JP2004155483A - バリア性プラスチック容器 - Google Patents
バリア性プラスチック容器 Download PDFInfo
- Publication number
- JP2004155483A JP2004155483A JP2002324869A JP2002324869A JP2004155483A JP 2004155483 A JP2004155483 A JP 2004155483A JP 2002324869 A JP2002324869 A JP 2002324869A JP 2002324869 A JP2002324869 A JP 2002324869A JP 2004155483 A JP2004155483 A JP 2004155483A
- Authority
- JP
- Japan
- Prior art keywords
- resin layer
- container
- layer
- mold label
- laminated
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images



Landscapes
- Containers Having Bodies Formed In One Piece (AREA)
- Wrappers (AREA)
- Laminated Bodies (AREA)
Abstract
【課題】環境衛生的にも優れ、保存流通時に表面が汚れ難く、かつ、安定したガスバリア性、特に優れた酸素バリア性を有するプラスチック容器を提供することにある。
【解決手段】少なくとも透明樹脂層、酸化珪素、酸化アルミニウム、酸化マグネシウム又はそれらの混合物の蒸着薄膜層、延伸フィルム層、熱可塑性樹脂70〜30重量%に対し鉄粉を主成分とする酸素吸収剤30〜70重量%を配合した混合物からなる酸素吸収層、熱可塑性樹脂層を積層した積層材料からなるインモールドラベルが、容器の主体樹脂層の内面に該インモールドラベルの透明樹脂層が主体樹脂層側になるように成型加工時に積層されており、容器内面全体が該インモールドラベルで覆われ、その最内面が熱可塑性樹脂層からなることを特徴とする。
【選択図】図1
【解決手段】少なくとも透明樹脂層、酸化珪素、酸化アルミニウム、酸化マグネシウム又はそれらの混合物の蒸着薄膜層、延伸フィルム層、熱可塑性樹脂70〜30重量%に対し鉄粉を主成分とする酸素吸収剤30〜70重量%を配合した混合物からなる酸素吸収層、熱可塑性樹脂層を積層した積層材料からなるインモールドラベルが、容器の主体樹脂層の内面に該インモールドラベルの透明樹脂層が主体樹脂層側になるように成型加工時に積層されており、容器内面全体が該インモールドラベルで覆われ、その最内面が熱可塑性樹脂層からなることを特徴とする。
【選択図】図1
Description
【0001】
【発明の属する技術分野】
本発明はガスバリア性容器に関し、特に酸素ガスバリア性を向上させたプラスチック容器に関するものである。
【0002】
【従来の技術】
従来、プラスチック容器は、その成形の容易性や軽量性、さらに低コストである等の種々の特性から、食品分野や医薬品分野等の様々な分野において、包装容器として広く使用されている。しかしながら、プラスチック容器は、酸素や二酸化炭素、水蒸気のような低分子ガスを透過する性質や、容器内部に低分子有機化合物が吸着してしまうという性質等、容器として改良を加えなければならない面が多々あった。
これらの諸問題を解決するためにいろいろな方策がとられている。例えば、プラスチック容器のガス透過性を低減する方法の一つとして、主体樹脂にガスバリア性のある塩化ビニリデン系樹脂やエチレン/ポリビニルアルコール共重合体樹脂を積層したり、主体樹脂と前記ガスバリア性樹脂とのブレンド樹脂を使用する方法が用いられている。
【0003】
【発明が解決しようとする課題】
しかるに、塩化ビニリデン系樹脂を積層した場合は、使用後の焼却処理において塩素ガスを発生することなど、ダイオキシン発生の原因になるなど好ましくない。また、エチレン/ポリビニルアルコール共重合体を積層した場合は、乾燥状態では比較的優れた酸素バリア性を有するが、湿度依存性があり、湿度が高いと著しくガスバリア性が低下する等の欠点を有している。さらに、これらの樹脂を使用した場合、ある程度までガス透過性を低減することはできるが、より高いガスバリア性が求められる場合など不十分であった。
近年、熱可塑性樹脂にガスバリア層として、無機化合物などを蒸着する技術が知られてきているが、成形容器の表面に無機化合物を蒸着したもので、主体樹脂への密着性が良く、かつ、ガスバリア性が優れたものはないのが現状である。さらに、他の技術として、酸化珪素などの無機化合物を蒸着した蒸着フィルムに他の材料を積層した積層材料を用いて、その積層材料を所定形状に断裁したインモールドラベルを成型容器の外面に成型加工時に同時に積層したものなどがあるが、これらのものはラベルの継目等に凹凸状の段差ができ、見栄えが悪いばかりでなく、段差の際部分が汚れ易いなどの欠点を有しており、さらに容器の主体樹脂にポリオレフィン系樹脂を使用した場合等は容器のフランジ部の主体樹脂の端の断面等から酸素等が透過し易く、ガスバリア性を損なう等の欠点があった。
【0004】
本発明の課題は、環境衛生的にも優れ、保存流通時に表面が汚れ難く、かつ、安定したガスバリア性、特に優れた酸素バリア性を有するプラスチック容器を提供することにある。
【0005】
【課題を解決するための手段】
本発明の請求項1に係る発明は、少なくとも透明樹脂層、無機化合物の蒸着薄膜層、延伸フィルム層、酸素吸収層、熱可塑性樹脂層を積層した積層材料からなるインモールドラベルが、容器の主体樹脂層の内面に該インモールドラベルの透明樹脂層が主体樹脂層側になるように成型加工時に積層されており、容器内面全体が該インモールドラベルで覆われ、その最内面が熱可塑性樹脂層からなることを特徴とするバリア性プラスチック容器である。
【0006】
本発明の請求項2に係る発明は、上記請求項1に係る発明に於いて、前記酸素吸収層が熱可塑性樹脂70〜30重量%に対し鉄粉を主成分とする酸素吸収剤30〜70重量%を配合した混合物からなることを特徴とするバリア性プラスチック容器である。
【0007】
本発明の請求項3に係る発明は、上記請求項1又は請求項2に係る発明に於いて、前記無機化合物が酸化珪素、酸化アルミニウム、酸化マグネシウム又はそれらの混合物であることを特徴とするバリア性プラスチック容器である。
【0008】
【作用】
本発明によれば、少なくとも透明樹脂層、酸化珪素、酸化アルミニウム、酸化マグネシウム又はそれらの混合物の蒸着薄膜層、延伸フィルム層、熱可塑性樹脂70〜30重量%に対し鉄粉を主成分とする酸素吸収剤30〜70重量%を配合した混合物からなる酸素吸収層、熱可塑性樹脂層を積層した積層材料からなるインモールドラベルが、容器の主体樹脂層の内面に該インモールドラベルの透明樹脂層が主体樹脂層側になるように成型加工時に積層されており、容器の内面全体が該インモールドラベルで覆われ、その最内面が熱可塑性樹脂層からなっているので、得られるバリア性プラスチック容器は環境衛生的にも問題がなく、無機化合物の蒸着薄膜層と酸素吸収層の両層を有しているので、優れたガスバリア性、特に優れた酸素バリア性を有し、かつ、インモールドラベルが容器の主体樹脂層の内面に積層されているので、容器の外表面には全く段差が無く、平滑になっているので保存流通時等に汚れ難く、さらに使用時にガスバリア性の蓋材で容器の開口部を密封シールした場合はその蓋材とインモールドラベルで袋を作ったような状態になり、密封されるので、容器のフランジ部の主体樹脂の端の断面からガスが透過しても、内部に侵入せず、優れたガスバリア性を維持できる。また、延伸フィルムにさらに印刷層を積層したインモールドラベルを使用し、主体樹脂層に透明な樹脂を使用することにより、外側から印刷層を視認することもでき、印刷層の位置を容器の側面部、底部に簡単に設けることもでき、優れた意匠性、高級感などを付与することができる。前記インモールドラベルとは、容器の成型加工直前に前もって成型機内に装填しておき、容器の成型と同時に容器に積層する為に所定形状に断裁したラベルのことを言う。
【0009】
【発明の実施の形態】
本発明のバリア性プラスチック容器を、実施の形態に沿って以下に詳細に説明する。
【0010】
図1は本発明の一実施例を示すバリア性プラスチック容器の断面図であり、バリア性プラスチック容器(1)は容器胴部(2)、容器底部(3)、容器フランジ部(4)、容器開口部(5)を有しており、前記容器胴部(2)、容器底部(3)、容器フランジ部(4)は容器の主体樹脂層(10)の内面にインモールドラベル(20)の透明樹脂層(11)を主体樹脂層(10)側にして積層した構成になっており、内容物に接する容器内面がインモールドラベル(20)で覆われ、容器の最内面が熱可塑性樹脂層(18)からなっている。
【0011】
前記バリア性プラスチック容器の製造方法は、各層を積層した積層材料を用いて事前に所定形状に断裁したインモールドラベルを、容器の成型直前に成型機のコアー部に熱可塑性樹脂層(18)側をコアー部側にして装着した後に、透明樹脂層(11)面にゲート部から主体樹脂層(10)の樹脂を金型内に射出押出し、積層して製造する。
【0012】
図2は本発明のバリア性プラスチック容器に使用するインモールドラベルの一例を示す平面図であり、インモールドラベル(20)はラベル胴部(21a、21b、21c、21d)、ラベル底部(22)、ラベルフランジ部(23a、23b、23c、23d)からなっている。
【0013】
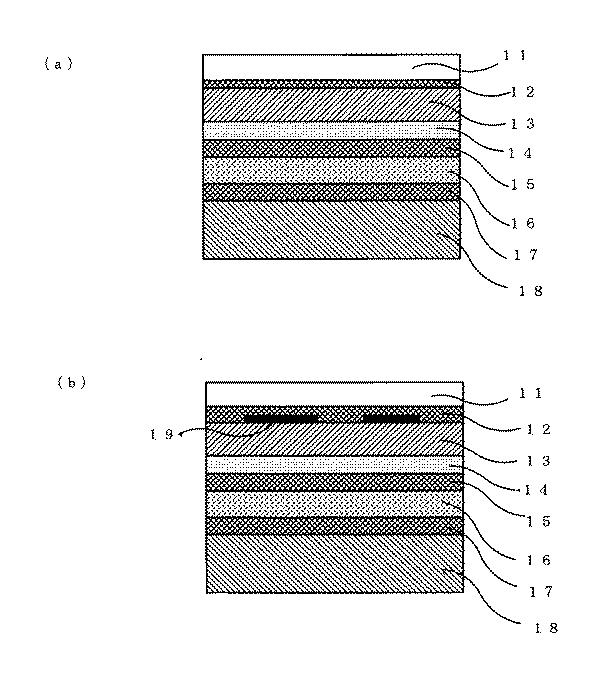
図3(a)はインモールドラベルに使用する積層材料の一例を示す側断面図であり、透明樹脂層(11)、接着層(12)、延伸フィルム層(13)、無機化合物の蒸着薄膜層(14)、接着層(15)、酸素吸収層(16)、接着層(17)、熱可塑性樹脂層(18)を積層した構成になっており、(b)は積層材料の他の例を示す側断面図であり、(a)の積層材料の接着層(12)と延伸フィルム層(13)の間に印刷層(19)をさらに積層した構成になっている。
【0014】
前記主体樹脂層(10)に使用する樹脂は、環境衛生的に問題が無い塩素未含有の熱可塑性樹脂であれば良い。例えば、低密度ポリエチレン樹脂、中密度ポリエチレン樹脂、高密度ポリエチレン樹脂、直鎖状低密度ポリエチレン樹脂、ホモポリプロピレン樹脂、エチレン・プロピレン共重合体樹脂、ポリスチレン樹脂、ポリエステル樹脂、ナイロン樹脂等が利用できる。
【0015】
前記透明樹脂層(11)に使用する樹脂は前記主体樹脂層(10)に使用した樹脂に対応して、その樹脂に接着性の良い透明な樹脂であれば良く、積層方法は接着層を介して公知の溶融押出法で積層する。また、透明な樹脂フィルムでも良く、その場合は接着層を介して公知のドライラミネート法で積層する。厚みは5〜50μmの範囲のものが良い。
【0016】
前記延伸フィルム層(13)には、二軸延伸ポリエステルフィルム、二軸延伸ポリプロピレンフィルム、二軸延伸ナイロンフィルムなどを使用する。
【0017】
前記無機化合物の蒸着薄膜層(14)は、酸化珪素、酸化アルミニウム、酸化マグネシウム又はそれらの混合物の薄膜からなっており、厚さは5〜300nmの範囲内であることが望ましく、その値は適宜選択される。ただし、膜厚が5nm以下であると延伸フィルムの全面に均一な薄膜が形成されないことがあり、ガスバリア材としての機能を十分に果たすことができない場合がある。また、膜厚が300nmを超えた場合は蒸着薄膜にフレキシビリティを保持させることができず、成膜後に折り曲げ、引っ張りなどの外的要因により、蒸着薄膜に亀裂を生じる恐れがあるため良くない。積層方法は公知の真空成膜方法で積層する。
【0018】
前記酸素吸収層(16)は熱可塑性樹脂70〜30重量%に対し鉄粉を主成分とする酸素吸収剤30〜70重量%を配合した混合物からなっており、混合物を用いたフィルムでも良い。厚みは5〜50μmの範囲である。酸素吸収剤の配合量が30重量%未満の場合は酸素吸収性が劣り、70重量%を超えると他の層との接着性が悪くなり、良くない。積層方法は公知の溶融押出法あるいはドライラミネート法で積層する。
【0019】
前記熱可塑性樹脂層(18)に使用する樹脂は、熱可塑性を有しておれば良く、フィルム状でも良い。また、透明でも不透明でも良い。
【0020】
前記接着層(12)、(15)、(17)はポリウレタン系接着剤でも良いし、接着性樹脂でも良い。ポリウレタン系接着剤の場合は公知のグラビアコート法などで積層する。塗布量は1〜5g/m2 (乾燥状態)が良い。接着性樹脂としては、エチレン/エチルアクリレート共重合体樹脂などの接着性の良い樹脂を使用する。この場合は公知の溶融押出法で積層する。厚みは10〜30μmが良い。
【0021】
【実施例】
本発明のバリア性プラスチック容器を具体的な実施例を挙げて更に説明する。本発明は、これらの実施例に限定されるものではない。
【0022】
<実施例1>
真空成膜機を用いて、厚さ12μmの二軸延伸ポリエステルフィルムの一方の面に膜厚40nmの酸化珪素薄膜層を積層した積層フィルムを作成した。さらに、ドライラミネート機を用いて、前記作成した積層フィルムの二軸延伸ポリエステルフィルム面に3g/m2 (乾燥状態)のポリウレタン系接着剤を介して厚さ40μmの無延伸ポリプロピレンフィルムを積層し、他方の酸化珪素薄膜層面に3g/m2 (乾燥状態)のポリウレタン系接着剤を介し、酸素吸収層としてポリプロピレン樹脂70重量%に対し鉄粉を主成分とする酸素吸収剤30重量%を配合した混合物からなる厚さ50μmのフィルムを積層し、さらにその上に3g/m2 (乾燥状態)のポリウレタン系接着剤を介して厚さ40μmの無延伸ポリプロピレンフィルムを積層して、8層構成の積層材料を作成した。引き続き、前記8層構成の積層材料を所定形状に打ち抜き、インモールドラベルを準備した。
【0023】
射出成型機を用いて、前記準備したインモールドラベルを射出成型機内のコアー部に酸素吸収層側をコアー部側にして装着し、成型機のゲート部から無延伸ポリプロピレンフィルムの上に主体樹脂層(10)として、ポリプロピレン樹脂(出光石油化学(株)、商品名:J2003GP)を押出して、全体厚み700μm、内容量500mlの本発明のバリア性プラスチック容器を作成した。
【0024】
<比較例1>
射出成型機を用いて、主体樹脂層としてポリプロピレン樹脂(日本ポリケム(株)、商品名:BC03C)を用い、全体厚み700μm、内容量500mlのプラスチック容器を成形した。その後真空成膜装置を用いて、前記プラスチック容器の内面に膜厚40nmの酸化珪素薄膜層を化学気相成長法で積層し、比較用のバリア性プラスチック容器を作成した。
【0025】
<比較例2>
厚さ12μmの二軸延伸ポリエステルフィルムの一方の面に膜厚40nmの酸化珪素薄膜層を積層した積層フィルムの酸化珪素薄膜層面にドライラミネート機を用いて、3g/m2 (乾燥状態)のポリウレタン系接着剤を介して厚さ40μmの無延伸ポリプロピレンフィルムを積層し、4層構成の積層材料を作成した。その4層構成の積層材料を所定形状に打ち抜き、インモールドラベルを準備した。引き続き、射出成型機を用いて、前記準備したインモールドラベルのポリエステルフィルム面を射出成型機の金型内面に密着させた後に、インモールドラベルの無延伸ポリプロピレンフィルム面に成型機のゲート部から主体樹脂層として、ポリプロピレン樹脂(出光石油化学(株)、商品名:J2003GP)を押出して、インモールドラベルが容器の外側の構成の全体厚み700μm、内容量500mlの比較用のバリア性プラスチック容器を作成した。
【0026】
<評価>
実施例1及び比較例1〜2で作成したバリア性プラスチック容器を用いて、その容器の酸素透過量を以下の測定方法で測定し、その他外観を含めて評価した。その結果を表1に示す。
(1)酸素透過量測定方法
モコン社製酸素透過度測定機(OXITRAN 10/50A)を用いて、作成した各バリア性プラスチック容器の酸素透過量を23℃、40%の温湿度条件で測定した。
【0027】
【表1】
 【0028】
【0028】
表1の結果から、実施例1のバリア性プラスチック容器は酸素透過量が0.1fmol/pkg・s・Paで優れたバリア性を有しており、容器表面も段差が無く、平滑であり汚れ難い。比較例2のバリア性プラスチック容器は酸素吸収層を有していないので酸素透過量が大きい。比較例3はインモールドラベルが容器の外側になっているので、酸素透過量も大きく、容器外表面には段差が出来ているので見栄えもわるく、汚れ易い。
【0029】
【発明の効果】
本発明のバリア性プラスチック容器は、カップ状、トレー状、ケース状などの容器であり、少なくとも透明樹脂層、酸化珪素、酸化アルミニウム、酸化マグネシウムまたはそれらの混合物の蒸着薄膜層、延伸フィルム層、酸素吸収層、熱可塑性樹脂層を積層した積層材料からなるインモールドラベルが、成型加工時に容器の主体樹脂層の内面に該インモールドラベルの透明樹脂層が主体樹脂層側になるように積層されているので、優れたガスバリア性、特に優れた酸素バリア性を有しており、容器表面に段差がなく、平滑であるので汚れ等も発生し難い。印刷層をさらに積層したインモールドラベルを使用し、主体樹脂層に透明樹脂を使用すれば、外側から印刷層を視認することもでき、優れた意匠性を有することになる。
【図面の簡単な説明】
【図1】本発明のバリア性プラスチック容器の一例を示す断面図である。
【図2】本発明のバリア性プラスチック容器に使用するインモールドラベルの一例を示す平面図である。
【図3】(a)はインモールドラベルに使用する積層材料の一例を示す側断面図であり、(b)は積層材料の他の例を示す側断面図である。
【符号の説明】
1…バリア性プラスチック容器
2…容器胴部
3…容器底部
4…容器フランジ部
5…容器開口部
10…主体樹脂層
11…透明樹脂層
12…接着層
13…延伸フィルム層
14…蒸着薄膜層
15…接着層
16…酸素吸収層
17…接着層
18…熱可塑性樹脂層
19…印刷層
20…インモールドラベル
21a,21b,21c,21d9…ラベル胴部
22…ラベル底部
23a,23b,23c,23d…ラベルフランジ部
【発明の属する技術分野】
本発明はガスバリア性容器に関し、特に酸素ガスバリア性を向上させたプラスチック容器に関するものである。
【0002】
【従来の技術】
従来、プラスチック容器は、その成形の容易性や軽量性、さらに低コストである等の種々の特性から、食品分野や医薬品分野等の様々な分野において、包装容器として広く使用されている。しかしながら、プラスチック容器は、酸素や二酸化炭素、水蒸気のような低分子ガスを透過する性質や、容器内部に低分子有機化合物が吸着してしまうという性質等、容器として改良を加えなければならない面が多々あった。
これらの諸問題を解決するためにいろいろな方策がとられている。例えば、プラスチック容器のガス透過性を低減する方法の一つとして、主体樹脂にガスバリア性のある塩化ビニリデン系樹脂やエチレン/ポリビニルアルコール共重合体樹脂を積層したり、主体樹脂と前記ガスバリア性樹脂とのブレンド樹脂を使用する方法が用いられている。
【0003】
【発明が解決しようとする課題】
しかるに、塩化ビニリデン系樹脂を積層した場合は、使用後の焼却処理において塩素ガスを発生することなど、ダイオキシン発生の原因になるなど好ましくない。また、エチレン/ポリビニルアルコール共重合体を積層した場合は、乾燥状態では比較的優れた酸素バリア性を有するが、湿度依存性があり、湿度が高いと著しくガスバリア性が低下する等の欠点を有している。さらに、これらの樹脂を使用した場合、ある程度までガス透過性を低減することはできるが、より高いガスバリア性が求められる場合など不十分であった。
近年、熱可塑性樹脂にガスバリア層として、無機化合物などを蒸着する技術が知られてきているが、成形容器の表面に無機化合物を蒸着したもので、主体樹脂への密着性が良く、かつ、ガスバリア性が優れたものはないのが現状である。さらに、他の技術として、酸化珪素などの無機化合物を蒸着した蒸着フィルムに他の材料を積層した積層材料を用いて、その積層材料を所定形状に断裁したインモールドラベルを成型容器の外面に成型加工時に同時に積層したものなどがあるが、これらのものはラベルの継目等に凹凸状の段差ができ、見栄えが悪いばかりでなく、段差の際部分が汚れ易いなどの欠点を有しており、さらに容器の主体樹脂にポリオレフィン系樹脂を使用した場合等は容器のフランジ部の主体樹脂の端の断面等から酸素等が透過し易く、ガスバリア性を損なう等の欠点があった。
【0004】
本発明の課題は、環境衛生的にも優れ、保存流通時に表面が汚れ難く、かつ、安定したガスバリア性、特に優れた酸素バリア性を有するプラスチック容器を提供することにある。
【0005】
【課題を解決するための手段】
本発明の請求項1に係る発明は、少なくとも透明樹脂層、無機化合物の蒸着薄膜層、延伸フィルム層、酸素吸収層、熱可塑性樹脂層を積層した積層材料からなるインモールドラベルが、容器の主体樹脂層の内面に該インモールドラベルの透明樹脂層が主体樹脂層側になるように成型加工時に積層されており、容器内面全体が該インモールドラベルで覆われ、その最内面が熱可塑性樹脂層からなることを特徴とするバリア性プラスチック容器である。
【0006】
本発明の請求項2に係る発明は、上記請求項1に係る発明に於いて、前記酸素吸収層が熱可塑性樹脂70〜30重量%に対し鉄粉を主成分とする酸素吸収剤30〜70重量%を配合した混合物からなることを特徴とするバリア性プラスチック容器である。
【0007】
本発明の請求項3に係る発明は、上記請求項1又は請求項2に係る発明に於いて、前記無機化合物が酸化珪素、酸化アルミニウム、酸化マグネシウム又はそれらの混合物であることを特徴とするバリア性プラスチック容器である。
【0008】
【作用】
本発明によれば、少なくとも透明樹脂層、酸化珪素、酸化アルミニウム、酸化マグネシウム又はそれらの混合物の蒸着薄膜層、延伸フィルム層、熱可塑性樹脂70〜30重量%に対し鉄粉を主成分とする酸素吸収剤30〜70重量%を配合した混合物からなる酸素吸収層、熱可塑性樹脂層を積層した積層材料からなるインモールドラベルが、容器の主体樹脂層の内面に該インモールドラベルの透明樹脂層が主体樹脂層側になるように成型加工時に積層されており、容器の内面全体が該インモールドラベルで覆われ、その最内面が熱可塑性樹脂層からなっているので、得られるバリア性プラスチック容器は環境衛生的にも問題がなく、無機化合物の蒸着薄膜層と酸素吸収層の両層を有しているので、優れたガスバリア性、特に優れた酸素バリア性を有し、かつ、インモールドラベルが容器の主体樹脂層の内面に積層されているので、容器の外表面には全く段差が無く、平滑になっているので保存流通時等に汚れ難く、さらに使用時にガスバリア性の蓋材で容器の開口部を密封シールした場合はその蓋材とインモールドラベルで袋を作ったような状態になり、密封されるので、容器のフランジ部の主体樹脂の端の断面からガスが透過しても、内部に侵入せず、優れたガスバリア性を維持できる。また、延伸フィルムにさらに印刷層を積層したインモールドラベルを使用し、主体樹脂層に透明な樹脂を使用することにより、外側から印刷層を視認することもでき、印刷層の位置を容器の側面部、底部に簡単に設けることもでき、優れた意匠性、高級感などを付与することができる。前記インモールドラベルとは、容器の成型加工直前に前もって成型機内に装填しておき、容器の成型と同時に容器に積層する為に所定形状に断裁したラベルのことを言う。
【0009】
【発明の実施の形態】
本発明のバリア性プラスチック容器を、実施の形態に沿って以下に詳細に説明する。
【0010】
図1は本発明の一実施例を示すバリア性プラスチック容器の断面図であり、バリア性プラスチック容器(1)は容器胴部(2)、容器底部(3)、容器フランジ部(4)、容器開口部(5)を有しており、前記容器胴部(2)、容器底部(3)、容器フランジ部(4)は容器の主体樹脂層(10)の内面にインモールドラベル(20)の透明樹脂層(11)を主体樹脂層(10)側にして積層した構成になっており、内容物に接する容器内面がインモールドラベル(20)で覆われ、容器の最内面が熱可塑性樹脂層(18)からなっている。
【0011】
前記バリア性プラスチック容器の製造方法は、各層を積層した積層材料を用いて事前に所定形状に断裁したインモールドラベルを、容器の成型直前に成型機のコアー部に熱可塑性樹脂層(18)側をコアー部側にして装着した後に、透明樹脂層(11)面にゲート部から主体樹脂層(10)の樹脂を金型内に射出押出し、積層して製造する。
【0012】
図2は本発明のバリア性プラスチック容器に使用するインモールドラベルの一例を示す平面図であり、インモールドラベル(20)はラベル胴部(21a、21b、21c、21d)、ラベル底部(22)、ラベルフランジ部(23a、23b、23c、23d)からなっている。
【0013】
図3(a)はインモールドラベルに使用する積層材料の一例を示す側断面図であり、透明樹脂層(11)、接着層(12)、延伸フィルム層(13)、無機化合物の蒸着薄膜層(14)、接着層(15)、酸素吸収層(16)、接着層(17)、熱可塑性樹脂層(18)を積層した構成になっており、(b)は積層材料の他の例を示す側断面図であり、(a)の積層材料の接着層(12)と延伸フィルム層(13)の間に印刷層(19)をさらに積層した構成になっている。
【0014】
前記主体樹脂層(10)に使用する樹脂は、環境衛生的に問題が無い塩素未含有の熱可塑性樹脂であれば良い。例えば、低密度ポリエチレン樹脂、中密度ポリエチレン樹脂、高密度ポリエチレン樹脂、直鎖状低密度ポリエチレン樹脂、ホモポリプロピレン樹脂、エチレン・プロピレン共重合体樹脂、ポリスチレン樹脂、ポリエステル樹脂、ナイロン樹脂等が利用できる。
【0015】
前記透明樹脂層(11)に使用する樹脂は前記主体樹脂層(10)に使用した樹脂に対応して、その樹脂に接着性の良い透明な樹脂であれば良く、積層方法は接着層を介して公知の溶融押出法で積層する。また、透明な樹脂フィルムでも良く、その場合は接着層を介して公知のドライラミネート法で積層する。厚みは5〜50μmの範囲のものが良い。
【0016】
前記延伸フィルム層(13)には、二軸延伸ポリエステルフィルム、二軸延伸ポリプロピレンフィルム、二軸延伸ナイロンフィルムなどを使用する。
【0017】
前記無機化合物の蒸着薄膜層(14)は、酸化珪素、酸化アルミニウム、酸化マグネシウム又はそれらの混合物の薄膜からなっており、厚さは5〜300nmの範囲内であることが望ましく、その値は適宜選択される。ただし、膜厚が5nm以下であると延伸フィルムの全面に均一な薄膜が形成されないことがあり、ガスバリア材としての機能を十分に果たすことができない場合がある。また、膜厚が300nmを超えた場合は蒸着薄膜にフレキシビリティを保持させることができず、成膜後に折り曲げ、引っ張りなどの外的要因により、蒸着薄膜に亀裂を生じる恐れがあるため良くない。積層方法は公知の真空成膜方法で積層する。
【0018】
前記酸素吸収層(16)は熱可塑性樹脂70〜30重量%に対し鉄粉を主成分とする酸素吸収剤30〜70重量%を配合した混合物からなっており、混合物を用いたフィルムでも良い。厚みは5〜50μmの範囲である。酸素吸収剤の配合量が30重量%未満の場合は酸素吸収性が劣り、70重量%を超えると他の層との接着性が悪くなり、良くない。積層方法は公知の溶融押出法あるいはドライラミネート法で積層する。
【0019】
前記熱可塑性樹脂層(18)に使用する樹脂は、熱可塑性を有しておれば良く、フィルム状でも良い。また、透明でも不透明でも良い。
【0020】
前記接着層(12)、(15)、(17)はポリウレタン系接着剤でも良いし、接着性樹脂でも良い。ポリウレタン系接着剤の場合は公知のグラビアコート法などで積層する。塗布量は1〜5g/m2 (乾燥状態)が良い。接着性樹脂としては、エチレン/エチルアクリレート共重合体樹脂などの接着性の良い樹脂を使用する。この場合は公知の溶融押出法で積層する。厚みは10〜30μmが良い。
【0021】
【実施例】
本発明のバリア性プラスチック容器を具体的な実施例を挙げて更に説明する。本発明は、これらの実施例に限定されるものではない。
【0022】
<実施例1>
真空成膜機を用いて、厚さ12μmの二軸延伸ポリエステルフィルムの一方の面に膜厚40nmの酸化珪素薄膜層を積層した積層フィルムを作成した。さらに、ドライラミネート機を用いて、前記作成した積層フィルムの二軸延伸ポリエステルフィルム面に3g/m2 (乾燥状態)のポリウレタン系接着剤を介して厚さ40μmの無延伸ポリプロピレンフィルムを積層し、他方の酸化珪素薄膜層面に3g/m2 (乾燥状態)のポリウレタン系接着剤を介し、酸素吸収層としてポリプロピレン樹脂70重量%に対し鉄粉を主成分とする酸素吸収剤30重量%を配合した混合物からなる厚さ50μmのフィルムを積層し、さらにその上に3g/m2 (乾燥状態)のポリウレタン系接着剤を介して厚さ40μmの無延伸ポリプロピレンフィルムを積層して、8層構成の積層材料を作成した。引き続き、前記8層構成の積層材料を所定形状に打ち抜き、インモールドラベルを準備した。
【0023】
射出成型機を用いて、前記準備したインモールドラベルを射出成型機内のコアー部に酸素吸収層側をコアー部側にして装着し、成型機のゲート部から無延伸ポリプロピレンフィルムの上に主体樹脂層(10)として、ポリプロピレン樹脂(出光石油化学(株)、商品名:J2003GP)を押出して、全体厚み700μm、内容量500mlの本発明のバリア性プラスチック容器を作成した。
【0024】
<比較例1>
射出成型機を用いて、主体樹脂層としてポリプロピレン樹脂(日本ポリケム(株)、商品名:BC03C)を用い、全体厚み700μm、内容量500mlのプラスチック容器を成形した。その後真空成膜装置を用いて、前記プラスチック容器の内面に膜厚40nmの酸化珪素薄膜層を化学気相成長法で積層し、比較用のバリア性プラスチック容器を作成した。
【0025】
<比較例2>
厚さ12μmの二軸延伸ポリエステルフィルムの一方の面に膜厚40nmの酸化珪素薄膜層を積層した積層フィルムの酸化珪素薄膜層面にドライラミネート機を用いて、3g/m2 (乾燥状態)のポリウレタン系接着剤を介して厚さ40μmの無延伸ポリプロピレンフィルムを積層し、4層構成の積層材料を作成した。その4層構成の積層材料を所定形状に打ち抜き、インモールドラベルを準備した。引き続き、射出成型機を用いて、前記準備したインモールドラベルのポリエステルフィルム面を射出成型機の金型内面に密着させた後に、インモールドラベルの無延伸ポリプロピレンフィルム面に成型機のゲート部から主体樹脂層として、ポリプロピレン樹脂(出光石油化学(株)、商品名:J2003GP)を押出して、インモールドラベルが容器の外側の構成の全体厚み700μm、内容量500mlの比較用のバリア性プラスチック容器を作成した。
【0026】
<評価>
実施例1及び比較例1〜2で作成したバリア性プラスチック容器を用いて、その容器の酸素透過量を以下の測定方法で測定し、その他外観を含めて評価した。その結果を表1に示す。
(1)酸素透過量測定方法
モコン社製酸素透過度測定機(OXITRAN 10/50A)を用いて、作成した各バリア性プラスチック容器の酸素透過量を23℃、40%の温湿度条件で測定した。
【0027】
【表1】
表1の結果から、実施例1のバリア性プラスチック容器は酸素透過量が0.1fmol/pkg・s・Paで優れたバリア性を有しており、容器表面も段差が無く、平滑であり汚れ難い。比較例2のバリア性プラスチック容器は酸素吸収層を有していないので酸素透過量が大きい。比較例3はインモールドラベルが容器の外側になっているので、酸素透過量も大きく、容器外表面には段差が出来ているので見栄えもわるく、汚れ易い。
【0029】
【発明の効果】
本発明のバリア性プラスチック容器は、カップ状、トレー状、ケース状などの容器であり、少なくとも透明樹脂層、酸化珪素、酸化アルミニウム、酸化マグネシウムまたはそれらの混合物の蒸着薄膜層、延伸フィルム層、酸素吸収層、熱可塑性樹脂層を積層した積層材料からなるインモールドラベルが、成型加工時に容器の主体樹脂層の内面に該インモールドラベルの透明樹脂層が主体樹脂層側になるように積層されているので、優れたガスバリア性、特に優れた酸素バリア性を有しており、容器表面に段差がなく、平滑であるので汚れ等も発生し難い。印刷層をさらに積層したインモールドラベルを使用し、主体樹脂層に透明樹脂を使用すれば、外側から印刷層を視認することもでき、優れた意匠性を有することになる。
【図面の簡単な説明】
【図1】本発明のバリア性プラスチック容器の一例を示す断面図である。
【図2】本発明のバリア性プラスチック容器に使用するインモールドラベルの一例を示す平面図である。
【図3】(a)はインモールドラベルに使用する積層材料の一例を示す側断面図であり、(b)は積層材料の他の例を示す側断面図である。
【符号の説明】
1…バリア性プラスチック容器
2…容器胴部
3…容器底部
4…容器フランジ部
5…容器開口部
10…主体樹脂層
11…透明樹脂層
12…接着層
13…延伸フィルム層
14…蒸着薄膜層
15…接着層
16…酸素吸収層
17…接着層
18…熱可塑性樹脂層
19…印刷層
20…インモールドラベル
21a,21b,21c,21d9…ラベル胴部
22…ラベル底部
23a,23b,23c,23d…ラベルフランジ部
Claims (3)
- 少なくとも透明樹脂層、無機化合物の蒸着薄膜層、延伸フィルム層、酸素吸収層、熱可塑性樹脂層を積層した積層材料からなるインモールドラベルが、容器の主体樹脂層の内面に該インモールドラベルの透明樹脂層が主体樹脂層側になるように成型加工時に積層されており、容器内面全体が該インモールドラベルで覆われ、その最内面が熱可塑性樹脂層からなることを特徴とするバリア性プラスチック容器。
- 前記酸素吸収層が熱可塑性樹脂70〜30重量%に対し鉄粉を主成分とする酸素吸収剤30〜70重量%を配合した混合物からなることを特徴とする請求項1記載のバリア性プラスチック容器。
- 前記無機化合物が酸化珪素、酸化アルミニウム、酸化マグネシウム又はそれらの混合物であることを特徴とする請求項1又は請求項2記載のバリア性プラスチック容器。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002324869A JP2004155483A (ja) | 2002-11-08 | 2002-11-08 | バリア性プラスチック容器 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002324869A JP2004155483A (ja) | 2002-11-08 | 2002-11-08 | バリア性プラスチック容器 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004155483A true JP2004155483A (ja) | 2004-06-03 |
Family
ID=32804279
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002324869A Pending JP2004155483A (ja) | 2002-11-08 | 2002-11-08 | バリア性プラスチック容器 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004155483A (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2012005761A2 (en) | 2010-07-09 | 2012-01-12 | Nestec S.A. | Labeled containers and processes for producing labeled containers |
| WO2015141789A1 (ja) * | 2014-03-19 | 2015-09-24 | 大日本印刷株式会社 | インモールドラベル容器 |
| JP2022014232A (ja) * | 2020-07-06 | 2022-01-19 | ロックペイント株式会社 | 酸素吸収性化合物 |
-
2002
- 2002-11-08 JP JP2002324869A patent/JP2004155483A/ja active Pending
Cited By (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AU2011277031B2 (en) * | 2010-07-09 | 2016-09-22 | Kuraray Co. Ltd. | Labeled containers and processes for producing labeled containers |
| CN103328351A (zh) * | 2010-07-09 | 2013-09-25 | 雀巢产品技术援助有限公司 | 贴标容器和生产贴标容器的方法 |
| US20130264743A1 (en) * | 2010-07-09 | 2013-10-10 | Kuraray Co., Ltd. | Labeled containers and processes for producing |
| EP2590791A4 (en) * | 2010-07-09 | 2015-01-21 | Nestec Sa | LABELED CONTAINERS AND METHODS FOR PRODUCING LABELED CONTAINERS |
| WO2012005761A2 (en) | 2010-07-09 | 2012-01-12 | Nestec S.A. | Labeled containers and processes for producing labeled containers |
| US9452575B2 (en) * | 2010-07-09 | 2016-09-27 | Nestec S.A. | Labeled containers and processes for producing |
| EP2590791B1 (en) | 2010-07-09 | 2016-11-09 | Nestec S.A. | Labeled containers and processes for producing labeled containers |
| WO2015141789A1 (ja) * | 2014-03-19 | 2015-09-24 | 大日本印刷株式会社 | インモールドラベル容器 |
| JP2015178378A (ja) * | 2014-03-19 | 2015-10-08 | 大日本印刷株式会社 | インモールドラベル容器 |
| CN106132841A (zh) * | 2014-03-19 | 2016-11-16 | 大日本印刷株式会社 | 模内标签容器 |
| CN106132841B (zh) * | 2014-03-19 | 2018-12-25 | 大日本印刷株式会社 | 模内标签容器 |
| JP2022014232A (ja) * | 2020-07-06 | 2022-01-19 | ロックペイント株式会社 | 酸素吸収性化合物 |
| JP7663888B2 (ja) | 2020-07-06 | 2025-04-17 | ロックペイント株式会社 | 酸素吸収性化合物 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US6071626A (en) | Multilayer, high barrier laminate | |
| CN106132841A (zh) | 模内标签容器 | |
| JP2002120320A (ja) | 積層材およびそれを使用した包装用袋 | |
| KR101457700B1 (ko) | 다층 시트, 용기 및 포장체 | |
| JP2005335108A (ja) | 多層フィルムとその積層体 | |
| JP2021181318A (ja) | 包装用吸湿フィルム | |
| JP2001026081A (ja) | 包装用積層体 | |
| JP2004155483A (ja) | バリア性プラスチック容器 | |
| JP5682223B2 (ja) | 液体用紙容器 | |
| JP3998798B2 (ja) | インモ−ルドラベリング成形容器 | |
| JP3906455B2 (ja) | 多層フィルム及びその製品 | |
| JP4513253B2 (ja) | 剥離可能な蓋材 | |
| JP2002308285A (ja) | レトルト用パウチ | |
| JPH06345123A (ja) | ハイバリアー成形容器 | |
| JP2002052637A (ja) | 容易に引き裂き可能なガスバリヤー性積層フィルム | |
| JP2001058363A (ja) | 酸素吸収性プラスチック容器 | |
| JP4715276B2 (ja) | ラミネートチューブ容器 | |
| JP4798820B2 (ja) | 蓋材 | |
| JPH1128741A (ja) | インモ−ルドラベリング成形容器 | |
| JPH06286765A (ja) | 開封容易な容器 | |
| JPH11333966A (ja) | 高防湿性積層体 | |
| JPH10249989A (ja) | 透明バリアフィルム、それを使用した積層材および包装用容器 | |
| JP2004142800A (ja) | 蓋材 | |
| JPH0683340U (ja) | 内容物透視性と保存性とを有する外包袋 | |
| JP2021059091A (ja) | 低吸着性積層体及びその製造方法 |