JP2004137516A - 粉末の塗布装置および型内潤滑圧粉成形装置 - Google Patents
粉末の塗布装置および型内潤滑圧粉成形装置 Download PDFInfo
- Publication number
- JP2004137516A JP2004137516A JP2002300803A JP2002300803A JP2004137516A JP 2004137516 A JP2004137516 A JP 2004137516A JP 2002300803 A JP2002300803 A JP 2002300803A JP 2002300803 A JP2002300803 A JP 2002300803A JP 2004137516 A JP2004137516 A JP 2004137516A
- Authority
- JP
- Japan
- Prior art keywords
- powder
- mold
- charged voltage
- lubricant
- compacting
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B15/00—Details of, or accessories for, presses; Auxiliary measures in connection with pressing
- B30B15/0005—Details of, or accessories for, presses; Auxiliary measures in connection with pressing for briquetting presses
- B30B15/0011—Details of, or accessories for, presses; Auxiliary measures in connection with pressing for briquetting presses lubricating means
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Powder Metallurgy (AREA)
Abstract
【解決手段】定量切出し装置から切り出されてくる粉末を気流輸送する輸送管路に、該粉末を摩擦帯電させる帯電部を設け、該帯電部で粉末に与えられた帯電圧を検知すると共に、その信号を自動検知・制御装置に伝え、該検知・制御装置によって検知される帯電圧が、予め設定された帯電圧範囲を外れた時は、該帯電圧の異常を検知してアラーム装置を作動させ、更には定量切出し装置などを自動停止させる自動検知・制御機構を組み込む。
【選択図】 図1
Description
【発明の属する技術分野】
本発明は、粉末の塗布装置と該装置を備えた粉末冶金用の型内潤滑圧粉成形装置に関し、特に、所定量の粉末を安定して効率よく確実に供給して塗布し得るように工夫された塗布装置と、該装置を粉末冶金用型内潤滑剤の塗布に応用した圧粉成形装置に関するものである。
【0002】
なお本発明は、特に、型内潤滑法を採用して粉末冶金用金属粉末を圧粉成形する際に、粉末状の型内潤滑剤を金型内面に塗布する際の間欠塗布装置として有効に活用できるので、以下、こうした粉末状型内潤滑剤の間欠塗布を主体にして説明する。しかし、本発明はもとよりこの様な用途に限定されるものではなく、所定量の粉末を精度よく供給して塗布する必要が求められる用途には全て有効に適用できる。
【0003】
【従来の技術】
粉末冶金用の金属粉末を金型で圧粉成形する際には、圧粉成形を円滑に遂行するため、通常は金属粉末に適量の潤滑剤を混合し、金属粉同士および金属粉と金型内面間の潤滑性を高める方法が採用される。しかし、潤滑が最も必要となる部分は金属粉と金型内面との接触部であり、内部の潤滑剤が果たす役割は相対的に小さい。
【0004】
他方、金属粉末中に混入される潤滑剤は、不純物となって圧粉成形体の密度や強度を下げる原因になり、更には焼結時の脱ロウにも時間を要するので、少なく抑えることが望まれる。この様な理由から、最近では金属粉末内に配合する内部潤滑剤の量を極力低減し、金型内面に型内潤滑剤を塗布して圧粉成形を行う型内潤滑成形法が普及してきている。
【0005】
また型内潤滑剤を金型内面に塗布する方法としては、液状潤滑剤やスラリー状潤滑剤の場合、刷毛塗りやスプレー塗布などが採用され、ステアリン酸の如き高級脂肪酸の塩やエステル等の如く常温で固形の潤滑剤を使用する場合は、これを粉末状とし、静電付着法によって金型内面に均一に付着させる方法が汎用されている。
【0006】
静電付着法によって型内潤滑剤の塗布を行う場合、例えば3〜30回/分といった非常に短いサイクルで繰り返し行われる圧粉成形周期に合わせて、金型内面への粉末状潤滑剤の塗布を精度よく行うことは困難であり、ともすれば潤滑剤の付着量が変動して成形不良を起こすことがある。そのため、圧粉成形周期に応じて、必要十分量の潤滑剤を確実に定量供給し金型内面に均一に塗布せしめ得るような技術を確立する必要がある。
【0007】
こうした状況の下で例えば特許文献1には、粉末循環流路を用いた型内潤滑剤塗布装置が提案されている。この装置では、粉状潤滑剤を循環流路内で連続的に循環させつつ、潤滑剤塗布時には一定時間だけ流路を切換えて被塗装部位へ噴霧供給する方式が採用されている。
【0008】
ところがこの方式は、基本的に定量切出しを行う方式ではないので、1回毎の噴霧供給量の確認が困難であるばかりでなく、噴霧供給量を常に一定に維持できるわけではない。即ちこの方式では、粉末を気流(キャリアガス)と共に常時循環させておくため、該循環過程で粉末の一部が循環ラインの管壁面に付着したり、付着堆積した粉末はある時期に脱落して流路内へ混入することがあり、循環流路内の粉末濃度はかなり変動する。しかも、循環時における粉末同士の接触や管路内面との摩擦で生じる静電気によって粉末がブロッキングを起こすこともあり、これらが相俟って流路内を循環する粉末の濃度や粒径はかなり変動するので、金型塗布面へ供給される粉末潤滑剤の供給量はかなり変動する。そのため、間欠供給工程で、型内潤滑剤が供給不足になったり或いは過剰供給になることがあり、ひいては圧粉成形自体の安定操業に悪影響を及ぼす。
【0009】
他方、粉末塗料の塗装分野では、粉末塗料を定量切出ししつつ気流輸送によって噴霧ノズル部へ送り、所定量の粉末塗料を安定して連続的に定量供給し得る様に改善された装置が種々提案されている。例えば特許文献2には、粉末塗装用のスクリュータイプの定量切出し装置が開示されている。そして、切出し部のスクリューを減速モータに直結し、該モータの駆動時間分だけスクリューを回転させることによって定量切出しが行えるように工夫されている。
【0010】
ところが粉末塗装装置は、一般的に数分〜数十分といった連続塗装を前提としているため、0.1秒前後の間欠塗布周期で繰り返し行われる粉末冶金用圧粉成形装置には適用し難い。特に上記粉末塗装装置では、定常噴霧供給状態に達した後の粉末送給量はほぼ一定に保たれるが、定量切出し用スクリューの駆動源である駆動モータの立ち上り時の粉末送給量は不安定でかなりの変動が避けられず、且つ、立ち上り時間だけでも秒単位の時間がかかるため、例えば0.1秒〜数秒といった短周期で繰り返される粉末冶金用型内潤滑剤の間欠供給に適用することは実質的に不可能である。
【0011】
更に特許文献3には、スクリュータイプの供給装置を用いて定量切出しを行うに際し、複数の電磁バルブを用いた制御運転を行うことによって、供給される粉末の噴霧ダレを防止する方法が開示されている。しかしこの方法も、基本的には粉末を循環させながら複数の電磁バルブの切換えによって粉末の間欠供給を行うものであり、前述した循環に由来する問題はそのまま留保されており、且つ例えば数秒以下といった短サイクルでの安定した定量間欠供給に対応することはできない。
【0012】
更にそれら何れの方法でも、所定量の粉末が噴霧ノズル方向へ確実に送給されたかどうかを自動的に検知する機構、送給量異常が生じた時にその異常を自動的に報知する機構、更には、当該送給量異常を関連機器の駆動停止等に関連付ける自動制御機構までは付属されておらず、例えば粉末冶金用圧粉成形などで何らかのトラブルにより型内潤滑用の粉末潤滑剤が適正量供給されていない事態が生じると、圧粉成形金型内で焼付きが発生し、圧粉成形体の品質が損なわれる他、金型やプレス装置の破損に繋がる。
【0013】
【特許文献1】
特開2001−220602号公報
【特許文献2】
特開平8−290096号公報
【特許文献3】
特開2001−29848号公報
【0014】
【発明が解決しようとする課題】
本発明は上記の様な事情に着目してなされたものであって、その目的は、例えば粉末冶金用型内潤滑成形などを行う際に、型内潤滑剤などの粉末を金型内へ間欠的に供給する様な場合でも、所定量の粉末を安定して確実に定量供給することができ、仮に送給量異常が生じた時はその異常を直ちに報知し、あるいは更に、当該送給量異常を自動的に検知して関連機器の駆動を自動停止させる自動制御機構を組み込むことによって、異常状態で継続操業される事態を防止し得るような塗布装置を提供し、併せて、該塗布装置の備えた特長を粉末冶金用の型内潤滑に有効に活用した圧粉成形装置を提供することにある。
【0015】
【課題を解決するための手段】
上記課題を解決することのできた本発明にかかる粉末の塗布装置とは、粉末供給部、該粉末供給部に接続した定量切出し装置、該定量切出し装置から切り出された粉末を気流輸送する輸送管路、該粉末を被塗布部へ噴霧供給するノズルを有し、前記気流輸送管路及び/又は噴霧供給ノズルには、前記粉末を摩擦帯電させる帯電部が設けられると共に、該帯電部で粉末に与えられた帯電圧を検知する検知装置を有する他、該検知装置に付帯して制御装置およびアラーム装置を備え、該検知装置によって検知される帯電圧が前記制御装置に予め入力された設定帯電圧範囲を外れた時は、該帯電圧の異常を検知してアラーム装置を作動させ、及び/又は定量切出し装置を停止させる制御機構を備えているところに要旨が存在する。
【0016】
本発明の塗布装置においては、上記定量切出し装置を間欠駆動タイプとし、粉体を被塗布部へ間欠的に供給し得る様にしておけば、粉体の定量的な間欠供給を短い周期で効率よく行うことができ、よってこの様な装置は、粉末冶金用粉末を圧粉成形する際に、金型内面への型内潤滑剤の間欠塗布に有効に活用できる。
【0017】
従って、上記の如く粉末を定量的、且つ間欠的に送給して塗布する装置を圧粉成形用金型装置に接続し、該金型装置の圧粉成形周期に合わせて、粉末潤滑剤の定量切出し装置を間欠駆動させ、噴霧供給ノズルから金型内面へ粉末潤滑剤を間欠供給する制御機構を設ければ、本発明の他の実施態様である型内潤滑圧粉成形装置となる。そして、上記検知装置により検知される帯電圧が、制御装置に予め入力された設定帯電圧範囲を外れた時は、該帯電圧の異常を検知して圧粉成形用金型装置の作動を停止させる機構を設けておけば、型内潤滑剤の供給不良に由来する圧粉成形異常を未然に防止することのできる型内潤滑圧粉成形装置を提供でき、これも本発明の好ましい実施形態として推奨される。
【0018】
即ち前記帯電部を、前記気流輸送管路に設けられて摩擦帯電により粉末を帯電させる構成とし、該帯電部で与えられた帯電圧を検知する検知装置によって帯電圧を検知可能にし、更には、該検知装置に付帯して制御装置を設け、該検知装置で検知される帯電圧が、制御装置に予め入力された設定帯電圧範囲を外れた時は、該帯電圧の異常を検知してアラーム装置を作動させる機構を設けておけば、粉末の定量送給異常を作業者が即座に知ることができ、また上記制御装置に、上記帯電圧の異常を検知すると同時に前記粉体の定量切出し装置を停止させる制御機構、あるいは更に圧粉成形金型装置を停止させる自動停止機構を設けておけば、粉末送給量の異常によって引き起される問題、例えば、型潤滑不足に起因する圧粉成形不良や焼付き事故を未然に防止できるので好ましい。
【0019】
【発明の実施の形態および実施例】
上記の様に本発明は、粉末を定量切出しして気流輸送し噴霧供給ノズルから被塗布部へ送給する際に、該気流輸送管路及び/又は噴霧供給ノズルに粉末を摩擦帯電させる帯電部を設け、該帯電部で粉末に与えられた帯電圧を検知することによって送給量を常時検知しておき、送給量異常が生じた時は、その異常を検知してアラーム装置を作動させ、及び/又は定量切出し装置を停止させる制御機構を配備せしめたところに基本的特徴を有するもので、供給される粉末の種類は特に制限されないが、本発明の前記特徴が最も有効に活かされるのは、型内潤滑法を採用して粉末冶金のための圧粉成形を行う際に、金型への型内潤滑剤の間欠供給を自動的に行う場合であるから、以下も当該型内潤滑圧粉成形法を主体に、代表例を示す図面を参照しつつ本発明をより具体的に説明していく。
【0020】
しかし、本発明はもとより下記図示例によって制限されるものではなく、前・後記の趣旨に適合し得る範囲で適当に変更を加えて実施することも可能であり、それらはいずれも本発明の技術的範囲に包含される。
【0021】
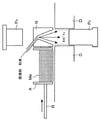
図1は、本発明の一実施例を示す概略説明図であり、スクリュー機構を利用した定量切出しフィーダとエア搬送・噴霧機構を採用し、型内潤滑圧粉成形を行う装置を例示している。
【0022】
図中、1は粉末潤滑剤供給ホッパー、2は撹拌翼、3は撹拌用モータ、4は加振機、5は定量切出し用スクリュー、6は駆動モータ、7は電磁クラッチ、8は定量供給ホッパー、9は粉末気流送給装置、10は帯電部、11はアラーム装置、12は吹付けノズル等を備えた圧粉成形金型装置、13は自動検知・制御部を夫々示している。
【0023】
この装置では、撹拌モータ3により駆動する撹拌翼2と加振器4が設けられた粉末潤滑剤供給ホッパー1の下部に、定量切出し用スクリュー5が接続されている。そして該スクリュー5は、電磁クラッチ7を介して駆動モータ6に接続されており、後述する如く圧粉成形金型装置12の作動(金型の開放→型内潤滑剤の塗布→原料粉末の供給→圧粉成形→金型の開放→圧粉成形体の取り出し)サイクルに合わせて、粉末潤滑剤を金型方向へ定量供給すべく、電磁クラッチ7によって間欠駆動される。
【0024】
即ち、粉末潤滑剤供給ホッパー1の下部に接続されたスクリュー5は、電磁クラッチ7の切換え周期に応じて間欠駆動し、所定量の粉末潤滑剤を間欠的に供給ホッパー8方向へ送り出す。図中14は流動エア装置であり、粉末潤滑剤供給ホッパー1から流下してくる粉末潤滑剤が、該ホッパー1の下方やスクリュー5との連通部で詰ったり棚吊りを起こして定量切出しが不安定になるのを防止するため、該連通部の下方から流動用のエアを供給し、スクリュー5の回転に応じた粉末潤滑剤の定量切出しを安定化させる機能を果たす。
【0025】
スクリュー5の先端から所定量づつ定量供給ホッパー8へ切り出された粉末潤滑剤は、粉末気流送給装置9で、例えばベンチュリー機構などによりキャリアガス(通常は空気)によって輸送管路L方向へ吸引・排出され、全量が下流側の圧粉成形金型装置12方向へ搬送される。
【0026】
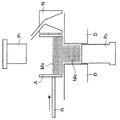
輸送管路Lにおける圧粉成形金型装置12よりも上流側には帯電部10が設けられており、管路L内を輸送される粉末潤滑剤は、該帯電部10を通過する過程で帯電された後、圧粉成形金型装置12方向へ送られる。該帯電部10は、例えば図2に示す様に、内壁面を例えばポリフルオロエチレンの如き帯電性の高い素材で構成されており、該帯電部10を粉末が通過する際に、該内周面と粉末との摩擦によって当該粉末の帯電が行われる。尚この装置では、粉末に与える帯電量を極力一定にするため、帯電部10の内周壁のみを高帯電性素材で構成し、帯電部10以外の輸送管路Lは極力摩擦帯電を起こし難い素材によって構成する。
【0027】
従ってこの帯電部10では、管路L内を輸送されてくる粉体の量と流速が一定である限り、当該粉末には一定の帯電圧が与えられることになり、その帯電量は帯電信号として常時検知される。そして粉体の定量切り出しラインで異常が生じた場合は、該帯電部10を通過する粉末量の変動によって帯電圧が変動するが、その変動は直ちに自動検知・制御部13へ送られて検知されると共に、その信号は直ちにアラーム装置11へ送られ、或いは定量切出しスクリュー5等や成形金型装置12に対して停止信号を出力するが、この点については後述する。
【0028】
なお粉末を摩擦帯電させるための帯電部10は、粉末の定量切出し部から成形金型装置12に至る粉末送給路であればどこでもよく、場合によっては、成形金型装置12へ粉末を噴霧供給するためのノズル部に設けることも可能であるが、通常は該ノズルのやや上流側に設けることが望ましい。
【0029】
図1の例において帯電部10で帯電された粉末は、その後、圧粉成形金型装置12に臨んで配置された粉末供給ノズルから金型内へ吹き込まれ、キャビティー内面に静電塗布される。
【0030】
図3〜7は、圧粉成形金型装置12の具体的な構造と作動機構を例示する概略断面説明図であり、固定タイプのダイスDと上下動式のパンチP1,P2を主たる構成要素とするもので、ダイスDの内周壁とパンチP1,P2の上下面で囲まれるキャビティー内に圧粉成形用の金属粉末を充填し、パンチP1,P2により上下方向から加圧することによって圧粉成形が行われる。
【0031】
図中Aは金属粉末供給装置、Nはその先端位置に取付けられた粉末潤滑剤供給ノズルを示しており、圧粉成形に当っては、パンチP2を所定位置まで降下させて所定のキャビティー容量を確保した上で、まず粉末潤滑剤供給ノズルNからキャビティー内へ粉末潤滑剤を供給し、前記帯電部10で与えられた静電気を利用してキャビティー内壁面に粉末潤滑剤を静電付着させる。この時点で、金属粉末供給装置A内には、圧粉成形用の原料である金属粉末Meを装填しておく(図3)。
【0032】
次いで、ノズルNからの粉末潤滑剤の供給を停止すると共に、ロッドRを作動して金属粉末供給装置Aを進出させ、キャビティー内へ所定量の金属粉末を供給する(図4)。その後、ロッドRを作動して金属粉末供給装置AおよびノズルNをキャビティー位置から退避させると、金型キャビティー内には所定量の金属粉末が充填されることになる。引き続いて、図5に示す如く上側のパンチP1を降下させ、必要によっては下側のパンチP2も同時に上昇させることによって、圧粉成形を行う(図6)。
【0033】
圧粉成形が完了した後は、パンチP1を上昇させると共に、ダイDを降下させ(及び/又はパンチP2を上昇させ)ることによって、圧粉成形体Sをキャビティーから露出させた後、図示しないプッシャーなどによって該成形体Sを金型装置12外へ排出する(図7)。
【0034】
そして、圧粉成形体Sの排出が完了した後は、再び図3に示す工程に戻り、ロッドRを作動して粉末潤滑剤供給ノズルNを金型のキャビティー位置まで進出させた後、ノズルNから粉末潤滑剤を噴霧してキャビティー内面に塗布する。
【0035】
こうした、キャビティー内面への粉末潤滑剤の塗布→金属粉末の定量供給→パンチP1,P2による圧粉成形→圧粉成形体Sの取り出し、からなる一連の工程を1サイクルとして、圧粉成形を例えば3〜30回/分といった短い周期で間欠的に繰り返すことにより、間欠的且つ連続的に圧粉成形が行われる。
【0036】
こうした間欠的な圧粉成形を円滑に遂行するには、金型装置12の前述した間欠作動周期に合わせて、所定量の粉末潤滑剤を安定してキャビティー内へ供給して間欠塗布することが必要となるが、このとき、図1に例示した様な粉末の間欠供給装置がその機能を発揮する。そして、粉末潤滑剤の送給異常が生じた時は、その異常を直ちに自動検知・制御部13で検知すると共に、アラーム装置を作動させて作業者に報知し、及び/又は定量切出し装置を停止させ、あるいは更に、圧粉成形用金型装置の作動を停止させることにより、送給異常が生じたままでの操業が継続されることを阻止する。以下、再び図1の図示例に沿って粉末潤滑剤の間欠送給機構を説明する。
【0037】
この設備は、自動検知・制御部13で集中管理できるように構成されており、該自動検知・制御部13には、前記撹拌用モータ3、加振機4、定量切出しスクリュー5の駆動モータ6、電磁クラッチ7、粉末気流送給装置9、流動エア供給部14などの駆動源が電気的に接続されると共に、帯電部10の電圧検知部などやアラーム装置11、更には上記圧粉成形金型装置12における前記パンチP1,P2や金属粉末供給装置A、粉体供給ノズルNを進退させるロッドRの進退作動源などが電気的に接続され、上記一連の工程を自動的に制御運転できる様に構成されている。
【0038】
より具体的に説明すると、自動検知・制御部13には例えばタイマー1〜4等とエア調節器1,2等が内蔵されており、タイマー1では、前述した金型装置12におけるパンチP1,P2,ロッドRの上下動または進退、粉末潤滑剤供給ノズルNの開閉などの間欠作動周期に合わせて、電磁クラッチ7の間欠駆動を含めた粉末潤滑剤供給のタイミングを図る。またタイマー2〜4では、スクリュー5から定量的に切り出されてくる粉末潤滑剤の全量を下流側へ確実に送給し得るよう、タイマー2では予備噴射時間、タイマー3では切出し時間、タイマー4では後噴射時間をそれぞれ調整すると共に、エア調節器1では搬送用空気圧、エア調節器2では流動用空気圧の調整が行われる。
【0039】
そしてこれらを、前記圧粉成形金型装置12におけるパンチP1,P2や金属粉末供給装置A、粉体供給ノズルNを進退させるロッドRの進退作動源などの間欠作動周期に合わせて作動させることにより、金型キャビティーへの粉末潤滑剤の間欠送給を行う。
【0040】
例えば図8は、粉末潤滑剤の定量切出し部におけるタイマー作動例を示す説明図で、駆動モータ6は連続的に駆動されており、粉末潤滑剤の間欠供給時期に合わせて電磁クラッチ7を間欠作動させることによって、スクリュー5から粉末潤滑剤の定量切出しを行う。この際、搬送用エアと補助エアは、定量切出しされた粉末潤滑剤のすべてを下流側へ確実に送給し得るよう、電磁クラッチ7の作動時間を跨いで前後に若干長時間供給すると共に、撹拌モータ3や加振器4は、次工程で切り出される粉末潤滑剤が確実に定量切出しスクリュー5へ送り込まれるよう、電磁クラッチ7の停止後も若干延長して作動させる。
【0041】
こうした間欠駆動時間は、前述したタイマー機構によって自動制御される。タイマーの設定時間は、圧粉成形体の寸法や形状、目標生産性などに応じて任意に調整し得るもので、制限的に解釈されるべきではないが、一般的な目安としては、例えばT1は0.1〜10秒、T2は0.1〜3秒、T3は0.1〜5秒(精度は0.01秒単位で保障できることが望ましい)、T4は0.1〜3秒程度と考えればよい。
【0042】
即ち本例では、電磁クラッチを介して駆動モータに定量切出し装置を接続して間欠駆動させると共に、搬送エアを用いた安定送給を実現することで、従来例では短サイクルの間欠塗布が困難であった型内潤滑を採用した間欠圧粉成形を、短いサイクルで効率よく実施することが可能となる。
【0043】
なお図示例では、定量切出し装置として最も汎用性の高いスクリュー機構を用いた例を示したが、これに限定されるわけではなく、テーブルフィーダやバケットフィーダ等の定量切出し機構を採用することも勿論可能である。また、粉末供給ホッパー1の具体的構造も、定量切出し装置の切出し機構等に合わせて任意に変更できるし、気流送給装置9などの具体的な構成も、要は定量切出しされてくる粉末の全量を確実に気流搬送し得る機能を備えたものであれば、具体的な構造などは一切制限されない。
【0044】
ところで、図示例の装置を用いて実際に粉末潤滑剤の定量供給と型内潤滑および圧粉成形を実施すれば、電磁クラッチを用いた間欠定量切出しによって切出し量の変動を可及的に少なく抑えることができるが、雰囲気の湿度変化等による粉末潤滑剤の流動特性の変動、或いは送給用エアの僅かな圧力変動等を含めた定量切出し部の変動によっては、粉末潤滑剤の送給量が微妙に変化することもあり得る。そして、特に粉末潤滑剤の送給量不足が起ると、圧粉成形金型の内面が型潤滑不足となり、金型内面で焼付きを起こしたり圧密不足になるなど、圧粉成形不良を生じたり金型を損傷させる原因になる。
【0045】
従って本発明ではこうした事態を想定し、送給される粉末潤滑剤の送給量を常時検知し、送給量が許容範囲を超えて変動した時はそれを即座に検知し、アラーム装置によって直ちに作業者に知らしめ、及び/又は定量切出し装置を停止させ、あるいは更に、圧粉成形金型装置の作動を停止させる自動停止機構を設けておく。
【0046】
前掲の図2は、上記の様な粉末潤滑剤の送給異常、特に送給不足が生じた時に、その異常を自動的に検知しアラーム機構を作動させて作業者に知らしめるか、及び/又は定量切出し装置を停止させ、あるいは更に、当該検知信号によって圧粉成形金型装置の作動を自動的に停止させ、成形不良品の発生や金型装置の損傷事故を未然に阻止できるような機構を備えている。
【0047】
即ち図2で先に説明した如く、図示する帯電部10は、内周面をポリフルオロエチレンの如き帯電性の高い素材によって構成し、その内部を気体同伴で通過する粉末を内周面との摩擦によって帯電させる機能を備えている。この帯電機構は、流路抵抗をあまり増大させることなく、粉末を簡単且つ迅速に帯電せしめ得るといった利点に加えて、当該帯電部10内を通過する粉末の帯電量を帯電圧として外部から簡単に検知し得るという利点を有している。そして本発明者らが確認したところによると、この様な摩擦帯電を採用すると、帯電部10から外部へ取り出される帯電圧を検知すれば、帯電されながら搬送される粉末の送給量を定量的に検知し得るのである。
【0048】
本発明ではこうした知見を活かし、粉体の輸送管路または噴霧供給ノズル部に摩擦帯電部を設け、当該摩擦帯電部で粉体送給時の帯電圧を測定することによって粉体の送給量を定量的に検知する。そして粉体の送給量が変動した時は、その変動を即座に検知して作業者に直ちに知らしめ、特に送給量不足となった場合は、粉末の定量切出し装置を停止させ、あるいは更に圧粉成形金型装置を自動的に停止させることにより、粉末の供給量異常に伴う金型装置の異常操業(例えば金型の焼付きや圧密不足など)を未然に防止できるようにしている。
【0049】
具体的には、図2に示す如く、帯電部10に付帯して帯電信号処理機構15を設けておき、該処理機構15内に設けた演算処理部には、粉末を定常状態で搬送する際に生じる帯電量に応じた帯電圧を標準電圧として予め入力しておく。そして、粉末の間欠送給時には、粉末を帯電送給する際に生じる実際の帯電圧を必要により電圧変換して常時検知できる様に構成し、該帯電圧を予め設定した標準電圧と比較することによって、搬送される粉末の量を求める。そして、実際の搬送時における粉末の帯電圧が、予め設定された標準電圧の許容範囲を下回ったときは、その信号をアラーム装置に伝えてその異常を表示(報知)すると共に、定量切出し部の駆動源に停止信号を出し、あるいは更に、圧粉成形金型装置12の間欠駆動源に伝えて該金型装置12の駆動停止を指示する。なお該帯電信号処理機構15は、図示する如く帯電部10に付帯して個別に設けることも可能であるが、通常は、前記図1に示したような自動検知・制御部13に組み込んで自動制御される。
【0050】
図9は、この際の帯電圧の変動パターンを例示する図であり、正常状態の間欠送給時に帯電部で検知される帯電圧は、例えば約8Vでほぼ一定であり、この帯電圧が維持される限り、粉末の間欠送給量(1サイクル当たりの送給量)は一定に保たれている。しかし、定量切出し部の異常などにより帯電部を通過する粉末の量が減少した場合、その状態は直ちに帯電圧の減少となって表われる。従って、前記帯電信号処理機構15に正常状態の帯電圧の下限値を予め入力しておき、検知される帯電圧が当該設定値を下回ったときは、その信号をアラーム機構11に伝え、或いは定量切出し装置の駆動源を停止させ、更には圧粉成形金型装置12の駆動停止信号として出力するように制御ラインを組めばよい。
【0051】
この様な自動検知・制御機構を付属させておけば、前記定量切出し部から搬送されて金型装置12へ送り込まれる粉末潤滑剤に許容誤差を超える送給量異常が生じた時に、作業者はその異常を直ちに確認し得ると共に、定量切出し部や金型成形装置に対する自動停止機構を作動させることで、不良成形品の発生や、金型の焼付き等に由来する金型装置の損傷などを未然に防止することが可能となる。
【0052】
ところで前記図1の例では、電磁クラッチ7を介して駆動モータ6の動力を定量切出しスクリュー5に間欠的に伝える機構を採用することによって、極めて短い周期での間欠供給に適した構造とした例を示したが、本発明の本質的な特徴は、前述の如く、定量切出し装置から切り出されてくる粉末を気流輸送する輸送管路(及び/又は該粉末を被塗布部へ噴霧供給する噴霧供給ノズル)に、該粉末を摩擦帯電させる帯電部を設け、該帯電部で粉末に与えられる帯電圧を検知すると共に、その信号を自動検知・制御部で検知し、検知される帯電圧が該自動検知・制御部に予め入力された設定帯電圧範囲を外れた時は、該帯電圧の異常を検知してアラーム装置を作動させ、更には定量切出し装置や金型装置の駆動源を停止させる自動検知・制御機構を組み込んだところに特徴を有しているので、こうした自動検知・制御機構を備えたものであれば、図示した以外の様々の粉体塗布装置にも同様に適用できる。
【0053】
例えば図示例の電磁クラッチを省略し、定量切出しスクリューを駆動モータに直結し、該モータを間欠駆動させることで粉末を間欠的に切り出す機構を採用したり、或いは前掲の特開2001−220602号公報に開示されている如く、切出し装置としてエアポンプを使用し、送給用ガスやパージガスの圧力調整で定量的な間欠供給を行う機構、更には、一定容量切出しのロータリーバルブを回転数制御して切出し、搬送用エアーによって搬送させる方式等に、上記本発明の自動検知・制御機構を組み込んで実施することも可能である。
【0054】
更に本発明の粉体間欠供給装置は、粉末冶金用粉末を型内潤滑成形法によって圧粉成形する際の粉末潤滑剤の間欠供給以外にも、粉末の定量的な間欠供給を必要とする用途、例えば焼結部品のサイジング用潤滑剤の塗布、熱間鍛造における潤滑剤の塗布、錠剤成形による離型剤の塗布、アルミニウムなどの金属容器内面へのフッ素系粉末樹脂などの内面コーティング、オートバイのタイヤ用スポーク内面への防錆用粉体樹脂の塗布など、様々の分野に有効に活用できる。
【0055】
【発明の効果】
本発明は以上のように構成されており、特に、定量切出し装置から切り出されてくる粉末を気流輸送する輸送管路、及び/又は該粉末を被塗布部へ噴霧供給する噴霧供給ノズルに、該粉末を摩擦帯電させる帯電部を設け、該帯電部で粉末に与えられた帯電圧を検知すると共に、その信号を自動検知・制御装置によって検知し、その帯電圧が、該検知・制御装置に予め入力された設定帯電圧範囲を外れた時は、該帯電圧の異常を検知してアラーム装置を作動させ、更には定量切出し装置や金型装置の駆動を自動停止し得る様な制御機構を組み込むことで、塗布不足による欠陥製品の発生を未然に防止することができ、製品歩留りを高めることが可能となる。更には、粉末の供給不足に起因して生じることのある設備への過負荷も軽減されるので、設備の保全上も極めて有用である。
【0056】
従ってこの塗布装置は、特に粉末冶金用粉末を圧粉成形する際の金型内面へ型内潤滑剤を間欠塗布装置などとして有効に活用できる。
【図面の簡単な説明】
【図1】本発明に係る粉末の塗布装置を用いた型内潤滑圧粉成形装置の全体構成を示す説明図である。
【図2】帯電部の構成と、帯電圧を利用した粉末供給量の自動検知・制御機構を例示する説明図である。
【図3】圧粉成形金型装置の具体的な構造と作動機構の例を示す概略説明図である。
【図4】圧粉成形金型装置の具体的な構造と作動機構の例を示す概略説明図である。
【図5】圧粉成形金型装置の具体的な構造と作動機構の例を示す概略説明図である。
【図6】圧粉成形金型装置の具体的な構造と作動機構の例を示す概略説明図である。
【図7】圧粉成形金型装置の具体的な構造と作動機構の例を示す概略説明図である。
【図8】粉末潤滑剤切出し部におけるタイマー作動例を示す説明図である。
【図9】帯電部で検知される帯電圧の変動パターンの一例を示す図である。
【符号の説明】
1 粉末潤滑剤供給ホッパー
2 撹拌翼
3 撹拌用モータ
4 加振機
5 定量切出し用スクリュー
6 駆動モータ
7 電磁クラッチ
8 定量供給ホッパー
9 粉末気流送給器
10 帯電部
11 アラーム装置
12 圧粉成形金型装置
13 自動検知・制御部
14 流動エア供給部
15 帯電信号処理機構
L 送給管路
D ダイス
P1、P2 パンチ
A 金属粉末供給装置
N 粉末潤滑剤供給ノズル
R ロッド
Me 粉末冶金用金属粉末
Claims (5)
- 粉末供給部、該粉末供給部に接続した定量切出し装置、該定量切出し装置から切り出された粉末を気流輸送する輸送管路、該粉末を被塗布部へ噴霧供給するノズルを有し、前記気流輸送管路及び/又は噴霧供給ノズルには、前記粉末を摩擦帯電させる帯電部が設けられると共に、該帯電部で粉末に与えられた帯電圧を検知する検知装置を有する他、該検知装置に付帯して制御装置およびアラーム装置を備え、該検知装置によって検知される帯電圧が、前記制御装置に予め入力された設定帯電圧範囲を外れた時は、該帯電圧の異常を検知してアラーム装置を作動させ、及び/又は定量切出し装置を停止させる制御機構を備えていることを特徴とする粉末の塗布装置。
- 前記定量切出し装置が間欠駆動されるものであり、粉体を被塗布部へ間欠的に供給する機能を備えている請求項1に記載の塗布装置。
- 粉末冶金用粉末を圧粉成形する際に、金型内面への型内潤滑剤の間欠塗布に使用されるものである請求項2に記載の塗布装置。
- 前記請求項3に記載された装置を圧粉成形用金型装置に接続してなり、該金型装置の圧粉成形周期に合わせて、粉末潤滑剤の定量切出し装置を間欠駆動させ、噴霧供給ノズルから金型内面へ粉末潤滑剤を間欠供給する制御機構を備えていることを特徴とする型内潤滑圧粉成形装置。
- 前記検知装置により検知される帯電圧が、制御装置に予め入力された設定帯電圧範囲を外れた時は、該帯電圧の異常を検知して圧粉成形用金型装置の作動を停止させる機構を備えている請求項4に記載の型内潤滑圧粉成形装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002300803A JP4002162B2 (ja) | 2002-10-15 | 2002-10-15 | 粉末の塗布装置および型内潤滑圧粉成形装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002300803A JP4002162B2 (ja) | 2002-10-15 | 2002-10-15 | 粉末の塗布装置および型内潤滑圧粉成形装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2004137516A true JP2004137516A (ja) | 2004-05-13 |
| JP4002162B2 JP4002162B2 (ja) | 2007-10-31 |
Family
ID=32449390
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002300803A Expired - Lifetime JP4002162B2 (ja) | 2002-10-15 | 2002-10-15 | 粉末の塗布装置および型内潤滑圧粉成形装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4002162B2 (ja) |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010188407A (ja) * | 2009-02-20 | 2010-09-02 | Japan Atomic Energy Agency | ペレット成型機のダイ壁面潤滑方法 |
| JP2010247207A (ja) * | 2009-04-17 | 2010-11-04 | Kikusui Seisakusho Ltd | 粉体圧縮成形機 |
| DE102008002311B4 (de) * | 2007-10-22 | 2012-06-06 | Korsch Ag | Vorrichtung und Verfahren zum Bestäuben von Ober- und Unterstempeln einer Pulverpresse mit einem Schmier- und/oder Trennmittel sowie Pulverpresse |
| CN102489702A (zh) * | 2011-12-12 | 2012-06-13 | 上海平野磁气有限公司 | 全自动磁粉粉末成型压机的定量供料装置 |
| JP2012250173A (ja) * | 2011-06-02 | 2012-12-20 | Toyota Motor Corp | 離型剤の塗布方法と塗布装置 |
| JP2021522418A (ja) * | 2018-05-03 | 2021-08-30 | アッドアップ | ねじ式分配装置を使用して可動面へ粉末を分配する装置を備える付加製造機 |
| CN114985733A (zh) * | 2022-08-04 | 2022-09-02 | 烟台市标准计量检验检测中心(国家蒸汽流量计量烟台检定站、烟台市质量技术监督评估鉴定所) | 一种粉末冶金用定量填料装置 |
| BE1029511B1 (fr) * | 2021-06-18 | 2023-01-23 | Pharma Tech Sa | Système d'alimentation en lubrifiant et dispositif de lubrification d'une presse à comprimés |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2009116146A1 (ja) * | 2008-03-19 | 2009-09-24 | 株式会社モリモト医薬 | 粉末充填装置およびこれに用いる粉末供給装置 |
-
2002
- 2002-10-15 JP JP2002300803A patent/JP4002162B2/ja not_active Expired - Lifetime
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102008002311B4 (de) * | 2007-10-22 | 2012-06-06 | Korsch Ag | Vorrichtung und Verfahren zum Bestäuben von Ober- und Unterstempeln einer Pulverpresse mit einem Schmier- und/oder Trennmittel sowie Pulverpresse |
| JP2010188407A (ja) * | 2009-02-20 | 2010-09-02 | Japan Atomic Energy Agency | ペレット成型機のダイ壁面潤滑方法 |
| JP2010247207A (ja) * | 2009-04-17 | 2010-11-04 | Kikusui Seisakusho Ltd | 粉体圧縮成形機 |
| JP2012250173A (ja) * | 2011-06-02 | 2012-12-20 | Toyota Motor Corp | 離型剤の塗布方法と塗布装置 |
| CN102489702A (zh) * | 2011-12-12 | 2012-06-13 | 上海平野磁气有限公司 | 全自动磁粉粉末成型压机的定量供料装置 |
| JP2021522418A (ja) * | 2018-05-03 | 2021-08-30 | アッドアップ | ねじ式分配装置を使用して可動面へ粉末を分配する装置を備える付加製造機 |
| JP7329539B2 (ja) | 2018-05-03 | 2023-08-18 | アッドアップ | ねじ式分配装置を使用して可動面へ粉末を分配する装置を備える付加製造機 |
| BE1029511B1 (fr) * | 2021-06-18 | 2023-01-23 | Pharma Tech Sa | Système d'alimentation en lubrifiant et dispositif de lubrification d'une presse à comprimés |
| CN114985733A (zh) * | 2022-08-04 | 2022-09-02 | 烟台市标准计量检验检测中心(国家蒸汽流量计量烟台检定站、烟台市质量技术监督评估鉴定所) | 一种粉末冶金用定量填料装置 |
| CN114985733B (zh) * | 2022-08-04 | 2022-10-21 | 烟台市标准计量检验检测中心(国家蒸汽流量计量烟台检定站、烟台市质量技术监督评估鉴定所) | 一种粉末冶金用定量填料装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4002162B2 (ja) | 2007-10-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US12122116B2 (en) | Powdery material processing system and method of controlling the same | |
| EP3505341B1 (en) | Controller and control method | |
| US6309693B1 (en) | Method and apparatus for application of 360° coatings to articles | |
| JP2004137516A (ja) | 粉末の塗布装置および型内潤滑圧粉成形装置 | |
| US11400623B2 (en) | Compression-molding system and method of controlling the same | |
| US6764296B2 (en) | Fluidizing method and apparatus | |
| US6042885A (en) | System and method for dispensing a gel | |
| US6287513B1 (en) | Method of shaping powder metal parts | |
| EP3037235A1 (en) | Device and method for melted plastic material supply to a mold cavity | |
| RU2657021C2 (ru) | Способ изготовления пищевого продукта | |
| JP2004010947A (ja) | 粉末の間欠塗布装置および型内潤滑圧粉成形装置 | |
| JP2011518044A5 (ja) | ||
| JP2011518044A (ja) | 物品を成形するためのプラントおよび装置 | |
| JP2005297507A (ja) | 廃棄物成形方法とその装置 | |
| EP0761577A1 (en) | Method and device for supplying and carrying powder | |
| JP6910642B2 (ja) | 回転式粉体圧縮成形機の制御装置及び制御方法 | |
| CA2008554A1 (en) | Process for coating moulding tools in tablets making machinery | |
| CN112792357A (zh) | 3d打印设备 | |
| JPH08309477A (ja) | 鋳物砂の再生処理システム | |
| CN207840019U (zh) | 一种冷镦机下料装置 | |
| CN215431243U (zh) | 一种模具用导向送料装置 | |
| CN121913333A (zh) | 一种冷喷涂用带监测预警式不停机连续加送粉装置 | |
| JP6747884B2 (ja) | 固形潤滑剤供給装置 | |
| JP6153155B2 (ja) | 回転式粉体圧縮成型機 | |
| CN120516838A (zh) | 一种石膏板断料识别续料系统及方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20040810 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20041207 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20060421 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20060425 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20060622 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20070814 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20070816 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100824 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 4002162 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110824 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110824 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120824 Year of fee payment: 5 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120824 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130824 Year of fee payment: 6 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |