JP2004156103A - 多孔質金属シート - Google Patents
多孔質金属シート Download PDFInfo
- Publication number
- JP2004156103A JP2004156103A JP2002322912A JP2002322912A JP2004156103A JP 2004156103 A JP2004156103 A JP 2004156103A JP 2002322912 A JP2002322912 A JP 2002322912A JP 2002322912 A JP2002322912 A JP 2002322912A JP 2004156103 A JP2004156103 A JP 2004156103A
- Authority
- JP
- Japan
- Prior art keywords
- powder
- metal sheet
- metal
- porous
- porous metal
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images
Landscapes
- Powder Metallurgy (AREA)
Abstract
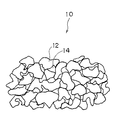
【解決手段】多孔質金属シート10は異形状金属粉末12が互いに融着して形成されており、それぞれの金属粉末12の間に異形状の小空隙14が形成されている。異形状金属粉末12としては、成形圧力6t/cm2、1%ステアリン酸亜鉛添加により成形した圧粉体のラトラ値が10%以下である金属粉末が用いられる。また、空隙14の形状は、その金属粉末12の形状に依存するため、一つ一つの形状は異なるものの、全体としては、多孔質金属シート10中に均一に形成されている。
【選択図】 図1
Description
【発明の属する技術分野】
本発明は、多孔質金属シートに関し、詳細には、電池用電極基板、水素分離膜の支持体などに好適に使用される、気孔径が制御され、且つ、引張強度に優れた多孔質金属シートに関する。
【0002】
【従来の技術】
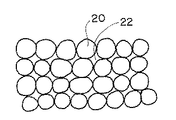
従来より、多孔質金属の製造方法は種々検討されており、例えば、孔の大きさや分布状態が均一な金属シートを得るために、ガスアトマイズされた球状金属粉末を用いることが一般的であった。この金属粉末は粒径の制御が容易であり、所望の均一な空隙を有する金属シートを容易に得られるものの、図2に明らかなように、その断面をみると均一な粒径の金属粉末20が互いに融着して、均一な空隙22が規則正しく形成された均質な多孔質体ではあるが、粉末20同士の接触面積が小さいため、得られた金属シートの引張強度や曲げ強度に劣るという問題がある。一方、ニッケルを用いた多孔質電極基板としては、基板用グリッド上にニッケル粉末を焼結してなる多孔質焼結体やニッケル繊維焼結体が用いられてきた。基板グリッドが不可欠である粉末焼結方式では、金属多孔質シートとしての用途が限定されるとともに、複雑な含浸工程を要し、また、ニッケル繊維を焼結する方法では、乾式法で製造したニッケル繊維シートの均一性が低く、薄い均一なシートが得難いといった問題があった。
【0003】
このような問題を解決し、孔の大きさや分布状態が均一で、且つ、加工性に優れた多孔質金属シートを得る目的で、金属粉末と結合剤と分散媒からなる混合物を調製し、混合物の薄層を熱分解性材料から成るシート体の表面に形成して、加熱処理により分散媒、結合剤成分、シート体を加熱除去する方法が提案されている(例えば、特許文献1参照)。また、成形前の金属粉体として特定のアスペクト比を有する扁平な粉体を用いて焼結する多孔質体の製造方法も提案されている(例えば、特許文献2参照)。
しかしながら、前者の方法では、シート体という余分な材料を必要とし、さらに、条件の異なる多段の加熱工程を要するなど、製造工程が複雑でコスト的にも問題がある。また、後者の方法によれば均一性が高く、ある程度の曲げ強度に優れた多孔質体が得られるものの、扁平な粒子を得るための加工工程が煩雑であり、また扁平粒子が積層されて構成されるため、得られたシートにおいて、ある方向の強度が他方向に比較して弱く、均一な強度が得難いという問題があった。
【0004】
【特許文献1】
特開2001−40402公報
【特許文献2】
特開平11−86878号公報
【0005】
【発明が解決しようとする課題】
上記問題点を考慮してなされた本発明の目的は、気孔が均一に分散され、且つ、引張強度に優れた多孔質金属シートを提供することにある。
【0006】
