JP2004169671A - 火花点火内燃機関、その点火プラグおよびそのシリンダヘッド並びにそのシリンダヘッドの製造方法 - Google Patents
火花点火内燃機関、その点火プラグおよびそのシリンダヘッド並びにそのシリンダヘッドの製造方法 Download PDFInfo
- Publication number
- JP2004169671A JP2004169671A JP2002339656A JP2002339656A JP2004169671A JP 2004169671 A JP2004169671 A JP 2004169671A JP 2002339656 A JP2002339656 A JP 2002339656A JP 2002339656 A JP2002339656 A JP 2002339656A JP 2004169671 A JP2004169671 A JP 2004169671A
- Authority
- JP
- Japan
- Prior art keywords
- cylinder head
- electrode
- spark
- plug
- insulator
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images


Landscapes
- Cylinder Crankcases Of Internal Combustion Engines (AREA)
- Spark Plugs (AREA)
- Ignition Installations For Internal Combustion Engines (AREA)
Abstract
【課題】電極消耗量の少ないハウジングレス点火プラグを提供する。
【解決手段】本発明の点火プラグは、高電圧が供給される中心電極(11)とその外周面を覆って絶縁する碍子(15)とを有し、少なくとも碍子の燃焼室(S)側に位置する碍子脚部(15a)の周囲にハウジングをもたないプラグ本体(1)と、このプラグ本体を収納するプラグホール(21)の燃焼室側に環状に設けられて碍子から露出した中心電極の先端部(11a)の外周囲近傍に位置すると共にシリンダヘッドと異なる材質である電極材よりなる環状接地電極(3)とからなる。そして、中心電極の先端部と環状接地電極との間に形成された放電ギャップ間で火花放電がなされて圧縮混合気に点火される。
【選択図】図1
【解決手段】本発明の点火プラグは、高電圧が供給される中心電極(11)とその外周面を覆って絶縁する碍子(15)とを有し、少なくとも碍子の燃焼室(S)側に位置する碍子脚部(15a)の周囲にハウジングをもたないプラグ本体(1)と、このプラグ本体を収納するプラグホール(21)の燃焼室側に環状に設けられて碍子から露出した中心電極の先端部(11a)の外周囲近傍に位置すると共にシリンダヘッドと異なる材質である電極材よりなる環状接地電極(3)とからなる。そして、中心電極の先端部と環状接地電極との間に形成された放電ギャップ間で火花放電がなされて圧縮混合気に点火される。
【選択図】図1
Description
【0001】
【発明の属する技術分野】
本発明は、燃焼室内の圧縮混合気に点火プラグにより火花点火して運転される火花点火内燃機関と、その点火プラグおよびそのシリンダヘッド並びにそのシリンダヘッドの製造方法に関するものである。
【0002】
【従来の技術】
火花点火内燃機関には、ロータリエンジンもあるが、現在の主流はレシプロエンジンである。このレシプロエンジンでは、先ず、シリンダヘッドの吸気ポートから混合気または空気(以下、単に「混合気等」という)を取込む。取込まれた混合気等は、ピストンの上昇動によってシリンダ内で圧縮されて、ピストンの頂面とシリンダヘッドの下面との間に形成された燃焼室内で空気と燃料との圧縮混合気となる。そして、この圧縮混合気は、燃焼室に配設されている点火プラグ(スパークプラグ)の中心電極と接地電極との間の火花放電によって、火花点火される。このとき発生する爆発力(熱エネルギー)がピストンひいてはコンロッドによって連結されたクランクシャフトの回転駆動源となる。その後、燃焼ガスはシリンダヘッドの排気ポートからシリンダ外へ排出される。
【0003】
このレシプロエンジン(以下、適宜、単に「エンジン」という。)の性能向上は、基本的に、所定容積のシリンダ内に如何に多くの混合気等を取込み、上死点付近で素早くきれいに燃焼させるかにかかっている。そこで従来から、吸排気ポート形状の最適化、それらの燃焼室側開口を開閉するバルブの多数化、吸排気管長の調整による脈動波の利用、燃焼室形状の最適化、点火プラグの複数化等ありとあらゆる手段が開発、採用されてきた。このため、もはや従来の手法によってエンジンの性能向上を図ることは困難となりつつあった。
ところが、最近、下記特許文献1にもあるように、従来の点火プラグの替りに、占有スペースの小さいいわゆるハウジングレス点火プラグを使用して、吸排気バルブ径のさらなる拡大化等を図ることが提案がされつつある。
また、ハウジングレス点火プラグではないが、従来の点火プラグの接地電極をシリンダヘッドに圧入固定して、燃焼室内での気流の乱れを安定化させてエンジン性能の向上を図ったものが下記特許文献2に開示されている。
【0004】
【特許文献1】
特開2001−123926号公報
【特許文献2】
特開2000−357578号公報
【0005】
【発明が解決しようとする課題】
ところで、ハウジングレス点火プラグ等を使用する場合、上記特許文献1にもあるように、接地電極をシリンダヘッド側等に別途設けることが必要となる。
上記特許文献1では、従来の接地電極と同形状である鉤型状の接地電極(以下、適宜、単に、「鉤型接地電極」と呼ぶ。)を、シリンダヘッドのプラグホール周辺に溶接等により固定している(特許文献1の図1等)。また、プラグホール周辺から燃焼室側へ突出した円筒状の接地電極をシリンダヘッドと一体に設けて、シリンダヘッド自体を接地電極とすることも開示している(特許文献1の図2(b)等)。
【0006】
しかし、前者のように、鉤型接地電極は、常に高温の燃焼ガスに全面が曝されている上にシリンダヘッドとの結合面積も小さいことから、シリンダヘッドとの間の熱伝達性や熱伝導性が悪く、非常に高温となり易い。従って、従来と同形状の接地電極を単にシリンダヘッドに溶接等しただけでは、その接地電極は短時間のうちに消耗してしまう。
また、後者のように、シリンダヘッドの一部からなる接地電極は、通常、Al合金製鋳物製であることから、ニッケル合金等の電極材からなる接地電極と異なり、火花放電に対する耐久性は非常に低く、上記の鉤型接地電極よりも急激な消耗を生じることは言うまでもない。
このような耐久性等の観点から、従来、ハウジングレス点火プラグが実用化されたエンジンはなく、それによってエンジンの高性能化を実現することも困難であった。このような事情は、上記特許文献2の場合でも同様である。
【0007】
本発明は、このような事情に鑑みて為されたものであり、ハウジングレス点火プラグの実用化を可能とし、それによって、さらなる高性能化や設計自由度の拡大等を図れる火花点火内燃機関を提供することを目的とする。また、その点火プラグ自体、それに適したシリンダヘッドやその製造方法も併せて提供する。
【0008】
【課題を解決するための手段および発明の効果】
本発明者はこの課題を解決すべく鋭意研究し、試行錯誤を重ねた結果、シリンダヘッドとは異なる材質からなる環状の接地電極をシリンダヘッドに設けることを思い付き、本発明を完成させるに至った。
(火花点火内燃機関)
すなわち、本発明の火花点火内燃機関は、吸気バルブにより開閉される吸気口と排気バルブにより開閉される排気口とを有する燃焼室を形成するシリンダヘッドを備え、該燃焼室内の空気および燃料からなる圧縮混合気に点火プラグによって火花点火される火花点火内燃機関であって、
前記点火プラグは、高電圧が供給される中心電極と該中心電極の外周面を覆い該中心電極を絶縁する碍子とを有し、少なくとも該碍子の燃焼室側に位置する碍子脚部の周囲にハウジングをもたないプラグ本体と、該プラグ本体を収納する前記シリンダヘッドのプラグホールの該燃焼室側に環状に設けられて該碍子から露出した該中心電極の先端部の外周囲近傍に位置すると共に該シリンダヘッドと異なる材質である電極材よりなる環状接地電極とからなり、該中心電極の先端部と該環状接地電極との間に形成された放電ギャップ間で火花放電がなされて前記圧縮混合気に点火されることを特徴とする。
【0009】
本発明の火花点火内燃機関(以下、適宜、単に「エンジン」と呼ぶ。)は、従来の一般的な点火プラグが有していた最外周側のハウジングを取り去ったハウジングレス点火プラグ(プラグ本体)によって、燃焼室内の圧縮混合気に火花点火するようにしたものである。そして、従来、点火プラグのハウジングに溶接等されていた接地電極を、シリンダヘッドの燃焼室側に設けることとした。
ここで、上記特許文献1等に開示されたような接地電極では耐久性等がなく、そのハウジングレス点火プラグ(以下、適宜、単に「点火プラグ」と呼ぶ。)の実用化が困難であることは前述した通りであるし、また、このことは本発明者が実験によって確認しているところでもある。そこで、本発明者は、さらに種々の試行錯誤や実験等を重ねることにより、シリンダヘッドとは異なる電極材からなり、かつ、環状である接地電極(環状接地電極)をシリンダヘッドに設けることで、その消耗を著しく抑制できることを新たに見出すに至った。
【0010】
この環状接地電極が優れた特性を発現する理由は現状必ずしも定かではないが、次のように考えられる。
接地電極を環状とすることにより、接地電極とシリンダヘッドとの接触面積が、従来の鉤型接地電極に比べて格段に増大する。これにより、高温の燃焼ガスに曝された環状接地電極からシリンダヘッドへの熱伝達が、その全周からほぼ均一になされるようになる。また、その熱伝達経路長も通常は短くなり、その熱伝導も素早く行われる。こうして、環状接地電極の熱引け性が向上し、環状接地電極は適温に保たれて、急激な消耗を生じなくなったと考えられる。
また、本発明の環状接地電極の場合、単に消耗が少ないばかりではなく、火花放電の安定性にも優れる。この理由は、次のように考えられる。
火花放電は、プラグ本体の中心電極の先端部と接地電極との飛火距離(放電距離、火花ギャップ)が最短となる部分で生じ易い。仮に接地電極等が一部消耗して、これまで火花放電が生じていた位置での飛火距離が伸びると、より飛火距離が短い別のところで新たな火花放電が生じるようになる。こうして、火花放電を生じる位置(放電位置)は、飛火距離が最短となるところへ順次移動する。
ここで、従来の鉤型接地電極の場合、その放電位置となり得る領域が狭いため、接地電極の消耗が特定箇所に集中し易い。そして、飛火距離が伸びることで要求電圧も大きくなり、やがては安定した火花放電が得られなくなる。ところが、環状接地電極の場合、その放電位置となり得る領域は全周域に及び、接地電極の消耗が特定箇所に集中することはない。このため、飛火距離の変化は少なく、火花放電は中心電極とその周囲にある環状接地電極のいずれかの位置で安定的に生じるようになる。そして、このことは、環状接地電極ひいては点火プラグの耐久性の向上にもつながる。従って、通常の走行距離の範囲なら、環状接地電極の無交換や点火プラグのメンテナンスフリー化等も可能となる。
【0011】
いずれにしても、ハウジングレス点火プラグの実用化により、エンジン出力の向上、シリンダヘッドの設計自由度の拡大、エンジンの信頼性向上等を容易に達成できるようになった。具体的には例えば、吸排気バルブのバルブ径拡大やバルブ数増加または点火プラグ(プラグ本体および接地電極)の複数化等によるエンジン出力の向上、シリンダヘッド側の燃焼室形状や燃焼室裏側のウォータジャケット等の設計自由度の拡大、さらには前述の点火プラグのメンテナンスフリー化や点火プラグ(プラグ本体)の交換サイクルの長期化等に伴うエンジンの信頼性向上等が挙げられる。
【0012】
さらには、接地電極を環状としたことに起因した、エンジン出力の直接的な向上が考えられる。すなわち、従来の鉤型接地電極の場合、燃焼室内での突出し形状に偏りがあるため、燃焼室内で気流が不用意に乱れて、燃焼が不安定となることがあった。これに対し、本発明の環状接地電極の場合、燃焼室内での突出し形状がほぼ対称的であり、気流に対する抵抗も小さくできることから、燃焼室内での気流の乱れも小さく、燃焼も安定し、結果的にエンジン性能が向上し得る。特に、低燃費化の要請から希薄燃焼させるエンジンの場合、空燃比(A/F)の領域を拡大したとしても、安定した着火性が確保され得る。
【0013】
(火花点火内燃機関の点火プラグ)
本発明は、上記火花点火内燃機関に限らず、上記プラグ本体と環状接地電極とからなる点火プラグとしても把握できる。
すなわち、本発明は、吸気バルブにより開閉される吸気口と排気バルブにより開閉される排気口とを有する燃焼室を形成するシリンダヘッドを備え、該燃焼室内の空気および燃料からなる圧縮混合気に火花点火される火花点火内燃機関の点火プラグであって、
高電圧が供給される中心電極と該中心電極の外周面を覆い該中心電極を絶縁する碍子とを有し、少なくとも該碍子の燃焼室側に位置する碍子脚部の周囲にハウジングをもたないプラグ本体と、該プラグ本体を収納する前記シリンダヘッドのプラグホールの該燃焼室側に環状に設けられて該碍子から露出した該中心電極の先端部の外周囲近傍に位置すると共に該シリンダヘッドと異なる材質である電極材よりなる環状接地電極とからなり、該中心電極の先端部と該環状接地電極との間に形成された放電ギャップ間で火花放電がなされて前記圧縮混合気に点火されることを特徴とする火花点火内燃機関の点火プラグとしても良い。
【0014】
(火花点火内燃機関のシリンダヘッド)
さらに本発明は、上記火花点火内燃機関やその点火プラグとしてのみならず、上記環状接地電極を設けたシリンダヘッドとしても把握できる。
すなわち、本発明は、吸気バルブにより開閉される吸気口と排気バルブにより開閉される排気口とを有する燃焼室を形成するシリンダヘッドであって、
さらに、高電圧が供給される中心電極と該中心電極の外周面を覆い該中心電極を絶縁する碍子とを有して少なくとも該碍子の燃焼室側に位置する碍子脚部の周囲にハウジングをもたないプラグ本体を収納するプラグホールと、該プラグホールの該燃焼室側に環状に設けられて該碍子から露出した該中心電極の先端部の外周囲近傍に位置すると共に前記シリンダヘッドと異なる材質である電極材よりなる環状接地電極とを備えてなり、該プラグ本体と該環状接地電極とによって点火プラグが構成され該プラグ本体の中心電極の先端部と該環状接地電極との間に形成された放電ギャップ間で火花放電がなされて該燃焼室内の空気および燃料からなる圧縮混合気に火花点火されることを特徴とする火花点火内燃機関のシリンダヘッドとしても良い。
【0015】
(火花点火内燃機関のシリンダヘッドの製造方法)
ところで、上記環状接地電極を備えたシリンダヘッドは種々の方法で製造でき、例えば、次のような本発明の製造方法を利用できる。
この本発明の火花点火内燃機関のシリンダヘッドの製造方法は、吸気バルブにより開閉される吸気口と排気バルブにより開閉される排気口とを有する燃焼室を形成するシリンダヘッドにおいて、
さらに、高電圧が供給される中心電極と該中心電極の外周面を覆い該中心電極を絶縁する碍子とを有して少なくとも該碍子の燃焼室側に位置する碍子脚部の周囲にハウジングをもたないプラグ本体を収納するプラグホールと、該プラグホールの該燃焼室側に環状に設けられて該碍子から露出した該中心電極の先端部の外周囲近傍に位置すると共に前記シリンダヘッドと異なる材質である電極材よりなる環状接地電極とを備えてなり、該プラグ本体と該環状接地電極とによって点火プラグが構成され該プラグ本体の中心電極の先端部と該環状接地電極との間に形成された放電ギャップ間で火花放電がなされて該燃焼室内の空気および燃料からなる圧縮混合気に火花点火される火花点火内燃機関のシリンダヘッドの製造方法であって、
前記環状接地電極は、前記電極材からなる環状電極を前記シリンダヘッドへの圧入により固定する圧入工程、該環状電極を該シリンダヘッドとの間のかしめにより固定するかしめ工程、該環状電極をシリンダヘッドへの溶接により固定する溶接工程またはシリンダヘッドへの該電極材の環状な肉盛りによって形成される肉盛工程のいずれか一つ以上の工程によって製造されることを特徴とする。
これらの圧入工程、溶接工程またはかしめ工程を適宜、組合わせても良い。それにより、環状電極がシリンダヘッドに強固に固定され、その脱落等も防止されて信頼性の向上が図られる。また、上記各工程後に、環状接地電極の燃焼室側への突出量の調整、バリ取り等のために、適宜、環状接地電極に加工を施しても良い。
【0016】
【発明の実施の形態】
次に、実施形態を挙げ、本発明をより詳しく説明する。なお、以下に説明する内容は、本発明の火花点火内燃機関、その点火プラグおよびそのシリンダヘッド、さらにはそのシリンダヘッドの製造方法のいずれにも適宜該当するものである。
(1)環状接地電極
環状接地電極は、シリンダヘッドのプラグホールの燃焼室側に、プラグ本体の中心電極の先端部をほぼ囲むように設けられる。この環状接地電極は、燃焼室側への突出量が少ない方が良い。理想的な燃焼室形状を実現でき、不必要な気流の乱れを抑制できるからである。また、接地電極の突出量を少なくすることで、その分、シリンダヘッドとの接触面積が増えて、接地電極からの熱引け性が向上する。
【0017】
このような環状接地電極は、例えば、シリンダヘッドのプラグホールの燃焼室側に設けた環状溝に電極材からなる環状電極を圧入したり、その環状溝に環状電極を嵌入した状態で溶接、かしめ等することにより固定され形成される。この圧入工程は、温間で行われても冷間で行われても良い。溶接工程は、レーザビームまたは電子ビーム等を使用して行うと、精緻な溶接が可能となる。なお、溶接工程後にかしめ等を行う必要はないが、圧入工程後にはかしめ工程を行うとより好ましい。エンジンの運転中の高温時に圧入締代が熱膨張差によって小さくなったり、エンジンの振動や爆発力が印加されても、圧入した環状接地電極の脱落が防止できるからである。
【0018】
この環状電極に使用される電極材は、例えば、Feを主成分とするFe基材料、Niを主成分とするNi基材料、Cuを主成分とするCu基材料、Irを主成分とするIr基材料である。また、Pt等の貴金属材料を電極材に使用しても良い。なお、IrやPt等を電極材として使用することで、耐消耗性が向上し、いわゆるメンテナンスフリー化を図ることもできる。
これらの電極材は、純金属でも良いが、耐消耗性、耐熱性、強度等を向上させるために、適宜、合金を用いると良い。具体例を挙げると、例えば、Fe基材料としてS35C等の炭素鋼やSUS304等のステンレスがある。Ni基材料として組成がNi−19Cr−10.2Si(質量%)であるJIS BNi−5等のNi−Cr合金がある。この他、Co基材料であるS−816、NiVCoやW基材料である超硬合金JIS SF(W−Ti−Co−C)等の耐熱系材料を使用しても良い。
【0019】
また、環状接地電極からシリンダヘッドへの熱引け性を高めるには、環状接地電極とシリンダヘッドとの間の密着性をさらに向上させることが好ましい。そこで、溶着によって環状電極が形成される肉盛が有効となる。この肉盛工程は、例えば、前記シリンダヘッドの被肉盛部へ前記電極材の金属粉末を供給すると共に加熱ビームを照射してその金属粉末を被肉盛部へ溶着させる溶着工程とすると好ましい。
【0020】
ここで使用する金属粉末は、前述した電極材の組成をもつ素粉末、合金粉末またはそれらの混合粉末を使用すれば良い。使用する粉末の平均粒径は、20〜250μm程度が肉盛性や取扱性等の点で好ましい。
肉盛材料として、板材やワイヤ等の使用も可能であるが、小さな環状接地電極をきれいに仕上げるに際して、形状、肉盛幅等の制御が容易な、上記金属粉末を加熱ビームで局所加熱する方法が好ましい。この加熱ビームには、例えば、CO2レーザやYAGレーザ等のレーザビーム、電子ビーム等を利用できる。その出力等の加熱条件は、金属粉末、シリンダヘッドの形状や材質、使用する装置等に応じて適宜、設定すれば良い。
【0021】
なお、上記溶着工程で、肉盛材料が先に溶融しても良いし被肉盛部が先に溶融しても良いし両者がほぼ同時に溶融しても良い。仮に加熱ビームで金属粉末のみを先に溶融させたとしても、被肉盛部の接合界面近傍ではシリンダヘッドの被肉盛部も多少溶融して、両者は強力に密着するようになる。なお、その接合界面近傍ではシリンダヘッドの構成金属と肉盛材料(電極材)とからなる合金も一部生じ得るが、両者の接合強度等を低下させない限り問題ない。
【0022】
また、上記肉盛以外に、鋳込みによって環状接地電極とシリンダヘッドとの間の密着性を向上させても良い。この場合、環状溝の加工やそこへのはめ込み等の工数を削減できるので、シリンダヘッドの生産性の向上も図れる。なお、平滑な環状電極を単に鋳込んだだけでは、熱膨張差等によって、それがシリンダヘッドから脱落するおそれもある。そこで、例えば、環状電極の鋳込み面(外周面)に凹凸を設けたり、環状電極を焼結体等の少なくとも外周面に多孔質を有するものとしたりして、鋳込み時のアンカー効果を強めると良い。
【0023】
(3)点火プラグ
点火プラグは、上記環状接地電極とプラグ本体とからなる。このプラグ本体は、従来の点火プラグから、少なくとも碍子脚部の外周側に設けられていたハウジングを取除いたもので、いわゆるハウジングレス点火プラグと呼ばれるものである。ハウジングおよびその先端に溶接等されいた接地電極がない点を除けば、基本的に従来の点火プラグと同構造をしている。具体的には、例えば、上端側にターミナル、下端側に中心電極を備え、両者は中軸や抵抗体によって電気的に接続されている。そして、それらの周囲はセラミックス製の碍子により覆われている。この碍子は、例えば、Al2O3等の電気絶縁性、耐久性、熱伝導性に優れるセラミックスが使用される。
【0024】
もっとも、本発明のプラグ本体の場合、ハウジングレスといっても、前述したように、プラグ本体の燃焼室側、つまり碍子脚部の周囲にハウジングがなければ十分である。バルブ等が密集する燃焼室近傍で、スペース確保がなされれば十分だからである。従って、プラグ本体の上方側(燃焼室と反対側)に、従来と同様の金属製ハウジングを備えていても良い。そして、プラグ本体のシリンダヘッドへの取付けを容易とするために、適宜、その上部ハウジングに、取付ねじやプラグレンチ用の六角面を形成すると良い。
【0025】
プラグ本体とシリンダヘッドとの固定は、両者のねじ固定に限らず、点火コイルのハウジングやケース等の他部材によってプラグ本体をシリンダヘッドへ押圧固定するようにしても良い。
本発明の場合、中心電極の先端部と環状接地電極との間で火花放電がなされるが、両者の極性は問わない。つまり、中心電極は正極性でも負極性でも良い。また、いずれの極性となるかは、点火装置の点火方式にも依る。
【0026】
但し、本発明のプラグ本体の場合、その中心電極が負極性となる方が好ましい。何故なら、火花放電は、中心電極および接地電極間の空気等がイオン化されて生じる。このとき生じた質量の大きい陽イオンは、負極性の中心電極へ衝突、吸収される。その陽イオンの衝突時のエネルギーは、正極性である接地電極に衝突、吸収される陰イオンの場合に比べて遙かに大きい。この結果、負極性側つまり中心電極側の方が消耗量が進み易くなる。
ここで、本発明の場合、環状接地電極はシリンダヘッドに固定されているため取替え困難であるため、可能な限りその消耗は少なくしたい。これに対して、中心電極の方は、仮に消耗が進んだとしても、従来の点火プラグと同様に、容易に取替えできる。従って、本発明の場合は、中心電極が負極性となる方が好ましい。
【0027】
本発明の点火プラグの熱価も問わない。中心電極やその外周囲を覆う碍子の熱伝導性、碍子脚部の長さ(碍子脚長)、ガスポケットの容積、中心電極や碍子脚部の先端部の突出量(プロジェクト量)等を調整することで、点火プラグの熱価を適宜調整可能である。なお、ガスポケットの容積は、本発明の場合、碍子脚部とシリンダヘッドのプラグホールとの間のすき間の容積となる。例えば、碍子脚部とそのプラグホールの燃焼室側との間に、ほとんどすき間を設けない場合、ガスポケットの容積が減少して、高熱価型(つまり、冷え型)の点火プラグとなる。逆に、そのすき間を設けてガスポケットの容積を増大させると、低熱価型(つまり、焼け型)の点火プラグとなる。なお、碍子脚部とプラグホールとの間にすき間を設けない方がシリンダヘッドの燃焼室側にスペースの余裕ができ、バルブ径の拡大等に有利であるが、そのすき間は僅かであり、本発明の効果にほとんど影響を及すものではない。
【0028】
なお、プラグ本体への高電圧の供給は、ディストリビュータからハイテンションコードを介して行われても良いし、各気筒毎または複数気筒毎に設けたイグニッションコイル(例えば、プラグホールの上部に収納されたスティックコイル)から直接的に行われても良い。
【0029】
(4)火花点火内燃機関
本発明でいう火花点火内燃機関は、自動車エンジンでも二輪車エンジンでも良い。また、その燃料のシリンダへの供給形態も予混合タイプでも直噴タイプでも良い。さらに、排気量、気筒数、バルブ数、点火プラグ数等も問わない。使用燃料もガソリンに限らず、アルコール、天然ガス、LPガス等であっても良い。
もっとも、本発明の火花点火内燃機関は、シリンダヘッドの燃焼室側の設計自由度が大きく、バルブ径の拡大等も容易であるから、スポーツタイプ車やレース車等の高性能エンジンに好適である。
【0030】
【実施例】
次に、実施例を挙げて、本発明をより具体的に説明する。
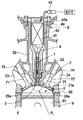
本発明の火花点火内燃機関の一種であるスポーツ車用直列4気筒のレシプロエンジンE(以下、「エンジンE」という。)の要部断面図を図1に示す。
【0031】
このエンジンEは、燃焼室Sの中心に、ハウジングレス点火プラグであるプラグ本体1を一本配置したセンタプラグタイプである。また、バルブガイド73に支持された吸気バルブ71およびバルブガイド74に支持された排気バルブ72を、1気筒あたり各々2本づつ備える4バルブタイプである。さらに、これらのバルブを吸気側および排気側にそれぞれ設けられたカム(図示せず)によって駆動するDOHCタイプである。
【0032】
エンジンEは、アルミニウム合金製のシリンダヘッド2およびシリンダブロック9からなり、両者はメタルガスケット92を介装して図示しないシリンダヘッドボルトにより強固に結合されている。
シリンダブロック9の各シリンダ内にはピストン91が上下動可能に嵌入され、各ピストン91の上下動は図示しないコンロッドを介してクランクシャフトの回転動に変換される。
シリンダヘッド2は、ピストン91の頂面との間に燃焼室Sを形成する。シリンダヘッド2は、この燃焼室Sに面した吸気口23aを有する吸気ポート23と、燃焼室Sに面した排気口24aを有する排気ポート24と、吸気口23aおよび排気口24aに周囲を囲まれたプラグ口21aを燃焼室S側に有するプラグホール21と備える。このプラグホール21には後述のプラグ本体1が挿入され、このプラグ口21aには後述の環状接地電極3が設けられている。
【0033】
またシリンダヘッド2は、そのプラグホール21の上方に円筒状のコイル収納部29を備え、そこにはプラグ本体1に高電圧を供給するスティックタイプの点火コイル4が各気筒毎に配設されている。この点火コイル4は、同心状に配設された一次コイルおよび二次コイルと、この一次コイルの電流をスイッチングするイグナイタとからなるコイル部41を備える。イグナイタはコネクタ42を介してエンジンEのECUから運転状態に応じた点火信号を受信し、これに基づいて点火時期が制御される。この点火コイル4は、全体が一体成形された絶縁樹脂からなるハウジング43で覆われており、その上端にある鍔部43aを介してヘッドカバー8へボルト49で固定されている。なお、ヘッドカバー8もシリンダヘッド2に図示しないボルトで固定されている。
【0034】
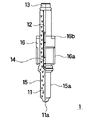
次に、本実施例で用いるプラグ本体1について、その半断面図である図2を用いて説明する。
プラグ本体1は、図2の中央下方から中央上方にかけて、略円柱状の中心電極11と、略円筒状の中軸12と、ターミナル13とを備える。中心電極11と中軸12との間には、抵抗体である導電性のグラスシール14が介装され、このグラスシール14によって両者は固定されると共に電気的に接続されている。なお、ターミナル13は中軸12の上端開口に圧入されている。
【0035】
中心電極11、中軸12およびグラスシール14は、その外周面が略円筒状の高純度アルミナから一体型の碍子15によって被覆され、外部と絶縁されている。但し、中心電極11の下方にある先端部11aのみは碍子15から露出している。
【0036】
碍子15の略中央外周側には、低炭素鋼製からなる短い略円筒状のハウジング16が設けられている。このハウジング16は、従来の点火プラグのハウジングと異なり、碍子脚部15aを覆っていない。ハウジング16の下方外周には、プラグホール21の上方に設けた雌ねじ22へ螺合する雄ねじ16aが形成されている。また、そのハウジング16の上方には、プラグ本体1をシリンダヘッド2へねじ固定する際に使用する特殊工具の爪が嵌る係止溝16bが、外周囲の4カ所に均等に形成されている。なお、このハウジング16は碍子15へ熱かしめ等により強固に固定されている。
【0037】
次に、図1に示したA部の拡大図を図3に示す。
前述したように、シリンダヘッド2のプラグホール21の燃焼室S側には、環状接地電極3が設けられている。この環状接地電極3は、プラグ本体1の中心電極11の先端部11aの外周囲を囲むように配置されている。環状接地電極3は、段付の環状溝からなるプラグ口21aに、後述する粉末肉盛方法によって肉盛された後、その肉盛部の燃焼室S側端面と内周面とを加工して仕上げられたものである。これにより環状接地電極3の端面は燃焼室Sへの突出がなく、シリンダヘッド2と共になめらかな燃焼室Sの壁面を形成している。環状接地電極3の内周面は逆テーパ状に加工されている。これにより、燃焼室Sのより近いところにある、中心電極11の先端部11aとの間に形成される放電ギャップ間で、火花放電が安定的に生じる。なお、この逆テーパ加工は、シリンダヘッド2の上方側からプラグホール21へ工具を差込んで行うこともできるが、逆に、シリンダヘッド2の燃焼室S側から細径の工具を差込んで行うこともできる。
【0038】
本実施例では、プラグホール21と碍子脚部15aとの間に僅かなすき間を設けて、そのガスポケット容積Vを調整することで、点火プラグとしての熱価を調整した。高回転高出力エンジンの場合、そのようなガスポケットを実質的に設けずに、プラグホール21内へ碍子脚部15aがほぼすき間無く嵌入されるようにしても良い。これにより、プラグ本体1と環状接地電極3とによって形成される点火プラグは高熱価タイプとなる。
【0039】
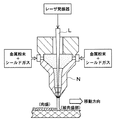
次に、環状接地電極3の形成に利用した上述の粉末肉盛方法について図4を用いて説明する。
内部が空洞となったノズルNに、その外周側に設けた複数の孔から電極材となる金属粉末とシールドガスを同時に送り込む。その上方からレーザ発振器によって供給されるレーザビームLを照射して金属粉末を溶融させる。そして、ノズルNの下端開口から溶融金属粒子をシールドガスと共に噴出させて、この溶融金属粒子を肉盛を行う被肉盛部(本実施例ではプラグ開口21a)に吹きつける。このとき、ノズルNを肉盛形状(本実施例では環状)に応じて一定速度で移動させることで、所望の肉盛が得られる。なお、被肉盛部側を移動させても良いが、ノズルNを移動させる方が効率的であり作業スペースも小さくて済む。
【0040】
ここで使用した金属粉末は、市販のNi−Cr合金粉末(福田金属箔粉工業株式会社:FP605:Ni−19Cr−10.2Si(質量%))である。シールドガスは、N2ガスやArガス等の不活性ガスを使用した。レーザは、CO2レーザを使用した。そして、レーザ出力1.0kW、レーザビーム径φ0.8mm、ノズルNの移動速度1000mm/min、粉末供給量0.4g/secの条件で肉盛工程(溶着工程)を行った。
【0041】
次に、このような肉盛により形成された環状接地電極3の耐消耗性を、次のような試験により評価した。
上記環状接地電極3と同様の接地電極が設けられた試験片を5atm(0.5MPa)の空気中に載置し、その試験片に電圧14kV、コイルエネルギー32mJの高電圧を周波数30Hzで印加する。このときの接地電極は負極性とした。
【0042】
この試験を所定時間行って、試験片の電極部分の消耗量を測定した。この消耗量は飛火距離の変化量を測定したものである。この様子を、横軸に試験時間、縦軸に電極消耗量をとり、測定値をプロットしたグラフを図5に示す。
また、上記の肉盛により形成された電極以外に、それと同形状のSUS304からなる環状電極を圧入または溶接した試験片と、前述した特許文献1(特開2001−123926号公報)に開示された鉤型電極(一般的な点火プラグの接地電極に使用されるNi−Cr合金製)を溶接した試験片とについても同様の評価試験を行った。それぞれの結果を図5のグラフに併せて示す。この図5のグラフから次のことが明らかとなった。
従来の鉤型電極の場合、上記評価試験を1〜2時間行っただけで、電極消耗量が1mmにも達し、全く実用に供し得ないものであった。
【0043】
これに対して、本発明の環状電極の場合、上記評価試験を15時間行っても、電極消耗量はいずれも僅かであった。具体的にいうと、いずれの場合も15時間後の電極消耗量が0.5mm以下であり規格内であった。特に、肉盛電極の場合、電極がほとんど消耗しなかった。これは、肉盛電極が試験片の母材との間の密着性に優れ、熱引け性が非常に良かったためと考えられる。この肉盛電極に比べて圧入電極の消耗量が大きいのは、電極と試験片の母材との接触が機械的接触であったりその接触面間に部分的な薄い空気層が存在して、両者間の熱伝達性が阻害された結果、肉盛電極に比べれば、その分、熱引け性が低下したためと思われる。溶接電極の場合は、肉盛電極と圧入電極との中間の消耗量であった。これは、熱引け性の良い溶接部と熱引け性の低い未溶接部が存在していたためと思われる。
【図面の簡単な説明】
【図1】本発明の火花点火内燃機関の一実施例を示す要部断面図である。
【図2】その実施例で用いたハウジングレス点火プラグ(プラグ本体)の半断面図である。
【図3】図1のA部拡大図である。
【図4】環状接地電極の形成に用いられた粉末肉盛方法の説明図である。
【図5】種々の接地電極の消耗量を試験時間に対してプロットしたグラフである。
【符号の説明】
1 プラグ本体
11 中心電極
15 碍子
15a 碍子脚部
2 シリンダヘッド
21 プラグホール
23a 吸気口
24a 排気口
3 環状接地電極
4 点火コイル
E エンジン
S 燃焼室
【発明の属する技術分野】
本発明は、燃焼室内の圧縮混合気に点火プラグにより火花点火して運転される火花点火内燃機関と、その点火プラグおよびそのシリンダヘッド並びにそのシリンダヘッドの製造方法に関するものである。
【0002】
【従来の技術】
火花点火内燃機関には、ロータリエンジンもあるが、現在の主流はレシプロエンジンである。このレシプロエンジンでは、先ず、シリンダヘッドの吸気ポートから混合気または空気(以下、単に「混合気等」という)を取込む。取込まれた混合気等は、ピストンの上昇動によってシリンダ内で圧縮されて、ピストンの頂面とシリンダヘッドの下面との間に形成された燃焼室内で空気と燃料との圧縮混合気となる。そして、この圧縮混合気は、燃焼室に配設されている点火プラグ(スパークプラグ)の中心電極と接地電極との間の火花放電によって、火花点火される。このとき発生する爆発力(熱エネルギー)がピストンひいてはコンロッドによって連結されたクランクシャフトの回転駆動源となる。その後、燃焼ガスはシリンダヘッドの排気ポートからシリンダ外へ排出される。
【0003】
このレシプロエンジン(以下、適宜、単に「エンジン」という。)の性能向上は、基本的に、所定容積のシリンダ内に如何に多くの混合気等を取込み、上死点付近で素早くきれいに燃焼させるかにかかっている。そこで従来から、吸排気ポート形状の最適化、それらの燃焼室側開口を開閉するバルブの多数化、吸排気管長の調整による脈動波の利用、燃焼室形状の最適化、点火プラグの複数化等ありとあらゆる手段が開発、採用されてきた。このため、もはや従来の手法によってエンジンの性能向上を図ることは困難となりつつあった。
ところが、最近、下記特許文献1にもあるように、従来の点火プラグの替りに、占有スペースの小さいいわゆるハウジングレス点火プラグを使用して、吸排気バルブ径のさらなる拡大化等を図ることが提案がされつつある。
また、ハウジングレス点火プラグではないが、従来の点火プラグの接地電極をシリンダヘッドに圧入固定して、燃焼室内での気流の乱れを安定化させてエンジン性能の向上を図ったものが下記特許文献2に開示されている。
【0004】
【特許文献1】
特開2001−123926号公報
【特許文献2】
特開2000−357578号公報
【0005】
【発明が解決しようとする課題】
ところで、ハウジングレス点火プラグ等を使用する場合、上記特許文献1にもあるように、接地電極をシリンダヘッド側等に別途設けることが必要となる。
上記特許文献1では、従来の接地電極と同形状である鉤型状の接地電極(以下、適宜、単に、「鉤型接地電極」と呼ぶ。)を、シリンダヘッドのプラグホール周辺に溶接等により固定している(特許文献1の図1等)。また、プラグホール周辺から燃焼室側へ突出した円筒状の接地電極をシリンダヘッドと一体に設けて、シリンダヘッド自体を接地電極とすることも開示している(特許文献1の図2(b)等)。
【0006】
しかし、前者のように、鉤型接地電極は、常に高温の燃焼ガスに全面が曝されている上にシリンダヘッドとの結合面積も小さいことから、シリンダヘッドとの間の熱伝達性や熱伝導性が悪く、非常に高温となり易い。従って、従来と同形状の接地電極を単にシリンダヘッドに溶接等しただけでは、その接地電極は短時間のうちに消耗してしまう。
また、後者のように、シリンダヘッドの一部からなる接地電極は、通常、Al合金製鋳物製であることから、ニッケル合金等の電極材からなる接地電極と異なり、火花放電に対する耐久性は非常に低く、上記の鉤型接地電極よりも急激な消耗を生じることは言うまでもない。
このような耐久性等の観点から、従来、ハウジングレス点火プラグが実用化されたエンジンはなく、それによってエンジンの高性能化を実現することも困難であった。このような事情は、上記特許文献2の場合でも同様である。
【0007】
本発明は、このような事情に鑑みて為されたものであり、ハウジングレス点火プラグの実用化を可能とし、それによって、さらなる高性能化や設計自由度の拡大等を図れる火花点火内燃機関を提供することを目的とする。また、その点火プラグ自体、それに適したシリンダヘッドやその製造方法も併せて提供する。
【0008】
【課題を解決するための手段および発明の効果】
本発明者はこの課題を解決すべく鋭意研究し、試行錯誤を重ねた結果、シリンダヘッドとは異なる材質からなる環状の接地電極をシリンダヘッドに設けることを思い付き、本発明を完成させるに至った。
(火花点火内燃機関)
すなわち、本発明の火花点火内燃機関は、吸気バルブにより開閉される吸気口と排気バルブにより開閉される排気口とを有する燃焼室を形成するシリンダヘッドを備え、該燃焼室内の空気および燃料からなる圧縮混合気に点火プラグによって火花点火される火花点火内燃機関であって、
前記点火プラグは、高電圧が供給される中心電極と該中心電極の外周面を覆い該中心電極を絶縁する碍子とを有し、少なくとも該碍子の燃焼室側に位置する碍子脚部の周囲にハウジングをもたないプラグ本体と、該プラグ本体を収納する前記シリンダヘッドのプラグホールの該燃焼室側に環状に設けられて該碍子から露出した該中心電極の先端部の外周囲近傍に位置すると共に該シリンダヘッドと異なる材質である電極材よりなる環状接地電極とからなり、該中心電極の先端部と該環状接地電極との間に形成された放電ギャップ間で火花放電がなされて前記圧縮混合気に点火されることを特徴とする。
【0009】
本発明の火花点火内燃機関(以下、適宜、単に「エンジン」と呼ぶ。)は、従来の一般的な点火プラグが有していた最外周側のハウジングを取り去ったハウジングレス点火プラグ(プラグ本体)によって、燃焼室内の圧縮混合気に火花点火するようにしたものである。そして、従来、点火プラグのハウジングに溶接等されていた接地電極を、シリンダヘッドの燃焼室側に設けることとした。
ここで、上記特許文献1等に開示されたような接地電極では耐久性等がなく、そのハウジングレス点火プラグ(以下、適宜、単に「点火プラグ」と呼ぶ。)の実用化が困難であることは前述した通りであるし、また、このことは本発明者が実験によって確認しているところでもある。そこで、本発明者は、さらに種々の試行錯誤や実験等を重ねることにより、シリンダヘッドとは異なる電極材からなり、かつ、環状である接地電極(環状接地電極)をシリンダヘッドに設けることで、その消耗を著しく抑制できることを新たに見出すに至った。
【0010】
この環状接地電極が優れた特性を発現する理由は現状必ずしも定かではないが、次のように考えられる。
接地電極を環状とすることにより、接地電極とシリンダヘッドとの接触面積が、従来の鉤型接地電極に比べて格段に増大する。これにより、高温の燃焼ガスに曝された環状接地電極からシリンダヘッドへの熱伝達が、その全周からほぼ均一になされるようになる。また、その熱伝達経路長も通常は短くなり、その熱伝導も素早く行われる。こうして、環状接地電極の熱引け性が向上し、環状接地電極は適温に保たれて、急激な消耗を生じなくなったと考えられる。
また、本発明の環状接地電極の場合、単に消耗が少ないばかりではなく、火花放電の安定性にも優れる。この理由は、次のように考えられる。
火花放電は、プラグ本体の中心電極の先端部と接地電極との飛火距離(放電距離、火花ギャップ)が最短となる部分で生じ易い。仮に接地電極等が一部消耗して、これまで火花放電が生じていた位置での飛火距離が伸びると、より飛火距離が短い別のところで新たな火花放電が生じるようになる。こうして、火花放電を生じる位置(放電位置)は、飛火距離が最短となるところへ順次移動する。
ここで、従来の鉤型接地電極の場合、その放電位置となり得る領域が狭いため、接地電極の消耗が特定箇所に集中し易い。そして、飛火距離が伸びることで要求電圧も大きくなり、やがては安定した火花放電が得られなくなる。ところが、環状接地電極の場合、その放電位置となり得る領域は全周域に及び、接地電極の消耗が特定箇所に集中することはない。このため、飛火距離の変化は少なく、火花放電は中心電極とその周囲にある環状接地電極のいずれかの位置で安定的に生じるようになる。そして、このことは、環状接地電極ひいては点火プラグの耐久性の向上にもつながる。従って、通常の走行距離の範囲なら、環状接地電極の無交換や点火プラグのメンテナンスフリー化等も可能となる。
【0011】
いずれにしても、ハウジングレス点火プラグの実用化により、エンジン出力の向上、シリンダヘッドの設計自由度の拡大、エンジンの信頼性向上等を容易に達成できるようになった。具体的には例えば、吸排気バルブのバルブ径拡大やバルブ数増加または点火プラグ(プラグ本体および接地電極)の複数化等によるエンジン出力の向上、シリンダヘッド側の燃焼室形状や燃焼室裏側のウォータジャケット等の設計自由度の拡大、さらには前述の点火プラグのメンテナンスフリー化や点火プラグ(プラグ本体)の交換サイクルの長期化等に伴うエンジンの信頼性向上等が挙げられる。
【0012】
さらには、接地電極を環状としたことに起因した、エンジン出力の直接的な向上が考えられる。すなわち、従来の鉤型接地電極の場合、燃焼室内での突出し形状に偏りがあるため、燃焼室内で気流が不用意に乱れて、燃焼が不安定となることがあった。これに対し、本発明の環状接地電極の場合、燃焼室内での突出し形状がほぼ対称的であり、気流に対する抵抗も小さくできることから、燃焼室内での気流の乱れも小さく、燃焼も安定し、結果的にエンジン性能が向上し得る。特に、低燃費化の要請から希薄燃焼させるエンジンの場合、空燃比(A/F)の領域を拡大したとしても、安定した着火性が確保され得る。
【0013】
(火花点火内燃機関の点火プラグ)
本発明は、上記火花点火内燃機関に限らず、上記プラグ本体と環状接地電極とからなる点火プラグとしても把握できる。
すなわち、本発明は、吸気バルブにより開閉される吸気口と排気バルブにより開閉される排気口とを有する燃焼室を形成するシリンダヘッドを備え、該燃焼室内の空気および燃料からなる圧縮混合気に火花点火される火花点火内燃機関の点火プラグであって、
高電圧が供給される中心電極と該中心電極の外周面を覆い該中心電極を絶縁する碍子とを有し、少なくとも該碍子の燃焼室側に位置する碍子脚部の周囲にハウジングをもたないプラグ本体と、該プラグ本体を収納する前記シリンダヘッドのプラグホールの該燃焼室側に環状に設けられて該碍子から露出した該中心電極の先端部の外周囲近傍に位置すると共に該シリンダヘッドと異なる材質である電極材よりなる環状接地電極とからなり、該中心電極の先端部と該環状接地電極との間に形成された放電ギャップ間で火花放電がなされて前記圧縮混合気に点火されることを特徴とする火花点火内燃機関の点火プラグとしても良い。
【0014】
(火花点火内燃機関のシリンダヘッド)
さらに本発明は、上記火花点火内燃機関やその点火プラグとしてのみならず、上記環状接地電極を設けたシリンダヘッドとしても把握できる。
すなわち、本発明は、吸気バルブにより開閉される吸気口と排気バルブにより開閉される排気口とを有する燃焼室を形成するシリンダヘッドであって、
さらに、高電圧が供給される中心電極と該中心電極の外周面を覆い該中心電極を絶縁する碍子とを有して少なくとも該碍子の燃焼室側に位置する碍子脚部の周囲にハウジングをもたないプラグ本体を収納するプラグホールと、該プラグホールの該燃焼室側に環状に設けられて該碍子から露出した該中心電極の先端部の外周囲近傍に位置すると共に前記シリンダヘッドと異なる材質である電極材よりなる環状接地電極とを備えてなり、該プラグ本体と該環状接地電極とによって点火プラグが構成され該プラグ本体の中心電極の先端部と該環状接地電極との間に形成された放電ギャップ間で火花放電がなされて該燃焼室内の空気および燃料からなる圧縮混合気に火花点火されることを特徴とする火花点火内燃機関のシリンダヘッドとしても良い。
【0015】
(火花点火内燃機関のシリンダヘッドの製造方法)
ところで、上記環状接地電極を備えたシリンダヘッドは種々の方法で製造でき、例えば、次のような本発明の製造方法を利用できる。
この本発明の火花点火内燃機関のシリンダヘッドの製造方法は、吸気バルブにより開閉される吸気口と排気バルブにより開閉される排気口とを有する燃焼室を形成するシリンダヘッドにおいて、
さらに、高電圧が供給される中心電極と該中心電極の外周面を覆い該中心電極を絶縁する碍子とを有して少なくとも該碍子の燃焼室側に位置する碍子脚部の周囲にハウジングをもたないプラグ本体を収納するプラグホールと、該プラグホールの該燃焼室側に環状に設けられて該碍子から露出した該中心電極の先端部の外周囲近傍に位置すると共に前記シリンダヘッドと異なる材質である電極材よりなる環状接地電極とを備えてなり、該プラグ本体と該環状接地電極とによって点火プラグが構成され該プラグ本体の中心電極の先端部と該環状接地電極との間に形成された放電ギャップ間で火花放電がなされて該燃焼室内の空気および燃料からなる圧縮混合気に火花点火される火花点火内燃機関のシリンダヘッドの製造方法であって、
前記環状接地電極は、前記電極材からなる環状電極を前記シリンダヘッドへの圧入により固定する圧入工程、該環状電極を該シリンダヘッドとの間のかしめにより固定するかしめ工程、該環状電極をシリンダヘッドへの溶接により固定する溶接工程またはシリンダヘッドへの該電極材の環状な肉盛りによって形成される肉盛工程のいずれか一つ以上の工程によって製造されることを特徴とする。
これらの圧入工程、溶接工程またはかしめ工程を適宜、組合わせても良い。それにより、環状電極がシリンダヘッドに強固に固定され、その脱落等も防止されて信頼性の向上が図られる。また、上記各工程後に、環状接地電極の燃焼室側への突出量の調整、バリ取り等のために、適宜、環状接地電極に加工を施しても良い。
【0016】
【発明の実施の形態】
次に、実施形態を挙げ、本発明をより詳しく説明する。なお、以下に説明する内容は、本発明の火花点火内燃機関、その点火プラグおよびそのシリンダヘッド、さらにはそのシリンダヘッドの製造方法のいずれにも適宜該当するものである。
(1)環状接地電極
環状接地電極は、シリンダヘッドのプラグホールの燃焼室側に、プラグ本体の中心電極の先端部をほぼ囲むように設けられる。この環状接地電極は、燃焼室側への突出量が少ない方が良い。理想的な燃焼室形状を実現でき、不必要な気流の乱れを抑制できるからである。また、接地電極の突出量を少なくすることで、その分、シリンダヘッドとの接触面積が増えて、接地電極からの熱引け性が向上する。
【0017】
このような環状接地電極は、例えば、シリンダヘッドのプラグホールの燃焼室側に設けた環状溝に電極材からなる環状電極を圧入したり、その環状溝に環状電極を嵌入した状態で溶接、かしめ等することにより固定され形成される。この圧入工程は、温間で行われても冷間で行われても良い。溶接工程は、レーザビームまたは電子ビーム等を使用して行うと、精緻な溶接が可能となる。なお、溶接工程後にかしめ等を行う必要はないが、圧入工程後にはかしめ工程を行うとより好ましい。エンジンの運転中の高温時に圧入締代が熱膨張差によって小さくなったり、エンジンの振動や爆発力が印加されても、圧入した環状接地電極の脱落が防止できるからである。
【0018】
この環状電極に使用される電極材は、例えば、Feを主成分とするFe基材料、Niを主成分とするNi基材料、Cuを主成分とするCu基材料、Irを主成分とするIr基材料である。また、Pt等の貴金属材料を電極材に使用しても良い。なお、IrやPt等を電極材として使用することで、耐消耗性が向上し、いわゆるメンテナンスフリー化を図ることもできる。
これらの電極材は、純金属でも良いが、耐消耗性、耐熱性、強度等を向上させるために、適宜、合金を用いると良い。具体例を挙げると、例えば、Fe基材料としてS35C等の炭素鋼やSUS304等のステンレスがある。Ni基材料として組成がNi−19Cr−10.2Si(質量%)であるJIS BNi−5等のNi−Cr合金がある。この他、Co基材料であるS−816、NiVCoやW基材料である超硬合金JIS SF(W−Ti−Co−C)等の耐熱系材料を使用しても良い。
【0019】
また、環状接地電極からシリンダヘッドへの熱引け性を高めるには、環状接地電極とシリンダヘッドとの間の密着性をさらに向上させることが好ましい。そこで、溶着によって環状電極が形成される肉盛が有効となる。この肉盛工程は、例えば、前記シリンダヘッドの被肉盛部へ前記電極材の金属粉末を供給すると共に加熱ビームを照射してその金属粉末を被肉盛部へ溶着させる溶着工程とすると好ましい。
【0020】
ここで使用する金属粉末は、前述した電極材の組成をもつ素粉末、合金粉末またはそれらの混合粉末を使用すれば良い。使用する粉末の平均粒径は、20〜250μm程度が肉盛性や取扱性等の点で好ましい。
肉盛材料として、板材やワイヤ等の使用も可能であるが、小さな環状接地電極をきれいに仕上げるに際して、形状、肉盛幅等の制御が容易な、上記金属粉末を加熱ビームで局所加熱する方法が好ましい。この加熱ビームには、例えば、CO2レーザやYAGレーザ等のレーザビーム、電子ビーム等を利用できる。その出力等の加熱条件は、金属粉末、シリンダヘッドの形状や材質、使用する装置等に応じて適宜、設定すれば良い。
【0021】
なお、上記溶着工程で、肉盛材料が先に溶融しても良いし被肉盛部が先に溶融しても良いし両者がほぼ同時に溶融しても良い。仮に加熱ビームで金属粉末のみを先に溶融させたとしても、被肉盛部の接合界面近傍ではシリンダヘッドの被肉盛部も多少溶融して、両者は強力に密着するようになる。なお、その接合界面近傍ではシリンダヘッドの構成金属と肉盛材料(電極材)とからなる合金も一部生じ得るが、両者の接合強度等を低下させない限り問題ない。
【0022】
また、上記肉盛以外に、鋳込みによって環状接地電極とシリンダヘッドとの間の密着性を向上させても良い。この場合、環状溝の加工やそこへのはめ込み等の工数を削減できるので、シリンダヘッドの生産性の向上も図れる。なお、平滑な環状電極を単に鋳込んだだけでは、熱膨張差等によって、それがシリンダヘッドから脱落するおそれもある。そこで、例えば、環状電極の鋳込み面(外周面)に凹凸を設けたり、環状電極を焼結体等の少なくとも外周面に多孔質を有するものとしたりして、鋳込み時のアンカー効果を強めると良い。
【0023】
(3)点火プラグ
点火プラグは、上記環状接地電極とプラグ本体とからなる。このプラグ本体は、従来の点火プラグから、少なくとも碍子脚部の外周側に設けられていたハウジングを取除いたもので、いわゆるハウジングレス点火プラグと呼ばれるものである。ハウジングおよびその先端に溶接等されいた接地電極がない点を除けば、基本的に従来の点火プラグと同構造をしている。具体的には、例えば、上端側にターミナル、下端側に中心電極を備え、両者は中軸や抵抗体によって電気的に接続されている。そして、それらの周囲はセラミックス製の碍子により覆われている。この碍子は、例えば、Al2O3等の電気絶縁性、耐久性、熱伝導性に優れるセラミックスが使用される。
【0024】
もっとも、本発明のプラグ本体の場合、ハウジングレスといっても、前述したように、プラグ本体の燃焼室側、つまり碍子脚部の周囲にハウジングがなければ十分である。バルブ等が密集する燃焼室近傍で、スペース確保がなされれば十分だからである。従って、プラグ本体の上方側(燃焼室と反対側)に、従来と同様の金属製ハウジングを備えていても良い。そして、プラグ本体のシリンダヘッドへの取付けを容易とするために、適宜、その上部ハウジングに、取付ねじやプラグレンチ用の六角面を形成すると良い。
【0025】
プラグ本体とシリンダヘッドとの固定は、両者のねじ固定に限らず、点火コイルのハウジングやケース等の他部材によってプラグ本体をシリンダヘッドへ押圧固定するようにしても良い。
本発明の場合、中心電極の先端部と環状接地電極との間で火花放電がなされるが、両者の極性は問わない。つまり、中心電極は正極性でも負極性でも良い。また、いずれの極性となるかは、点火装置の点火方式にも依る。
【0026】
但し、本発明のプラグ本体の場合、その中心電極が負極性となる方が好ましい。何故なら、火花放電は、中心電極および接地電極間の空気等がイオン化されて生じる。このとき生じた質量の大きい陽イオンは、負極性の中心電極へ衝突、吸収される。その陽イオンの衝突時のエネルギーは、正極性である接地電極に衝突、吸収される陰イオンの場合に比べて遙かに大きい。この結果、負極性側つまり中心電極側の方が消耗量が進み易くなる。
ここで、本発明の場合、環状接地電極はシリンダヘッドに固定されているため取替え困難であるため、可能な限りその消耗は少なくしたい。これに対して、中心電極の方は、仮に消耗が進んだとしても、従来の点火プラグと同様に、容易に取替えできる。従って、本発明の場合は、中心電極が負極性となる方が好ましい。
【0027】
本発明の点火プラグの熱価も問わない。中心電極やその外周囲を覆う碍子の熱伝導性、碍子脚部の長さ(碍子脚長)、ガスポケットの容積、中心電極や碍子脚部の先端部の突出量(プロジェクト量)等を調整することで、点火プラグの熱価を適宜調整可能である。なお、ガスポケットの容積は、本発明の場合、碍子脚部とシリンダヘッドのプラグホールとの間のすき間の容積となる。例えば、碍子脚部とそのプラグホールの燃焼室側との間に、ほとんどすき間を設けない場合、ガスポケットの容積が減少して、高熱価型(つまり、冷え型)の点火プラグとなる。逆に、そのすき間を設けてガスポケットの容積を増大させると、低熱価型(つまり、焼け型)の点火プラグとなる。なお、碍子脚部とプラグホールとの間にすき間を設けない方がシリンダヘッドの燃焼室側にスペースの余裕ができ、バルブ径の拡大等に有利であるが、そのすき間は僅かであり、本発明の効果にほとんど影響を及すものではない。
【0028】
なお、プラグ本体への高電圧の供給は、ディストリビュータからハイテンションコードを介して行われても良いし、各気筒毎または複数気筒毎に設けたイグニッションコイル(例えば、プラグホールの上部に収納されたスティックコイル)から直接的に行われても良い。
【0029】
(4)火花点火内燃機関
本発明でいう火花点火内燃機関は、自動車エンジンでも二輪車エンジンでも良い。また、その燃料のシリンダへの供給形態も予混合タイプでも直噴タイプでも良い。さらに、排気量、気筒数、バルブ数、点火プラグ数等も問わない。使用燃料もガソリンに限らず、アルコール、天然ガス、LPガス等であっても良い。
もっとも、本発明の火花点火内燃機関は、シリンダヘッドの燃焼室側の設計自由度が大きく、バルブ径の拡大等も容易であるから、スポーツタイプ車やレース車等の高性能エンジンに好適である。
【0030】
【実施例】
次に、実施例を挙げて、本発明をより具体的に説明する。
本発明の火花点火内燃機関の一種であるスポーツ車用直列4気筒のレシプロエンジンE(以下、「エンジンE」という。)の要部断面図を図1に示す。
【0031】
このエンジンEは、燃焼室Sの中心に、ハウジングレス点火プラグであるプラグ本体1を一本配置したセンタプラグタイプである。また、バルブガイド73に支持された吸気バルブ71およびバルブガイド74に支持された排気バルブ72を、1気筒あたり各々2本づつ備える4バルブタイプである。さらに、これらのバルブを吸気側および排気側にそれぞれ設けられたカム(図示せず)によって駆動するDOHCタイプである。
【0032】
エンジンEは、アルミニウム合金製のシリンダヘッド2およびシリンダブロック9からなり、両者はメタルガスケット92を介装して図示しないシリンダヘッドボルトにより強固に結合されている。
シリンダブロック9の各シリンダ内にはピストン91が上下動可能に嵌入され、各ピストン91の上下動は図示しないコンロッドを介してクランクシャフトの回転動に変換される。
シリンダヘッド2は、ピストン91の頂面との間に燃焼室Sを形成する。シリンダヘッド2は、この燃焼室Sに面した吸気口23aを有する吸気ポート23と、燃焼室Sに面した排気口24aを有する排気ポート24と、吸気口23aおよび排気口24aに周囲を囲まれたプラグ口21aを燃焼室S側に有するプラグホール21と備える。このプラグホール21には後述のプラグ本体1が挿入され、このプラグ口21aには後述の環状接地電極3が設けられている。
【0033】
またシリンダヘッド2は、そのプラグホール21の上方に円筒状のコイル収納部29を備え、そこにはプラグ本体1に高電圧を供給するスティックタイプの点火コイル4が各気筒毎に配設されている。この点火コイル4は、同心状に配設された一次コイルおよび二次コイルと、この一次コイルの電流をスイッチングするイグナイタとからなるコイル部41を備える。イグナイタはコネクタ42を介してエンジンEのECUから運転状態に応じた点火信号を受信し、これに基づいて点火時期が制御される。この点火コイル4は、全体が一体成形された絶縁樹脂からなるハウジング43で覆われており、その上端にある鍔部43aを介してヘッドカバー8へボルト49で固定されている。なお、ヘッドカバー8もシリンダヘッド2に図示しないボルトで固定されている。
【0034】
次に、本実施例で用いるプラグ本体1について、その半断面図である図2を用いて説明する。
プラグ本体1は、図2の中央下方から中央上方にかけて、略円柱状の中心電極11と、略円筒状の中軸12と、ターミナル13とを備える。中心電極11と中軸12との間には、抵抗体である導電性のグラスシール14が介装され、このグラスシール14によって両者は固定されると共に電気的に接続されている。なお、ターミナル13は中軸12の上端開口に圧入されている。
【0035】
中心電極11、中軸12およびグラスシール14は、その外周面が略円筒状の高純度アルミナから一体型の碍子15によって被覆され、外部と絶縁されている。但し、中心電極11の下方にある先端部11aのみは碍子15から露出している。
【0036】
碍子15の略中央外周側には、低炭素鋼製からなる短い略円筒状のハウジング16が設けられている。このハウジング16は、従来の点火プラグのハウジングと異なり、碍子脚部15aを覆っていない。ハウジング16の下方外周には、プラグホール21の上方に設けた雌ねじ22へ螺合する雄ねじ16aが形成されている。また、そのハウジング16の上方には、プラグ本体1をシリンダヘッド2へねじ固定する際に使用する特殊工具の爪が嵌る係止溝16bが、外周囲の4カ所に均等に形成されている。なお、このハウジング16は碍子15へ熱かしめ等により強固に固定されている。
【0037】
次に、図1に示したA部の拡大図を図3に示す。
前述したように、シリンダヘッド2のプラグホール21の燃焼室S側には、環状接地電極3が設けられている。この環状接地電極3は、プラグ本体1の中心電極11の先端部11aの外周囲を囲むように配置されている。環状接地電極3は、段付の環状溝からなるプラグ口21aに、後述する粉末肉盛方法によって肉盛された後、その肉盛部の燃焼室S側端面と内周面とを加工して仕上げられたものである。これにより環状接地電極3の端面は燃焼室Sへの突出がなく、シリンダヘッド2と共になめらかな燃焼室Sの壁面を形成している。環状接地電極3の内周面は逆テーパ状に加工されている。これにより、燃焼室Sのより近いところにある、中心電極11の先端部11aとの間に形成される放電ギャップ間で、火花放電が安定的に生じる。なお、この逆テーパ加工は、シリンダヘッド2の上方側からプラグホール21へ工具を差込んで行うこともできるが、逆に、シリンダヘッド2の燃焼室S側から細径の工具を差込んで行うこともできる。
【0038】
本実施例では、プラグホール21と碍子脚部15aとの間に僅かなすき間を設けて、そのガスポケット容積Vを調整することで、点火プラグとしての熱価を調整した。高回転高出力エンジンの場合、そのようなガスポケットを実質的に設けずに、プラグホール21内へ碍子脚部15aがほぼすき間無く嵌入されるようにしても良い。これにより、プラグ本体1と環状接地電極3とによって形成される点火プラグは高熱価タイプとなる。
【0039】
次に、環状接地電極3の形成に利用した上述の粉末肉盛方法について図4を用いて説明する。
内部が空洞となったノズルNに、その外周側に設けた複数の孔から電極材となる金属粉末とシールドガスを同時に送り込む。その上方からレーザ発振器によって供給されるレーザビームLを照射して金属粉末を溶融させる。そして、ノズルNの下端開口から溶融金属粒子をシールドガスと共に噴出させて、この溶融金属粒子を肉盛を行う被肉盛部(本実施例ではプラグ開口21a)に吹きつける。このとき、ノズルNを肉盛形状(本実施例では環状)に応じて一定速度で移動させることで、所望の肉盛が得られる。なお、被肉盛部側を移動させても良いが、ノズルNを移動させる方が効率的であり作業スペースも小さくて済む。
【0040】
ここで使用した金属粉末は、市販のNi−Cr合金粉末(福田金属箔粉工業株式会社:FP605:Ni−19Cr−10.2Si(質量%))である。シールドガスは、N2ガスやArガス等の不活性ガスを使用した。レーザは、CO2レーザを使用した。そして、レーザ出力1.0kW、レーザビーム径φ0.8mm、ノズルNの移動速度1000mm/min、粉末供給量0.4g/secの条件で肉盛工程(溶着工程)を行った。
【0041】
次に、このような肉盛により形成された環状接地電極3の耐消耗性を、次のような試験により評価した。
上記環状接地電極3と同様の接地電極が設けられた試験片を5atm(0.5MPa)の空気中に載置し、その試験片に電圧14kV、コイルエネルギー32mJの高電圧を周波数30Hzで印加する。このときの接地電極は負極性とした。
【0042】
この試験を所定時間行って、試験片の電極部分の消耗量を測定した。この消耗量は飛火距離の変化量を測定したものである。この様子を、横軸に試験時間、縦軸に電極消耗量をとり、測定値をプロットしたグラフを図5に示す。
また、上記の肉盛により形成された電極以外に、それと同形状のSUS304からなる環状電極を圧入または溶接した試験片と、前述した特許文献1(特開2001−123926号公報)に開示された鉤型電極(一般的な点火プラグの接地電極に使用されるNi−Cr合金製)を溶接した試験片とについても同様の評価試験を行った。それぞれの結果を図5のグラフに併せて示す。この図5のグラフから次のことが明らかとなった。
従来の鉤型電極の場合、上記評価試験を1〜2時間行っただけで、電極消耗量が1mmにも達し、全く実用に供し得ないものであった。
【0043】
これに対して、本発明の環状電極の場合、上記評価試験を15時間行っても、電極消耗量はいずれも僅かであった。具体的にいうと、いずれの場合も15時間後の電極消耗量が0.5mm以下であり規格内であった。特に、肉盛電極の場合、電極がほとんど消耗しなかった。これは、肉盛電極が試験片の母材との間の密着性に優れ、熱引け性が非常に良かったためと考えられる。この肉盛電極に比べて圧入電極の消耗量が大きいのは、電極と試験片の母材との接触が機械的接触であったりその接触面間に部分的な薄い空気層が存在して、両者間の熱伝達性が阻害された結果、肉盛電極に比べれば、その分、熱引け性が低下したためと思われる。溶接電極の場合は、肉盛電極と圧入電極との中間の消耗量であった。これは、熱引け性の良い溶接部と熱引け性の低い未溶接部が存在していたためと思われる。
【図面の簡単な説明】
【図1】本発明の火花点火内燃機関の一実施例を示す要部断面図である。
【図2】その実施例で用いたハウジングレス点火プラグ(プラグ本体)の半断面図である。
【図3】図1のA部拡大図である。
【図4】環状接地電極の形成に用いられた粉末肉盛方法の説明図である。
【図5】種々の接地電極の消耗量を試験時間に対してプロットしたグラフである。
【符号の説明】
1 プラグ本体
11 中心電極
15 碍子
15a 碍子脚部
2 シリンダヘッド
21 プラグホール
23a 吸気口
24a 排気口
3 環状接地電極
4 点火コイル
E エンジン
S 燃焼室
Claims (5)
- 吸気バルブにより開閉される吸気口と排気バルブにより開閉される排気口とを有する燃焼室を形成するシリンダヘッドを備え、
該燃焼室内の空気および燃料からなる圧縮混合気に点火プラグによって火花点火される火花点火内燃機関であって、
前記点火プラグは、高電圧が供給される中心電極と該中心電極の外周面を覆い該中心電極を絶縁する碍子とを有し、少なくとも該碍子の燃焼室側に位置する碍子脚部の周囲にハウジングをもたないプラグ本体と、
該プラグ本体を収納する前記シリンダヘッドのプラグホールの該燃焼室側に環状に設けられて該碍子から露出した該中心電極の先端部の外周囲近傍に位置すると共に該シリンダヘッドと異なる材質である電極材よりなる環状接地電極とからなり、
該中心電極の先端部と該環状接地電極との間に形成された放電ギャップ間で火花放電がなされて前記圧縮混合気に点火されることを特徴とする火花点火内燃機関。 - 吸気バルブにより開閉される吸気口と排気バルブにより開閉される排気口とを有する燃焼室を形成するシリンダヘッドを備え、
該燃焼室内の空気および燃料からなる圧縮混合気に火花点火される火花点火内燃機関の点火プラグであって、
高電圧が供給される中心電極と該中心電極の外周面を覆い該中心電極を絶縁する碍子とを有し、少なくとも該碍子の燃焼室側に位置する碍子脚部の周囲にハウジングをもたないプラグ本体と、
該プラグ本体を収納する前記シリンダヘッドのプラグホールの該燃焼室側に環状に設けられて該碍子から露出した該中心電極の先端部の外周囲近傍に位置すると共に該シリンダヘッドと異なる材質である電極材よりなる環状接地電極とからなり、
該中心電極の先端部と該環状接地電極との間に形成された放電ギャップ間で火花放電がなされて前記圧縮混合気に点火されることを特徴とする火花点火内燃機関の点火プラグ。 - 吸気バルブにより開閉される吸気口と排気バルブにより開閉される排気口とを有する燃焼室を形成するシリンダヘッドであって、
さらに、高電圧が供給される中心電極と該中心電極の外周面を覆い該中心電極を絶縁する碍子とを有して少なくとも該碍子の燃焼室側に位置する碍子脚部の周囲にハウジングをもたないプラグ本体を収納するプラグホールと、
該プラグホールの該燃焼室側に環状に設けられて該碍子から露出した該中心電極の先端部の外周囲近傍に位置すると共に前記シリンダヘッドと異なる材質である電極材よりなる環状接地電極とを備えてなり、
該プラグ本体と該環状接地電極とによって点火プラグが構成され該プラグ本体の中心電極の先端部と該環状接地電極との間に形成された放電ギャップ間で火花放電がなされて該燃焼室内の空気および燃料からなる圧縮混合気に火花点火されることを特徴とする火花点火内燃機関のシリンダヘッド。 - 吸気バルブにより開閉される吸気口と排気バルブにより開閉される排気口とを有する燃焼室を形成するシリンダヘッドにおいて、
さらに、高電圧が供給される中心電極と該中心電極の外周面を覆い該中心電極を絶縁する碍子とを有して少なくとも該碍子の燃焼室側に位置する碍子脚部の周囲にハウジングをもたないプラグ本体を収納するプラグホールと、
該プラグホールの該燃焼室側に環状に設けられて該碍子から露出した該中心電極の先端部の外周囲近傍に位置すると共に前記シリンダヘッドと異なる材質である電極材よりなる環状接地電極とを備えてなり、
該プラグ本体と該環状接地電極とによって点火プラグが構成され該プラグ本体の中心電極の先端部と該環状接地電極との間に形成された放電ギャップ間で火花放電がなされて該燃焼室内の空気および燃料からなる圧縮混合気に火花点火される火花点火内燃機関のシリンダヘッドの製造方法であって、
前記環状接地電極は、前記電極材からなる環状電極を前記シリンダヘッドへの圧入により固定する圧入工程、該環状電極を該シリンダヘッドとの間のかしめにより固定するかしめ工程、該環状電極をシリンダヘッドへの溶接により固定する溶接工程またはシリンダヘッドへの該電極材の環状な肉盛りによって形成される肉盛工程のいずれか一つ以上の工程によって製造されることを特徴とする火花点火内燃機関のシリンダヘッドの製造方法。 - 前記肉盛工程は、前記シリンダヘッドの被肉盛部へ前記電極材の金属粉末を供給すると共に加熱ビームを照射して該金属粉末を該被肉盛部へ溶着させる溶着工程からなる請求項4に記載の火花点火内燃機関のシリンダヘッドの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002339656A JP2004169671A (ja) | 2002-11-22 | 2002-11-22 | 火花点火内燃機関、その点火プラグおよびそのシリンダヘッド並びにそのシリンダヘッドの製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002339656A JP2004169671A (ja) | 2002-11-22 | 2002-11-22 | 火花点火内燃機関、その点火プラグおよびそのシリンダヘッド並びにそのシリンダヘッドの製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004169671A true JP2004169671A (ja) | 2004-06-17 |
Family
ID=32702563
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002339656A Pending JP2004169671A (ja) | 2002-11-22 | 2002-11-22 | 火花点火内燃機関、その点火プラグおよびそのシリンダヘッド並びにそのシリンダヘッドの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004169671A (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008106655A (ja) * | 2006-10-25 | 2008-05-08 | Toyo Denso Co Ltd | 点火プラグ一体型多機能点火装置 |
| WO2009008518A1 (ja) * | 2007-07-12 | 2009-01-15 | Imagineering, Inc. | 点火またはプラズマ発生装置 |
| CN101787924B (zh) * | 2010-01-21 | 2013-01-23 | 申阳德 | 一种发动机腔内直喷系统 |
| JP2022551824A (ja) * | 2019-10-15 | 2022-12-14 | インニオ ジェンバッハー ゲーエムベーハー アンド コー オーゲー | スパークプラグ及びスパークプラグの作製方法 |
-
2002
- 2002-11-22 JP JP2002339656A patent/JP2004169671A/ja active Pending
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008106655A (ja) * | 2006-10-25 | 2008-05-08 | Toyo Denso Co Ltd | 点火プラグ一体型多機能点火装置 |
| WO2009008518A1 (ja) * | 2007-07-12 | 2009-01-15 | Imagineering, Inc. | 点火またはプラズマ発生装置 |
| US8226901B2 (en) | 2007-07-12 | 2012-07-24 | Imagineering, Inc. | Ignition or plasma generation apparatus |
| US8420021B2 (en) | 2007-07-12 | 2013-04-16 | Imagineering, Inc. | Ignition or plasma generation apparatus |
| CN101787924B (zh) * | 2010-01-21 | 2013-01-23 | 申阳德 | 一种发动机腔内直喷系统 |
| JP2022551824A (ja) * | 2019-10-15 | 2022-12-14 | インニオ ジェンバッハー ゲーエムベーハー アンド コー オーゲー | スパークプラグ及びスパークプラグの作製方法 |
| JP7228749B2 (ja) | 2019-10-15 | 2023-02-24 | インニオ ジェンバッハー ゲーエムベーハー アンド コー オーゲー | スパークプラグ及びスパークプラグの作製方法 |
| US11855417B2 (en) | 2019-10-15 | 2023-12-26 | Innio Jenbacher Gmbh & Co Og | Spark plug and method for producing a spark plug |
| US12027825B1 (en) | 2019-10-15 | 2024-07-02 | Innio Jenbacher Gmbh & Co Og | Spark plug and method for producing a spark plug |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US8912716B2 (en) | Copper core combustion cup for pre-chamber spark plug | |
| US4490122A (en) | Process for manufacturing an ignition device for an internal combustion engine, and ignition device obtained thereby | |
| US4987868A (en) | Spark plug having an encapsulated center firing electrode gap | |
| CN101496241B (zh) | 小直径的长距离火花塞 | |
| US8216015B2 (en) | High thread ground shield | |
| US7243634B2 (en) | Turbocharging and precombustion chamber spark plug internal combustion engine, ignition method and application | |
| US20220140576A1 (en) | Spark plug with multiple spark gaps | |
| US20100133976A1 (en) | Maxx fire spark plug | |
| EP1766208A2 (en) | Pre-chamber spark plug | |
| WO2011031449A2 (en) | Pre-chamber spark plug | |
| US7237526B2 (en) | Internal combustion engine with direct injection and sparking plug with precombustion chamber, ignition method and application | |
| WO2016161817A1 (zh) | 串联间隙多点放电火花塞 | |
| CN109378710A (zh) | 一种带有预燃室结构的火花塞 | |
| US7122948B2 (en) | Spark plug having enhanced capability to ignite air-fuel mixture | |
| US11552456B1 (en) | Pre-chamber spark plug | |
| CN210273012U (zh) | 一种内置预燃室火花塞 | |
| US9871351B2 (en) | Wire ground electrode spark plug for super flow | |
| EP2992579A1 (en) | Method for manufacturing an ignition electrode | |
| KR100292019B1 (ko) | 스파크플러그시스템 | |
| JP2004169671A (ja) | 火花点火内燃機関、その点火プラグおよびそのシリンダヘッド並びにそのシリンダヘッドの製造方法 | |
| US7262547B2 (en) | Spark plug element having defined dimensional parameters for its insulator component | |
| WO2018147188A1 (ja) | 内燃機関用ピストン及びその製造方法 | |
| US6956319B2 (en) | Structure of spark plug designed to provide higher wear resistance to center electrode and production method thereof | |
| CN215645425U (zh) | 火花塞、气缸盖及内燃机 | |
| JP2010033989A (ja) | 内燃機関用スパークプラグ |