JP2004165367A - 熱電変換素子とその製造方法 - Google Patents
熱電変換素子とその製造方法 Download PDFInfo
- Publication number
- JP2004165367A JP2004165367A JP2002328526A JP2002328526A JP2004165367A JP 2004165367 A JP2004165367 A JP 2004165367A JP 2002328526 A JP2002328526 A JP 2002328526A JP 2002328526 A JP2002328526 A JP 2002328526A JP 2004165367 A JP2004165367 A JP 2004165367A
- Authority
- JP
- Japan
- Prior art keywords
- thermoelectric
- type
- block
- grooved
- conversion element
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images













Landscapes
- Electromechanical Clocks (AREA)
Abstract
【課題】P型とN型の熱電導体の識別が可能である熱電変換素子を得ることにある。
【解決手段】交互に並べられた複数のP型熱電導体17と複数のN型熱電導体27とが、これらの間に充填された接着性のある絶縁材14で固着されている熱電変換素子を前提とする。各P型熱電導体17及び各N型熱電導体27の側面12a、22aを傾斜させる。これらの傾斜した側面12a、22aに接着してP型とN型の熱電導体17,27を一体化している絶縁材14の幅を、各熱電導体17、27の軸方向に沿って一端から他端にわたり次第に広く又は狭く形成する。この絶縁材14をP型とN型との熱電導体17、27とを識別する指標として用いるようにしたことを特徴としている。
【選択図】 図4
【解決手段】交互に並べられた複数のP型熱電導体17と複数のN型熱電導体27とが、これらの間に充填された接着性のある絶縁材14で固着されている熱電変換素子を前提とする。各P型熱電導体17及び各N型熱電導体27の側面12a、22aを傾斜させる。これらの傾斜した側面12a、22aに接着してP型とN型の熱電導体17,27を一体化している絶縁材14の幅を、各熱電導体17、27の軸方向に沿って一端から他端にわたり次第に広く又は狭く形成する。この絶縁材14をP型とN型との熱電導体17、27とを識別する指標として用いるようにしたことを特徴としている。
【選択図】 図4
Description
【0001】
【発明の属する技術分野】
本発明は、ゼーベック効果による温度差発電(熱発電)、及びペルチェ効果による冷却と発熱とが可能な熱電変換素子とその製造方法に関する。
【0002】
【従来の技術】
電子時計例えば腕時計の駆動源等に用いられる熱電変換素子では、例えば2000対以上の熱電対が必要とされている。この場合、熱電対をなす熱電変換素子のP型熱電導体及びN型熱電導体はBi−Te系等の半導体材料で形成されるので、製造過程などでの脆弱性が問題となることは知られている。
【0003】
この対策として従来の製造方法では、まず、夫々厚み方向の一部を残して同一ピッチで複数の溝が平行に形成されたP型熱電半導体の溝入りブロック及びN型熱電半導体の溝入りブロックを作成している。次に、これら両ブロックを互いに嵌合させてから、その嵌合部の空隙に接着性のある絶縁材を充填して固着することにより、一体化ブロックを形成している。この後、一体化ブロックにおけるP型とN型の熱電半導体が互いに嵌合している嵌合部以外の部分を除去して、P型とN型の熱電半導体素片を露出させてから、その熱電半導体素片を交互に直列に接続することにより、熱電変換素子を製造している(例えば、特許文献1参照。)。
【0004】
【特許文献1】
特許第3225049号明細書(第6−8頁、第1−9図)
【0005】
【発明が解決しようとする課題】
特許文献1の技術は、脆弱な熱電半導体材料の微細加工や組立を、一体化ブロックの状態で行える点で優れている。
【0006】
熱電変換素子では、P型とN型の熱電半導体同士が接触して短絡しないようにする必要がある。この必要性については特許文献1にも記述されている。しかし、溝入りブロックが嵌合されていて絶縁材が充填される前の状態で、いかにしてP型とN型の熱電半導体を電気的に絶縁させるのかということについては、特許文献1には具体的な教示がない。
【0007】
前記短絡を防止するには、絶縁材の充填をする以前に、例えば位置決め治具やスペーサなどを用いる等の何らかの方法で、P型熱電半導体の溝入りブロックとN型熱電半導体の溝入りブロックとを位置決めしなければならない。したがって、位置決めに充分な調整時間が必要である。このため、熱電変換素子の製造性を向上させる技術の検討・開発が望まれている。
【0008】
更に、特許文献1の技術では、作られた熱電変換素子のP型及びN型の各熱電半導体の両側面が平行であるので、これらP型及びN型の熱電半導体を電気的に絶縁しつつ一体化している絶縁材がなす層の厚みは変化がなく各部同じである。
【0009】
ところで、P型の熱電半導体素片とN型の熱電半導体素片との直列接続は、P型とN型の熱電半導体素片が露出された一体化ブロックと、電極がパターンニングされている基板とをPN接合することでなされる。この場合、基板の電極パターンはP型とN型の熱電半導体素片の配置に対応して形成されているので、所定の対応関係となるように組合わせなければならない。
【0010】
しかし、特許文献1の技術で、一体化ブロックにおけるP型とN型の熱電半導体が互いに嵌合している嵌合部以外の部分を除去して、P型とN型の熱電半導体素片を露出させた状態では、反転対称となる。これにより、露出されたP型とN型の熱電半導体素片を識別することができない。したがって、この点を配慮した技術の検討・開発が電極を有して基板との容易な組立てを実施する上で望まれている。
【0011】
本発明が解決しようとする課題は、P型とN型の熱電導体の識別が可能である熱電変換素子、及びこの素子の生産性向上に好適な熱電変換素子の製造方法を得ることにある。
【0012】
【課題を解決するための手段】
前記課題を解決するために、本発明の熱電変換素子は、交互に並べられたP型熱電導体とN型熱電導体の内の少なくとも一つの熱電導体の側面を傾斜させるとともに、並び方向に隣接しているP型及びN型の熱電導体をこれらの間に充填されて固着している接着性のある絶縁材の幅を、前記各熱電導体の軸方向に沿って一端から他端にわたり次第に広く又は狭くしている。
【0013】
本発明で、P型及びN型の熱電導体には例えば半導体材料を好適に使用でき、この半導体としては、Bi−Te系材料、Fe−Si系材料、Si−Ge系材料Co−Sb系材料などを挙げることができる。本発明で、熱電導体の側面とは、P型及びN型の熱電導体の並び方向に含まれていて、これら熱電導体の軸方向に沿って延びる面を意味しているとともに、前記側面は、熱電導体の片側面であっても両側面であってもよく、更に、この側面の傾斜する領域及びその傾き角度は任意に定めることができる。本発明で、接着性のある絶縁材には例えばエポキシ系接着剤等を好適に使用できる。
【0014】
本発明の好ましい形態では、前記各P型熱電導体の軸方向に沿う断面形状と前記各N型熱電導体の軸方向に沿う断面形状とを異ならせるとよく、又、前記傾斜した側面を、前記各P型熱電導体又は各N型熱電導体の全てに設けることができ、更に、一部の前記各P型熱電導体のみに前記傾斜した側面を設けるとともに、一部の前記各N型熱電導体のみに前記傾斜した側面を設けてもよい。
【0015】
本発明の熱電変換素子は、P型とN型との熱電導体間に設けられた絶縁材の各部の幅が異なり、その一端に向けて狭く他端側に向けて広くなっているので、このように幅が次第に変化している絶縁材を、P型とN型との熱電導体とを識別する指標として用いることが可能である。
【0016】
又、前記課題を解決するために、本発明の熱電変換素子の製造方法は、溝入りブロック作成工程と、嵌合工程と、固着工程と、除去工程と、を具備する。溝入りブロック作成工程では、少なくとも根元部に傾斜された側面を有する複数の熱電導体要素とこれらの要素に隣接する複数の溝とが、P型熱電導体要素ブロック及びN型熱電導体要素ブロックの夫々の厚み方向の一部を残して同一ピッチで交互に形成されたP型熱電導体の溝入りブロック及びN型熱電導体の溝入りブロックを形成する。嵌合工程では、前記溝に挿入した前記熱電導体要素の側面が対向するように前記両溝入りブロックを互いに嵌合させて、前記熱電導体要素の先端部を、この先端部が挿入された前記溝内で根元部の前記傾斜された側面に当接させる。固着工程では、互いに嵌合された前記両溝入りブロック間の空隙に接着性のある絶縁材を充填して固着し、一体化ブロックを形成する。除去工程では、前記一体化ブロックにおける前記両溝入りブロックの互いに嵌合している嵌合部以外の部分、及びこの部分に寄っていて前記根元部の傾斜された側面と前記熱電導体要素の先端部との当接部を含んでいる前記嵌合部の一部を除去して、P型及びN型の前記各熱電導体要素を露出させた熱電変換要素ブロックを形成する。
【0017】
本発明の製造方法の好ましい形態では、前記溝入りブロック作成工程において、前記P型又はN型の熱電導体要素ブロックの一方に、少なくとも根元部に傾斜された側面を有する複数の熱電導体要素が形成されているものを用い、他方の熱電導体要素ブロックに、互いに平行な両側面を有している複数の熱電導体要素が形成されているもの、又は前記傾斜された側面とは異なる角度で傾斜された両側面を有する複数の熱電変換要素が形成されているものを用いるとよい。
【0018】
本発明の製造方法では、脆弱な熱電導体材料の微細加工や組立を、一体化ブロックの状態で行える他、P型とN型の熱電導体の溝入りブロックを互いに嵌合させた場合に、溝内に挿入された熱電導体要素の先端部と前記溝に臨んでいる他の熱電導体要素の根元部の傾斜側面とを線接触させて、自動的にP型とN型の熱電導体の溝入りブロック同士を位置決めできる。これにより、互い違いに入り込んで隣接している熱電導体要素間に、前記接触部を除いて空隙を設けることができる。そして、この空隙に絶縁材が充填し固着された後、前記接触部を含む一体化ブロックの一部をこのブロックの厚み方向両側から除去して、P型とN型の熱電導体を露出させるので、P型とN型の熱電導体同士が接触しないようにできる。
【0019】
この製造方法において、熱電導体要素の根元部を含めて少なくとも熱電変換素子の軸方向に沿って例えば1/3〜1/2以上の側面領域を傾斜側面とした溝入りブロックを用いる場合には、P型とN型の熱電導体の識別を可能とする絶縁材を備えた熱電変換素子を製造可能である。
【0020】
又、前記課題を解決するために、本発明の熱電変換素子の製造方法は、溝入りブロック作成工程と、嵌合工程と、固着工程と、除去工程と、を具備する。溝入ブロック作成工程では、少なくとも根元部に傾斜された側面を有する第1熱電導体要素及び平行な両側面を有する複数の第2熱電導体要素とこれらの要素に隣接する複数の溝とが、P型熱電導体要素ブロック及びN型熱電導体要素ブロックの夫々の厚み方向の一部を残して同一ピッチで交互に形成されたP型熱電導体の溝入りブロック及びN型熱電導体の溝入りブロックを形成する。嵌合工程では、前記溝に挿入した前記各熱電導体要素の側面が対向するように前記両溝入りブロックを互いに嵌合させて、前記第2熱電導体要素の先端部を、この先端部が挿入された前記溝内で前記第1熱電導体要素における前記根元部の傾斜された側面に当接させる。固着工程では、互いに嵌合された前記両溝入りブロック間の空隙に接着性のある絶縁材を充填して固着し、一体化ブロックを形成する。除去工程では、前記一体化ブロックにおける前記両溝入りブロックの互いに嵌合している嵌合部以外の部分、及びこの部分に寄っていて前記根元部の傾斜された側面と前記熱第2電導体要素の先端部との当接部を含んでいる前記嵌合部の一部を除去して、P型及びN型の前記各熱電導体要素を露出させた熱電変換要素ブロックを形成する。
【0021】
本発明の製造方法では、脆弱な熱電導体材料の微細加工や組立を、一体化ブロックの状態で行える他、P型とN型の熱電導体の溝入りブロックを互いに嵌合させた場合に、溝内に挿入された熱電導体要素の先端部と前記溝に臨んでいる他の熱電導体要素の根元部の傾斜側面とを線接触させて、自動的にP型とN型の熱電導体の溝入りブロック同士を位置決めできる。これにより、互い違いに入り込んで隣接している熱電導体要素間に、前記接触部を除いて空隙を設けることができる。そして、この空隙に絶縁材が充填し固着された後、前記接触部を含む一体化ブロックの一部をこのブロックの厚み方向両側から除去して、P型とN型の熱電導体を露出させるので、P型とN型の熱電導体同士が接触しないようにできる。
【0022】
しかも、この製造方法では、前記溝入りブロック作成工程において、前記第1熱電導体要素の数が互いに異なる前記P型熱電導体及びN型熱電導体要素ブロックを用いることもできる。この場合には、P型とN型との熱電導体間に設けられて一端から他端に渡り幅が次第に変化している絶縁材の数の差を、P型とN型との熱電導体とを識別する指標として用いることが可能である。
【0023】
【発明の実施の形態】
以下、図1〜図6を参照して本発明の第1実施形態に係る熱電変換素子をその製造方法とともに説明する。図5又は図6(B)に示す熱電変換素子1の製造方法は、溝入りブロック作成工程と、嵌合工程と、固着工程と、除去工程と、基板接合工程とを具備している。
【0024】
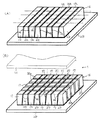
溝入りブロック作成工程では、図1中実線で示すP型熱電導体の溝入りブロック2及びN型熱電導体の溝入りブロック3を形成する。これらの溝入りブロック2、3は、例えば図1中実線と2点鎖線とで形作られる直方体状のP型熱電導体要素ブロック4及びN型熱電導体要素ブロック5を用意して、これらに溝入れ加工を行って作成する。溝入れ加工は、ワイヤソーを用いての研摩加工又はダイシングソーを用いた研削加工により実施する。なお、これらの機械加工に代えて射出成形等の成形加工で溝入りブロック2、3を成形することも可能である。
【0025】
溝入り加工により作成されたP型とN型の熱電導体の溝入りブロック2、3の熱電導体要素12、22の軸方向長さは同じであるが、それらの幅は同じではなく互いに異なっていて、例えば熱電導体要素12の方が熱電導体要素22よりも幅が広く形成されている。これにより、熱電導体要素12、22の軸方向(この段階では根元から先端にわたる方向)に沿う断面形状は互いに異なっている。
【0026】
溝入り加工により作成されたP型熱電導体の溝入りブロック2は、平板状のベース11と、このベース11の一面から起立する互いに平行な複数の熱電導体要素12と、これらの要素12に隣接する複数の溝13とを有し、各熱電導体要素12と各溝13とは同一ピッチで交互に形成されている。各熱電導体要素12は、互いに逆方向に傾斜された傾斜側面12aを有し、先端に向けて次第に先細となっている。しかも、各熱電導体要素12は平らな先端面を有しているので、軸方向に沿う断面が好ましくは等辺台形状をなしている。このため、各溝13は、その溝奥端が最も狭く開放端に向かうに従い次第に広げられている。ベース11は、各溝13の加工に拘らずにP型熱電導体要素ブロック4の厚み方向に残された一部で形成されている。
【0027】
同様に、溝入り加工により作成されたN型熱電導体の溝入りブロック3は、平板状のベース21と、このベース21の一面から起立する互いに平行な複数の熱電導体要素22と、これらの要素22に隣接する複数の溝23とを有し、各熱電導体要素22と各溝23とは同一ピッチで交互に形成されている。このピッチは各熱電導体要素12と各溝13との配設ピッチと同じである。各熱電導体要素22は、互いに逆方向に傾斜された傾斜側面22aを有し、先端に向けて次第に先細となっている。しかも、各熱電導体要素22は平らな先端面を有しているので、軸方向に沿う断面が好ましくは等辺台形状をなしている。このため、各溝23は、その溝奥端が最も狭く開放端に向かうに従い次第に広げられている。ベース21は、各溝23の加工に拘らずにN型熱電導体要素ブロック5の厚み方向に残された一部で形成されている。
【0028】
前記溝入りブロック作成工程後に実施される嵌合工程では、溝入りブロック2の熱電導体要素12を溝入りブロック3の溝23に挿入するとともに、溝入りブロック3の熱電導体要素22を溝入りブロック2の溝13に挿入して、P型とN型の両溝入りブロック2、3を互いに嵌合させる。この嵌合によって、幅が広い方の熱電導体要素12の先端部の稜線が、この先端部が挿入された溝23内で、この溝23を有した溝入りブロック3の熱電導体要素22の根元部でその傾斜側面22aに接触する。こうして線接触した部分を図2中符号Aで示す。
【0029】
この接触により、自動的にP型とN型の熱電導体の溝入りブロック2、3を適正に位置決めできる。これにより、嵌合工程での調整が不要もしくは調整を要する場合にも大幅に軽減可能である。
【0030】
前記嵌合に伴って、溝23に挿入した熱電導体要素12の傾斜した側面12aと、溝13に挿入した熱電導体要素22の傾斜した側面22aとが対向して、これら側面12a、22a相互間、及び溝13の溝底面と熱電導体要素22の先端面との相互間にわたる空隙が形成される。この空隙は、前記接触部Aから熱電導体要素22の先端に向かうにしたがって次第に大きく形成される。
【0031】
前記嵌合工程後に実施される固着工程では、前記空隙に接着性の絶縁材14例えばエポキシ系接着剤を充填し、これを固着することによって、図2に示す一体化ブロック15を形成する。絶縁材14の充填は、流動性の高い接着剤中に、前記空隙を有した一体化前のブロックを部分的に浸漬することにより、毛細管現象を利用して行うことができる。前記空隙への絶縁材14の充填固着により、並び方向に隣接している熱電導体要素12、22同士が接着されて、P型とN型の熱電導体の溝入りブロック2、3が一体的に接合された一体化ブロック15が作られる。
【0032】
この固着工程後に実施される除去工程では、ワイヤソー又はダイシングソーを用いて一体化ブロック15を加工して、P型及びN型の各熱電導体要素12、22の軸方向両端を露出した熱電変換要素ブロック16(図3参照)を形成する。この露出のために一体化ブロック15の一部を除去する位置を、図2中2点鎖線B−B及びC−Cで示す。
【0033】
熱電導体要素22の先端部と交差するB−B線まで一体化ブロック15の厚み方向一端部を除去することにより、一体化ブロック15における両溝入りブロック2、3の互いに嵌合している嵌合部以外の部分、具体的には、溝入りブロック2のベース11、熱電導体要素22の先端部、及びこれらの間に充填固着されている絶縁材14の一部が除去される。同様に、熱電導体要素12の先端部と交差するC−C線まで一体化ブロック15の厚み方向他端部を除去することにより、一体化ブロック15における両溝入りブロック2、3の互いに嵌合している嵌合部以外の部分、具体的には、溝入りブロック3のベース21、熱電導体要素12の先端部、及びこれらの間に充填固着されている絶縁材14の一部が除去される。この除去部分には、ベース21に寄っている前記当接部Aが含まれている。
【0034】
この除去工程を経て作られた熱電変換要素ブロック16を図3(A)(B)に示す。このブロック16の互いに並設されている熱電導体要素12、22相互間の絶縁材14の幅は、熱電導体要素12、22の軸方向(この段階では一端及び他端の露出面を結ぶ方向)に沿って同じではなく、一端から他端に渡り次第に変化している。つまり、前記B−B線での除去側から見た場合、絶縁材14の幅は、図3(A)において上向きに次第に広く形成されて、前記C−C線での除去側から見た場合、絶縁材14の幅は、図3(B)において下向きに次第に狭く形成されている。
【0035】
除去工程後に実施される基板接合工程では、熱電変換要素ブロック16の各熱電導体要素12、22を複数に分割して所望数の熱電導体17、27を形成するとともに、これら熱電導体17、27を基板18、28間に挟持し、かつ、これらの基板18、28に半田付けによるPN接合をする。このPN接合により各熱電導体17、27が電気的に直列に接続される。
【0036】
基板18、28の一方は吸熱基板、他方は放熱基板であり、これらは図示しない電極が所定パターンで予め設けられている面で熱電導体17、27とPN接合される。基板18、28は、良熱伝導材料、例えばシリコン等の金属、又は窒化アルミ等の金属化合物、若しくはアルミナ等のセラミックスで作られている。
【0037】
この基板接合工程は以下の2通りの方法のいずれかで実施できる。図4、図5に示す第1の方法では、熱電変換要素ブロック16の各熱電導体要素12、22を複数に分割して所望数の熱電導体17、27を形成した後に、これら熱電導体17、27を基板18、28にPN接合して実施される。
【0038】
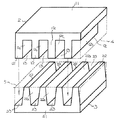
詳しくは、熱電変換要素ブロック16の熱電導体要素12、22の並び方向に延びる切り離し溝30aをダイシングソーなどを用いて図3(A)中2点鎖線で示す位置に形成してから、切り離し溝30aに接着性のある絶縁材29を充填し固着させることによって、図4に例示する熱電変換ブロック30を形成する。このブロック30においては、熱電導体要素12、22の分割片からなる熱電導体17、27が互いに絶縁材14、29で電気的に絶縁されて縦横に整列的に並べられたマトリックス状に配置されている。次に、この熱電変換ブロック30を基板18、28間に位置決めして挟み込み、PN接合を行うことにより、熱電変換素子1を形成する。
【0039】
図6に示す第2の方法では、一方の基板例えば基板28に熱電変換要素ブロック16を位置決めして接合した状態で、各熱電導体要素12、22を複数に分割して所望数の熱電導体17、27を形成した後に、他方の基板18を接合して実施される。
【0040】
詳しくは、図6(A)に示すように基板28に熱電変換要素ブロック16を接合し、この状態で、熱電変換要素ブロック16の熱電導体要素12、22の並び方向に延びる切り離し溝30aをダイシングソーなどを用いて図6(A)中2点鎖線で示す位置に形成する。切り離し溝30aが設けられた状態を図6(B)に示す。この後、切り離し溝30aに接着性のある絶縁材(図6には図示しないが、図5中の符号29を参照)を充填し固着させることによって、熱電導体ブロックを形成する。このブロックは、図5に例示したものと同様に熱電導体要素12、22の分割片からなる熱電導体17、27が互いに絶縁材で電気的に絶縁されて縦横に整列的に並べられたマトリックス状に配置されている。次に、この熱電導体ブロックを基板28との間に他方の基板18で挟んで、PN接合を行うことにより、熱電変換素子1を形成する。
【0041】
以上の製造方法は、固着工程後に、微細加工や組立を実行する除去工程及び基板接合工程では、絶縁材14で一体化された一体化ブロック15の状態で行えるので、熱電導体18、28が脆弱であることを克服して、熱電変換素子1を容易かつ効率よく製造可能である。
【0042】
しかも、この製造方法の嵌合工程では、既述のように、溝23内に挿入された熱電導体要素12の先端部と前記溝23に臨んでいる熱電導体要素22の根元部とを線接触させて、自動的にP型とN型の熱電導体の溝入りブロック2、3を位置決めして、互い違いに入り込んで隣接している熱電導体要素12、22の嵌合部に、接触部Aを除いた空隙を設けることができる。このため、嵌合工程での位置決めのための調整を不要にでき、もしくは不要にできないまでも大幅に軽減できる。したがって、この点においても熱電変換素子1を更に効率よく製造可能である。
【0043】
製造された熱電変換素子1は、図5等に示されるようにP型とN型との熱電導体17、27間に設けられた絶縁材14の各部の幅が異なり、その一端側が狭く他端側が広くなっている。このようになる理由は熱電変換要素ブロック16の説明で既に述べた。このため、熱電変換要素ブロック16を更に加工して得た熱電変換ブロック30を基板18、28にPN接合するに際して、既述のように一端から他端にわたり幅が次第に変化している絶縁材14を、P型とN型との熱電導体17、27を識別する指標として用いることが可能となり、組立間違いを抑制することが可能である。
【0044】
以下、第2〜第6の実施形態を説明する。これらの実施形態は基本的には第1実施形態と同じであるので、同じ部分には第1実施形態と同じ符号を付して、その構成および作用の説明を省略し、以下異なる部分について説明する。
【0045】
図7及び図8に示す本発明の第2実施形態では、P型とN型の熱電導体の溝入りブロック2、3の内の一方、例えばP型熱電導体の溝入りブロック2の各熱電導体要素12を、その両側面12cが互いに平行で、幅に変化がない構成としている。各熱電導体要素12の幅は、これら熱電導体要素12が挿入される溝、例えばN型熱電導体の溝入りブロック3の溝22における溝奥部の幅より少し広い。以上の点以外の構成は、第1実施形態と同じである。
【0046】
したがって、第2実施形態の製造方法及び熱電変換素子においても、嵌合工程でP型とN型の熱電導体の溝入りブロック2、3を自動的に位置決めすることが可能であり、又、絶縁材14の各部の幅が異なっているので、第1実施形態と同様に本発明の課題を解決できる。しかも、熱電導体要素12、22の形状が異なるので、嵌合工程でのP型とN型の熱電導体の溝入りブロック2、3の識別も容易である。
【0047】
図9及び図10に示す本発明の第3実施形態では、P型とN型の熱電導体の溝入りブロック2、3の内の一方、例えばP型熱電導体の溝入りブロック2の各熱電導体要素12を、その両側面12cが互いに平行で、幅に変化がない構成としている。
【0048】
又、他方のN型熱電導体の溝入りブロック3の熱電導体要素22は、その根元部のみに傾斜側面22aを設け、根元部以外の部分の側面を互いに平行とした構成としている。各熱電導体要素12の幅は、これら熱電導体要素12が挿入される溝、例えばN型熱電導体の溝入りブロック3の溝22における溝奥部の幅より少し広い。この溝奥部は前記傾斜側面22aに臨んでいる。以上の点以外の構成は、第1実施形態と同じである。
【0049】
したがって、第3実施形態の製造方法においても、嵌合工程でP型とN型の熱電導体の溝入りブロック2、3を自動的に位置決めすることが可能であり、第1実施形態と同様に本発明の課題を解決できる。しかも、熱電導体要素12、22の形状が異なるので、嵌合工程でのP型とN型の熱電導体の溝入りブロック2、3の識別も容易である。
【0050】
図11及び図12に示す本発明の第4実施形態では、P型とN型の熱電導体の溝入りブロック2、3の内の一方、例えばP型熱電導体の溝入りブロック2の各熱電導体要素12の先端部を丸めるとともに、この先端以外の両側面12cが互いに平行で、幅に変化がない構成としている。各熱電導体要素12の互いに平行な両側面12c間の幅は、これら熱電導体要素12が挿入される溝、例えばN型熱電導体の溝入りブロック3の溝22における溝奥部の幅より少し広い。以上の点以外の構成は、第1実施形態と同じである。
【0051】
したがって、第4実施形態の製造方法及び熱電変換素子においても、嵌合工程でP型とN型の熱電導体の溝入りブロック2、3を自動的に位置決めすることが可能であり、又、絶縁材14の各部の幅が異なっているので、第1実施形態と同様に本発明の課題を解決できる。しかも、熱電導体要素12、22の形状が異なるので、嵌合工程でのP型とN型の熱電導体の溝入りブロック2、3の識別も容易である。
【0052】
図13に示す本発明の第5実施形態では、P型とN型の熱電導体の溝入りブロック2、3の内の一方、例えばP型熱電導体の溝入りブロック2の各熱電導体要素12を、その両側面12cが互いに平行で、幅に変化がない構成としている。
【0053】
又、他方のN型熱電導体の溝入りブロック3の熱電導体要素は、複数の第1熱電導体要素22Aと、複数の第2熱電導体要素22Bとからなる。第1熱電導体要素22Aは傾斜側面22aを有した等辺台形状であり、既述の熱電導体要素22と同じである。第2熱電導体要素22Bは、その両側面22cが互いに平行で、幅に変化がない構成である。複数の第1熱電導体要素22Aは互いに離して設けられ、例えば複数の第2熱電導体要素22Bを間に置いてベース11の両端寄りに配設することが望ましい。第1熱電導体要素22Aの根元部の幅は、隣接している熱電導体要素12間の溝13の幅よりも少し広い。以上の点以外の構成は、第1実施形態と同じである。
【0054】
したがって、第5実施形態の製造方法及び熱電変換素子においても、嵌合工程でP型とN型の熱電導体の溝入りブロック2、3を自動的に位置決めすることが可能であり、又、熱電導体要素12とこれに隣接している第1熱電導体要素22A間に充填されている絶縁材14の各部の幅が異なっているので、第1実施形態と同様に本発明の課題を解決できる。しかも、形状が異なる熱電導体要素12、22AがP型とN型の熱電導体の溝入りブロック2、3に個別に設けられているので、嵌合工程でのP型とN型の熱電導体の溝入りブロック2、3の識別も容易である。
【0055】
図14に示す本発明の第6実施形態では、P型とN型の熱電導体の溝入りブロック2、3の夫々の熱電導体要素が、少なくとも一つの第1熱電導体要素12A、22Aと、複数の第2熱電導体要素12B、22Bとからなる。第1熱電導体要素12A、22Aは傾斜側面12a、22aを有する等辺台形状であり、第5実施形態で既述した熱電導体要素22Aと同じである。第2熱電導体要素12B、22Bは、その両側面12c、22cが互いに平行で、幅に変化がない構成である。溝入りブロック2、3の第1熱電導体要素12A、22Aは、両溝入りブロック2、3を嵌合させた状態で、互いに離れて、例えば図14に示すように複数の第2熱電導体要素12B、22Bを間に置いてこれらの並び方向両端寄りに配設されるように設けることが望ましい。溝入りブロック3の第1熱電導体要素22Aの根元部の幅は、隣接している熱電導体要素12B間の溝13の幅よりも少し広く、同様に、溝入りブロック2の第1熱電導体要素12Aの根元部の幅は、隣接している熱電導体要素22B間の溝23の幅よりも少し広い。以上の点以外の構成は、第1実施形態と同じである。
【0056】
したがって、第6実施形態の製造方法においても、嵌合工程でP型とN型の熱電導体の溝入りブロック2、3を自動的に位置決めすることが可能である。
【0057】
図15は本発明の第7実施形態を示している。この実施形態は、基本的には第6実施形態と同じであるので、同じ部分には第6実施形態と同じ符号を付して、その構成および作用の説明を省略し、以下異なる部分について説明する。
【0058】
第7実施形態では、P型とN型の熱電導体の溝入りブロック2、3に夫々設けた第1熱電導体要素12A、22Aの数を異ならせている。例えば、N型熱電導体の溝入りブロック3に設けた第1熱電導体要素22Aの数を、P型熱電導体の溝入りブロック2にを設けた第1熱電導体要素12Aの数より多くしている。以上の点以外の構成は、第1実施形態と同じである。
【0059】
したがって、第7実施形態の製造方法及び熱電変換素子においても、嵌合工程でP型とN型の熱電導体の溝入りブロック2、3を自動的に位置決めすることが可能であるとともに、両溝入りブロック2、3の第1熱電導体要素12A、22Aの数が異なるので、第1実施形態と同様に本発明の課題を解決できる。しかも、数が異なる第1熱電導体要素12A、22Aを備えるP型とN型の熱電導体の溝入りブロック2、3は形状が異なるので、嵌合工程においてP型とN型の熱電導体の溝入りブロック2、3の識別も容易である。
【0060】
なお、本発明は前記各実施形態には制約されない。例えば、少なくとも一方の溝入りブロック2、3の少なくとも一方に形成される各熱電導体要素の断面形状は、矩形状又は台形状に代えて、三角形状とすることもできる。
【0061】
【発明の効果】
本発明によれば、P型とN型との熱電導体間に設けられた絶縁材を利用してP型とN型の熱電導体の識別が可能である熱電変換素子の提供が可能である。
【0062】
本発明によれば、溝入りブロック作成工程と、嵌合工程と、固着工程と、除去工程とを具備していて、嵌合工程でP型及びN型の熱電導体の溝入りブロックが有する熱電導体要素を利用して自動的にP型とN型の熱電導体の溝入りブロックが位置決めされるので、嵌合工程での調整が不要もしくは大幅に軽減されて、生産性の向上が可能な熱電変換素子の製造方法の提供が可能である。
【図面の簡単な説明】
【図1】本発明の第1実施形態に係る熱電変換素子の製造方法の溝入れブロック作成工程を示す分解斜視図。
【図2】第1実施形態に係る熱電変換素子の製造方法の嵌合工程及び固着工程を経て作成された一体化ブロック示す側面図。
【図3】(A)(B)は第1実施形態に係る熱電変換素子の製造方法の除去工程を経て作成された熱電導体要素ブロックを夫々異なる方向から見て示す斜視図。
【図4】第1実施形態に係る熱電変換素子の製造方法の熱電導体分離工程を経て作成された熱電変換要素ブロックを示す斜視図。
【図5】第1実施形態に係る熱電変換素子の製造方法の熱電変換要素ブロックと基板との接合工程を示す斜視図。
【図6】(A)(B)は第1実施形態に係る熱電変換素子の製造方法で熱電変換要素ブロックを作成する場合に実施可能な他の基板接合工程を順に示す斜視図。
【図7】本発明の第2実施形態に係る熱電変換素子の製造方法の溝入れブロック作成工程を示す分解斜視図。
【図8】第2実施形態に係る熱電変換素子の製造方法の嵌合工程及び固着工程を経て作成された一体化ブロック示す側面図。
【図9】本発明の第3実施形態に係る熱電変換素子の製造方法の溝入れブロック作成工程を示す分解斜視図。
【図10】第3実施形態に係る熱電変換素子の製造方法の嵌合工程及び固着工程を経て作成された一体化ブロック示す側面図。
【図11】本発明の第4実施形態に係る熱電変換素子の製造方法の溝入れブロック作成工程を示す分解斜視図。
【図12】第4実施形態に係る熱電変換素子の製造方法の嵌合工程及び固着工程を経て作成された一体化ブロック示す側面図。
【図13】本発明の第5実施形態に係る熱電変換素子の製造方法の嵌合工程及び固着工程を経て作成された一体化ブロック示す側面図。
【図14】本発明の第6実施形態に係る熱電変換素子の製造方法の嵌合工程及び固着工程を経て作成された一体化ブロック示す側面図。
【図15】本発明の第7実施形態に係る熱電変換素子の製造方法の嵌合工程及び固着工程を経て作成された一体化ブロック示す側面図。
【符号の説明】
1…熱電変換素子
2…P型熱電導体ブロックの溝入りブロック
3…N型熱電導体ブロックの溝入りブロック
4…P型熱電導体ブロック
5…N型熱電導体ブロック
11、21…ベース
12、22…熱電導体要素
12A、22A…第1熱電導体要素
12B、22B…第2熱電導体要素
12a、22a…傾斜した側面
12c、22c…平行な側面
13、23…溝
14…絶縁材
15…一体化ブロック
16…熱電変換要素ブロック
17、27…熱電導体
18、28…基板
29…絶縁材
30…熱電変換ブロック
30a…切り離し溝
【発明の属する技術分野】
本発明は、ゼーベック効果による温度差発電(熱発電)、及びペルチェ効果による冷却と発熱とが可能な熱電変換素子とその製造方法に関する。
【0002】
【従来の技術】
電子時計例えば腕時計の駆動源等に用いられる熱電変換素子では、例えば2000対以上の熱電対が必要とされている。この場合、熱電対をなす熱電変換素子のP型熱電導体及びN型熱電導体はBi−Te系等の半導体材料で形成されるので、製造過程などでの脆弱性が問題となることは知られている。
【0003】
この対策として従来の製造方法では、まず、夫々厚み方向の一部を残して同一ピッチで複数の溝が平行に形成されたP型熱電半導体の溝入りブロック及びN型熱電半導体の溝入りブロックを作成している。次に、これら両ブロックを互いに嵌合させてから、その嵌合部の空隙に接着性のある絶縁材を充填して固着することにより、一体化ブロックを形成している。この後、一体化ブロックにおけるP型とN型の熱電半導体が互いに嵌合している嵌合部以外の部分を除去して、P型とN型の熱電半導体素片を露出させてから、その熱電半導体素片を交互に直列に接続することにより、熱電変換素子を製造している(例えば、特許文献1参照。)。
【0004】
【特許文献1】
特許第3225049号明細書(第6−8頁、第1−9図)
【0005】
【発明が解決しようとする課題】
特許文献1の技術は、脆弱な熱電半導体材料の微細加工や組立を、一体化ブロックの状態で行える点で優れている。
【0006】
熱電変換素子では、P型とN型の熱電半導体同士が接触して短絡しないようにする必要がある。この必要性については特許文献1にも記述されている。しかし、溝入りブロックが嵌合されていて絶縁材が充填される前の状態で、いかにしてP型とN型の熱電半導体を電気的に絶縁させるのかということについては、特許文献1には具体的な教示がない。
【0007】
前記短絡を防止するには、絶縁材の充填をする以前に、例えば位置決め治具やスペーサなどを用いる等の何らかの方法で、P型熱電半導体の溝入りブロックとN型熱電半導体の溝入りブロックとを位置決めしなければならない。したがって、位置決めに充分な調整時間が必要である。このため、熱電変換素子の製造性を向上させる技術の検討・開発が望まれている。
【0008】
更に、特許文献1の技術では、作られた熱電変換素子のP型及びN型の各熱電半導体の両側面が平行であるので、これらP型及びN型の熱電半導体を電気的に絶縁しつつ一体化している絶縁材がなす層の厚みは変化がなく各部同じである。
【0009】
ところで、P型の熱電半導体素片とN型の熱電半導体素片との直列接続は、P型とN型の熱電半導体素片が露出された一体化ブロックと、電極がパターンニングされている基板とをPN接合することでなされる。この場合、基板の電極パターンはP型とN型の熱電半導体素片の配置に対応して形成されているので、所定の対応関係となるように組合わせなければならない。
【0010】
しかし、特許文献1の技術で、一体化ブロックにおけるP型とN型の熱電半導体が互いに嵌合している嵌合部以外の部分を除去して、P型とN型の熱電半導体素片を露出させた状態では、反転対称となる。これにより、露出されたP型とN型の熱電半導体素片を識別することができない。したがって、この点を配慮した技術の検討・開発が電極を有して基板との容易な組立てを実施する上で望まれている。
【0011】
本発明が解決しようとする課題は、P型とN型の熱電導体の識別が可能である熱電変換素子、及びこの素子の生産性向上に好適な熱電変換素子の製造方法を得ることにある。
【0012】
【課題を解決するための手段】
前記課題を解決するために、本発明の熱電変換素子は、交互に並べられたP型熱電導体とN型熱電導体の内の少なくとも一つの熱電導体の側面を傾斜させるとともに、並び方向に隣接しているP型及びN型の熱電導体をこれらの間に充填されて固着している接着性のある絶縁材の幅を、前記各熱電導体の軸方向に沿って一端から他端にわたり次第に広く又は狭くしている。
【0013】
本発明で、P型及びN型の熱電導体には例えば半導体材料を好適に使用でき、この半導体としては、Bi−Te系材料、Fe−Si系材料、Si−Ge系材料Co−Sb系材料などを挙げることができる。本発明で、熱電導体の側面とは、P型及びN型の熱電導体の並び方向に含まれていて、これら熱電導体の軸方向に沿って延びる面を意味しているとともに、前記側面は、熱電導体の片側面であっても両側面であってもよく、更に、この側面の傾斜する領域及びその傾き角度は任意に定めることができる。本発明で、接着性のある絶縁材には例えばエポキシ系接着剤等を好適に使用できる。
【0014】
本発明の好ましい形態では、前記各P型熱電導体の軸方向に沿う断面形状と前記各N型熱電導体の軸方向に沿う断面形状とを異ならせるとよく、又、前記傾斜した側面を、前記各P型熱電導体又は各N型熱電導体の全てに設けることができ、更に、一部の前記各P型熱電導体のみに前記傾斜した側面を設けるとともに、一部の前記各N型熱電導体のみに前記傾斜した側面を設けてもよい。
【0015】
本発明の熱電変換素子は、P型とN型との熱電導体間に設けられた絶縁材の各部の幅が異なり、その一端に向けて狭く他端側に向けて広くなっているので、このように幅が次第に変化している絶縁材を、P型とN型との熱電導体とを識別する指標として用いることが可能である。
【0016】
又、前記課題を解決するために、本発明の熱電変換素子の製造方法は、溝入りブロック作成工程と、嵌合工程と、固着工程と、除去工程と、を具備する。溝入りブロック作成工程では、少なくとも根元部に傾斜された側面を有する複数の熱電導体要素とこれらの要素に隣接する複数の溝とが、P型熱電導体要素ブロック及びN型熱電導体要素ブロックの夫々の厚み方向の一部を残して同一ピッチで交互に形成されたP型熱電導体の溝入りブロック及びN型熱電導体の溝入りブロックを形成する。嵌合工程では、前記溝に挿入した前記熱電導体要素の側面が対向するように前記両溝入りブロックを互いに嵌合させて、前記熱電導体要素の先端部を、この先端部が挿入された前記溝内で根元部の前記傾斜された側面に当接させる。固着工程では、互いに嵌合された前記両溝入りブロック間の空隙に接着性のある絶縁材を充填して固着し、一体化ブロックを形成する。除去工程では、前記一体化ブロックにおける前記両溝入りブロックの互いに嵌合している嵌合部以外の部分、及びこの部分に寄っていて前記根元部の傾斜された側面と前記熱電導体要素の先端部との当接部を含んでいる前記嵌合部の一部を除去して、P型及びN型の前記各熱電導体要素を露出させた熱電変換要素ブロックを形成する。
【0017】
本発明の製造方法の好ましい形態では、前記溝入りブロック作成工程において、前記P型又はN型の熱電導体要素ブロックの一方に、少なくとも根元部に傾斜された側面を有する複数の熱電導体要素が形成されているものを用い、他方の熱電導体要素ブロックに、互いに平行な両側面を有している複数の熱電導体要素が形成されているもの、又は前記傾斜された側面とは異なる角度で傾斜された両側面を有する複数の熱電変換要素が形成されているものを用いるとよい。
【0018】
本発明の製造方法では、脆弱な熱電導体材料の微細加工や組立を、一体化ブロックの状態で行える他、P型とN型の熱電導体の溝入りブロックを互いに嵌合させた場合に、溝内に挿入された熱電導体要素の先端部と前記溝に臨んでいる他の熱電導体要素の根元部の傾斜側面とを線接触させて、自動的にP型とN型の熱電導体の溝入りブロック同士を位置決めできる。これにより、互い違いに入り込んで隣接している熱電導体要素間に、前記接触部を除いて空隙を設けることができる。そして、この空隙に絶縁材が充填し固着された後、前記接触部を含む一体化ブロックの一部をこのブロックの厚み方向両側から除去して、P型とN型の熱電導体を露出させるので、P型とN型の熱電導体同士が接触しないようにできる。
【0019】
この製造方法において、熱電導体要素の根元部を含めて少なくとも熱電変換素子の軸方向に沿って例えば1/3〜1/2以上の側面領域を傾斜側面とした溝入りブロックを用いる場合には、P型とN型の熱電導体の識別を可能とする絶縁材を備えた熱電変換素子を製造可能である。
【0020】
又、前記課題を解決するために、本発明の熱電変換素子の製造方法は、溝入りブロック作成工程と、嵌合工程と、固着工程と、除去工程と、を具備する。溝入ブロック作成工程では、少なくとも根元部に傾斜された側面を有する第1熱電導体要素及び平行な両側面を有する複数の第2熱電導体要素とこれらの要素に隣接する複数の溝とが、P型熱電導体要素ブロック及びN型熱電導体要素ブロックの夫々の厚み方向の一部を残して同一ピッチで交互に形成されたP型熱電導体の溝入りブロック及びN型熱電導体の溝入りブロックを形成する。嵌合工程では、前記溝に挿入した前記各熱電導体要素の側面が対向するように前記両溝入りブロックを互いに嵌合させて、前記第2熱電導体要素の先端部を、この先端部が挿入された前記溝内で前記第1熱電導体要素における前記根元部の傾斜された側面に当接させる。固着工程では、互いに嵌合された前記両溝入りブロック間の空隙に接着性のある絶縁材を充填して固着し、一体化ブロックを形成する。除去工程では、前記一体化ブロックにおける前記両溝入りブロックの互いに嵌合している嵌合部以外の部分、及びこの部分に寄っていて前記根元部の傾斜された側面と前記熱第2電導体要素の先端部との当接部を含んでいる前記嵌合部の一部を除去して、P型及びN型の前記各熱電導体要素を露出させた熱電変換要素ブロックを形成する。
【0021】
本発明の製造方法では、脆弱な熱電導体材料の微細加工や組立を、一体化ブロックの状態で行える他、P型とN型の熱電導体の溝入りブロックを互いに嵌合させた場合に、溝内に挿入された熱電導体要素の先端部と前記溝に臨んでいる他の熱電導体要素の根元部の傾斜側面とを線接触させて、自動的にP型とN型の熱電導体の溝入りブロック同士を位置決めできる。これにより、互い違いに入り込んで隣接している熱電導体要素間に、前記接触部を除いて空隙を設けることができる。そして、この空隙に絶縁材が充填し固着された後、前記接触部を含む一体化ブロックの一部をこのブロックの厚み方向両側から除去して、P型とN型の熱電導体を露出させるので、P型とN型の熱電導体同士が接触しないようにできる。
【0022】
しかも、この製造方法では、前記溝入りブロック作成工程において、前記第1熱電導体要素の数が互いに異なる前記P型熱電導体及びN型熱電導体要素ブロックを用いることもできる。この場合には、P型とN型との熱電導体間に設けられて一端から他端に渡り幅が次第に変化している絶縁材の数の差を、P型とN型との熱電導体とを識別する指標として用いることが可能である。
【0023】
【発明の実施の形態】
以下、図1〜図6を参照して本発明の第1実施形態に係る熱電変換素子をその製造方法とともに説明する。図5又は図6(B)に示す熱電変換素子1の製造方法は、溝入りブロック作成工程と、嵌合工程と、固着工程と、除去工程と、基板接合工程とを具備している。
【0024】
溝入りブロック作成工程では、図1中実線で示すP型熱電導体の溝入りブロック2及びN型熱電導体の溝入りブロック3を形成する。これらの溝入りブロック2、3は、例えば図1中実線と2点鎖線とで形作られる直方体状のP型熱電導体要素ブロック4及びN型熱電導体要素ブロック5を用意して、これらに溝入れ加工を行って作成する。溝入れ加工は、ワイヤソーを用いての研摩加工又はダイシングソーを用いた研削加工により実施する。なお、これらの機械加工に代えて射出成形等の成形加工で溝入りブロック2、3を成形することも可能である。
【0025】
溝入り加工により作成されたP型とN型の熱電導体の溝入りブロック2、3の熱電導体要素12、22の軸方向長さは同じであるが、それらの幅は同じではなく互いに異なっていて、例えば熱電導体要素12の方が熱電導体要素22よりも幅が広く形成されている。これにより、熱電導体要素12、22の軸方向(この段階では根元から先端にわたる方向)に沿う断面形状は互いに異なっている。
【0026】
溝入り加工により作成されたP型熱電導体の溝入りブロック2は、平板状のベース11と、このベース11の一面から起立する互いに平行な複数の熱電導体要素12と、これらの要素12に隣接する複数の溝13とを有し、各熱電導体要素12と各溝13とは同一ピッチで交互に形成されている。各熱電導体要素12は、互いに逆方向に傾斜された傾斜側面12aを有し、先端に向けて次第に先細となっている。しかも、各熱電導体要素12は平らな先端面を有しているので、軸方向に沿う断面が好ましくは等辺台形状をなしている。このため、各溝13は、その溝奥端が最も狭く開放端に向かうに従い次第に広げられている。ベース11は、各溝13の加工に拘らずにP型熱電導体要素ブロック4の厚み方向に残された一部で形成されている。
【0027】
同様に、溝入り加工により作成されたN型熱電導体の溝入りブロック3は、平板状のベース21と、このベース21の一面から起立する互いに平行な複数の熱電導体要素22と、これらの要素22に隣接する複数の溝23とを有し、各熱電導体要素22と各溝23とは同一ピッチで交互に形成されている。このピッチは各熱電導体要素12と各溝13との配設ピッチと同じである。各熱電導体要素22は、互いに逆方向に傾斜された傾斜側面22aを有し、先端に向けて次第に先細となっている。しかも、各熱電導体要素22は平らな先端面を有しているので、軸方向に沿う断面が好ましくは等辺台形状をなしている。このため、各溝23は、その溝奥端が最も狭く開放端に向かうに従い次第に広げられている。ベース21は、各溝23の加工に拘らずにN型熱電導体要素ブロック5の厚み方向に残された一部で形成されている。
【0028】
前記溝入りブロック作成工程後に実施される嵌合工程では、溝入りブロック2の熱電導体要素12を溝入りブロック3の溝23に挿入するとともに、溝入りブロック3の熱電導体要素22を溝入りブロック2の溝13に挿入して、P型とN型の両溝入りブロック2、3を互いに嵌合させる。この嵌合によって、幅が広い方の熱電導体要素12の先端部の稜線が、この先端部が挿入された溝23内で、この溝23を有した溝入りブロック3の熱電導体要素22の根元部でその傾斜側面22aに接触する。こうして線接触した部分を図2中符号Aで示す。
【0029】
この接触により、自動的にP型とN型の熱電導体の溝入りブロック2、3を適正に位置決めできる。これにより、嵌合工程での調整が不要もしくは調整を要する場合にも大幅に軽減可能である。
【0030】
前記嵌合に伴って、溝23に挿入した熱電導体要素12の傾斜した側面12aと、溝13に挿入した熱電導体要素22の傾斜した側面22aとが対向して、これら側面12a、22a相互間、及び溝13の溝底面と熱電導体要素22の先端面との相互間にわたる空隙が形成される。この空隙は、前記接触部Aから熱電導体要素22の先端に向かうにしたがって次第に大きく形成される。
【0031】
前記嵌合工程後に実施される固着工程では、前記空隙に接着性の絶縁材14例えばエポキシ系接着剤を充填し、これを固着することによって、図2に示す一体化ブロック15を形成する。絶縁材14の充填は、流動性の高い接着剤中に、前記空隙を有した一体化前のブロックを部分的に浸漬することにより、毛細管現象を利用して行うことができる。前記空隙への絶縁材14の充填固着により、並び方向に隣接している熱電導体要素12、22同士が接着されて、P型とN型の熱電導体の溝入りブロック2、3が一体的に接合された一体化ブロック15が作られる。
【0032】
この固着工程後に実施される除去工程では、ワイヤソー又はダイシングソーを用いて一体化ブロック15を加工して、P型及びN型の各熱電導体要素12、22の軸方向両端を露出した熱電変換要素ブロック16(図3参照)を形成する。この露出のために一体化ブロック15の一部を除去する位置を、図2中2点鎖線B−B及びC−Cで示す。
【0033】
熱電導体要素22の先端部と交差するB−B線まで一体化ブロック15の厚み方向一端部を除去することにより、一体化ブロック15における両溝入りブロック2、3の互いに嵌合している嵌合部以外の部分、具体的には、溝入りブロック2のベース11、熱電導体要素22の先端部、及びこれらの間に充填固着されている絶縁材14の一部が除去される。同様に、熱電導体要素12の先端部と交差するC−C線まで一体化ブロック15の厚み方向他端部を除去することにより、一体化ブロック15における両溝入りブロック2、3の互いに嵌合している嵌合部以外の部分、具体的には、溝入りブロック3のベース21、熱電導体要素12の先端部、及びこれらの間に充填固着されている絶縁材14の一部が除去される。この除去部分には、ベース21に寄っている前記当接部Aが含まれている。
【0034】
この除去工程を経て作られた熱電変換要素ブロック16を図3(A)(B)に示す。このブロック16の互いに並設されている熱電導体要素12、22相互間の絶縁材14の幅は、熱電導体要素12、22の軸方向(この段階では一端及び他端の露出面を結ぶ方向)に沿って同じではなく、一端から他端に渡り次第に変化している。つまり、前記B−B線での除去側から見た場合、絶縁材14の幅は、図3(A)において上向きに次第に広く形成されて、前記C−C線での除去側から見た場合、絶縁材14の幅は、図3(B)において下向きに次第に狭く形成されている。
【0035】
除去工程後に実施される基板接合工程では、熱電変換要素ブロック16の各熱電導体要素12、22を複数に分割して所望数の熱電導体17、27を形成するとともに、これら熱電導体17、27を基板18、28間に挟持し、かつ、これらの基板18、28に半田付けによるPN接合をする。このPN接合により各熱電導体17、27が電気的に直列に接続される。
【0036】
基板18、28の一方は吸熱基板、他方は放熱基板であり、これらは図示しない電極が所定パターンで予め設けられている面で熱電導体17、27とPN接合される。基板18、28は、良熱伝導材料、例えばシリコン等の金属、又は窒化アルミ等の金属化合物、若しくはアルミナ等のセラミックスで作られている。
【0037】
この基板接合工程は以下の2通りの方法のいずれかで実施できる。図4、図5に示す第1の方法では、熱電変換要素ブロック16の各熱電導体要素12、22を複数に分割して所望数の熱電導体17、27を形成した後に、これら熱電導体17、27を基板18、28にPN接合して実施される。
【0038】
詳しくは、熱電変換要素ブロック16の熱電導体要素12、22の並び方向に延びる切り離し溝30aをダイシングソーなどを用いて図3(A)中2点鎖線で示す位置に形成してから、切り離し溝30aに接着性のある絶縁材29を充填し固着させることによって、図4に例示する熱電変換ブロック30を形成する。このブロック30においては、熱電導体要素12、22の分割片からなる熱電導体17、27が互いに絶縁材14、29で電気的に絶縁されて縦横に整列的に並べられたマトリックス状に配置されている。次に、この熱電変換ブロック30を基板18、28間に位置決めして挟み込み、PN接合を行うことにより、熱電変換素子1を形成する。
【0039】
図6に示す第2の方法では、一方の基板例えば基板28に熱電変換要素ブロック16を位置決めして接合した状態で、各熱電導体要素12、22を複数に分割して所望数の熱電導体17、27を形成した後に、他方の基板18を接合して実施される。
【0040】
詳しくは、図6(A)に示すように基板28に熱電変換要素ブロック16を接合し、この状態で、熱電変換要素ブロック16の熱電導体要素12、22の並び方向に延びる切り離し溝30aをダイシングソーなどを用いて図6(A)中2点鎖線で示す位置に形成する。切り離し溝30aが設けられた状態を図6(B)に示す。この後、切り離し溝30aに接着性のある絶縁材(図6には図示しないが、図5中の符号29を参照)を充填し固着させることによって、熱電導体ブロックを形成する。このブロックは、図5に例示したものと同様に熱電導体要素12、22の分割片からなる熱電導体17、27が互いに絶縁材で電気的に絶縁されて縦横に整列的に並べられたマトリックス状に配置されている。次に、この熱電導体ブロックを基板28との間に他方の基板18で挟んで、PN接合を行うことにより、熱電変換素子1を形成する。
【0041】
以上の製造方法は、固着工程後に、微細加工や組立を実行する除去工程及び基板接合工程では、絶縁材14で一体化された一体化ブロック15の状態で行えるので、熱電導体18、28が脆弱であることを克服して、熱電変換素子1を容易かつ効率よく製造可能である。
【0042】
しかも、この製造方法の嵌合工程では、既述のように、溝23内に挿入された熱電導体要素12の先端部と前記溝23に臨んでいる熱電導体要素22の根元部とを線接触させて、自動的にP型とN型の熱電導体の溝入りブロック2、3を位置決めして、互い違いに入り込んで隣接している熱電導体要素12、22の嵌合部に、接触部Aを除いた空隙を設けることができる。このため、嵌合工程での位置決めのための調整を不要にでき、もしくは不要にできないまでも大幅に軽減できる。したがって、この点においても熱電変換素子1を更に効率よく製造可能である。
【0043】
製造された熱電変換素子1は、図5等に示されるようにP型とN型との熱電導体17、27間に設けられた絶縁材14の各部の幅が異なり、その一端側が狭く他端側が広くなっている。このようになる理由は熱電変換要素ブロック16の説明で既に述べた。このため、熱電変換要素ブロック16を更に加工して得た熱電変換ブロック30を基板18、28にPN接合するに際して、既述のように一端から他端にわたり幅が次第に変化している絶縁材14を、P型とN型との熱電導体17、27を識別する指標として用いることが可能となり、組立間違いを抑制することが可能である。
【0044】
以下、第2〜第6の実施形態を説明する。これらの実施形態は基本的には第1実施形態と同じであるので、同じ部分には第1実施形態と同じ符号を付して、その構成および作用の説明を省略し、以下異なる部分について説明する。
【0045】
図7及び図8に示す本発明の第2実施形態では、P型とN型の熱電導体の溝入りブロック2、3の内の一方、例えばP型熱電導体の溝入りブロック2の各熱電導体要素12を、その両側面12cが互いに平行で、幅に変化がない構成としている。各熱電導体要素12の幅は、これら熱電導体要素12が挿入される溝、例えばN型熱電導体の溝入りブロック3の溝22における溝奥部の幅より少し広い。以上の点以外の構成は、第1実施形態と同じである。
【0046】
したがって、第2実施形態の製造方法及び熱電変換素子においても、嵌合工程でP型とN型の熱電導体の溝入りブロック2、3を自動的に位置決めすることが可能であり、又、絶縁材14の各部の幅が異なっているので、第1実施形態と同様に本発明の課題を解決できる。しかも、熱電導体要素12、22の形状が異なるので、嵌合工程でのP型とN型の熱電導体の溝入りブロック2、3の識別も容易である。
【0047】
図9及び図10に示す本発明の第3実施形態では、P型とN型の熱電導体の溝入りブロック2、3の内の一方、例えばP型熱電導体の溝入りブロック2の各熱電導体要素12を、その両側面12cが互いに平行で、幅に変化がない構成としている。
【0048】
又、他方のN型熱電導体の溝入りブロック3の熱電導体要素22は、その根元部のみに傾斜側面22aを設け、根元部以外の部分の側面を互いに平行とした構成としている。各熱電導体要素12の幅は、これら熱電導体要素12が挿入される溝、例えばN型熱電導体の溝入りブロック3の溝22における溝奥部の幅より少し広い。この溝奥部は前記傾斜側面22aに臨んでいる。以上の点以外の構成は、第1実施形態と同じである。
【0049】
したがって、第3実施形態の製造方法においても、嵌合工程でP型とN型の熱電導体の溝入りブロック2、3を自動的に位置決めすることが可能であり、第1実施形態と同様に本発明の課題を解決できる。しかも、熱電導体要素12、22の形状が異なるので、嵌合工程でのP型とN型の熱電導体の溝入りブロック2、3の識別も容易である。
【0050】
図11及び図12に示す本発明の第4実施形態では、P型とN型の熱電導体の溝入りブロック2、3の内の一方、例えばP型熱電導体の溝入りブロック2の各熱電導体要素12の先端部を丸めるとともに、この先端以外の両側面12cが互いに平行で、幅に変化がない構成としている。各熱電導体要素12の互いに平行な両側面12c間の幅は、これら熱電導体要素12が挿入される溝、例えばN型熱電導体の溝入りブロック3の溝22における溝奥部の幅より少し広い。以上の点以外の構成は、第1実施形態と同じである。
【0051】
したがって、第4実施形態の製造方法及び熱電変換素子においても、嵌合工程でP型とN型の熱電導体の溝入りブロック2、3を自動的に位置決めすることが可能であり、又、絶縁材14の各部の幅が異なっているので、第1実施形態と同様に本発明の課題を解決できる。しかも、熱電導体要素12、22の形状が異なるので、嵌合工程でのP型とN型の熱電導体の溝入りブロック2、3の識別も容易である。
【0052】
図13に示す本発明の第5実施形態では、P型とN型の熱電導体の溝入りブロック2、3の内の一方、例えばP型熱電導体の溝入りブロック2の各熱電導体要素12を、その両側面12cが互いに平行で、幅に変化がない構成としている。
【0053】
又、他方のN型熱電導体の溝入りブロック3の熱電導体要素は、複数の第1熱電導体要素22Aと、複数の第2熱電導体要素22Bとからなる。第1熱電導体要素22Aは傾斜側面22aを有した等辺台形状であり、既述の熱電導体要素22と同じである。第2熱電導体要素22Bは、その両側面22cが互いに平行で、幅に変化がない構成である。複数の第1熱電導体要素22Aは互いに離して設けられ、例えば複数の第2熱電導体要素22Bを間に置いてベース11の両端寄りに配設することが望ましい。第1熱電導体要素22Aの根元部の幅は、隣接している熱電導体要素12間の溝13の幅よりも少し広い。以上の点以外の構成は、第1実施形態と同じである。
【0054】
したがって、第5実施形態の製造方法及び熱電変換素子においても、嵌合工程でP型とN型の熱電導体の溝入りブロック2、3を自動的に位置決めすることが可能であり、又、熱電導体要素12とこれに隣接している第1熱電導体要素22A間に充填されている絶縁材14の各部の幅が異なっているので、第1実施形態と同様に本発明の課題を解決できる。しかも、形状が異なる熱電導体要素12、22AがP型とN型の熱電導体の溝入りブロック2、3に個別に設けられているので、嵌合工程でのP型とN型の熱電導体の溝入りブロック2、3の識別も容易である。
【0055】
図14に示す本発明の第6実施形態では、P型とN型の熱電導体の溝入りブロック2、3の夫々の熱電導体要素が、少なくとも一つの第1熱電導体要素12A、22Aと、複数の第2熱電導体要素12B、22Bとからなる。第1熱電導体要素12A、22Aは傾斜側面12a、22aを有する等辺台形状であり、第5実施形態で既述した熱電導体要素22Aと同じである。第2熱電導体要素12B、22Bは、その両側面12c、22cが互いに平行で、幅に変化がない構成である。溝入りブロック2、3の第1熱電導体要素12A、22Aは、両溝入りブロック2、3を嵌合させた状態で、互いに離れて、例えば図14に示すように複数の第2熱電導体要素12B、22Bを間に置いてこれらの並び方向両端寄りに配設されるように設けることが望ましい。溝入りブロック3の第1熱電導体要素22Aの根元部の幅は、隣接している熱電導体要素12B間の溝13の幅よりも少し広く、同様に、溝入りブロック2の第1熱電導体要素12Aの根元部の幅は、隣接している熱電導体要素22B間の溝23の幅よりも少し広い。以上の点以外の構成は、第1実施形態と同じである。
【0056】
したがって、第6実施形態の製造方法においても、嵌合工程でP型とN型の熱電導体の溝入りブロック2、3を自動的に位置決めすることが可能である。
【0057】
図15は本発明の第7実施形態を示している。この実施形態は、基本的には第6実施形態と同じであるので、同じ部分には第6実施形態と同じ符号を付して、その構成および作用の説明を省略し、以下異なる部分について説明する。
【0058】
第7実施形態では、P型とN型の熱電導体の溝入りブロック2、3に夫々設けた第1熱電導体要素12A、22Aの数を異ならせている。例えば、N型熱電導体の溝入りブロック3に設けた第1熱電導体要素22Aの数を、P型熱電導体の溝入りブロック2にを設けた第1熱電導体要素12Aの数より多くしている。以上の点以外の構成は、第1実施形態と同じである。
【0059】
したがって、第7実施形態の製造方法及び熱電変換素子においても、嵌合工程でP型とN型の熱電導体の溝入りブロック2、3を自動的に位置決めすることが可能であるとともに、両溝入りブロック2、3の第1熱電導体要素12A、22Aの数が異なるので、第1実施形態と同様に本発明の課題を解決できる。しかも、数が異なる第1熱電導体要素12A、22Aを備えるP型とN型の熱電導体の溝入りブロック2、3は形状が異なるので、嵌合工程においてP型とN型の熱電導体の溝入りブロック2、3の識別も容易である。
【0060】
なお、本発明は前記各実施形態には制約されない。例えば、少なくとも一方の溝入りブロック2、3の少なくとも一方に形成される各熱電導体要素の断面形状は、矩形状又は台形状に代えて、三角形状とすることもできる。
【0061】
【発明の効果】
本発明によれば、P型とN型との熱電導体間に設けられた絶縁材を利用してP型とN型の熱電導体の識別が可能である熱電変換素子の提供が可能である。
【0062】
本発明によれば、溝入りブロック作成工程と、嵌合工程と、固着工程と、除去工程とを具備していて、嵌合工程でP型及びN型の熱電導体の溝入りブロックが有する熱電導体要素を利用して自動的にP型とN型の熱電導体の溝入りブロックが位置決めされるので、嵌合工程での調整が不要もしくは大幅に軽減されて、生産性の向上が可能な熱電変換素子の製造方法の提供が可能である。
【図面の簡単な説明】
【図1】本発明の第1実施形態に係る熱電変換素子の製造方法の溝入れブロック作成工程を示す分解斜視図。
【図2】第1実施形態に係る熱電変換素子の製造方法の嵌合工程及び固着工程を経て作成された一体化ブロック示す側面図。
【図3】(A)(B)は第1実施形態に係る熱電変換素子の製造方法の除去工程を経て作成された熱電導体要素ブロックを夫々異なる方向から見て示す斜視図。
【図4】第1実施形態に係る熱電変換素子の製造方法の熱電導体分離工程を経て作成された熱電変換要素ブロックを示す斜視図。
【図5】第1実施形態に係る熱電変換素子の製造方法の熱電変換要素ブロックと基板との接合工程を示す斜視図。
【図6】(A)(B)は第1実施形態に係る熱電変換素子の製造方法で熱電変換要素ブロックを作成する場合に実施可能な他の基板接合工程を順に示す斜視図。
【図7】本発明の第2実施形態に係る熱電変換素子の製造方法の溝入れブロック作成工程を示す分解斜視図。
【図8】第2実施形態に係る熱電変換素子の製造方法の嵌合工程及び固着工程を経て作成された一体化ブロック示す側面図。
【図9】本発明の第3実施形態に係る熱電変換素子の製造方法の溝入れブロック作成工程を示す分解斜視図。
【図10】第3実施形態に係る熱電変換素子の製造方法の嵌合工程及び固着工程を経て作成された一体化ブロック示す側面図。
【図11】本発明の第4実施形態に係る熱電変換素子の製造方法の溝入れブロック作成工程を示す分解斜視図。
【図12】第4実施形態に係る熱電変換素子の製造方法の嵌合工程及び固着工程を経て作成された一体化ブロック示す側面図。
【図13】本発明の第5実施形態に係る熱電変換素子の製造方法の嵌合工程及び固着工程を経て作成された一体化ブロック示す側面図。
【図14】本発明の第6実施形態に係る熱電変換素子の製造方法の嵌合工程及び固着工程を経て作成された一体化ブロック示す側面図。
【図15】本発明の第7実施形態に係る熱電変換素子の製造方法の嵌合工程及び固着工程を経て作成された一体化ブロック示す側面図。
【符号の説明】
1…熱電変換素子
2…P型熱電導体ブロックの溝入りブロック
3…N型熱電導体ブロックの溝入りブロック
4…P型熱電導体ブロック
5…N型熱電導体ブロック
11、21…ベース
12、22…熱電導体要素
12A、22A…第1熱電導体要素
12B、22B…第2熱電導体要素
12a、22a…傾斜した側面
12c、22c…平行な側面
13、23…溝
14…絶縁材
15…一体化ブロック
16…熱電変換要素ブロック
17、27…熱電導体
18、28…基板
29…絶縁材
30…熱電変換ブロック
30a…切り離し溝
Claims (8)
- 交互に並べられた複数のP型熱電導体と複数のN型熱電導体とが、これらの間に充填された接着性のある絶縁材で固着されている熱電変換素子において、前記各P型熱電導体及び各N型熱電導体の内の少なくとも一つの熱電導体の側面は傾斜されていて、この傾斜した側面に接着している前記絶縁材の幅が、前記各熱電導体の軸方向に沿って一端から他端にわたり次第に広く又は狭くなっている熱電変換素子。
- 前記各P型熱電導体の軸方向に沿う断面形状と前記各N型熱電導体の軸方向に沿う断面形状とが異なっている請求項1又は2に記載の熱電変換素子。
- 前記傾斜した側面が、前記各P型熱電導体又は各N型熱電導体の全てに設けられている請求項1〜3の内のいずれか1項に記載の熱電変換素子。
- 一部の前記各P型熱電導体のみに前記傾斜した側面が設けられているとともに、一部の前記各N型熱電導体のみに前記傾斜した側面が設けられている請求項1又は2に記載の熱電変換素子。
- 少なくとも根元部に傾斜された側面を有する複数の熱電導体要素とこれらの要素に隣接する複数の溝とが、P型熱電導体要素ブロック及びN型熱電導体要素ブロックの夫々の厚み方向の一部を残して同一ピッチで交互に形成されたP型熱電導体の溝入りブロック及びN型熱電導体の溝入りブロックを形成する溝入りブロック作成工程と、
前記溝に挿入した前記熱電導体要素の側面が対向するように前記両溝入りブロックを互いに嵌合させて、前記熱電導体要素の先端部を、この先端部が挿入された前記溝内で前記根元部の前記傾斜された側面に当接させる嵌合工程と、
互いに嵌合された前記両溝入りブロック間の空隙に接着性のある絶縁材を充填して固着し、一体化ブロックを形成する固着工程と、
前記一体化ブロックにおける前記両溝入りブロックの互いに嵌合している嵌合部以外の部分、及びこの部分に寄っていて前記根元部の傾斜された側面と前記熱電導体要素の先端部との当接部を含んでいる前記嵌合部の一部を除去して、P型及びN型の前記各熱電導体要素を露出させた熱電変換要素ブロックを形成する除去工程と、
を具備する熱電変換素子の製造方法。 - 前記溝入りブロック作成工程において、前記P型又はN型の熱電導体要素ブロックの一方に、少なくとも根元部に傾斜された側面を有する複数の熱電導体要素が形成されているものを用い、他方の熱電導体要素ブロックに、互いに平行な両側面を有している複数の熱電導体要素が形成されているもの、又は前記傾斜された側面とは異なる角度で傾斜された両側面を有する複数の熱電変換要素が形成されているものを用いた請求項5に記載の熱電変換素子の製造方法。
- 少なくとも根元部に傾斜された側面を有する第1熱電導体要素及び平行な両側面を有する複数の第2熱電導体要素とこれらの要素に隣接する複数の溝とが、P型熱電導体要素ブロック及びN型熱電導体要素ブロックの夫々の厚み方向の一部を残して同一ピッチで交互に形成されたP型熱電導体の溝入りブロック及びN型熱電導体の溝入りブロックを形成する溝入りブロック作成工程と、
前記溝に挿入した前記各熱電導体要素の側面が対向するように前記両溝入りブロックを互いに嵌合させて、前記第2熱電導体要素の先端部を、この先端部が挿入された前記溝内で前記第1熱電導体要素における前記根元部の傾斜された側面に当接させる嵌合工程と、
互いに嵌合された前記両溝入りブロック間の空隙に接着性のある絶縁材を充填して固着し、一体化ブロックを形成する固着工程と、
前記一体化ブロックにおける前記両溝入りブロックの互いに嵌合している嵌合部以外の部分、及びこの部分に寄っていて前記根元部の傾斜された側面と前記第2熱電導体要素の先端部との当接部を含んでいる前記嵌合部の一部を除去して、P型及びN型の前記各熱電導体要素を露出させた熱電変換要素ブロックを形成する除去工程と、
を具備する熱電変換素子の製造方法。 - 前記溝入りブロック作成工程において、前記第1熱電導体要素の数が互いに異なる前記P型及びN型の熱電導体要素ブロックを用いた請求項7に記載の熱電変換素子の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002328526A JP2004165367A (ja) | 2002-11-12 | 2002-11-12 | 熱電変換素子とその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002328526A JP2004165367A (ja) | 2002-11-12 | 2002-11-12 | 熱電変換素子とその製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004165367A true JP2004165367A (ja) | 2004-06-10 |
Family
ID=32806809
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002328526A Pending JP2004165367A (ja) | 2002-11-12 | 2002-11-12 | 熱電変換素子とその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004165367A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108807451A (zh) * | 2014-05-09 | 2018-11-13 | 美国亚德诺半导体公司 | 晶片级热电能量收集器 |
| JP2022502837A (ja) * | 2018-10-10 | 2022-01-11 | ヒュモット カンパニー リミテッド | バルク型熱電素子製造方法 |
-
2002
- 2002-11-12 JP JP2002328526A patent/JP2004165367A/ja active Pending
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108807451A (zh) * | 2014-05-09 | 2018-11-13 | 美国亚德诺半导体公司 | 晶片级热电能量收集器 |
| JP2022502837A (ja) * | 2018-10-10 | 2022-01-11 | ヒュモット カンパニー リミテッド | バルク型熱電素子製造方法 |
| JP7158077B2 (ja) | 2018-10-10 | 2022-10-21 | ヒュモット カンパニー リミテッド | バルク型熱電素子製造方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR100320760B1 (ko) | 열전 소자와 그 제조 방법 | |
| CN110520983A (zh) | 半导体装置 | |
| JP2008205129A (ja) | 回路ブロック及びその製造方法 | |
| TW451502B (en) | Semiconductor device and method for manufacturing same | |
| JP2004221504A (ja) | 熱電変換装置およびその製造方法 | |
| JP2000022224A (ja) | 熱電素子及びその製造方法 | |
| TWI850246B (zh) | 半導體裝置以及半導體晶片 | |
| US7026712B2 (en) | Peltier module with durable power supply lines and exothermic module with built-in cooler | |
| JP3592395B2 (ja) | 熱電変換素子とその製造方法 | |
| JP2004165367A (ja) | 熱電変換素子とその製造方法 | |
| US10236430B2 (en) | Thermoelectric module | |
| JP2004165366A (ja) | 熱電変換素子とその製造方法 | |
| JPS63128681A (ja) | 熱電変換装置 | |
| JP2002111084A (ja) | 熱電モジュールの製造方法 | |
| JP4589536B2 (ja) | 熱電素子の製造方法 | |
| JP2990352B2 (ja) | 熱電素子の製造方法 | |
| JP4294965B2 (ja) | 熱電変換モジュール | |
| JP4177790B2 (ja) | 熱電変換素子とその製造方法 | |
| JPH11135841A (ja) | 熱電素子とその製造方法 | |
| JPH11298051A (ja) | 熱電素子の製造方法 | |
| JPH10303470A (ja) | 熱電冷却装置 | |
| JP4667922B2 (ja) | 熱電素子の製造方法 | |
| JP2010027840A (ja) | 熱電素子とその製造方法 | |
| JP2893258B1 (ja) | 熱電素子及びその製造方法 | |
| JP3869900B2 (ja) | ハイパワーヒートシンク及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD01 | Notification of change of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7421 Effective date: 20040304 |