【課題を解決するための手段】
本発明者らは鋭意検討の結果、特定物性を有する異形状金属粒子を用いることで上記目的を達成し得ることを見出し、本発明を完成した。
【0007】
即ち、本発明の多孔質金属シートは、成形圧力6t/cm2、1%ステアリン酸亜鉛添加により成形した圧粉体のラトラ値が10%以下である金属粉末を原料とすることを特徴とする。
ここで、前記金属粉末が水アトマイズにより異形状化された粉末であることが好ましく、また、このような金属粉末としては、水アトマイズにより異形状化されたステンレス粉末であることがより好ましい。
【0008】
前記本発明の構成によれば、この多孔質金属シートを構成する金属粉末として、成形圧力6t/cm2、1%ステアリン酸亜鉛添加により成形した圧粉体のラトラ値が10%以下である、充分に異形化された成形性の良好な粉末を用いているため、異形化粉末をシート状成形体とした場合、粉末同士の接触面積の広さと充分な空隙の確保とが両立でき、それを、好ましくは金属粉末の溶融温度以下で燒結することにより、粉末間に充分な空隙を維持したまま、金属粉末表面の接触部分のみが融着・結合され、均一な空隙を有し、且つ、高強度の金属シートが得られるものと考えられる。
【0009】
また、本発明の多孔質金属シートは、異形状金属粉末をスラリーとしてシート状成形体を形成し、それを金属に応じた所定温度で一度燒結することで得られるため、従来の汎用の製造工程や設備を変更することなく高機能の多孔質金属シートを形成することができるため、工程管理や製造コストの観点からも有利であるという利点をも有する。
【0010】
【発明の実施の形態】
以下、本発明を具体例を挙げて詳細に説明する。
図1は、本発明の多孔質金属シート10の一態様を示す概略断面図である。多孔質金属シート10は異形状金属粉末12が互いに融着して形成されており、それぞれの金属粉末12の間に異形状の小空隙14が形成されている。これらの空隙14の形状は、その金属粉末12の形状に依存するため、一つ一つの形状は異なるものの、全体としては、多孔質金属シート10中に均一に形成されている。
【0011】
多孔質金属シート10を形成する金属粉末12は異形状化されていることが必要である。この異形状化の程度としては、完全な球状に比較し、表面積が大きくなる凹凸が形成される度合いが多くなるほど接触面積や空隙形成の点から有利であるが、凹凸の部分が小さくなりすぎると破損しやすくなり、強度的に不利となる。また、異形化の結果、扁平状に近づくと先に述べたように、一定方向の強度が低下する懸念があり、好ましくない。
しかしながら、個々の金属粒子の異形化された形状を計測し、好適な形状のものを選択することは困難である。本発明者らはこの異形化された金属粒子の適否をラトラ値を計測することにより判定できることを見出し、本発明を完成したものである。
即ち、金属粉末のラトラ値を、成形圧力6t/cm2、1%ステアリン酸亜鉛添加により成形した圧粉体により測定し、その値が10%以下である金属粉末を原料とすることで、適切に異形化された金属粉末による均一で高強度の多孔質金属シートが得られることを見出した。ラトラ値の測定は、圧粉体の成形において前記条件を選択した他は、日本粉末冶金工業会規格 JPMA P 11−1992「金属圧粉体のラトラ値の測定方法」に記載の方法に順じて行うことができる。
【0012】
金属粉末をこのラトラ値の範囲となるように異形化する手段としては、水アトマイズする方法が挙げられる。従来のガスアトマイズ法が球形の金属粉末を得るのに好適である一方、水アトマイズすることで異形化を良好に行うことができる。
ラトラ値は圧粉体のエッジ強さを表すものであり、本発明の多孔質金属シートの原料である金属粉体のラトラ値は10%以下であることを要し、好ましくは、0.1〜2%の範囲である。ラトラ値が10%を超えるものは、金属粉体形状が球状若しくは略球状をなしており、金属粉末間の結合力が弱く、得られた金属シートの引張強度が低下するため好ましくない。ちなみに、ガスアトマイズ法により得られた球状粉体のラトラ値は、本発明者らの計測によれば、19.8〜23.7の範囲であった。
【0013】
金属粉末のラトラ値を上記範囲に制御する方法としては、公知の方法を任意に適用できる。この条件は、使用する金属の種類、所望の平均的な粒子形状、空隙率などにより変わるが、例えば、金属としてステンレスを用いる場合を例に挙げれば、一般的には水アトマイズにより粉末を形成する際に、水圧を高くするとラトラ値が低下する傾向にあり、水圧を低くすると上昇する傾向がある。従って、表記ラトラ値の範囲の粉体を得ようとする場合には、温度、金属流量、水圧などの条件を選択すればよい。
また、粉末原料の金属として高速度鋼(以下、ハイスと称する)を用いる場合にも、同様の観点から、温度、金属流量、水圧などの条件を選択すればよい。
【0014】
本発明に適用し得る金属には水アトマイズ法により粉末を形成し得るものであれば特に制限はなく、例えば、鉄、ステンレス、黄銅、鉛、ハイス等が挙げられる。
原料として用い得る金属粉末の粒子径にも特に制限はなく、目的とする多孔質金属シートの厚みや用途により選択できるが、一般的には、1〜100μmの範囲のものを適用できる。好ましくは、1〜10μmの範囲である。
【0015】
次に、本発明の多孔質金属シートを成形する方法を順次、説明する。
まず、金属粉末を水アトマイズにより形成する。このときアトマイズ条件を制御することで、成形圧力6t/cm2、1%ステアリン酸亜鉛添加により成形した圧粉体で測定したラトラ値が10%以下である金属粉末を調整する。
得られた金属粉末にバインダーを添加し、スラリー状とする。具体的には、金属粉末を乾燥した後に、金属粉末100質量部に対してバインダを3〜10質量部添加して攪拌混合し、スラリー状とする。その後、撹拌容器の圧力を下げ、真空化することでスラリー中の気泡を除去する。
【0016】
ここで用いるバインダーには特に制限はなく、金属粉末間に所定の接着性を付与することができ、後述する燒結温度にて熱分解し、除去されるものであれば公知のものをいずれも用いることができるが、具体的には、ポリビニルブチラール、セルロース樹脂、ポリビニルアルコールなどが挙げられる。また、このバインダーの添加量も公知の範囲で適宜選択すればよい。
スラリーをドクターブレード法或いはロール圧延法などの公知の方法によってシート成形し、自然乾燥又は乾燥炉中で乾燥する。シートの厚みは多孔質金属シートの使用目的にもよるが、一般的には、0.03〜1mmの範囲が好ましい。
【0017】
シート体を乾燥した後、好ましくは真空炉内で焼結する。焼結工程における温度は金属粉末の融点を超えない範囲に設定される。燒結温度が金属の融点を超えると異形化された金属粉末の形状が維持できず、充分な空隙を有する多孔質シートを得難い。
なお、燒結工程の前に必要に応じて脱脂工程を行なってもよい。
【0018】
焼結の雰囲気は酸化性雰囲気以外であればいずれの雰囲気でもよいが、本態様の如く、真空炉内で燒結すること、或いは、水素ガス含有雰囲気中で還元焼結することが好ましい。
燒結温度は、高すぎると異形化金属粉末の形状の特徴を生かせず、また、低すぎると融着が不充分となり、金属シートの強度が低下する懸念がある。従って、金属の融点をT℃としたとき、(T−550)℃〜(T−300)℃の範囲であることが好ましい。
【0019】
この温度条件で、60分〜600分間加熱して、冷却することで本発明の多孔質金属シートが得られる。この金属シートは、異形化された金属粉末が空隙を介して互いに融着され、全体として均一な空隙を有する多孔質シートであり、不定形状の金属粉末を用いるため、粉末間の接着強度に方向性が無く、均一であり、縦方向、横方向ともに平均して高い引張強度を発現することができる。
【0020】
以上述べたように、本発明によれば、特定のラトラ値を有する異形化粉末を原料とすることで、金属粉末の種類にかかわらず、均一な空隙を有し、引張強度に優れた多孔質金属シートを得ることができるため、その用途は広い。本発明の多孔質金属シートの用途としては、金属粉末としてニッケルなどを用いた燃料電池用電極板が挙げられる。また、充分な強度、耐熱性及び均一な多孔質構造を有することから、金属粉末としてステンレス、ハイスなどを選択することで、水素分離膜において従来使用されていたセラミック製多孔質板に代わる支持体として好適に用いることができる。特に、ステンレスは高耐蝕性の観点から好適である。
【0021】
【実施例】
以下に、実施例を挙げて本発明を詳細に説明するが、本発明はこれらに制限されるものではない。
(実施例1)
前記図1に示す多孔質金属シートを作成した。以下、この製造工程を順次説明する。
まず、水アトマイズにより平均粒子径10μmのステンレス粉末を形成する。得られたステンレス粉末を、成形条件6t/cm2、1%ステアリン酸亜鉛潤滑の条件下で測定したラトラ値は、1.2%であった。
次に、得られたステンレス粉末100gに対してバインダ(ポリビニルブチラール)を6g添加して攪拌混合し、スラリー状とする。その後、撹拌容器の圧力を下げ、真空化することでスラリー中の気泡を除去する。
スラリーをドクターブレード法によってシート状に成形し、28℃で300分間乾燥した。
シート体を乾燥した後、真空炉内で、温度920℃で600分間焼結し、厚み100μmの多孔質金属シートを得た。
【0022】
この金属シートは、その断面を走査型電子顕微鏡にて観察したところ、異形化された金属粉末が空隙を介して互いに融着され、全体として均一な空隙を有する多孔質シートであることがわかった。
この金属シートを幅15mm×長さ84mmに切断後、アムスラー試験機を用いて引張強度の測定を行った。測定は異なる場所から5つのサンプルを採取して行なった。その結果、破断強度は、幅15mmの試料を用いた場合、縦方向、横方向ともに平均して11.2kgfであり、切断片の裁断方向を問わず、高い引張強度を有することがわかった。
【0023】
(実施例2〜4)
前記実施例1において、水アトマイズ条件を変えて異なるラトラ値を有するステンレス粉末を得て、それを原料に用いた他は同様にして多孔質金属シートを得て、実施例1と同様に引張強度の測定を行った。結果を下記表1に示す。
【0024】
【表1】
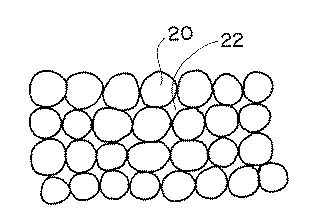
表1に明らかなように、本発明の多孔質金属シートはいずれも縦方向、横方向ともに優れた引張強度を有することがわかった。
【0026】
(比較例1〜4)
実施例1〜4で用いた異形化されたステンレス粉末にジェットミル処理を行なって球状化した粉末を原料とした他は実施例1と同様にして多孔質金属シートを得た。この球状化された金属粉末のラトラ値を測定して前記表1に併記した。また、得られた多孔質金属シートの引張強度を実施例1と同様にして測定した。結果を前記表1に併記する。
【0027】
(比較例5〜8)
ステンレスをガスアトマイズして得られた球状化したステンレス粉末を原料とした他は実施例1と同様にして多孔質金属シートを得た。この球状化されたステンレス粉末のラトラ値を測定して前記表1に併記した。また、得られた多孔質金属シートの引張強度を実施例1と同様にして測定した。結果を前記表1に併記する。
表1に明らかなように、比較例1〜8の多孔質金属シートは実施例1〜4に比べ、引張強度が縦方向、横方向ともに著しく劣っていることがわかった。また、比較例1〜4と比較例5〜8との対比において、前者のグループが後者のグループよりも引張強度が高い傾向が見られ、このことからも、異形状化された粉末の形状が結合力に影響し、引張強度に反映されるものと推定される。
【0028】
【発明の効果】
本発明の多孔質金属シートは、気孔が均一に分散され、且つ、引張強度に優れるという効果を奏する。
【図面の簡単な説明】
【図1】本発明の多孔質金属シートの一態様を示す概略断面図である。
【図2】従来の多孔質金属シートの一態様を示す概略断面図である。
【符号の説明】
10 多孔質金属シート
12 金属粉末
14 空隙
Claims (3)
- 成形圧力6t/cm2、1%ステアリン酸亜鉛添加により成形した圧粉体のラトラ値が10%以下である金属粉末を原料とする多孔質金属シート。
- 前記金属粉末が水アトマイズにより異形状化された粉末である請求項1に記載の多孔質金属シート。
- 前記金属粉末が水アトマイズにより異形状化されたステンレス粉末である請求項1に記載の多孔質金属シート。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002322912A JP2004156103A (ja) | 2002-11-06 | 2002-11-06 | 多孔質金属シート |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002322912A JP2004156103A (ja) | 2002-11-06 | 2002-11-06 | 多孔質金属シート |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004156103A true JP2004156103A (ja) | 2004-06-03 |
Family
ID=32802966
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002322912A Pending JP2004156103A (ja) | 2002-11-06 | 2002-11-06 | 多孔質金属シート |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004156103A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113427001A (zh) * | 2021-06-22 | 2021-09-24 | 上海森永工程设备有限公司 | 一种多孔质烧结体的制备方法及多孔质烧结体 |
-
2002
- 2002-11-06 JP JP2002322912A patent/JP2004156103A/ja active Pending
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113427001A (zh) * | 2021-06-22 | 2021-09-24 | 上海森永工程设备有限公司 | 一种多孔质烧结体的制备方法及多孔质烧结体 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CA2437914C (en) | Titanium powder sintered compact | |
| JP2007531974A (ja) | 固体酸化物燃料電池用の、ニッケルのフォームおよびフェルトを基材とするアノード | |
| CN104144760B (zh) | 通过粉末冶金制造多孔体的方法 | |
| JP7300022B1 (ja) | チタン多孔質体及び、チタン多孔質体の製造方法 | |
| EP3769867B1 (en) | Porous titanium-based sintered body, method for producing the same, and electrode | |
| JP7267391B1 (ja) | チタン多孔質体及び、チタン多孔質体の製造方法 | |
| KR20160051770A (ko) | 크롬 함유 분말 또는 과립형 분말 | |
| KR20200106970A (ko) | 티탄계 다공체 및 그 제조 방법 | |
| JP2013072135A (ja) | シート状多孔体の製造方法 | |
| AU2022436150A1 (en) | Titanium porous body, and method for producing titanium porous body | |
| JP2018070985A (ja) | チタン系多孔体及びその製造方法 | |
| WO1993005190A1 (fr) | Procede pour la production de corps metalliques poreux | |
| JP7142748B1 (ja) | チタン多孔質体及び、チタン多孔質体の製造方法 | |
| WO2019188480A1 (ja) | 多孔質チタン系焼結体、その製造方法及び電極 | |
| He et al. | Facile fabrication of composites of platinum nanoparticles and amorphous carbon films by catalyzed carbonization of cellulose fibers | |
| JP2004156103A (ja) | 多孔質金属シート | |
| JP4116263B2 (ja) | チタン粉末焼結体 | |
| JP4460355B2 (ja) | チタン焼結フィルタおよびその製造方法 | |
| JP6559925B1 (ja) | 多孔質チタン系焼結体、その製造方法及び電極 | |
| JP5083936B2 (ja) | 金属多孔質体の製造方法 | |
| Włodarczyk | Properties of graphite-stainless steel composite in bipolar plates in simulated anode and cathode environments of PEM fuel cells | |
| JPH05195110A (ja) | 金属多孔体の製造 | |
| Korzhov | Porous metallic substrates for superconducting coatings | |
| JPS62154575A (ja) | 溶融炭酸塩燃料電池用燃料極の製造方法 | |
| JP2000119769A (ja) | 熱および電気伝導性に優れたスポンジ状多孔質ニッケル金属板の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20051027 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20071217 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080205 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080404 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20081104 |