JP2004174708A - プラスチック製の光学レンズの縁部を加工するための方法及び装置並びに加工のためのコンビネーションツール - Google Patents
プラスチック製の光学レンズの縁部を加工するための方法及び装置並びに加工のためのコンビネーションツール Download PDFInfo
- Publication number
- JP2004174708A JP2004174708A JP2003393561A JP2003393561A JP2004174708A JP 2004174708 A JP2004174708 A JP 2004174708A JP 2003393561 A JP2003393561 A JP 2003393561A JP 2003393561 A JP2003393561 A JP 2003393561A JP 2004174708 A JP2004174708 A JP 2004174708A
- Authority
- JP
- Japan
- Prior art keywords
- edge
- tool
- lens
- combination tool
- rotation axis
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000012545 processing Methods 0.000 title claims abstract description 81
- 238000000034 method Methods 0.000 title claims abstract description 38
- 239000004033 plastic Substances 0.000 title claims description 17
- 229920003023 plastic Polymers 0.000 title claims description 17
- 230000003287 optical effect Effects 0.000 title claims description 11
- 238000005520 cutting process Methods 0.000 claims abstract description 71
- 238000007514 turning Methods 0.000 claims abstract description 34
- 238000003801 milling Methods 0.000 claims description 124
- 230000002093 peripheral effect Effects 0.000 claims description 28
- 230000001681 protective effect Effects 0.000 claims description 23
- 238000005498 polishing Methods 0.000 claims description 12
- 230000007704 transition Effects 0.000 claims description 9
- 238000007781 pre-processing Methods 0.000 claims description 7
- 239000004417 polycarbonate Substances 0.000 claims description 4
- 229920000515 polycarbonate Polymers 0.000 claims description 4
- 239000002184 metal Substances 0.000 claims description 3
- 230000007547 defect Effects 0.000 abstract 1
- 238000003754 machining Methods 0.000 description 21
- 238000013461 design Methods 0.000 description 15
- 239000000463 material Substances 0.000 description 13
- 230000008569 process Effects 0.000 description 9
- 239000000758 substrate Substances 0.000 description 8
- 230000008901 benefit Effects 0.000 description 5
- 230000009467 reduction Effects 0.000 description 4
- 238000009751 slip forming Methods 0.000 description 4
- 230000015572 biosynthetic process Effects 0.000 description 3
- 238000007730 finishing process Methods 0.000 description 3
- 238000011282 treatment Methods 0.000 description 3
- 230000009471 action Effects 0.000 description 2
- 230000008859 change Effects 0.000 description 2
- 230000000295 complement effect Effects 0.000 description 2
- 238000009826 distribution Methods 0.000 description 2
- 238000005516 engineering process Methods 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 230000008092 positive effect Effects 0.000 description 2
- 230000003746 surface roughness Effects 0.000 description 2
- 230000001154 acute effect Effects 0.000 description 1
- 229910045601 alloy Inorganic materials 0.000 description 1
- 239000000956 alloy Substances 0.000 description 1
- 230000004323 axial length Effects 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 229910003460 diamond Inorganic materials 0.000 description 1
- 239000010432 diamond Substances 0.000 description 1
- 230000008034 disappearance Effects 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 238000000227 grinding Methods 0.000 description 1
- 238000009499 grossing Methods 0.000 description 1
- 230000006698 induction Effects 0.000 description 1
- 238000005461 lubrication Methods 0.000 description 1
- 238000000691 measurement method Methods 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 239000011295 pitch Substances 0.000 description 1
- 238000007517 polishing process Methods 0.000 description 1
- 230000000750 progressive effect Effects 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 229910000679 solder Inorganic materials 0.000 description 1
- 238000005476 soldering Methods 0.000 description 1
- 239000013589 supplement Substances 0.000 description 1
Images



























Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B1/00—Methods for turning or working essentially requiring the use of turning-machines; Use of auxiliary equipment in connection with such methods
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B29/00—Holders for non-rotary cutting tools; Boring bars or boring heads; Accessories for tool holders
- B23B29/24—Tool holders for a plurality of cutting tools, e.g. turrets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C3/00—Milling particular work; Special milling operations; Machines therefor
- B23C3/02—Milling surfaces of revolution
- B23C3/04—Milling surfaces of revolution while revolving the work
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C5/00—Milling-cutters
- B23C5/02—Milling-cutters characterised by the shape of the cutter
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2215/00—Details of workpieces
- B23B2215/40—Spectacles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2226/00—Materials of tools or workpieces not comprising a metal
- B23C2226/61—Plastics not otherwise provided for, e.g. nylon
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/44—Filing
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49995—Shaping one-piece blank by removing material
- Y10T29/49996—Successive distinct removal operations
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/51—Plural diverse manufacturing apparatus including means for metal shaping or assembling
- Y10T29/5168—Multiple-tool holder
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Eyeglasses (AREA)
- Grinding And Polishing Of Tertiary Curved Surfaces And Surfaces With Complex Shapes (AREA)
- Milling Processes (AREA)
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
Abstract
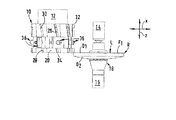
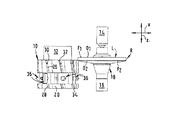
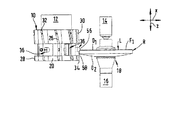
