JP2004176221A - コ−トエアバッグ用基布およびその製造方法 - Google Patents
コ−トエアバッグ用基布およびその製造方法 Download PDFInfo
- Publication number
- JP2004176221A JP2004176221A JP2002345095A JP2002345095A JP2004176221A JP 2004176221 A JP2004176221 A JP 2004176221A JP 2002345095 A JP2002345095 A JP 2002345095A JP 2002345095 A JP2002345095 A JP 2002345095A JP 2004176221 A JP2004176221 A JP 2004176221A
- Authority
- JP
- Japan
- Prior art keywords
- base fabric
- yarn
- section
- airbag
- cross
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images

Landscapes
- Woven Fabrics (AREA)
- Treatments For Attaching Organic Compounds To Fibrous Goods (AREA)
- Artificial Filaments (AREA)
Abstract
【課題】機械的特性、難燃性、ガス通気性ゼロ、かつ柔軟性、コンパクト性、収納性をバランス良く兼ね備えた基布表面が樹脂エラストマーでコーティングされたコートエアバッグ用基布を提供すること、およびその製造方法を提供すること。
【解決手段】各フィラメントの断面形状が扁平率(長軸と短軸の長さの比)1.5〜8の扁平断面フィラメントから構成される基布に、樹脂エラストマーが塗布されたコートエアバッグ用基布であって、該基布の断面において、基布を構成する各単糸の長軸方向と基布の水平方向とのなす角度(θ)の余弦(hi)の総和平均で表した水平度指数(HI)が0.85〜1.0である、各フィラメントの扁平断面の長軸が基布の水平方向に配列していること。
【選択図】 なし
【解決手段】各フィラメントの断面形状が扁平率(長軸と短軸の長さの比)1.5〜8の扁平断面フィラメントから構成される基布に、樹脂エラストマーが塗布されたコートエアバッグ用基布であって、該基布の断面において、基布を構成する各単糸の長軸方向と基布の水平方向とのなす角度(θ)の余弦(hi)の総和平均で表した水平度指数(HI)が0.85〜1.0である、各フィラメントの扁平断面の長軸が基布の水平方向に配列していること。
【選択図】 なし
Description
【0001】
【発明の属する技術分野】
本発明は、安全性の高いエアバッグ用基布に関するものであり、更に詳しくは、機械的特性および耐熱性に優れ、かつコンパクト性、収納性に優れた表面に樹脂エラストマ−がコーティングされたコ−トエアバッグ用基布に関するものである。特に、従来なかった厚みが薄く、柔軟なコ−ト基布を提供することにある。
【0002】
【従来の技術】
近年、エアバッグは自動車に搭乗した乗員の安全を確保するための装置として欠かせないものとなり、自動車への装着率が益々高まっている。
【0003】
そして、安全装置としてのエアバッグに対する信頼性向上の要求は一段と強まっており、また、エアバッグ装置のコンパクト化、コストダウン等といった要求もますます強まりつつある。このため、エアバッグを構成するエアバッグ用基布、エアバッグ用原糸および布帛の製造工程にも上記要求を満足させるよう一層の改善が求められている。
【0004】
これまでも、エアバッグ用基布としての機械的特性を損なうことなく、折り畳み性に優れ、収納容積の小さなエアバッグを実現させるための技術が開示されている。なかでも異形断面糸を用いた布帛をエアバッグ用基布として用いる技術は、安全性および収納性等の次世代エアバッグとして求められる性能を満足できることから注目される。
【0005】
異形断面糸を用いた従来技術としては、特開平4−193647号公報、特開平4−201650号公報、特開平7−252740号公報、特開平8−60425公報、特開2002−129444号公報、および米国特許第6037047号明細書等がある。
【0006】
従来技術として、軽量でかつ柔軟性および収納性に優れ、機械的特性の優れたエアバッグ用布帛として、単糸繊度が1.0〜12デニール、単糸変形度が1.5〜7.0である扁平を含む異形断面を有する単糸の複数本からなるポリアミドマルチフィラメントを用いたエアバッグ用布帛が開示されている(例えば特許文献1および2参照)。
【0007】
しかしながら、当該技術は糸条に形成させた交絡やル−プを布帛の表面特性として利用し、布帛の表面積を増大させ樹脂の付着効率を高め、布帛と樹脂との接着性を向上させることを目的としたものである。また、布帛の嵩高性を高め、柔軟ではあるが厚みを有することを特徴としている。すなわち、樹脂の付着量を減らし、布帛の厚みを薄くすることは全く意図されていない。
【0008】
また、単糸断面の扁平率1.5以上、総繊度180デニ−ル以上450デニ−ル以下、単糸繊度0.1デニ−ル以上7.0デニ−ル以下、強度7.5g/d以上、伸度12.0%以上のマルチフィラメント糸を用いてなるエアバッグ用基布についても開示されている(例えば特許文献3参照)。
【0009】
該技術は、確かに単糸断面が扁平形状であり、かつ特定の総繊度および単糸繊度からなる原糸を用いることにより、低い通気性と、軽量で収納性の優れたエアバッグ用基布が得られるとしている。しかしながら、基布にコ−テイングしない、すなわちノンコ−ト基布として低通気性を達成することを目的としたものであって、基布表面に樹脂を塗布したいわゆるコート基布についてコンパクト性、収納性向上を達成しようとした技術ではない。
【0010】
また、ノンコートエアバッグ用基布について、収納性、低通気性の向上技術を開示したものがある(例えば特許文献4参照)。しかし、扁平糸の特徴を最大限に活かすための工夫、即ち、基布断面において該基布を構成する経糸および緯糸の長軸が基布の水平方向に高度に配列させることについては記載されていない。
【0011】
単糸の横断面において、扁平基部の長手方向に略半円形状突起部からなる対称に付与された凸部を1〜3個有し、扁平断面糸の長軸と短軸との比が4/1〜2/1であり、かつ単糸繊度が2〜10デニ−ル、強度が7g/d以上であるエアバッグ用繊維についても開示されている(例えば特許文献5参照)。特許文献5は単糸断面に突起部を付与することで該繊維を製糸性良く得ることを目的としたものであり、一方で該突起部は単糸同士のパッキング性を阻害し、その結果、該繊維を用いてなる布帛は薄さの点で十分とは言えない。また、該文献には樹脂コートについての記載は全くなく、ノンコート基布に関する技術を開示しているものである。
【0012】
更に、カバリング性と柔軟性に優れたポリエステル繊維布帛の原糸として、ダイヤモンド型やS字型をした扁平断面糸を用いることが有効であることが開示され、エアバッグ用布帛としても有用であるとされている(例えば特許文献6参照)。しかしながら、該特許明細書に記載のダイヤモンド型やS字型をした扁平断面糸を用いたポリエステル繊維布帛は、確かにカバリング性が良く、またポリエステル繊維としては柔軟性に優れた布帛を提供するものの、ポリアミド繊維からなる布帛と比較した場合は特に効果を有するものとは言えない。更に、コ−トエアバッグ基布としての記述はなく、ノンコ−トエアバッグ用基布技術について開示したものと言える。
【0013】
【特許文献1】
特開平4−193647号公報
【0014】
【特許文献2】
特開平4−201650号公報
【0015】
【特許文献3】
特開平7−252740号公報
【0016】
【特許文献4】
特開平8−60425号公報
【0017】
【特許文献5】
特開2002−129444号公報
【0018】
【特許文献6】
米国特許第6037047号明細書
【0019】
【発明が解決しようとする課題】
本発明は高い安全性と良好な収納性とを兼ね備えたエアバッグ、すなわち機械的特性、耐熱性に優れ、バッグ展開時にベントホール以外からは実質的にガスが漏れず、かつ柔軟性、コンパクト性、収納性に優れた厚みの薄いコートエアバッグ用基布を提供することにある。
【0020】
近年、エアバッグに対してコンパクト性、収納性、さらにはコストダウンといった要求がより強くなるにつれて、樹脂を塗布しないノンコート基布が広く使用されるようなってきている。確かにノンコートエアバックはコートエアバッグに比べ、コンパクト性、収納性に優れ、コスト的に有利ではあるものの、耐熱性やガスの通気性等の面では不利であり、しいては安全性に不安を残すものである。特に、最近では安全性を高める目的でインフレーターの高出力化が進められており、エアバッグ用基布においても、より高い耐熱性、より低い通気性、端的には通気度ゼロ化が求められるようになっている。このような状況下において、やはり、基布表面に樹脂コーティングを施したコート基布は有用であると言える。
【0021】
本発明は、従来のノンコートエアバッグ用基布、コートエアバッグ用基布がそれぞれ達成できなかった難燃性、通気度ゼロ化、およびコンパクト化等をバランス良く達成したエアバッグ用基布を提供することにある。つまり、難燃性に優れ通気度を実質的にゼロとすることが可能な樹脂コーティングを施したコート基布をベースにコンパクト性、収納性を改良したコートエアバッグ用基布を提供すること、およびその製造方法を提供することにある。
【0022】
【課題を解決するための手段】
上記の課題を解決するために、本発明のコートエアバッグ用基布は主として以下の構成を有する。すなわち、
単糸断面形状が扁平率(長軸と短軸の長さの比)1.5〜8の範囲内にある扁平断面フィラメント糸条を経糸および緯糸として用いた基布に、樹脂エラストマーが塗布されたコートエアバッグ用基布であって、該基布の断面において、基布を構成する各単糸の長軸方向と基布の水平方向とのなす角度(θ)の余弦(hi)の総和平均で表した水平度指数(HI)が0.85〜1.0で、該フィラメントの扁平断面の長軸が基布の水平方向に配列しており、かつ、樹脂エラストマーの付着量が0.1〜60g/m2であることを特徴とするコートエアバッグ用基布。
【0023】
さらに、本発明のコートエアバッグ用基布においては、次の(a)、(b)、(c)のいずれか1つ又はその組み合わせを満たすことが好ましい態様であり、これらの要件を満足することでさらに優れた効果が得られる。
(a)樹脂エラストマーの付着量が5〜30g/m2であること。
(b)前記基布が、下記(1)〜(4)の条件を満たすこと。
【0024】
(1)カバーファクター:1500〜2400
(2)引張り強力≧500N/cm
(3)引裂き強力≧200N
(4)基布の厚み:0.20〜0.35mm
(c)前記扁平断面フィラメント糸条が、ポリアミド繊維であること。
【0025】
また、本発明のコートエアバッグ用基布の製造方法は、主として次の構成を有する。すなわち、
断面形状が扁平率(長軸と短軸の長さの比)1.5〜8の範囲内にある扁平断面フィラメント糸条を経糸および緯糸として用いた基布に、樹脂エラストマーが塗布されたコートエアバッグ用基布を製造する方法において、製織時の経糸および緯糸をそれぞれ0.05〜0.6cN/dtexの張力をかけて製織し、基布を構成する経糸および緯糸フィラメントの長軸方向と基布の水平方向とのなす角度(θ)の余弦(hi)の総和平均で表した水平度指数(HI)が0.85〜1.0となるように製造することを特徴とするコートエアバッグ用基布の製造方法。
【0026】
さらに、本発明のノンコートエアバッグ用基布の製造方法においては、次の(d)および/または(e)を満足することが好ましい態様であり。これらの要件を満足することによって、さらに優れた効果を得ることができる。
(d)前記製織して得られた布帛に加熱加圧加工を施すこと。
(e)扁平断面フィラメント糸条の交絡数が3〜20個/mであり、基布中での該扁平断面フィラメント糸条の交絡数が3個/m以下となるように製織すること。
【0027】
【発明の実施の形態】
以下に本発明について詳述する。
【0028】
本発明のコートエアバッグ用基布は合成繊維、例えば、ポリアミド繊維、ポリエステル繊維、ポリオレフィン繊維、ポリビニルアルコール繊維等からなる布帛であって、繊維の素材は特に限定されるものではないが、好適な素材としてポリアミドが挙げられる。ポリアミド繊維とは、ポリヘキサメチレン(N66)、ポリカプラミド(N6)、ポリテトラメチレンアジパミド(N46)およびそれらポリマの共重合物、ブレンド物等からなる繊維である。
【0029】
特に本発明のような高強度、高タフネスの基布を得るためには硫酸相対粘度で3.0以上、好ましくは3.3以上の高分子量ポリアミドポリマを用いる。
【0030】
また、本発明の基布はエアバッグをはじめ資材用途にも広く適用できるが、化学的耐久性、例えば、高度の耐熱性、耐候性、耐酸化防止性を有するよう各種の耐熱剤、耐光剤、酸化防止剤等を含有した繊維を用いることが好ましい。例えば、ポリアミド繊維の場合は、酢酸銅、沃化銅、臭化銅、塩化第二銅や無機または有機銅錯塩等の各種銅塩、沃化カリウム、沃化ナトリウム、臭化カリウム、塩化リチウム、塩化カルシウム等のハロゲン化アルカリ金属およびハロゲン化アルカリ土金属、ヒンダ−ドフェノ−ル系抗酸化剤やジフェニルアミン系酸化防止剤、イミダゾ−ル系抗酸化剤、無機、有機の燐化合物および紫外線吸収剤、マンガン塩等を用いる。含有量は通常、金属塩の場合は金属として10〜100ppm、その他の添加剤は500〜5000ppm程度である。
【0031】
また、用途によっては、酸化チタン、炭酸カルシウム、カオリン等の艶消し剤、ステアリン酸カルシウム等の滑剤等を用いることもできる。
【0032】
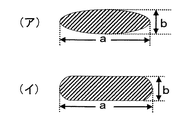
本発明のコートエアバッグ用基布に用いる扁平断面糸の単糸断面形状は、通常は図1(ア)に示すような楕円形、および図1(イ)に示すような向かい合う辺が平行である楕円形であるが、楕円形以外の形状であっても、長軸と短軸が後述の関係を満たすものであればいずれも用いることができる。例えば、長方形、菱形、繭型のような左右対称型は勿論、左右非対称型でもよく、あるいはそれらの組み合わせ型でもよい。また、更に上記を基本型として、本発明の効果を損ねない範囲で突起や凹み、或いは中空部が存在しても良い。
【0033】
ここで、長軸および短軸とは楕円形の長径、短径に相当するものである。一方、単糸断面形状が上記のとおり楕円形以外の場合のは、該単糸断面形状において重心を通る重心線を引き、その最も長い線分をもって長軸と定義する。また、その長軸に対し垂直方向における最も長い線分を短軸と定義する。
【0034】
本発明ににおける扁平断面糸は、単糸の断面形状が扁平率(長軸と短軸の長さの比)1.5〜8であることが必須であり、好ましくは2〜6である。かかる範囲の扁平断面糸を使用することで、各単糸の長軸が基布の水平方向に配列することが可能となり、通常の円断面糸を使用した場合に比べ、得られる布帛の厚みは薄く収納性が向上する。扁平率が1.5未満では円断面糸に近く、扁平断面糸を用いた効果が十分に得られなくなる。一方、扁平率が8を越えると、扁平断面糸を用いる効果が飽和するばかりか、高強度、高タフネス繊維を良好な品位で安定に製糸することが難しくなるという問題が生じる。
【0035】
一般の円断面糸においては単糸繊度が小さいほど、布帛上でのカバリング性が向上し、得られる布帛の柔軟性、収納性は向上する。しかしながら一方で単糸繊度が細くなる従い製糸性が悪化するという問題が生じる。つまり、生産性(生産効率および収率)を考慮した場合、単糸繊度を細くすることによる柔軟性、収納性の向上には限界がある。
【0036】
これに対し、上述の扁平断面糸は、実際の単糸繊度を小さくせずとも、円断面糸における単糸細繊度効果を十分に得ることができるようになる。このことは、例えば、扁平率3.5、単糸繊度10dtexの扁平断面形状のポリアミド糸の短軸は、単糸繊度2.4dtexの円断面糸の直径に相当することに起因する。さらに、例えば、扁平率3.5、単糸繊度4dtexの扁平断面糸の短軸長は、通常では安定に製糸することが難しい単糸繊度1dtex以下、いわゆるマイクロファイバーの直径に相当する。つまり、扁平断面糸を用いると円断面糸では得難いほどの単糸細繊度効果をも期待することができるようになるのである。
【0037】
本発明に用いられる扁平断面糸は、強度7〜10cN/dtex、伸度10〜30%、沸騰水収縮率3〜8%であることが好ましく、該物性を有する合成繊維を使用することで引張り強力、引裂き強力等の機械的特性に優れたエアバック用基布を得ることができるようになる。これらの原糸特性は、通常のエアバッグ用原糸として使用されている円断面糸とほぼ同レベルにある。
【0038】
本発明のコートエアバッグ用基布は上記特定の扁平断面糸から構成されるが、基布の断面において、基布を構成する経糸および緯糸フィラメントの長軸方向が該基布の水平方向に配列していることこそが最大かつ重要な特徴である。つまり、本発明のエアバッグ用基布を経糸と直角方向に切断しその経糸の断面を観察した場合、扁平断面の長軸が実質的に基布の緯糸方向と平行方向に並んでいること、同様に緯糸と直角方向に切断しその緯糸の断面を観察した場合に、扁平断面の長軸が実質的に基布の経糸方向と平行に整然と並んでいることが特徴である。
【0039】
このことを定量的に表現するため、水平度指数(HI:Horizontal Index)を定義した。水平度指数HIは、布帛を構成する経糸及び緯糸の各フィラメントの長軸方向と布帛の水平方向とのなす角度(θ)の余弦(hi)とし、その総和平均として表す。すなわち、以下の式で算出することができる。
【0040】
HI=(Σhi)/f
hi=cosθ
θ:各フィラメントの長軸方向と布帛の水平方向とのなす角度
f:フィラメント数
本発明における扁平断面糸を用いたエアバッグ用基布について、水平度指数HIは0.85〜1.0であり、好ましくは0.90〜1.0、より好ましくは0.95〜1.0である。水平度指数HIを係る範囲とすることで、基布自体が薄くなり柔軟性、収納性に優れたコートエアバッグ用基布を得ることが可能となる。また、基布の表面形態がより平坦になることで、樹脂エラストマーを均一かつ薄く塗布することができるようになる。その結果、本発明の目的である軽量で柔軟な収納性に優れたコートエアバッグ用基布を得ることができるようになる。水平度指数HIが0.85未満であるとせっかく扁平断面糸を用いても本発明の効果、すなわち薄くて収納性に優れた基布を得ることが難しくなる。
【0041】
本発明のコートエアバッグ用基布は、扁平率が1.5〜8の扁平断面糸から構成され、かつフィラメントの長軸方向が基布の水平方向に整然と配列している特徴を満たしているが、同時に下記(1)〜(4)の基布特性を有することが好ましい態様である。
(1)カバーファクター:1500〜2400
(2)引張り強力≧400N/cm
(3)引裂き強力≧200N
(4)基布の厚み:0.20〜0.35mm
カバーファクターについては、1500〜2400が好ましく、より好ましくは1700〜2200である。ここで、カバーファクターとは経糸の総繊度をD1(dtex)、織密度をN1(本/2.54cm)、緯糸の総繊度をD2(dtex)、織密度をN2( 本/2.54cm)としたときに、(D1×0.9)1/2 ×N1+(D2×0.9)1/2 ×N2で表される値である。カバーファクターは基布の厚みや柔軟性等の収納性、および引張り強力や引裂き強力といった機械的特性と直接的に関係しており、適切な範囲にあることがエアバッグ用基布として重要である。なお、本発明のコートエアバッグ用基布は、単糸が扁平断面糸であり、かつ該単糸が基布の水平方向に整然と配列しているためカバリング性が極めて良く、通常の円断面糸を用いた基布に比べカバーファクターを10〜30%低くすることができる。カバーファクターを低く設定することは、使用する繊維量が減少し、また、打ち込み本数が少なくて良いことから製織工程の時間を短縮でき、エアバック基布自体のコストダウンが図れることになる。
【0042】
基布の引張り強力について、好ましくは500N/cm以上、より好ましくは550N/cm以上、基布の引裂き強力について、好ましくは200N以上、より好ましくは250N以上である。かかる範囲の引張り強力、および引裂き強力を有する機械的特性に優れた基布は、あらゆる種類のエアバッグ、すなわち運転席用エアバッグ、助手席用エアバッグ、サイドエアバッグ、ニーエアバッグ、インフレ−タブルカ−テン用エアバッグ等のいずれに適用しても、バック展開時の衝撃力に耐えることができる。
【0043】
特に、本発明コ−トエアバッグ用基布の特徴の1つは、引張り強力に対し引裂き強力が相対的に高いということである。通常の円断面糸の引裂き強力と引張り強力の比は単糸繊度にも因るが、およそ1/2.5〜1/1.5程度であり、単糸繊度が細くなるに従い低下する。それに対し本発明のコ−トエアバッグ用基布の引裂き強力と引張り強力の比は1/1.5〜1/1.2程度と相対的に高く、しかも単糸繊度が細くなっても、引裂き強力と引張り強力の比についての低下は少ないという特徴がある。このことは衝撃により基布表面に生じた裂け、穴などの破損部位が基布上で次々と伝播するのを防ぐために有効である。本発明コ−トエアバッグ用基布は、扁平断面フィラメントカバリング性が極めて良く、高密度に充填されて織り込まれているため、あたかも一本の扁平モノフィラメントのような集束状態の挙動をするため、高い引裂き強力が発現するのではないかと推定される。
【0044】
本発明コ−トエアバッグ用基布の厚みは0.20〜0.35mmであることが好ましい。かかる範囲の厚みを有するコートエアバッグ用基布は、インフレーターから噴射される高温ガスに対し十分な耐熱性を有し、かつより厳しい収納性が要求される小型車等へ好適に搭載ができる。本発明のコ−トエアバッグ用基布の厚みは従来の円断面糸からなる基布の厚みに比べ、同一のカバーファクターで比較した場合、およそ15%以上薄くでき、コンパクト性、収納性に優れることが特徴である。
【0045】
本発明のエアバッグ用基布において、基布表面の樹脂エラストマー付着量は0.1〜60g/m2であり、好ましくは5〜30g/m2、より好ましくは10〜20g/m2である。樹脂付着量が0.1g/m2未満であると、本発明の扁平断面糸を用いた基布であっても、基布全面への樹脂の均一塗布が困難となり、エアバッグ膨張時にエア漏れを起こしたり、破裂する危険が伴う。また、逆に樹脂塗布量が60g/m2を越えると、せっかく扁平断面糸を用いても収納性、柔軟性が悪化し本発明の目的を達さなくなる。本発明では単糸断面が扁平形状であること、また該単糸の長軸が基布の水平方向に整然と配列している特徴を有すことから、通常の円断面糸からなる基布に比べ表面が平坦となり、樹脂エラストマーを均一かつ薄く塗ることができるようになる。その結果、基布は薄く柔軟で収納性が向上する。通常の円断面糸を用いた基布は表面が凸凹のため、樹脂で全面にコーティングしようとすると本発明の基布に比べ多量の樹脂が必要となる。
【0046】
基布表面に塗布する樹脂エラストマーについては、シリコーン樹脂、クロロプレン樹脂、ポリウレタン樹脂などが用いられる。中でも、シリコーン樹脂が好ましい。
【0047】
次に本発明のコートエアバッグ用基布を製造するための方法の一例を説明する。
【0048】
本発明のコートエアバッグ用基布に用いる扁平断面を有する合成繊維は、前記したとおり種々のポリマからなる繊維を用いることができるが、高強度・高タフネスを有する繊維を得るためにはポリアミド繊維が好ましい。特に硫酸相対粘度3.0〜4.0の高粘度のナイロン66ポリマが好ましく用いられる。
【0049】
繊維を製造するには、ポリマを溶融し、濾過した後、口金の細孔から紡出するが、口金孔形状は各フィラメントの断面が本発明で特定する扁平断面となるよう設計した口金を用いる。特に、紡出され糸条が冷却固化するまでの、溶融ポリマの表面張力による断面形状の変化を考慮して口金孔形状を設計する。
【0050】
例えば、図1(ア)の楕円形状を有する繊維を得るには口金吐出形状を図2の(ア)に示すような長方形状に設計すればよい。長方形のタテ長さc、ヨコ長さdは得ようとする繊維の単糸繊度および扁平率によって適宜設定すればよい。一方、単糸断面が図1の(イ)に示したように向かい合う辺が平行である楕円形状にするためには、図2(イ)のように、両端および内部に小円孔を配し、小円孔どおしをスリット孔で繋いだ形状に設計すればよい。この場合の小円孔の数、小円孔の径、スリット孔の長さ、スリット孔の幅、また、全体のタテ長さc、ヨコ長さd等については、得ようとする繊維の単糸繊度、扁平率に応じて適宜選択すればよい。向かい合う辺をより平行な直線状とするには、口金吐出後の雰囲気状態にも因るが、小円孔の数4〜8個、径0.1〜0.3mm、スリットの幅0.1〜0.3mm、長さ0.1〜0.3mmの範囲にあることが好ましい。
【0051】
紡出糸条は冷却固化した後、油剤を付与され、所定の回転速度で回転する引き取りロ−ラに捲回して引き取る。引き続き、そのまま連続して糸条を順次高速回転するネルソンローラーに捲回することで延伸を行う。より高強度の繊維を得るためには2段以上の多段延伸することが好ましい。また、最終延伸ローラー温度は200℃以上に設定し延伸熱処理を施した後、弛緩処理して巻き取ることが、適当な収縮特性を有する繊維を得るために好ましい。製糸生産効率の向上に伴い、巻き取り速度は2500〜4500m/minで4〜8糸条の同時直接紡糸延伸法で行われる。
【0052】
通常、巻き取り前の糸条に集束性を付与するため交絡処理を行う。交絡処理は走行糸条に対し交差方向に、複数のノズル孔から高圧の空気を噴射させて行う。交絡数が多いほど糸条は集束状態にあり、製経や製織での工程通過性がよくなるため好まれる。しかしながら一方で、糸条に与えられた交絡は製織後は解れて、基布中での糸条交絡数は実質的に少ない方が好ましい。基布に交絡が多数残っていると各単糸がところどころで捻れていることになり、本発明における重要な要件である特定の水平度指数HIを得るのが難しくなることがある。本発明における繊維に付与する適当な交絡数は3〜20個/m、好ましくは5〜15個/m、より好ましくは5〜10個/mである。また、基布中での該繊維の交絡数は経糸および緯糸ともに3個/m以下であることが好ましい。かかる範囲の交絡数とすることで、整経、製織における工程通過性を損なうことなく、該繊維からなる基布の経糸方向のHI、緯糸方向のHIを十分に高めることができ、しいては薄くて柔軟で収納性に優れたコートエアバッグ用基布を高い生産性で得ることができるようになる。
【0053】
次に、上記得られた繊維は整経、製織される。織機はウォータージェットルームが多くく用いられるが、レピアル−ムやエア−ジェットル−ムなど何ら限定されるものではない。また、基布の織構造についても、通常、平織りが多いが、ツイル織りなどいずれの構造であっても構わない。
【0054】
整経工程および製織工程においては、本発明に係る扁平断面フィラメントが基布の水平方向に並ぶように、経糸張力を適度に設定し、かつ緯糸の打ち込み張力が適度となるよう制御しながら行う。適度な経糸張力の範囲は0.05〜0.6cN/dtexである。製織時の経糸張力が0.05cN/dtex未満であると、本発明の重要な要件である基布断面中での扁平断面フィラメントの配列状態を表す水平度指数(HI)が十分に高くならず、柔軟性および収納性に優れたエアバッグ用基布を得ることができなくなる。逆に、経糸張力が0.6cN/dtexを越えた場合においても、水平度指数(HI)はむしろ低下し、本発明のエアバッグ用基布の特徴が得られないことがある。また、製織時の経糸張力が高すぎると、単糸切れ、全糸切れが発生し製織機の停台を起し、基布の品位が低下し、かつ生産効率が低下する。
【0055】
一方緯糸は、整経工程がなく、直接製織工程で緯糸打ち込みされるため、原糸に付与されている交絡の解除と扁平断面糸の長軸が基布の水平方向に配列するよう、十分配慮した張力管理が必要である。通常、原糸チ−ズから糸条を解除し、緯糸を打ち込む直前の測長ドラム上までの間で、緯糸の交絡が概ね解消されるよう、張力を付与する。その張力範囲は0.05〜0.6cN/dtexである。特に、0.2〜0.5cN/dtexの範囲が好ましい。そして、緯糸打ち込み時の張力も同様0.05〜0.6cN/dtexの範囲とする。最近の高速製織されるウォ−タ−ジェットル−ムの場合は、緯糸の打ち込み張力は比較的高いので、緯糸打ち込み直前までに交絡が解消されていなくても製織時に緯糸の各フィラメントの長軸は基布の水平方向に配列するが、レピア織機やエア−ジェット織機で製織する場合は緯糸打ち込み張力が低いので、緯糸打ち込みの前までに張力をかけて原糸の交絡を解消させておく必要がある。
【0056】
かくして、経糸および緯糸ともに、各扁平断面フィラメントの長軸がそれぞれ基布の水平方向に配列し本発明の扁平糸基布が得られる。
【0057】
また、更に本発明効果を確実かつ安定に発現させ、かつ従来の扁平糸基布より一段と性能を発揮させるために、上記得られた基布に加熱加圧加工処理、所謂カレンダ−加工処理を加えることが好ましい。
【0058】
カレンダ−加工機は通常のカレンダ−機でよい。カレンダ−加工の温度は180〜220℃、圧力は3000〜10000N/cm、速度は4〜50m/分が好ましい。カレンダ−加工は、少なくとも片面に施してあれば性能は充分に得られる。
【0059】
引き続き基布は、樹脂エラストマーをコーティングし、ヒートセット加工してコートエアバッグ用基布とする。場合によっては、製織後に精練を施し、引き続き樹脂エラストマーの塗布を行うこともある。
【0060】
基布表面に樹脂エラストマーをコーティングする方法としては、基布を樹脂溶液槽に浸漬させたのち、余分な樹脂をマングル、バキューム、さらにはコーティングナイフ等を用いて除去・均一化する方法、スプレー装置やフォーミング装置を用いて樹脂を吹き付ける方法などが一般的である。これらのうち、樹脂を均一、かつ、少なく塗布するという観点からはコーティングナイフを用いたナイフコーティング法が好ましいが、何ら限定されるものではない。
【0061】
また、塗布する樹脂エラストマーは特定されるものではないが、難燃性、耐熱性、空気遮断性等に優れているものが好ましく、前述の通り、例えば、シリコーン樹脂、クロロプレン樹脂、ポリウレタン樹脂、ポリアミド系樹脂等がよく使用される。
【0062】
なお、上記高次加工の工程順序は、本発明の効果を損ねない範囲で何ら限定されるものではない。
【0063】
上記、本発明の態様について詳述してきたが、本発明においては、特定の断面形状を有する繊維、および特定の構造を有する基布をそれぞれ設計すること、すなわち、単糸の断面形状が扁平率1.5〜8の扁平断面糸を使用し、フィラメントの長軸方向が基布の水平方向に整然と配列していることによって、基布自体が薄く、柔軟になる効果と、基布表面の平坦化により樹脂エラストマーが均一かつ薄く塗布できる効果の両方を発現させることができるようになる。また、該繊維および基布は、強度、伸度等の機械的特性にも優れる。以上の結果、これまで達成できなかった、機械的特性、耐熱性、ガス通気性ゼロ、およびコンパクト性、収納性等エアバッグ用基布に要求されるあらゆる特性をバランス良く兼ね備えたコートエアバッグ用基布が得られるようになる。
【0064】
また、本発明に用いられる扁平断面糸およびコートエアバッグ用基布は、とりわけ特異な方法、装置を使用する必要はなく、高い生産性で得ることができ、極めて実用的である。
【0065】
【実施例】
以下に実施例および比較例を挙げて、本発明を具体的に説明する。
【0066】
なお、明細書本文および実施例に示した物性の測定法は次の通りである。
原糸特性:
[扁平率]:
繊維を切断してその断面を、光学顕微鏡を用いて200倍で写真撮影し、焼き付けた。写真上で単糸の長軸(a)と短軸(b)の長さを測定し、その比をもって扁平率とした。単糸を10本測定し、その平均値で示した。
【0067】
扁平率=a/b
[総繊度]:
JIS L−1013の方法により、正量繊度を測定した。
[単糸繊度]:
総繊度をフィラメント数で除して算出した。
[強度、伸度]:
20℃−65%の温湿度調整室に24時間以上、カセ状にして放置した試料をJIS L−1013の方法により、試長25cm、引張速度30cm/分の条件で測定した。
[沸騰水収縮率]:
原糸をカセ状にサンプリングして、20℃、65%RHの温湿度調整室で24時間以上調整し、試料に1cN/dex相当の荷重をかけて長さL0を測定した。次に、この試料を無緊張状態で沸騰水中に30分間浸漬した後、上記温室度調整室で4時間風乾し、再び試料に1cN/dex相当の荷重をかけて長さL1を測定した。それぞれの長さL0およびL1から次式により沸騰水収縮率を求めた。
【0068】
沸騰水収縮率=[(L0−L1)/L0]×100(%)
[交絡数]:
水浸漬法により長さ1mm以上の交絡部の個数を測定し、1mあたりの個数に換算した。原糸10本を測定し、その平均値で示した。
【0069】
水浸漬バスは、長さ70cm、幅15cm、深さ5cmで、長手方向の両端より10cmの位置に仕切板を設けたものを用いた。このバスに純水を満たし、原糸サンプルを水浸させ、交絡部個数を測定した。なお、油剤等の不純物の影響を排除するために測定毎に純水を交換した。
[基布の交絡数]:
基布を分解し、経糸および緯糸を10本ずつサンプリングして測定試料とした。該試料を上記交絡数と同様の水浸漬法で測定し、経糸、緯糸とも10本の平均値で示した。
基布特性
[カバーファクター]:
経糸の総繊度D1(dtex)、織密度N1(本/2.54cm)、緯糸の総繊度D2(dtex)、織密度N2( 本/2.54cm)を用いて、次式により算出した。
【0070】
カバーファクター=(D1×0.9)1/2 ×N1+(D2×0.9)1/2 ×N2
[水平度指数HI]:
1800mm巾の基布の片端からおよそ900mmの部分を経糸断面および緯糸断面方向にそれぞれ切断し、走査電子顕微鏡(SE)でそれぞれ基布の断面を写真撮影した。写真上で経糸断面および緯糸断面それぞれについて、扁平断面フィラメントの長軸が基布の水平方向となす角度(θ)を各フイラメント毎に測定した。測定した角度の余弦値(hi)を求め、その総和平均を水平度指数(HI)とした。
【0071】
水平度指数HI=(Σhi)/f
hi=cosθ
θ:各フィラメントの長軸方向と布帛の水平方向とのなす角度
f:フィラメント数
特に断らない限り、経糸および緯糸各1本を選びその全フイラメントについて測定した。なお、写真撮影はコーティング後の基布に対して行った。
[引張強力]:
JIS L1096(6.12.1A法)の方法で測定した。
[引裂強力]:
JIS L1096(6.15.2A−2法)の方法で測定し、経方向と緯方向の平均値を求めた。
[通気度]:
JIS L1096(6.27.1A法)の方法に準じ、タテ20cm、ヨコ15cmの布帛サンプルにおいて、直径10cmの円形部分に層流管式通気度測定機を用いて、19.6KPaの圧力に調整した空気を流したときに通過する空気量(cc/cm2/sec)を測定した。
[布帛の厚み]:
JIS L1096(6.5)の方法で測定した。
[剛軟度]:
JIS L1096(6.19.1A法)に準じ測定した。
[エアバッグの厚み(バッグの収納性)]:
作製した布帛を用いて、後述の60リットル容量のエアバッグを製織し、150×150mmの面積になるよう、先ず左右方向からそれぞれ4回蛇腹に折り畳んだ後、次に上下方向からそれぞれ4回蛇腹に折り畳み、この折り畳んだバッグに4000gの荷重をかけ、そのときのバッグの厚さを測定した。
【0072】
[実施例1〜8、比較例1〜5]
硫酸相対粘度(98%硫酸を用いて25℃で測定)が3.7で、酢酸銅を銅として70ppm、沃化カリウムおよび臭化カリウムを各0.1重量%含有するナイロン66チップをエクストルーダ型紡糸機を用いて溶融し、溶融ポリマを計量ポンプで計量した後紡糸パックに供給した。溶融ポリマは紡糸パック中で濾過された後、紡糸口金を通して紡出した。紡糸温度(紡糸パック入り口のポリマ温度)が295℃となるようエクストル−ダ−およびスピンプロック(スピンビ−ム)等の温度を調整した。紡糸口金は、扁平断面糸および円断面糸について総繊度、フィラメント数、単糸繊度、扁平率等の異なる糸条を得るために、孔数、孔形状、孔寸法等を考慮して設計した口金を作製して適用した。
【0073】
口金直下には300℃に加熱した長さ250mmの加熱筒を設け、紡出糸条は一旦該300℃の加熱空気雰囲気中を通過させた後、20℃の冷風を吹きつけて冷却固化させた。次に該糸条に水系エマルジョン油剤を付与し、紡糸引き取りローラに捲回して引き取った。引き取り糸条は一旦巻き取ることなく連続して延伸・熱処理ゾーンに供給し、2段延伸後弛緩処理を施してナイロン66繊維を得た。
【0074】
まず、引き取りローラと給糸ローラの間で3%のストレッチをかけ、次いで給糸ローラと第1延伸ローラの間で1段目の延伸、該第1延伸ローラと第2延伸ローラの間で2段目の延伸を行った。引き続き、該第2延伸ローラと弛緩ローラとの間で7%の弛緩熱処理を施し、交絡付与装置にて糸条を交絡処理した後、巻き取り機にて巻き取った。各ローラの表面温度は、引き取りローラが常温、給糸ローラが40℃、第1延伸ローラ、第2延伸ローラがそれぞれ140℃、230℃、弛緩ローラが150℃となるように設定した。各ローラの周速度は、第1延伸ローラを3200m/min、第2延伸ローラを4000m/minの一定とし、引き取りローラと給糸ローラの速度は、単糸繊度や単糸の断面形状等の変化による延伸倍率に応じて、それぞれ変化させた。交絡処理は、交絡付与装置内で走行糸条に対し略直角方向に高圧空気を噴射することにより行った。噴射する空気の圧力を0.05〜0.4MPaの範囲で変更し、糸条の交絡数を変化させた。
【0075】
得られたナイロン66繊維の特性を表1に示した。
【0076】
次に各種得られたナイロン66繊維を300m/minの速度で整経し、次いで津田駒製ウォータージェットルーム(ZW303)を用いて織密度を調整し、回転速度1000rpmで製織し生機を得た。その際、経糸の整経張力および製織時の経糸張力、緯糸の解ジョから測長ドラム間の張力および緯糸打ち込み張力等を変化させて製織した。
【0077】
次いで一部の生機はアルキルベンゼンスルホン酸ソーダ0.5g/lおよびソーダ灰0.5g/lを含んだ80℃の温水浴中に3分間浸漬した後、130℃で3分間乾燥させ、180℃・1分間の熱処理を行った。
【0078】
次いで、一部の生機、熱処理機はカレンダ−加工処理を行った。加工機はトルクモ−タ−式多段金属ロ−ルセットからなり、金属表面温度で150℃、3000N/cmの圧力をかけて1分間、次いで180℃、6000N/cmの圧力をかけて1.5分間セットした。
【0079】
引き続きコンマコーターを用い、塗工量が15g/m2となるように溶剤型メチルビニル系シリコーン樹脂にてコーティングを行い、3分間乾燥した後、180℃で1分間加硫処理し、コートエアバッグ用基布を得た。
【0080】
基布のの製造条件および基布特性等について表1に示す。
【0081】
次に得られた基布を用い、エアバッグ用基布を作製した。
【0082】
まず、直径725mmの円状布帛2枚を打ち抜き法にて裁断し、一方の円状布帛の中央部に同一布帛からなる直径200mmの円状補強布帛を3枚積層して、直径110mm、145mm、175mmの円周上を470dtex/1×3から構成されるナイロン66製の縫い糸で本縫いによるミシン縫製した。また、布帛に直径90mmの孔を設け、インフレータの取り付け口とした。次に中心部からバイアス方向に225mmの位置に相反して同一布帛からなる直径75mmの円状補強布帛を1枚当て、直径50mm、60mmの円周上を470dtex/1×3から構成されるナイロン66製の縫い糸で本縫いによるミシン縫製し、直径40mmの孔を設け、ベントホール2カ所を作製した。最後に、本円状布帛の補強布側を外にし、他方の円状布帛と経軸を45度ずらして重ね合わせ、直径700mm、710mmの円周上を1400dtex/1から構成されるナイロン66製の縫い糸で二重縫いによるミシン縫製をし、袋体を裏返し60リットル容量のエアバッグを作製した。
【0083】
得られた袋体エアバッグの厚み(バッグの収納性)を表1に併せて示す。
【0084】
【表1】
 【0085】
【0085】
【表2】
【0086】
表1から明らかなように、本発明実施例の特定の断面形状を有する繊維および特定の構造を有するコートエアバッグ用基布は柔軟で厚みが薄く、収納性に優れるものであった。
【0087】
一方、繊維の断面形状および基布の構造が本発明の範囲外である比較例1〜4のコートエアバッグ用基布は柔軟性、収納性の面で本発明品に対し劣るものであった。また、単糸断面の扁平率を9に設定しようとした比較例5では、製糸糸切れが多発しナイロン66繊維を得ることができなかった。
【0088】
[実施例9、比較例6]
実施例1と同様の方法で得られた生機および比較例1と同様の方法で得られた生機を用い、コンマコータにより塗工量が1g/m2となるように溶剤型メチルビニル系シリコーン樹脂にてコーティングを行い3分間乾燥した後、180℃で1分間加硫処理し、コートエアバッグ用基布を得た。引き続き、得られた基布を用い実施例1と同様の方法で60リットル容量のエアバッグを作製した。
【0089】
基布の製造条件、特性等について表2に示す。
【0090】
[比較例7、8]
コンマコータを用い塗工量が0.05g/m2、70g/m2となるようにコーティングを行った以外は実施例1と同様の方法でエアバッグ用基布、および、エアバッグを得た。得られた基布の特性等について表2に示す。
【0091】
【表3】
【0092】
表2から明らかなように、本発明の扁平糸からなる基布では樹脂コーティング量を減少しても均一塗工が可能となり、その結果、通気度ゼロを確保できるのに対し、比較例6のとおり本発明範囲外である円断面糸基布に少量の樹脂を均一にコーティングすることは難しく、通気度ゼロが確保できなく、しいては安全性に不安を残すものとなった。
【0093】
また、本発明に特定の断面形状を有する繊維および特定の構造を有するコートエアバッグ用基布を用いても、比較例7のごとく樹脂塗工量が0.1g/m2未満になると通気度ゼロを確保できなくなり、逆に比較例8のとおり樹脂塗工量が60g/m2を越えると、本発明の目的である収納性の向上が期待できなくなる。
【0094】
【発明の効果】
本発明のエアバッグ用基布は、従来のノンコートエアバッグ用基布、コートエアバッグ用基布がそれぞれ達成できなかった難燃性、通気度ゼロ化、かつ柔軟性、収納性を兼ね備える基布表面が樹脂コーティングされたコート基布であり、運転席用エアバッグ、助手席用エアバッグ、サイドエアバッグ、ニーエアバッグ、インフレータブル・カーテン用エアバッグ等あらゆるエアバッグ用途として好適に使用できる。また、本発明の特定の扁平断面糸を用いた場合には、通常の円断面糸を用いた場合に比べ、繊維の使用量を減らすことが可能となりコストダウン効果も生じる。
【図面の簡単な説明】
【図1】本発明の基布に用いる繊維の単糸断面形状の一例である。
【図2】本発明の基布に用いる単糸断面の繊維を得るための口金吐出孔形状の一例である。
【符号の説明】
a:長軸
b:短軸
c:口金短軸
d:口金長軸
【発明の属する技術分野】
本発明は、安全性の高いエアバッグ用基布に関するものであり、更に詳しくは、機械的特性および耐熱性に優れ、かつコンパクト性、収納性に優れた表面に樹脂エラストマ−がコーティングされたコ−トエアバッグ用基布に関するものである。特に、従来なかった厚みが薄く、柔軟なコ−ト基布を提供することにある。
【0002】
【従来の技術】
近年、エアバッグは自動車に搭乗した乗員の安全を確保するための装置として欠かせないものとなり、自動車への装着率が益々高まっている。
【0003】
そして、安全装置としてのエアバッグに対する信頼性向上の要求は一段と強まっており、また、エアバッグ装置のコンパクト化、コストダウン等といった要求もますます強まりつつある。このため、エアバッグを構成するエアバッグ用基布、エアバッグ用原糸および布帛の製造工程にも上記要求を満足させるよう一層の改善が求められている。
【0004】
これまでも、エアバッグ用基布としての機械的特性を損なうことなく、折り畳み性に優れ、収納容積の小さなエアバッグを実現させるための技術が開示されている。なかでも異形断面糸を用いた布帛をエアバッグ用基布として用いる技術は、安全性および収納性等の次世代エアバッグとして求められる性能を満足できることから注目される。
【0005】
異形断面糸を用いた従来技術としては、特開平4−193647号公報、特開平4−201650号公報、特開平7−252740号公報、特開平8−60425公報、特開2002−129444号公報、および米国特許第6037047号明細書等がある。
【0006】
従来技術として、軽量でかつ柔軟性および収納性に優れ、機械的特性の優れたエアバッグ用布帛として、単糸繊度が1.0〜12デニール、単糸変形度が1.5〜7.0である扁平を含む異形断面を有する単糸の複数本からなるポリアミドマルチフィラメントを用いたエアバッグ用布帛が開示されている(例えば特許文献1および2参照)。
【0007】
しかしながら、当該技術は糸条に形成させた交絡やル−プを布帛の表面特性として利用し、布帛の表面積を増大させ樹脂の付着効率を高め、布帛と樹脂との接着性を向上させることを目的としたものである。また、布帛の嵩高性を高め、柔軟ではあるが厚みを有することを特徴としている。すなわち、樹脂の付着量を減らし、布帛の厚みを薄くすることは全く意図されていない。
【0008】
また、単糸断面の扁平率1.5以上、総繊度180デニ−ル以上450デニ−ル以下、単糸繊度0.1デニ−ル以上7.0デニ−ル以下、強度7.5g/d以上、伸度12.0%以上のマルチフィラメント糸を用いてなるエアバッグ用基布についても開示されている(例えば特許文献3参照)。
【0009】
該技術は、確かに単糸断面が扁平形状であり、かつ特定の総繊度および単糸繊度からなる原糸を用いることにより、低い通気性と、軽量で収納性の優れたエアバッグ用基布が得られるとしている。しかしながら、基布にコ−テイングしない、すなわちノンコ−ト基布として低通気性を達成することを目的としたものであって、基布表面に樹脂を塗布したいわゆるコート基布についてコンパクト性、収納性向上を達成しようとした技術ではない。
【0010】
また、ノンコートエアバッグ用基布について、収納性、低通気性の向上技術を開示したものがある(例えば特許文献4参照)。しかし、扁平糸の特徴を最大限に活かすための工夫、即ち、基布断面において該基布を構成する経糸および緯糸の長軸が基布の水平方向に高度に配列させることについては記載されていない。
【0011】
単糸の横断面において、扁平基部の長手方向に略半円形状突起部からなる対称に付与された凸部を1〜3個有し、扁平断面糸の長軸と短軸との比が4/1〜2/1であり、かつ単糸繊度が2〜10デニ−ル、強度が7g/d以上であるエアバッグ用繊維についても開示されている(例えば特許文献5参照)。特許文献5は単糸断面に突起部を付与することで該繊維を製糸性良く得ることを目的としたものであり、一方で該突起部は単糸同士のパッキング性を阻害し、その結果、該繊維を用いてなる布帛は薄さの点で十分とは言えない。また、該文献には樹脂コートについての記載は全くなく、ノンコート基布に関する技術を開示しているものである。
【0012】
更に、カバリング性と柔軟性に優れたポリエステル繊維布帛の原糸として、ダイヤモンド型やS字型をした扁平断面糸を用いることが有効であることが開示され、エアバッグ用布帛としても有用であるとされている(例えば特許文献6参照)。しかしながら、該特許明細書に記載のダイヤモンド型やS字型をした扁平断面糸を用いたポリエステル繊維布帛は、確かにカバリング性が良く、またポリエステル繊維としては柔軟性に優れた布帛を提供するものの、ポリアミド繊維からなる布帛と比較した場合は特に効果を有するものとは言えない。更に、コ−トエアバッグ基布としての記述はなく、ノンコ−トエアバッグ用基布技術について開示したものと言える。
【0013】
【特許文献1】
特開平4−193647号公報
【0014】
【特許文献2】
特開平4−201650号公報
【0015】
【特許文献3】
特開平7−252740号公報
【0016】
【特許文献4】
特開平8−60425号公報
【0017】
【特許文献5】
特開2002−129444号公報
【0018】
【特許文献6】
米国特許第6037047号明細書
【0019】
【発明が解決しようとする課題】
本発明は高い安全性と良好な収納性とを兼ね備えたエアバッグ、すなわち機械的特性、耐熱性に優れ、バッグ展開時にベントホール以外からは実質的にガスが漏れず、かつ柔軟性、コンパクト性、収納性に優れた厚みの薄いコートエアバッグ用基布を提供することにある。
【0020】
近年、エアバッグに対してコンパクト性、収納性、さらにはコストダウンといった要求がより強くなるにつれて、樹脂を塗布しないノンコート基布が広く使用されるようなってきている。確かにノンコートエアバックはコートエアバッグに比べ、コンパクト性、収納性に優れ、コスト的に有利ではあるものの、耐熱性やガスの通気性等の面では不利であり、しいては安全性に不安を残すものである。特に、最近では安全性を高める目的でインフレーターの高出力化が進められており、エアバッグ用基布においても、より高い耐熱性、より低い通気性、端的には通気度ゼロ化が求められるようになっている。このような状況下において、やはり、基布表面に樹脂コーティングを施したコート基布は有用であると言える。
【0021】
本発明は、従来のノンコートエアバッグ用基布、コートエアバッグ用基布がそれぞれ達成できなかった難燃性、通気度ゼロ化、およびコンパクト化等をバランス良く達成したエアバッグ用基布を提供することにある。つまり、難燃性に優れ通気度を実質的にゼロとすることが可能な樹脂コーティングを施したコート基布をベースにコンパクト性、収納性を改良したコートエアバッグ用基布を提供すること、およびその製造方法を提供することにある。
【0022】
【課題を解決するための手段】
上記の課題を解決するために、本発明のコートエアバッグ用基布は主として以下の構成を有する。すなわち、
単糸断面形状が扁平率(長軸と短軸の長さの比)1.5〜8の範囲内にある扁平断面フィラメント糸条を経糸および緯糸として用いた基布に、樹脂エラストマーが塗布されたコートエアバッグ用基布であって、該基布の断面において、基布を構成する各単糸の長軸方向と基布の水平方向とのなす角度(θ)の余弦(hi)の総和平均で表した水平度指数(HI)が0.85〜1.0で、該フィラメントの扁平断面の長軸が基布の水平方向に配列しており、かつ、樹脂エラストマーの付着量が0.1〜60g/m2であることを特徴とするコートエアバッグ用基布。
【0023】
さらに、本発明のコートエアバッグ用基布においては、次の(a)、(b)、(c)のいずれか1つ又はその組み合わせを満たすことが好ましい態様であり、これらの要件を満足することでさらに優れた効果が得られる。
(a)樹脂エラストマーの付着量が5〜30g/m2であること。
(b)前記基布が、下記(1)〜(4)の条件を満たすこと。
【0024】
(1)カバーファクター:1500〜2400
(2)引張り強力≧500N/cm
(3)引裂き強力≧200N
(4)基布の厚み:0.20〜0.35mm
(c)前記扁平断面フィラメント糸条が、ポリアミド繊維であること。
【0025】
また、本発明のコートエアバッグ用基布の製造方法は、主として次の構成を有する。すなわち、
断面形状が扁平率(長軸と短軸の長さの比)1.5〜8の範囲内にある扁平断面フィラメント糸条を経糸および緯糸として用いた基布に、樹脂エラストマーが塗布されたコートエアバッグ用基布を製造する方法において、製織時の経糸および緯糸をそれぞれ0.05〜0.6cN/dtexの張力をかけて製織し、基布を構成する経糸および緯糸フィラメントの長軸方向と基布の水平方向とのなす角度(θ)の余弦(hi)の総和平均で表した水平度指数(HI)が0.85〜1.0となるように製造することを特徴とするコートエアバッグ用基布の製造方法。
【0026】
さらに、本発明のノンコートエアバッグ用基布の製造方法においては、次の(d)および/または(e)を満足することが好ましい態様であり。これらの要件を満足することによって、さらに優れた効果を得ることができる。
(d)前記製織して得られた布帛に加熱加圧加工を施すこと。
(e)扁平断面フィラメント糸条の交絡数が3〜20個/mであり、基布中での該扁平断面フィラメント糸条の交絡数が3個/m以下となるように製織すること。
【0027】
【発明の実施の形態】
以下に本発明について詳述する。
【0028】
本発明のコートエアバッグ用基布は合成繊維、例えば、ポリアミド繊維、ポリエステル繊維、ポリオレフィン繊維、ポリビニルアルコール繊維等からなる布帛であって、繊維の素材は特に限定されるものではないが、好適な素材としてポリアミドが挙げられる。ポリアミド繊維とは、ポリヘキサメチレン(N66)、ポリカプラミド(N6)、ポリテトラメチレンアジパミド(N46)およびそれらポリマの共重合物、ブレンド物等からなる繊維である。
【0029】
特に本発明のような高強度、高タフネスの基布を得るためには硫酸相対粘度で3.0以上、好ましくは3.3以上の高分子量ポリアミドポリマを用いる。
【0030】
また、本発明の基布はエアバッグをはじめ資材用途にも広く適用できるが、化学的耐久性、例えば、高度の耐熱性、耐候性、耐酸化防止性を有するよう各種の耐熱剤、耐光剤、酸化防止剤等を含有した繊維を用いることが好ましい。例えば、ポリアミド繊維の場合は、酢酸銅、沃化銅、臭化銅、塩化第二銅や無機または有機銅錯塩等の各種銅塩、沃化カリウム、沃化ナトリウム、臭化カリウム、塩化リチウム、塩化カルシウム等のハロゲン化アルカリ金属およびハロゲン化アルカリ土金属、ヒンダ−ドフェノ−ル系抗酸化剤やジフェニルアミン系酸化防止剤、イミダゾ−ル系抗酸化剤、無機、有機の燐化合物および紫外線吸収剤、マンガン塩等を用いる。含有量は通常、金属塩の場合は金属として10〜100ppm、その他の添加剤は500〜5000ppm程度である。
【0031】
また、用途によっては、酸化チタン、炭酸カルシウム、カオリン等の艶消し剤、ステアリン酸カルシウム等の滑剤等を用いることもできる。
【0032】
本発明のコートエアバッグ用基布に用いる扁平断面糸の単糸断面形状は、通常は図1(ア)に示すような楕円形、および図1(イ)に示すような向かい合う辺が平行である楕円形であるが、楕円形以外の形状であっても、長軸と短軸が後述の関係を満たすものであればいずれも用いることができる。例えば、長方形、菱形、繭型のような左右対称型は勿論、左右非対称型でもよく、あるいはそれらの組み合わせ型でもよい。また、更に上記を基本型として、本発明の効果を損ねない範囲で突起や凹み、或いは中空部が存在しても良い。
【0033】
ここで、長軸および短軸とは楕円形の長径、短径に相当するものである。一方、単糸断面形状が上記のとおり楕円形以外の場合のは、該単糸断面形状において重心を通る重心線を引き、その最も長い線分をもって長軸と定義する。また、その長軸に対し垂直方向における最も長い線分を短軸と定義する。
【0034】
本発明ににおける扁平断面糸は、単糸の断面形状が扁平率(長軸と短軸の長さの比)1.5〜8であることが必須であり、好ましくは2〜6である。かかる範囲の扁平断面糸を使用することで、各単糸の長軸が基布の水平方向に配列することが可能となり、通常の円断面糸を使用した場合に比べ、得られる布帛の厚みは薄く収納性が向上する。扁平率が1.5未満では円断面糸に近く、扁平断面糸を用いた効果が十分に得られなくなる。一方、扁平率が8を越えると、扁平断面糸を用いる効果が飽和するばかりか、高強度、高タフネス繊維を良好な品位で安定に製糸することが難しくなるという問題が生じる。
【0035】
一般の円断面糸においては単糸繊度が小さいほど、布帛上でのカバリング性が向上し、得られる布帛の柔軟性、収納性は向上する。しかしながら一方で単糸繊度が細くなる従い製糸性が悪化するという問題が生じる。つまり、生産性(生産効率および収率)を考慮した場合、単糸繊度を細くすることによる柔軟性、収納性の向上には限界がある。
【0036】
これに対し、上述の扁平断面糸は、実際の単糸繊度を小さくせずとも、円断面糸における単糸細繊度効果を十分に得ることができるようになる。このことは、例えば、扁平率3.5、単糸繊度10dtexの扁平断面形状のポリアミド糸の短軸は、単糸繊度2.4dtexの円断面糸の直径に相当することに起因する。さらに、例えば、扁平率3.5、単糸繊度4dtexの扁平断面糸の短軸長は、通常では安定に製糸することが難しい単糸繊度1dtex以下、いわゆるマイクロファイバーの直径に相当する。つまり、扁平断面糸を用いると円断面糸では得難いほどの単糸細繊度効果をも期待することができるようになるのである。
【0037】
本発明に用いられる扁平断面糸は、強度7〜10cN/dtex、伸度10〜30%、沸騰水収縮率3〜8%であることが好ましく、該物性を有する合成繊維を使用することで引張り強力、引裂き強力等の機械的特性に優れたエアバック用基布を得ることができるようになる。これらの原糸特性は、通常のエアバッグ用原糸として使用されている円断面糸とほぼ同レベルにある。
【0038】
本発明のコートエアバッグ用基布は上記特定の扁平断面糸から構成されるが、基布の断面において、基布を構成する経糸および緯糸フィラメントの長軸方向が該基布の水平方向に配列していることこそが最大かつ重要な特徴である。つまり、本発明のエアバッグ用基布を経糸と直角方向に切断しその経糸の断面を観察した場合、扁平断面の長軸が実質的に基布の緯糸方向と平行方向に並んでいること、同様に緯糸と直角方向に切断しその緯糸の断面を観察した場合に、扁平断面の長軸が実質的に基布の経糸方向と平行に整然と並んでいることが特徴である。
【0039】
このことを定量的に表現するため、水平度指数(HI:Horizontal Index)を定義した。水平度指数HIは、布帛を構成する経糸及び緯糸の各フィラメントの長軸方向と布帛の水平方向とのなす角度(θ)の余弦(hi)とし、その総和平均として表す。すなわち、以下の式で算出することができる。
【0040】
HI=(Σhi)/f
hi=cosθ
θ:各フィラメントの長軸方向と布帛の水平方向とのなす角度
f:フィラメント数
本発明における扁平断面糸を用いたエアバッグ用基布について、水平度指数HIは0.85〜1.0であり、好ましくは0.90〜1.0、より好ましくは0.95〜1.0である。水平度指数HIを係る範囲とすることで、基布自体が薄くなり柔軟性、収納性に優れたコートエアバッグ用基布を得ることが可能となる。また、基布の表面形態がより平坦になることで、樹脂エラストマーを均一かつ薄く塗布することができるようになる。その結果、本発明の目的である軽量で柔軟な収納性に優れたコートエアバッグ用基布を得ることができるようになる。水平度指数HIが0.85未満であるとせっかく扁平断面糸を用いても本発明の効果、すなわち薄くて収納性に優れた基布を得ることが難しくなる。
【0041】
本発明のコートエアバッグ用基布は、扁平率が1.5〜8の扁平断面糸から構成され、かつフィラメントの長軸方向が基布の水平方向に整然と配列している特徴を満たしているが、同時に下記(1)〜(4)の基布特性を有することが好ましい態様である。
(1)カバーファクター:1500〜2400
(2)引張り強力≧400N/cm
(3)引裂き強力≧200N
(4)基布の厚み:0.20〜0.35mm
カバーファクターについては、1500〜2400が好ましく、より好ましくは1700〜2200である。ここで、カバーファクターとは経糸の総繊度をD1(dtex)、織密度をN1(本/2.54cm)、緯糸の総繊度をD2(dtex)、織密度をN2( 本/2.54cm)としたときに、(D1×0.9)1/2 ×N1+(D2×0.9)1/2 ×N2で表される値である。カバーファクターは基布の厚みや柔軟性等の収納性、および引張り強力や引裂き強力といった機械的特性と直接的に関係しており、適切な範囲にあることがエアバッグ用基布として重要である。なお、本発明のコートエアバッグ用基布は、単糸が扁平断面糸であり、かつ該単糸が基布の水平方向に整然と配列しているためカバリング性が極めて良く、通常の円断面糸を用いた基布に比べカバーファクターを10〜30%低くすることができる。カバーファクターを低く設定することは、使用する繊維量が減少し、また、打ち込み本数が少なくて良いことから製織工程の時間を短縮でき、エアバック基布自体のコストダウンが図れることになる。
【0042】
基布の引張り強力について、好ましくは500N/cm以上、より好ましくは550N/cm以上、基布の引裂き強力について、好ましくは200N以上、より好ましくは250N以上である。かかる範囲の引張り強力、および引裂き強力を有する機械的特性に優れた基布は、あらゆる種類のエアバッグ、すなわち運転席用エアバッグ、助手席用エアバッグ、サイドエアバッグ、ニーエアバッグ、インフレ−タブルカ−テン用エアバッグ等のいずれに適用しても、バック展開時の衝撃力に耐えることができる。
【0043】
特に、本発明コ−トエアバッグ用基布の特徴の1つは、引張り強力に対し引裂き強力が相対的に高いということである。通常の円断面糸の引裂き強力と引張り強力の比は単糸繊度にも因るが、およそ1/2.5〜1/1.5程度であり、単糸繊度が細くなるに従い低下する。それに対し本発明のコ−トエアバッグ用基布の引裂き強力と引張り強力の比は1/1.5〜1/1.2程度と相対的に高く、しかも単糸繊度が細くなっても、引裂き強力と引張り強力の比についての低下は少ないという特徴がある。このことは衝撃により基布表面に生じた裂け、穴などの破損部位が基布上で次々と伝播するのを防ぐために有効である。本発明コ−トエアバッグ用基布は、扁平断面フィラメントカバリング性が極めて良く、高密度に充填されて織り込まれているため、あたかも一本の扁平モノフィラメントのような集束状態の挙動をするため、高い引裂き強力が発現するのではないかと推定される。
【0044】
本発明コ−トエアバッグ用基布の厚みは0.20〜0.35mmであることが好ましい。かかる範囲の厚みを有するコートエアバッグ用基布は、インフレーターから噴射される高温ガスに対し十分な耐熱性を有し、かつより厳しい収納性が要求される小型車等へ好適に搭載ができる。本発明のコ−トエアバッグ用基布の厚みは従来の円断面糸からなる基布の厚みに比べ、同一のカバーファクターで比較した場合、およそ15%以上薄くでき、コンパクト性、収納性に優れることが特徴である。
【0045】
本発明のエアバッグ用基布において、基布表面の樹脂エラストマー付着量は0.1〜60g/m2であり、好ましくは5〜30g/m2、より好ましくは10〜20g/m2である。樹脂付着量が0.1g/m2未満であると、本発明の扁平断面糸を用いた基布であっても、基布全面への樹脂の均一塗布が困難となり、エアバッグ膨張時にエア漏れを起こしたり、破裂する危険が伴う。また、逆に樹脂塗布量が60g/m2を越えると、せっかく扁平断面糸を用いても収納性、柔軟性が悪化し本発明の目的を達さなくなる。本発明では単糸断面が扁平形状であること、また該単糸の長軸が基布の水平方向に整然と配列している特徴を有すことから、通常の円断面糸からなる基布に比べ表面が平坦となり、樹脂エラストマーを均一かつ薄く塗ることができるようになる。その結果、基布は薄く柔軟で収納性が向上する。通常の円断面糸を用いた基布は表面が凸凹のため、樹脂で全面にコーティングしようとすると本発明の基布に比べ多量の樹脂が必要となる。
【0046】
基布表面に塗布する樹脂エラストマーについては、シリコーン樹脂、クロロプレン樹脂、ポリウレタン樹脂などが用いられる。中でも、シリコーン樹脂が好ましい。
【0047】
次に本発明のコートエアバッグ用基布を製造するための方法の一例を説明する。
【0048】
本発明のコートエアバッグ用基布に用いる扁平断面を有する合成繊維は、前記したとおり種々のポリマからなる繊維を用いることができるが、高強度・高タフネスを有する繊維を得るためにはポリアミド繊維が好ましい。特に硫酸相対粘度3.0〜4.0の高粘度のナイロン66ポリマが好ましく用いられる。
【0049】
繊維を製造するには、ポリマを溶融し、濾過した後、口金の細孔から紡出するが、口金孔形状は各フィラメントの断面が本発明で特定する扁平断面となるよう設計した口金を用いる。特に、紡出され糸条が冷却固化するまでの、溶融ポリマの表面張力による断面形状の変化を考慮して口金孔形状を設計する。
【0050】
例えば、図1(ア)の楕円形状を有する繊維を得るには口金吐出形状を図2の(ア)に示すような長方形状に設計すればよい。長方形のタテ長さc、ヨコ長さdは得ようとする繊維の単糸繊度および扁平率によって適宜設定すればよい。一方、単糸断面が図1の(イ)に示したように向かい合う辺が平行である楕円形状にするためには、図2(イ)のように、両端および内部に小円孔を配し、小円孔どおしをスリット孔で繋いだ形状に設計すればよい。この場合の小円孔の数、小円孔の径、スリット孔の長さ、スリット孔の幅、また、全体のタテ長さc、ヨコ長さd等については、得ようとする繊維の単糸繊度、扁平率に応じて適宜選択すればよい。向かい合う辺をより平行な直線状とするには、口金吐出後の雰囲気状態にも因るが、小円孔の数4〜8個、径0.1〜0.3mm、スリットの幅0.1〜0.3mm、長さ0.1〜0.3mmの範囲にあることが好ましい。
【0051】
紡出糸条は冷却固化した後、油剤を付与され、所定の回転速度で回転する引き取りロ−ラに捲回して引き取る。引き続き、そのまま連続して糸条を順次高速回転するネルソンローラーに捲回することで延伸を行う。より高強度の繊維を得るためには2段以上の多段延伸することが好ましい。また、最終延伸ローラー温度は200℃以上に設定し延伸熱処理を施した後、弛緩処理して巻き取ることが、適当な収縮特性を有する繊維を得るために好ましい。製糸生産効率の向上に伴い、巻き取り速度は2500〜4500m/minで4〜8糸条の同時直接紡糸延伸法で行われる。
【0052】
通常、巻き取り前の糸条に集束性を付与するため交絡処理を行う。交絡処理は走行糸条に対し交差方向に、複数のノズル孔から高圧の空気を噴射させて行う。交絡数が多いほど糸条は集束状態にあり、製経や製織での工程通過性がよくなるため好まれる。しかしながら一方で、糸条に与えられた交絡は製織後は解れて、基布中での糸条交絡数は実質的に少ない方が好ましい。基布に交絡が多数残っていると各単糸がところどころで捻れていることになり、本発明における重要な要件である特定の水平度指数HIを得るのが難しくなることがある。本発明における繊維に付与する適当な交絡数は3〜20個/m、好ましくは5〜15個/m、より好ましくは5〜10個/mである。また、基布中での該繊維の交絡数は経糸および緯糸ともに3個/m以下であることが好ましい。かかる範囲の交絡数とすることで、整経、製織における工程通過性を損なうことなく、該繊維からなる基布の経糸方向のHI、緯糸方向のHIを十分に高めることができ、しいては薄くて柔軟で収納性に優れたコートエアバッグ用基布を高い生産性で得ることができるようになる。
【0053】
次に、上記得られた繊維は整経、製織される。織機はウォータージェットルームが多くく用いられるが、レピアル−ムやエア−ジェットル−ムなど何ら限定されるものではない。また、基布の織構造についても、通常、平織りが多いが、ツイル織りなどいずれの構造であっても構わない。
【0054】
整経工程および製織工程においては、本発明に係る扁平断面フィラメントが基布の水平方向に並ぶように、経糸張力を適度に設定し、かつ緯糸の打ち込み張力が適度となるよう制御しながら行う。適度な経糸張力の範囲は0.05〜0.6cN/dtexである。製織時の経糸張力が0.05cN/dtex未満であると、本発明の重要な要件である基布断面中での扁平断面フィラメントの配列状態を表す水平度指数(HI)が十分に高くならず、柔軟性および収納性に優れたエアバッグ用基布を得ることができなくなる。逆に、経糸張力が0.6cN/dtexを越えた場合においても、水平度指数(HI)はむしろ低下し、本発明のエアバッグ用基布の特徴が得られないことがある。また、製織時の経糸張力が高すぎると、単糸切れ、全糸切れが発生し製織機の停台を起し、基布の品位が低下し、かつ生産効率が低下する。
【0055】
一方緯糸は、整経工程がなく、直接製織工程で緯糸打ち込みされるため、原糸に付与されている交絡の解除と扁平断面糸の長軸が基布の水平方向に配列するよう、十分配慮した張力管理が必要である。通常、原糸チ−ズから糸条を解除し、緯糸を打ち込む直前の測長ドラム上までの間で、緯糸の交絡が概ね解消されるよう、張力を付与する。その張力範囲は0.05〜0.6cN/dtexである。特に、0.2〜0.5cN/dtexの範囲が好ましい。そして、緯糸打ち込み時の張力も同様0.05〜0.6cN/dtexの範囲とする。最近の高速製織されるウォ−タ−ジェットル−ムの場合は、緯糸の打ち込み張力は比較的高いので、緯糸打ち込み直前までに交絡が解消されていなくても製織時に緯糸の各フィラメントの長軸は基布の水平方向に配列するが、レピア織機やエア−ジェット織機で製織する場合は緯糸打ち込み張力が低いので、緯糸打ち込みの前までに張力をかけて原糸の交絡を解消させておく必要がある。
【0056】
かくして、経糸および緯糸ともに、各扁平断面フィラメントの長軸がそれぞれ基布の水平方向に配列し本発明の扁平糸基布が得られる。
【0057】
また、更に本発明効果を確実かつ安定に発現させ、かつ従来の扁平糸基布より一段と性能を発揮させるために、上記得られた基布に加熱加圧加工処理、所謂カレンダ−加工処理を加えることが好ましい。
【0058】
カレンダ−加工機は通常のカレンダ−機でよい。カレンダ−加工の温度は180〜220℃、圧力は3000〜10000N/cm、速度は4〜50m/分が好ましい。カレンダ−加工は、少なくとも片面に施してあれば性能は充分に得られる。
【0059】
引き続き基布は、樹脂エラストマーをコーティングし、ヒートセット加工してコートエアバッグ用基布とする。場合によっては、製織後に精練を施し、引き続き樹脂エラストマーの塗布を行うこともある。
【0060】
基布表面に樹脂エラストマーをコーティングする方法としては、基布を樹脂溶液槽に浸漬させたのち、余分な樹脂をマングル、バキューム、さらにはコーティングナイフ等を用いて除去・均一化する方法、スプレー装置やフォーミング装置を用いて樹脂を吹き付ける方法などが一般的である。これらのうち、樹脂を均一、かつ、少なく塗布するという観点からはコーティングナイフを用いたナイフコーティング法が好ましいが、何ら限定されるものではない。
【0061】
また、塗布する樹脂エラストマーは特定されるものではないが、難燃性、耐熱性、空気遮断性等に優れているものが好ましく、前述の通り、例えば、シリコーン樹脂、クロロプレン樹脂、ポリウレタン樹脂、ポリアミド系樹脂等がよく使用される。
【0062】
なお、上記高次加工の工程順序は、本発明の効果を損ねない範囲で何ら限定されるものではない。
【0063】
上記、本発明の態様について詳述してきたが、本発明においては、特定の断面形状を有する繊維、および特定の構造を有する基布をそれぞれ設計すること、すなわち、単糸の断面形状が扁平率1.5〜8の扁平断面糸を使用し、フィラメントの長軸方向が基布の水平方向に整然と配列していることによって、基布自体が薄く、柔軟になる効果と、基布表面の平坦化により樹脂エラストマーが均一かつ薄く塗布できる効果の両方を発現させることができるようになる。また、該繊維および基布は、強度、伸度等の機械的特性にも優れる。以上の結果、これまで達成できなかった、機械的特性、耐熱性、ガス通気性ゼロ、およびコンパクト性、収納性等エアバッグ用基布に要求されるあらゆる特性をバランス良く兼ね備えたコートエアバッグ用基布が得られるようになる。
【0064】
また、本発明に用いられる扁平断面糸およびコートエアバッグ用基布は、とりわけ特異な方法、装置を使用する必要はなく、高い生産性で得ることができ、極めて実用的である。
【0065】
【実施例】
以下に実施例および比較例を挙げて、本発明を具体的に説明する。
【0066】
なお、明細書本文および実施例に示した物性の測定法は次の通りである。
原糸特性:
[扁平率]:
繊維を切断してその断面を、光学顕微鏡を用いて200倍で写真撮影し、焼き付けた。写真上で単糸の長軸(a)と短軸(b)の長さを測定し、その比をもって扁平率とした。単糸を10本測定し、その平均値で示した。
【0067】
扁平率=a/b
[総繊度]:
JIS L−1013の方法により、正量繊度を測定した。
[単糸繊度]:
総繊度をフィラメント数で除して算出した。
[強度、伸度]:
20℃−65%の温湿度調整室に24時間以上、カセ状にして放置した試料をJIS L−1013の方法により、試長25cm、引張速度30cm/分の条件で測定した。
[沸騰水収縮率]:
原糸をカセ状にサンプリングして、20℃、65%RHの温湿度調整室で24時間以上調整し、試料に1cN/dex相当の荷重をかけて長さL0を測定した。次に、この試料を無緊張状態で沸騰水中に30分間浸漬した後、上記温室度調整室で4時間風乾し、再び試料に1cN/dex相当の荷重をかけて長さL1を測定した。それぞれの長さL0およびL1から次式により沸騰水収縮率を求めた。
【0068】
沸騰水収縮率=[(L0−L1)/L0]×100(%)
[交絡数]:
水浸漬法により長さ1mm以上の交絡部の個数を測定し、1mあたりの個数に換算した。原糸10本を測定し、その平均値で示した。
【0069】
水浸漬バスは、長さ70cm、幅15cm、深さ5cmで、長手方向の両端より10cmの位置に仕切板を設けたものを用いた。このバスに純水を満たし、原糸サンプルを水浸させ、交絡部個数を測定した。なお、油剤等の不純物の影響を排除するために測定毎に純水を交換した。
[基布の交絡数]:
基布を分解し、経糸および緯糸を10本ずつサンプリングして測定試料とした。該試料を上記交絡数と同様の水浸漬法で測定し、経糸、緯糸とも10本の平均値で示した。
基布特性
[カバーファクター]:
経糸の総繊度D1(dtex)、織密度N1(本/2.54cm)、緯糸の総繊度D2(dtex)、織密度N2( 本/2.54cm)を用いて、次式により算出した。
【0070】
カバーファクター=(D1×0.9)1/2 ×N1+(D2×0.9)1/2 ×N2
[水平度指数HI]:
1800mm巾の基布の片端からおよそ900mmの部分を経糸断面および緯糸断面方向にそれぞれ切断し、走査電子顕微鏡(SE)でそれぞれ基布の断面を写真撮影した。写真上で経糸断面および緯糸断面それぞれについて、扁平断面フィラメントの長軸が基布の水平方向となす角度(θ)を各フイラメント毎に測定した。測定した角度の余弦値(hi)を求め、その総和平均を水平度指数(HI)とした。
【0071】
水平度指数HI=(Σhi)/f
hi=cosθ
θ:各フィラメントの長軸方向と布帛の水平方向とのなす角度
f:フィラメント数
特に断らない限り、経糸および緯糸各1本を選びその全フイラメントについて測定した。なお、写真撮影はコーティング後の基布に対して行った。
[引張強力]:
JIS L1096(6.12.1A法)の方法で測定した。
[引裂強力]:
JIS L1096(6.15.2A−2法)の方法で測定し、経方向と緯方向の平均値を求めた。
[通気度]:
JIS L1096(6.27.1A法)の方法に準じ、タテ20cm、ヨコ15cmの布帛サンプルにおいて、直径10cmの円形部分に層流管式通気度測定機を用いて、19.6KPaの圧力に調整した空気を流したときに通過する空気量(cc/cm2/sec)を測定した。
[布帛の厚み]:
JIS L1096(6.5)の方法で測定した。
[剛軟度]:
JIS L1096(6.19.1A法)に準じ測定した。
[エアバッグの厚み(バッグの収納性)]:
作製した布帛を用いて、後述の60リットル容量のエアバッグを製織し、150×150mmの面積になるよう、先ず左右方向からそれぞれ4回蛇腹に折り畳んだ後、次に上下方向からそれぞれ4回蛇腹に折り畳み、この折り畳んだバッグに4000gの荷重をかけ、そのときのバッグの厚さを測定した。
【0072】
[実施例1〜8、比較例1〜5]
硫酸相対粘度(98%硫酸を用いて25℃で測定)が3.7で、酢酸銅を銅として70ppm、沃化カリウムおよび臭化カリウムを各0.1重量%含有するナイロン66チップをエクストルーダ型紡糸機を用いて溶融し、溶融ポリマを計量ポンプで計量した後紡糸パックに供給した。溶融ポリマは紡糸パック中で濾過された後、紡糸口金を通して紡出した。紡糸温度(紡糸パック入り口のポリマ温度)が295℃となるようエクストル−ダ−およびスピンプロック(スピンビ−ム)等の温度を調整した。紡糸口金は、扁平断面糸および円断面糸について総繊度、フィラメント数、単糸繊度、扁平率等の異なる糸条を得るために、孔数、孔形状、孔寸法等を考慮して設計した口金を作製して適用した。
【0073】
口金直下には300℃に加熱した長さ250mmの加熱筒を設け、紡出糸条は一旦該300℃の加熱空気雰囲気中を通過させた後、20℃の冷風を吹きつけて冷却固化させた。次に該糸条に水系エマルジョン油剤を付与し、紡糸引き取りローラに捲回して引き取った。引き取り糸条は一旦巻き取ることなく連続して延伸・熱処理ゾーンに供給し、2段延伸後弛緩処理を施してナイロン66繊維を得た。
【0074】
まず、引き取りローラと給糸ローラの間で3%のストレッチをかけ、次いで給糸ローラと第1延伸ローラの間で1段目の延伸、該第1延伸ローラと第2延伸ローラの間で2段目の延伸を行った。引き続き、該第2延伸ローラと弛緩ローラとの間で7%の弛緩熱処理を施し、交絡付与装置にて糸条を交絡処理した後、巻き取り機にて巻き取った。各ローラの表面温度は、引き取りローラが常温、給糸ローラが40℃、第1延伸ローラ、第2延伸ローラがそれぞれ140℃、230℃、弛緩ローラが150℃となるように設定した。各ローラの周速度は、第1延伸ローラを3200m/min、第2延伸ローラを4000m/minの一定とし、引き取りローラと給糸ローラの速度は、単糸繊度や単糸の断面形状等の変化による延伸倍率に応じて、それぞれ変化させた。交絡処理は、交絡付与装置内で走行糸条に対し略直角方向に高圧空気を噴射することにより行った。噴射する空気の圧力を0.05〜0.4MPaの範囲で変更し、糸条の交絡数を変化させた。
【0075】
得られたナイロン66繊維の特性を表1に示した。
【0076】
次に各種得られたナイロン66繊維を300m/minの速度で整経し、次いで津田駒製ウォータージェットルーム(ZW303)を用いて織密度を調整し、回転速度1000rpmで製織し生機を得た。その際、経糸の整経張力および製織時の経糸張力、緯糸の解ジョから測長ドラム間の張力および緯糸打ち込み張力等を変化させて製織した。
【0077】
次いで一部の生機はアルキルベンゼンスルホン酸ソーダ0.5g/lおよびソーダ灰0.5g/lを含んだ80℃の温水浴中に3分間浸漬した後、130℃で3分間乾燥させ、180℃・1分間の熱処理を行った。
【0078】
次いで、一部の生機、熱処理機はカレンダ−加工処理を行った。加工機はトルクモ−タ−式多段金属ロ−ルセットからなり、金属表面温度で150℃、3000N/cmの圧力をかけて1分間、次いで180℃、6000N/cmの圧力をかけて1.5分間セットした。
【0079】
引き続きコンマコーターを用い、塗工量が15g/m2となるように溶剤型メチルビニル系シリコーン樹脂にてコーティングを行い、3分間乾燥した後、180℃で1分間加硫処理し、コートエアバッグ用基布を得た。
【0080】
基布のの製造条件および基布特性等について表1に示す。
【0081】
次に得られた基布を用い、エアバッグ用基布を作製した。
【0082】
まず、直径725mmの円状布帛2枚を打ち抜き法にて裁断し、一方の円状布帛の中央部に同一布帛からなる直径200mmの円状補強布帛を3枚積層して、直径110mm、145mm、175mmの円周上を470dtex/1×3から構成されるナイロン66製の縫い糸で本縫いによるミシン縫製した。また、布帛に直径90mmの孔を設け、インフレータの取り付け口とした。次に中心部からバイアス方向に225mmの位置に相反して同一布帛からなる直径75mmの円状補強布帛を1枚当て、直径50mm、60mmの円周上を470dtex/1×3から構成されるナイロン66製の縫い糸で本縫いによるミシン縫製し、直径40mmの孔を設け、ベントホール2カ所を作製した。最後に、本円状布帛の補強布側を外にし、他方の円状布帛と経軸を45度ずらして重ね合わせ、直径700mm、710mmの円周上を1400dtex/1から構成されるナイロン66製の縫い糸で二重縫いによるミシン縫製をし、袋体を裏返し60リットル容量のエアバッグを作製した。
【0083】
得られた袋体エアバッグの厚み(バッグの収納性)を表1に併せて示す。
【0084】
【表1】
【表2】
表1から明らかなように、本発明実施例の特定の断面形状を有する繊維および特定の構造を有するコートエアバッグ用基布は柔軟で厚みが薄く、収納性に優れるものであった。
【0087】
一方、繊維の断面形状および基布の構造が本発明の範囲外である比較例1〜4のコートエアバッグ用基布は柔軟性、収納性の面で本発明品に対し劣るものであった。また、単糸断面の扁平率を9に設定しようとした比較例5では、製糸糸切れが多発しナイロン66繊維を得ることができなかった。
【0088】
[実施例9、比較例6]
実施例1と同様の方法で得られた生機および比較例1と同様の方法で得られた生機を用い、コンマコータにより塗工量が1g/m2となるように溶剤型メチルビニル系シリコーン樹脂にてコーティングを行い3分間乾燥した後、180℃で1分間加硫処理し、コートエアバッグ用基布を得た。引き続き、得られた基布を用い実施例1と同様の方法で60リットル容量のエアバッグを作製した。
【0089】
基布の製造条件、特性等について表2に示す。
【0090】
[比較例7、8]
コンマコータを用い塗工量が0.05g/m2、70g/m2となるようにコーティングを行った以外は実施例1と同様の方法でエアバッグ用基布、および、エアバッグを得た。得られた基布の特性等について表2に示す。
【0091】
【表3】
表2から明らかなように、本発明の扁平糸からなる基布では樹脂コーティング量を減少しても均一塗工が可能となり、その結果、通気度ゼロを確保できるのに対し、比較例6のとおり本発明範囲外である円断面糸基布に少量の樹脂を均一にコーティングすることは難しく、通気度ゼロが確保できなく、しいては安全性に不安を残すものとなった。
【0093】
また、本発明に特定の断面形状を有する繊維および特定の構造を有するコートエアバッグ用基布を用いても、比較例7のごとく樹脂塗工量が0.1g/m2未満になると通気度ゼロを確保できなくなり、逆に比較例8のとおり樹脂塗工量が60g/m2を越えると、本発明の目的である収納性の向上が期待できなくなる。
【0094】
【発明の効果】
本発明のエアバッグ用基布は、従来のノンコートエアバッグ用基布、コートエアバッグ用基布がそれぞれ達成できなかった難燃性、通気度ゼロ化、かつ柔軟性、収納性を兼ね備える基布表面が樹脂コーティングされたコート基布であり、運転席用エアバッグ、助手席用エアバッグ、サイドエアバッグ、ニーエアバッグ、インフレータブル・カーテン用エアバッグ等あらゆるエアバッグ用途として好適に使用できる。また、本発明の特定の扁平断面糸を用いた場合には、通常の円断面糸を用いた場合に比べ、繊維の使用量を減らすことが可能となりコストダウン効果も生じる。
【図面の簡単な説明】
【図1】本発明の基布に用いる繊維の単糸断面形状の一例である。
【図2】本発明の基布に用いる単糸断面の繊維を得るための口金吐出孔形状の一例である。
【符号の説明】
a:長軸
b:短軸
c:口金短軸
d:口金長軸
Claims (7)
- 単糸断面形状が扁平率(長軸と短軸の長さの比)1.5〜8の範囲内にある扁平断面フィラメント糸条を経糸および緯糸として用いた基布に、樹脂エラストマーが塗布されたコートエアバッグ用基布であって、該基布の断面において、基布を構成する各単糸の長軸方向と基布の水平方向とのなす角度(θ)の余弦(hi)の総和平均で表した水平度指数(HI)が0.85〜1.0で該フィラメントの扁平断面の長軸が基布の水平方向に配列しており、かつ、樹脂エラストマーの付着量が0.1〜60g/m2であることを特徴とするコートエアバッグ用基布。
- 樹脂エラストマーの付着量が5〜30g/m2であることを特徴とする請求項1に記載のコートエアバッグ用基布。
- 前記基布が、下記(1)〜(4)の条件を満たすことを特徴とする請求項1または請求項2に記載のコートエアバッグ用基布。
(1)カバーファクター:1500〜2400
(2)引張り強力≧500N/cm
(3)引裂き強力≧200N
(4)基布の厚み:0.20〜0.35mm - 前記扁平断面フィラメント糸条が、ポリアミド繊維であることを特徴とする請求項1〜3いずれか1項に記載のコートエアバッグ用基布。
- 断面形状が扁平率(長軸と短軸の長さの比)1.5〜8の範囲内にある扁平断面フィラメント糸条を経糸および緯糸として用いた基布に、樹脂エラストマーが塗布されたコートエアバッグ用基布を製造する方法において、製織時の経糸および緯糸にそれぞれ0.05〜0.6cN/dtexの張力をかけて製織し、基布を構成する経糸および緯糸フィラメントの長軸方向と基布の水平方向とのなす角度(θ)の余弦(hi)の総和平均で表した水平度指数(HI)が0.85〜1.0となるように製造することを特徴とするコートエアバッグ用基布の製造方法。
- 前記製織して得られた布帛に加熱加圧加工を施すことを特徴とする請求項5記載のコートエアバッグ用基布の製造方法。
- 扁平断面フィラメント糸条の交絡数が3〜20個/mであり、基布中での該扁平断面フィラメント糸条の交絡数が3個/m以下となるように製織することを特徴とする請求項5または6に記載のコートエアバッグ用基布の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002345095A JP2004176221A (ja) | 2002-11-28 | 2002-11-28 | コ−トエアバッグ用基布およびその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002345095A JP2004176221A (ja) | 2002-11-28 | 2002-11-28 | コ−トエアバッグ用基布およびその製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004176221A true JP2004176221A (ja) | 2004-06-24 |
Family
ID=32706361
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002345095A Withdrawn JP2004176221A (ja) | 2002-11-28 | 2002-11-28 | コ−トエアバッグ用基布およびその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004176221A (ja) |
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007284826A (ja) * | 2006-04-18 | 2007-11-01 | Toray Ind Inc | エアバッグ用基布の製造方法 |
| JPWO2006043517A1 (ja) * | 2004-10-19 | 2008-05-22 | 東レ株式会社 | 拘束装置用布帛およびその製造方法 |
| CN102140719A (zh) * | 2010-01-28 | 2011-08-03 | 东丽纤维研究所(中国)有限公司 | 一种气囊用织物 |
| US8142869B2 (en) | 2007-09-27 | 2012-03-27 | Toyoda Gosei Co., Ltd. | Coated base fabric for airbags |
| CN104471129A (zh) * | 2012-07-25 | 2015-03-25 | 奥托立夫开发公司 | 用于气囊的织物 |
| WO2016159378A1 (ja) * | 2015-04-03 | 2016-10-06 | 東洋紡株式会社 | エアバッグ用織物及びエアバッグ |
| JP6008057B1 (ja) * | 2015-04-03 | 2016-10-19 | 東洋紡株式会社 | エアバッグ用織物及びエアバッグ |
| JP6008058B1 (ja) * | 2016-03-16 | 2016-10-19 | 東洋紡株式会社 | エアバッグ用織物及びエアバッグ |
| US11214895B2 (en) | 2015-11-06 | 2022-01-04 | Inv Performance Materials, Llc | Low permeability and high strength fabric and methods of making the same |
| US11634841B2 (en) | 2017-05-02 | 2023-04-25 | Inv Performance Materials, Llc | Low permeability and high strength woven fabric and methods of making the same |
| US11708045B2 (en) | 2017-09-29 | 2023-07-25 | Inv Performance Materials, Llc | Airbags and methods for production of airbags |
| US12612006B2 (en) | 2020-10-05 | 2026-04-28 | Asahi Kasei Kabushiki Kaisha | Polyamide fibers for airbag and method for producing same |
-
2002
- 2002-11-28 JP JP2002345095A patent/JP2004176221A/ja not_active Withdrawn
Cited By (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPWO2006043517A1 (ja) * | 2004-10-19 | 2008-05-22 | 東レ株式会社 | 拘束装置用布帛およびその製造方法 |
| JP2007284826A (ja) * | 2006-04-18 | 2007-11-01 | Toray Ind Inc | エアバッグ用基布の製造方法 |
| US8142869B2 (en) | 2007-09-27 | 2012-03-27 | Toyoda Gosei Co., Ltd. | Coated base fabric for airbags |
| CN102140719A (zh) * | 2010-01-28 | 2011-08-03 | 东丽纤维研究所(中国)有限公司 | 一种气囊用织物 |
| CN104471129B (zh) * | 2012-07-25 | 2016-10-26 | 奥托立夫开发公司 | 用于气囊的织物 |
| CN104471129A (zh) * | 2012-07-25 | 2015-03-25 | 奥托立夫开发公司 | 用于气囊的织物 |
| WO2016159378A1 (ja) * | 2015-04-03 | 2016-10-06 | 東洋紡株式会社 | エアバッグ用織物及びエアバッグ |
| JP6008057B1 (ja) * | 2015-04-03 | 2016-10-19 | 東洋紡株式会社 | エアバッグ用織物及びエアバッグ |
| KR20170132304A (ko) * | 2015-04-03 | 2017-12-01 | 도요보 가부시키가이샤 | 에어백용 직물 및 에어백 |
| CN107429445A (zh) * | 2015-04-03 | 2017-12-01 | 东洋纺株式会社 | 安全气囊用织物和安全气囊 |
| US10549711B2 (en) | 2015-04-03 | 2020-02-04 | Toyobo Co., Ltd. | Airbag-use woven fabric and airbag |
| KR102508797B1 (ko) | 2015-04-03 | 2023-03-13 | 도요보 가부시키가이샤 | 에어백용 직물 및 에어백 |
| US11214895B2 (en) | 2015-11-06 | 2022-01-04 | Inv Performance Materials, Llc | Low permeability and high strength fabric and methods of making the same |
| JP6008058B1 (ja) * | 2016-03-16 | 2016-10-19 | 東洋紡株式会社 | エアバッグ用織物及びエアバッグ |
| US11634841B2 (en) | 2017-05-02 | 2023-04-25 | Inv Performance Materials, Llc | Low permeability and high strength woven fabric and methods of making the same |
| US11708045B2 (en) | 2017-09-29 | 2023-07-25 | Inv Performance Materials, Llc | Airbags and methods for production of airbags |
| US12612006B2 (en) | 2020-10-05 | 2026-04-28 | Asahi Kasei Kabushiki Kaisha | Polyamide fibers for airbag and method for producing same |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3855775B2 (ja) | コ−トエアバッグ用基布 | |
| CN102016143B (zh) | 气囊用基布以及气囊用原纱和其制造方法 | |
| EP0666344B1 (en) | High-strength ultra-fine fiber construction and method for producing the same | |
| JP3284735B2 (ja) | エアバッグ用基布 | |
| JP2015028234A (ja) | 高強度低収縮性ポリアミド糸 | |
| JP2004176221A (ja) | コ−トエアバッグ用基布およびその製造方法 | |
| JP2004156166A (ja) | 布帛とその製造方法 | |
| JP4538967B2 (ja) | エアバッグ用布帛 | |
| US10549711B2 (en) | Airbag-use woven fabric and airbag | |
| JP2007162187A (ja) | エアバッグ用ノンコート織物、コート織物およびその製造方法およびインフレータブルカーテンエアバッグ | |
| JP4306392B2 (ja) | ノンコートエアバッグ用基布およびその製法 | |
| JP2002293209A (ja) | エアバッグ用繊維、その製造方法およびノンコートエアバッグ用基布 | |
| JP3171441B2 (ja) | エアーバッグ用基布 | |
| JPH1178747A (ja) | エアバッグ用基布およびエアバッグ | |
| JP2011058132A (ja) | エアバッグ用基布およびその製造方法 | |
| JP2003293243A (ja) | 布帛およびエアバッグ | |
| JP2010111958A (ja) | ノンコートエアバッグ用織物 | |
| JP4306391B2 (ja) | エアバッグ用基布およびその製法 | |
| JP3353540B2 (ja) | ノンコートエアバッグ用布帛およびエアバッグ | |
| JP2002266161A (ja) | エアバッグ用原糸およびエアバッグ用布帛 | |
| JP2003293241A (ja) | エアバッグ用基布 | |
| JP2003213540A (ja) | 布帛およびエアバッグ | |
| JP3859135B2 (ja) | エアバッグ用基布 | |
| JP2024126654A (ja) | 車両用エアバッグ | |
| JP2003119643A (ja) | エアバッグ用基布 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20051107 |
|
| A761 | Written withdrawal of application |
Free format text: JAPANESE INTERMEDIATE CODE: A761 Effective date: 20070530 |