JP2004168549A - 巻芯及び多層巻き管 - Google Patents
巻芯及び多層巻き管 Download PDFInfo
- Publication number
- JP2004168549A JP2004168549A JP2003387485A JP2003387485A JP2004168549A JP 2004168549 A JP2004168549 A JP 2004168549A JP 2003387485 A JP2003387485 A JP 2003387485A JP 2003387485 A JP2003387485 A JP 2003387485A JP 2004168549 A JP2004168549 A JP 2004168549A
- Authority
- JP
- Japan
- Prior art keywords
- ply
- embossed
- plies
- tube
- protrusions
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000004804 winding Methods 0.000 claims description 51
- 239000011087 paperboard Substances 0.000 claims description 28
- 238000004049 embossing Methods 0.000 claims description 21
- 239000000835 fiber Substances 0.000 claims description 4
- 238000001035 drying Methods 0.000 claims description 3
- 239000010410 layer Substances 0.000 claims 17
- 239000002356 single layer Substances 0.000 claims 1
- 239000000463 material Substances 0.000 abstract description 21
- 238000000034 method Methods 0.000 description 15
- 238000005452 bending Methods 0.000 description 8
- 239000000123 paper Substances 0.000 description 6
- 239000000853 adhesive Substances 0.000 description 5
- 230000001070 adhesive effect Effects 0.000 description 5
- 230000006835 compression Effects 0.000 description 5
- 238000007906 compression Methods 0.000 description 5
- 229910052782 aluminium Inorganic materials 0.000 description 4
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 4
- 229910052751 metal Inorganic materials 0.000 description 4
- 239000002184 metal Substances 0.000 description 4
- 239000002699 waste material Substances 0.000 description 4
- 239000002985 plastic film Substances 0.000 description 3
- 229920006255 plastic film Polymers 0.000 description 3
- 238000004064 recycling Methods 0.000 description 3
- 239000011888 foil Substances 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 229910000831 Steel Inorganic materials 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 230000000994 depressogenic effect Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000004744 fabric Substances 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 239000012188 paraffin wax Substances 0.000 description 1
- 230000002250 progressing effect Effects 0.000 description 1
- 125000006850 spacer group Chemical group 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 238000011144 upstream manufacturing Methods 0.000 description 1
- 239000011800 void material Substances 0.000 description 1
- 230000003313 weakening effect Effects 0.000 description 1
Images









Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H75/00—Storing webs, tapes, or filamentary material, e.g. on reels
- B65H75/02—Cores, formers, supports, or holders for coiled, wound, or folded material, e.g. reels, spindles, bobbins, cop tubes, cans, mandrels or chucks
- B65H75/04—Kinds or types
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F—MECHANICAL WORKING OR DEFORMATION OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F1/00—Mechanical deformation without removing material, e.g. in combination with laminating
- B31F1/07—Embossing, i.e. producing impressions formed by locally deep-drawing, e.g. using rolls provided with complementary profiles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31C—MAKING WOUND ARTICLES, e.g. WOUND TUBES, OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31C1/00—Making tubes or pipes by feeding at right angles to the winding mandrel centre line
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31C—MAKING WOUND ARTICLES, e.g. WOUND TUBES, OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31C3/00—Making tubes or pipes by feeding obliquely to the winding mandrel centre line
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H75/00—Storing webs, tapes, or filamentary material, e.g. on reels
- B65H75/02—Cores, formers, supports, or holders for coiled, wound, or folded material, e.g. reels, spindles, bobbins, cop tubes, cans, mandrels or chucks
- B65H75/04—Kinds or types
- B65H75/08—Kinds or types of circular or polygonal cross-section
- B65H75/10—Kinds or types of circular or polygonal cross-section without flanges, e.g. cop tubes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F—MECHANICAL WORKING OR DEFORMATION OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F2201/00—Mechanical deformation of paper or cardboard without removing material
- B31F2201/07—Embossing
- B31F2201/0707—Embossing by tools working continuously
- B31F2201/0715—The tools being rollers
- B31F2201/0723—Characteristics of the rollers
- B31F2201/0733—Pattern
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2701/00—Handled material; Storage means
- B65H2701/50—Storage means for webs, tapes, or filamentary material
- B65H2701/51—Cores or reels characterised by the material
- B65H2701/511—Cores or reels characterised by the material essentially made of sheet material
- B65H2701/5112—Paper or plastic sheet material
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/13—Hollow or container type article [e.g., tube, vase, etc.]
- Y10T428/1303—Paper containing [e.g., paperboard, cardboard, fiberboard, etc.]
