.6に至るまでかかる時間は75秒であった。実施例1と同じ方法によって試片を製造して金属組織を観察し、この結果を図19および図20に示す。
【0061】
<比較例2>
比較のために、実施例15と同じ方法で実施するが、溶融金属を容器に注湯した後、液相線温度直下でEMSを約10秒作動させ、1.0℃/secの速度で溶融金属の固相率が約0.6に至るまで冷却した。溶融金属の注湯後に固相率0.6に至るまでかかる時間は85秒であった。実施例1と同じ方法によって試片を製造して金属組織を観察し、この結果を図21および図22に示す。
【0062】
実施例14および15の結果と比較例1および2の結果とを比較すれば、これら実施例14および15で得た金属材料は、表面部および中心部の金属粒子組織が均一に球状を示し、金属粒子の平均粒径も表面部および中心部にわたって均一でかつ微細な一方、比較例1および2で従来の方法によって溶融金属を容器に注湯した後、その温度が液相線以下になった時、電磁気場攪拌力を印加した場合には中心部は球状粒子組織を示し、表面部は樹枝状構造を示すことによって金属材料の表面部と中心部間の金属組織が均一でない。さらに、半凝固あるいは半溶融成形用金属材料の製造時間が大きく短縮した。これは、容器内の溶融金属の初期結晶核生成密度の増加によって短時間の結晶核成長でも所定の固相率に到達できるからである。
【0063】
上述した実施例および比較例で分かるように、溶融金属の容器注湯温度を液相線より約100℃の高温まで高めることができ、短時間の電磁気場攪拌を通じて微細合金を製造でき、金属スラリまたはビレット状の半凝固あるいは半溶融成形用の金属材料の製造にかかる時間を大幅に短縮でき、得られる合金の金属組織は微細化した球状粒子の形態を示す。
【0064】
上記各実施例では商用のA356合金を半凝固あるいは半溶融成形用の金属材料に製造する場合について説明したが、上記A356合金の製造に限定されるものではなく、その他の多様な金属あるいは合金、例えば、アルミニウムまたはその合金、マグネシウムまたはその合金、亜鉛またはその合金、銅またはその合金、または鉄またはその合金などの製造にも汎用的に適用できる。
【0065】
【発明の効果】
本発明の固液共存状態金属材料の製造方法によれば、初期凝固層の形成による凝固潜熱の発生なしに容器内の溶融金属の周辺部と中心部、上部と下部とにわたる全領域を液相線温度直下に急冷することによって核生成密度を顕著に増加させて粒子の球状化を実現でき、全体的に均一でかつ微細な球状粒子の分布を実現できて合金の機械的性質の向上を具現できる。
【0066】
また、製造工程が単純で工程の制御が容易であり、かつ電磁気場の攪拌時間を大幅に短縮できるので攪拌に必要なエネルギの消耗が少なく、製品の成形時間も短縮して経済的にも相当な利点がある。
【図面の簡単な説明】
【図1】本発明の一実施例による固液共存状態金属材料の製造方法を示す工程図である。
【図2】同上固液共存状態金属材料の製造方法によって製造された金属材料の組織を示す写真である。
【図3】同上固液共存状態金属材料の製造方法で溶融金属の容器注湯温度を変化させて製造された金属材料の組織を示す写真である。
【図4】同上固液共存状態金属材料の製造方法で溶融金属の容器注湯温度を変化させて製造された金属材料の組織を示す写真である。
【図5】同上固液共存状態金属材料の製造方法で溶融金属の容器注湯温度を変化させて製造された金属材料の組織を示す写真である。
【図6】同上固液共存状態金属材料の製造方法で溶融金属の容器注湯温度を変化させて製造された金属材料の組織を示す写真である。
【図7】同上固液共存状態金属材料の製造方法で溶融金属の冷却速度を変化させて製造された金属材料の組織を示す写真である。
【図8】同上固液共存状態金属材料の製造方法で溶融金属の冷却速度を変化させて製造された金属材料の組織を示す写真である。
【図9】同上固液共存状態金属材料の製造方法で溶融金属の冷却速度を変化させて製造された金属材料の組織を示す写真である。
【図10】同上固液共存状態金属材料の製造方法で溶融金属の冷却速度を変化させて製造された金属材料の組織を示す写真である。
【図11】同上固液共存状態金属材料の製造方法で溶融金属の冷却終了時点を変化させて製造された金属材料の組織を示す写真である。
【図12】同上固液共存状態金属材料の製造方法で溶融金属の冷却終了時点を変化させて製造された金属材料の組織を示す写真である。
【図13】同上固液共存状態金属材料の製造方法で溶融金属の冷却終了時点を変化させて製造された金属材料の組織を示す写真である。
【図14】同上固液共存状態金属材料の製造方法で溶融金属の冷却終了時点を変化させて製造された金属材料の組織を示す写真である。
【図15】本発明の他の一実施例によって製造された金属材料の表面部の組織を示す写真である。
【図16】同上金属材料の中心部の組織を示す写真である。
【図17】本発明のまた他の一実施例によって製造された金属材料の表面部の組織を示す写真である。
【図18】同上金属材料の中心部の組織を示す写真である。
【図19】従来の半凝固成形法によって製造された金属材料の表面部の組織を示す写真である。
【図20】同上金属材料の中心部の組織を示す写真である。
【図21】従来の他の半凝固成形法によって製造された金属材料の表面部の組織を示す写真である。
【図22】同上金属材料の中心部の組織を示す写真である。
Claims (13)
- 容器に電磁気場を印加する印加工程と、
この印加工程にて前記容器に前記電磁気場が印加されている状態で溶融金属を前記容器に注湯する注湯工程と、
前記溶融金属が注湯された前記容器に対する電磁気場の印加を終了する終了工程と、
電磁気場の印加が終了された前記溶融金属を冷却して固液共存状態の金属材料を形成する冷却工程と
を具備したことを特徴とした固液共存状態金属材料の製造方法。 - 終了工程は、溶融金属の固相率が0.001以上0.1以下となった時点で印加工程による電磁気場の印加を終了する
ことを特徴とした請求項1記載の固液共存状態金属材料の製造方法。 - 金属材料は、金属スラリおよびビレット状のいずれかであることを特徴とした請求項1または2記載の固液共存状態金属材料の製造方法。
- 注湯工程は、溶融金属の注湯時の温度が、この溶融金属の液相線温度より高く、液相線+100℃より低い
ことを特徴とする請求項1ないし3いずれか記載の固液共存状態金属材料の製造方法。 - 固液共存状態の金属材料を2次成形する2次成形工程を具備する
ことを特徴とした請求項1ないし4いずれか記載の固液共存状態金属材料の製造方法。 - 2次成形工程は、ダイカスト、溶湯鍛造、鍛造およびプレス加工のいずれかである
ことを特徴とする請求項5記載の固液共存状態金属材料の製造方法。 - ビレット状の金属材料を2次成形のために固液共存状態に再加熱する再加熱工程を具備した
ことを特徴とする請求項5または6記載の固液共存状態金属材料の製造方法。 - 冷却工程は、溶融金属の固相率が0.1以上0.7以下となるまで冷却する
ことを特徴とする請求項1ないし7いずれか記載の固液共存状態金属材料の製造方法。 - 冷却工程は、溶融金属を0.2℃/sec以上5℃/sec以下の速度で冷却する
ことを特徴とする請求項1ないし8いずれか記載の固液共存状態金属材料の製造方法。 - 冷却工程は、溶融金属を0.2℃/sec以上2℃/sec以下の速度で冷却する
ことを特徴とする請求項1ないし8いずれか記載の固液共存状態金属材料の製造方法。 - 溶融金属は、アルミニウム、アルミニウム合金、マグネシウム、マグネシウム合金、亜鉛、亜鉛合金、銅、銅合金、鉄および鉄合金のいずれかである
ことを特徴とする請求項1ないし10いずれか記載の固液共存状態金属材料の製造方法。 - 請求項3ないし11いずれか記載の固液共存状態金属材料の製造方法により製造された金属材料は、結晶核粒子の分布が均一で粒子組織が球状であり金属スラリおよびビレット状のいずれかである
ことを特徴とした固液共存状態金属材料。 - 粒子の平均粒径が10μm以上60μm以下である
ことを特徴とした請求項12記載の固液共存状態金属材料。
Applications Claiming Priority (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR2002-58163 | 2002-09-25 | ||
| KR20020058163 | 2002-09-25 | ||
| KR20020063162 | 2002-10-16 | ||
| KR2002-63162 | 2002-10-16 | ||
| KR2003-3250 | 2003-01-17 | ||
| KR20030003250 | 2003-01-17 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP3496833B1 JP3496833B1 (ja) | 2004-02-16 |
| JP2004114152A true JP2004114152A (ja) | 2004-04-15 |
Family
ID=31950466
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003027466A Expired - Fee Related JP3496833B1 (ja) | 2002-09-25 | 2003-02-04 | 固液共存状態金属材料の製造方法 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP3496833B1 (ja) |
| KR (7) | KR200320004Y1 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008540129A (ja) * | 2005-05-04 | 2008-11-20 | スターリング エフゲニー | なまこ銑を形成する方法およびなまこ銑 |
| JP4856093B2 (ja) * | 2004-12-10 | 2012-01-18 | マグヌス・ヴェッセン | 液体−固体金属組成物の製造方法および装置 |
Families Citing this family (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR100554093B1 (ko) * | 2004-02-04 | 2006-02-22 | 주식회사 나노캐스트코리아 | 반응고 성형장치 |
| KR101137258B1 (ko) * | 2009-12-07 | 2012-04-23 | 주식회사 큐빅스 | 반응고 제어형 압출장치 |
| KR101272491B1 (ko) * | 2011-05-27 | 2013-06-07 | 경상대학교산학협력단 | 냉각속도제어 다이캐스팅 장치 및 방법 |
| KR200491638Y1 (ko) * | 2018-05-10 | 2020-05-13 | 두산중공업 주식회사 | 인발기 |
| KR102042720B1 (ko) * | 2019-03-21 | 2019-11-08 | 주식회사 세명테크 | 최적화된 공정변수를 이용한 고품질 반응고 슬러리 제조장치 |
| KR102042733B1 (ko) * | 2019-03-21 | 2019-11-08 | 주식회사 세명테크 | 최적화된 공정변수를 통해 제조된 반응고 슬러리를 이용한 부품 성형 시스템 |
| KR102042715B1 (ko) * | 2019-03-19 | 2019-11-08 | 주식회사 세명테크 | 최적화된 공정변수를 이용한 고품질 반응고 슬러리 제조방법 |
| WO2020189913A1 (ko) * | 2019-03-19 | 2020-09-24 | 주식회사 세명테크 | 최적화된 공정변수를 이용한 고품질 반응고 슬러리 제조장치 및 제조방법, 그리고 상기 반응고 슬러리 제조장치를 포함하는 부품 성형장치 |
| KR102203071B1 (ko) * | 2019-08-28 | 2021-01-14 | (주)에스엠하이텍 | 다이캐스팅을 이용한 하이브리드 차량용 배터리 커버 성형 장치 |
| CN111349835B (zh) * | 2020-05-12 | 2021-09-28 | 西南石油大学 | 合金及其制备方法与应用 |
| WO2022211538A1 (ko) * | 2021-04-01 | 2022-10-06 | 주식회사 퓨쳐캐스트 | 전자기 교반모듈을 구비한 세미솔리드 다이캐스팅 장치 |
| CN116562153B (zh) * | 2023-05-12 | 2024-01-16 | 兰州大学 | 一种液态金属热分层特性的计算方法 |
-
2003
- 2003-02-04 JP JP2003027466A patent/JP3496833B1/ja not_active Expired - Fee Related
- 2003-03-04 KR KR20-2003-0006339U patent/KR200320004Y1/ko not_active Expired - Fee Related
- 2003-03-04 KR KR10-2003-0013516A patent/KR100434999B1/ko not_active Expired - Fee Related
- 2003-03-04 KR KR10-2003-0013515A patent/KR100435000B1/ko not_active Expired - Fee Related
- 2003-03-04 KR KR20-2003-0006338U patent/KR200320003Y1/ko not_active Expired - Fee Related
- 2003-03-04 KR KR20-2003-0006337U patent/KR200319469Y1/ko not_active Expired - Fee Related
- 2003-03-04 KR KR10-2003-0013498A patent/KR100432983B1/ko not_active Expired - Lifetime
- 2003-03-04 KR KR10-2003-0013517A patent/KR100445643B1/ko not_active Expired - Fee Related
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4856093B2 (ja) * | 2004-12-10 | 2012-01-18 | マグヌス・ヴェッセン | 液体−固体金属組成物の製造方法および装置 |
| JP2008540129A (ja) * | 2005-05-04 | 2008-11-20 | スターリング エフゲニー | なまこ銑を形成する方法およびなまこ銑 |
| US8459330B2 (en) | 2005-05-04 | 2013-06-11 | Evgenij Sterling | Method for the production of pigs, and pigs |
Also Published As
| Publication number | Publication date |
|---|---|
| KR20040027264A (ko) | 2004-04-01 |
| KR200320003Y1 (ko) | 2003-07-16 |
| KR200319469Y1 (ko) | 2003-07-12 |
| KR20040027263A (ko) | 2004-04-01 |
| KR200320004Y1 (ko) | 2003-07-16 |
| KR100434999B1 (ko) | 2004-06-16 |
| JP3496833B1 (ja) | 2004-02-16 |
| KR100445643B1 (ko) | 2004-08-30 |
| KR100432983B1 (ko) | 2004-05-27 |
| KR100435000B1 (ko) | 2004-06-16 |
| KR20040027265A (ko) | 2004-04-01 |
| KR20040027266A (ko) | 2004-04-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3630327B2 (ja) | 固液共存状態金属スラリの製造装置 | |
| JP3549055B2 (ja) | 固液共存状態金属材料成形用ダイカスト方法、その装置、半凝固成形用ダイカスト方法およびその装置 | |
| JP3549054B2 (ja) | 固液共存状態金属材料の製造方法、その装置、半凝固金属スラリの製造方法およびその装置 | |
| JP2004114152A (ja) | 固液共存状態金属材料の製造方法 | |
| JPH0366985B2 (ja) | ||
| JP3520994B1 (ja) | 固液共存状態金属スラリの製造装置 | |
| CN101804446A (zh) | 一种交变磁场强化过流冷却制备金属半固态浆料的方法及其装置 | |
| CN103162550B (zh) | 一种铸造用金属熔体的处理装置及方法 | |
| Guanglei et al. | Annular electromagnetic stirring—a new method for the production of semi-solid A357 aluminum alloy slurry | |
| JP3511378B1 (ja) | 固液共存状態金属成形用ビレットの製造方法、その装置、半溶融成形用ビレットの製造方法およびその装置 | |
| Jun et al. | Annulus electromagnetic stirring for preparing semisolid A357 aluminum alloy slurry | |
| Gencalp et al. | Effects of low-frequency mechanical vibration and casting temperatures on microstructure of semisolid AlSi8Cu3Fe alloy | |
| JP2004114156A (ja) | 固液共存状態金属材料の製造方法 | |
| JP3978492B2 (ja) | 半凝固金属及び微細球状化された組織を有する金属素材の製造方法 | |
| KR100436116B1 (ko) | 반용융 성형용 빌렛의 제조장치 | |
| Guo et al. | Low superheat pouring with a shear field in rheocasting of aluminum alloys | |
| Zhang et al. | Efficient fabrication of semisolid nondendritic Al alloy slurry with high quality | |
| EP1900455A1 (en) | Semi-solid casting method and charge | |
| EP1322439B1 (en) | Metal alloy compositions and process | |
| Zhao et al. | Preparation of semisolid AlSi7Mg alloy slurry through weak traveling-wave electromagnetic stirring | |
| Zhu et al. | Preparation of Al-Zn-Mg-Cu alloy semisolid slurry through a water-cooled serpentine pouring channel | |
| AU2001294589B2 (en) | Metal alloy compositions and process |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| TRDD | Decision of grant or rejection written | ||
| R150 | Certificate of patent or registration of utility model |
Ref document number: 3496833 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20091128 Year of fee payment: 6 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20091128 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20101128 Year of fee payment: 7 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20101128 Year of fee payment: 7 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111128 Year of fee payment: 8 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111128 Year of fee payment: 8 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313113 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121128 Year of fee payment: 9 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131128 Year of fee payment: 10 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131128 Year of fee payment: 10 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313113 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313114 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |