JP2004167724A - ビードコアの製造方法およびその方法により製造されたビードコアを用いた空気入りタイヤ - Google Patents
ビードコアの製造方法およびその方法により製造されたビードコアを用いた空気入りタイヤ Download PDFInfo
- Publication number
- JP2004167724A JP2004167724A JP2002333483A JP2002333483A JP2004167724A JP 2004167724 A JP2004167724 A JP 2004167724A JP 2002333483 A JP2002333483 A JP 2002333483A JP 2002333483 A JP2002333483 A JP 2002333483A JP 2004167724 A JP2004167724 A JP 2004167724A
- Authority
- JP
- Japan
- Prior art keywords
- wire
- bead core
- width direction
- row
- outermost
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 239000011324 bead Substances 0.000 title claims abstract description 121
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 50
- 238000000034 method Methods 0.000 title claims abstract description 19
- 238000004804 winding Methods 0.000 claims abstract description 35
- 230000002093 peripheral effect Effects 0.000 claims abstract description 18
- 238000006073 displacement reaction Methods 0.000 claims description 7
- 238000004073 vulcanization Methods 0.000 description 12
- 230000000694 effects Effects 0.000 description 10
- 230000000052 comparative effect Effects 0.000 description 4
- 238000005096 rolling process Methods 0.000 description 3
- 238000005304 joining Methods 0.000 description 2
- 239000012779 reinforcing material Substances 0.000 description 2
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 238000010030 laminating Methods 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 238000007493 shaping process Methods 0.000 description 1
- 238000005987 sulfurization reaction Methods 0.000 description 1
- 230000008961 swelling Effects 0.000 description 1
Images



Landscapes
- Tyre Moulding (AREA)
- Tires In General (AREA)
Abstract
【解決手段】ワイヤー2を複数列、および複数段に隙間なく整列配置させてなる全体として円環形状のビードコアを製造するにあたり、最大幅位置より内周側に位置するほぼ平坦なワイヤー列の少なくとも一列の幅方向最外側のそれぞれのワイヤーを、それの内周側に隣接するワイヤー列の幅方向最外側のそれぞれのワイヤーよりも、ワイヤー径の(m+0.5)(但しmは1〜3の整数)倍だけ幅方向外側に位置させるとともに、かつ、最内周側から最大幅位置に至るまでの各ワイヤー列の幅方向最外側のそれぞれのワイヤーを、その内周側のワイヤー列の幅方向最外側のそれぞれのワイヤーに対し幅方向外側に位置させて、そのずれ量を、最内周側から最大幅位置に向けて傾向的に小さくする。
【選択図】 図1
Description
【発明の属する技術分野】
本発明は、建設車両に用いるオフザロードタイヤまたは、産業車両に用いるインダストリアルタイヤ等の重荷重用空気入りタイヤに適用されるビードコアの製造方法およびそれにより製造されたビードコアを用いた空気入りタイヤに関するものである。
【0002】
【従来の技術】
重荷重用空気入りタイヤのビードコアとしては、製造の簡易化およびリム組み付け時の嵌合圧力の均一化を図るという観点から、横断面形状が六角形をなすものが従来から広く一般に使用されている。
【0003】
しかしながら、このような六角形のビードコアでは、タイヤの製造時および加硫時等に、ビードコアの角部が、ビードコアと、その周りに巻き返したカーカスとの間のゴムを押しのけて、負荷転動時に、カーカスに対し集中的な力を及ぼすことにより、カーカスの、応力集中に起因する破断を引き起こすおそれがあった。
【0004】
この一方で、六角形状のビードコアの特に角部は、タイヤの製造および加硫におけるタイヤの拡径時に、カーカスの本体部が、巻上げ端部分としてのそれの側部部分を引きぬき方向に変位させるのを大きく妨げるため、たとえば、生タイヤの製造工程におけるシェーピング、加硫時の、ブラダー内圧の作用下でのタイヤの膨張変形等によって、タイヤのサイドウォール部に相当する部分が、タイヤの幅方向外側へ膨出変形される場合に、カーカスの巻上げ端部分が、生タイヤの中心軸線と直交する方向に延びてその巻上げ端を通る輪郭円直径が最大となる姿勢を経て、タイヤの外側へ傾く姿勢となって、巻上げ端を通る輪郭円直径がそれの最大値より小さくなる事に起因して、カーカスの巻上げ端部分がタイヤの厚み内で波打ち変形することになり、これがタイヤビード部の耐久性の低下やユニフォミティの低下の一因となるという問題があった。
【0005】
上記問題を解決するために、ビードコアの、カーカスと接触する、半径方向内周側の面の横断面形状を半円形状とすることが、特公昭62−137206号公報に提案されており、これによれば、ビードコアの角部の存在によって、カーカスに応力が集中する事によるそれの破断を防止する事ができ、また、タイヤの製造等に当って、カーカスの本体部が巻上げ端部分を引きぬき方向に変位させるのを許容して、巻上げ端部分への波打ち変形の発生を防止する事ができる。
ところが、ビードコアの横断面形状を半円形状とする場合は、たとえ、横断面形状が半円形をなす樋状の巻取り型を用いてワイヤを巻回積層しても、ワイヤに、それを樋底方向に滑らせる向きの分力が発生するため、巻崩れが発生しやすいという問題点があった。
【0006】
【特許文献1】
特公昭62−137206号公報
【0007】
【発明が解決しようとする課題】
そこで本発明は、カーカスの破断を防止でき、タイヤの製造等に当ってカーカスの巻上げ端部分への波打ちの発生を防止できる横断面形状を有するビードコアを所期した通りに製造する方法およびその方法により製造されたビードコアを用いた空気入りタイヤを提供するものである。
【0008】
【課題を解決するための手段】
本発明に係るビードコアの製造方法は、ワイヤーを複数列、および複数段に隙間なく整列配置させてなる全体として円環形状のビードコアを製造するにあたり、
最大幅位置より内周側に位置するほぼ平坦なワイヤー列の少なくとも一列の幅方向最外側のそれぞれのワイヤーを、それの内周側に隣接するワイヤー列の幅方向最外側のそれぞれのワイヤーよりも、ワイヤー径の(m+0.5)(但しmは1〜3の整数)倍だけ幅方向外側に位置させるとともに、かつ、最内周側から最大幅位置に至るまでの各ワイヤー列の幅方向最外側のそれぞれのワイヤーを、その内周側のワイヤー列の幅方向最外側のそれぞれのワイヤーに対し幅方向外側に位置させて、そのずれ量を、最内周側から最大幅位置に向けて傾向的に小さくすることを特徴とする。
【0009】
なお、ここでの各ワイヤー列は、一本のワイヤーをワイヤー列の幅方向の一方端から他方端に向けて螺旋状に巻回して形成する事ができる他、ワイヤー列のワイヤー本数に合わせた複数のワイヤーの各々を、円環状に隙間なく周回させるとともに、周回させた各ワイヤーのそれぞれの端部をエンドレスに接合することによって形成することもできる。
ところで、ワイヤーは単一の素線からなるもの、または、複数の素線の撚り合わせ構造になるものとすることができる。
【0010】
これによれば、ワイヤーを一定の半径のもとに平坦状に巻回して各ワイヤー列を多段に形成する事で、ワイヤーに巻崩れを生じさせることなしにビードコアを構成する事ができ、このビードコアは少なくともカーカスと接触する部分の角部の角度が六角形状よりはるかに大きい多角形状をなす。
【0011】
従って、この方法により製造されたビードコアによれば、ビードコアの最内周側の辺から最大幅位置に至るまでの間に、六角形状よりも大きい角度の数箇所の角部が形成される事になり、その周りに巻き返したカーカスへの応力集中が、従来の六角形状ビードコアに比して大きく緩和される事になり、これがため、カーカスの破断が、半円形状のビードコアとほぼ同様に、防止されることになる。
【0012】
また、ビードコアの角部の角度を大きくすることにより、タイヤ製造から加硫時に発生するタイヤの拡径において、ビードコアとカーカス間のゴムゲージを均一化して、ビードコアのカーカスに対する拘束力をある程度低減させて、カーカス本体部が、カーカスの巻上げ端部分をひきぬき方向に変位させる事を許容し、巻き上げ端部分への波打ち変形の発生を、これも半円形状のビードコアとほぼ同様に、防止する事ができる。
この一方で、上記方法に従って製造したビードコアを用いた製品タイヤにおいては、それの負荷転動に当っての、ビードコアによるカーカスコードの拘束力は大きくなり、カーカスの引きぬき方向への変位を抑制することができる。
【0013】
ここで好ましくは、最内周側のワイヤー列の幅方向最外側のそれぞれのワイヤーに対し、その外周側に隣接するワイヤー列の幅方向最外側のそれぞれのワイヤーを、ワイヤー径の(m+0.5)(但しmは1〜3の整数)倍だけ幅方向外側に位置させる。
【0014】
これによれば、この方法により製造されたビードコアを使用した空気入りタイヤをリム組みした場合に、応力集中が起き易いビードコアの最内周側の辺に隣接する角部の角度を大きくして、カーカスの破断及び、タイヤの製造時および加硫時のカーカスの巻上げ端部分の波打ち変形の発生を防止する効果をより高める事ができる。
【0015】
さらに好ましくは、最内周側のワイヤー列よりも一段外周側のワイヤー列の幅方向最外側のそれぞれのワイヤーに対し、その外周側に隣接するワイヤー列の幅方向最外側のそれぞれのワイヤーを、ワイヤー径の(n+0.5)倍(但し、n=m+1)だけ幅方向外側に位置させる。
【0016】
これによれば、この方法により製造されたビードコアを使用した空気入りタイヤをリム組みした場合に、応力集中が起き易いビードコアの最内周側の辺に隣接する角部と、さらにその幅方向外側に隣接する角部の角度を、ともに大きくして、ビードコアの最内周側の辺の近傍の形状をより円形に近づける事により、カーカスの破断及びタイヤの製造時および加硫時のカーカス巻上げ端部の波打ち変形の発生を防止する効果をさらに高める事ができる。
【0017】
また、好ましくは、最内周側のワイヤー列からビードコアの最大幅位置に存在するワイヤー列にいたるまでの、各々のワイヤー列の幅方向最外側に位置するそれぞれのワイヤーに対し、そのワイヤ列の外周側に隣接して位置するワイヤー列の幅方向最外側のそれぞれのワイヤーの幅方向外側へのずれ量を、内周側のワイヤー列から外周側のワイヤー列に向けて、ワイヤー径の1.5倍および0.5倍の二段階に変化させる。
【0018】
これによれば、ビードコアの幅方向の仮想線分に対し、ビードコアの横断面形状に対する接線がなす角度を30度および60度の二段階に変化させて、ビードコアの角部の角度を大きくして、横断面形状を円形に近づけて、カーカス破断及びタイヤの製造時および加硫時のカーカス巻上げ端部の波打ち変形の発生を防止する効果をより高める事ができる。
【0019】
さらに好ましくは、最内周側のワイヤー列からビードコアの最大幅に位置するワイヤー列にいたるまでの、各々のワイヤー列の幅方向最外側に位置するそれぞれのワイヤーに対し、そのワイヤー列の外周側に隣接して位置するワイヤー列の幅方向最外側のそれぞれのワイヤーの幅方向外側へのずれ量を、内周側のワイヤー列から外周側のワイヤー列に向けて、ワイヤー径の2.5倍、1.5倍および0.5倍の三段階に変化させる。
【0020】
これによれば、ビードコアの幅方向の仮想線分に対し、ビードコアの横断面形状に対する接線がなす角度を19度、30度および60度へと三段階に変化させて、角部の角度をさらに大きくして、横断面形状をより円形に近づけて、カーカス破断及びタイヤの製造時および加硫時のカーカス巻上げ端部の波打ち変形の発生を防止する効果をより高める事ができる。
なお、タイヤサイズが大きい場合は強度面より必要なワイヤー本数が多くなるため、ワイヤーのずれ量を三段階に変化させるケースが多くなり、タイヤサイズが小さい場合は必要なワイヤー本数が少なくなるため、二段階に変化させるケースが多くなる。
【0021】
さらに、最内周側のワイヤー列の幅のビードコアの最大幅に対する比を0.3から0.75とすることが好ましい。
【0022】
これによれば、ビードコアの補強材としての強度の確保とカーカス破断防止効果とを、ともに高い次元で両立させる事ができる。
0.3より小さいと、最大幅位置のワイヤー列に対し、最内周側のワイヤー列の抗張力強度が低下しすぎてタイヤ補強材としての強度が低下しかつ底辺にとがり形状ができるため好ましくなく、0.75を超えるとビードコアの最内周側の辺の両端に発生する角部の角度が小さくなりすぎ、ビードコアの角部がカーカスへ及ぼす力が大きくなりすぎる。
【0023】
また、好ましくは、ビードコアの製造に当って、左右対称の階段状の構造を有する製造用型を用いてワイヤーを複数列および複数段に巻回した後、製造用型を取外す。
ここで製造用型は、周方向に隙間なく配列される複数のセグメントにより構成しても良いし、周方向にある程度の隙間を持たせた複数のセグメントとそれらを拡縮径させる機構とにより構成したものでも良い。
これによれば、より確実な方法で、上述のビードコアの製造方法を実施する事ができる。
【0024】
また、本発明の空気入りタイヤは、一枚以上のカーカスプライを一対のビードコア間にトロイダルに延在させるとともに、各カーカスプライの側部部分をビードコアの周りに巻き返してなるカーカスのクラウン部の外周側に一層以上のベルト層よりなるベルトを配設し、その外周側にトレッドゴムを配設してなり、前記ビードコアを、先に述べたいずれかの方法に従って製造したものとする。
【0025】
これによれば、巻崩れがおきにくいより確実な方法で製造された、横断面形状の角部の角度が大きなビードコアを使用して、カーカスの破断を防止し、タイヤ製造から加硫にいたるまでにカーカスの巻上げ端部分に波打ち変形が発生する事を防止することができる。
【0026】
【発明の実施の形態】
以下に、本発明の実施の形態を図面に示すところに基づいて説明する。
図1はビードコアの製造方法を示す、幅方向断面図である。
ここでははじめに、図1(a)に示すように、左右対称の階段状の構造を有する製造用型1に、ワイヤー2を一段毎に幅方向の一方端から他方端へ隙間なく螺旋状に巻回して、最内周側のワイヤー列から数えて三段目までを、各々のワイヤー列の幅方向最外側のそれぞれのワイヤーを、内周側に隣接して位置するワイヤー列の幅方向最外側のそれぞれのワイヤーに対してワイヤー径の2.5倍だけ幅方向外側に位置させる。
次いで、図1(b)に示すように、四段目から六段目までのワイヤー列を同様にして形成して、各々のワイヤー列の幅方向最外側のそれぞれのワイヤーを、内周側に隣接して位置するワイヤー列の幅方向最外側のそれぞれのワイヤーに対してワイヤー径の1.5倍だけ幅方向外側へ位置させる。
【0027】
さらに、図1(c)に示すように、七段目から十二段目までを、各々のワイヤー列の幅方向最外側に位置するそれぞれのワイヤーの、外周側に隣接して位置するワイヤー列の幅方向最外側のそれぞれのワイヤーに対してワイヤー径の0.5倍だけ幅方向外側へ位置させて、その後は、図1(d)および(e)に順次示すように、ワイヤー列の幅を減じるように、ビードコア3を製造する。
ただし、ビードコアは、各ワイヤー列のワイヤー本数に合わせた複数のワイヤーの各々を隙間なく整列配列して円環状に周回して、周回した各ワイヤーのそれぞれの端部をエンドレスに接合して製造する事もできる。
【0028】
これによれば、各ワイヤー列をワイヤー2を一定の巻回半径のもとに平坦状に巻回し、それらを積層して形成できるため、角部の角度が大きなビードコアを製造するに当り、ワイヤーが巻崩れする事を防止する事ができる。
【0029】
図2(a)は本発明の製造方法により製造されたビードコアの幅方向断面図であり、図2(b)はそのビードコアの最内周側の近傍Aを拡大して示す幅方向断面図である。
図2(a)および図2(b)に示すように、このビードコアは最内周側のワイヤー列から数えて五段目までを、各々のワイヤー列の幅方向最外側のそれぞれのワイヤーの、内周側に隣接して位置するワイヤー列の幅方向最外側のそれぞれのワイヤーに対してワイヤー径の1.5倍だけ幅方向外側に位置させて、六段目から十四段目までを、各々のワイヤー列の幅方向最外側のそれぞれのワイヤーの、内周側に隣接して位置するワイヤー列の幅方向最外側のそれぞれのワイヤーに対してワイヤー径の0.5倍だけ幅方向外側に位置させて、ビードコアの最内周側の辺から最大幅位置に向けて、ビードコアの幅方向の仮想線分に対し、最内周側から五段目までのワイヤー列の幅方向外側の複数のワイヤーの外輪郭線に引いた接線が30度をなし、六段目から十四段目までのワイヤー列の幅方向外側の複数のワイヤーの外輪郭線に引いた接線が60度の角度をなすように、一本のワイヤーを一段のワイヤー列ごとに一方から他方へ隙間なく平坦状に螺旋状に巻回してなる。
【0030】
このビードコアでは、六角形状のビードコアに較べて、カーカスに接触する部分の角部の角度を大きくでき、カーカスの応力集中による破断を防止し、ビードコアがカーカスに及ぼす拘束力を、ほぼ半円形状のビードコア並に小さくし、タイヤ製造から加硫にかけてのタイヤの拡径に伴い、カーカス巻上げ端部に波打ち変形が発生することを、カーカスの本体側が巻上げ端側を引き抜き方向に変位させる事を許容して、防止する事ができる。
【0031】
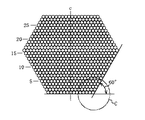
図3(a)は本発明の製造方法により製造された他の形態のビードコアの幅方向断面図であり、図3(b)はそのビードコアの最内周側の近傍Bを拡大して示す幅方向断面図である。
図3(a)および図3(b)に示すように、このビードコアは最内周側のワイヤー列から数えて三段目までを、各々のワイヤー列の幅方向最外側のそれぞれのワイヤーの、内周側に隣接して位置するワイヤー列の幅方向最外側のそれぞれのワイヤーに対して、ワイヤー径の2.5倍だけ幅方向外側に位置させて、四段目から六段目までを、各々のワイヤー列の幅方向最外側のそれぞれのワイヤーの、内周側に隣接して位置するワイヤー列の幅方向最外側のそれぞれのワイヤーに対してワイヤー径の1.5倍だけ幅方向外側に位置させて、七段目から十二段目までを、各々のワイヤー列の幅方向最外側のそれぞれのワイヤーの、内周側に隣接して位置するワイヤー列の幅方向最外側のそれぞれのワイヤーに対してワイヤー径の0.5倍だけ幅方向外側に位置させて、ビードコアの最内周側の辺から最大幅位置に向けて、ビードコアの幅方向の仮想線分に対し、最内周側から三段目までのワイヤー列の幅方向外側の複数のワイヤーの外輪郭線に引いた接線が19度をなし、四段目から六段目までのワイヤー列の幅方向外側の複数のワイヤーの外輪郭線に引いた接線が30度をなし、七段目から十二段目までのワイヤー列の幅方向外側の複数のワイヤーの外輪郭線に引いた接線が60度の角度をなすように、一本のワイヤーを一段のワイヤー列ごとに一方から他方へ隙間なく平坦状に螺旋状に巻回してなる。
【0032】
このビードコアは、図2(a)に示すビードコアに較べてさらにカーカスに接触する部分の角部の角度を大きくでき、横断面形状を角部を増やしてより円形に近づけることにより、より効果的に、カーカスの破断を防止し、カーカス巻上げ端部の波打ち変形の発生を防止する事ができる。
【0033】
【実施例】
(実施例1)
本発明に係る製造方法により製造されたビードコアを使用した、サイズがOR3700R57のオフザロードタイヤの、ビードコアによるカーカスの破断防止効果を評価する目的で、図2、図3に示す断面形状を有する多角形状のビードコアを使用した二種類の実施例タイヤと、図4に示す断面形状を有する六角形状のビードコアを使用した一種類の比較例タイヤとを、サイズが27.0×6.0のリムに装着し、空気圧700kPaを充填して、ダンプカー(CAT793)に装着して、積載荷重を200t(タイヤ一本あたり50t)とし、USA銅鉱山の条件で、走行距離60000kmの走行試験を行い、ビード部分のカーカス破断の有無を測定した。その結果を表1に示す。
【0034】
なお、図4に示すビードコアは、最内周側のワイヤー列から数えて十六段目までを、各々のワイヤー列の幅方向最外側のそれぞれのワイヤーを、内周側に隣接して位置するワイヤー列の幅方向最外側のそれぞれのワイヤーに対してワイヤー径の0.5倍だけ幅方向外側に位置させて、十七段目以上を、各々のワイヤー列の幅方向最外側のそれぞれのワイヤーの、内周側に隣接して位置するワイヤー列の幅方向最外側のそれぞれのワイヤーに対してワイヤー径の0.5倍だけ幅方向内側に位置させて、横断面形状が六角形状となるように、一本のワイヤーを一段ごとに一方から他方へ隙間なく平坦状に螺旋状に巻回してなる従来形状のビードコアである。
【0035】
【表1】
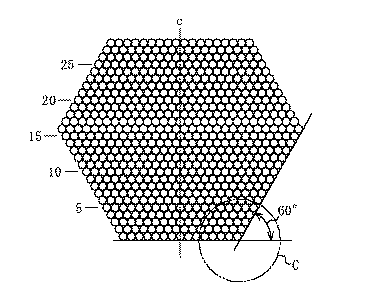
表1において、実施例タイヤ1および2と比較例タイヤ1を比較すると、実施例タイヤ1および2はともに、カーカス破断の防止に対し優れた効果を示している事が分かる。
【0037】
(実施例2)
本発明に係る製造方法により製造されたビードコアを使用した、サイズがOR3700R57のオフザロードタイヤの、ビードコアによる成型および加硫時におけるカーカスの巻上げ端部分の波打ち変形発生の防止効果を評価する目的で、図2、図3に示す断面形状を有する多角形状のビードコアを使用した二種類の実施例タイヤと、図4に示す断面形状を有する六角形状のビードコアを使用した一種類の比較例タイヤにつき、加硫終了後における巻上げ端部分の波打ち変形の発生の有無を測定した。その結果を表2に示す。
【0038】
【表2】
表2において、実施例タイヤ1および2と比較例タイヤ1を比較すると、実施例タイヤ1および2はともに、カーカス巻上げ端の波打ち変形発生の防止に対し優れた効果を示している事が分かる。
【0040】
【発明の効果】
以上に述べたところから明らかなように、本発明によれば、ワイヤーを複数列、および複数段に隙間なく整列配置させてなる全体として円環形状のビードコアを製造するにあたり、最大幅位置より内周側に位置するほぼ平坦なワイヤー列の少なくとも一列の幅方向最外側のそれぞれのワイヤーを、それの内周側に隣接するワイヤー列の幅方向最外側のそれぞれのワイヤーよりも、ワイヤー径の(m+0.5)(但しmは1〜3の整数)倍だけ幅方向外側に位置させるとともに、かつ、最内周側から最大幅位置に至るまでの各ワイヤー列の幅方向最外側のそれぞれのワイヤーを、その内周側のワイヤー列の幅方向最外側のそれぞれのワイヤーに対し幅方向外側に位置させて、そのずれ量を、最内周側から最大幅位置に向けて傾向的に小さくする事により、ワイヤーを一定の半径のもとに平坦状に巻回してビードコアを製造できるため、半円形状のビードコアにおける製造方法に較べ、ビードコアの製造時にワイヤーが巻崩れする事を防止する事ができる。またこの方法により製造されたビードコアは、ビードコアの最内周側の辺から最大幅位置に至るまでに、六角形状よりも大きい角度の数箇所の角部を形成する事ができ、ビードコアの角部がカーカスに対し集中的な力を及ぼし、カーカスが破断することおよびタイヤ製造および加硫時にカーカスの巻上げ端部分に波打ち変形が発生する事を、半円形状のビードコアとほぼ同様に、防止する事ができる。
【図面の簡単な説明】
【図1】本発明のビードコアの製造方法を示す幅方向断面図である。
【図2】本発明の製造方法により製造されたビードコアの幅方向断面図である。
【図3】本発明の製造方法により製造された他のビードコアの幅方向断面図である。
【図4】従来形状のビードコアの幅方向断面図である。
【符号の説明】
1 製造用型
2 ワイヤー
3 ビードコア
Claims (8)
- ワイヤーを複数列、および複数段に隙間なく整列配置させてなる全体として円環形状のビードコアを製造するにあたり、
最大幅位置より内周側に位置するほぼ平坦なワイヤー列の少なくとも一列の幅方向最外側のそれぞれのワイヤーを、それの内周側に隣接するワイヤー列の幅方向最外側のそれぞれのワイヤーよりも、ワイヤー径の(m+0.5)(但しmは1〜3の整数)倍だけ幅方向外側に位置させるとともに、かつ、最内周側から最大幅位置に至るまでの各ワイヤー列の幅方向最外側のそれぞれのワイヤーを、その内周側のワイヤー列の幅方向最外側のそれぞれのワイヤーに対し幅方向外側に位置させて、そのずれ量を、最内周側から最大幅位置に向けて傾向的に小さくしてなるビードコアの製造方法。 - 最内周側のワイヤー列の幅方向最外側のそれぞれのワイヤーに対し、その外周側に隣接するワイヤー列の幅方向最外側のそれぞれのワイヤーを、ワイヤー径の(m+0.5)(但しmは1〜3の整数)倍だけ幅方向外側に位置させる請求項1に記載のビードコアの製造方法。
- 最内周側のワイヤー列よりも一段外周側のワイヤー列の幅方向最外側のそれぞれのワイヤーに対し、その外周側に隣接するワイヤー列の幅方向最外側のそれぞれのワイヤーを、ワイヤー径の(n+0.5)倍(但し、n=m+1)だけ幅方向外側に位置させる請求項2に記載のビードコアの製造方法。
- 最内周側のワイヤー列からビードコアの最大幅位置に存在するワイヤー列にいたるまでの、各々のワイヤー列の幅方向最外側に位置するそれぞれのワイヤーに対し、そのワイヤ列の外周側に隣接して位置するワイヤー列の幅方向最外側のそれぞれのワイヤーの幅方向外側へのずれ量を、内周側のワイヤー列から外周側のワイヤー列に向けて、ワイヤー径の1.5倍および0.5倍の二段階に変化させる請求項1〜2のいずれかに記載のビードコアの製造方法。
- 最内周側のワイヤー列からビードコアの最大幅に位置するワイヤー列にいたるまでの、各々のワイヤー列の幅方向最外側に位置するそれぞれのワイヤーに対し、そのワイヤー列の外周側に隣接して位置するワイヤー列の幅方向最外側のそれぞれのワイヤーの幅方向外側へのずれ量を、内周側のワイヤー列から外周側のワイヤー列に向けて、ワイヤー径の2.5倍、1.5倍および0.5倍の三段階に変化させる請求項1もしくは3に記載のビードコアの製造方法。
- 最内周側のワイヤー列の幅のビードコアの最大幅に対する比を0.3から0.75としてなる請求項1〜5のいずれかに記載のビードコアの製造方法。
- 左右対称の階段状の構造を有する製造用型を用いてワイヤーを複数列および複数段に巻回した後、製造用型を取外す請求項1〜6のいずれかに記載のビードコアの製造方法。
- 一枚以上のカーカスプライを一対のビードコア間にトロイダルに延在させるとともに、各カーカスプライの側部部分をビードコアの周りに巻き返してなるカーカスのクラウン部の外周側に一層以上のベルト層よりなるベルトを配設し、その外周側にトレッドゴムを配設してなる空気入りタイヤであって、
前記ビードコアを、請求項1〜7のいずれかに記載の方法により製造したものとする空気入りタイヤ。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002333483A JP4243091B2 (ja) | 2002-11-18 | 2002-11-18 | ビードコアの製造方法およびその方法により製造されたビードコアを用いた空気入りタイヤ |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002333483A JP4243091B2 (ja) | 2002-11-18 | 2002-11-18 | ビードコアの製造方法およびその方法により製造されたビードコアを用いた空気入りタイヤ |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2004167724A true JP2004167724A (ja) | 2004-06-17 |
| JP4243091B2 JP4243091B2 (ja) | 2009-03-25 |
Family
ID=32698182
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002333483A Expired - Fee Related JP4243091B2 (ja) | 2002-11-18 | 2002-11-18 | ビードコアの製造方法およびその方法により製造されたビードコアを用いた空気入りタイヤ |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4243091B2 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007055465A (ja) * | 2005-08-25 | 2007-03-08 | Bridgestone Corp | ビードコアおよびそれを用いた空気入りタイヤ |
| CN102441626A (zh) * | 2011-11-07 | 2012-05-09 | 三角轮胎股份有限公司 | 近圆形钢丝圈 |
| JP2017047559A (ja) * | 2015-08-31 | 2017-03-09 | 住友ゴム工業株式会社 | ビードワインディングフォーマー |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN116847997B (zh) | 2021-03-02 | 2024-04-05 | 横滨橡胶株式会社 | 充气轮胎及充气轮胎的制造方法 |
| JP7611362B2 (ja) | 2022-08-16 | 2025-01-09 | 横浜ゴム株式会社 | 空気入りタイヤ |
-
2002
- 2002-11-18 JP JP2002333483A patent/JP4243091B2/ja not_active Expired - Fee Related
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007055465A (ja) * | 2005-08-25 | 2007-03-08 | Bridgestone Corp | ビードコアおよびそれを用いた空気入りタイヤ |
| CN102441626A (zh) * | 2011-11-07 | 2012-05-09 | 三角轮胎股份有限公司 | 近圆形钢丝圈 |
| JP2017047559A (ja) * | 2015-08-31 | 2017-03-09 | 住友ゴム工業株式会社 | ビードワインディングフォーマー |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4243091B2 (ja) | 2009-03-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5297488B2 (ja) | 空気入りタイヤ | |
| JP2014189178A (ja) | 重荷重用ラジアルタイヤ | |
| JP4166308B2 (ja) | 空気入りタイヤ | |
| JP4723837B2 (ja) | タイヤビード構造 | |
| JP4940753B2 (ja) | ゴム補強用スチールコード及びそれを用いた空気入りラジアルタイヤの製造方法 | |
| JP2004167724A (ja) | ビードコアの製造方法およびその方法により製造されたビードコアを用いた空気入りタイヤ | |
| JP2013078902A (ja) | ビードコアの製造方法及び空気入りタイヤの製造方法 | |
| JP6074230B2 (ja) | 空気入りタイヤ、及びその製造方法 | |
| JP3777241B2 (ja) | 空気入りラジアルタイヤ | |
| JP2012131166A (ja) | 空気入りタイヤの製造方法及びビードエーペックスゴム | |
| JPH0310905A (ja) | 空気入りラジアルタイヤ | |
| JP6438345B2 (ja) | 空気入りタイヤ | |
| JP5495426B2 (ja) | 空気入りラジアルタイヤおよびその製造方法 | |
| JP4807976B2 (ja) | 空気入りタイヤおよびその製造方法 | |
| CN103648797A (zh) | 可折叠轮胎、折叠该轮胎的方法及其用途 | |
| JP2012131109A (ja) | 空気入りタイヤの製造方法及びビードエーペックスゴム | |
| EP0478271A1 (en) | Method of manufacture and building drum for a tyre breaker or belt | |
| WO2004065686A1 (ja) | ゴム用補強材、該補強材を用いたゴム製品及びその製造方法、並びに、該補強材を用いた空気入りタイヤ及びその製造方法 | |
| JP4905963B2 (ja) | 空気入りタイヤ | |
| CN1582228A (zh) | 用于形成车轮充气轮胎的方法 | |
| JP6247730B2 (ja) | 空気入りタイヤ、及びその製造方法 | |
| WO2020129870A1 (ja) | 航空機用空気入りタイヤ | |
| JPH11189018A (ja) | 空気入りタイヤ | |
| JP3402503B2 (ja) | 空気入りタイヤ | |
| JP2009143007A (ja) | タイヤ用ゴム部材の製造方法、及び空気入りタイヤ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20051108 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20080717 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080729 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080924 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20080924 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20081021 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20081028 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20081202 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20081226 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120109 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120109 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130109 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130109 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140109 Year of fee payment: 5 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |