JP2004124221A - 熱間成形加工後の硬化能に優れた鋼板およびその使用方法 - Google Patents
熱間成形加工後の硬化能に優れた鋼板およびその使用方法 Download PDFInfo
- Publication number
- JP2004124221A JP2004124221A JP2002293236A JP2002293236A JP2004124221A JP 2004124221 A JP2004124221 A JP 2004124221A JP 2002293236 A JP2002293236 A JP 2002293236A JP 2002293236 A JP2002293236 A JP 2002293236A JP 2004124221 A JP2004124221 A JP 2004124221A
- Authority
- JP
- Japan
- Prior art keywords
- less
- steel sheet
- strength
- hot forming
- hardenability
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Landscapes
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
Abstract
【解決手段】質量%で、C:0.10〜0.20%未満、Si:0.01〜1.0%、Mn:0.3〜2.0%、Al:0.01〜0.50%、Ti:0.005〜0.05%、B:0.0005〜0.005%、N:0.001〜0.010%、P:0.03%以下、S:0.02%以下、O:0.015%以下、残部がFeおよび不可避の不純物および/または付随的成分よりなり、(1)式及び(2)式を満足することを特徴とする熱間成形加工後の硬化能に優れた鋼板。
Ti/47.88−N/14.01≧0 ・・・(1)式
(0.06+0.4×%C)×(1+0.64×%Si)×(1+4.1×%Mn)×(1+2.33×%Cr)×(1+3.14×%Mo)×{1+1.5×(0.9−%C)×%B2 }≧1.0 ・・・(2)式
【選択図】 なし
Description
【発明の属する技術分野】
本発明は、自動車部品の構造部材に使用されるような強度が必要とされる部材に関し、特に熱間成形後の硬化能および衝撃特性に優れた鋼板に関するものである。
【0002】
【従来の技術】
地球環境問題に端を発する自動車の燃費向上対策の一つとして車体の軽量化が進められており、自動車に使用される鋼板をできるだけ高強度化することが必要となる。しかし、自動車の軽量化のために一般に鋼板を高強度化していくと伸びやr値が低下し、成形性および形状凍結性が劣化していく。
このような課題を解決するために、温間で成形し、その際の熱を利用して強度上昇を図る技術が、特許文献1に開示されている。この技術では、鋼中成分を適切に制御し、200〜850℃の温度域で保持・成形加工し、この温度域での析出強化を利用して強度を上昇させることを狙っている。
【0003】
また、特許文献2では、プレス成形精度を向上させる目的で温間プレス時での降伏強度を低く、常温での降伏強度を高くする高強度鋼板が提案されている。しかしながら、これらの技術では得られる強度に限度がある可能性がある。
一方、より高強度を得る目的で、成形後に高温のオーステナイト単相域に加熱し、その後の冷却過程で硬質の相に変態させる技術が特許文献3に提案されている。さらに、成形性および焼入れ性に優れた薄鋼板の製造方法が特許文献4に提案されている。
【0004】
【引用文献】
(1)特許文献1 (特開2000−234153号公報)
(2)特許文献2 (特開2000−87183号公報)
(3)特許文献3 (特開2000−38640号公報)
(4)特許文献4 (特開2000−339025号公報)
【0005】
【発明が解決しようとする課題】
このように、これまでに開示されている技術を用い、熱間成形直後に高強度となる熱間プレスに適した鋼板を製造することは困難である。本発明は、上記課題を解決するためになされたものであり、熱間成形後にHv350以上の高い硬度を得ることができる熱間成形後硬化能および衝撃特性に優れた鋼板を提供することを目的とする。
【0006】
【課題を解決するための手段】
本発明の要旨は、
(1)質量%で、C:0.10〜0.20%未満、Si:0.01〜1.0%、Mn:0.3〜2.0%、Al:0.01〜0.50%、Ti:0.005〜0.05%、B:0.0005〜0.005%、N:0.001〜0.010%、P:0.03%以下、S:0.02%以下、O:0.015%以下、残部がFeおよび不可避的不純物および/又は付随的成分よりなり、(1)式及び(2)式を満足することを特徴とする熱間成形加工後の硬化能に優れた鋼板。
Ti/47.88−N/14.01≧0 ・・・(1)式
(0.06+0.4×%C)×(1+0.64×%Si)×(1+4.1×%Mn)×(1+2.33×%Cr)×(1+3.14×%Mo)×{1+1.5×(0.9−%C)×%B2 }≧1.0 ・・・(2)式
【0007】
(2)付随的成分として質量%で、Cr:0.01〜1%、Mo:0.005〜1%の1種あるいは2種を含有することを特徴とする前記(1)に記載の高温成形後硬化能に優れた鋼板。
(3)付随的成分として質量%で、Nb:0.005〜5%、V:0.01〜0.5%の1種あるいは2種を含有することを特徴とする前記(1)または(2)に記載の高温成形後硬化能に優れた鋼板。
【0008】
(4)付随的成分として質量%で、Ni:0.005〜1%、Cu:0.01〜1%の1種あるいは2種を含有することを特徴とする前記(1)〜(3)に記載の高温成形後硬化能に優れた鋼板。
(5)前記(1)〜(4)に記載の鋼板をAc3 変態点以上のオーステナイト領域に加熱後、Ar3 変態点以上の温度で成形加工を開始し、加工と同時に金型で抜熱することにより急速冷却し、マルテンサイト変態させて硬化させることを特徴とする熱間成形加工後の硬化能に優れた鋼板の使用方法にある。
【0009】
【発明の実施の形態】
本発明では、特定の化学組成を有する熱延素材あるいは冷延素材を用いる。また、熱間成形の方法としては、Ac3 変態点以上のオーステナイト領域に加熱後、Ar3 変態点以上の温度で成形加工(例えばプレス加工)を開始し、加工と同時に金型で抜熱することにより急速冷却し、マルテンサイト変態させて硬化させる方法である。
【0010】
次に、鋼板の化学成分について説明する。
Cは、基地中に固溶あるいは炭化物として析出し、鋼の強度を増加させる元素であり、また、セメンタイト、パーライト、ベイナイト、マルテンサイト等の硬質な第2相として析出し、高強度化と一様伸びの向上に寄与する。強度向上のために0.10%以上のCが必要であるが、C含有量が0.20%を超えると、焼入れまま状態での靱性が低下するため、Cは0.10〜0.20%の範囲に規定した。尚、強度と靱性のバランスを考慮すると、好ましい範囲は0.15〜0.20%である。
【0011】
Siは、固溶強化型の合金元素であり、強度を確保するために0.01%のSiが必要であるが、1%を超えると、表面スケールの問題が生じる。このため、Siは0.01〜1%の範囲に規定した。また、鋼板表面にメッキ処理を行う場合は、Siの添加量が多いとメッキ性が劣化するため、上限を0.5%とすることが好ましい。
Mnは、強度および焼入れ性を向上させる元素であり、0.3%未満では焼入れ時の強度を十分に得られず、また、2.0%を超えて添加しても効果が飽和するとともに靱性が劣化するため、Mnは0.3〜2.0%の範囲に規定した。尚、強度と靱性のバランスを考慮すると、好ましい範囲は、0.5〜1.5%である。
【0012】
Alは、溶鋼の脱酸材として使われる必要な元素であり、またNを固定する元素でもあり、その量は結晶粒径や機械的性質に大きな影響を及ぼす。このような効果を有するためには0.01%以上の含有量が必要であるが、0.1%を超えると非金属介在物が多くなり製品に表面疵が発生しやすくなる。このため、Alは0.01〜0.1%の範囲に規定した。
Tiは、B添加による焼入れ性を安定かつ効果的に向上させるために作用するが、0.005%未満およびTi/47.88−N/14.01≧0式を満足しない範囲では効果が期待できず、0.05%超ではTiの窒化物が多く生成して、靱性が劣化する傾向があるため、Tiは0.005〜0.05%の範囲に規定した。
【0013】
Bは、微量添加で鋼材の焼入れ性を大幅に向上させる元素であり、また、粒界強化およびM23(C,B)6 などとして析出強化の効果もある。添加量が0.0005%未満では焼入れ性に効果が期待できず、また、0.005%を超えると粗大なB含有相を生成する傾向があり、また、脆化が起こりやすくなる。このため、Bは0.0005〜0.005%の範囲に規定した。
Nは窒化物または炭窒化物を析出させ、強度を高める重要な元素の一つである。0.001%以上の添加により効果を発揮するが、0.01%を超えると窒化物の粗大化および固溶Nによる時効硬化により、靱性が劣化する傾向がみられる。このため、Nは0.001〜0.01%の範囲に規定した。
【0014】
Pは、溶接割れ性および靱性に悪影響を及ぼす元素であるため、Pは0.03%以下に規制した。なお、好ましくは、0.02%以下である。
Sは、鋼中の非金属介在物に影響し、加工性を劣化させるとともに、靱性劣化,異方性および再熱割れ感受性の増大の原因となる。このため、Sは0.02%以下に規定した。なお、好ましくは、0.01%以下である。
Oは、靱性に悪影響を及ぼす酸化物の生成の原因となるとともに、疲労破壊の起点となる酸化物を生成するため、上限を0.015%に規定した。
【0015】
これらに加えて、以下の目的で下記付随的成分を添加することができる。
Crは、焼入れ性を向上させる元素であり、またマトリックス中へM23C6 型炭化物を析出させる効果を有し、強度を高めるとともに、炭化物を微細化する作用を有する。0.01%未満ではこれらの効果が十分期待できにくく、また、1%を超えると降伏強度が過度に上昇する傾向であるため、Crは0.01〜1%の範囲が望ましい。より好ましくは0.05〜1%である。
Moは、焼入れ性を向上させる元素であり、また固溶強化をもたらす元素であるとともに、マトリックス中のM23C6 型炭化物を安定化させる元素である。0.005%未満ではこの効果が十分期待できにくく、1%を超えると降伏強度が過度に上昇し、また靱性を劣化させる傾向であるため、Moは0.005〜1%の範囲が好ましい。
【0016】
Nbは、炭窒化物を形成し、強度を向上させる元素であるが、0.5%を超えて添加すると、降伏強度の上昇が過度に大きくなる傾向である。0.005%未満では強度向上の効果が発揮されにくいため、Nbは0.005〜0.5%の範囲が好ましい。
Vは、炭窒化物を形成し、強度を向上させる元素であるが、0.5%を超えて添加すると、降伏強度の上昇が過度に大きくなる傾向である。0.01%未満では強度向上の効果が発揮されにくいため、Vは0.01〜0.5%の範囲が好ましい。
【0017】
Niは、強度および靱性を向上させる元素であるが、1%を超えて添加すると、降伏強度の上昇が過度に大きくなる傾向である。0.005%未満では強度および靱性の向上効果が発揮されにくいため、Niは0.005〜1%の範囲が望ましい。より望ましくは0.01〜1%である。
Cuは、強度を向上させる元素であるが、1%を超えて添加すると、降伏強度の上昇が過度に大きくなる傾向である。0.01%未満では強度向上の効果が発揮されにくいため、Cuは0.01〜1%の範囲が好ましい。
【0018】
尚、上記の付随的成分は例であって、付随的成分は上記に限定されるものではない。
下式にしたがう値は、熱間成形後の硬さに影響し、その値が1.0未満では必要硬さが得られないため、その下限を1.0に規定した。
(0.06+0.4×%C)×(1+0.64×%Si)×(1+4.1× %Mn)×(1+2.33×%Cr)×(1+3.14×%Mo)×{1+1.5×(0.9−%C)×%B2 }≧1.0
【0019】
次に、熱間成形方法について説明する。
マルテンサイト変態させるためには、加熱時にオーステナイト組織になっている必要があるため、熱間成形前の加熱温度をオーステナイト領域となるAc3 変態点以上とした。熱間成形前の加熱方法は、炉加熱、誘導加熱、通電加熱等のいずれの加熱方法でもよいが、成形対象部分がほぼ均一な温度となっていることが望ましい。また、熱間成形開始温度がAr3 変態点よりも低くなると、フェライト相が出現するため、マルテンサイト変態後の強度が低下する。このため、熱間成形開始温度はAr3 変態点以上とすることが好ましい。
【0020】
【実施例】
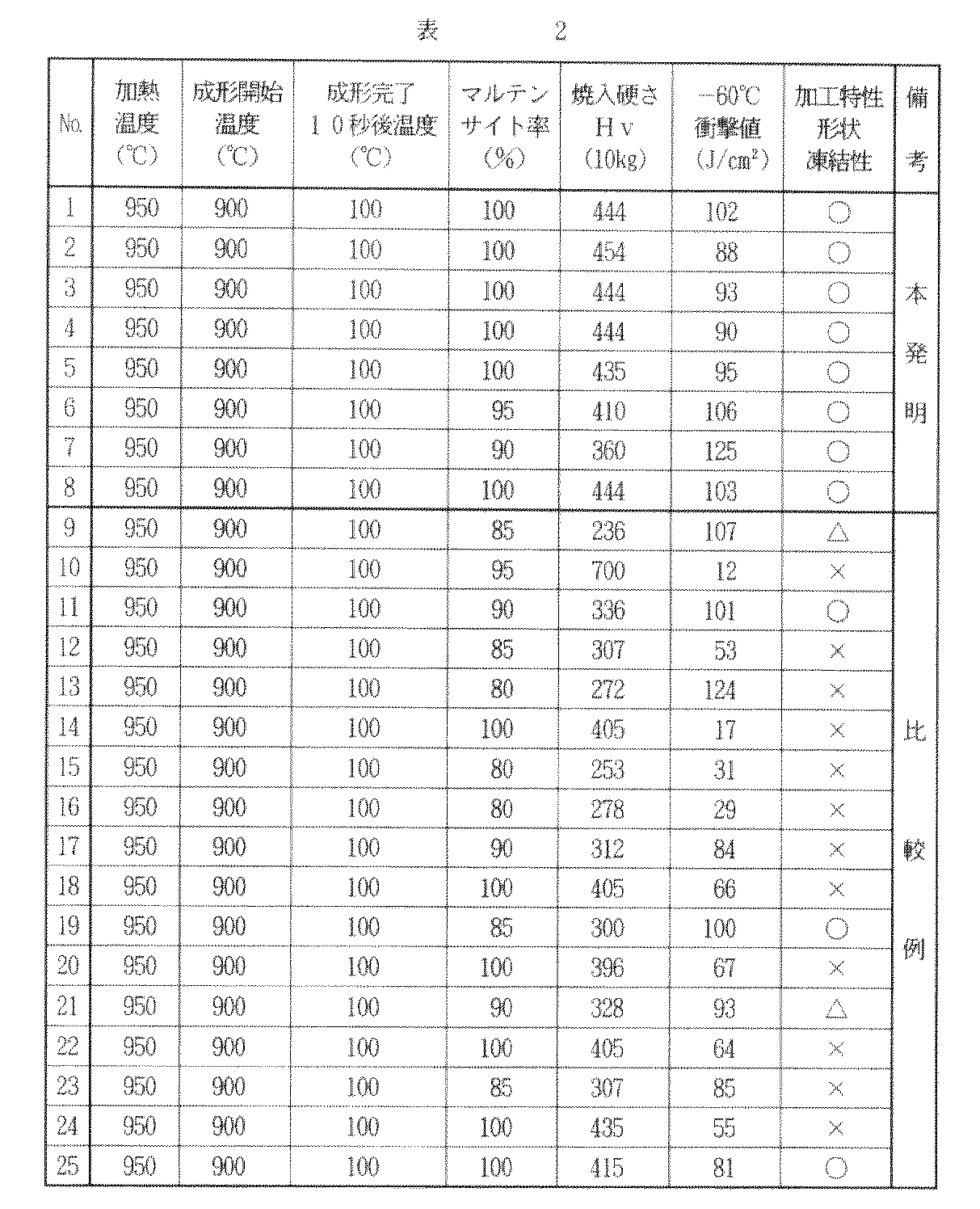
表1の組成をもつ各種鋼スラブに鋳造した。これらのスラブを1200℃に加熱し、熱間圧延にて仕上温度850℃、巻取温度600℃で板厚4mmの熱延鋼板とした。また、一部の熱延鋼板を冷間圧延により板厚1.2mmの冷延鋼板とした。炉加熱によりAc3 点以上である950℃のオーステナイト領域に加熱した後、Ac3 点以上である900℃から水冷式金型を有するプレス機にてハットフォーム成形加工を行った。成形時間を約1秒とし、成形完了10秒間はプレス金型をそのままの状態にして金型による冷却を行った。また、10秒後の鋼板温度を測定した。成形された鋼板について、冷延鋼板の圧延方向に垂直な断面をビッカース硬度計にて硬度測定を実施し、更に光学顕微鏡にて金属組織を観察し、マルテンサイト率を測定した。また更に、板厚4mmの熱延鋼板を炉加熱によりAc3 点以上である950℃のオーステナイト領域に加熱した後、900℃から水冷した素材を用いて衝撃試験を実施した。その結果を表2に示す。
【0021】
【表1】
【表2】
表2に示した本発明例No.1〜8は、マルテンサイト率を90%以上とすることで熱間成形後の硬さがHv350以上、−60℃の衝撃値が90J/cm2 以上あり、形状凍結性も良く、自動車の構造部材として必要な特性を満足している。それに比較し、本発明の範囲を外れた比較例では、焼入れ硬さ、衝撃値および形状凍結性が劣化している。
【0024】
比較例No.16,19,21,24は、式Ti/47.88−N/14.01≧0を満足していないため、焼入れ性が不足し、焼入れ硬さを満足していない例である。
比較例No.9,11,13,14,15,17,18,19,20,21,22,25は、式(0.06+0.4×%C)×(1+0.64×%Si)×(1+4.1×%Mn)×(1+2.33×%Cr)×(1+3.14×%Mo)×{1+1.5×(0.9−%C)×%B2 }≧1.0を満足していないため、焼入れ性が不足し、焼入れ硬さを満足していない例である。
【0025】
比較例No.9は、C量が規定値より少ないために、焼入れ硬さを満足していない例であり、比較例No.10は、C量が規定値を超えているために靱性が低下した例である。
比較例No.11は、Si量が規定値より少ないために、焼入れ硬さを満足していない例であり、比較例No.12は、Si量が規定値を超えているために、衝撃値が低下した例である。
比較例No.13は、Mn量が規定値より少ないために焼入れ硬さを満足していない例であり、比較例No.14は、Mn量が規定値を超えているために、衝撃値が低下した例である。
【0026】
比較例No.15はP量が、比較例No.16はS量が、それぞれ規定値を超えているために、衝撃値が劣化した例であり、
比較例No.17は、Al量が規定値より少ないために脱酸が不十分で靱性が低下した例であり、比較例No.18は、Al量が規定値を超えているために、非金属介在物が多くなり衝撃値が低下した例である。
比較例No.19は、Ti量が規定値より少ないためにNを固定することができずにBによる焼入れ性が低下した例であり、比較例No.20は、Ti量が規定値を超えているために、Tiの窒化物が多く生成し衝撃値が低下した例である。
【0027】
比較例No.21は、B量が規定値より少ないために焼入れ性が低下した例であり、比較例No.22は、B量が規定値を超えているために、粗大なB含有相を生成し衝撃値が低下した例である。
比較例No.23は、N量が規定値より少ないために焼入れ硬さがが低下した例であり、比較例No.24は、Nが量規定値を超えているために、窒化物の粗大化および固溶窒素による時効硬化により衝撃値が低下した例である。
また、比較例No.20は、O量が規定値を超えているために酸化物が多く生成し、衝撃特性が劣化した例である。
【0028】
【発明の効果】
本発明鋼は、自動車部品の構造部材に使用され、熱間成形後の硬化能が高く高強度となる鋼板であり、また衝撃特性および形状凍結性にも優れており、加工工程の省略化に貢献することが可能である。
Claims (5)
- 質量%で、
C :0.10〜0.20%未満、
Si:0.01〜1.0%、
Mn:0.3〜2.0%、
Al:0.01〜0.50%、
Ti:0.005〜0.05%、
B :0.0005〜0.005%、
N :0.001〜0.010%、
P :0.03%以下、
S :0.02%以下、
O :0.0015%以下、
残部がFeおよび不可避的不純物および/又は付随的成分よりなり、(1)式及び(2)式を満足することを特徴とする熱間成形加工後の硬化能に優れた鋼板。
Ti/47.88−N/14.01≧0 ・・・(1)式
(0.06+0.4×%C)×(1+0.64×%Si)×(1+4.1×%Mn)×(1+2.33×%Cr)×(1+3.14×%Mo)×{1+1.5×(0.9−%C)×%B2 }≧1.0 ・・・(2)式 - 付随的成分として質量%で、Cr:0.01〜1%、Mo:0.005〜1%の1種あるいは2種を含有することを特徴とする請求項1に記載の高温成形後硬化能に優れた鋼板。
- 付随的成分として質量%で、Nb:0.005〜0.5%、V:0.01〜0.5%の1種あるいは2種を含有することを特徴とする請求項1または請求項2に記載の高温成形後硬化能に優れた鋼板。
- 付随的成分として質量%で、Ni:0.005〜1%、Cu:0.01〜1%の1種あるいは2種を含有することを特徴とする請求項1から請求項3に記載の高温成形後硬化能に優れた鋼板。
- 請求項1から請求項4に記載の鋼板をAc3 変態点以上のオーステナイト領域に加熱後、Ar3 変態点以上の温度で成形加工を開始し、加工と同時に金型で抜熱することにより急速冷却し、マルテンサイト変態させて硬化させることを特徴とする熱間成形加工後の硬化能に優れた鋼板の使用方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002293236A JP3896061B2 (ja) | 2002-10-07 | 2002-10-07 | 熱間成形加工後の硬化能に優れた鋼板およびその使用方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002293236A JP3896061B2 (ja) | 2002-10-07 | 2002-10-07 | 熱間成形加工後の硬化能に優れた鋼板およびその使用方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2004124221A true JP2004124221A (ja) | 2004-04-22 |
| JP3896061B2 JP3896061B2 (ja) | 2007-03-22 |
Family
ID=32284208
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002293236A Expired - Fee Related JP3896061B2 (ja) | 2002-10-07 | 2002-10-07 | 熱間成形加工後の硬化能に優れた鋼板およびその使用方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3896061B2 (ja) |
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005329449A (ja) * | 2004-05-21 | 2005-12-02 | Kobe Steel Ltd | 温熱間成形品の製造方法および成形品 |
| WO2006006742A1 (ja) * | 2004-07-15 | 2006-01-19 | Nippon Steel Corporation | 鋼板を使用した高強度部材の熱間プレス方法および熱間プレス部品 |
| WO2006030971A1 (ja) | 2004-09-15 | 2006-03-23 | Nippon Steel Corporation | 高強度部品およびその製造方法 |
| JP2006082099A (ja) * | 2004-09-15 | 2006-03-30 | Nippon Steel Corp | 高強度部品の製造方法および高強度部品 |
| JP2006110713A (ja) * | 2004-09-15 | 2006-04-27 | Nippon Steel Corp | 高強度部品の製造方法および高強度部品 |
| JP2006265583A (ja) * | 2005-03-22 | 2006-10-05 | Sumitomo Metal Ind Ltd | 熱間プレス用熱延鋼板およびその製造方法ならびに熱間プレス成形部材の製造方法 |
| WO2006109490A1 (ja) * | 2005-03-31 | 2006-10-19 | Kabushiki Kaisha Kobe Seiko Sho | 熱間成形鋼製品の製造方法 |
| JP2008169452A (ja) * | 2007-01-15 | 2008-07-24 | Nippon Steel Corp | 熱間プレス用鋼板 |
| CN100471595C (zh) * | 2004-07-15 | 2009-03-25 | 新日本制铁株式会社 | 使用钢板的高强度部件的热压方法和热压部件 |
| JP2011074497A (ja) * | 2004-11-30 | 2011-04-14 | Jfe Steel Corp | 薄鋼板 |
| WO2012043837A1 (ja) * | 2010-09-30 | 2012-04-05 | 株式会社神戸製鋼所 | プレス成形品およびその製造方法 |
| CN110945148A (zh) * | 2017-07-25 | 2020-03-31 | 塔塔钢铁艾默伊登有限责任公司 | 用于制备热成形零件的钢带材、片材或坯料,零件,和用于将坯料热成形为零件的方法 |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5825413B1 (ja) * | 2014-04-23 | 2015-12-02 | Jfeスチール株式会社 | 熱間プレス成形品の製造方法 |
| JP6152836B2 (ja) * | 2014-09-25 | 2017-06-28 | Jfeスチール株式会社 | 熱間プレス成形品の製造方法 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61139646A (ja) * | 1984-12-12 | 1986-06-26 | Nippon Steel Corp | 熱間鍛造用非調質棒鋼 |
| JPH09118952A (ja) * | 1995-10-20 | 1997-05-06 | Kobe Steel Ltd | 降伏比の低い高強度熱延鋼板部材 |
| JPH09143612A (ja) * | 1995-11-21 | 1997-06-03 | Kobe Steel Ltd | 降伏比の低い高強度熱延鋼板部材 |
| JPH10265841A (ja) * | 1997-03-25 | 1998-10-06 | Aichi Steel Works Ltd | 高強度冷間鍛造部品の製造方法 |
| JP2003147499A (ja) * | 2001-11-07 | 2003-05-21 | Sumitomo Metal Ind Ltd | 熱間プレス用鋼板およびその製造方法 |
| JP2004197213A (ja) * | 2002-07-12 | 2004-07-15 | Nippon Steel Corp | 高温成形後硬化能に優れた熱間成形加工用鋼板 |
-
2002
- 2002-10-07 JP JP2002293236A patent/JP3896061B2/ja not_active Expired - Fee Related
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61139646A (ja) * | 1984-12-12 | 1986-06-26 | Nippon Steel Corp | 熱間鍛造用非調質棒鋼 |
| JPH09118952A (ja) * | 1995-10-20 | 1997-05-06 | Kobe Steel Ltd | 降伏比の低い高強度熱延鋼板部材 |
| JPH09143612A (ja) * | 1995-11-21 | 1997-06-03 | Kobe Steel Ltd | 降伏比の低い高強度熱延鋼板部材 |
| JPH10265841A (ja) * | 1997-03-25 | 1998-10-06 | Aichi Steel Works Ltd | 高強度冷間鍛造部品の製造方法 |
| JP2003147499A (ja) * | 2001-11-07 | 2003-05-21 | Sumitomo Metal Ind Ltd | 熱間プレス用鋼板およびその製造方法 |
| JP2004197213A (ja) * | 2002-07-12 | 2004-07-15 | Nippon Steel Corp | 高温成形後硬化能に優れた熱間成形加工用鋼板 |
Cited By (28)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005329449A (ja) * | 2004-05-21 | 2005-12-02 | Kobe Steel Ltd | 温熱間成形品の製造方法および成形品 |
| WO2006006742A1 (ja) * | 2004-07-15 | 2006-01-19 | Nippon Steel Corporation | 鋼板を使用した高強度部材の熱間プレス方法および熱間プレス部品 |
| JP2006051543A (ja) * | 2004-07-15 | 2006-02-23 | Nippon Steel Corp | 冷延、熱延鋼板もしくはAl系、Zn系めっき鋼板を使用した高強度自動車部材の熱間プレス方法および熱間プレス部品 |
| US7867344B2 (en) | 2004-07-15 | 2011-01-11 | Nippon Steel Corporation | Hot pressing method for high strength member using steel sheet and hot pressed parts |
| CN100471595C (zh) * | 2004-07-15 | 2009-03-25 | 新日本制铁株式会社 | 使用钢板的高强度部件的热压方法和热压部件 |
| KR100854114B1 (ko) * | 2004-07-15 | 2008-08-26 | 신닛뽄세이테쯔 카부시키카이샤 | 강판을 사용한 고강도 부재의 열간 프레스 방법 및 열간프레스 부품 |
| KR101136142B1 (ko) * | 2004-09-15 | 2012-04-17 | 신닛뽄세이테쯔 카부시키카이샤 | 고강도 부품 제조 방법 |
| EP2266722A1 (en) * | 2004-09-15 | 2010-12-29 | Nippon Steel Corporation | High strength part and method of production of the same |
| KR101136560B1 (ko) * | 2004-09-15 | 2012-04-17 | 신닛뽄세이테쯔 카부시키카이샤 | 고강도 부품 제조 방법 |
| JP2006110713A (ja) * | 2004-09-15 | 2006-04-27 | Nippon Steel Corp | 高強度部品の製造方法および高強度部品 |
| JP2006082099A (ja) * | 2004-09-15 | 2006-03-30 | Nippon Steel Corp | 高強度部品の製造方法および高強度部品 |
| CN100574921C (zh) * | 2004-09-15 | 2009-12-30 | 新日本制铁株式会社 | 高强度部件及其制造方法 |
| WO2006030971A1 (ja) | 2004-09-15 | 2006-03-23 | Nippon Steel Corporation | 高強度部品およびその製造方法 |
| US7842142B1 (en) | 2004-09-15 | 2010-11-30 | Nippon Steel Corporation | High strength part and method for producing the same |
| JP2011074497A (ja) * | 2004-11-30 | 2011-04-14 | Jfe Steel Corp | 薄鋼板 |
| JP2006265583A (ja) * | 2005-03-22 | 2006-10-05 | Sumitomo Metal Ind Ltd | 熱間プレス用熱延鋼板およびその製造方法ならびに熱間プレス成形部材の製造方法 |
| WO2006109490A1 (ja) * | 2005-03-31 | 2006-10-19 | Kabushiki Kaisha Kobe Seiko Sho | 熱間成形鋼製品の製造方法 |
| GB2437955B (en) * | 2005-03-31 | 2010-06-16 | Kobe Steel Ltd | Method of manufacturing hot-formed steel product |
| KR100961022B1 (ko) | 2005-03-31 | 2010-06-01 | 가부시키가이샤 고베 세이코쇼 | 열간 성형강 제품의 제조 방법 |
| GB2437955A (en) * | 2005-03-31 | 2007-11-14 | Kobe Steel Ltd | Method for producing hot-formed steel product |
| CN101107369B (zh) * | 2005-03-31 | 2013-09-11 | 株式会社神户制钢所 | 热成形钢制品的制造方法 |
| JP2008169452A (ja) * | 2007-01-15 | 2008-07-24 | Nippon Steel Corp | 熱間プレス用鋼板 |
| WO2012043837A1 (ja) * | 2010-09-30 | 2012-04-05 | 株式会社神戸製鋼所 | プレス成形品およびその製造方法 |
| CN103140304A (zh) * | 2010-09-30 | 2013-06-05 | 株式会社神户制钢所 | 冲压成形品及其制造方法 |
| CN103140304B (zh) * | 2010-09-30 | 2015-08-19 | 株式会社神户制钢所 | 冲压成形品及其制造方法 |
| US9315876B2 (en) | 2010-09-30 | 2016-04-19 | Kobe Steel, Ltd. | Press-formed product and method for producing same |
| CN110945148A (zh) * | 2017-07-25 | 2020-03-31 | 塔塔钢铁艾默伊登有限责任公司 | 用于制备热成形零件的钢带材、片材或坯料,零件,和用于将坯料热成形为零件的方法 |
| CN110945148B (zh) * | 2017-07-25 | 2023-01-24 | 塔塔钢铁艾默伊登有限责任公司 | 用于制备热成形零件的钢带材、片材或坯料,零件,和用于将坯料热成形为零件的方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP3896061B2 (ja) | 2007-03-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5206244B2 (ja) | 冷延鋼板 | |
| JP5257062B2 (ja) | 靭性及び耐水素脆化特性に優れた高強度ホットスタンピング成形品及びその製造方法 | |
| CN103108974B (zh) | 韧性优良的高强度热轧钢板及其制造方法 | |
| JP5521818B2 (ja) | 鋼材およびその製造方法 | |
| JP4575799B2 (ja) | 成形性に優れたホットプレス高強度鋼製部材の製造方法 | |
| JP5835622B2 (ja) | 熱間プレス鋼板部材およびその製造方法ならびに熱間プレス用鋼板 | |
| JP7547392B2 (ja) | 冷間圧延マルテンサイト鋼及びその冷間圧延マルテンサイト鋼の製造方法 | |
| JP5126844B2 (ja) | 熱間プレス用鋼板およびその製造方法ならびに熱間プレス鋼板部材の製造方法 | |
| CN108431280B (zh) | 高屈服比型高强度冷轧钢板及其制造方法 | |
| CN104364407B (zh) | 强度和延展性的偏差小的高强度冷轧钢板及其制造方法 | |
| JP3896061B2 (ja) | 熱間成形加工後の硬化能に優れた鋼板およびその使用方法 | |
| CN114761584B (zh) | 经热处理的冷轧钢板及其制造方法 | |
| CN108315637B (zh) | 高碳热轧钢板及其制造方法 | |
| JP4528137B2 (ja) | 穴拡げ性に優れた高強度高延性薄鋼板の製造方法 | |
| JP5729213B2 (ja) | 熱間プレス部材の製造方法 | |
| JP3899680B2 (ja) | 塗装焼付硬化型高張力鋼板およびその製造方法 | |
| JP4094473B2 (ja) | 高温成形後硬化能に優れた熱間成形加工用鋼板およびその使用方法 | |
| JP3993831B2 (ja) | 熱間成形加工後の硬化能および衝撃特性に優れた鋼板およびその使用方法 | |
| JP2025528251A (ja) | 120キロ級冷間圧延低合金焼鈍二相鋼およびその製造方法 | |
| CN110172636A (zh) | 一种低碳热成形钢及其制备方法 | |
| JP3738003B2 (ja) | 冷間加工性と浸炭時の粗大粒防止特性に優れた肌焼用鋼材およびその製造方法 | |
| CN117660831A (zh) | 一种双相钢及其制造方法 | |
| CN111363901A (zh) | 一种高表面质量的铁素体马氏体热轧双相钢及其制造方法 | |
| JP5228963B2 (ja) | 冷延鋼板およびその製造方法 | |
| JP4061213B2 (ja) | 熱間成形加工用鋼板 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20040902 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20060424 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20061003 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20061109 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20061212 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20061215 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 3896061 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20101222 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20101222 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111222 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111222 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121222 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121222 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131222 Year of fee payment: 7 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131222 Year of fee payment: 7 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131222 Year of fee payment: 7 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| LAPS | Cancellation because of no payment of annual fees |