JP2004160586A - 部品加工装置及び方法 - Google Patents
部品加工装置及び方法 Download PDFInfo
- Publication number
- JP2004160586A JP2004160586A JP2002328484A JP2002328484A JP2004160586A JP 2004160586 A JP2004160586 A JP 2004160586A JP 2002328484 A JP2002328484 A JP 2002328484A JP 2002328484 A JP2002328484 A JP 2002328484A JP 2004160586 A JP2004160586 A JP 2004160586A
- Authority
- JP
- Japan
- Prior art keywords
- workpiece
- drill
- conductor
- discharge machining
- electric discharge
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images



Landscapes
- Electrical Discharge Machining, Electrochemical Machining, And Combined Machining (AREA)
Abstract
【課題】高精度、かつ高速な微細形状に加工を行う部品加工装置及び方法を提供する。
【解決手段】被加工物15を所定位置へ移動し、工具ユニット25の上下移動範囲に調整する。θ軸モータ4により超硬ドリル21を回転させ、第1,第2電極接続部7,13間に電圧を印加して、Z軸モータ8により超硬ドリル21先端を被加工物15の所定距離に近付ける。超硬ドリル21と被加工物15間に生じた放電で放電加工する。放電加工により超硬ドリル21と被加工物15間の距離が変わるので、再度Z軸モータ8を駆動し放電発生距離まで超硬ドリル21を移動する。これを繰り返し放電加工を行う。放電加工の終了後、印加電圧を止め、θ軸モータ4を駆動し続けて、Z軸モータ8を再度駆動させ超硬ドリル21を下降させ、先に放電加工により加工した穴を下穴としてドリル加工を行う。
【選択図】 図1
【解決手段】被加工物15を所定位置へ移動し、工具ユニット25の上下移動範囲に調整する。θ軸モータ4により超硬ドリル21を回転させ、第1,第2電極接続部7,13間に電圧を印加して、Z軸モータ8により超硬ドリル21先端を被加工物15の所定距離に近付ける。超硬ドリル21と被加工物15間に生じた放電で放電加工する。放電加工により超硬ドリル21と被加工物15間の距離が変わるので、再度Z軸モータ8を駆動し放電発生距離まで超硬ドリル21を移動する。これを繰り返し放電加工を行う。放電加工の終了後、印加電圧を止め、θ軸モータ4を駆動し続けて、Z軸モータ8を再度駆動させ超硬ドリル21を下降させ、先に放電加工により加工した穴を下穴としてドリル加工を行う。
【選択図】 図1
Description
【0001】
【発明の属する技術分野】
本発明は、部品を微細形状に加工する部品加工装置及び方法に関するものである。
【0002】
【従来の技術】
従来のこの種の部品加工装置は、図3の斜視図に示したように構成されている。図3において、1は放電ロッド、2はプーリー、3はベルト、4はθ軸モータ、5はV型軸受、6は鋼球、7は第1電極接続部、8はZ軸モータ、9はZ軸ガイド、10は本体ベース、11はX−Yステージ、12は加工槽、13は第2電極接続部、14は被加工物保持部、15は被加工物である。
【0003】
図3に示すように、放電ロッド1の中央付近、及び、θ軸モータ4の出力軸にプーリー2が取り付けられており、θ軸モータ4の回転駆動が放電ロッド1に伝わるようにベルト3で連結されている。また、放電ロッド1は、V型軸受5で回転可能に保持されている。放電ロッド1の上方には鋼球6を介して第1電極接続部7が配設されている。そして、Z軸モータ8を駆動させることにより、放電ロッド1,プーリー2,ベルト3,θ軸モータ4,V型軸受5,鋼球6,第1電極接続部7が、Z軸ガイド9に沿って上下移動する。
【0004】
また、本体ベース10には、X−Yステージ11が配置されており、このX−Yステージ11上には、加工槽12が取り付けられている。さらに、加工漕12の中には、被加工物保持部14、及び第2電極接続部13が配設されている。被加工物保持部14に被加工物15を取り付けて加工を行う。
【0005】
図4は部品加工装置における加工方法を示すフローチャートである。図3を参照しながら図4の部品加工方法について説明する。まず、被加工物15が被加工物保持部14により取り付けられた加工槽12をX−Yステージ11に取り付け(S1)、X−Yステージ11を所定の位置へ移動させる。θ軸モータ4を回転させることにより、放電ロッド1を回転させ、その状態で第1電極接続部7と第2電極接続部13に電圧を印加する(S2)。
【0006】
そして、Z軸モータ9を回転させ、放電ロッド1の先端が被加工物15に対し所定の距離になるまで近付ける(S3)。すると、放電ロッド1と被加工物15の間で放電が生じ、被加工物15が放電加工される(S4)。この時、Z軸モータ9は、一旦停止させる。
【0007】
被加工物15が放電加工されることにより、放電ロッド1と被加工物15との距離が変わるので、再度、Z軸モータ9を駆動して、放電が発生する距離まで放電ロッド1を移動させて加工を行う(S5)。これを繰り返し行うことで、被加工物15の加工を行う(S6)。
【0008】
また、特許文献1に記載されるような、細い中空パイプ電極を被加工体に対向した間隙に、加工液を噴流供給しパルス放電によって穴明け加工する際に、被加工体の加工部分の周りを囲む液溜を設けて、この液溜に加工液を溜めながら放電加工しすることで、常に一定の加工液を介在させて、パイプ電極の側面とで発生する気中放電等を防止する細穴放電加工装置がある。
【0009】
【特許文献1】
特開平6−000723号公報
【0010】
【発明が解決しようとする課題】
しかしながら、このような構成の部品加工装置及び方法は、放電加工により穴の加工を行う場合、この加工時間を長く必要とする。さらには、この穴の加工をドリル加工のみにより行う場合、ドリルの先端が振れてしまうことから、高精度な加工は困難であるという問題があった。
【0011】
本発明は、前記従来技術の問題を解決することに指向するものであり、高精度、かつ高速な微細形状に加工を行う部品加工装置及び方法を提供することを目的とする。
【0012】
【課題を解決するための手段】
この目的を達成するために、本発明に係る部品加工装置及び方法における部品加工装置は、導電体ドリルと、導電体ドリルを回転可能に配設された回転駆動手段と、回転駆動手段の回転駆動を伝達する回転伝達手段と、導電体ドリルを回転可能に保持する導電体保持手段と、導電体ドリルを上下方向に移動可能に配設された上下駆動手段とを有する部品加工装置であって、部品加工装置により加工する被加工部品を保持する被加工部品保持手段、及び導電体ドリルに電極接続手段を備え、電極接続手段により被加工部品保持手段と導電体ドリル間の印加電圧の放電によって、被加工部品の放電加工を行い、さらに、放電加工の停止後に加工した穴を下穴として導電体ドリルによってドリル加工を行い、被加工部品を複合加工する制御手段を備えたことを特徴とする。
【0013】
また、部品加工方法は、回転駆動手段から回転伝達手段を介した伝達により回転駆動され、導電体保持手段により保持された導電体ドリルを、被加工部品保持手段に保持された被加工部品の上下方向における所定の距離まで上下駆動手段により移動して、導電体ドリルと被加工部品保持手段との間に設けた電極接続手段に印加される電圧によって放電加工を行う行程と、放電加工により生じた被加工部品と導電体ドリル間の上下方向における所定距離の変化に応じて、再度放電加工する所定距離まで上下駆動手段により導電体ドリルを移動し、放電加工を繰り返す行程と、放電加工の停止後に、放電加工により加工した穴を下穴とし導電体ドリルによってドリル加工を行う行程とを有し、被加工部品を複合加工することを特徴とする。
【0014】
前記構成の部品加工装置及び方法によれば、被加工部品に微細形状な加工を、放電加工によって高精度、ドリル加工によって高速に行う複合加工により高精度、かつ高速な部品の加工を行うことができる。
【0015】
【発明の実施の形態】
以下、図面を参照して本発明における実施の形態を詳細に説明する。
【0016】
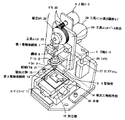
図1は本発明の実施の形態における部品加工装置を示す斜視図である。ここで、前記従来例を示す図3において説明した構成部材に対応し実質的に同等の機能を有するものには同一の符号を付してこれを示す。
【0017】
図1において、2はプーリー、3はベルト、4はθ軸モータ、5はV型軸受、6は鋼球、7は第1電極接続部、8はZ軸モータ、11はX−Yステージ、12は加工槽、13は第2電極接続部、14は被加工物保持部、15は被加工物、21は超硬ドリル、22は偏芯カム、23はギヤ、24は工具ユニットベース部品、25は工具ユニット、26はシャフト、27はリニアブッシュ、28は工具ユニット高さ調節ネジ、30は本体である。
