JP2004142181A - 化粧シートおよび化粧板 - Google Patents
化粧シートおよび化粧板 Download PDFInfo
- Publication number
- JP2004142181A JP2004142181A JP2002308159A JP2002308159A JP2004142181A JP 2004142181 A JP2004142181 A JP 2004142181A JP 2002308159 A JP2002308159 A JP 2002308159A JP 2002308159 A JP2002308159 A JP 2002308159A JP 2004142181 A JP2004142181 A JP 2004142181A
- Authority
- JP
- Japan
- Prior art keywords
- layer
- decorative sheet
- resin
- resin layer
- olefin
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images

Landscapes
- Laminated Bodies (AREA)
Abstract
【解決手段】層中に有機系紫外線安定剤が含まれている透明なオレフィン系樹脂層を有する化粧シートにおいて、該オレフィン系樹脂層に更に無機系酸化物が含まれていることを特徴とする化粧シートや化粧板を提供する。特に、無機系酸化物の粒径が1.0μm以下で、かつ0.2から1.0重量部添加されることが好ましい。さらに、オレフィン系樹脂層がトップコート層であることが好ましい。また、オレフィン系樹脂層がトップコート層の下にある層であることが好ましい。
【選択図】図1
Description
【発明の属する技術分野】
本発明は、建築内装用、建具の表面や枠材、家電製品の表面材、床材等々の建築用資材に用いられる化粧シートに関するもので、木質ボード、無機系ボード類、金属板等に貼り合わせて化粧板として用いられる化粧シートに関する。
【0002】
【従来の技術】
従来から建築内装用、建具の表面や枠材、家電製品の表面材、床材等々の建築用資材に用いられる化粧シートとしては、塩化ビニル樹脂製のシートが広く用いられてきた。
【0003】
しかし、塩化ビニル樹脂は、焼却時に塩素ガスが発生し、酸性雨やダイオキシンの要因にもなると言われており、さらにはシートに添加された可塑剤のブリードアウトの問題も持ち上がっており、近年環境問題の観点から塩化ビニル樹脂を用いない化粧シートが要求されつつある。
【0004】
【特許文献1】特開平2−128843号公報
【0005】
【特許文献2】特開平4−83664号公報
【0006】
【特許文献3】特開平6−1881号公報
【0007】
【特許文献4】特開平6−198831号公報
【0008】
【特許文献5】特開平9−328562号公報
【0009】
【特許文献6】特開平10−24538号公報
【0010】
上記理由により、近年、塩化ビニル製化粧シートに替わる化粧シートとしてオレフィン系樹脂を使用した化粧シートが、特許文献1乃至6に示すように多く提案されている。
【0011】
しかし、これらのオレフィン系樹脂を使用した化粧シートの場合、一般的なポリオレフィンシートもしくは軟質ポリオレフィンシートを使用しているため、表面の耐傷付き性や耐候性も悪く、従来の塩化ビニル樹脂の化粧シートの表面傷つき性と比較すると格段に劣っていた。
【0012】
また、表面傷つき性向上のために、結晶化が高く、アイソタクティシチィの高いものを使用すると、耐候性が悪くなる傾向にある。
【0013】
そこで、ポリオレフィンシート表面にトップコートとして樹脂を具備させることにより、表面艶の調整や表面傷つき性を向上させようとしている。
【0014】
また、耐候性も必要なため、オレフィン系樹脂に耐候剤を添加するとともに最表面層にも耐候剤を添加するようになった。
【0015】
しかし、耐候剤の種類によっては、耐候剤としての機能が十分果たせないものや、ブリードアウトによる他の弊害をもたらすものも少なくない。
【0016】
【発明が解決しようとする課題】
そこで本発明が解決しようとする課題は、上記問題点、すなわち、オレフィン系樹脂の化粧シートおよび化粧材での耐候性を向上させた化粧シートおよび化粧板を提供することにある。
【0017】
【課題を解決するための手段】
本発明の請求項1に係る発明は、層中に有機系紫外線安定剤が含まれている透明なオレフィン系樹脂層を有する化粧シートにおいて、該オレフィン系樹脂層に更に無機系紫外線遮蔽材が含まれていることを特徴とする化粧シートである。
【0018】
本発明の請求項2に係る発明は、前記無機系紫外線遮蔽材の粒径が1.0μm以下で、かつ0.2から1.0重量部添加されていることを特徴とする請求項1記載の化粧シートである。
【0019】
本発明の請求項3に係る発明は、前記オレフィン系樹脂層が最表面層であることを特徴とする請求項1または請求項2記載の化粧シートである。
【0020】
本発明の請求項4に係る発明は、前記オレフィン系樹脂層が最表面層の下にある層であることを特徴とする請求項1、2または3記載の化粧シートである。
【0021】
本発明の請求項5に係る発明は、請求項1〜4何れか記載の化粧シートと化粧板用基材が積層されていることを特徴とする化粧板である。
【0022】
このように、本発明の請求項1に係る化粧シートは、層中に有機系紫外線安定剤が含まれている透明なオレフィン系樹脂層を有する化粧シートにおいて、該オレフィン系樹脂層に更に無機系紫外線遮蔽材が含まれていることを特徴とする化粧シートである。
【0023】
この透明樹脂とは、半透明も含むものとする。
【0024】
また、層構成は単層構成でも構わないが、一般的には複層構成である。
【0025】
オレフィン系樹脂層としては、ポリプロピレン樹脂層を用いる事が、表面硬度、加工性などの点において好ましい。
【0026】
この場合のポリプロピレン樹脂層の樹脂中には,一般的には種々の添加剤が含まれているが、有機系耐候安定剤、特に紫外線吸収剤について、従来ベンゾフェノン系やベンゾトリアゾール系紫外線吸収剤がコスト等の面からも一般的に使用されている。
【0027】
しかし、化粧シート、化粧材により高い耐候性が求められると共に、有機系耐候安定剤だけでは求められる機能を十分満たしているとは言えなくなってきた。
【0028】
本発明では無機系紫外線遮蔽材を添加する事が耐候性向上に極めて有効である事が確認されており,その無機系紫外線遮蔽材としては酸化チタン、酸化亜鉛、酸化鉄、酸化セリウムなどがあげられる。
【0029】
更に、本発明の請求項2に係る化粧シートは、無機系紫外線遮蔽材として従来の紫外線遮蔽剤として使用されるものに比べ粒径の小さい0.1μm以下であり、かつ0.2から1.0重量部添加することにより、無機系紫外線遮蔽材を添加する事による欠点であった透明性の低下が抑えながら、長期に亘る紫外線吸収能を保持する事が可能である。
【0030】
0.1μm以上であり、1.0重量部以上添加すれば、透明性が低下するため好ましくない。また、0.2重量部以下の添加では、長期に亘る紫外線吸収能を保持する事が容易でなくなり好ましくない。
【0031】
本発明の請求項3に係る発明は前記オレフィン系樹脂層が最表面層であることを特徴とする請求項1または請求項2記載の化粧シートである。
【0032】
最表面層に上述の様なオレフィン系樹脂層を用いることにより、最も耐候性が必要とされる層の耐候性の強化が果たせるものであり、内層の選択が容易になり好ましい。
【0033】
本発明の請求項4に係る発明は、前記オレフィン系樹脂層が最表面層の下にある層であることを特徴とする請求項1、2または3記載の化粧シートである。
【0034】
なお、最表面層の下にある層に用いることにより、耐候性、耐汚染性、耐傷付き性などの点において好ましい。
【0035】
本発明の請求項4に係る発明のうち請求項3記載の化粧シートの場合は、最表面層と、その下にある層のうち少なくとも一層以上がともに請求項1または2の要件を満たすオレフィン系樹脂層である。この場合、両層が同一の材質よりなる層でも構わないが、一般的には最表面層にはより高い耐候性が求められるため、異なる組成になるのが一般的である。
【0036】
本発明の請求項5に係る発明は請求項1〜4何れか記載の化粧シートと化粧板用基材が積層されていることを特徴とする化粧板であるが、この場合の化粧板用基材としては、合板、中密度繊維板、パーティクルボードなどの木質系、鉄板、アルミ板などの金属系、塩化ビニル、ポリオレフィン、ポリスチレンなどの樹脂系、スレート板、珪酸カルシウム板などの無機系などを用いる事が可能である。
【0037】
【発明の実施の形態】
以下に、本発明の化粧シートについて図面に従って説明する。
【0038】
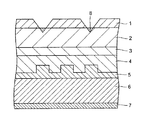
図1は本発明の化粧シートの一例を説明する側断面図であり、ここでは透明プロピレン樹脂などによるオレフィン系樹脂層(2)と、基材層(6)とをラミネートしたもので、更にここでは表面にエンボス(2a)を施している。
【0039】
化粧シートの厚みは、30μm〜100μm、基材シートとラミネートさせたときの総厚は、80μm〜250μm、好ましくは、100μm〜150μmがラッピングなどの後加工性を鑑みて適当である。
【0040】
トップコートの厚みは、1μm〜40μmが適当であるが、この最表面層厚に関しては、その用途や使用樹脂によって異なる。
【0041】
硬化条件やコスト、耐候性、表面物性、後加工性等々を鑑み、好ましくは5μm〜15μm程度の範囲が適当である。
【0042】
最表面層(1)は、まず化粧シート表面の保護として役割をもっており、表面硬度維持向上や汚染性向上、表面つやを調節する。
【0043】
使用される透明(または半透明)材料としては、ポリウレタン系、アクリル系、アクリルシリコン系、フッ素系、エポキシ系、ビニル系、ポリエステル系、メラミン系、アミノアルキッド系、尿素系等から適宜選択できる。
【0044】
形態も、水性、エマルジョン、溶剤系等いずれも可能で且つ硬化も1液タイプでも、硬化剤を用いた2液タイプでも良い。
【0045】
中でも、イソシアネートを用いたウレタン系のトップコートは、作業性、価格、樹脂自体の凝集力等の観点からも望ましい。
【0046】
最表面層(1)は最表面に存在するため、シートの耐候性に寄与する部分が大きい。
【0047】
そのため最表面層(1)は、耐候性を十分考慮する必要があり、有機系紫外線安定剤の紫外線吸収剤と光安定剤は必須である。
【0048】
しかし、樹脂反応型や架橋型でない限り、耐候性に関しては、熱、光、降雨等で、経時でブリードしたり、洗い流されたりして、吸収種の減少により、経時での退色や樹脂劣化が免れなかった。
【0049】
これに、無機系紫外線遮蔽材を添加することで、より高い耐候性を得る事ができる。
【0050】
無機系紫外線遮蔽材として酸化チタン、酸化亜鉛、酸化鉄、酸化セリウム等があげられ、用途により適宣選択すれば良いが本発明者らの実験によると酸化亜鉛が最も良い結果が得られた。
【0051】
トップコート塗液は、溶剤系、無溶剤系、水系、エマルジョン系、ホットメルト系等、乾燥性とシートの耐熱性、乾燥後のブロッキング性、また、シートとの密着性等々を考慮して適宜選択すると良い。
【0052】
塗工方法も、その塗液の性状や粘度、塗布量に合わせ選択すると良い。
【0053】
グラビアコート、マイクログラビアコート、コンマコート、ナイフコート、リップコート等々の一般的な塗工方法より選択するとよい。
【0054】
塗布量は、トップコートの性能と要求物性、造膜や硬化等の関係にもよるが、通常厚みで1μm〜40μm程度、好ましくは3μm〜15μmが良い。
【0055】
また、意匠性向上の為に、最表面層(1)の表面に、その下層の透明オレフィン系樹脂層(2)を含めて凹凸のエンボス模様(2a)を設けても構わない。
【0056】
透明なオレフィン系樹脂層(2)は、通常のポリプロピレンが良いが、単独重合体すなわちホモポリマーでもよく、あるいは、エチレンやブテン等と共重合された2元、3元のランダムポリマー共重合体でも構わない。
【0057】
特に化粧シートの表面強度を持たせる場合、オレフィン系樹脂層(2)として、高結晶化ポリプロピレンを用いるのが好ましいが、これに限ったわけではない。
【0058】
但し、表面硬度等を維持し、その他必要物性を維持していくために、他樹脂の混合も可能だが高結晶化ポリプロピレンの物性に著しく悪影響を与えないならば、その目的の配合によって、適宜選定は可能である。
【0059】
但し、折り曲げ等の後加工を施す場合は特に透明樹脂層を構成する高結晶化ポリプロピレン樹脂との相溶性が良いものが好ましい。
【0060】
ここで使用する透明ポリオレフィン樹脂(2)は、必要に応じて熱安定剤、難燃剤、紫外線吸収剤、光安定剤、ブロッキング防止剤、触媒補捉剤、透明性を維持する範囲での着色剤、半透明化のための光散乱剤、艶調整剤等を添加することが出来る。
【0061】
酸化防止剤として、フェノール系、硫黄系、リン系の酸化防止剤が用いられる。
【0062】
組み合わせは、任意の組み合わせが可能だが、多量添加による表面のブリードや着色、紫外線吸収剤や光安定剤との相乗・拮抗作用には留意する必要がある。
【0063】
熱安定剤としては、ヒンダードフェノール系、硫黄系等、難燃剤としては、水酸化アルミニウム、水酸化マグネシウム等、紫外線吸収剤としては、ベンゾトリアゾール系、ベンゾエート系、ベンゾフェノン系、トリアジン系、サリシレート系、シアノアクリレート系等、光安定剤としては、ヒンダードアミン系等を任意で組み合わせて添加するのが一般的である。
【0064】
特に本用途では、耐候性を考慮する必要があり、紫外線吸収剤と光安定剤は必須であり、添加量は、その要求物性や添加される樹脂への相溶性にもよるが、各々、0.1部から5部程度が好ましい。
【0065】
有機系耐候安定剤は、高耐候にするためには高濃度に添加する必要があったが、樹脂によっては高濃度に添加出来ないといった制限があった。
【0066】
また、無機系紫外線遮蔽材を0.2から1.0重量部添加した場合は、従来にない高耐候性を得る事ができる。
【0067】
無機系紫外線遮蔽材として酸化チタン、酸化亜鉛、酸化鉄、酸化セリウムなどがあげられるが、用途により適宣選択すれば良いが本発明者らの実験によると酸化亜鉛を0.5重量部添加した場合が最も良い結果が得られた。
【0068】
さらに、この透明なオレフィン系樹脂層(2)中にも、切削性やその他物性の向上も考慮し、樹脂、添加剤分の他に、フィラー分を添加しする。
【0069】
このフィラー分としては、有機成分フィラーとして、ウレタン架橋粒子、アクリル架橋粒子、メラミン樹脂、天然コラーゲン等があり、また、無機フィラーとしては、一般的なトップコート等にも用いられる、アルミナ、シリカ、窒化珪素、炭化珪素、ガラスビーズ、水酸化アルミ、炭酸カルシウム、等々が挙げらる。
【0070】
次に、図1に記すように本発明の化粧シートの一例を構成する構成層中には、接着性樹脂層(3)が存在し,この樹脂層(3)は、オレフィン系樹脂層(2)としての非極性のポリプロピレンとの下の層との密着性(接着性)が良好なら不要であるが、密着不良であったり、また、密着が不足である場合にこの接着性樹脂層(3)を必要とする。
【0071】
この接着性樹脂層(3)は、ポリプロピレン、ポリエチレン、アクリル系等の樹脂に酸変性を施したもので、厚みは、その接着性向上の観点から2μm以上、また厚すぎても接着性樹脂層自体の柔軟性が表面硬度に影響したり、接着性樹脂の凝集力や耐熱性の点から逆に接着強度を落としかねないので、20μm程度までが好ましい。
【0072】
また、この接着性樹脂層(3)の形成法は、接着強度向上の点から、前述してきたポリプロピレン層であるオレフィン系樹脂層(2)との共押出ラミネートが好ましい。
【0073】
さらに図1に示すように、接着性樹脂層(3)の下には接着剤層(4)が存在し,これはその接着剤層(4)下層のインキ層(5)と、接着剤層(4)上層のオレフィン系樹脂層(2)または接着性樹脂層(3)との密着を向上させる為の層であり、この接着剤層(4)が無くとも、目標とする接着強度が得られるのであれば、存在の必要はない。
【0074】
この接着層(4)としては、任意の樹脂系同志の接着強度向上に寄与するものであるならば、特に材料の限定はない。
【0075】
また、材料的には、アクリル系、ポリエステル系、ポリウレタン系、エポキシ系等種々の材料が使用できるが、一般的には、塗膜凝集力の高い2液硬化型のポリウレタン系接着剤を用いることが多い。
【0076】
また、その塗工方法も、塗液粘度等によって適宜選択できるが、一般的には、グラビア版によるドライコートがなされ、低塗布量管理の意味からも、好ましい方法といえる。
【0077】
また、接着剤層(4)の塗布量は、接着強度、コスト等を考慮し、適宜決定すると良いが、出来るだけ低塗布量が好ましい。
【0078】
また、この接着剤層(4)の塗布は、印刷によるインキ層(5)の施された基材層(6)に塗布され、前述のポリプロピレン樹脂等のポリオレフィン樹脂によるオレフィン樹脂層(2)あるいは、前述のポリプロピレン,ポリエチレン,アクリル系等の樹脂を酸変性した接着性樹脂による接着性樹脂層(3)とラミネートされることになる。
【0079】
このときの接着方法は、接着性樹脂層にもよるが、熱ラミネート、押出ラミネート、ドライラミネート等々、その材料の特性に合わせて、種々選択するとよい。
【0080】
また、最表面層(1)あるいはオレフィン系樹脂層(2)に、エンボス模様(2a)(エンボス凹部)を施す場合には、一旦各種方法でラミネートしたシートに、後から熱圧によりエンボスを入れる方法、冷却ロールに凹凸模様を設け、押出ラミネートと同時にエンボスを施す方法がある。
【0081】
また、押し出し時に同時エンボスを施した上記オレフィン系樹脂層(2)(透明樹脂層)と基材層(6)とを熱あるいはドライラミネートで貼り合わせる方法等がある。
【0082】
さらに、エンボス凹部(2a)に印刷インキや樹脂を埋め込み、意匠性や耐候性を向上させることも可能である。
【0083】
上記基材層(6)は薄葉紙、チタン紙、樹脂含浸紙等の紙、ポリエチレン、ポリプロピレン、、ポリブチレン、ポリスチレン、ポリカーボネート、ポリエステル、ポリアミド、エチレン−酢酸ビニル共重合体、ポリビニルアルコール、アクリル等の合成樹脂、あるいは、これら合成樹脂の発泡体、エチレン−プロピレン共重合ゴム、エチレン−プロピレン−ジエン共重合ゴム、スチレン−ブタジエン共重合ゴム、スチレン−イソプレン−スチレンブロック共重合ゴム、スチレン−ブタジエン−スチレンブロック共重合ゴム、ポリウレタン等のゴム、有機もしくは無機系の不織布、合成紙、アルミニウム、鉄、金、銀等の金属箔等から任意で選定可能である。
【0084】
また、基材は、図中1の透明樹脂層と同一であっても構わない。
【0085】
また、透明樹脂の場合、隠蔽性を出すために、顔料等の添加も可能である。
【0086】
インキ使用の場合、そのバインダーとしては、硝化綿、セルロース、塩化ビニル−酢酸ビニル共重合体、ポリビニルブチラール、ポリウレタン、アクリル、ポリエステル系等の単独もしくは各変成物の中から適宜選択すればよい。
【0087】
これらは、水性、溶剤系、エマルジョン系で問題はなく、1液タイプでも、硬化剤を利用した2液タイプでも任意での選択が可能である。
【0088】
さらに、紫外線や電子線等の活性エネルギー線照射によりインキを硬化させることも可能であるが着色の場合電子線硬化の方が厚み方向には紫外線硬化よりも有効な場合もある。
【0089】
インキ層(5)として、これら絵柄インキ層やベタインキ層を設ける方法は、グラビア印刷、オフセット印刷、スクリーン印刷、フレキソ印刷、静電印刷、インキジェット印刷等がある。
【0090】
またさらに隠蔽層を設ける場合は、コンマコーター、ナイフコーター、リップコーター、金属蒸着あるいはスパッタ法等を用いてもよい。
【0091】
最表面層(1)を設ける方法も、隠蔽層や絵柄インキ層を設けるのと同様の方法で何ら規定されるものではない。
【0092】
また、前述したポリプロピレンシートの成形方法は、特に製膜できれば問題なく、特に規定されるものではないが、押し出し機を用いるのが一般的である。
【0093】
前述してきたように、シートへの印刷や、シートの積層等、樹脂やインキが積層されている界面に対しては、その接着性を考慮し、可能であれば、その必要に応じて、その印刷や積層を施す前に、当該表面にコロナ処理、オゾン処理、プラズマ処理、電子線処理、紫外線処理、重クロム酸処理等の表面処理で表面を活性化してから、各々の工程を経ると効果的で良い場合がある。
【0094】
図1に示す本発明の化粧シートのように、前述したような各層が存在し、最終的な化粧シートの製造方法は、印刷インキ層(5)の施された基材樹脂シートである基材層(6)に接着剤層(4)が塗布されたものと、ポリプロピレン樹脂等の透明オレフィン系樹脂層(2)に接着性樹脂層(3)を共押ししたものとを、ドライラミネート、押出ラミネート等で貼り合わせるのが適当である。
【0095】
なお、図1中の層構成は押し出しラミネート時の構成を示し、ドライラミの場合には、さらに接着層(4)とインキ層(5)との間に、もう一層接着剤層が増える。
【0096】
図1中、本発明の化粧シートの基材層(6)の裏面に設けたプライマー層(7)は、上記化粧シートと木質等の化粧板用基材(9)とを図2に示す様に接着した場合の接着性が不足している場合に用いられるもので、この層がなくとも、密着性が十分である場合は特に必要とするものではない。
【0097】
無機系紫外線遮蔽剤は、最表面層(1)、オレフィン系樹脂層(2)以外の樹脂層である接着樹脂層(3)、接着剤層(4)への上記耐候剤の添加も可能であり、更なる耐候性向上も生じ、弊害のない範囲での添加量であればなおよい。
【0098】
また、無機系紫外線遮蔽剤を添加した層を新たに設けてもよい。
【0099】
【実施例】
<実施例1>
ホモタイプの押出成型用ポリプロピレン樹脂にフェノール系酸化防止剤(イルガノックス1010:チバスペシャルティーズ社)を2000ppm、ベンゾトリアゾール系紫外線吸収剤(アデカスタブLA−32:旭電化)を1000ppm、ヒンダードアミン系光安定剤(キマソープ944:チバスペシャリティーズ)2000ppm、紫外線遮蔽剤(酸化亜鉛、粒径0.8μm以下)2000ppmが添加されている樹脂を押し出し機を用いて溶融押出を行い、同時に表面に木目様の凹凸エンボスを施し、厚さ約80μmの透明樹脂樹脂シートを得た。
【0100】
そして、このシート最表面には、ベンゾトリアゾール系紫外線吸収剤(チヌビン327:チバスペシャルティーズ)を含有する2液硬化型ウレタン系トップコートを厚さ約8μmコートし透明樹脂シートを得た。
【0101】
続いて作製されたシートに対し、表面に木目模様が印刷され、接着層として2液硬化型ウレタン樹脂系が2μm程度塗布されたポリエチレン製基材樹脂シート(100μm)を、押し出しラミネートし化粧シートを得た。
【0102】
<実施例2>
ホモタイプの押出成型用ポリプロピレン樹脂にフェノール系酸化防止剤(イルガノックス1010:チバスペシャリティーズ社製)を2000ppm、ベンゾトリアゾール系紫外線吸収剤(アデカスタブLA−32:旭電化)を1000ppm、ヒンダードアミン系光安定剤(キマソープ944:チバスペシャリティーズ社製)2000ppm、添加されている樹脂を押し出し機を用いて溶融押出を行い、同時に表面に木目様の凹凸エンボスを施し、厚さ約80μmの透明樹脂樹脂シートを得た。
【0103】
そして、このシート最表面には、ベンゾトリアゾール系紫外線吸収剤(チヌビン327:チバスペシャルティーズ)および紫外線遮蔽剤(酸化チタン、粒径0.9μm以下)10,000ppmを含有する2液硬化型ウレタン系トップコートを厚さ約6μmドライコートし、透明樹脂シートを得た。
【0104】
続いて、作製されたシートに対し、表面に木目模様が印刷され、接着層として2液硬化型ウレタン樹脂系が2μm程度塗布されたポリエチレン製基材シート(100μm)を、押し出しラミし化粧シートを得た。
【0105】
<比較例1>
実施例1と同様の方法で樹脂シートを作製するが、樹脂中に紫外線遮蔽剤を用いずに透明樹脂シートを作製した。
【0106】
作製されたシートに対し、表面に木目模様が印刷され、接着層として2液硬化型ウレタン樹脂系が2μm程度塗布されたポリエチレン製基材樹脂シート(100μm)を、押し出しラミし化粧シートを得た。
【0107】
<比較例2>
実施例2と同様の方法で樹脂シートを作製し、表面に木目模様が印刷され、接着層として2液硬化型ウレタン樹脂系が2μm程度塗布されたポリエチレン製基材樹脂シート(100μm)を、押し出しラミネートする。
【0108】
トップコートを印刷するが,実施例2と違い紫外線遮蔽剤を用いない。
【0109】
<評価方法>
実施例、比較例として上述したように作製された化粧シートに対し、耐候性試験機(キセノンウエザーメーター:スガ試験機)に入庫し、JIS K5600に準じた耐候性試験を行い、耐候経時3000時間試験前後での、色差および、エンボス凹部白化、破断を目視判断した。
【0110】
色差に関しては、耐候試験前後での△Eを測定した。
【0111】
また、目視評価は下記の様である。
【0112】
○:エンボス凹部、全く変化無し。
【0113】
△:エンボス凹部、白化あり。
【0114】
×:エンボス凹部、白化激しく、一部は破壊・破断している。
【0115】
評価結果を、表1に示す。
【0116】
【表1】

以上の結果から、本発明による材料にて作製された化粧シートは、従来の化粧シートと比較して、耐候性試験後における紫外線遮蔽および吸収能の向上により、退色や樹脂劣化を抑制することができ、表面凹部の白化、劣化も抑制できた。
【0118】
<実施例3>
実施例1の化粧シートに化粧板用基材として12mmの合板を貼り合わせた。
【0119】
【発明の効果】
以上の様に、本発明によれば,透明なポリプロピレン等のオレフィン系樹脂層を主体として積層構成され、構成される層中に無機系紫外線遮蔽剤が含まれている化粧シートにおいて、従来にない耐候性の向上した化粧シートを提供できる。
【0120】
また、係る化粧シートにおいて,前記無機系紫外線遮蔽剤が粒径1.0μm以下で、かつ0.2から1.0重量部において透明性を低下させる事なく、更なる耐候性の向上した化粧シートを提供できる。
【図面の簡単な説明】
【図1】本発明の化粧シートの実施形態を示す断面図である。
【図2】本発明の化粧板の実施形態を示す断面図である。
【符号の説明】
1:最表面層
2:オレフィン系樹脂層(ポリプロピレン樹脂層)
3:接着性樹脂層
4:接着層
5:インキ層
6:基材
7:プライマー
8:埋め込み樹脂
9:化粧板用基材
Claims (5)
- 層中に有機系紫外線安定剤が含まれている透明なオレフィン系樹脂層を有する化粧シートにおいて、該オレフィン系樹脂層に更に無機系紫外線遮蔽材が含まれていることを特徴とする化粧シート。
- 前記無機系紫外線遮蔽材の粒径が1.0μm以下で、かつ0.2から1.0重量部添加されていることを特徴とする請求項1記載の化粧シート。
- 前記オレフィン系樹脂層が最表面層であることを特徴とする請求項1または請求項2記載の化粧シート。
- 前記オレフィン系樹脂層が最表面層の下にある層であることを特徴とする請求項1、2または3記載の化粧シート。
- 請求項1〜4何れか記載の化粧シートと化粧板用基材が積層されていることを特徴とする化粧板。
化粧板用基材
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002308159A JP2004142181A (ja) | 2002-10-23 | 2002-10-23 | 化粧シートおよび化粧板 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002308159A JP2004142181A (ja) | 2002-10-23 | 2002-10-23 | 化粧シートおよび化粧板 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004142181A true JP2004142181A (ja) | 2004-05-20 |
Family
ID=32454372
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002308159A Pending JP2004142181A (ja) | 2002-10-23 | 2002-10-23 | 化粧シートおよび化粧板 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004142181A (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006007688A (ja) * | 2004-06-29 | 2006-01-12 | Toppan Printing Co Ltd | 鋼板化粧材の製造方法と鋼板化粧材 |
| JP2008062416A (ja) * | 2006-09-05 | 2008-03-21 | Toppan Printing Co Ltd | 化粧シート |
| US20250223808A1 (en) * | 2021-10-22 | 2025-07-10 | Li & Co AG | Decorative Panel, and Decorative Panel Covering |
-
2002
- 2002-10-23 JP JP2002308159A patent/JP2004142181A/ja active Pending
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006007688A (ja) * | 2004-06-29 | 2006-01-12 | Toppan Printing Co Ltd | 鋼板化粧材の製造方法と鋼板化粧材 |
| JP2008062416A (ja) * | 2006-09-05 | 2008-03-21 | Toppan Printing Co Ltd | 化粧シート |
| US20250223808A1 (en) * | 2021-10-22 | 2025-07-10 | Li & Co AG | Decorative Panel, and Decorative Panel Covering |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5104358B2 (ja) | 化粧シート | |
| KR100876787B1 (ko) | 바닥재용 화장 시트 및 이를 이용한 바닥용 화장재 | |
| CN101274500B (zh) | 装饰片材 | |
| JP2004066525A (ja) | 化粧シートおよび化粧板 | |
| JP2003340973A (ja) | 化粧シート | |
| JP2009101603A (ja) | 化粧シート | |
| JP2015086682A (ja) | 化粧シート及びそれを用いた化粧板 | |
| JP5239351B2 (ja) | 化粧シート | |
| JP2017177376A (ja) | 化粧シート及び化粧材 | |
| JP2000289162A (ja) | 化粧シート | |
| JP5217325B2 (ja) | 化粧シート | |
| JP5217326B2 (ja) | 化粧シート | |
| JP2008062416A (ja) | 化粧シート | |
| JP2005028837A (ja) | 化粧シート | |
| JP4737722B2 (ja) | 積層体及びシート | |
| JP2022011841A (ja) | 化粧シート及び化粧部材 | |
| JP3823686B2 (ja) | 化粧シート | |
| JP2004142181A (ja) | 化粧シートおよび化粧板 | |
| JP4797723B2 (ja) | 化粧シート | |
| JP6711069B2 (ja) | 化粧シート及び化粧材 | |
| JP2000085072A (ja) | 化粧シ―トおよび木質化粧板 | |
| JP5239364B2 (ja) | 化粧シート | |
| JP4407098B2 (ja) | 化粧シート | |
| JP2024176909A (ja) | 化粧シート及び化粧シートの製造方法 | |
| JP4325050B2 (ja) | 化粧シートの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050916 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20080304 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080325 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080523 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20080916 |