JP2004138534A - 検査装置 - Google Patents
検査装置 Download PDFInfo
- Publication number
- JP2004138534A JP2004138534A JP2002304413A JP2002304413A JP2004138534A JP 2004138534 A JP2004138534 A JP 2004138534A JP 2002304413 A JP2002304413 A JP 2002304413A JP 2002304413 A JP2002304413 A JP 2002304413A JP 2004138534 A JP2004138534 A JP 2004138534A
- Authority
- JP
- Japan
- Prior art keywords
- cover
- cleaved
- image
- airbag
- recesses
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000007689 inspection Methods 0.000 title claims abstract description 32
- 238000001514 detection method Methods 0.000 claims abstract 2
- 238000003384 imaging method Methods 0.000 claims description 7
- 238000003776 cleavage reaction Methods 0.000 claims description 3
- 230000007017 scission Effects 0.000 claims description 3
- 230000002265 prevention Effects 0.000 description 15
- 239000000758 substrate Substances 0.000 description 10
- 230000002950 deficient Effects 0.000 description 7
- 239000002184 metal Substances 0.000 description 4
- 230000002093 peripheral effect Effects 0.000 description 4
- 239000003795 chemical substances by application Substances 0.000 description 3
- 238000010586 diagram Methods 0.000 description 3
- 239000003623 enhancer Substances 0.000 description 3
- 230000000149 penetrating effect Effects 0.000 description 3
- 238000002347 injection Methods 0.000 description 2
- 239000007924 injection Substances 0.000 description 2
- 229920003002 synthetic resin Polymers 0.000 description 2
- 239000000057 synthetic resin Substances 0.000 description 2
- 238000005452 bending Methods 0.000 description 1
- 238000002485 combustion reaction Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000001746 injection moulding Methods 0.000 description 1
- 238000000034 method Methods 0.000 description 1
- 238000003909 pattern recognition Methods 0.000 description 1
Images






Landscapes
- Length Measuring Devices By Optical Means (AREA)
- Investigating Materials By The Use Of Optical Means Adapted For Particular Applications (AREA)
- Air Bags (AREA)
Abstract
【解決手段】所定の外形形状を備えた小さな凹部2,3,4をカバー1の裏面に形成し、凹部2,3,4を短い所定間隔を置いて並べることによって構成された開裂予定部において、カバー1の裏面側から開裂予定部に照射された検査光の反射光を撮像することにより凹部2,3,4の画像を得る画像検出手段23と、得られた凹部2,3,4の画像と基準画像とを比較する比較手段とを備えて、開裂予定部の良否を判定するように、検査装置を構成する。
【選択図】 図7
Description
【発明の属する技術分野】
本発明は、乗用車や商用車、バスやトラック等の車両に使用されるエアバッグ装置において、エアバッグを覆うカバーの検査装置に関する。
【0002】
【従来の技術】
車両においては、運転席の上部前方のステアリングハンドルや運転席の下部前方の下部パネル、助手席の上部前方のインストルメントパネルの部分や助手席の下部前方の下部パネル、Aピラー及びルーフフレームを覆うカバーやBピラーを覆うカバーの内部に、エアバッグ装置(エアバッグ、カーテンエアバッグ及びサイドエアバッグ等)を備えることがある。
このようなエアバッグ装置では、エアバッグを覆うカバーに開裂予定部によりリッド部を一体的に形成することによって、エアバッグの膨張に伴って開裂予定部が破断されリッド部が開いて、エアバッグが展開するように構成したものが多くある。
【0003】
前述のように、カバーに開裂予定部を設けてリッド部を一体的に形成する場合に、例えば特許文献1に開示されているように、カバーに小さな針孔(特許文献1の図8中の19)を貫通させ、所定間隔を置いて針孔を並べることによって、開裂予定部を構成したものがある。このように開裂予定部を構成した場合、通常の状態で破断せずエアバッグが膨張する際に確実に破断するように開裂予定部を構成する為には、隣り合う針孔の間のカバーの部分の間隔(肉厚)が重要なものとなる(前述の間隔(肉厚)が小さすぎると 通常の状態でも開裂予定部が破断し易いものとなり、前述の間隔(肉厚)が大きすぎると、エアバッグが膨張する際に開裂予定部が破断し難いものとなる)。
【0004】
これにより、開裂予定部の良否を判定する検査装置が必要になる。例えば特許文献1に開示された検査装置では、カバーの裏面側又は表面側から検査光を照射して、針孔を透過した検査光の透過光をカバーの反対側から撮像することによって、針孔が確実に貫通しているか否かを検出している。この場合、隣り合う針孔の間のカバーの部分の間隔(肉厚)を直接に計測することは困難なので、針孔が確実に貫通していれば、隣り合う針孔の間のカバーの部分の間隔(肉厚)が適正値であると判断できる。
【特許文献1】
特開2000−238603号公報(図8及び図9)
【0005】
【発明が解決しようとする課題】
特許文献1に開示された開裂予定部はカバーを貫通する針孔によって構成されており、カバーの表面に針孔が露出することになるので、近年では所定の外形形状を備えた小さな凹部をカバーの裏面に形成し(凹部はカバーを貫通しない)、凹部を短い所定間隔を置いて並べることによって、開裂予定部を構成することが考えられている。
このように開裂予定部を構成すると、凹部の口部がカバーの裏面に開放される状態となり、凹部の底部がカバーの表面に位置する状態となって、カバーの表面に凹部が露出することがないので、特許文献1に開示された検査装置では、隣り合う凹部の間のカバーの部分の間隔(肉厚)が適正値であるか否かを判断することができない。
【0006】
本発明は、前述のように所定の外形形状を備えた小さな凹部をカバーの裏面に形成し、凹部を短い所定間隔を置いて並べることによって開裂予定部を構成し、エアバックを覆うカバーに前述の開裂予定部によりリッド部を一体的に形成した場合、開裂予定部の良否を適切に判定することができる検査装置を得ることを目的としている。
【0007】
【課題を解決するための手段】
[I]
エアバッグを覆うカバーに、開裂予定部によりリッド部を一体的に形成し、エアバッグの膨張に伴って開裂予定部が破断されリッド部が開いて、エアバッグが展開するように構成し、所定の外形形状を備えた小さな凹部をカバーの裏面に形成し、凹部を短い所定間隔を置いて並べることによって開裂予定部を構成した場合、
請求項1の特徴によると、カバーの裏面側から開裂予定部に照射された検査光の反射光を撮像することにより凹部の画像を得る画像検出手段、得られた凹部の画像と基準画像とを比較する比較手段を備えて、開裂予定部の良否を判定するように検査装置を構成している。
請求項2の特徴によると、カバーの裏面側から開裂予定部に照射された検査光の反射光を撮像することにより凹部の画像を得る画像検出手段、得られた凹部の画像と基準画像とを比較する比較手段、カバーの裏面側又は表面側から照射された検査光の透過光をカバーの反対側から撮像する透過光検出手段、透過光の光量を検出する光量検出手段を備えて、開裂予定部の良否を判定するように検査装置を構成している。
【0008】
前述のように、所定の外形形状を備えた小さな凹部をカバーの裏面に形成し、凹部を短い所定間隔を置いて並べることによって開裂予定部を構成した場合、例えば凹部が所定の外形形状に精度良く形成されていれば、隣り合う凹部の間のカバーの部分の間隔(肉厚)が適正値であると判断できる。逆に例えば凹部が所定の外形形状よりも全体的に小さければ、隣り合う凹部の間のカバーの部分の間隔(肉厚)が大きすぎると判断でき、例えば凹部が所定の外形形状よりも全体的に大きければ、隣り合う凹部の間のカバーの部分の間隔(肉厚)が小さすぎると判断できるので、凹部が所定の外形形状に精度良く形成されていなければ、隣り合う凹部の間のカバーの部分の間隔(肉厚)は適正値ではない判断できる。
【0009】
これにより、請求項1(請求項2)の特徴によると、凹部の画像を撮像し、得られた凹部の画像と基準画像(所定の外形形状に対応)とを比較することによって、隣り合う凹部の間のカバーの部分の間隔(肉厚)が適正値であるか否かを判断することができるのであり、これによって開裂予定部の良否を判定している。この場合、請求項1(請求項2)の特徴によると、カバーの裏面側から開裂予定部に照射された検査光の反射光を撮像することにより、凹部の画像を得るように構成しているので、凹部がカバーの表面に貫通していなくても、凹部の画像を適切に撮像することができる。
【0010】
[II]
前項[I]に記載のように、所定の外形形状を備えた小さな凹部をカバーの裏面に形成し、凹部を短い所定間隔を置いて並べることによって開裂予定部を構成した場合、隣り合う凹部の間のカバーの部分の間隔(肉厚)が重要である点に加えて、凹部の底部のカバーの部分の肉厚も開裂予定部に影響を及ぼしてくる(特許文献1に開示された開裂予定部では針孔がカバーを貫通するので、針孔の底部のカバーの部分の肉厚と言うものは存在しない)。
【0011】
請求項2の特徴によると、カバーの裏面側又は表面側から照射された検査光の透過光をカバーの反対側から撮像する透過光検出手段、透過光の光量を検出する光量検出手段を備えている。この場合、例えば透過光の光量が多ければ、凹部の底部のカバーの部分の肉厚が小さいと判断でき、例えば透過光の光量が少なければ、凹部の底部のカバーの部分の肉厚が大きいと判断できるので、請求項2の特徴によると凹部の底部のカバーの部分の肉厚を適切に検出することができる。
以上のように請求項2の特徴によると、前項[I]に記載のように、隣り合う凹部の間のカバーの部分の間隔(肉厚)が適正値であるか否かを判断することに加えて、凹部の底部のカバーの部分の肉厚を考慮することによって、開裂予定部の良否を判定している。
【0012】
【発明の実施の形態】
[1]
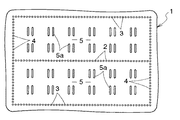
図4,5,6は乗用車や商用車等のインストルメントパネル1において、助手席の前方に位置する部分を示している。小さな凹部2,3,4がインストルメントパネル1の裏面に形成されており、凹部2,3が3本の線を描くように横向きに並べて形成され、凹部4が2本の線を描くように縦向きに並べて形成されている。これにより、前後方向に隣り合うようにして並ぶように、2つのリッド部5がインストルメントパネル1に一体的に形成されている。
【0013】
図5及び図6に示すように、凹部2,3,4は断面が円形(例えば内径が1mm程度)で先端が先細り状に形成されて、所定間隔L1を置いてインストルメントパネル1の裏面(図5の紙面下側)に形成されており、インストルメントパネル1の表面(図5の紙面上側)には貫通していない。
以上のように、所定間隔L1を置いて並べて形成される凹部2,3,4によって、開裂予定部が構成されている。インストルメントパネル1は合成樹脂製で射出成形によって成形されるのであり、インストルメントパネル1の成形時に凹部2,3,4が同時に成形される。
【0014】
[2]
次に、エアバッグ装置について説明する。
図1,2,3に示すように、薄い金属製の第1支持部材6が備えられている。四角の筒状の本体部7の上部に平板状のフランジ部8が備えられ、フランジ部8に開口8aが備えられており、本体部7の下部にフランジ状の取付部7a及び櫛状の係合部7bが備えられて、第1支持部材6が構成されている。
【0015】
図1,2,3に示すように、金属製の薄い板材の飛散防止部材9が2つ備えられている。基板10の上部から幅狭の接続部11が曲がりながら延出され、接続部11に支持板12が備えられており、支持板12に開口12aが備えられている。基板10の下部にフランジ状の係止部10aが備えられ、係止部10aに開口10bが備えられている。
【0016】
図1及び図2に示すように、薄い金属板が箱状に折り曲げられて、第2支持部材13が構成されている。第2支持部材13の上部にフランジ状の取付部13aが備えられ、取付部13aに開口13bが備えられており、第2支持部材13の下部に連結部17が備えられている。エアバッグ14及びインフレータ15がボルト16により、第2支持部材13に取り付けられている。インフレータ15は上部の外周部に多数の噴射口15aを備え、内部に点火器(図示せず)、エンハンサー(図示せず)及びガス発生剤(図示せず)が充填されている。
【0017】
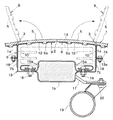
図1,2,3に示すように、インストルメントパネル1の裏面におけるリッド部5の外周部及びリッド部5の裏面に、凸部1a,5aが一体的に形成されている。これにより、第1支持部材6(フランジ部8)の開口8aを凸部1aに挿入し、凸部1aに熱によるカシメ加工を施して、第1支持部材6をインストルメントパネル1の裏面に取り付ける。飛散防止部材9(基板10)の開口10bを、第1支持部材6(本体部7)の係合部7bに挿入しながら、飛散防止部材9(支持板12)の開口12aを凸部5aに挿入し、凸部5aに熱によるカシメ加工を施して、飛散防止部材9をリッド5の裏面に取り付ける。この場合、図2に示すように、第1支持部材6(本体部7)の下部において係合部7bの間の部分が、飛散防止部材9(基板10)のフランジ部10aの上面に略接するような状態となっている。
【0018】
図1及び図2に示すように、第2支持部材13の開口13bを第1支持部材6(本体部7)の係合部7bに挿入しながら、第2支持部材13の取付部13aを第1支持部材6(本体部7)の取付部7aに当て付けて、第2支持部材13の取付部13a及び第1支持部材6(本体部7)の取付部7aを、ボルト18により連結することによって、第2支持部材13を第1支持部材6に取り付ける。右及び左のAピラー(図示せず)に亘って連結された横フレーム19が、インストルメントパネル1の内部に配置されており、横フレーム19に第2支持部材13の連結部17をボルト20によって連結する。
【0019】
以上の構造により、車体に備えられた衝突センサー(図示せず)が衝突を検出すると、インフレータ15において点火器によりエンハンサーが着火され、エンハンサーの燃焼によりガス発生剤が燃焼し、ガス発生剤から発生したガスが噴射口15aから外周方向に放射状に噴射される。エアバッグ14の周辺部からエアバッグ14の中央部に向かってガスが流入し、第1支持部材6(本体部7)及び第2支持部材13によって受け止められながらエアバッグ14が膨張して、エアバッグ14がリッド部5及び支持板12(飛散防止部材9)を押す。これにより開裂予定部(凹部2,4)が破断し、開裂予定部(凹部3)をヒンジ部分として接続部11(飛散防止部材9)が曲がりながらリッド部5が開かれて、エアバッグ14の周辺部が先に展開し、エアバッグ14の中央部が遅れて展開する。
【0020】
図1に示すように、飛散防止部材9(基板10)の開口10bに第1支持部材6(本体部7)の係合部7bが挿入されているので、前述のようにリッド部5が開かれるのに伴って、飛散防止部材9(基板10)が引き上げられようとした際に、飛散防止部材9(基板10)の係止部10aが第2支持部材13の取付部13aに沿って曲がりながら、飛散防止部材9(基板10)の開口10bが第1支持部材6(本体部7)の係合部7bに対して移動する状態となり、飛散防止部材9(基板10)が支障なく上方に移動する。これにより、リッド部5が開かれる状態が飛散防止部材9によって阻害されるようなことはない。
【0021】
インストルメントパネル1及びリッド部5は合成樹脂製なので、エアバッグ14の膨張により開裂予定部(凹部3)が完全に破断して、リッド部5がインストルメントパネル1から引きちぎられるおそれがある。この場合、飛散防止部材9が金属製であり、飛散防止部材9(基板10)の上方への移動が、第1支持部材6(本体部7)の係合部7bにより止められることによって、リッド部5が車内に飛散するようなことはない。
【0022】
[3]
次に、開裂予定部(凹部2,3,4)の検査装置及び検査工程について説明する。
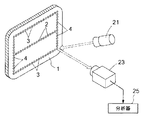
図7及び図9に示すように、光源21,22、カメラ23,24、分析器25,26等によって、検査装置が構成されている。先ず図7に示すように、インストルメントパネル1の裏面側(凹部2,3,4が形成されている)に光源21及びカメラ23を配置し、光源21から検査光を凹部2,3,4に照射して、検査光の反射光をカメラ23で撮像する。
【0023】
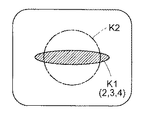
分析器25において、カメラ23の撮像データに基づき、パターン認識による画像処理によって各々の凹部2,3,4の外形形状の画像K1を得る。例えば図8の実線に示すように、1つの凹部2,3,4の外形形状の画像K1が得られると、分析器25に事前に備えられている基準画像K2と、1つの凹部2,3,4の外形形状の画像K1とが比較されて、1つの凹部2,3,4の外形形状の画像K1が基準画像K2に近似したものであるか、1つの凹部2,3,4の外形形状の画像K1が、基準画像K2に対して全体的に小さなものであるか(全体的に大きなものであるか)が判断される。
【0024】
1つの凹部2,3,4の外形形状の画像K1が基準画像K2に近似したものであると判断されると、この1つの凹部2,3,4の外形形状が良と判定され、1つの凹部2,3,4の外形形状の画像K1が、基準画像K2に対して全体的に小さなものである(全体的に大きなものである)と判断されると、この1つの凹部2,3,4の外形形状が不良と判定される。
【0025】
前述のようにして、全ての凹部2,3,4の外形形状の良否を判定した後、全ての凹部2,3,4のうち、外形形状が良と判定された凹部2,3,4が、どの程度の比率で存在するかが判断されて、前述の比率が設定値(例えば80%や90%)よりも高いと、図5及び図6に示すように、隣り合う凹部2,3,4の間のインストルメントパネル1の部分の間隔L2(肉厚)が適正値である部分が、設定値以上に存在すると判断されて、隣り合う凹部2,3,4の間のインストルメントパネル1の部分の間隔L2(肉厚)に関して良と判定される。
【0026】
逆に、前述の比率が設定値(例えば80%や90%)よりも低いと、隣り合う凹部2,3,4の間のインストルメントパネル1の部分の間隔L2(肉厚)が適正値である部分が、設定値以上に存在しないと判断されて、隣り合う凹部2,3,4の間のインストルメントパネル1の部分の間隔L2(肉厚)に関して不良と判定される。
【0027】
次に図9に示すように、インストルメントパネル1の裏面側(凹部2,3,4が形成されている)に光源22を配置して、インストルメントパネル1の表面側にカメラ24を配置する。これにより、光源22から検査光をインストルメントパネル1の裏面に照射して、インストルメントパネル1における凹部2,3,4の底部を透過した透過光をカメラ24で撮像する。
【0028】
分析器26において、カメラ24の画像データに基づき、各々の凹部2,3,4の底部のインストルメントパネル1の部分における透過光の光量を得て、図10に示すように、透過光の光量が設定値A1よりも大きいか、設定値A2(設定値A1よりも小さい)よりも小さいか、設定値A1,A2の間であるかが判断される。
【0029】
図5及び図10に示すように、透過光の光量が設定値A1よりも大きいと、凹部2,3,4の底部のインストルメントパネル1の部分の肉厚T1が、適正値よりも小さいと判断されて不良と判定され、透過光の光量が設定値A2よりも小さいと、凹部2,3,4の底部のインストルメントパネル1の部分の肉厚T1が、適正値よりも大きいと判断されて不良と判定される。透過光の光量が設定値A1,A2の間であると、凹部2,3,4の底部のインストルメントパネル1の部分の肉厚T1が、適正値であると判断されて良と判定される。このようにして、全ての凹部2,3,4の底部のインストルメントパネル1の部分の肉厚T1の良否を判定する。
【0030】
前述のようにして、全ての凹部2,3,4の底部のインストルメントパネル1の部分の肉厚T1の良否を判定した後、全ての凹部2,3,4のうち、凹部2,3,4の底部のインストルメントパネル1の部分の肉厚T1が良と判定された凹部2,3,4が、どの程度の比率で存在するかが判断されて、前述の比率が設定値(例えば80%や90%)よりも高いと、凹部2,3,4の底部のインストルメントパネル1の部分の肉厚T1が適正値である部分が、設定値以上に存在すると判断されて、凹部2,3,4の底部のインストルメントパネル1の部分の肉厚T1に関して良と判定される。
逆に、前述の比率が設定値(例えば80%や90%)よりも低いと、凹部2,3,4の底部のインストルメントパネル1の部分の肉厚T1が適正値である部分が、設定値以上に存在しないと判断されて、凹部2,3,4の底部のインストルメントパネル1の部分の肉厚T1に関して不良と判定される。
【0031】
以上のようにして、隣り合う凹部2,3,4の間のインストルメントパネル1の部分の間隔L2(肉厚)の良否、凹部2,3,4の底部のインストルメントパネル1の部分の肉厚T1の良否が判定された後、隣り合う凹部2,3,4の間のインストルメントパネル1の部分の間隔L2(肉厚)の良否、並びに凹部2,3,4の底部のインストルメントパネル1の部分の肉厚T1の両方に関して、良と判定されたものが、開裂予定部(凹部2,3,4)に関して良と判定される。
逆に、隣り合う凹部2,3,4の間のインストルメントパネル1の部分の間隔L2(肉厚)の良否、並びに凹部2,3,4の底部のインストルメントパネル1の部分の肉厚T1のうち、一方でも不良と判定されると、開裂予定部(凹部2,3,4)に関して不良と判定される。
【0032】
[発明の実施の別形態]
前述の[発明の実施の形態]では、凹部2,3,4は断面が円形(例えば内径が1mm程度)で先端が先細り状に形成されているが、凹部2,3,4を断面が四角形や三角形状に構成してもよく、断面が円形、四角形や三角形状の凹部2,3,4が混在するように構成してもよい。凹部2,3,4を一列状ではなく千鳥状に配置してもよい。
【0033】
前述の[発明の実施の形態]の図9において、インストルメントパネル1の表面側に光源22を配置し、インストルメントパネル1の裏面側(凹部2,3,4が形成されている)にカメラ24を配置して、光源22から検査光をインストルメントパネル1の表面に照射し、インストルメントパネル1における凹部2,3,4の底部を透過した透過光をカメラ24で撮像するように構成してもよい。
【0034】
前述の[発明の実施の形態]では、インストルメントパネル1における助手席の前方に位置する部分に、凹部2,3,4を形成しているが、インストルメントパネル1とは別体に構成されたカバーをインストルメントパネル1に取り付け、カバーの裏面に凹部2,3,4を形成するように構成してもよい。
前後方向に隣り合うようにして並ぶように、2つのリッド部5をインストルメントパネル1(カバー)に一体的に形成するのではなく、左右方向に隣り合うようにして並ぶように、2つのリッド部5をインストルメントパネル1(カバー)に一体的に形成してもよい。
本発明は、運転席の上部前方のステアリングハンドルや運転席の下部前方の下部パネル、助手席の下部前方の下部パネル、Aピラー及びルーフフレームを覆うカバーやBピラーを覆うカバー等にも採用することができる。
【0035】
【発明の効果】
請求項1(請求項2)の特徴によると、所定の外形形状を備えた小さな凹部をカバーの裏面に形成し、凹部を短い所定間隔を置いて並べることによって開裂予定部を構成し、エアバックを覆うカバーに前述の開裂予定部によりリッド部を一体的に形成した場合、凹部がカバーの表面に貫通していなくても凹部の画像を適切に撮像し、隣り合う凹部の間のカバーの部分の間隔(肉厚)が適正値であるか否かを判断することができて、前述の開裂予定部の良否を適切に判定することができる検査装置を得ることができた。
【0036】
請求項2の特徴によると、隣り合う凹部の間のカバーの部分の間隔(肉厚)が適正値であるか否かを判断することに加えて、凹部の底部のカバーの部分の肉厚を考慮することにより、開裂予定部の良否を判定しているので、前述の開裂予定部の良否をさらに適切に判定することができる検査装置を得ることができた。
【図面の簡単な説明】
【図1】エアバッグ装置の分解斜視図
【図2】エアバッグ装置及びリッド部の付近の縦断側面図
【図3】エアバッグ装置の平面図
【図4】リッド部の付近を裏面側から見た図
【図5】開裂予定部(凹部)の付近の縦断側面図
【図6】開裂予定部(凹部)の付近の横断平面図
【図7】開裂予定部において、隣り合う凹部の間のインストルメントパネルの部分の間隔(肉厚)の良否を判定する状態を示す斜視図
【図8】開裂予定部において、1つの凹部の外形形状の画像と基準画像とを比較する状態を示す図
【図9】開裂予定部において、凹部の底部のインストルメントパネルの部分の肉厚の良否を判定する状態を示す図
【図10】凹部の底部のインストルメントパネルの部分の肉厚と透過光の光量との関係を示す図
【符号の説明】
1 カバー
2 3 4 凹部
5 リッド部
14 エアバッグ
23 画像検出手段
24 透過光検出手段
25 比較手段
26 光量検出手段
Claims (2)
- エアバッグを覆うカバーに、開裂予定部によりリッド部が一体的に形成され、前記エアバッグの膨張に伴って前記開裂予定部が破断され前記リッド部が開いて、前記エアバッグが展開するように構成すると共に、
所定の外形形状を備えた小さな凹部を前記カバーの裏面に形成し、前記凹部を短い所定間隔を置いて並べることによって構成された前記開裂予定部において、
前記カバーの裏面側から前記開裂予定部に照射された検査光の反射光を撮像することにより、前記凹部の画像を得る画像検出手段と、
得られた前記凹部の画像と基準画像とを比較する比較手段とを備えて、
前記開裂予定部の良否を判定するように構成された検査装置。 - エアバッグを覆うカバーに、開裂予定部によりリッド部が一体的に形成され、前記エアバッグの膨張に伴って前記開裂予定部が破断され前記リッド部が開いて、前記エアバッグが展開するように構成すると共に、
所定の外形形状を備えた小さな凹部を前記カバーの裏面に形成し、前記凹部を短い所定間隔を置いて並べることによって構成された前記開裂予定部において、
前記カバーの裏面側から前記開裂予定部に照射された検査光の反射光を撮像することにより、前記凹部の画像を得る画像検出手段と、
得られた前記凹部の画像と基準画像とを比較する比較手段と、
前記カバーの裏面側又は表面側から照射された検査光の透過光を前記カバーの反対側から撮像する透過光検出手段と、
前記透過光の光量を検出する光量検出手段とを備えて、
前記開裂予定部の良否を判定するように構成された検査装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002304413A JP2004138534A (ja) | 2002-10-18 | 2002-10-18 | 検査装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002304413A JP2004138534A (ja) | 2002-10-18 | 2002-10-18 | 検査装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004138534A true JP2004138534A (ja) | 2004-05-13 |
Family
ID=32451842
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002304413A Pending JP2004138534A (ja) | 2002-10-18 | 2002-10-18 | 検査装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004138534A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2007118459A1 (de) * | 2006-04-13 | 2007-10-25 | Luedeker Wilhelm | Optisches diskriminierungsverfahren für mindestens zwei materialien |
-
2002
- 2002-10-18 JP JP2002304413A patent/JP2004138534A/ja active Pending
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2007118459A1 (de) * | 2006-04-13 | 2007-10-25 | Luedeker Wilhelm | Optisches diskriminierungsverfahren für mindestens zwei materialien |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US20200327344A1 (en) | Occupant detection device | |
| US6955238B2 (en) | Externally-developed airbag device | |
| US20010052845A1 (en) | Method and device for surveillance of the rearward observation area of motor vehicles | |
| CN112406778A (zh) | 轮椅束缚构造 | |
| JP2007062701A (ja) | エアバッグ装置及びその蓋部材 | |
| JP2010247800A (ja) | 後席用サイドエアバッグ装置 | |
| EP1857326A1 (en) | Ignitor, inflator, and airbag apparatus | |
| JPH08230599A (ja) | エアバッグモジュールの留め具 | |
| JP2010203836A (ja) | 車室内状態の認識装置 | |
| JP4158461B2 (ja) | 助手席用エアバッグ装置の設置構造 | |
| US8002307B2 (en) | Air bag in rear view mirror | |
| JP2004138534A (ja) | 検査装置 | |
| JP5989494B2 (ja) | エアバッグ及びエアバッグ装置 | |
| US6966575B2 (en) | Air bag system mounting structure | |
| US20060244828A1 (en) | Vehicle passenger occupancy alert system using passenger image recognition | |
| CN210793086U (zh) | 膝部气囊安装构造 | |
| JP2002087197A (ja) | エアバッグ装置のカバー構造 | |
| JP2002008021A (ja) | 乗員検知システム | |
| JP2001301559A (ja) | エアバッグ装置の支持構造 | |
| CN120418128A (zh) | 车辆的远侧安全气囊装置 | |
| JP3625756B2 (ja) | エアバッグ装置のカバー構造 | |
| JP4390966B2 (ja) | 乗員検知システム | |
| JP2007145173A (ja) | エアバッグ装置用ドア枠、内装パネルアッセンブリ及びエアバッグ装置 | |
| JP2005343198A (ja) | 歩行者用エアバッグ装置 | |
| JP2008273308A (ja) | エアバッグ装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050608 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20071127 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20071206 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080131 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080228 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080417 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20081016 |