【0018】
図1に示すように、導電体ドリルである超硬ドリル21の中央付近、及びθ軸モータ4の出力軸にプーリー2が取り付けられており、θ軸モータ4の回転駆動が超硬ドリル21に伝わるようにベルト3で連結されている。また、超硬ドリル21は、V型軸受5で回転可能に保持されている。超硬ドリル21の上方には鋼球6を介して第1電極接続部7が配設されている。さらに、第1電極接続部7に接する位置に偏芯カム22が配置されており、Z軸モータ8が回転駆動することにより、ギヤ23を介して偏芯カム22が回転する。この偏芯カム22が回転することにより、超硬ドリル21が上下移動する。これら各部における加工動作の制御は、例えば、制御手段としてCPU(図示せず)等により制御される。
【0019】
超硬ドリル21、プーリー2、ベルト3、θ軸モータ4、V型軸受5、鋼球6、第1電極接続部7、偏芯カム22、ギヤ23、Z軸モータ8は全て工具ユニットベース部品24に配設され工具ユニット25となっている。工具ユニット25には、シャフト26が取り付けられており、本体30に取り付けられているリニアブッシュ27に挿入することにより、工具ユニット25のガイドとなる。さらに、工具ユニット25には、工具ユニットの高さ調節ネジ28が取り付けられており、これを回転させることにより工具ユニット25全体を上下移動させることが可能に構成されている。
【0020】
また、本体30には、X−Yステージ11が配置されておりX−Yステージ11上には、加工槽12が取り付けられている。そして、加工漕12の中には、被加工物保持部14及び第2電極接続部13が配置されている。被加工物保持部14に被加工物15を取り付けて加工を行う。
【0021】
次に、図2は本実施の形態における部品加工装置を用いる加工方法を示すフローチャートである。図1を参照しながら部品加工装置を用いて部品加工を行う加工方法について説明する。まず、被加工物15をX−Yステージ11に取り付け、X−Yステージ11を所定の位置へ移動させる。工具ユニット25の高さ調整ネジ28を回転させることにより、偏芯カム22により上下移動可能な範囲となるように超硬ドリル21を所定の高さへ移動させ、工具ユニット25の高さ調整を行う(S11)。
【0022】
θ軸モータ4を回転させることにより、超硬ドリル21を回転させ、その状態において第1電極接続部7と第2電極接続部13に電圧を印加する(S12)。そして、Z軸モータ8を回転させ、超硬ドリル21の先端が被加工物15に対して所定の距離になるまで近付ける(S13)。これにより、超硬ドリル21と被加工物15の間で放電が生じ、被加工物15が放電加工される(S14)。この時、Z軸モータ8は、一旦停止させる。
【0023】
さらに、被加工物15が放電加工されることにより、超硬ドリル21と被加工物15との距離が変わるので、再度、Z軸モータ8を駆動させて、前述したように、放電が発生する距離まで超硬ドリル21を移動させて加工を行う(S16)。これを繰り返し行うことで、被加工物15に放電加工を行う。
【0024】
次に、放電加工後、第1電極接続部7及び第2電極接続部13に印加していた電圧を止める。この時、θ軸モータ4は駆動させ続けて、Z軸モータ8を再度駆動させて、超硬ドリル21を下降させることにより、被加工物15にドリル加工を行う(S17)。このドリル加工は、先に放電加工により加工した穴を下穴として用いて加工を行うので、ドリル加工時に生じるドリルの振れを抑えることが可能であり、かつ高速に穴の加工をすることが可能となる。
【0025】
また、本実施の形態によれば、部品加工を行うドリル加工において、超硬ドリル21の径を替えることにより、必要な加工のサイズに簡単に対応することができる。なお、本実施の形態では、工具に超硬ドリル21を用いて説明を行ったが、超硬ドリル以外の導電性材料のドリルでも同じ効果が得られる。
【0026】
【発明の効果】
以上説明したように、本発明によれば、被加工物に微細形状とする複合加工により高精度、かつ高速に部品の加工を行うことができるという効果を奏する。
【図面の簡単な説明】
【図1】本発明の実施の形態における部品加工装置を示す斜視図
【図2】本実施の形態における部品加工装置を用いる加工方法を示すフローチャート
【図3】従来の部品加工装置を示す斜視図
【図4】従来の部品加工装置を用いる加工方法を示すフローチャート
【符号の説明】
1 放電ロッド
2 プーリー
3 ベルト
4 θ軸モータ
5 V型軸受
6 鋼球
7 第1電極接続部
8 Z軸モータ
9 Z軸ガイド
10 本体ベース
11 X−Yステージ
12 加工槽
13 第2電極接続部
14 被加工物保持部
15 被加工物
21 超硬ドリル
22 偏芯カム
23 ギヤ
24 工具ユニットベース部品
25 工具ユニット
26 シャフト
27 リニアブッシュ
28 工具ユニット高さ調節ネジ
30 本体
【発明の属する技術分野】
本発明は、部品を微細形状に加工する部品加工装置及び方法に関するものである。
【0002】
【従来の技術】
従来のこの種の部品加工装置は、図3の斜視図に示したように構成されている。図3において、1は放電ロッド、2はプーリー、3はベルト、4はθ軸モータ、5はV型軸受、6は鋼球、7は第1電極接続部、8はZ軸モータ、9はZ軸ガイド、10は本体ベース、11はX−Yステージ、12は加工槽、13は第2電極接続部、14は被加工物保持部、15は被加工物である。
【0003】
図3に示すように、放電ロッド1の中央付近、及び、θ軸モータ4の出力軸にプーリー2が取り付けられており、θ軸モータ4の回転駆動が放電ロッド1に伝わるようにベルト3で連結されている。また、放電ロッド1は、V型軸受5で回転可能に保持されている。放電ロッド1の上方には鋼球6を介して第1電極接続部7が配設されている。そして、Z軸モータ8を駆動させることにより、放電ロッド1,プーリー2,ベルト3,θ軸モータ4,V型軸受5,鋼球6,第1電極接続部7が、Z軸ガイド9に沿って上下移動する。
【0004】
また、本体ベース10には、X−Yステージ11が配置されており、このX−Yステージ11上には、加工槽12が取り付けられている。さらに、加工漕12の中には、被加工物保持部14、及び第2電極接続部13が配設されている。被加工物保持部14に被加工物15を取り付けて加工を行う。
【0005】
図4は部品加工装置における加工方法を示すフローチャートである。図3を参照しながら図4の部品加工方法について説明する。まず、被加工物15が被加工物保持部14により取り付けられた加工槽12をX−Yステージ11に取り付け(S1)、X−Yステージ11を所定の位置へ移動させる。θ軸モータ4を回転させることにより、放電ロッド1を回転させ、その状態で第1電極接続部7と第2電極接続部13に電圧を印加する(S2)。
【0006】
そして、Z軸モータ9を回転させ、放電ロッド1の先端が被加工物15に対し所定の距離になるまで近付ける(S3)。すると、放電ロッド1と被加工物15の間で放電が生じ、被加工物15が放電加工される(S4)。この時、Z軸モータ9は、一旦停止させる。
【0007】
被加工物15が放電加工されることにより、放電ロッド1と被加工物15との距離が変わるので、再度、Z軸モータ9を駆動して、放電が発生する距離まで放電ロッド1を移動させて加工を行う(S5)。これを繰り返し行うことで、被加工物15の加工を行う(S6)。
【0008】
また、特許文献1に記載されるような、細い中空パイプ電極を被加工体に対向した間隙に、加工液を噴流供給しパルス放電によって穴明け加工する際に、被加工体の加工部分の周りを囲む液溜を設けて、この液溜に加工液を溜めながら放電加工しすることで、常に一定の加工液を介在させて、パイプ電極の側面とで発生する気中放電等を防止する細穴放電加工装置がある。
【0009】
【特許文献1】
特開平6−000723号公報
【0010】
【発明が解決しようとする課題】
しかしながら、このような構成の部品加工装置及び方法は、放電加工により穴の加工を行う場合、この加工時間を長く必要とする。さらには、この穴の加工をドリル加工のみにより行う場合、ドリルの先端が振れてしまうことから、高精度な加工は困難であるという問題があった。
【0011】
本発明は、前記従来技術の問題を解決することに指向するものであり、高精度、かつ高速な微細形状に加工を行う部品加工装置及び方法を提供することを目的とする。
【0012】
【課題を解決するための手段】
この目的を達成するために、本発明に係る部品加工装置及び方法における部品加工装置は、導電体ドリルと、導電体ドリルを回転可能に配設された回転駆動手段と、回転駆動手段の回転駆動を伝達する回転伝達手段と、導電体ドリルを回転可能に保持する導電体保持手段と、導電体ドリルを上下方向に移動可能に配設された上下駆動手段とを有する部品加工装置であって、部品加工装置により加工する被加工部品を保持する被加工部品保持手段、及び導電体ドリルに電極接続手段を備え、電極接続手段により被加工部品保持手段と導電体ドリル間の印加電圧の放電によって、被加工部品の放電加工を行い、さらに、放電加工の停止後に加工した穴を下穴として導電体ドリルによってドリル加工を行い、被加工部品を複合加工する制御手段を備えたことを特徴とする。
【0013】
また、部品加工方法は、回転駆動手段から回転伝達手段を介した伝達により回転駆動され、導電体保持手段により保持された導電体ドリルを、被加工部品保持手段に保持された被加工部品の上下方向における所定の距離まで上下駆動手段により移動して、導電体ドリルと被加工部品保持手段との間に設けた電極接続手段に印加される電圧によって放電加工を行う行程と、放電加工により生じた被加工部品と導電体ドリル間の上下方向における所定距離の変化に応じて、再度放電加工する所定距離まで上下駆動手段により導電体ドリルを移動し、放電加工を繰り返す行程と、放電加工の停止後に、放電加工により加工した穴を下穴とし導電体ドリルによってドリル加工を行う行程とを有し、被加工部品を複合加工することを特徴とする。
【0014】
前記構成の部品加工装置及び方法によれば、被加工部品に微細形状な加工を、放電加工によって高精度、ドリル加工によって高速に行う複合加工により高精度、かつ高速な部品の加工を行うことができる。
【0015】
【発明の実施の形態】
以下、図面を参照して本発明における実施の形態を詳細に説明する。
【0016】
図1は本発明の実施の形態における部品加工装置を示す斜視図である。ここで、前記従来例を示す図3において説明した構成部材に対応し実質的に同等の機能を有するものには同一の符号を付してこれを示す。
【0017】
図1において、2はプーリー、3はベルト、4はθ軸モータ、5はV型軸受、6は鋼球、7は第1電極接続部、8はZ軸モータ、11はX−Yステージ、12は加工槽、13は第2電極接続部、14は被加工物保持部、15は被加工物、21は超硬ドリル、22は偏芯カム、23はギヤ、24は工具ユニットベース部品、25は工具ユニット、26はシャフト、27はリニアブッシュ、28は工具ユニット高さ調節ネジ、30は本体である。
【0018】
図1に示すように、導電体ドリルである超硬ドリル21の中央付近、及びθ軸モータ4の出力軸にプーリー2が取り付けられており、θ軸モータ4の回転駆動が超硬ドリル21に伝わるようにベルト3で連結されている。また、超硬ドリル21は、V型軸受5で回転可能に保持されている。超硬ドリル21の上方には鋼球6を介して第1電極接続部7が配設されている。さらに、第1電極接続部7に接する位置に偏芯カム22が配置されており、Z軸モータ8が回転駆動することにより、ギヤ23を介して偏芯カム22が回転する。この偏芯カム22が回転することにより、超硬ドリル21が上下移動する。これら各部における加工動作の制御は、例えば、制御手段としてCPU(図示せず)等により制御される。
【0019】
超硬ドリル21、プーリー2、ベルト3、θ軸モータ4、V型軸受5、鋼球6、第1電極接続部7、偏芯カム22、ギヤ23、Z軸モータ8は全て工具ユニットベース部品24に配設され工具ユニット25となっている。工具ユニット25には、シャフト26が取り付けられており、本体30に取り付けられているリニアブッシュ27に挿入することにより、工具ユニット25のガイドとなる。さらに、工具ユニット25には、工具ユニットの高さ調節ネジ28が取り付けられており、これを回転させることにより工具ユニット25全体を上下移動させることが可能に構成されている。
【0020】
また、本体30には、X−Yステージ11が配置されておりX−Yステージ11上には、加工槽12が取り付けられている。そして、加工漕12の中には、被加工物保持部14及び第2電極接続部13が配置されている。被加工物保持部14に被加工物15を取り付けて加工を行う。
【0021】
次に、図2は本実施の形態における部品加工装置を用いる加工方法を示すフローチャートである。図1を参照しながら部品加工装置を用いて部品加工を行う加工方法について説明する。まず、被加工物15をX−Yステージ11に取り付け、X−Yステージ11を所定の位置へ移動させる。工具ユニット25の高さ調整ネジ28を回転させることにより、偏芯カム22により上下移動可能な範囲となるように超硬ドリル21を所定の高さへ移動させ、工具ユニット25の高さ調整を行う(S11)。
【0022】
θ軸モータ4を回転させることにより、超硬ドリル21を回転させ、その状態において第1電極接続部7と第2電極接続部13に電圧を印加する(S12)。そして、Z軸モータ8を回転させ、超硬ドリル21の先端が被加工物15に対して所定の距離になるまで近付ける(S13)。これにより、超硬ドリル21と被加工物15の間で放電が生じ、被加工物15が放電加工される(S14)。この時、Z軸モータ8は、一旦停止させる。
【0023】
さらに、被加工物15が放電加工されることにより、超硬ドリル21と被加工物15との距離が変わるので、再度、Z軸モータ8を駆動させて、前述したように、放電が発生する距離まで超硬ドリル21を移動させて加工を行う(S16)。これを繰り返し行うことで、被加工物15に放電加工を行う。
【0024】
次に、放電加工後、第1電極接続部7及び第2電極接続部13に印加していた電圧を止める。この時、θ軸モータ4は駆動させ続けて、Z軸モータ8を再度駆動させて、超硬ドリル21を下降させることにより、被加工物15にドリル加工を行う(S17)。このドリル加工は、先に放電加工により加工した穴を下穴として用いて加工を行うので、ドリル加工時に生じるドリルの振れを抑えることが可能であり、かつ高速に穴の加工をすることが可能となる。
【0025】
また、本実施の形態によれば、部品加工を行うドリル加工において、超硬ドリル21の径を替えることにより、必要な加工のサイズに簡単に対応することができる。なお、本実施の形態では、工具に超硬ドリル21を用いて説明を行ったが、超硬ドリル以外の導電性材料のドリルでも同じ効果が得られる。
【0026】
【発明の効果】
以上説明したように、本発明によれば、被加工物に微細形状とする複合加工により高精度、かつ高速に部品の加工を行うことができるという効果を奏する。
【図面の簡単な説明】
【図1】本発明の実施の形態における部品加工装置を示す斜視図
【図2】本実施の形態における部品加工装置を用いる加工方法を示すフローチャート
【図3】従来の部品加工装置を示す斜視図
【図4】従来の部品加工装置を用いる加工方法を示すフローチャート
【符号の説明】
1 放電ロッド
2 プーリー
3 ベルト
4 θ軸モータ
5 V型軸受
6 鋼球
7 第1電極接続部
8 Z軸モータ
9 Z軸ガイド
10 本体ベース
11 X−Yステージ
12 加工槽
13 第2電極接続部
14 被加工物保持部
15 被加工物
21 超硬ドリル
22 偏芯カム
23 ギヤ
24 工具ユニットベース部品
25 工具ユニット
26 シャフト
27 リニアブッシュ
28 工具ユニット高さ調節ネジ
30 本体
Claims (2)
- 導電体ドリルと、前記導電体ドリルを回転可能に配設された回転駆動手段と、前記回転駆動手段の回転駆動を伝達する回転伝達手段と、前記導電体ドリルを回転可能に保持する導電体保持手段と、前記導電体ドリルを上下方向に移動可能に配設された上下駆動手段とを有する部品加工装置であって、
前記部品加工装置により加工する被加工部品を保持する被加工部品保持手段、及び前記導電体ドリルに電極接続手段を備え、
前記電極接続手段により前記被加工部品保持手段と前記導電体ドリル間の印加電圧の放電によって、前記被加工部品の放電加工を行い、さらに、前記放電加工の停止後に前記加工した穴を下穴として前記導電体ドリルによってドリル加工を行い、前記被加工部品を複合加工する制御手段を備えたことを特徴とする部品加工装置。 - 回転駆動手段から回転伝達手段を介した伝達により回転駆動され、導電体保持手段により保持された導電体ドリルを、被加工部品保持手段に保持された被加工部品の上下方向における所定の距離まで上下駆動手段により移動して、前記導電体ドリルと前記被加工部品保持手段との間に設けた電極接続手段に印加される電圧によって放電加工を行う行程と、前記放電加工により生じた前記被加工部品と前記導電体ドリル間の上下方向における所定距離の変化に応じて、再度放電加工する所定距離まで前記上下駆動手段により前記導電体ドリルを移動し、前記放電加工を繰り返す行程と、前記放電加工の停止後に、前記放電加工により加工した穴を下穴とし前記導電体ドリルによってドリル加工を行う行程とを有し、前記被加工部品を複合加工することを特徴とする部品加工方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002328484A JP2004160586A (ja) | 2002-11-12 | 2002-11-12 | 部品加工装置及び方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002328484A JP2004160586A (ja) | 2002-11-12 | 2002-11-12 | 部品加工装置及び方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004160586A true JP2004160586A (ja) | 2004-06-10 |
Family
ID=32806779
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002328484A Pending JP2004160586A (ja) | 2002-11-12 | 2002-11-12 | 部品加工装置及び方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004160586A (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102059417A (zh) * | 2010-11-30 | 2011-05-18 | 广东轻工职业技术学院 | 内圆孔电火花成型与弹性珩磨复合加工专用电极及机床 |
| CN112404625A (zh) * | 2020-11-09 | 2021-02-26 | 宁波工程学院 | 一种带精度调整功能的加工用电火花机床 |
| CN112404615A (zh) * | 2020-11-09 | 2021-02-26 | 宁波工程学院 | 一种可转换模块的电火花机床 |
-
2002
- 2002-11-12 JP JP2002328484A patent/JP2004160586A/ja active Pending
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102059417A (zh) * | 2010-11-30 | 2011-05-18 | 广东轻工职业技术学院 | 内圆孔电火花成型与弹性珩磨复合加工专用电极及机床 |
| CN112404625A (zh) * | 2020-11-09 | 2021-02-26 | 宁波工程学院 | 一种带精度调整功能的加工用电火花机床 |
| CN112404615A (zh) * | 2020-11-09 | 2021-02-26 | 宁波工程学院 | 一种可转换模块的电火花机床 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20020053003A (ko) | 길고 얇은 형재의 가공 장치 및 가공 설비 | |
| CN2541111Y (zh) | 钻孔与攻牙两用的细孔放电加工机 | |
| US20030102287A1 (en) | Tool, tool holder, and machine tool | |
| JP2879151B2 (ja) | 刃先位置変更可能な切削加工装置 | |
| JP2013176820A (ja) | テーパ孔の放電加工方法および放電加工装置 | |
| CN1285436C (zh) | 可装卸于金属丝放电加工机的细孔放电加工装置 | |
| KR100527459B1 (ko) | 초음파 진동을 이용한 마이크로 복합 가공기 | |
| JP3806408B2 (ja) | ホーニング盤およびホーニング加工方法 | |
| JP2004160586A (ja) | 部品加工装置及び方法 | |
| JP4509509B2 (ja) | 放電加工装置 | |
| JP2008200806A (ja) | 放電加工装置 | |
| KR102185089B1 (ko) | 방전연삭을 이용한 pcd 재료로 이루어지는 가공용 공구의 제작방법 | |
| CN107876813A (zh) | 一种双工位钻床 | |
| JPH10286708A (ja) | 微細孔加工方法及びこれに用いる加工装置 | |
| Zhao et al. | Research on a micro EDM equipment and its application | |
| JP3881987B2 (ja) | ホーニングツール、ホーニング盤およびホーニング加工方法 | |
| KR100533541B1 (ko) | 마이크로 방전가공장치 및 그 방법 | |
| KR100219686B1 (ko) | 구멍 가공장치 | |
| JPS63216651A (ja) | 機械加工方法 | |
| KR950009288B1 (ko) | 미세구멍을 갖는 세라믹 구조물의 가공장치 및 가공방법 | |
| JP2003136338A5 (ja) | ||
| JP2004114227A (ja) | 微小テーパ創製方法 | |
| JP4613471B2 (ja) | 放電ツルーイング方法 | |
| CN120920782A (zh) | 一种钻孔加工刀具 | |
| JP4311004B2 (ja) | 駆動切削装置 |