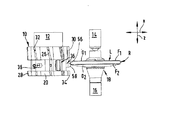
【解決手段】レンズ(L)の縁部(R)の加工される回転加工のために、コンビネーションツール(10)は、ツールスピンドルによって、ツールの回転軸(C)を中心として、制御された回転角度で回動可能であり、コンビネーションツール(10)に設けられた丸削りバイト(36)は、加工される縁部(R)と、回転加工の所定の係合にもたらされる。
【選択図】 図2
Description
12 ツールスピンドル
14、16 保持シャフト
18 閉鎖しかつ締め付けるための装置
20 基体
22 シリンダ面
24 膨張アーバ
26、28 フライス
30 V字形のリセス
32、34、52、54 角取り
36 丸削りバイト
38 切削円
40 盲穴
42 シャフト
44 無頭ねじ
46 ねじ穴
48 リセス
50 V字形のリセス
56、58 切削領域
60 すくい面
62 自由面の領域
64 自由面
66、68、70、72、フライス
b 丸削りバイトの幅
rB 縁部の半径
zB 縁部の高さ値
α 逃げ角
γ すくい角
φB レンズの回転角度
φC ツールの回転角度
B ワークピースの回転軸
C ツールの回転軸
F1,F2 保護角取り
K1,K2 フランク
L 眼鏡用レンズ
N 溝
O1,O2 光学的に作用する面
R 半径
S 斜縁
U 周囲輪郭
X、Z 直線軸。
Claims (20)
- ワークピースの回転軸(B)を中心として、制御された回転角度(φC)で回転可能である光学レンズ(L)、特に、プラスチック製の眼鏡用レンズの縁部を加工する方法であって、以下の工程、すなわち、
前記ワークピースの回転軸(B)に対し少なくとも径方向に調整可能であり、ツールの回転軸(C)を中心として回転可能な少なくとも1つのコンビネーションツール(10)によって、前記レンズ(L)の前記縁部(R)を予備加工し、前記レンズ(L)は、場合によっては、僅かな寸法過大を除いて前記レンズ(L)のためのホルダーの周囲輪郭に対応している、平面図で見て周囲輪郭(U)を得ること、及び
前記コンビネーションツール(10)によって前記レンズ(L)の前記縁部(R)を仕上げ加工し、前記レンズ(L)は、前記縁部(R)において、前記レンズを前記ホルダーに取り付ける手段に応じて、横断面で見て、前記縁部の所定の形状を得、場合によっては、1つ又は2つの光学的に作用する面(O1,O2)への移行部に保護角取り(F1,F2)を有し、場合によっては研磨されること、を有する方法において、
前記縁部(R)の予備加工及び前記縁部(R)の仕上げ加工は、複数のフライス(26,28;66,68;70;72;74)と少なくとも1つの丸削りバイト(36)とを有するコンビネーションツール(10)、すなわち、前記縁部(R)のフライス加工中に、制御された回転数(nC)で前記ツールの回転軸(C)を中心として回転され、前記縁部(R)の回転加工前に及び場合によって回転加工中にも、制御された回転角度(φC)で、前記ツールの回転軸(C)を中心として回動されるコンビネーションツールによって、行なうことを特徴とする方法。 - 前記コンビネーションツール(10)を、前記レンズ(L)の前記縁部(R)の回転加工前に、制御された回転角度(φC)で、前記ツールの回転軸(C)を中心として回動し、前記丸削りバイト(36)は、場合によっては、前記コンビネーションツール(10)を前記ワークピースの回転軸(B)に対し径方向に調節しつつ、続いて、前記丸削りバイト(36)と前記縁部(R)との間の所定の相対位置で前記縁部(R)と接触し、この相対位置では、前記丸削りバイト(36)のすくい面(60)は、前記丸削りバイト(36)とのその時々の接触点で前記縁部(R)に接触された接線(T)と所定の角度を形成することを特徴とする請求項1に記載の方法。
- 前記ワークピースの回転軸(B)に対して適切に径方向に調節される前記コンビネーションツール(10)を、円形と異なる形成される周囲輪郭(U)を有する回転するレンズ(L)の、その縁部(R)の回転加工中に、回転角度(φB)及び前記レンズ(L)の形成される半径(rB(φB))に従って、制御された回転角度(φC=f[φB,rB(φB)])で、前記ツールの回転軸(C)を中心として回動又は追跡し、かくて、前記丸削りバイト(36)の前記すくい面(60)と前記接線(T)との間の所定の角度は、前記丸削りバイト(36)と前記縁部(R)との間のその時々の接触点で、実質的に一定であることを特徴とする請求項2に記載の方法。
- 前記コンビネーションツール(10)の前記複数のフライス(26,28;66,68;70;72;74)によって前記レンズ(L)の前記縁部(R)の予備加工を行なうこと(図7)を特徴とする請求項1乃至3のいずれか1に記載の方法。
- 前記レンズ(L)の前記縁部(R)の仕上げ加工中に、2つのフランク(K1,K2)を有する斜縁(S)は、前記コンビネーションツール(10)の前記フライス(26,28;66,68)によって、前記縁部(R)に形成され(図9,10)、これらのフライスは、このために、端部側に角取り(32,34)を有し、まず、前記斜縁(S)の前記一方のフランク(K2)は前記角取り(32)によって前記フライスの一端に、形成され、次に、前記斜縁(S)の前記他方のフランク(K1)は前記角取り(34)によって前記フライスの反対側端部に形成されることを特徴とする請求項1乃至4のいずれか1に記載の方法。
- 前記レンズ(L)の前記縁部(R)の仕上げ加工中に、2つのフランク(K1,K2)を有する斜縁(S)は、前記コンビネーションツール(10)の丸削りバイト(36)(図14)によって、前記縁部(R)に形成され、前記丸削りバイトのターニングカッタは、このために、V字形のリセス(50)を有することを特徴とする請求項1乃至4のいずれか1に記載の方法。
- 前記レンズ(L)の前記縁部(R)の仕上げ加工中に、2つのフランク(K1,K2)を有する斜縁(S)は、前記コンビネーションツール(10)の丸削りバイト(36)(図15,16)によって、前記縁部(R)に形成され、この丸削りバイトのターニングカッタは、このために、両端部に、各々の角取り(52,54)を有し、まず、前記斜縁(S)の前記一方のフランク(K2)は前記角取り(52)によって前記フライスの一端に形成され、次に、前記斜縁(S)の前記他方(E)のフランク(K1)は前記角取り(54)によって前記フライスの他端に形成されることを特徴とする請求項1乃至4のいずれか1に記載の方法。
- 前記レンズ(L)の前記縁部(R)の仕上げ加工中に、溝(N)が、前記コンビネーションツール(10)の丸削りバイト(36)(図19)によって、前記縁部(R)に形成され、前記丸削りバイトのターニングカッタは、前記形成される溝(N)の幅よりも狭いか又はこの溝に等しい幅(b)を有することを特徴とする請求項1乃至4のいずれか1に記載の方法。
- 前記レンズ(L)の前記縁部(R)の仕上げ加工中に、保護角取り(F1,F2)が、前記縁部(R)では、少なくとも1つ又は2つの光学的に作用する面(O1,O2)への移行部に、前記コンビネーションツール(10)の丸削りバイト(36)(図17,18)によって形成され、前記丸削りバイトのターニングカッタは、少なくとも一端に、角取り(52,54)を有し、あるいは互いに所定の角度を形成する2つの互いに隣り合った真っ直ぐの切削領域(56,58)を有することを特徴とする請求項1乃至8のいずれか1に記載の方法。
- ポリカーボネートのような比較的軟らかいプラスチックからなるレンズ(L)の前記縁部(R)の仕上げ加工中に、前記縁部(R)の少なくとも一部分は丸削りバイト(36)(図5,6)によって研磨され、前記丸削りバイトのすくい角(γ)(図6)は負であり、及び/又は前記丸削りバイトの、前記すくい面(60)に続く、前記自由面(64)の領域(62)は、ゼロに等しいかほぼゼロである逃げ角(α)を有することを特徴とする請求項1乃至9のいずれか1に記載の方法。
- 前記縁部(R)の予備加工の前に及び/又は前記縁部(R)の予備加工と仕上げ加工との間に、前記レンズ(L)の縁部(R)を、半径の値(rB(φB))及び場合によっては高さの値(zB(φB))に関して、測定し、前記縁部(R)の予備加工又は仕上げ加工を、前記測定された値(rB(φB),zB(φB))を考慮しつつ行なうことを特徴とする請求項1乃至10のいずれか1に記載の方法。
- 特に、請求項1乃至11のいずれか1に記載の方法を実行するための、光学レンズ(L)、特に、プラスチック製の眼鏡用レンズの縁部を加工するコンビネーションツール(10)であって、基体(20)を具備し、この基体には、複数のフライス(26,28;66,68;70;72;74)が設けられており、これらのフライスは、ツールの回転軸(C)を中心としての前記コンビネーションツール(10)の回転中に、切削円(38)を規定し、これらのフライスによって、前記レンズ(L)が、平面図で見て、場合によっては僅かな寸法過大を除いて前記レンズ(L)のためのホルダーの周囲輪郭に対応している周囲輪郭(U)を得る程に、特にその程度に、前記レンズ(L)の前記縁部(R)が予備加工されることができてなるコンビネーションツールにおいて、
前記基体(20)には、少なくとも1つの丸削りバイト(36)が設けられており、この丸削りバイトは、前記ツールの回転軸(C)の方向に、前記フライス(26,28;66,68;70;72)に対し軸方向にずれて設けられており、あるいは、前記フライス(74)の軸方向高さで、前記コンビネーションツール(10)の周方向に、前記複数のフライス(74)の間に設けられており、前記フライス(74)の前記切削円(38)に対し径方向内側にずれたターニングカッタを有し、前記丸削りバイト(36)はカッタの形状を有し、この形状によって、特に、前記レンズ(L)が、前記縁部(R)において、このレンズをホルダーに取り付ける手段に応じて、横断面で見て、前記縁部の所定の形状を有する及び/又は1つ又は2つの光学的に作用する面(O1,O2)への移行部に保護角取り(F1,F2)を有する及び/又は研磨されている程に、前記レンズ(L)の前記縁部(R)が仕上げ加工されることができることを特徴とするコンビネーションツール。 - 前記丸削りバイト(36)は、以下の丸削りバイト(36)、すなわち、
丸削りバイト(36)であって、この丸削りバイトによって加工されるレンズ(L)の最大限の縁部厚さよりも広い幅(b)を有するターニングカッタを具備する丸削りバイト(36)(図13)、
斜縁(S)を前記レンズ(L)の前記縁部(R)に形成するためのV字形のリセス(50)を有するターニングカッタを具備する丸削りバイト(36)(図14)、
斜縁(S)のフランク(K1,K2)を前記レンズ(L)の前記縁部(R)に形成するための及び/又は保護角取り(F1,F2)を前記レンズ(L)の前記縁部(R)に形成するための角取り(52,54)を少なくとも一端に有するターニングカッタを具備する丸削りバイト(36)(図15,16)、
前記レンズ(L)の前記縁部(R)に形成されている溝Nの、その幅より狭いか又は同じである幅(b)を有するターニングカッタを具備する丸削りバイト(36)(図19)、
互いに所定の角度を形成している、2つの互いに隣り合った真っ直ぐの切削領域(56,58)を有し、かつ保護角取り(F1,F2)を前記レンズ(L)の前記縁部(R)に形成するターニングカッタを具備する丸削りバイト(36)(図17,18)、及び、
ポリカーボネートのような比較的軟らかいプラスチックからなるレンズ(L)の前記縁部(R)を研磨するための丸削りバイト(36)であって、これらの丸削りバイトは負のすくい角(γ)(図6)を有し、及び/又は、前記丸削りバイトの、前記すくい面(60)に続く、前記自由面(64)の領域(62)は、ゼロに等しいかほぼゼロである逃げ角(α)(図5,6)を有すること、
を備えるグループから、選択されていることを特徴とする請求項12に記載のコンビネーションツール(10)。 - 前記基体(20)には、この基体(20)の周囲に亘って好ましくは均等に分配されている複数の丸削りバイト(36)が設けられていることを特徴とする請求項12又は13に記載のコンビネーションツール(10)。
- 前記丸削りバイト(36)は前記基体(20)に着脱自在に取り付けられていることを特徴とする請求項12乃至14のいずれか1に記載のコンビネーションツール(10)。
- 前記フライス(26,28;66,68;70)は、夫々、前記ツールの回転軸(C)に対し垂直の方向から見た平面図で見て、前記ツールの回転軸(C)に対し傾斜して延びていることを特徴とする請求項12乃至15のいずれか1に記載のコンビネーションツール(10)。
- 周方向に隣り合った複数のフライス(70)は、前記ツールの回転軸(C)に対し逆方向に傾斜して延びており、これらの反対に傾斜したフライス(70)は、前記基体(20)の周囲に交互に設けられていることを特徴とする請求項16に記載のコンビネーションツール(10)。
- 前記フライス(26,28;66,68)は、夫々、斜縁(S)を前記レンズ(L)の前記縁部(R)に形成するためのV字形のリセス(30)を有し、前記フライス(26,28;66,68)の前記V字形のリセス(30)は、前記ツールの回転軸(C)の方向に、同一の軸方向の高さに設けられていることを特徴とする請求項12乃至17のいずれか1に記載のコンビネーションツール(10)。
