JP2004155134A - 自動可塑化装置及び方法 - Google Patents
自動可塑化装置及び方法 Download PDFInfo
- Publication number
- JP2004155134A JP2004155134A JP2002324578A JP2002324578A JP2004155134A JP 2004155134 A JP2004155134 A JP 2004155134A JP 2002324578 A JP2002324578 A JP 2002324578A JP 2002324578 A JP2002324578 A JP 2002324578A JP 2004155134 A JP2004155134 A JP 2004155134A
- Authority
- JP
- Japan
- Prior art keywords
- screw
- resin
- gas
- heating cylinder
- reactive gas
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000000034 method Methods 0.000 title claims description 12
- 238000010438 heat treatment Methods 0.000 claims abstract description 91
- 229920005989 resin Polymers 0.000 claims abstract description 85
- 239000011347 resin Substances 0.000 claims abstract description 85
- 230000005856 abnormality Effects 0.000 claims description 19
- 230000008859 change Effects 0.000 claims description 12
- 238000001514 detection method Methods 0.000 claims description 12
- 239000004014 plasticizer Substances 0.000 claims description 5
- 230000033001 locomotion Effects 0.000 claims description 3
- 238000002844 melting Methods 0.000 claims description 3
- 230000008018 melting Effects 0.000 claims description 3
- 230000008569 process Effects 0.000 claims description 3
- 238000005259 measurement Methods 0.000 claims 1
- 239000007789 gas Substances 0.000 description 183
- 238000002347 injection Methods 0.000 description 25
- 239000007924 injection Substances 0.000 description 25
- 238000010586 diagram Methods 0.000 description 13
- CURLTUGMZLYLDI-UHFFFAOYSA-N Carbon dioxide Chemical compound O=C=O CURLTUGMZLYLDI-UHFFFAOYSA-N 0.000 description 8
- 238000001746 injection moulding Methods 0.000 description 6
- 238000000465 moulding Methods 0.000 description 5
- 229910002092 carbon dioxide Inorganic materials 0.000 description 4
- 239000001569 carbon dioxide Substances 0.000 description 4
- 230000007423 decrease Effects 0.000 description 4
- -1 for example Polymers 0.000 description 4
- 230000006870 function Effects 0.000 description 3
- 230000007246 mechanism Effects 0.000 description 3
- XKRFYHLGVUSROY-UHFFFAOYSA-N Argon Chemical compound [Ar] XKRFYHLGVUSROY-UHFFFAOYSA-N 0.000 description 2
- 239000004743 Polypropylene Substances 0.000 description 2
- 239000004793 Polystyrene Substances 0.000 description 2
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Chemical compound C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 description 2
- 238000009825 accumulation Methods 0.000 description 2
- 238000007664 blowing Methods 0.000 description 2
- 238000006243 chemical reaction Methods 0.000 description 2
- 229920001903 high density polyethylene Polymers 0.000 description 2
- 239000004700 high-density polyethylene Substances 0.000 description 2
- 230000003287 optical effect Effects 0.000 description 2
- 239000004417 polycarbonate Substances 0.000 description 2
- 229920000139 polyethylene terephthalate Polymers 0.000 description 2
- 239000005020 polyethylene terephthalate Substances 0.000 description 2
- 239000004800 polyvinyl chloride Substances 0.000 description 2
- 229920000915 polyvinyl chloride Polymers 0.000 description 2
- 238000007789 sealing Methods 0.000 description 2
- 239000004065 semiconductor Substances 0.000 description 2
- RNFJDJUURJAICM-UHFFFAOYSA-N 2,2,4,4,6,6-hexaphenoxy-1,3,5-triaza-2$l^{5},4$l^{5},6$l^{5}-triphosphacyclohexa-1,3,5-triene Chemical compound N=1P(OC=2C=CC=CC=2)(OC=2C=CC=CC=2)=NP(OC=2C=CC=CC=2)(OC=2C=CC=CC=2)=NP=1(OC=1C=CC=CC=1)OC1=CC=CC=C1 RNFJDJUURJAICM-UHFFFAOYSA-N 0.000 description 1
- NLHHRLWOUZZQLW-UHFFFAOYSA-N Acrylonitrile Chemical compound C=CC#N NLHHRLWOUZZQLW-UHFFFAOYSA-N 0.000 description 1
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 1
- 239000002253 acid Substances 0.000 description 1
- 229920000122 acrylonitrile butadiene styrene Polymers 0.000 description 1
- 230000009471 action Effects 0.000 description 1
- 229910052786 argon Inorganic materials 0.000 description 1
- 229920006167 biodegradable resin Polymers 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 229910001873 dinitrogen Inorganic materials 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 229920006351 engineering plastic Polymers 0.000 description 1
- 239000004794 expanded polystyrene Substances 0.000 description 1
- 239000000945 filler Substances 0.000 description 1
- 239000003063 flame retardant Substances 0.000 description 1
- 230000010006 flight Effects 0.000 description 1
- 239000004088 foaming agent Substances 0.000 description 1
- 239000003365 glass fiber Substances 0.000 description 1
- 229920006015 heat resistant resin Polymers 0.000 description 1
- 239000001307 helium Substances 0.000 description 1
- 229910052734 helium Inorganic materials 0.000 description 1
- SWQJXJOGLNCZEY-UHFFFAOYSA-N helium atom Chemical compound [He] SWQJXJOGLNCZEY-UHFFFAOYSA-N 0.000 description 1
- 229910001872 inorganic gas Inorganic materials 0.000 description 1
- 239000004973 liquid crystal related substance Substances 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- 239000000113 methacrylic resin Substances 0.000 description 1
- 239000008188 pellet Substances 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 229920003229 poly(methyl methacrylate) Polymers 0.000 description 1
- 229920000515 polycarbonate Polymers 0.000 description 1
- 239000004926 polymethyl methacrylate Substances 0.000 description 1
- 229920001155 polypropylene Polymers 0.000 description 1
- 229920002223 polystyrene Polymers 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 238000007639 printing Methods 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 230000009257 reactivity Effects 0.000 description 1
- 238000007711 solidification Methods 0.000 description 1
- 230000008023 solidification Effects 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 229920005992 thermoplastic resin Polymers 0.000 description 1
- 230000003936 working memory Effects 0.000 description 1
Images







Landscapes
- Injection Moulding Of Plastics Or The Like (AREA)
Abstract
【解決手段】樹脂を加熱して溶融させる加熱シリンダ22と、該加熱シリンダ22内に配設されたスクリュ24と、該スクリュ24を回転させるスクリュ回動装置28と、前記スクリュ24を進退させるスクリュ駆動装置25と、前記加熱シリンダ22内に非反応性ガスを供給するガス供給ユニット30と、前記非反応性ガスの流量又は圧力に基づいて、前記スクリュ回動装置28又はスクリュ駆動装置25の動作を制御する制御装置50とを有する。
【選択図】 図1
Description
【発明の属する技術分野】
本発明は、自動可塑化装置及び方法に関するものである。
【0002】
【従来の技術】
従来、射出成形機等の成形機においては、加熱シリンダ内において加熱され、溶融させられた樹脂を高圧で射出して金型装置のキャビティに充填(てん)し、該キャビティ内において樹脂を冷却し、固化させることによって成形品を成形するようにしている。
【0003】
そのために、前記射出成形機は金型装置、型締装置及び可塑化装置としての射出装置を有し、前記型締装置は、固定プラテン及び可動プラテンを備え、型締用シリンダが可動プラテンを進退させることによって金型装置の型閉、型締及び型開を行う。
【0004】
一方、前記射出装置は、樹脂を加熱して溶融させる加熱シリンダ、及び、該加熱シリンダの前端に取り付けられ、溶融させられた樹脂を射出する射出ノズルを備え、前記加熱シリンダ内にスクリュが回転可能に、かつ、進退可能に配設される。そして、該スクリュを、後端に配設された駆動部によって前進させることにより射出ノズルから樹脂が射出され、前記駆動部によって回転させることにより樹脂の計量が行われる。
【0005】
近年、射出成形機においては、炭酸ガス等の非反応性ガスを樹脂に含浸させる成形方法を採用することがある(例えば、特許文献1参照。)。この場合、前記加熱シリンダ内に非反応性ガスを導入し、前記加熱シリンダ内において溶融させられた樹脂に非反応性ガスを含浸させて溶解させるようになっている。
【0006】
図2は従来の射出装置を示す図である。
【0007】
図において、101は可塑化装置としての射出装置の加熱シリンダ、102は該加熱シリンダ101を加熱する加熱装置としてのヒータ、103は前記加熱シリンダ101の先端に取り付けられた射出ノズル、104は前記加熱シリンダ101内に配設されたスクリュ、105は該スクリュ104を回転させるモータ、106は前記加熱シリンダ101に原料としての樹脂を供給するホッパである。また、111は炭酸ガス等の非反応性ガスを貯蔵するガス貯留源としてのガスボンベ、112は前記加熱シリンダ101に取り付けられたガス導入口、113は前記ガスボンベ111とガス導入口112とを連結する連結管路、114は前記ガス導入口112に取り付けられた圧力計である。
【0008】
そして、前記可塑化装置の計量工程においては、モータ105が作動してスクリュ104を回転させ、図示されないスクリュ駆動装置が作動して前記スクリュ104を所定の位置まで後退(図における右方に移動)させる。このとき、ホッパ106から供給された樹脂は、加熱シリンダ101内において加熱され、溶融させられて、すなわち、可塑化されて、スクリュ104の後退に伴って該スクリュ104の前方に溜(た)められる。
【0009】
また、前記ガスボンベ111から供給された非反応性ガスがガス導入口112から加熱シリンダ101内に導入される。そして、該加熱シリンダ101内は所定の圧力となっていて、非反応性ガスは可塑化された樹脂に溶解する。なお、加熱シリンダ101内に導入される非反応性ガスの圧力は、圧力計114によって測定され、所定の値となるように調整される。
【0010】
そして、射出工程においては、前記スクリュ駆動装置が作動して前記スクリュ104を前進(図における左方に移動)させるので、該スクリュ104の前方に溜められた非反応性ガスを含む樹脂は射出ノズル103から射出される。
【0011】
【特許文献1】
特開2001−260165号公報
【0012】
【発明が解決しようとする課題】
しかしながら、前記従来の可塑化装置においては、加熱シリンダ101内に導入される非反応性ガスの圧力に基づいて、ガスボンベ111から供給される非反応性ガスの圧力及び流量を制御するようになっているので、樹脂の可塑化を適切に行うことが困難であった。
【0013】
非反応性ガスを樹脂に適切に溶解させるためには、非反応性ガスの圧力及び流量に加えて、スクリュ104から樹脂に対して加えられる圧力としてのスクリュ背圧、スクリュ104の単位時間当たりの回転数としてのスクリュ回転数等を適切に制御することが必要である。例えば、スクリュ背圧が低かったり、スクリュ回転数が高かったりすると、非反応性ガスが樹脂に溶解せずにガス溜まりが生じ、ベントアップ(Vent Up)が発生してしまう。また、加熱シリンダ101内における樹脂によるシール性が低下すると、非反応性ガスがホッパ106側に吹き抜けて、該ホッパ106から外気に放出されてしまう。
【0014】
本発明は、前記従来の可塑化装置における問題点を解決して、非反応性ガスの流量又は圧力に基づいて、スクリュの進退、背圧、又は回転を適切に制御することによって、非反応性ガスを樹脂に適切に溶解させることができ、樹脂を適切に可塑化することができる自動可塑化装置及び方法を提供することを目的とする。
【0015】
【課題を解決するための手段】
そのために、本発明の自動可塑化装置においては、樹脂を加熱して溶融させる加熱シリンダと、該加熱シリンダ内に配設されたスクリュと、該スクリュを回転させるスクリュ回動装置と、前記スクリュを進退させるスクリュ駆動装置と、前記加熱シリンダ内に非反応性ガスを供給するガス供給ユニットと、前記非反応性ガスの流量又は圧力に基づいて、前記スクリュ回動装置又はスクリュ駆動装置の動作を制御する制御装置とを有する。
【0016】
本発明の他の自動可塑化装置においては、さらに、前記制御装置は、前記ガス供給ユニットによって供給される非反応性ガスの圧力に等しくなるように背圧を設定して前記スクリュ駆動装置の動作を制御する背圧設定制御部を備える。
【0017】
本発明の更に他の自動可塑化装置においては、さらに、前記制御装置は、スクリュ回転数の変化を緩やかにするように、時間の経過に対応するスクリュ回転数の変化を設定して前記スクリュ回動装置の動作を制御するスクリュ回転数設定制御部を備える。
【0018】
本発明の更に他の自動可塑化装置においては、さらに、前記制御装置は、樹脂の計量工程が完了した後、位置保持制御によって前記スクリュの位置を一定に保持するように、前記スクリュ駆動装置の動作を制御するスクリュ位置設定制御部を備える。
【0019】
本発明の更に他の自動可塑化装置においては、さらに、前記制御装置は、前記シリンダ内圧が前記ガス供給ユニットによって供給される非反応性ガスの圧力よりも高い場合に異常を検出して報知する異常検出報知部を備える。
【0020】
本発明の自動可塑化方法においては、計量工程において、ホッパから加熱シリンダ内に供給される樹脂をスクリュを回転することで溶融するとともに、前記加熱シリンダに供給される非反応性ガスの供給ガス圧と等しくなるように前記スクリュの背圧を制御する。
【0021】
本発明の他の自動可塑化方法においては、さらに、前記計量工程完了時、前記スクリュの後退を停止させ、該スクリュの位置を一定に保持する。
【0022】
【発明の実施の形態】
以下、本発明の実施の形態について図面を参照しながら詳細に説明する。ここでは、射出成形機用の自動可塑化装置について説明する。
【0023】
図1は本発明の実施の形態における自動可塑化装置の概略図、図3は本発明の実施の形態におけるスクリュの構成を示す図である。
【0024】
図1において、10は自動可塑化装置であり、可塑化装置としての射出装置20、及び、非反応性ガスを供給するガス供給ユニット30を有する。なお、前記射出装置20及びガス供給ユニット30は、成形機フレーム11上に配設されている。
【0025】
そして、21は射出装置本体であり、成形機フレーム11上に固定されたガイド部材12に沿って前後方向(図1における左右方向)に移動可能に取り付けられている。また、13は前記射出装置本体21を前後方向に移動させる本体駆動装置であり、前記成形機フレーム11上に固定されている。ここで、前記本体駆動装置13は、例えば、サーボモータ等の電動モータを駆動源とし、ボールねじ機構による運動方向変換装置を備えるアクチュエータであるが、油圧シリンダ装置、空圧シリンダ装置等を駆動源とするアクチュエータであってもよい。そして、一端が射出装置本体21に取り付けられた連結ロッド13aを伸縮させることによって、前記射出装置本体21を前後方向に移動させるようになっている。
【0026】
また、該射出装置本体21には、前方(図1における左方)に向けて加熱シリンダ22が固定され、該加熱シリンダ22の前端(図1における左端)にノズルとしての射出ノズル23が配設される。なお、前記加熱シリンダ22の外周面には、加熱装置としてのヒータ26が複数配設され、前記加熱シリンダ22の温度を調節する。そして、該加熱シリンダ22に樹脂を供給するホッパ27が配設されるとともに、加熱シリンダ22の内部にはスクリュ24が前後方向に移動可能に、かつ、回転可能に配設される。ここで、該スクリュ24は、後方(図1における右方)に配設されたスクリュ駆動装置25によって、進退させられる、すなわち、前後方向に移動させられ、また、スクリュ回動装置28によって回転させられる。なお、前記スクリュ駆動装置25は、例えば、サーボモータ等の電動モータを駆動源とし、ボールねじ機構による運動方向変換装置を備えるアクチュエータであるが、油圧シリンダ装置、空圧シリンダ装置等を駆動源とするアクチュエータであってもよい。また、前記スクリュ駆動装置25は、スクリュ24の位置を検出するために、図示されないスクリュ位置センサを備える。なお、前記スクリュ回動装置28は、サーボモータ等の電動モータを駆動源とし、ギヤ、タイミングベルト、チェーン等から成る伝動機構28aによって回転を前記スクリュ24の後方部に伝達する。
【0027】
ここで、前記樹脂は、熱可塑性樹脂であり、例えば、PVC(ポリ塩化ビニル)、PS(ポリスチレン)、発泡ポリスチレン、PP(ポリプロピレン)、PET(ポリエチレンテレフタレート)、PC(ポリカーボネイト)、PMMA(ポリメタクリル酸メチル)、HDPE(高密度ポリエチレン)、AS(スチレン/アクリロニトリル)、ABS樹脂、メタクリル樹脂、生分解性樹脂等であるが、いかなる樹脂であってもよい。また、高耐熱性樹脂、スーパーエンジニアリングプラスチック、難燃剤が添加された樹脂、ガラス繊維等のフィラーが混入された樹脂、化学発泡剤が添加された樹脂等であってもよい。
【0028】
本実施の形態においては、前記樹脂を発泡成形したり、樹脂の流動性を高めるために、加熱シリンダ22内にガス供給ユニット30から供給される非反応性ガスを導入し、該非反応性ガスを樹脂に含浸させて溶解させるようになっている。ここで、前記非反応性ガスは、例えば、炭酸ガス(二酸化炭素ガス)、窒素ガス、アルゴンガス、ヘリウムガス等の無機ガスであるが、樹脂と反応を起こさないガスであれば、いかなる種類のガスであってもよい。
【0029】
また、前記スクリュ24は、図3に示されるように、表面に螺(ら)旋状のフライト24a及び該フライト24aの間に螺旋状の溝24bが形成され、後方(図3における右方)から前方(図3における左方)に向かって、第1ステージ24c、シールゾーン24d及び第2ステージ24eに区分されている。そして、前記非反応性ガスは、加熱シリンダ22に形成されたガス供給口43から、スクリュ24の第2ステージ24eに対応する箇所に導入される。ここで、前記シールゾーン24dにおいては、フライト24a及び溝24bが形成されておらず、かつ、スクリュ24の表面の外径がフライト24aの外径とほぼ等しくなっている。そのため、前記シールゾーン24dにおいて、加熱シリンダ22の内面とスクリュ24の表面との間には狭い隙(すき)間が形成される。そして、該狭い隙間を溶融された樹脂が第1ステージ24cから第2ステージ24eに向かって通過することによって、前記狭い隙間が溶融された樹脂によって閉塞(そく)され、シール作用が発生する。これにより、第2ステージ24eに対応する箇所に導入された非反応性ガスが第1ステージ24cに進入することがなく、非反応性ガスがホッパ27から外部に流出することが防止される。
【0030】
そして、ガス供給ユニット30は、ガス貯留源31、ガス流調節装置32及びガス流測定装置36を有する。ここで、前記ガス貯留源31は、例えば、ガスボンベであり、貯留する非反応性ガスを管路35を介して供給する。また、前記ガス流調節装置32は、ポンプ33及び減圧弁34を備え、前記管路35の途中に配設されて、ガス貯留源31から供給された非反応性ガスの流量を調節して供給する。さらに、前記ガス流測定装置36は、減圧弁37及び供給ガス圧センサ38を備え、前記管路35におけるガス流調節装置32の下流側に配設されて、該ガス流調節装置32から供給された非反応性ガスの圧力、すなわち、供給ガス圧を測定する。なお、前記減圧弁34及び減圧弁37は省略することもできる。
【0031】
また、前記ガス流測定装置36は、供給ガス圧センサ38の検出した供給ガス圧が所定の設定値となるように、信号線41を介して、制御信号をガス流調節装置32に送信する。そして、該ガス流調節装置32におけるポンプ33は、前記制御信号に従って作動し、非反応性ガスの流量を調節して供給する。この場合、供給ガス圧が所定の設定値と供給ガス圧センサ38の検出した値との差がゼロとなるようなフィードバック制御が行われる。
【0032】
そして、非反応性ガスは管路35を介して、加熱シリンダ22に形成されたガス供給口43から、前記加熱シリンダ22内のスクリュ24の第2ステージ24eに対応する箇所に導入される。また、前記ガス供給口43には、加熱シリンダ22内の圧力、すなわち、シリンダ内圧を測定するシリンダ内圧センサ44が配設される。なお、該シリンダ内圧センサ44は、前記加熱シリンダ22内のスクリュ24の第2ステージ24eに対応する箇所であれば、前記ガス供給口43から離れた箇所に配設されていてもよい。
【0033】
ここで、前記供給ガス圧センサ38及びシリンダ内圧センサ44の検出信号は、自動可塑化装置10の制御装置50にも送信される。該制御装置50は、供給ガス圧及びシリンダ内圧に基づいて、射出装置20のスクリュ駆動装置25及びスクリュ回動装置28の動作を制御する。この場合、前記制御装置50からの制御信号は、信号線45及び信号線46を介して送信される。
【0034】
次に、前記制御装置50の構成について説明する。
【0035】
図4は本発明の実施の形態における制御装置の構成を示すブロック図、図5は本発明の実施の形態における制御装置の機能の観点から見た構成を示すブロック図である。
【0036】
本実施の形態において、前記制御装置50は、一種のコンピュータであり、図4に示されるように、演算処理装置51、記憶装置52、入力装置53、出力装置54、入力インターフェイス装置55及び出力インターフェイス装置56を有する。なお、前記演算処理装置51、記憶装置52、入力装置53、出力装置54、入力インターフェイス装置55及び出力インターフェイス装置56は、バスライン57を介して相互に通信可能に接続されている。
【0037】
ここで、前記演算処理装置51は、CPU、MPU等の演算手段を備え、前記供給ガス圧センサ38及びシリンダ内圧センサ44の検出信号に基づいて、所定のシーケンスに従って演算処理を行い、前記スクリュ駆動装置25及びスクリュ回動装置28の動作を制御するための制御値を算出する。なお、前記演算処理装置51は、プログラムやデータを格納したり、ワーキングメモリとして機能したりするために、半導体メモリ、磁気ディスク等の記憶手段を備えるものであってもよい。また、前記記憶装置52は、半導体メモリ、磁気ディスク等の記憶手段を備え、各種プログラム、データ、前記演算処理装置51の算出した制御値等を格納する。なお、前記記憶手段としては、磁気テープ、磁気ディスク、磁気ドラム、CD−R/W、MD、DVD−RAM、DVD−R/W、光ディスク、MO、ICカード、光カード、メモリカード等の各種の記憶媒体を使用することもできる。該記憶媒体は、演算処理装置51にあらかじめ据え付けられたものであってもよく、オペレータによって適宜交換可能なものであってもよい。また、前記記憶装置52は、記憶手段を駆動したり、データの送受信を行ったりするための演算手段を備えるものであってもよい。
【0038】
そして、前記入力装置53は、オペレータが自動可塑化装置10を操作したり、プログラムや設定値の入力や修正を行ったりするためのものであり、キーボード、操作キー、押しボタン、タッチボタン、ジョグダイヤル、十字キー、マウス等から成るものであるが、リモートコントローラであってもよい。また、前記出力装置54は、オペレータが自動可塑化装置10の作動状態を確認したり、プログラムや設定値を出力させたりするためのものであり、CRTディスプレイ、液晶ディスプレイ、LED(Light Emitting Diode)ディスプレイ、プラズマディスプレイ等の表示手段、プリンタ等の印刷手段、スピーカ等の音声出力手段等を備える。なお、出力装置54がタッチパネルである場合には、前記入力装置53は出力装置54の画面に表示された操作キー、操作メニュー等の操作スイッチから成るものであってもよい。すなわち、前記入力装置53と出力装置54とを一体的に構成することができる。この場合、通常のタッチパネルのように、出力装置54の画面に表示された操作スイッチを押す(タッチする)ことによって、入力を行うことができる。
【0039】
また、前記入力インターフェイス装置55は、前記供給ガス圧センサ38及びシリンダ内圧センサ44からの検出信号を受信し、必要に応じて、プロトコルのチェックや変換を行い、演算処理装置51、記憶装置52、出力装置54等に送信する。なお、前記制御装置50は、スクリュ駆動装置25のスクリュ位置センサからの検出信号を受信することができるものであることが望ましい。そして、前記出力インターフェイス装置56は、演算処理装置51、記憶装置52、入力装置53等からの信号を受信し、必要に応じて、プロトコルのチェックや変換を行い、信号線45及び信号線46を介してスクリュ駆動装置25及びスクリュ回動装置28に送信する。また、前記制御装置50は、必要に応じて、ヒータ26及びガス流調節装置32を制御することができる。
【0040】
なお、前記制御装置50は、例えば、パーソナルコンピュータ、サーバ等の汎(はん)用のコンピュータであってもよいし、専用に設計されたコンピュータであってもよい。また、独立して構成されたものであってもよいし、他の制御装置と一体的に構成されたものであってもよい。さらに、前記演算処理装置51、記憶装置52、入力装置53、出力装置54、入力インターフェイス装置55及び出力インターフェイス装置56の一部又はすべてが分離独立して構成されたものであってもよいし、分散型サーバのように複数のコンピュータを有機的に結合したものであってもよいし、大型のコンピュータに構築された複数のシステムの一つであってもよい。
【0041】
本実施の形態において、前記制御装置50は、機能の観点からみて、図5に示されるように、背圧設定制御部61、スクリュ回転数設定制御部62、スクリュ位置設定制御部63、異常検出報知部64及びガス供給タイミング制御部65を有する。
【0042】
ここで、前記背圧設定制御部61は、供給ガス圧センサ38の検出した供給ガス圧と等しい圧力となるようにスクリュ24の背圧を設定して制御する。そして、前記制御装置50は、設定された背圧となるような制御信号を信号線45を介してスクリュ駆動装置25に送信する。前記加熱シリンダ22内において、樹脂に含浸して溶解する非反応性ガスの量、すなわち、ガス溶解量は、非反応性ガスの供給ガス圧とスクリュ24の背圧との関係で定まる。この場合、供給ガス圧が高くなるほど背圧を高くする必要がある。そのため、前記背圧設定制御部61が供給ガス圧センサ38の検出した供給ガス圧となるようにスクリュ24の背圧として設定することによって、加熱シリンダ22内に供給された非反応性ガスは適切に樹脂に溶解し、ガス溜まりが生じることがない。
【0043】
また、スクリュ回転数設定制御部62は、加熱シリンダ22内に供給される非反応性ガスの流量が急増すること、すなわち、流量サージが発生することを防止するために、スクリュ24の単位時間当たりの回転数としてのスクリュ回転数の変化を緩やかにするように、時間の経過に対応するスクリュ回転数の変化を設定して制御する。そして、前記制御装置50は、設定されたスクリュ回転数となるような制御信号を信号線46を介してスクリュ回動装置28に送信する。例えば、スクリュ回転数を上昇させる時に、スクリュ回転数が二段階で上昇するように設定して制御する。これにより、樹脂の計量工程を開始する時に流量サージの発生を適切に防止することができる。なお、スクリュ回転数を変化させる段階数は、二段に限定されるものでなく、三段以上の多段であってもよいし、無段階に変化させるよう制御にしてもよい。
【0044】
さらに、前記スクリュ回転数設定制御部62は、加熱シリンダ22内のスクリュ24の第1ステージ24cに対応する箇所において樹脂を加熱シリンダ22の前方に送り込む力、すなわち、フィード力が低下しないように、シリンダ内圧センサ44が測定したシリンダ内圧に基づいて、スクリュ回転数を設定して制御する。この場合、シリンダ内圧が高くなるとスクリュ回転数を上昇させてフィード力を上昇させるようにする。なお、加熱シリンダ22内に供給される非反応性ガスの流量が増加した場合にも、スクリュ回転数を上昇させてフィード力を上昇させ、非反応性ガスが溶解するのに十分な量の樹脂を加熱シリンダ22の前方に送り込むようになっている。また、スクリュ回転数を上昇させると樹脂の温度が上昇するので、ヒータ26の加熱温度を低下させることが望ましい。
【0045】
そして、前記スクリュ位置設定制御部63は、樹脂の計量工程が完了した後にスクリュ24の位置を一定に保持する位置保持制御を行う。この場合、設定されたスクリュ24の位置と、スクリュ駆動装置25のスクリュ位置センサが検出したスクリュ24の位置との偏差に基づいて、スクリュ24の位置を一定に保持するようにスクリュ駆動装置25を制御する。そして、前記制御装置50は、設定されたスクリュ24の位置となるような制御信号を信号線45を介してスクリュ駆動装置25に送信する。これにより、自動可塑化装置10の運転をオペレータによる手動運転から自動運転に切り替えた際にもスクリュ24の位置が移動することがない。また、供給ガス圧やシリンダ内圧が変動しても、スクリュ24の位置が移動することがない。
【0046】
また、前記異常検出報知部64は、シリンダ内圧センサ44が測定したシリンダ内圧が供給ガス圧センサ38の検出した供給ガス圧よりも高いことを異常として検出し、出力装置54の表示手段としての表示画面に異常があることを示す画像を表示したり、出力装置54の音声出力手段から、ビープ音、音声等を出力したりして、オペレータに異常を報知する。シリンダ内圧が供給ガス圧よりも高い場合には、加熱シリンダ22内に供給された非反応性ガスが樹脂に溶解せず、加熱シリンダ22内のガス供給口43近傍に過大な圧力が発生していると考えられる。この場合、加熱シリンダ22内でガス溜まりが生じ、図示されないベントポート内で樹脂が盛り上がるベントアップが発生してしまう。また、非反応性ガスがシールゾーン24dを通過して第1ステージ24cに吹き抜けて、ホッパ27から外気に放出されてしまうこともある。この場合、前記異常検出報知部64が異常を報知するので、オペレータは自動可塑化装置10の動作を停止させる等の適切な措置を取ることができる。
【0047】
さらに、前記ガス供給タイミング制御部65は、加熱シリンダ22内への非反応性ガスの供給を設定されたタイミングで開始させ、該設定されたタイミングで終了させるようにガス供給ユニット30の動作を制御する。そして、前記制御装置50は、制御信号をガス流調節装置32に送信する。この場合、スクリュ24の第2ステージ24eに樹脂が充填されている状態で非反応性ガスを加熱シリンダ22内に供給する必要があるので、樹脂の計量工程が開始された後に非反応性ガスの供給を開始させる。また、樹脂の計量工程が完了した後に非反応性ガスの供給を継続すると、該非反応性ガスがシールゾーン24dを通過して第1ステージ24cに吹き抜けることがあるので、樹脂の計量工程が完了した時に非反応性ガスの供給を停止させる。
【0048】
次に、前記構成の自動可塑化装置10の動作について説明する。
【0049】
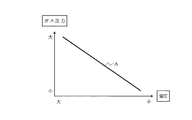
図6は本発明の実施の形態における非反応性ガスの供給ガス圧とスクリュの背圧との関係を示す図、図7は本発明の実施の形態における非反応性ガスの流量とスクリュ回転数との関係を示す図、図8は本発明の実施の形態における非反応性ガスの流量とスクリュ回転数との一般的な関係を示す図である。
【0050】
可塑化装置としての射出装置20において、樹脂を射出する場合、まず、樹脂の計量工程が行われ、スクリュ回動装置28を駆動してスクリュ24を回転させ、スクリュ駆動装置25を駆動して前記スクリュ24を所定の位置まで後退させる。この場合、樹脂は、樹脂ペレット等の形態で、ホッパ27から加熱シリンダ22内に供給される。ホッパ27から供給された樹脂は、加熱シリンダ22内において加熱され、溶融させられて、スクリュ24の後退に伴って該スクリュ24の前方に溜められる。この場合、溶融された樹脂は第1ステージ24cからシールゾーン24dを通過して第2ステージ24eに進入する。
【0051】
そして、溶融された樹脂が第2ステージ24eに充填され始めると、制御装置50のガス供給タイミング制御部65は加熱シリンダ22内への非反応性ガスの供給を設定されたタイミングで開始させる。これにより、ガス流調節装置32のポンプ33が作動を開始して、非反応性ガスが管路35を介して、加熱シリンダ22に形成されたガス供給口43から、前記加熱シリンダ22内の前記第2ステージ24eに対応する箇所に導入される。
【0052】
ここで、前記制御装置50の背圧設定制御部61は、供給ガス圧センサ38の検出した供給ガス圧と等しくなるようにスクリュ24の背圧を設定して制御する。前記加熱シリンダ22内において、ガス溶解量は、非反応性ガスの供給ガス圧とスクリュ24の背圧との関係で定まる。したがって、図6における線Aで示されるように、供給ガス圧が高くなるほど背圧を高くする必要がある。なお、図6においては、横軸に背圧が減少する方向に採ってあり、縦軸に供給ガス圧が増加する方向に採ってある。そのため、前記背圧設定制御部61が供給ガス圧センサ38の検出した供給ガス圧と等しくなるようにスクリュ24の背圧として設定する。これにより、加熱シリンダ22内に供給された非反応性ガスは適切に樹脂に溶解し、ガス溜まりが生じることがない。
【0053】
また、前記制御装置50のスクリュ回転数設定制御部62は、加熱シリンダ22内のスクリュ24のフィード力が低下しないように、シリンダ内圧センサ44が測定したシリンダ内圧に基づいて、スクリュ回転数を設定して制御する。この場合、シリンダ内圧が高くなるとスクリュ回転数を上昇させてフィード力を上昇させるようにする。なお、加熱シリンダ22内に供給される非反応性ガスの流量が増加した場合にも、図7における線Bで示されるように、スクリュ回転数を上昇させてフィード力を上昇させ、非反応性ガスを含浸するのに十分な量の樹脂を加熱シリンダ22の前方に送り込むようになっている。図7においては、横軸にスクリュ回転数が採ってあり、縦軸に非反応性ガスの流量が採ってある。また、スクリュ回転数を上昇させると樹脂の温度が上昇するので、ヒータ26の加熱温度を低下させることが望ましい。
【0054】
ところで、図8における線Eで示されるように、スクリュ回転数をステップ状に変化させると、非反応性ガスの流量が線Cで示されるように変化し、流量サージ(図8におけるDの箇所)が発生してしまう。そこで、スクリュ回転数を変化させる場合、前記スクリュ回転数設定制御部62は、流量サージの発生を防止するために、スクリュ24の単位時間当たりの回転数としてのスクリュ回転数の変化を緩やかにするように、時間の経過に対応するスクリュ回転数の変化を設定して制御する。例えば、スクリュ回転数を上昇させる時に、スクリュ回転数が二段階で上昇するように設定して制御する。これにより、樹脂の計量工程を開始する時に流量サージの発生を適切に防止することができる。
【0055】
なお、前記制御装置50の異常検出報知部64は、シリンダ内圧センサ44が測定したシリンダ内圧が供給ガス圧センサ38の検出した供給ガス圧よりも高くなった場合には、異常として検出する。そして、出力装置54の表示手段としての表示画面に異常があることを示す画像を表示したり、出力装置54の音声出力手段から、ビープ音、音声等を出力したりして、オペレータに異常を報知する。これにより、オペレータは自動可塑化装置10の動作を停止させる等の適切な措置を取ることができる。そのため、ベントアップが発生したり、非反応性ガスがシールゾーン24dを通過して第1ステージ24cに吹き抜けて、ホッパ27から外気に放出されてしまうことがない。
【0056】
そして、所定量の樹脂が前記スクリュ24の前方に溜められると、前記制御装置50は、樹脂の計量工程が完了したとして、前記スクリュ24の後退を停止させる。続いて、スクリュ位置設定制御部63はスクリュ24の位置を一定に保持する位置保持制御を行う。この場合、設定されたスクリュ24の位置と、スクリュ駆動装置25のスクリュ位置センサが検出したスクリュ24の位置との偏差に基づいて、スクリュ24の位置を一定に保持するようにスクリュ駆動装置25を制御する。また、前記ガス供給タイミング制御部65は、加熱シリンダ22内への非反応性ガスの供給を設定されたタイミングで終了させる。これにより、樹脂の計量工程が完了した後に、非反応性ガスがシールゾーン24dを通過して第1ステージ24cに吹き抜けることがない。
【0057】
そして、図示されない金型装置の型閉が終了すると射出工程が行われる。この場合、本体駆動装置13が駆動して射出装置本体21を前進させ、加熱シリンダ22の前端に配設された射出ノズル23を前記金型装置のスプルーブッシュの背面に押し付けて、ノズルタッチが行われる。この後、スクリュ駆動装置25が作動して、スクリュ24を所定の位置まで前進させる。これにより、スクリュ24の前方に溜められた樹脂が射出ノズル23の先端から射出され、前記金型装置内のキャビティに充填される。
【0058】
このように、本実施の形態においては、非反応性ガスを樹脂に含浸させる射出装置20のスクリュ24の動作を自動的に制御する。ここで、背圧設定制御部61は、供給ガス圧センサ38の検出した供給ガス圧と等しい圧力となるようにスクリュ24の背圧を設定して制御する。そのため、加熱シリンダ22内に供給された非反応性ガスは適切に樹脂に含浸され、ガス溜まりが生じることがない。
【0059】
また、スクリュ回転数設定制御部62は、スクリュ24の単位時間当たりの回転数としてのスクリュ回転数の変化を緩やかにするように、時間の経過に対応するスクリュ回転数の変化を設定して制御する。そのため、加熱シリンダ22内に供給される非反応性ガスの流量が急増する流量サージが発生することを防止することができる。
【0060】
さらに、前記スクリュ回転数設定制御部62は、シリンダ内圧センサ44が測定したシリンダ内圧に基づいて、スクリュ回転数を設定して制御するので、加熱シリンダ22内のスクリュ24のフィード力が低下しない。
【0061】
さらに、スクリュ位置設定制御部63は、樹脂の計量工程が完了した後にスクリュ24の位置を一定に保持する位置保持制御を行う。そのため、樹脂の計量工程が完了した後に、運転をオペレータによる手動運転から自動運転に切り替えた際にもスクリュ24の位置が移動することがなく、また、供給ガス圧やシリンダ内圧が変動しても、スクリュ24の位置が移動することがない。
【0062】
さらに、異常検出報知部64は、シリンダ内圧センサ44が測定したシリンダ内圧が供給ガス圧センサ38の検出した供給ガス圧よりも高い場合に異常を検出して報知する。そのため、オペレータが適切な措置を取ることができ、ベントアップが発生したり、非反応性ガスがシールゾーン24dを通過して第1ステージ24cに吹き抜けて、ホッパ27から外気に放出されてしまうことがない。
【0063】
さらに、ガス供給タイミング制御部65は、加熱シリンダ22内への非反応性ガスの供給を設定されたタイミングで開始させ、設定されたタイミングで終了させるように制御する。そのため、樹脂の計量工程が完了した後に、非反応性ガスが第1ステージ24cに吹き抜けることがない。
【0064】
なお、前記実施の形態においては、加熱シリンダが横方向(水平方向)に延在する横置型の射出成形機について説明したが、本発明の自動可塑化装置は、加熱シリンダが縦方向(垂直方向)に延在する縦置型の射出成形機にも適用することができる。
【0065】
また、本発明は前記実施の形態に限定されるものではなく、本発明の趣旨に基づいて種々変形させることが可能であり、それらを本発明の範囲から排除するものではない。
【0066】
【発明の効果】
以上詳細に説明したように、本発明によれば、自動可塑化装置においては、樹脂を加熱して溶融させる加熱シリンダと、該加熱シリンダ内に配設されたスクリュと、該スクリュを回転させるスクリュ回動装置と、前記スクリュを進退させるスクリュ駆動装置と、前記加熱シリンダ内に非反応性ガスを供給するガス供給ユニットと、前記非反応性ガスの流量又は圧力に基づいて、前記スクリュ回動装置又はスクリュ駆動装置の動作を制御する制御装置とを有する。
【0067】
この場合、非反応性ガスを樹脂に適切に溶解させることができ、樹脂を適切に可塑化することができる。
【0068】
他の自動可塑化装置においては、さらに、前記制御装置は、前記ガス供給ユニットによって供給される非反応性ガスの圧力に等しくなるように背圧を設定して前記スクリュ駆動装置の動作を制御する背圧設定制御部を備える。
【0069】
この場合、加熱シリンダ内に供給された非反応性ガスは適切に樹脂に溶解し、ガス溜まりが生じることがない。
【0070】
更に他の自動可塑化装置においては、さらに、前記制御装置は、スクリュ回転数の変化を緩やかにするように、時間の経過に対応するスクリュ回転数の変化を設定して前記スクリュ回動装置の動作を制御するスクリュ回転数設定制御部を備える。
【0071】
この場合、加熱シリンダ内に供給される非反応性ガスの流量が急増する流量サージが発生することを防止することができる。
【0072】
更に他の自動可塑化装置においては、さらに、前記制御装置は、樹脂の計量工程が完了した後、位置保持制御によって前記スクリュの位置を一定に保持するように、前記スクリュ駆動装置の動作を制御するスクリュ位置設定制御部を備える。
【0073】
この場合、樹脂の計量工程が完了した後に、運転をオペレータによる手動運転から自動運転に切り替えた際にもスクリュの位置が移動することがなく、また、前記ガス供給ユニットによって供給される非反応性ガスの圧力やシリンダ内圧が変動しても、スクリュの位置が移動することがない。
【0074】
更に他の自動可塑化装置においては、さらに、前記制御装置は、前記シリンダ内圧が前記ガス供給ユニットによって供給される非反応性ガスの圧力よりも高い場合に異常を検出して報知する異常検出報知部を備える。
【0075】
この場合、オペレータが適切な措置を取ることができ、ベントアップが発生したり、非反応性ガスが外気に放出されてしまうことがない。
【0076】
自動可塑化方法においては、計量工程において、ホッパから加熱シリンダ内に供給される樹脂をスクリュを回転することで溶融するとともに、前記加熱シリンダに供給される非反応性ガスの供給ガス圧と等しくなるように前記スクリュの背圧を制御する。
【0077】
この場合、非反応性ガスを樹脂に適切に溶解させることができ、樹脂を適切に可塑化することができる。
【図面の簡単な説明】
【図1】本発明の実施の形態における自動可塑化装置の概略図である。
【図2】従来の射出装置を示す図である。
【図3】本発明の実施の形態におけるスクリュの構成を示す図である。
【図4】本発明の実施の形態における制御装置の構成を示すブロック図である。
【図5】本発明の実施の形態における制御装置の機能の観点から見た構成を示すブロック図である。
【図6】本発明の実施の形態における非反応性ガスの供給ガス圧とスクリュの背圧との関係を示す図である。
【図7】本発明の実施の形態における非反応性ガスの流量とスクリュ回転数との関係を示す図である。
【図8】本発明の実施の形態における非反応性ガスの流量とスクリュ回転数との一般的な関係を示す図である。
【符号の説明】
10 自動可塑化装置
22 加熱シリンダ
24 スクリュ
25 スクリュ駆動装置
28 スクリュ回動装置
30 ガス供給ユニット
50 制御装置
61 背圧設定制御部
62 スクリュ回転数設定制御部
63 スクリュ位置設定制御部
64 異常検出報知部
65 ガス供給タイミング制御部
Claims (7)
- (a)樹脂を加熱して溶融させる加熱シリンダと、
(b)該加熱シリンダ内に配設されたスクリュと、
(c)該スクリュを回転させるスクリュ回動装置と、
(d)前記スクリュを進退させるスクリュ駆動装置と、
(e)前記加熱シリンダ内に非反応性ガスを供給するガス供給ユニットと、
(f)前記非反応性ガスの流量又は圧力に基づいて、前記スクリュ回動装置又はスクリュ駆動装置の動作を制御する制御装置とを有することを特徴とする自動可塑化装置。 - 前記制御装置は、前記ガス供給ユニットによって供給される非反応性ガスの圧力に等しくなるように背圧を設定して前記スクリュ駆動装置の動作を制御する背圧設定制御部を備える請求項1に記載の自動可塑化装置。
- 前記制御装置は、スクリュ回転数の変化を緩やかにするように、時間の経過に対応するスクリュ回転数の変化を設定して前記スクリュ回動装置の動作を制御するスクリュ回転数設定制御部を備える請求項1又は2に記載の自動可塑化装置。
- 前記制御装置は、樹脂の計量工程が完了した後、位置保持制御によって前記スクリュの位置を一定に保持するように、前記スクリュ駆動装置の動作を制御するスクリュ位置設定制御部を備える請求項1〜3のいずれか1項に記載の自動可塑化装置。
- 前記制御装置は、前記シリンダ内圧が前記ガス供給ユニットによって供給される非反応性ガスの圧力よりも高い場合に異常を検出して報知する異常検出報知部を備える請求項1〜4のいずれか1項に記載の自動可塑化装置。
- 計量工程において、ホッパから加熱シリンダ内に供給される樹脂をスクリュを回転することで溶融するとともに、前記加熱シリンダに供給される非反応性ガスの供給ガス圧と等しくなるように前記スクリュの背圧を制御することを特徴とする自動可塑化方法。
- 前記計量工程完了時、前記スクリュの後退を停止させ、該スクリュの位置を一定に保持する請求項6に記載の自動可塑化方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002324578A JP2004155134A (ja) | 2002-11-08 | 2002-11-08 | 自動可塑化装置及び方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002324578A JP2004155134A (ja) | 2002-11-08 | 2002-11-08 | 自動可塑化装置及び方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004155134A true JP2004155134A (ja) | 2004-06-03 |
Family
ID=32804080
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002324578A Pending JP2004155134A (ja) | 2002-11-08 | 2002-11-08 | 自動可塑化装置及び方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004155134A (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015168079A (ja) * | 2014-03-05 | 2015-09-28 | 株式会社日本製鋼所 | 射出成形機のスクリュおよび射出成形機 |
| JP2018058267A (ja) * | 2016-10-05 | 2018-04-12 | 株式会社日本製鋼所 | 射出成形機のスクリュおよび射出成形機 |
| WO2022124034A1 (ja) * | 2020-12-10 | 2022-06-16 | 株式会社日本製鋼所 | 発泡成形を実施する射出成形機および射出成形機の制御方法 |
| WO2022124033A1 (ja) * | 2020-12-10 | 2022-06-16 | 株式会社日本製鋼所 | 発泡成形用の射出成形機および射出成形機の制御方法 |
| CN116568477B (zh) * | 2020-12-10 | 2026-05-01 | 株式会社日本制钢所 | 发泡成型用的注射成型机及注射成型机的控制方法 |
-
2002
- 2002-11-08 JP JP2002324578A patent/JP2004155134A/ja active Pending
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015168079A (ja) * | 2014-03-05 | 2015-09-28 | 株式会社日本製鋼所 | 射出成形機のスクリュおよび射出成形機 |
| JP2018058267A (ja) * | 2016-10-05 | 2018-04-12 | 株式会社日本製鋼所 | 射出成形機のスクリュおよび射出成形機 |
| WO2022124034A1 (ja) * | 2020-12-10 | 2022-06-16 | 株式会社日本製鋼所 | 発泡成形を実施する射出成形機および射出成形機の制御方法 |
| WO2022124033A1 (ja) * | 2020-12-10 | 2022-06-16 | 株式会社日本製鋼所 | 発泡成形用の射出成形機および射出成形機の制御方法 |
| JP2022092099A (ja) * | 2020-12-10 | 2022-06-22 | 株式会社日本製鋼所 | 発泡成形用の射出成形機および射出成形機の制御方法 |
| JP2022092095A (ja) * | 2020-12-10 | 2022-06-22 | 株式会社日本製鋼所 | 発泡成形を実施する射出成形機および射出成形機の制御方法 |
| CN116568477A (zh) * | 2020-12-10 | 2023-08-08 | 株式会社日本制钢所 | 发泡成型用的注射成型机及注射成型机的控制方法 |
| CN116568476A (zh) * | 2020-12-10 | 2023-08-08 | 株式会社日本制钢所 | 实施发泡成型的注射成型机及注射成型机的控制方法 |
| JP7463261B2 (ja) | 2020-12-10 | 2024-04-08 | 株式会社日本製鋼所 | 発泡成形を実施する射出成形機および射出成形機の制御方法 |
| JP7463262B2 (ja) | 2020-12-10 | 2024-04-08 | 株式会社日本製鋼所 | 発泡成形用の射出成形機および射出成形機の制御方法 |
| TWI912423B (zh) * | 2020-12-10 | 2026-01-21 | 日商日本製鋼所股份有限公司 | 發泡成形用之射出成形機及射出成形機之控制方法 |
| CN116568477B (zh) * | 2020-12-10 | 2026-05-01 | 株式会社日本制钢所 | 发泡成型用的注射成型机及注射成型机的控制方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN110325342A (zh) | 注射成型系统 | |
| EP2636503B1 (en) | Injection molding machine | |
| US7346425B2 (en) | Control device for use in injection molding machine | |
| JP4503532B2 (ja) | 成形方法、パージ方法及び成形機 | |
| JP3211946B2 (ja) | 発泡成形用射出成形機 | |
| JP2004155134A (ja) | 自動可塑化装置及び方法 | |
| JP4676242B2 (ja) | 射出成形機の制御装置 | |
| JP2010214839A (ja) | 射出成形機におけるパージ制御 | |
| KR101525687B1 (ko) | 사출성형기 및 그의 사출 제어 방법 | |
| CN113001919B (zh) | 射出成型机及其控制方法以及保存控制程序的记录介质 | |
| JP4763081B1 (ja) | 計量背圧設定手段を有する射出成形機 | |
| JP7299125B2 (ja) | 射出成形機の制御装置および制御方法 | |
| US20090026644A1 (en) | Control Device for Molding Machine, Control Method for Molding Machine, and Molding Machine | |
| JP5634767B2 (ja) | 成形機 | |
| JP2011005870A (ja) | 射出成形機の制御装置 | |
| US7218990B2 (en) | Control device for use in injection molding machine | |
| JP3830335B2 (ja) | 射出成形機のスクリュ制御方法 | |
| JP2006305933A (ja) | 射出成形機の制御装置 | |
| JP4205616B2 (ja) | 射出成形機の圧力制御方法 | |
| US20250123732A1 (en) | Injection Molding Machine | |
| JP2006305815A (ja) | 射出成形機の制御装置 | |
| CN111186105A (zh) | 注射成型机及其控制方法 | |
| JP2018153969A (ja) | 射出成形機の原料供給制御システム及び射出成形機の原料供給制御方法 | |
| JP5068848B2 (ja) | 射出成形機の制御装置 | |
| JP4384530B2 (ja) | 射出成形装置及び押出し成形装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050117 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20061114 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070612 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070806 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20081111 |