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Storage Of Web-Like Or Filamentary Materials (AREA)
- Making Paper Articles (AREA)
- Braking Arrangements (AREA)
Abstract
【課題】 管の強度を弱体化することなく巻き管における高価な高強度材料の量を減少させることにある。
【解決手段】 螺旋状又は回旋状に巻かれた多層管40は、突出部42が形成された1つ以上のプライ又は層14を含んでおり、該突出部は、上述した各プライ又は層の一側又は両側から突出しており、該突出部は、質量を増すことなくプライの有効厚さ及び容積を増大させ、該突出部は、管の隣接プライ又は層12,16に当接すると共に、該隣接プライ又は層を、該突出部の間にあるエンボス加工されたプライ又は層の領域から間隔をおいて配置させることが可能であり、それにより管壁内に空きスペース44を形成している。
【選択図】 図4
【解決手段】 螺旋状又は回旋状に巻かれた多層管40は、突出部42が形成された1つ以上のプライ又は層14を含んでおり、該突出部は、上述した各プライ又は層の一側又は両側から突出しており、該突出部は、質量を増すことなくプライの有効厚さ及び容積を増大させ、該突出部は、管の隣接プライ又は層12,16に当接すると共に、該隣接プライ又は層を、該突出部の間にあるエンボス加工されたプライ又は層の領域から間隔をおいて配置させることが可能であり、それにより管壁内に空きスペース44を形成している。
【選択図】 図4
Description
本発明は、複数の層を有する筒形本体壁を形成して該層により該筒形本体壁の半径方向厚みを構成するような方法で、軸線回りに1つ以上のプライの材料を巻くことにより製造される管に関するものである。
螺旋巻き管及び回旋巻き管(convolutely wound tube)は、種々の目的で広く使用されている。螺旋巻き管は、所定の螺旋巻き角度で複数のプライの材料を円筒形のマンドレルに巻き付けることによって形成されており、該複数のプライは、1つのプライの上に別のプライを載せながら巻き付けられると共に一緒に接着され、筒形多層管を形成している。回旋巻き管は、単一プライの材料を筒形(円形又は非円形)マンドレルの回りに複数回巻き付けると共に、この複数巻きを互いに接着することによって形成され、このようにして筒形多層管を形成している。
多層巻き管は、紙、プラスチックフィルム、シートメタル、布地等のようなウェブ材料のロール(もしくは巻取り)を巻くための巻芯として使用されるものである。また、このような管は、ヤーンを製造する際のヤーンキャリヤ、容器本体及びコンクリート柱を流し込むための型としても使用されるものである。
板紙巻芯の場合、顧客(カスタマー)は、巻芯の所要内径及び外径を指定するのが一般的であり、巻芯は、使用中において完全な状態及び寸法を維持することのできるある最低の強度特性を有していなければならない。同時に、巻芯製造業者は、巻芯の製造コストをできるだけ低くすることを望んでいる。本出願の譲受人は、複数品質の板紙から巻芯を形成することによって、高価な高品質板紙の使用を最小にしながら種々の巻芯強度特性を最適化するための方法を開発してきた。例えば、管の複数プライのうち幾つかが低品質(従って、強度がより低い)の板紙から構成されているときであっても、該低品質のプライが管壁内に適切に位置付けられている限り、螺旋巻き板紙管において非常に良好な平面圧縮強さを達成できることが分かっていた。譲受人は、平面圧縮強さ、圧環強さ、軸方向曲げ強さ等のような種々の強度特性を最適化するため、上述のような複数品質の巻芯を解析及び設計するための有限要素法を開発してきた。
一部の適用例においては、高い平面圧縮強さ及び高い圧環強さが必要とされないことがあり、従って、低強度のプライが利用可能であれば、かかるプライであっても管を形成するのに使用してもよい。しかしながら、市場で入手可能な板紙の品質範囲は、最上の経済的効果を達成するのには余りにも強固過ぎる場合がある。
螺旋巻き又は回旋巻きの板紙管中に波形もしくはコルゲート形プライを含ませることは既知である。波形プライの波は、該波が管の軸線と平行に延びていれば、螺旋巻き工程中に壊れずに留まることができ、従って、それらの長手方向曲げ強度を保持できることになる。しかし、その結果として得られる管は、円周方向に剪断荷重を受けたときの波形プライの波が下に沈み、即ち潰れる傾向があるので、捩りに弱くなる。したがって、波が軸線と平行に延びている波形プライを有する管は、実質的に円周方向の剪断荷重がプライに作用することがある巻芯としては適当ではないということになる。
一見したところでは、捩り強度が弱いという問題の解決策は、管の軸線に対して非平行の波を指向していると思われる。しかし、特別の諸ステップ(特許文献1に例示されているように、波形プライを加湿し、加湿しながらプライを巻き、次いで巻いた後に乾燥させるようなステップ)が取られない限り、波は曲がることになり、螺旋方向に無理に延ばされる結果として破断することさえあり、従って、弱体化されることになる。プライが巻かれるときにかかる非平行の波が破断するのを防止するために当該波に刻み目もしくは切れ目を付けることは既知であるが、刻み目もしくは切れ目を付けることは波形プライの強度を弱体化させ、問題の解決策としては良くない。
ハインド(Hinde)に対する米国特許第663,438号明細書
本発明は、巻き管における高価な高強度材料の量を減少させるという一般的な目的に対して全く異なる解決策を採用することにより、上述した必要性に応えると共に、種々の他の利点を達成するものである。本発明によると、管壁の1つ以上の層は、層(単数又は複数)をエンボス加工することによって、何ら質量を増すことなく容積が効果的に増大される。突出部は、層の有効厚さを増すように、エンボス加工された層の少なくとも一側から突出している。これらの突出部は、エンボス加工された層の異なる2方向(例えば、直交する方向)に離間しており、その結果、該突出部により、異なる2方向における層の曲げ剛性が増大されることになる。対照的に、波形プライは、波に対して垂直に曲げ線が延びる方向の曲げに比較的に強いが、波に対して平行に曲げ線が延びる垂直方向の曲げにはやや弱い。しかも、エンボス加工されたプライは、複数の突出部の列を管の軸線に対して平行又は非平行に延ばして、プライの曲げを弱体化することなく巻き付けることができる。
突出部は、限定はされないが、角錐台及び円錐台を含む種々の形状とすることができる。これらの突出部は、プライの一側からのみ或いは両側から突出することが可能である。板紙管を備える好適な実施例において、エンボス加工のプライは、湿潤状態もしくは加湿状態中にエンボス加工されており、その後、プライを管にする前に乾燥させられている。
本発明の一実施形態において、管は単一プライから形成されている。この単一プライは、エンボス加工されると共に、同単一プライの対向縁部が重複継手を形成するように巻き付けられ、この重複継手のところで、重複する対向縁部が互いに接着されている。エンボス加工された単一プライにより可能となった曲げ剛性の強化により、この単一プライの管は、非エンボス加工のプライから形成された単一プライ管と比較して、より向上した曲げ剛性を有することができる。このような単一プライ管は、トイレットペーパー、ペーパータオル、プラスチックフィルム、アルミフォイル等の消費者向け巻取りの芯として、或いは容器本体として有用となるであろう。
本発明の他の実施形態において、管は、1つ以上のエンボス加工層に加えて、少なくとも1つの非エンボス加工層を含む複数のプライから形成されている。各エンボス加工層は、非エンボス加工層と半径方向に隣接していることが好ましい。エンボス加工層の突出部は隣接する非エンボス加工層に当接し、そのため、該隣接する非エンボス加工層は、突出部間にあるエンボス加工層の領域から間隔をあけて配列されている。その結果、空隙容積が管壁内に効果的に組み込まれることになる。従って、この管壁は、中間層(単数又は複数)に突出部を含まない他は同一の管と比較して大きな単位質量当りの容積を有している。言い方を変えれば、所定の管壁容積について、管壁を形成する材料の質量が減少され、従って、単位当り単価を減少させることができる。それにもかかわらず、管の特定の強度特性(特に、ID剛性及び/又はOD剛性)は、何らエンボス加工のプライを有していない管の強度特性に相当し得ることが分かった。
突出部は、押し下げることが可能であり、それにより、管形成作業中にエンボス加工のプライに作用する圧縮圧力の結果として高さは減少するが、これは、プライの有効厚さ及び容積の減少になるので望ましくない。この傾向は、エンボス加工のプライ(単数又は複数)を巻付けベルトの下流位置で巻き付けることにより、及び/又は、プライが所定管径に対して相対的に幅広であるようにプライを比較的に小さな螺旋巻き角度(管軸線から測定)で巻き付けることにより、螺旋巻き管において軽減することができる。例えば、螺旋巻き角度は約55度未満とすることができる。
本発明は板紙管に限定されない。一実施形態において、管は、アルミニウムのようなシートメタルのプライから構成されている。少なくとも1つのプライは、上述したようにエンボス加工されている。その結果として得られる管は、管を構成するのに使用されたものと同一材料のシートメタルを巻き取るための巻芯として都合良く使用することができ、従って、廃棄巻き材料が巻芯上に未だ残っている場合の巻芯のリサイクルを簡単化することになる。その理由は、廃棄巻き材料を巻芯から取り除いて、同廃棄巻き材料と巻芯とを別個のリサイクルラインに入れる必要がなく、それどころか廃棄巻き材料が付いている巻芯を単一のリサイクルラインに入れることができるからである。
一般的な用語で本発明を説明してきたが、次に、必ずしも一律の縮尺で描かれていない添付図面を参照して本発明を説明する。
本発明は、添付図面を参照して以下に更に十分に説明されるであろうが、同添付図面には、本発明の全てではなく一部の実施例が示されている。実際に、本発明は、多くの異なる形態で実施可能であり、本明細書に記載した実施形態に限定されるものと解釈されるべきではない。むしろ、これらの実施形態は、この開示内容が関連法律要件を満たすように提供されている。全体を通じて同様の数字は同様の部材について言及している。
本発明は、多層管における1つ以上のプライ又は層をエンボス加工もしくは型押しすることにより、当該1つ以上のプライ又は層の有効厚さ及び容積を大きくするという原理に基づいている。図1は、本発明に従って螺旋巻き管を形成するための例証的な方法及び装置の一例を示している。管は、丸筒形の細長い固定マンドレル20に複数のプライ10,12,14,16,18を螺旋状に巻き付けることによって形成されている。5枚のプライが例示されているが、本発明は、わずか1枚のプライ及び25枚以上という多くのプライを有する管に適用可能である。プライ10及び12は、その順にマンドレル20に螺旋状に巻き付けられており、接着剤が2番目のプライ12の内向き面に接着剤塗布器22によって塗布されて、プライ10及び12を互いに接着し、マンドレル上に管を形成している。通常の巻付けベルト24は、この管に係合して該管をマンドレルに沿ってねじ式に進行させ、プライ10,12、並びに続いて巻かれるプライ14,16及び18をマンドレル上に又は場合に応じて進行している管上に引き取るように作用するようになっている。巻付けベルト24の下流側で、プライ14,16及び18は進行している管上に螺旋上に巻き取られ、接着剤塗布器26,28及び30がそれぞれ接着剤をこれらプライに塗布し、該プライを互いに接着すると共にプライ12に接着し、一体の管40を形成している。
この実施形態において、プライ14はエンボス加工されている。図1は、プライ14にエンボス加工する型押し機もしくはエンボッサー32をプライ14が通っている状態を例示している。従って、プライ14は、通常の未エンボス加工のプライとして供給巻取り(図示せず)から引き取られて、当該プライがマンドレル20へと進みつつあるときに、エンボッサー32においてエンボス加工されることになる。代案として、エンボス加工されたプライを予め用意して、エンボス加工材料の巻取りの形で供給できるので、このエンボス加工されたプライは、供給巻取りから単に引っ張り出してマンドレルへと進められることになる。
図2は、本発明に従って使用することができるエンボス加工パターンの一実施形態を示している。この実施形態におけるプライ14は、同プライの一方の側から突き出る複数の突出部42を備えている。この明細書において使用されているように、用語“エンボス加工”とは、プライの局部的領域が強制的に変形されてダイ又はローラのような表面にある凹部もしくは窪みに入り込み、変形力が除かれた後も変形が残っているようなプロセスを指しており、“ 突出部”とは、そうして形成されたプライの局部的変形領域を指している。突出部42は、プライ14の平面において異なる2方向に離間している。
図2における突出部42は、円錐台の形状を有している。図2Aは、角錐台の形状に作られた突出部42’の可能代替形状の1つを示している。また、他の形状の突出部も使用することができる。
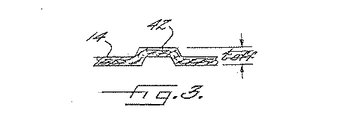
図3は、突出部42の断面図を示している。この突出部は、プライの一方の側にある突起と、プライの他方の側にある対応の凹部又は窪みによって、特徴付けられている。
図4は、図1に示されたプロセスに従い製造された管40の壁の横断面を示している。中間プライ14にある突出部42は、隣接のプライ16に当接している。突出部42が互いに十分に接近して離間している場合、プライ16は、変形して突出部間のスペースに入らない傾向があると思われ、それよりむしろ突出部間に位置したプライ14の領域から離間するであろう。その結果、空きスペース44がプライ14及び16の間並びに突出部間において管壁に形成されることになる。加えて、プライ14の内向き面に存在する対応凹部のため、プライ12及び14の間にも対応する突出部42の領域に空きスペースが形成されている。その結果として、エンボス加工されたプライ14の有効厚さは、該エンボス加工のプライが製作された板材料の厚さよりも厚い。図3に示すように、有効厚さteffは、基本的に、突出部42の頂面からプライ14の底面までが測定されている(具体化して管にした場合であるが、更に後述するように、管巻付け及び形成工程中に突出部が圧縮されて、それにより短縮される結果、有効厚さは幾分減少されるかも知れない)。従って、エンボス加工されたプライ14の有効容積は、プライの質量を何ら増すことなく増大されることになる。
突出部は、必要ならばプライの両側から突出することができる。図5はエンボス加工された代替プライ14’を示しており、これは、該プライの一方の側から突出するプライ突出部42(1つのみを図示)と、該プライの他方の側から突出するプライ突出部43(1つのみを図示)とを有している。このタイプのエンボス加工パターンは、一方の側のみから延びる突出部を有するプライに比べて、管壁内により多くの量の空きスペースを生成するのに有効となり得るものである。
本発明は、板紙、アルミニウム又は鋼のようなシートメタル等を含む多種の材料から製作される管に適用可能である。板紙の場合、乾燥板紙のプライにエンボス加工することにより突出部の領域において繊維の破断が生ずる結果になり、これはプライを弱くしてしまうことになる。従って、図6に略図的に示されたプロセスを採用することによって、エンボス加工を行うことが好ましい。プライ14は、先ず、繊維の結合を弛めるために加湿ユニット50において加湿される。加湿されたプライは、ニップを形成する一対の対向エンボスロール52,54からなるエンボッサーに通され、上述のニップを通る。ロール52は、その外表面に複数の凹部もしくは窪みを画成しており、ロール54は、ロール52にある凹部に位置合わせされると共に、加湿されたプライ14の局部的領域を変形してロール52にある凹部に入れるように構成された複数の対応の突起部を有している。プライ14は、エンボッサーを出た後、ドライヤもしくは乾燥機56において乾燥される。
本発明は、単一のエンボス加工プライを有する管に限定されない。図7は、2つのエンボス加工プライと4つの非エンボス加工プライとを有する管60の代替実施形態を示している。具体的には、管壁は、2つの隣接する非エンボス加工のプライ62,64から製作される半径方向内側領域を有している。管壁の半径方向中間領域は、3つのプライ、即ちプライ64に隣接する内側のエンボス加工のプライ66と、この内側のエンボス加工のプライ66の直ぐ外側にあって接触している中間の非エンボス加工のプライ68と、該プライ68の直ぐ外側にあって接触している外側のエンボス加工のプライ70とから製作されている。最外側の非エンボス加工のプライ72は、外側のエンボス加工のプライ70の回りに巻かれている。従って、各エンボス加工プライは、2つの非エンボス加工プライの間に挟まれている。
例えば、図1に例示したような螺旋巻き工程の間、各プライは、そのプライの巻き張力と同プライの上に巻かれるプライの巻き張力との結果として、半径方向内向きの圧縮を受けることになる。しかも、巻付けベルトの上流側でマンドレルに巻き付けられるこれらのプライもまた、巻付けベルトによる圧力を受けることになる。エンボス加工されたプライの半径方向内向きの圧縮により同プライの突出部がある程度平らになる結果となり、そのため、同プライの有効厚さ及び容積が減少する。エンボス加工されたプライ(単数又は複数)の圧縮は、図1においてエンボス加工のプライ14について記載したように、巻付けベルトの下流側でエンボス加工のプライ(単数又は複数)を巻くことによって、小さくすることができる。
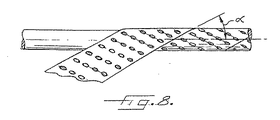
螺旋巻き中の突出部の平坦化を減らすための別の技術は、図8に示すように、比較的に幅広であると共に、比較的に小さな螺旋巻き角度α(管の軸線から測定)で巻き付けられる複数のプライを使用することである。大抵の螺旋巻き工程において、プライは、少なくとも約45度の螺旋巻き角度で巻き付けられる。本発明に基づき、少なくとも1つ以上のエンボス加工プライを有する螺旋巻き管は、約55度未満の螺旋巻き角度でプライを巻き付けることにより形成されている。その結果、所定の管直径に対して、プライは比較的に幅広であり、同様に、所定の管長さに対して、プライは比較的に少ない回数で管軸線の回りに巻きつくことになる。これは、プライの圧縮を弱め、従って、エンボス加工されたプライ(単数又は複数)の突出部を平らにする傾向を弱めることになるということが分かった。
特に言及すると、本発明は螺旋巻き管に限定されるものではない。また、本発明に従った多層管は、製造すべき管の所望長さに対応する幅を有する単一の帯状材料片をマンドレルの周りに複数巻きする回旋もしくはコンボリュート巻き工程によっても製造されることができる。エンボス加工された1つ以上の中間層を有するコンボリュート巻きの管を製造するため、図9に概略的示されているような帯状材料片74が用いられている。この帯状材料片は、エンボス加工されていない内側端部分78(即ち、マンドレル76に巻き付けられたときに管壁の半径方向内側の領域を形成する部分)と、エンボス加工された中間部分80と、エンボス加工されていない外側端部分82とを有している。帯状材料片74がマンドレルの周りに巻き付けられるときに、その結果としてもたらされる管は、1つ以上の非エンボス加工の層から構成される半径方向内側領域と、1つ以上のエンボス加工の層から構成される中間領域と、1つ以上の非エンボス加工の層から構成される半径方向外側領域とを有している。
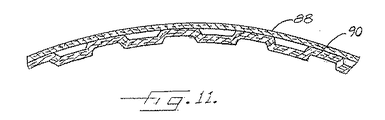
本発明は、3つ以上のプライを有する管に限定されない。例えば、図10及び図11は2プライからなる板紙管の2つの実施形態を示している。図10の実施形態においては、エンボス加工の板紙プライ84は管の外側表面を形成し、非エンボス加工の板紙プライ86は管の内側表面を形成し、該プライ84及び86は隣接していて互いに接着されている。図11の実施形態においては、プライの位置は逆になっており、従って、外側プライが非エンボス加工のプライ88であり、内側プライがエンボス加工のプライ90である。
本発明は、1プライの管であっても適用可能である。本発明に基づいて1プライの管を形成するため、エンボス加工のプライは、図8に示すように、プライの一縁部をマンドレル上にあるプライの前の巻回の対向縁部に一部重複させて、螺旋状に巻き付けることができる。重複する縁部同士は、接着されて重複継手を形成することになる。このような1プライの管は、トイレットペーパー、ペーパータオル、プラスチックフィルム、プレゼント用包装材料、アルミフォイル、パラフィン紙等のような巻取り形態の消費者製品のための芯として、或いは容器本体として有用である。
本発明に基づいた管におけるエンボス加工のプライは、約1.2対4、より好ましくは約1.5対2.5の有効厚さ(エンボス加工後)対実際厚さ(エンボス加工前)の比率を有するのが有利である。
本発明は、管の全プライ又は全層が非エンボス加工である場合に使用される材料よりも少ない材料を効果的に使用しながら、例えば、特定の内径及び外径を有するように螺旋巻き管又は回旋巻き管を構成することができる。例えば、エンボス加工のプライの有効厚さがその他の点では同一の非エンボス加工のプライの厚さの2倍であると仮定すると、1つのエンボス加工プライと同じ総厚さとするのに2つの非エンボス加工プライが必要とされるであろう。本発明は、管の外径が特定の値に適合するが管の強度要求が特別に厳しくないような適応例において有用である。
しかし、管に1つ以上のエンボス加工プライを採用することによって、同管の全強度特性を必ずしも著しく損なうことはないということが、試験に基づいて判明した。76.2mm(3in)の内径を有する螺旋巻き管を5つの非エンボス加工の板紙プライで製作した。該プライのうち3つは、15ポイント(0.015in,0.38mm)の厚さを有する比較的に強靭なA級ボードであり、2つのプライは、30ポイント(0.03in,0.76mm)の厚さを有するB級ボードであった。IDからODへと積層された管は、2A/2B/1Aであった。同一の内径を有する第2の管は、15ポイントの厚さをそれぞれ有する3つのA級ボードのプライと、厚さ30ポイントの1つのB級ボードのプライとから製作され、このB級ボードは、エンボス加工されており、巻付け前のその有効厚さは約65ポイント(0.065in,1.65mm)であった。IDからODへと積層された管は、2A/1Bembossed/1Aであった。エンボス加工されたプライは、概ね角錐台として形成された突出部をその両側面に有している。平面圧縮強さ試験、フープ曲げ剛性(hoop bending stiffness)試験、圧環試験、及びID剛性試験を各管について行った。結果は以下の表1に示されている。

上述の結果は、エンボス加工のプライを有する管が実質的に同一の寸法を有する標準管の約1/3の平面圧縮強さ及び圧環強さを有することを示している。エンボス加工されたプライを有する管の曲げ剛性も標準管よりもずっと小さかった。しかし、エンボス加工管及び標準管のID剛性はほぼ同一であった。
別の試験において、それぞれが9つの幅広プライを有し、そのうちの1枚がエンボス加工されている多数の芯を製作した。管壁内におけるエンボス加工されたプライの半径方向位置は、管形成中のプライの圧縮の結果として、エンボス加工プライの厚さ減少に対するプライ位置の効果を見極めるために、変化させた。エンボス加工されたプライが管の最外層のプライから3番目である場合、測定されたプライの厚さ減少は非常に小さかった。エンボス加工されたプライが外側表面から5番目のプライである場合、厚さ減少はもっと大きかったが、相対的には依然として若干であった。エンボス加工されたプライが外側表面から8番目のプライ(最内側のプライの次のプライ)である場合、厚さ減少は最も大きかったが依然として少なかった。
前述した記載及び関連の図面で提供された教示をもって恩恵を受ける本発明に関係した技術に習熟した者は、本発明の種々の改変及びその他の実施形態に想到するであろう。従って、言うまでもなく、本発明は、開示した特定の実施形態に限定されるものではなく、その他の改変及び実施形態も特許請求の範囲内に包含されることが企図されている。本明細書において特定の用語が用いられているが、これらの用語は、一般的かつ説明的な意味で使用されており、限定のために用いられているのではない。
10,12,16,18 非エンボス加工のプライ
14,14’ エンボス加工のプライ
20 マンドレル
22,26,28,30 接着剤塗布器
24 巻付けベルト
32 エンボッサー
40,60 管
42,42’,43 突出部
44 空きスペーサ
50 加湿ユニット
52,54 エンボスロール
56 ドライヤ
62,64,68,72 非エンボス加工のプライ
66,70 エンボス加工のプライ
74 帯状材料片
78 エンボス加工されていない内側端部分
80 エンボス加工された中間部分
82 エンボス加工されていない外側端部分
84,90 エンボス加工された板紙プライ
86,88 非エンボス加工の板紙プライ
14,14’ エンボス加工のプライ
20 マンドレル
22,26,28,30 接着剤塗布器
24 巻付けベルト
32 エンボッサー
40,60 管
42,42’,43 突出部
44 空きスペーサ
50 加湿ユニット
52,54 エンボスロール
56 ドライヤ
62,64,68,72 非エンボス加工のプライ
66,70 エンボス加工のプライ
74 帯状材料片
78 エンボス加工されていない内側端部分
80 エンボス加工された中間部分
82 エンボス加工されていない外側端部分
84,90 エンボス加工された板紙プライ
86,88 非エンボス加工の板紙プライ
Claims (22)
- 軸線の周りに巻き付けられると共に互いに接着されて、半径方向の内側層と、半径方向の外側層と、前記内側層及び前記外側層間に半径方向に配置される中間層とを少なくとも含む複数の層から構成されるような態様で筒形本体壁を形成する1乃至複数のプライを備え、
前記中間層は、その少なくとも一側から突出すると共に、前記筒形本体壁の軸方向及び円周方向の双方に離間した複数の突出部を有しており、該突出部は、前記筒形本体壁の少なくとも1つの隣接層に当接していて、前記突出部間にある前記中間層の領域から前記隣接層を半径方向に離間させるようになっており、それにより前記突出部が前記筒形本体壁の容積を、質量を増すことなく効果的に増大させている、巻芯。 - 前記筒形本体壁は、前記複数の層を形成するように、複数のプライを、1つのプライを別の1つのプライの上にして、前記軸線の周りに螺旋状に巻き付けることにより形成されており、前記中間層はエンボス加工されたプライである、請求項1に記載の巻芯。
- 前記筒形本体壁は、前記複数の層を形成するように、単一のプライを、複数巻きして前記軸線の周りにコンボリュートに巻き付けることにより形成されており、前記中間層は前記単一プライのエンボス加工された横部分である、請求項1に記載の巻芯。
- 前記中間層にある前記突出部は、ほぼ円錐台又は角錐台として形成されている、請求項1に記載の巻芯。
- 前記プライは板紙である、請求項2に記載の巻芯。
- 前記単一プライは板紙である、請求項3に記載の巻芯。
- 前記中間層を形成するプライは、同プライにおける繊維結合を弛めるために前記プライを加湿し、加湿しながら前記プライをエンボス加工し、かつ前記プライを巻き付ける前に乾燥させることにより形成される湿式エンボス加工の板紙プライである、請求項5に記載の巻芯。
- 前記中間層を形成するプライの半径方向内側には複数のプライが配置されている、請求項2に記載の巻芯。
- 前記中間層を形成するプライの半径方向外側には複数のプライが配置されている、請求項2に記載の巻芯。
- 前記筒形本体壁は1つ以上のエンボス加工のプライを含んでいる、請求項2に記載の巻芯。
- 1つのプライを別の1つのプライの上にして軸線の周りに螺旋状に巻き付けられると共に互いに接着されて、筒形本体壁を形成する複数のプライを備え、
前記筒形本体壁の内部に設けられる少なくとも1つの中間プライは、同中間プライの少なくとも一表面から突出する突出部を形成すべくエンボス加工されており、該突出部は、前記筒形本体壁の少なくとも1つの隣接プライに当接していて、前記突出部間にある前記中間プライの領域から前記隣接プライを半径方向に離間させるようになっており、それにより前記突出部が前記筒形本体壁の容積を、質量を増すことなく効果的に増大させている、螺旋巻き管。 - 前記複数のプライは板紙である、請求項11に記載の螺旋巻き管。
- 前記突出部は、前記中間プライの両面の各々から突出していると共に、前記中間プライの各側にある隣接プライに当接している、請求項11に記載の螺旋巻き管。
- 前記突出部は円錐台又は角錐台から構成されている、請求項11に記載の螺旋巻き管。
- 前記複数のプライは板紙から構成されており、前記中間プライは、同中間プライにおける繊維結合を弛めるために前記中間プライを加湿し、加湿しながら前記中間プライをエンボス加工し、かつ前記中間プライを巻き付ける前に乾燥させることにより形成される湿式エンボス加工の板紙プライから構成されている、請求項11に記載の螺旋巻き管。
- 前記複数のプライは、前記軸線から測定して約55度未満の螺旋巻き角度で巻き付けられている、請求項11に記載の螺旋巻き管。
- 少なくとも4つのプライがあり、前記少なくとも1つのエンボス加工されたプライの半径方向内側にあるプライの数は、前記少なくとも1つのエンボス加工されたプライの半径方向外側にあるプライの数よりも多い、請求項11に記載の螺旋巻き管。
- プライの1つの縁部が反対側の縁部に重複するように軸線の周りに螺旋状に巻かれる単一プライを備え、前記両縁部は、前記単一プライが管を形成するように互いに接着されており、前記単一プライは、同単一プライの少なくとも一表面から複数の突出部を突出してエンボス加工されており、前記複数の突出部は、前記管の軸方向及び円周方向の双方に離れて配置されており、前記エンボス加工された単一プライの一表面は前記管の内側表面を形成し、前記エンボス加工された単一プライの反対側の表面は前記管の外側表面を形成している、螺旋巻き管。
- 1つのプライを別の1つのプライの上にして軸線の周りに巻き付けられると共に互いに接着される複数のプライを備える螺旋巻き管であって、該複数のプライは、複数の突出部を有するエンボス加工されたプライを含んでおり、該複数の突出部は、前記エンボス加工されたプライの少なくとも一表面から突出すると共に、前記管の軸方向及び円周方向の双方に離れて配置されており、前記管の内側表面は非エンボス加工のプライにより形成されている、螺旋巻き管。
- 前記エンボス加工されたプライは、エンボス加工前のプライの厚さの約1.2乃至4倍のエンボス加工後の有効厚さを有している、請求項19に記載の螺旋巻き管。
- 前記エンボス加工されたプライの有効厚さは、エンボス加工前の前記厚さの約1.5乃至2.5倍である、請求項20に記載の螺旋巻き管。
- 1つのプライを別の1つのプライの上にして軸線の周りに巻き付けられると共に互いに接着される複数の板紙プライを備える螺旋巻き管であって、該複数の板紙プライは、複数の突出部を有するエンボス加工されたプライを含んでおり、該複数の突出部は、前記エンボス加工されたプライの少なくとも一表面から突出すると共に、前記管の軸方向及び円周方向の双方に離れて配置されており、前記管の内側表面は前記エンボス加工された板紙プライにより形成されている、螺旋巻き管。
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US10/298,409 US20040096604A1 (en) | 2002-11-18 | 2002-11-18 | Wound multi-layer tube having one or more embossed plies |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004168549A true JP2004168549A (ja) | 2004-06-17 |
Family
ID=32176215
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003387485A Pending JP2004168549A (ja) | 2002-11-18 | 2003-11-18 | 巻芯及び多層巻き管 |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US20040096604A1 (ja) |
| EP (1) | EP1419985A3 (ja) |
| JP (1) | JP2004168549A (ja) |
| KR (1) | KR20040044140A (ja) |
| CN (1) | CN1500713A (ja) |
| CA (1) | CA2445090A1 (ja) |
| MX (1) | MXPA03009155A (ja) |
| SG (1) | SG125924A1 (ja) |
| TW (1) | TW200418634A (ja) |
Families Citing this family (33)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6810643B1 (en) * | 2003-04-21 | 2004-11-02 | L&P Property Management Company | Method of roll packing compressible materials |
| US20050136204A1 (en) * | 2003-12-23 | 2005-06-23 | Sonoco Development, Inc. | Multi-ply linear draw support post |
| ITFI20040046A1 (it) * | 2004-02-24 | 2004-05-24 | Fabio Perini | Macchina e metodo per produrre tubi di cartone |
| KR100746170B1 (ko) * | 2005-05-12 | 2007-08-03 | 주식회사 다인기술 | 다각형 단면을 갖는 지관의 제조 방법 및 장치, 그 방법에의하여 제조된 지관 |
| US20060280883A1 (en) * | 2005-06-14 | 2006-12-14 | Sonoco Development, Inc. | Wound sandwich tube with corrugated shell |
| US7712487B2 (en) * | 2006-09-13 | 2010-05-11 | Sonoco Development, Inc. | Spirally wound tube with voids and method for manufacturing the same |
| CA2617812C (en) * | 2007-01-12 | 2013-07-09 | Cascades Canada Inc. | Wet embossed paperboard and method and apparatus for manufacturing same |
| US8012309B2 (en) * | 2007-01-12 | 2011-09-06 | Cascades Canada Ulc | Method of making wet embossed paperboard |
| US9212021B2 (en) * | 2008-02-04 | 2015-12-15 | Sonoco Development, Inc. | Winding cores for material rolls having high roll strain energy, and method for making same |
| US7736455B2 (en) * | 2008-06-26 | 2010-06-15 | Chandra Sekar | Methods for manufacturing a paint roller with grooved substrate |
| US8084108B2 (en) * | 2008-10-24 | 2011-12-27 | Sonoco Development, Inc. | Core having enhanced ID stiffness and method for manufacturing the same |
| KR200452690Y1 (ko) * | 2010-03-18 | 2011-03-21 | 에스케이씨하스디스플레이필름(유) | 필름 권취용 소프트 코아 |
| CN102152517B (zh) * | 2010-12-16 | 2016-01-20 | 烟台正海合泰科技股份有限公司 | 带有夹心的玻纤增强聚氨酯制品及其生产方法 |
| JP5314065B2 (ja) * | 2011-02-22 | 2013-10-16 | 大王製紙株式会社 | トイレットロール製品の製造方法及びトイレットロール製品 |
| BR112013029369A2 (pt) * | 2011-05-13 | 2017-01-31 | Deepflex Inc | laminado de reforço tendo uma característica de alinhamento |
| CN102514244A (zh) * | 2011-12-30 | 2012-06-27 | 上海紫泉标签有限公司 | 标签合掌方法、标签合掌装置以及合掌标签 |
| EP2653299A1 (en) * | 2012-04-20 | 2013-10-23 | Sca Tissue France | A single ply core manufacturing method, a ply and a single ply core |
| WO2014130407A1 (en) | 2013-02-21 | 2014-08-28 | The Procter & Gamble Company | A method of manufacturing fibrous cores |
| MX2015010864A (es) | 2013-02-21 | 2015-12-03 | Procter & Gamble | Centros fibrosos. |
| EP2958831B1 (en) * | 2013-02-21 | 2017-05-31 | The Procter and Gamble Company | Packaging comprising fibrous cores |
| WO2014130421A1 (en) * | 2013-02-21 | 2014-08-28 | The Procter & Gamble Company | Fibrous cores |
| US9756991B2 (en) | 2013-02-21 | 2017-09-12 | The Procter & Gamble Company | Fibrous cores |
| US9090039B2 (en) | 2013-04-24 | 2015-07-28 | Kline Smyly | Paper tube for winding materials |
| CN104691026B (zh) * | 2013-12-09 | 2018-01-12 | 周中哲 | 用于支撑结构的复合管及其制法 |
| TWI623672B (zh) | 2013-12-09 | 2018-05-11 | 財團法人國家實驗研究院 | Composite pipe for supporting structure and preparation method thereof |
| KR101848465B1 (ko) * | 2017-12-14 | 2018-04-12 | 이양우 | 엠보지관 제조장치 |
| CN107890264B (zh) * | 2018-01-02 | 2020-10-09 | 莆田市明扬纸品有限公司 | 带有勺子的多功能吸管 |
| ES2935784T3 (es) * | 2018-05-29 | 2023-03-10 | Sonoco Dev Inc | Recubrimiento y tinta de barrera protectora |
| CN109334114B (zh) * | 2018-09-04 | 2020-09-29 | 镇江市鑫泰绝缘材料有限公司 | 一种绝缘皱纹纸连续包钎装置 |
| EP3911455A4 (en) * | 2019-01-20 | 2022-11-30 | Techreo LLC | METHODS FOR MAKING TUBULAR LAYER STRUCTURES |
| EP3911881B1 (en) * | 2019-01-20 | 2025-04-09 | Techreo LLC | Tubular structures |
| US11370628B1 (en) * | 2021-10-15 | 2022-06-28 | Abzac Canada Inc. | Convolute cardboard tube, apparatus and method for manufacturing the same |
| US20230249433A1 (en) * | 2022-02-10 | 2023-08-10 | Sonoco Development, Inc. | Embossment Protective Feature for Core Tubes |
Family Cites Families (27)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1319455A (en) * | 1919-10-21 | Corrugated-paper tube | ||
| US663438A (en) * | 1900-01-22 | 1900-12-11 | James J Hinde | Method of forming curved articles from celluform board. |
| US726894A (en) * | 1901-02-04 | 1903-05-05 | J W Sefton Mfg Company | Paper mailing-tube. |
| US1090593A (en) * | 1912-02-01 | 1914-03-17 | Charles Leffler & Company | Method of forming boxes and tubes. |
| US1411960A (en) * | 1920-07-14 | 1922-04-04 | Doino Carmine | Heat-insulating covering for pipes |
| US1750204A (en) * | 1928-03-01 | 1930-03-11 | Robert G Wichner | Protecting container for butter tubs or the like |
| US2162841A (en) * | 1937-03-08 | 1939-06-20 | Sonoco Products Co | Thread cores |
| US2179057A (en) * | 1937-05-03 | 1939-11-07 | United States Gypsum Co | Heat insulation |
| US2457198A (en) * | 1945-10-22 | 1948-12-28 | Morbell Products Corp | Container and blank therefor |
| US2788840A (en) * | 1954-01-15 | 1957-04-16 | Nicolet Ind Inc | Method for producing pipe covering and the like |
| US2893436A (en) * | 1954-10-12 | 1959-07-07 | Ephraim H Roden | Horizontal corrugated paper tube and method of making the same |
| US2877150A (en) * | 1955-05-11 | 1959-03-10 | Marion E Wilson | Method of manufacturing pipes, conduits, and the like |
| US3410473A (en) * | 1966-08-22 | 1968-11-12 | Robert M. Petrie | Corrugated bodies and method of forming same |
| GB1101889A (en) * | 1966-12-16 | 1968-01-31 | Martin Ferrey Ltd | Containers made of corrugated fibrous sheet material |
| US3826445A (en) * | 1971-12-23 | 1974-07-30 | Sonoco Products Co | Yarn tube |
| GB1491206A (en) * | 1973-11-08 | 1977-11-09 | Atomic Energy Authority Uk | Catalyst bodies |
| US4347934A (en) * | 1978-12-28 | 1982-09-07 | Consolidated Foods Corporation | Corrugated container |
| US4978406A (en) * | 1989-04-25 | 1990-12-18 | Showa Products Company | Process for producing tube |
| US5316622A (en) * | 1992-07-16 | 1994-05-31 | Babinsky Vladislav A | Embossed or dimpled combined board |
| US5769311A (en) * | 1994-08-02 | 1998-06-23 | Toppan Printing Co., Ltd. | Heat insulating cup and method of manufacturing the same |
| US5547124A (en) * | 1995-07-18 | 1996-08-20 | Michael Hoerauf Maschinenfabrik Gmbh & Co. Kg | Heat insulating container |
| US5660326A (en) * | 1995-08-18 | 1997-08-26 | Sherwood Tool Incorporated | Multi-layered insulated cup formed from folded sheet |
| US6039682A (en) * | 1996-10-23 | 2000-03-21 | Fort James Corporation | Containers formed of a composite paperboard web and methods of forming |
| US5857641A (en) * | 1997-06-03 | 1999-01-12 | Kimberly-Clark Worldwide, Inc. | Winding core having integral entangling mechanism |
| US6257485B1 (en) * | 1998-11-30 | 2001-07-10 | Insulair, Inc. | Insulated cup and method of manufacture |
| US6085970A (en) * | 1998-11-30 | 2000-07-11 | Insulair, Inc. | Insulated cup and method of manufacture |
| US6253995B1 (en) * | 2000-05-16 | 2001-07-03 | Burrows Paper Corporation | Insulated containers and sidewalls having laterally extending flutes, and methods |
-
2002
- 2002-11-18 US US10/298,409 patent/US20040096604A1/en not_active Abandoned
-
2003
- 2003-09-26 EP EP03256060A patent/EP1419985A3/en not_active Withdrawn
- 2003-10-01 SG SG200305762A patent/SG125924A1/en unknown
- 2003-10-07 MX MXPA03009155A patent/MXPA03009155A/es not_active Application Discontinuation
- 2003-10-14 CA CA002445090A patent/CA2445090A1/en not_active Abandoned
- 2003-10-20 CN CNA200310100577A patent/CN1500713A/zh active Pending
- 2003-10-22 TW TW092129270A patent/TW200418634A/zh unknown
- 2003-11-17 KR KR1020030080976A patent/KR20040044140A/ko not_active Ceased
- 2003-11-18 JP JP2003387485A patent/JP2004168549A/ja active Pending
Also Published As
| Publication number | Publication date |
|---|---|
| EP1419985A3 (en) | 2004-07-28 |
| EP1419985A2 (en) | 2004-05-19 |
| CN1500713A (zh) | 2004-06-02 |
| MXPA03009155A (es) | 2004-09-10 |
| TW200418634A (en) | 2004-10-01 |
| KR20040044140A (ko) | 2004-05-27 |
| US20040096604A1 (en) | 2004-05-20 |
| CA2445090A1 (en) | 2004-05-18 |
| SG125924A1 (en) | 2006-10-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2004168549A (ja) | 巻芯及び多層巻き管 | |
| KR100257423B1 (ko) | 바람직한 접합선 구조를 갖는 코어에 감긴 종이 제품용 코어 | |
| US10850481B2 (en) | Paper cup and its manufacturing process | |
| JP2005178909A (ja) | 複数重ね部からなる直線引出し支柱 | |
| CA2712492C (en) | Centrally-holed paper roll with reinforcing element and method of manufacturing said roll | |
| CN110431100B (zh) | 用于薄纸卷的管状芯和用于生产该管状芯的方法 | |
| US20040185205A1 (en) | Tube made out of pre-adhered plies | |
| CN101939241B (zh) | 用于具有高卷制应变能的材料卷筒的卷绕芯以及制造该卷绕芯的方法 | |
| CA2497756C (en) | Stackable winding core and method of making same | |
| US20060280883A1 (en) | Wound sandwich tube with corrugated shell | |
| JP2013518610A (ja) | コアの周囲に巻回されたシート形態の製品のためのコア、ならびにそうしたコアを用いて形成されたロール | |
| CN111372764A (zh) | 瓦楞板和容器 | |
| US5894708A (en) | Compressed core-wound paper product having a core opening and a process of making the same | |
| HK1061551A (en) | Wound multi-layer tube having one or more embossed plies | |
| KR20010049333A (ko) | 종이롤의 권취 및 지지를 위한 제지용 코어구조물 | |
| JP7235914B1 (ja) | 回旋状厚紙製筒、当該回旋状厚紙製筒の製造装置及び方法 | |
| US20070059467A1 (en) | Spirally wound tube with voids and method for manufacturing the same | |
| EP2653299A1 (en) | A single ply core manufacturing method, a ply and a single ply core | |
| JP2025075451A (ja) | トイレットロール包装体 | |
| JPH1149436A (ja) | ダンボール製紙管 | |
| HK1013059B (en) | Core for core wound paper products having preferred seam construction |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20060516 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20061013 |