- 前記フライス(26,28;66,68)は、夫々、斜縁(S)のフランク(K1,K2)を前記レンズ(L)の前記縁部(R)に形成するための及び/又は保護角取り(F1,F2)を前記レンズ(L)の前記縁部(R)に形成するための角取り(32,34)を、少なくとも一端に有し、前記フライス(26,28;66,68)の前記角取り(32,34)は、前記ツールの回転軸(C)の方向に、同一の軸方向の高さに設けられていることを特徴とする請求項12乃至18のいずれか1に記載のコンビネーションツール(10)。
- 特に請求項12乃至19のいずれか1に記載のコンビネーションツール(10)を用いて、特に請求項1乃至11のいずれか1に記載の方法を実行するための、光学レンズ(L)、特にプラスチック製の眼鏡用レンズ(L)の縁部を加工する装置であって、2つの整列している保持シャフト(14,16)及びツールスピンドル(12)を有し、これらの保持シャフトは、ワークピースの回転軸(B)を中心として、制御された回転角度(φB)で回転可能であり、該保持シャフトの間で前記レンズ(L)が締め付けられることができ、前記ツールスピンドルを用いて、前記コンビネーションツール(10)が、前記ワークピースの回転軸(B)に対し実質的に平行に延びている、ツールの回転軸(C)を中心として、回転駆動可能であり、前記保持シャフト(14,16)及び前記ツールスピンドル(12)は、制御された位置で、第1の軸方向(X)で互いに向かって移動可能であり、場合によっては、前記第1の軸方向(X)に直角に延びている第2の軸方向(Z)で、互いに平行に移動可能であってなる装置において、
前記レンズ(L)の加工される前記縁部(R)の回転加工のために、前記コンビネーションツール(10)は、前記ツールスピンドル(12)によって、前記ツールの回転軸(C)を中心として、制御された回転角度(φC)で回動可能であり、前記コンビネーションツール(10)に設けられた丸削りバイト(36)は、前記加工される縁部(R)と、回転加工の所定の係合にもたらされることを特徴とする装置。
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE10255058A DE10255058A1 (de) | 2002-11-25 | 2002-11-25 | Verfahren und Vorrichtung zur Randbearbeitung einer optischen Linse aus Kunststoff sowie Kombinationswerkzeug dafür |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2004174708A true JP2004174708A (ja) | 2004-06-24 |
| JP4210730B2 JP4210730B2 (ja) | 2009-01-21 |
Family
ID=32185950
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003393561A Expired - Fee Related JP4210730B2 (ja) | 2002-11-25 | 2003-11-25 | プラスチック製の光学レンズの縁部を加工するための方法及び装置並びに加工のためのコンビネーションツール |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US7308745B2 (ja) |
| EP (1) | EP1422005B1 (ja) |
| JP (1) | JP4210730B2 (ja) |
| AT (1) | ATE429991T1 (ja) |
| BR (1) | BR0305207B1 (ja) |
| DE (2) | DE10255058A1 (ja) |
| ES (1) | ES2323773T3 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013521141A (ja) * | 2010-03-04 | 2013-06-10 | シュナイダー、ゲゼルシャフト、ミット、ベシュレンクテル、ハフツング、ウント、コンパニー、コマンディト、ゲゼルシャフト | 自動校正 |
| CN108532272A (zh) * | 2018-04-25 | 2018-09-14 | 中山市基鑫机电工业有限公司 | 一种线轮外圆剪切机 |
Families Citing this family (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE202004004492U1 (de) * | 2004-03-19 | 2005-07-21 | Mader, Gerd | Ausklinkwerkzeug |
| US7198436B2 (en) | 2004-10-14 | 2007-04-03 | National Optronics, Inc. | Multi-blade router tool, edger with multi-blade router tool, and method of edging eyeglass lenses |
| DE102004058962B4 (de) * | 2004-12-08 | 2010-04-01 | MAPAL Fabrik für Präzisionswerkzeuge Dr. Kress KG | Werkzeug |
| ATE407770T1 (de) * | 2006-05-12 | 2008-09-15 | Satisloh Gmbh | Verfahren und vorrichtung für das erzeugen einer optischen oberfläche auf einem werkstück, z.b. ophthalmischen linsen |
| US20090041553A1 (en) * | 2007-08-06 | 2009-02-12 | 3M Innovative Properties Company | Fly-cutting system and method, and related tooling and articles |
| US7434299B1 (en) * | 2007-11-28 | 2008-10-14 | Sandia Corporation | Methods for the precise locating and forming of arrays of curved features into a workpiece |
| CN102000842A (zh) * | 2010-11-08 | 2011-04-06 | 福昌精密制品(深圳)有限公司 | 一种自动车床的准标刀具 |
| JP5946260B2 (ja) * | 2011-11-08 | 2016-07-06 | 株式会社ディスコ | ウエーハの加工方法 |
| EP2724815B1 (en) * | 2012-10-29 | 2014-06-04 | ESSILOR INTERNATIONAL (Compagnie Générale d'Optique) | Method for machining a surface of an optical lens |
| CN103624272B (zh) * | 2013-11-28 | 2016-04-27 | 沈阳黎明航空发动机(集团)有限责任公司 | 一种大型机匣焊接组件车削加工方法 |
| US9435640B2 (en) * | 2013-12-04 | 2016-09-06 | Zygo Corporation | Interferometer and method for measuring non-rotationally symmetric surface topography having unequal curvatures in two perpendicular principal meridians |
| US10384368B2 (en) * | 2015-07-27 | 2019-08-20 | Saber Diamond Tools Inc. | Contour rake face cutting tool |
| CN108340604B (zh) * | 2017-01-25 | 2023-09-12 | 西朗自动化设备(常州)有限公司 | 隐形眼镜脱模机 |
| US20200311661A1 (en) * | 2017-10-16 | 2020-10-01 | Robert Wesley Stein | Integrated system and method for manufacturing, categorizing, and dispensing eyeglasses |
| CN110014181B (zh) * | 2019-05-17 | 2024-03-26 | 浙江舜宇光学有限公司 | 用于光学镜片的固定装置及铣削系统 |
| DE102019126824B4 (de) * | 2019-10-07 | 2024-01-18 | Muri Invest & Management UG (haftungsbeschränkt) | Zerspanungswerkzeug und Verfahren zur spanabhebenden Bearbeitung sowie Bearbeitungskopf für ein Zerspanungswerkzeug |
| EP3943282B1 (en) * | 2020-07-24 | 2025-09-10 | Essilor International | Deflashing machine and method of deflashing a lens-mold-assembly |
| CN113953363B (zh) * | 2021-11-17 | 2023-05-16 | 浙江哈尔斯真空器皿股份有限公司 | 一种立式翻边机 |
| CN117733934A (zh) * | 2023-11-29 | 2024-03-22 | 宁波德昌电机股份有限公司 | 一种用于梳头尼龙针细毛的修头平毛一体机 |
| CN117600874A (zh) * | 2024-01-05 | 2024-02-27 | 中裕铁信交通科技股份有限公司 | 一种支座衬板双曲面加工的夹持工装及双曲面加工工艺 |
Family Cites Families (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE291465C (ja) * | ||||
| US2821813A (en) * | 1956-06-28 | 1958-02-04 | Siemens Ag Albis | Machine for the production of a paraboloidal body |
| US3802064A (en) * | 1972-12-22 | 1974-04-09 | Bell Telephone Labor Inc | Technique for generating spherically contoured tools |
| US4530139A (en) * | 1983-09-23 | 1985-07-23 | At&T Bell Laboratories | Method of contouring crystal plates |
| US4550482A (en) * | 1983-12-22 | 1985-11-05 | Pyramid Optical, Inc. | Method of constructing a beam spread lens |
| JP2577362B2 (ja) | 1986-10-23 | 1997-01-29 | 出雲産業株式会社 | スロ−アウエイ式千鳥刃転削工具 |
| DE8711265U1 (de) | 1986-11-03 | 1987-10-08 | Wernicke & Co GmbH, 4000 Düsseldorf | Drehwerkzeug zur Randbearbeitung der Ränder von Brillengläsern aus Kunststoff |
| JPH0419713A (ja) | 1990-05-15 | 1992-01-23 | Oki Electric Ind Co Ltd | 導波型光スイッチ |
| US5319324A (en) * | 1991-10-02 | 1994-06-07 | Matsushita Electric Industrial Co., Ltd. | Method of direct bonding of crystals and crystal devices |
| DE4308800C2 (de) | 1992-04-14 | 1994-08-18 | Wernicke & Co Gmbh | Brillenglasrandbearbeitungsmaschine |
| DE4214326A1 (de) * | 1992-04-30 | 1993-11-04 | Wernicke & Co Gmbh | Vorrichtung zur randbearbeitung von brillenglaesern |
| US5626511A (en) * | 1994-10-03 | 1997-05-06 | National Optronics, Inc. | Combination lens edger, polisher, and safety beveler, tool therefor and use thereof |
| TW301619B (ja) * | 1994-10-07 | 1997-04-01 | Toshiba Machine Co Ltd | |
| DE19525310A1 (de) * | 1995-07-12 | 1995-12-14 | Sbs Sondermaschinen Gmbh | Fräs- und Drehmaschine |
| FR2751256B1 (fr) * | 1996-07-22 | 1998-12-31 | Briot Int | Machine de meulage de verres optiques |
| US5887326A (en) * | 1997-08-01 | 1999-03-30 | Bausch & Lomb Incorporated | Apparatus for inserting a lens into an eyewear frame front |
| DE19834748A1 (de) * | 1998-08-01 | 2000-02-10 | Wernicke & Co Gmbh | Brillenglasrandschleifmaschine |
| ATE390233T1 (de) * | 1999-08-06 | 2008-04-15 | Hoya Corp | Brillenglaslinsen bearbeitungsverfahren und vorrichtung |
| JP2002018609A (ja) * | 2000-06-29 | 2002-01-22 | Yamazaki Mazak Corp | 複合工具 |
| DE10114239A1 (de) * | 2001-03-22 | 2002-10-02 | Loh Optikmaschinen Ag | Vorrichtung zur Randbearbeitung von optischen Linsen |
| DE10119662C2 (de) * | 2001-04-20 | 2003-04-10 | Loh Optikmaschinen Ag | Verfahren zur Randbearbeitung von optischen Linsen |
| DE20109197U1 (de) * | 2001-06-01 | 2002-10-24 | Walter Kieninger GmbH, 77933 Lahr | Formfräser |
| DE10143848C2 (de) * | 2001-09-06 | 2003-10-02 | Loh Optikmaschinen Ag | Verfahren und Vorrichtung zur Flächenbearbeitung von Werkstücken aus nicht-sprödharten Materialien in der Optikfertigung sowie Werkzeug dafür |
-
2002
- 2002-11-25 DE DE10255058A patent/DE10255058A1/de not_active Withdrawn
-
2003
- 2003-11-21 DE DE50311469T patent/DE50311469D1/de not_active Expired - Lifetime
- 2003-11-21 AT AT03026753T patent/ATE429991T1/de not_active IP Right Cessation
- 2003-11-21 ES ES03026753T patent/ES2323773T3/es not_active Expired - Lifetime
- 2003-11-21 EP EP03026753A patent/EP1422005B1/de not_active Expired - Lifetime
- 2003-11-25 US US10/722,007 patent/US7308745B2/en not_active Expired - Lifetime
- 2003-11-25 BR BRPI0305207-9A patent/BR0305207B1/pt active IP Right Grant
- 2003-11-25 JP JP2003393561A patent/JP4210730B2/ja not_active Expired - Fee Related
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013521141A (ja) * | 2010-03-04 | 2013-06-10 | シュナイダー、ゲゼルシャフト、ミット、ベシュレンクテル、ハフツング、ウント、コンパニー、コマンディト、ゲゼルシャフト | 自動校正 |
| CN108532272A (zh) * | 2018-04-25 | 2018-09-14 | 中山市基鑫机电工业有限公司 | 一种线轮外圆剪切机 |
Also Published As
| Publication number | Publication date |
|---|---|
| DE10255058A1 (de) | 2004-06-17 |
| BR0305207A (pt) | 2004-08-31 |
| BR0305207B1 (pt) | 2014-04-22 |
| ATE429991T1 (de) | 2009-05-15 |
| EP1422005A1 (de) | 2004-05-26 |
| US7308745B2 (en) | 2007-12-18 |
| DE50311469D1 (de) | 2009-06-10 |
| JP4210730B2 (ja) | 2009-01-21 |
| ES2323773T3 (es) | 2009-07-24 |
| US20040178528A1 (en) | 2004-09-16 |
| EP1422005B1 (de) | 2009-04-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4210730B2 (ja) | プラスチック製の光学レンズの縁部を加工するための方法及び装置並びに加工のためのコンビネーションツール | |
| KR101453373B1 (ko) | 복수의 작업 공구가 장착된 회전하는 공구캐리어를 구비한 안경 렌즈용 가공 장치 | |
| US6991525B2 (en) | Method and device for the surface machining of workpieces composed of non-brittle materials in optical lens manufacturing and tool for this purpose | |
| JP3012336B2 (ja) | フライス削り兼中ぐり工具 | |
| US9421660B2 (en) | Polishing method for machining an optical surface of an optical lens and polishing tools suitable therefor | |
| US8186251B2 (en) | Device for machining rotationally symmetrical surfaces of a workpiece | |
| JP4971430B2 (ja) | レンズのカッティングによってレンズを外周加工する方法と装置 | |
| US5363597A (en) | Eyelgass lens edging machine | |
| JPH02172612A (ja) | ばり取り工具 | |
| US7882633B2 (en) | Method for machining shaft bearing seats | |
| JP2002292515A (ja) | 等高線切削用エンドミル | |
| CN102161070A (zh) | 轧制模具 | |
| JP7016568B1 (ja) | フレネルレンズ金型製造方法、加工装置および切削工具 | |
| KR101985684B1 (ko) | 공작기계용 호닝공구장치 | |
| JP2021516628A (ja) | Cnc機械のための回転工具および回転方法 | |
| JP2003011014A (ja) | カッターヘッド、曲面加工方法、v溝加工方法、光学部品及び光学部品用金型 | |
| KR102670318B1 (ko) | 내부 톱니가 있는 공작물을 디버링하는 방법 및 장치 | |
| JP2002283203A (ja) | 面取り加工兼用荒摺り複合砥石および光学素子の加工方法 | |
| EP1666205A1 (en) | Free curved surface precision machining tool | |
| RU2425735C2 (ru) | Режущий инструмент и фрезерная резцовая головка | |
| RU2211129C1 (ru) | Способ отделочной абразивной обработки отверстия с эллиптической поверхностью | |
| US7757373B2 (en) | Method and tool head for machining optically active surfaces, particularly surfaces of progressive spectacle lenses, which are symmetrical in pairs | |
| RU2147978C1 (ru) | Устройство крепления шлифовального круга для прерывистой обработки колес с круговым зубом | |
| JPH06226502A (ja) | 球面切削加工方法および工具 | |
| JP2007268641A (ja) | 回転工具、スローアウェイチップおよびスローアウェイチップの形成方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050901 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070206 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20070507 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20070510 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070806 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20080122 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080521 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20080522 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20080620 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20080826 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20080924 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111107 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4210730 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111107 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121107 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131107 Year of fee payment: 5 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |