JP2004179331A - 接合体の製造方法及び接合体 - Google Patents
接合体の製造方法及び接合体 Download PDFInfo
- Publication number
- JP2004179331A JP2004179331A JP2002342860A JP2002342860A JP2004179331A JP 2004179331 A JP2004179331 A JP 2004179331A JP 2002342860 A JP2002342860 A JP 2002342860A JP 2002342860 A JP2002342860 A JP 2002342860A JP 2004179331 A JP2004179331 A JP 2004179331A
- Authority
- JP
- Japan
- Prior art keywords
- insulating layer
- joining
- joining member
- bonding
- joined body
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 24
- 238000000034 method Methods 0.000 claims abstract description 35
- 238000005304 joining Methods 0.000 claims description 125
- 229910052751 metal Inorganic materials 0.000 claims description 38
- 239000002184 metal Substances 0.000 claims description 38
- 229910045601 alloy Inorganic materials 0.000 claims description 20
- 239000000956 alloy Substances 0.000 claims description 20
- 239000000919 ceramic Substances 0.000 claims description 17
- 229910052782 aluminium Inorganic materials 0.000 claims description 14
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 claims description 14
- 238000005468 ion implantation Methods 0.000 claims description 12
- 229910052732 germanium Inorganic materials 0.000 claims description 11
- 238000003980 solgel method Methods 0.000 claims description 10
- 229910052708 sodium Inorganic materials 0.000 claims description 9
- 238000004544 sputter deposition Methods 0.000 claims description 9
- 229910052733 gallium Inorganic materials 0.000 claims description 8
- 229910052744 lithium Inorganic materials 0.000 claims description 8
- 239000000463 material Substances 0.000 abstract description 26
- 238000010438 heat treatment Methods 0.000 abstract description 13
- 230000010354 integration Effects 0.000 abstract 2
- MUBZPKHOEPUJKR-UHFFFAOYSA-N Oxalic acid Chemical compound OC(=O)C(O)=O MUBZPKHOEPUJKR-UHFFFAOYSA-N 0.000 description 12
- 239000011521 glass Substances 0.000 description 12
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 10
- 239000010407 anodic oxide Substances 0.000 description 10
- 230000000694 effects Effects 0.000 description 8
- 239000000203 mixture Substances 0.000 description 7
- 239000010935 stainless steel Substances 0.000 description 7
- 229910001220 stainless steel Inorganic materials 0.000 description 7
- 239000007769 metal material Substances 0.000 description 4
- 235000006408 oxalic acid Nutrition 0.000 description 4
- 229910000838 Al alloy Inorganic materials 0.000 description 3
- BOTDANWDWHJENH-UHFFFAOYSA-N Tetraethyl orthosilicate Chemical compound CCO[Si](OCC)(OCC)OCC BOTDANWDWHJENH-UHFFFAOYSA-N 0.000 description 3
- 239000002253 acid Substances 0.000 description 3
- 238000007743 anodising Methods 0.000 description 3
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 2
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 2
- FYYHWMGAXLPEAU-UHFFFAOYSA-N Magnesium Chemical compound [Mg] FYYHWMGAXLPEAU-UHFFFAOYSA-N 0.000 description 2
- 229910004298 SiO 2 Inorganic materials 0.000 description 2
- 229910000831 Steel Inorganic materials 0.000 description 2
- QAOWNCQODCNURD-UHFFFAOYSA-N Sulfuric acid Chemical compound OS(O)(=O)=O QAOWNCQODCNURD-UHFFFAOYSA-N 0.000 description 2
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 2
- 238000004873 anchoring Methods 0.000 description 2
- 239000002585 base Substances 0.000 description 2
- 230000015556 catabolic process Effects 0.000 description 2
- 239000003054 catalyst Substances 0.000 description 2
- 229910052802 copper Inorganic materials 0.000 description 2
- 239000010949 copper Substances 0.000 description 2
- 238000007598 dipping method Methods 0.000 description 2
- 230000004927 fusion Effects 0.000 description 2
- 229910052749 magnesium Inorganic materials 0.000 description 2
- 239000011777 magnesium Substances 0.000 description 2
- 238000002844 melting Methods 0.000 description 2
- 230000008018 melting Effects 0.000 description 2
- 239000001301 oxygen Substances 0.000 description 2
- 229910052760 oxygen Inorganic materials 0.000 description 2
- -1 oxygen ions Chemical class 0.000 description 2
- 239000000843 powder Substances 0.000 description 2
- 239000002994 raw material Substances 0.000 description 2
- 239000000377 silicon dioxide Substances 0.000 description 2
- 239000010959 steel Substances 0.000 description 2
- 238000009864 tensile test Methods 0.000 description 2
- 229910052719 titanium Inorganic materials 0.000 description 2
- 239000010936 titanium Substances 0.000 description 2
- 238000003466 welding Methods 0.000 description 2
- 229910018072 Al 2 O 3 Inorganic materials 0.000 description 1
- VHUUQVKOLVNVRT-UHFFFAOYSA-N Ammonium hydroxide Chemical compound [NH4+].[OH-] VHUUQVKOLVNVRT-UHFFFAOYSA-N 0.000 description 1
- 230000002378 acidificating effect Effects 0.000 description 1
- 239000003513 alkali Substances 0.000 description 1
- 150000004703 alkoxides Chemical class 0.000 description 1
- QGZKDVFQNNGYKY-UHFFFAOYSA-N ammonia Natural products N QGZKDVFQNNGYKY-UHFFFAOYSA-N 0.000 description 1
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 1
- 239000005388 borosilicate glass Substances 0.000 description 1
- KRVSOGSZCMJSLX-UHFFFAOYSA-L chromic acid Substances O[Cr](O)(=O)=O KRVSOGSZCMJSLX-UHFFFAOYSA-L 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- AWJWCTOOIBYHON-UHFFFAOYSA-N furo[3,4-b]pyrazine-5,7-dione Chemical compound C1=CN=C2C(=O)OC(=O)C2=N1 AWJWCTOOIBYHON-UHFFFAOYSA-N 0.000 description 1
- 239000012535 impurity Substances 0.000 description 1
- 239000011261 inert gas Substances 0.000 description 1
- 239000011810 insulating material Substances 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- 239000006123 lithium glass Substances 0.000 description 1
- 238000013508 migration Methods 0.000 description 1
- 230000005012 migration Effects 0.000 description 1
- 239000005361 soda-lime glass Substances 0.000 description 1
Images

Landscapes
- Ceramic Products (AREA)
Abstract
【課題】互いに同種の電導性接合部材同士はもとより互いに異種の電導性接合部材同士であってもその接合を良好に行うことができ、しかも比較的低温で接合を行うことのできる接合体の製造方法及び接合体を提供することにある。
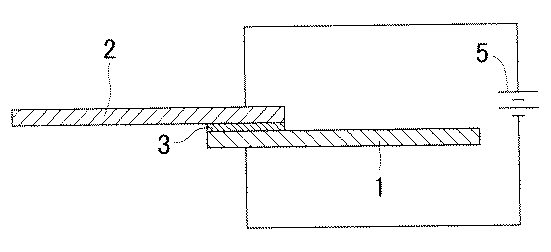
【課題手段】表面に絶縁層3が形成された第1電導性接合部材1と、第2電導性接合部材2とを準備する。第1接合部材1の絶縁層3の表面に第2接合部材2を当接させるとともに、両接合部材1、2を加熱する。この加熱状態で、第1接合部材1と第2接合部材2とに直流電圧を印加する。これによって絶縁層3と第2接合部材2とを陽極接合して両接合部材1、2を一体化する。
【選択図】 図1
【課題手段】表面に絶縁層3が形成された第1電導性接合部材1と、第2電導性接合部材2とを準備する。第1接合部材1の絶縁層3の表面に第2接合部材2を当接させるとともに、両接合部材1、2を加熱する。この加熱状態で、第1接合部材1と第2接合部材2とに直流電圧を印加する。これによって絶縁層3と第2接合部材2とを陽極接合して両接合部材1、2を一体化する。
【選択図】 図1
Description
【0001】
【発明の属する技術分野】
この発明は、電気・電子機器の部品等に用いられる接合体の製造方法及び接合体に関する。
【0002】
【従来の技術】
金属材とガラス材とを接合する方法として、陽極接合が知られている(例えば、特許文献1、2及び3参照。)。
【0003】
【特許文献1】
特開平7−22600号公報(第2−3頁、第2−3図)
【特許文献2】
特開平7−130592号公報(第4頁、第1図)
【特許文献3】
特開平7−307260号公報(第3頁、第1図)
【0004】
この陽極接合は、接合温度が比較的低温であるため、熱歪みによる変形が少ないという特徴を有している。
【0005】
而して、上記陽極接合では、互いに接合される2個の接合部材のうち一方はガラス材等の絶縁材でなければならない。したがって、金属材同士を接合する場合には、この陽極接合を用いることができず、溶融溶接が一般に用いられている。
【0006】
【発明が解決しようとする課題】
しかしながら、この溶融溶接は、金属材をその融点を超える温度まで加熱して溶接を行うものであるため、熱歪みが大きく、高い寸法精度を有する接合体を得ることが困難であった。さらには、互いに異種の金属材同士を接合する場合も、接合が困難であった。
【0007】
この発明は、上述した技術背景に鑑みてなされたもので、その目的は、2個の電導性接合部材を比較的低温で接合することができ、更に、2個の電導性接合部材が互いに同種の材料からなる場合はもとより、互いに異種の材料からなる場合であっても両者を強固に一体化することのできる接合体の製造方法及びこれにより得られた接合体を提供することにある。
【0008】
【課題を解決するための手段】
本発明は以下の手段を提供する。
【0009】
(1)表面に絶縁層が形成された第1電導性接合部材と、第2電導性接合部材とを準備し、前記第1接合部材の絶縁層の表面に前記第2接合部材を当接させるとともに、前記両接合部材を加熱した状態で、前記第1接合部材と前記第2接合部材とに電圧を印加することによって、前記絶縁層と前記第2接合部材とを陽極接合して前記両接合部材を一体化することを特徴とする接合体の製造方法。
【0010】
(2)前記第1接合部材は、アルミニウム又はその合金からなり、前記絶縁層は、前記第1接合部材の表面に形成された陽極酸化層からなる前項1項記載の接合体の製造方法。
【0011】
(3)前記陽極酸化層に、イオン注入法により金属原子が注入されている前項2記載の接合体の製造方法。
【0012】
(4)前記金属原子は、Na、Li、Ga及びGeからなる群より選択される1種又は2種以上の金属原子からなる前項3記載の接合体の製造方法。
【0013】
(5)前記絶縁層は、前記第1接合部材の表面にスパッタリング法により堆積されたセラミックス層からなる前項1記載の接合体の製造方法。
【0014】
(6)前記絶縁層は、前記第1接合部材の表面にゾル−ゲル法により形成されたセラミックス層からなる前項1記載の接合体の製造方法。
【0015】
(7)表面に絶縁層が形成された第1電導性接合部材と、第2電導性接合部材とを備え、前記絶縁層と前記第2接合部材とが陽極接合されることにより前記両接合部材が一体化されていることを特徴とする接合体。
【0016】
(8)前記第1接合部材は、アルミニウム又はその合金からなり、前記絶縁層は、前記第1接合部材の表面に形成された陽極酸化層からなる前項7項記載の接合体。
【0017】
(9)前記陽極酸化層に、イオン注入法により金属原子が注入されている前項8記載の接合体。
【0018】
(10)前記金属原子は、Na、Li、Ga及びGeからなる群より選択される1種又は2種以上の金属原子からなる前項9記載の接合体。
【0019】
(11)前記絶縁層は、前記第1接合部材の表面にスパッタリング法により堆積されたセラミックス層からなる前項7記載の接合体。
【0020】
(12)前記絶縁層は、前記第1接合部材の表面にゾル−ゲル法により形成されたセラミックス層からなる前項7記載の接合体。
【0021】
次に、上記各項の発明を説明する。
【0022】
(1)の発明では、第1電導性接合部材の表面には絶縁層が形成されているので、この絶縁層と第2電導性接合部材とを陽極接合することにより、第1接合部材と第2接合部材とを比較的低温で一体化できるようになる。そのため、接合時の熱歪みによる変形が減少する。さらに、第1接合部材と第2接合部材とが互いに同種の材料からなる場合であっても、あるいは互いに異種の材料からなる場合であっても、第1接合部材と第2接合部材とを強固に一体化することができる。
【0023】
この発明において、電導性接合部材としては、例えば金属からなるものが用いられる。この場合において、接合部材としては、後述するようにアルミニウム又はその合金からなるものであっても良いし、ステンレス鋼等の鉄系材料からなるものであっても良いし、これら以外の金属からなるものであっても良い。
【0024】
なお、この発明では、絶縁層は、2個の電導性接合部材のうちいずれか一方の接合部材の表面に形成されるものであるが、この明細書では、説明の便宜上、2個の電導性接合部材のうち、絶縁層が表面に形成された接合部材を「第1電導性接合部材」と呼び、他方の接合部材を「第2電導性接合部材」と呼ぶ。
【0025】
(2)の発明では、第1接合部材がアルミニウム又はその合金からなり、さらに絶縁層がこの第1接合部材の表面に形成された陽極酸化層からなることにより、第1接合部材の表面に絶縁層を容易に且つ確実に形成することができる。また、この陽極酸化層がアンカー作用を奏し、その結果、第1接合部材と第2接合部材とが強固に一体化されるようになる。
【0026】
(3)の発明では、陽極酸化層にイオン注入法により金属原子が注入されることにより、接合温度を低下させることができる。そのため、接合時の熱歪みによる変形を更に低減することができる。
【0027】
(4)の発明では、金属原子がNa、Li、Ga及びGeからなる群より選択される1種又は2種以上の金属原子からなることにより、接合温度を確実に低下させることができる。そのため、接合時の熱歪みによる変形を確実に低減することができる。特に、金属原子はLi、Ga及びGeからなる群より選択される1種又は2種以上の金属原子からなることが望ましい。この場合には、接合温度を大幅に低下させることができる。
【0028】
(5)及び(6)の発明では、第1接合部材と第2接合部材とを強固に一体化することができる。この(5)及び(6)の発明において、セラミックス層は、その組成や材質に限定されるものではなく、例えばガラス層であっても良い。
【0029】
(7)の発明では、当該発明に係る接合体を製造する際に、上記(1)の発明と同様の作用を奏し得る。
【0030】
(8)の発明では、当該発明に係る接合体を製造する際に、上記(2)の発明と同様の作用を奏し得る。
【0031】
(9)の発明では、当該発明に係る接合体を製造する際に、上記(3)の発明と同様の作用を奏し得る。
【0032】
(10)の発明では、当該発明に係る接合体を製造する際に、上記(4)の発明と同様の作用を奏し得る。
【0033】
(11)及び(12)の発明では、それぞれの発明に係る接合体を製造する際に、上記(5)及び(6)の発明と同様の作用をそれぞれ奏し得る。この(11)及び(12)の発明において、セラミックス層は、その組成や材質に限定されるものではなく、例えばガラス層であっても良い。
【0034】
【発明の実施の形態】
次に、この発明の好ましい実施形態について図面を参照して説明する。
【0035】
図1は、この発明の一実施形態に係る接合体の製造途中の状態を示す断面図である。同図において、(1)は第1電導性接合部材、(2)は第2電導性接合部材である。前記第1接合部材(1)の端部の表面には、絶縁層(3)が形成されている。
【0036】
前記第1電導性接合部材(1)は、例えば金属からなるものであって、板状に形成されている。前記金属としては、アルミニウム又はその合金、鉄鋼(例えばステンレス鋼)、銅又はその合金、チタン又はその合金、マグネシウム又はその合金などが用いられる。
【0037】
前記第2電導性接合部材(2)は、例えば金属からなるものであって、板状に形成されている。前記金属としては、第1接合部材(1)と同じく、アルミニウム又はその合金、鉄鋼(例えばステンレス鋼)、銅又はその合金、チタン又はその合金、マグネシウム又はその合金などが用いられる。
【0038】
前記第1接合部材(1)と前記第2接合部材(2)とは、互いに同種の材料からなるものであっても良いし、互いに異種の材料からなるものであっても良い。
【0039】
前記絶縁層(3)は、その形成方法や材質に限定されるものではないが、前記第1接合部材(1)の表面を陽極酸化することにより形成された陽極酸化層や、更に該陽極酸化層にイオン注入法により金属原子が注入されたもの、スパッタリング法により堆積されたセラミックス層、及び、ゾル−ゲル法により形成されたセラミックス層であることが望ましい。
【0040】
前記絶縁層(3)の厚さは限定されるものではないが、1〜100μm(特に望ましくは10〜50μm)の範囲に設定されるのが良い。
【0041】
前記絶縁層(3)の形成方法を、該絶縁層(5)が陽極酸化層からなる場合について具体的に説明すると、次のとおりである。第1接合部材(1)が例えばアルミニウム又はその合金からなる場合には、前記絶縁層(3)としての陽極酸化層は、第1接合部材(1)を硫酸、シュウ酸、クロム酸又はこれらの混酸等の所定の酸が入った電解浴中で陽極酸化することにより、第1接合部材(1)の表面に形成される。このように、前記絶縁層(3)が陽極酸化層からなることにより、第1接合部材(1)の表面に絶縁層を容易に且つ確実に形成することができる。さらに、陽極酸化層がアンカー作用を奏するようになり、もって第1接合部材(1)と第2接合部材(2)とが強固に一体化される。
【0042】
また、この陽極酸化層に金属原子を注入するイオン注入法としては、公知のイオン注入法を適用可能である。例えば、市販されているイオン注入装置を用い、イオン化された金属原子を加速して陽極酸化層に打ち込む方法が適用される。注入される金属原子としては、例えば陽極酸化層の構成金属原子とは異なる種類の金属原子が用いられるが、この金属原子はNa、Li、Ga及びGeからなる群より選択される1種又は2種以上の金属原子からなることが望ましい。このような金属原子を陽極酸化層に注入することにより、接合温度を確実に低下させることができて、接合時の熱歪みによる変形を確実に低減することができる。特に、この金属原子は、Li、Ga及びGeからなる群より選択される1種又は2種以上の金属原子からなることが望ましい。この場合には、接合温度を大幅に低下させることができる。
【0043】
前記絶縁層(3)がスパッタリング法により堆積されたセラミックス層からなる場合において、前記スパッタリング法としては公知の方法を適用可能である。
【0044】
前記絶縁層(3)がゾル−ゲル法により形成されたセラミックス層である場合において、前記ゾル−ゲル方法としては公知の方法を適用可能である。これを簡単に説明すると、セラミックス層として例えば石英ガラス層をゾル−ゲル法により形成する場合には、テトラエトキシシラン(Si(OEt)4、TEOS)等のアルコキシドを原料とし、これを酸やアルカリの触媒下で加水分解してゾルとし、必要に応じてこの加水分解物にシリカ微粉末を添加する。次いで、これを第1接合部材(1)の表面にディッピング等により塗布する。そして、乾燥させたのち、所定温度(例えば700〜1000℃)で加熱することにより、第1接合部材(1)の表面に石英ガラス層を形成することができる。
【0045】
なお、スパッタリング法により堆積されるセラミックス層、及びゾル−ゲル法により形成されるセラミックス層は、いずれも、その組成や材質に限定されるものではなく、例えばガラス層が用いられる。このガラス層としては、ソーダ石灰ガラス、リチウムガラス、石英ガラス、擬石英ガラス又はホウケイ酸ガラスの組成を有するガラス層か、あるいはこれらに類似する組成を有するガラス層が好適である。
【0046】
次に、上記の両接合部材(1)(2)を用いた接合体の製造方法について説明する。
【0047】
まず、同図に示すように、第1接合部材(1)の絶縁層(3)の表面に第2接合部材(2)の端部を重合せ状に当接させる。また、直流電源(5)の負の電極を第1接合部材(1)に、正の電極を第2接合部材(2)にそれぞれ電気的に接続する。
【0048】
次いで、この当接状態のままで、両接合部材(1)(2)を真空加熱炉等の任意の加熱炉(図示せず)で加熱する。この加熱温度が接合温度となる。この加熱温度(即ち接合温度)は、第1接合部材(1)、第2接合部材(2)及び絶縁層(3)がいずれも溶融しない温度(即ち、三者のいずれの融点よりも低い温度)に設定される。例えば、この加熱温度は100〜500℃(特に望ましくは250〜400℃)の範囲に設定されるのが好適である。この範囲は、第1接合部材(1)がアルミニウム又はその合金からなり、且つ第2接合部材(2)がアルミニウム又はその合金からなるかあるいはステンレス鋼からなる場合に、特に好適である。また、加熱雰囲気は真空又は不活性ガス雰囲気であることが望ましい。
【0049】
この加熱状態で、第1接合部材(1)と第2接合部材(2)とに直流電源(5)によって直流電圧を印加して、第1接合部材(1)と第2接合部材(2)との間に電位差を生じさせる。このとき、第1接合部材(1)には負の電位が印加され、第2接合部材(2)には正の電位が印加される。この印加電圧(即ち両接合部材(1)(2)間の電位差)が接合電圧となる。この印加電圧(即ち接合電圧)は100〜1000V(特に望ましくは100〜500V)の範囲に設定されることが好適である。この範囲は、第1接合部材(1)がアルミニウム又はその合金からなり、且つ第2接合部材(2)がアルミニウム又はその合金からなるかあるいはステンレス鋼からなる場合に、特に好適である。
【0050】
このように電圧を印加することにより、絶縁層(3)と第2接合部材(2)とを陽極接合し、これによって第1接合部材(1)と第2接合部材(2)とが一体化される。次いで、両接合部材(1)(2)を冷却し、もって所望する接合体を得る。
【0051】
而して、この実施形態においては、絶縁層(3)と第2接合部材(2)との陽極接合は、その特徴として酸素イオンや水酸化イオンの泳動を利用して行われるものであり、第1接合部材(1)と第2接合部材(2)との間に電位差を生じさせたり、及び/又は温度を上昇させたりすることによって、移動度を向上させている。
【0052】
この実施形態において、加熱温度(接合温度)が上述した好適温度範囲よりも低い場合には、移動度が小さく電位差が大きくなってしまい、絶縁破壊を生じる虞がある。一方、加熱温度(接合温度)が上述した好適温度範囲よりも高い場合には、移動度が大きくなり、やはり絶縁破壊を生じたり、材料自体が劣化(特に雰囲気中の酸素による酸化)し易くなる。したがって、加熱温度(接合温度)や印加電圧(接合電圧)は所定範囲に設定するのが望ましい。
【0053】
以上でこの発明の好ましい実施形態について説明したが、この発明は、上記実施形態に示すものに限定されるものではなく、様々に設定変更可能であることは言うまでもない。
【0054】
【実施例】
次に、この発明の具体的実施例を示す。
【0055】
<実施例1〜6>
第1接合部材(1)、その絶縁層(3)及び第2接合部材(2)として、表1に示した構成のものを準備した。各接合部材(1)(2)の幅は10mmである。
【0056】
【表1】
 【0057】
【0057】
第1接合部材(1)は、実施例1〜6ではいずれもアルミニウム合金(材質:A6063)からなる。絶縁層(3)は、実施例1〜6ではいずれも第1接合部材(1)の表面をシュウ酸で陽極酸化した層、即ちシュウ酸陽極酸化層からなる。更に、実施例3〜6では、このシュウ酸陽極酸化層にイオン注入法によってそれぞれNa、Li、Ga及びGeが注入されている。
【0058】
第2接合部材(2)は、実施例1ではアルミニウム合金(材質:A6063)からなり、実施例2〜6ではステンレス鋼(材質:SUS304)からなる。
【0059】
このような第1接合部材(1)及び第2接合部材(2)を用いて、絶縁層(3)と第2接合部材(2)とを上述した接合手順により表1に示した接合温度及び接合電圧で陽極接合し、第1接合部材(1)と第2接合部材(2)とを一体化した。
【0060】
表1に示すように、実施例1〜6では、いずれも400℃以下の接合温度で第1接合部材(1)と第2接合部材(2)とを一体化することができ、したがって接合時の熱歪みによる変形を低減できることを確認し得た。特に、陽極酸化層にイオン注入法によってLi、Ga及びGeを注入した場合(実施例4〜6)には、いずれも300℃以下の接合温度で両接合部材(1)(2)を一体化することができた。更にこれらの金属原子のうちGaを注入した場合(実施例5)には、250℃の接合温度で両接合部材(1)(2)を一体化することができ、したがって接合時の熱歪みによる変形を大幅に低減できることを確認し得た。
【0061】
次いで、こうして得られた実施例1〜6のそれぞれの接合体の接合性を評価するため、接合体について引張試験を行い、接合体の破断部位を調べた。この結果を表1に示す。
【0062】
表1に示すように、接合体はいずれも第1接合部材(1)で破断(即ち母材破断)していた。したがって、第1接合部材(1)と第2接合部材(2)とが互いに同種の材料からなる場合(実施例1)はもとより、互いに異種の材料からなる場合(実施例2〜6)であっても、両者を強固に一体化することができ、優れた強度的信頼性を有する接合体を得ることができることを確認し得た。
【0063】
<実施例7及び8>
第1接合部材(1)、その絶縁層(3)及び第2接合部材(2)として、表2に示した構成のものを準備した。各接合部材(1)(2)の幅は10mmである。
【0064】
【表2】
【0065】
第1接合部材(1)は、実施例7及び8ではいずれもアルミニウム合金(材質:A6063)からなる。絶縁層(3)は、実施例7ではスパッタリング法により第1接合部材(1)の表面に堆積されたガラス層からなる。このガラス層の組成(単位:質量%)はSiO2:70、Al2O3:1、Na2O+K2O:16、CaO:13である。一方、実施例8では、絶縁層(3)は、ゾル−ゲル法により第1接合部材(1)の表面に形成されたガラス層からなる。このガラス層は石英ガラス層であり、その組成は不純物としてNa、K20ppm、Al100ppmを含み残部がSiO2である。この石英ガラス層は次のように形成された。まず、原料としてTEOSを酸性(HCl)触媒下で加水分解してゾルとしたのち、この加水分解物にシリカ微粉末を添加した。次いで、これにアンモニア水を添加してそのpH値を調整したのち、これを第1接合部材(1)の表面にディッピングにより塗布した。そして、乾燥させたのち、加熱することによって、第1接合部材(1)の表面に石英ガラス層を形成した。
【0066】
第2接合部材(2)は、実施例7及び8ではいずれもステンレス鋼(材質:SUS304)からなる。
【0067】
このような第1接合部材(1)及び第2接合部材(2)を用いて、絶縁層(3)と第2接合部材(2)とを上述した接合手順により表2に示した接合温度及び接合電圧で陽極接合し、第1接合部材(1)と第2接合部材(2)とを一体化した。
【0068】
表2に示すように、実施例7及び8ではいずれも300℃の接合温度で第1接合部材(1)と第2接合部材(2)とを一体化することができ、したがって接合時の熱歪みによる変形を大幅に低減できることを確認し得た。
【0069】
次いで、こうして得られた実施例7及び8のそれぞれの接合体の接合性を評価するため、接合体について引張試験を行い、接合体の破断部位を調べた。この結果を表2に示す。
【0070】
表2に示すように、接合体はいずれも第1接合部材(1)で破断(即ち母材破断)しており、したがって第1接合部材(1)と第2接合部材(2)とが強固に一体化しており、優れた強度的信頼性を有していることを確認し得た。
【0071】
【発明の効果】
上述の次第で、この発明は次の効果を奏する。
【0072】
(1)の発明によれば、表面に絶縁層が形成された第1電導性接合部材と、第2電導性接合部材とを準備し、第1接合部材の絶縁層の表面に第2接合部材を当接させるとともに、両接合部材を加熱した状態で、第1接合部材と第2接合部材とに電圧を印加することによって、絶縁層と第2接合部材とを陽極接合して第1接合部材と第2接合部材とを一体化するものなので、比較的低温で接合を行うことができて、接合時の熱歪みによる変形を低減することができる。さらに、第1接合部材と第2接合部材とが互いに同種の材料からなる場合はもとより、互いに異種の材料からなる場合であっても、両者を強固に一体化することができる。
【0073】
(2)の発明によれば、第1接合部材がアルミニウム又はその合金からなり、さらに絶縁層が第1接合部材の表面に形成された陽極酸化層からなるので、第1接合部材の表面に絶縁層を容易に且つ確実に形成することができる。更に、陽極酸化層がアンカー作用を奏するようになるため、第1接合部材と第2接合部材とを更に強固に一体化することができる。
【0074】
(3)の発明によれば、陽極酸化層にイオン注入法により金属原子が注入されることにより、接合温度を低下させることができる。そのため、接合時の熱歪みによる変形を更に低減することができる。
【0075】
(4)の発明によれば、金属原子が、Na、Li、Ga及びGeからなる群より選択される1種又は2種以上の金属原子からなることにより、接合温度を確実に低下させることができる。そのため、接合時の熱歪みによる変形を確実に低減することができる。
【0076】
(5)及び(6)の発明によれば、第1接合部材と第2接合部材とを確実に強固に一体化することができる。
【0077】
(7)の発明によれは、当該発明に係る接合体を製造する際に、上記(1)の発明と同様の効果を奏し得る。
【0078】
(8)の発明によれば、当該発明に係る接合体を製造する際に、上記(2)の発明と同様の効果を奏し得る。
【0079】
(9)の発明によれば、当該発明に係る接合体を製造する際に、上記(3)の発明と同様の効果を奏し得る。
【0080】
(10)の発明によれば、当該発明に係る接合体を製造する際に、上記(4)の発明と同様の効果を奏し得る。
【0081】
(11)及び(12)の発明によれば、それぞれの発明に係る接合体を製造する際に、上記(5)及び(6)の発明と同様の効果をそれぞれ奏し得る。
【図面の簡単な説明】
【図1】この発明の一実施形態に係る接合体の製造途中の状態を示す断面図である。
【符号の説明】
1…第1電導性接合部材
2…第2電導性接合部材
3…絶縁層
【発明の属する技術分野】
この発明は、電気・電子機器の部品等に用いられる接合体の製造方法及び接合体に関する。
【0002】
【従来の技術】
金属材とガラス材とを接合する方法として、陽極接合が知られている(例えば、特許文献1、2及び3参照。)。
【0003】
【特許文献1】
特開平7−22600号公報(第2−3頁、第2−3図)
【特許文献2】
特開平7−130592号公報(第4頁、第1図)
【特許文献3】
特開平7−307260号公報(第3頁、第1図)
【0004】
この陽極接合は、接合温度が比較的低温であるため、熱歪みによる変形が少ないという特徴を有している。
【0005】
而して、上記陽極接合では、互いに接合される2個の接合部材のうち一方はガラス材等の絶縁材でなければならない。したがって、金属材同士を接合する場合には、この陽極接合を用いることができず、溶融溶接が一般に用いられている。
【0006】
【発明が解決しようとする課題】
しかしながら、この溶融溶接は、金属材をその融点を超える温度まで加熱して溶接を行うものであるため、熱歪みが大きく、高い寸法精度を有する接合体を得ることが困難であった。さらには、互いに異種の金属材同士を接合する場合も、接合が困難であった。
【0007】
この発明は、上述した技術背景に鑑みてなされたもので、その目的は、2個の電導性接合部材を比較的低温で接合することができ、更に、2個の電導性接合部材が互いに同種の材料からなる場合はもとより、互いに異種の材料からなる場合であっても両者を強固に一体化することのできる接合体の製造方法及びこれにより得られた接合体を提供することにある。
【0008】
【課題を解決するための手段】
本発明は以下の手段を提供する。
【0009】
(1)表面に絶縁層が形成された第1電導性接合部材と、第2電導性接合部材とを準備し、前記第1接合部材の絶縁層の表面に前記第2接合部材を当接させるとともに、前記両接合部材を加熱した状態で、前記第1接合部材と前記第2接合部材とに電圧を印加することによって、前記絶縁層と前記第2接合部材とを陽極接合して前記両接合部材を一体化することを特徴とする接合体の製造方法。
【0010】
(2)前記第1接合部材は、アルミニウム又はその合金からなり、前記絶縁層は、前記第1接合部材の表面に形成された陽極酸化層からなる前項1項記載の接合体の製造方法。
【0011】
(3)前記陽極酸化層に、イオン注入法により金属原子が注入されている前項2記載の接合体の製造方法。
【0012】
(4)前記金属原子は、Na、Li、Ga及びGeからなる群より選択される1種又は2種以上の金属原子からなる前項3記載の接合体の製造方法。
【0013】
(5)前記絶縁層は、前記第1接合部材の表面にスパッタリング法により堆積されたセラミックス層からなる前項1記載の接合体の製造方法。
【0014】
(6)前記絶縁層は、前記第1接合部材の表面にゾル−ゲル法により形成されたセラミックス層からなる前項1記載の接合体の製造方法。
【0015】
(7)表面に絶縁層が形成された第1電導性接合部材と、第2電導性接合部材とを備え、前記絶縁層と前記第2接合部材とが陽極接合されることにより前記両接合部材が一体化されていることを特徴とする接合体。
【0016】
(8)前記第1接合部材は、アルミニウム又はその合金からなり、前記絶縁層は、前記第1接合部材の表面に形成された陽極酸化層からなる前項7項記載の接合体。
【0017】
(9)前記陽極酸化層に、イオン注入法により金属原子が注入されている前項8記載の接合体。
【0018】
(10)前記金属原子は、Na、Li、Ga及びGeからなる群より選択される1種又は2種以上の金属原子からなる前項9記載の接合体。
【0019】
(11)前記絶縁層は、前記第1接合部材の表面にスパッタリング法により堆積されたセラミックス層からなる前項7記載の接合体。
【0020】
(12)前記絶縁層は、前記第1接合部材の表面にゾル−ゲル法により形成されたセラミックス層からなる前項7記載の接合体。
【0021】
次に、上記各項の発明を説明する。
【0022】
(1)の発明では、第1電導性接合部材の表面には絶縁層が形成されているので、この絶縁層と第2電導性接合部材とを陽極接合することにより、第1接合部材と第2接合部材とを比較的低温で一体化できるようになる。そのため、接合時の熱歪みによる変形が減少する。さらに、第1接合部材と第2接合部材とが互いに同種の材料からなる場合であっても、あるいは互いに異種の材料からなる場合であっても、第1接合部材と第2接合部材とを強固に一体化することができる。
【0023】
この発明において、電導性接合部材としては、例えば金属からなるものが用いられる。この場合において、接合部材としては、後述するようにアルミニウム又はその合金からなるものであっても良いし、ステンレス鋼等の鉄系材料からなるものであっても良いし、これら以外の金属からなるものであっても良い。
【0024】
なお、この発明では、絶縁層は、2個の電導性接合部材のうちいずれか一方の接合部材の表面に形成されるものであるが、この明細書では、説明の便宜上、2個の電導性接合部材のうち、絶縁層が表面に形成された接合部材を「第1電導性接合部材」と呼び、他方の接合部材を「第2電導性接合部材」と呼ぶ。
【0025】
(2)の発明では、第1接合部材がアルミニウム又はその合金からなり、さらに絶縁層がこの第1接合部材の表面に形成された陽極酸化層からなることにより、第1接合部材の表面に絶縁層を容易に且つ確実に形成することができる。また、この陽極酸化層がアンカー作用を奏し、その結果、第1接合部材と第2接合部材とが強固に一体化されるようになる。
【0026】
(3)の発明では、陽極酸化層にイオン注入法により金属原子が注入されることにより、接合温度を低下させることができる。そのため、接合時の熱歪みによる変形を更に低減することができる。
【0027】
(4)の発明では、金属原子がNa、Li、Ga及びGeからなる群より選択される1種又は2種以上の金属原子からなることにより、接合温度を確実に低下させることができる。そのため、接合時の熱歪みによる変形を確実に低減することができる。特に、金属原子はLi、Ga及びGeからなる群より選択される1種又は2種以上の金属原子からなることが望ましい。この場合には、接合温度を大幅に低下させることができる。
【0028】
(5)及び(6)の発明では、第1接合部材と第2接合部材とを強固に一体化することができる。この(5)及び(6)の発明において、セラミックス層は、その組成や材質に限定されるものではなく、例えばガラス層であっても良い。
【0029】
(7)の発明では、当該発明に係る接合体を製造する際に、上記(1)の発明と同様の作用を奏し得る。
【0030】
(8)の発明では、当該発明に係る接合体を製造する際に、上記(2)の発明と同様の作用を奏し得る。
【0031】
(9)の発明では、当該発明に係る接合体を製造する際に、上記(3)の発明と同様の作用を奏し得る。
【0032】
(10)の発明では、当該発明に係る接合体を製造する際に、上記(4)の発明と同様の作用を奏し得る。
【0033】
(11)及び(12)の発明では、それぞれの発明に係る接合体を製造する際に、上記(5)及び(6)の発明と同様の作用をそれぞれ奏し得る。この(11)及び(12)の発明において、セラミックス層は、その組成や材質に限定されるものではなく、例えばガラス層であっても良い。
【0034】
【発明の実施の形態】
次に、この発明の好ましい実施形態について図面を参照して説明する。
【0035】
図1は、この発明の一実施形態に係る接合体の製造途中の状態を示す断面図である。同図において、(1)は第1電導性接合部材、(2)は第2電導性接合部材である。前記第1接合部材(1)の端部の表面には、絶縁層(3)が形成されている。
【0036】
前記第1電導性接合部材(1)は、例えば金属からなるものであって、板状に形成されている。前記金属としては、アルミニウム又はその合金、鉄鋼(例えばステンレス鋼)、銅又はその合金、チタン又はその合金、マグネシウム又はその合金などが用いられる。
【0037】
前記第2電導性接合部材(2)は、例えば金属からなるものであって、板状に形成されている。前記金属としては、第1接合部材(1)と同じく、アルミニウム又はその合金、鉄鋼(例えばステンレス鋼)、銅又はその合金、チタン又はその合金、マグネシウム又はその合金などが用いられる。
【0038】
前記第1接合部材(1)と前記第2接合部材(2)とは、互いに同種の材料からなるものであっても良いし、互いに異種の材料からなるものであっても良い。
【0039】
前記絶縁層(3)は、その形成方法や材質に限定されるものではないが、前記第1接合部材(1)の表面を陽極酸化することにより形成された陽極酸化層や、更に該陽極酸化層にイオン注入法により金属原子が注入されたもの、スパッタリング法により堆積されたセラミックス層、及び、ゾル−ゲル法により形成されたセラミックス層であることが望ましい。
【0040】
前記絶縁層(3)の厚さは限定されるものではないが、1〜100μm(特に望ましくは10〜50μm)の範囲に設定されるのが良い。
【0041】
前記絶縁層(3)の形成方法を、該絶縁層(5)が陽極酸化層からなる場合について具体的に説明すると、次のとおりである。第1接合部材(1)が例えばアルミニウム又はその合金からなる場合には、前記絶縁層(3)としての陽極酸化層は、第1接合部材(1)を硫酸、シュウ酸、クロム酸又はこれらの混酸等の所定の酸が入った電解浴中で陽極酸化することにより、第1接合部材(1)の表面に形成される。このように、前記絶縁層(3)が陽極酸化層からなることにより、第1接合部材(1)の表面に絶縁層を容易に且つ確実に形成することができる。さらに、陽極酸化層がアンカー作用を奏するようになり、もって第1接合部材(1)と第2接合部材(2)とが強固に一体化される。
【0042】
また、この陽極酸化層に金属原子を注入するイオン注入法としては、公知のイオン注入法を適用可能である。例えば、市販されているイオン注入装置を用い、イオン化された金属原子を加速して陽極酸化層に打ち込む方法が適用される。注入される金属原子としては、例えば陽極酸化層の構成金属原子とは異なる種類の金属原子が用いられるが、この金属原子はNa、Li、Ga及びGeからなる群より選択される1種又は2種以上の金属原子からなることが望ましい。このような金属原子を陽極酸化層に注入することにより、接合温度を確実に低下させることができて、接合時の熱歪みによる変形を確実に低減することができる。特に、この金属原子は、Li、Ga及びGeからなる群より選択される1種又は2種以上の金属原子からなることが望ましい。この場合には、接合温度を大幅に低下させることができる。
【0043】
前記絶縁層(3)がスパッタリング法により堆積されたセラミックス層からなる場合において、前記スパッタリング法としては公知の方法を適用可能である。
【0044】
前記絶縁層(3)がゾル−ゲル法により形成されたセラミックス層である場合において、前記ゾル−ゲル方法としては公知の方法を適用可能である。これを簡単に説明すると、セラミックス層として例えば石英ガラス層をゾル−ゲル法により形成する場合には、テトラエトキシシラン(Si(OEt)4、TEOS)等のアルコキシドを原料とし、これを酸やアルカリの触媒下で加水分解してゾルとし、必要に応じてこの加水分解物にシリカ微粉末を添加する。次いで、これを第1接合部材(1)の表面にディッピング等により塗布する。そして、乾燥させたのち、所定温度(例えば700〜1000℃)で加熱することにより、第1接合部材(1)の表面に石英ガラス層を形成することができる。
【0045】
なお、スパッタリング法により堆積されるセラミックス層、及びゾル−ゲル法により形成されるセラミックス層は、いずれも、その組成や材質に限定されるものではなく、例えばガラス層が用いられる。このガラス層としては、ソーダ石灰ガラス、リチウムガラス、石英ガラス、擬石英ガラス又はホウケイ酸ガラスの組成を有するガラス層か、あるいはこれらに類似する組成を有するガラス層が好適である。
【0046】
次に、上記の両接合部材(1)(2)を用いた接合体の製造方法について説明する。
【0047】
まず、同図に示すように、第1接合部材(1)の絶縁層(3)の表面に第2接合部材(2)の端部を重合せ状に当接させる。また、直流電源(5)の負の電極を第1接合部材(1)に、正の電極を第2接合部材(2)にそれぞれ電気的に接続する。
【0048】
次いで、この当接状態のままで、両接合部材(1)(2)を真空加熱炉等の任意の加熱炉(図示せず)で加熱する。この加熱温度が接合温度となる。この加熱温度(即ち接合温度)は、第1接合部材(1)、第2接合部材(2)及び絶縁層(3)がいずれも溶融しない温度(即ち、三者のいずれの融点よりも低い温度)に設定される。例えば、この加熱温度は100〜500℃(特に望ましくは250〜400℃)の範囲に設定されるのが好適である。この範囲は、第1接合部材(1)がアルミニウム又はその合金からなり、且つ第2接合部材(2)がアルミニウム又はその合金からなるかあるいはステンレス鋼からなる場合に、特に好適である。また、加熱雰囲気は真空又は不活性ガス雰囲気であることが望ましい。
【0049】
この加熱状態で、第1接合部材(1)と第2接合部材(2)とに直流電源(5)によって直流電圧を印加して、第1接合部材(1)と第2接合部材(2)との間に電位差を生じさせる。このとき、第1接合部材(1)には負の電位が印加され、第2接合部材(2)には正の電位が印加される。この印加電圧(即ち両接合部材(1)(2)間の電位差)が接合電圧となる。この印加電圧(即ち接合電圧)は100〜1000V(特に望ましくは100〜500V)の範囲に設定されることが好適である。この範囲は、第1接合部材(1)がアルミニウム又はその合金からなり、且つ第2接合部材(2)がアルミニウム又はその合金からなるかあるいはステンレス鋼からなる場合に、特に好適である。
【0050】
このように電圧を印加することにより、絶縁層(3)と第2接合部材(2)とを陽極接合し、これによって第1接合部材(1)と第2接合部材(2)とが一体化される。次いで、両接合部材(1)(2)を冷却し、もって所望する接合体を得る。
【0051】
而して、この実施形態においては、絶縁層(3)と第2接合部材(2)との陽極接合は、その特徴として酸素イオンや水酸化イオンの泳動を利用して行われるものであり、第1接合部材(1)と第2接合部材(2)との間に電位差を生じさせたり、及び/又は温度を上昇させたりすることによって、移動度を向上させている。
【0052】
この実施形態において、加熱温度(接合温度)が上述した好適温度範囲よりも低い場合には、移動度が小さく電位差が大きくなってしまい、絶縁破壊を生じる虞がある。一方、加熱温度(接合温度)が上述した好適温度範囲よりも高い場合には、移動度が大きくなり、やはり絶縁破壊を生じたり、材料自体が劣化(特に雰囲気中の酸素による酸化)し易くなる。したがって、加熱温度(接合温度)や印加電圧(接合電圧)は所定範囲に設定するのが望ましい。
【0053】
以上でこの発明の好ましい実施形態について説明したが、この発明は、上記実施形態に示すものに限定されるものではなく、様々に設定変更可能であることは言うまでもない。
【0054】
【実施例】
次に、この発明の具体的実施例を示す。
【0055】
<実施例1〜6>
第1接合部材(1)、その絶縁層(3)及び第2接合部材(2)として、表1に示した構成のものを準備した。各接合部材(1)(2)の幅は10mmである。
【0056】
【表1】
第1接合部材(1)は、実施例1〜6ではいずれもアルミニウム合金(材質:A6063)からなる。絶縁層(3)は、実施例1〜6ではいずれも第1接合部材(1)の表面をシュウ酸で陽極酸化した層、即ちシュウ酸陽極酸化層からなる。更に、実施例3〜6では、このシュウ酸陽極酸化層にイオン注入法によってそれぞれNa、Li、Ga及びGeが注入されている。
【0058】
第2接合部材(2)は、実施例1ではアルミニウム合金(材質:A6063)からなり、実施例2〜6ではステンレス鋼(材質:SUS304)からなる。
【0059】
このような第1接合部材(1)及び第2接合部材(2)を用いて、絶縁層(3)と第2接合部材(2)とを上述した接合手順により表1に示した接合温度及び接合電圧で陽極接合し、第1接合部材(1)と第2接合部材(2)とを一体化した。
【0060】
表1に示すように、実施例1〜6では、いずれも400℃以下の接合温度で第1接合部材(1)と第2接合部材(2)とを一体化することができ、したがって接合時の熱歪みによる変形を低減できることを確認し得た。特に、陽極酸化層にイオン注入法によってLi、Ga及びGeを注入した場合(実施例4〜6)には、いずれも300℃以下の接合温度で両接合部材(1)(2)を一体化することができた。更にこれらの金属原子のうちGaを注入した場合(実施例5)には、250℃の接合温度で両接合部材(1)(2)を一体化することができ、したがって接合時の熱歪みによる変形を大幅に低減できることを確認し得た。
【0061】
次いで、こうして得られた実施例1〜6のそれぞれの接合体の接合性を評価するため、接合体について引張試験を行い、接合体の破断部位を調べた。この結果を表1に示す。
【0062】
表1に示すように、接合体はいずれも第1接合部材(1)で破断(即ち母材破断)していた。したがって、第1接合部材(1)と第2接合部材(2)とが互いに同種の材料からなる場合(実施例1)はもとより、互いに異種の材料からなる場合(実施例2〜6)であっても、両者を強固に一体化することができ、優れた強度的信頼性を有する接合体を得ることができることを確認し得た。
【0063】
<実施例7及び8>
第1接合部材(1)、その絶縁層(3)及び第2接合部材(2)として、表2に示した構成のものを準備した。各接合部材(1)(2)の幅は10mmである。
【0064】
【表2】
第1接合部材(1)は、実施例7及び8ではいずれもアルミニウム合金(材質:A6063)からなる。絶縁層(3)は、実施例7ではスパッタリング法により第1接合部材(1)の表面に堆積されたガラス層からなる。このガラス層の組成(単位:質量%)はSiO2:70、Al2O3:1、Na2O+K2O:16、CaO:13である。一方、実施例8では、絶縁層(3)は、ゾル−ゲル法により第1接合部材(1)の表面に形成されたガラス層からなる。このガラス層は石英ガラス層であり、その組成は不純物としてNa、K20ppm、Al100ppmを含み残部がSiO2である。この石英ガラス層は次のように形成された。まず、原料としてTEOSを酸性(HCl)触媒下で加水分解してゾルとしたのち、この加水分解物にシリカ微粉末を添加した。次いで、これにアンモニア水を添加してそのpH値を調整したのち、これを第1接合部材(1)の表面にディッピングにより塗布した。そして、乾燥させたのち、加熱することによって、第1接合部材(1)の表面に石英ガラス層を形成した。
【0066】
第2接合部材(2)は、実施例7及び8ではいずれもステンレス鋼(材質:SUS304)からなる。
【0067】
このような第1接合部材(1)及び第2接合部材(2)を用いて、絶縁層(3)と第2接合部材(2)とを上述した接合手順により表2に示した接合温度及び接合電圧で陽極接合し、第1接合部材(1)と第2接合部材(2)とを一体化した。
【0068】
表2に示すように、実施例7及び8ではいずれも300℃の接合温度で第1接合部材(1)と第2接合部材(2)とを一体化することができ、したがって接合時の熱歪みによる変形を大幅に低減できることを確認し得た。
【0069】
次いで、こうして得られた実施例7及び8のそれぞれの接合体の接合性を評価するため、接合体について引張試験を行い、接合体の破断部位を調べた。この結果を表2に示す。
【0070】
表2に示すように、接合体はいずれも第1接合部材(1)で破断(即ち母材破断)しており、したがって第1接合部材(1)と第2接合部材(2)とが強固に一体化しており、優れた強度的信頼性を有していることを確認し得た。
【0071】
【発明の効果】
上述の次第で、この発明は次の効果を奏する。
【0072】
(1)の発明によれば、表面に絶縁層が形成された第1電導性接合部材と、第2電導性接合部材とを準備し、第1接合部材の絶縁層の表面に第2接合部材を当接させるとともに、両接合部材を加熱した状態で、第1接合部材と第2接合部材とに電圧を印加することによって、絶縁層と第2接合部材とを陽極接合して第1接合部材と第2接合部材とを一体化するものなので、比較的低温で接合を行うことができて、接合時の熱歪みによる変形を低減することができる。さらに、第1接合部材と第2接合部材とが互いに同種の材料からなる場合はもとより、互いに異種の材料からなる場合であっても、両者を強固に一体化することができる。
【0073】
(2)の発明によれば、第1接合部材がアルミニウム又はその合金からなり、さらに絶縁層が第1接合部材の表面に形成された陽極酸化層からなるので、第1接合部材の表面に絶縁層を容易に且つ確実に形成することができる。更に、陽極酸化層がアンカー作用を奏するようになるため、第1接合部材と第2接合部材とを更に強固に一体化することができる。
【0074】
(3)の発明によれば、陽極酸化層にイオン注入法により金属原子が注入されることにより、接合温度を低下させることができる。そのため、接合時の熱歪みによる変形を更に低減することができる。
【0075】
(4)の発明によれば、金属原子が、Na、Li、Ga及びGeからなる群より選択される1種又は2種以上の金属原子からなることにより、接合温度を確実に低下させることができる。そのため、接合時の熱歪みによる変形を確実に低減することができる。
【0076】
(5)及び(6)の発明によれば、第1接合部材と第2接合部材とを確実に強固に一体化することができる。
【0077】
(7)の発明によれは、当該発明に係る接合体を製造する際に、上記(1)の発明と同様の効果を奏し得る。
【0078】
(8)の発明によれば、当該発明に係る接合体を製造する際に、上記(2)の発明と同様の効果を奏し得る。
【0079】
(9)の発明によれば、当該発明に係る接合体を製造する際に、上記(3)の発明と同様の効果を奏し得る。
【0080】
(10)の発明によれば、当該発明に係る接合体を製造する際に、上記(4)の発明と同様の効果を奏し得る。
【0081】
(11)及び(12)の発明によれば、それぞれの発明に係る接合体を製造する際に、上記(5)及び(6)の発明と同様の効果をそれぞれ奏し得る。
【図面の簡単な説明】
【図1】この発明の一実施形態に係る接合体の製造途中の状態を示す断面図である。
【符号の説明】
1…第1電導性接合部材
2…第2電導性接合部材
3…絶縁層
Claims (12)
- 表面に絶縁層が形成された第1電導性接合部材と、第2電導性接合部材とを準備し、
前記第1接合部材の絶縁層の表面に前記第2接合部材を当接させるとともに、前記両接合部材を加熱した状態で、前記第1接合部材と前記第2接合部材とに電圧を印加することによって、前記絶縁層と前記第2接合部材とを陽極接合して前記両接合部材を一体化することを特徴とする接合体の製造方法。 - 前記第1接合部材は、アルミニウム又はその合金からなり、前記絶縁層は、前記第1接合部材の表面に形成された陽極酸化層からなる請求項1項記載の接合体の製造方法。
- 前記陽極酸化層に、イオン注入法により金属原子が注入されている請求項2記載の接合体の製造方法。
- 前記金属原子は、Na、Li、Ga及びGeからなる群より選択される1種又は2種以上の金属原子からなる請求項3記載の接合体の製造方法。
- 前記絶縁層は、前記第1接合部材の表面にスパッタリング法により堆積されたセラミックス層からなる請求項1記載の接合体の製造方法。
- 前記絶縁層は、前記第1接合部材の表面にゾル−ゲル法により形成されたセラミックス層からなる請求項1記載の接合体の製造方法。
- 表面に絶縁層が形成された第1電導性接合部材と、第2電導性接合部材とを備え、
前記絶縁層と前記第2接合部材とが陽極接合されることにより前記両接合部材が一体化されていることを特徴とする接合体。 - 前記第1接合部材は、アルミニウム又はその合金からなり、前記絶縁層は、前記第1接合部材の表面に形成された陽極酸化層からなる請求項7項記載の接合体。
- 前記陽極酸化層に、イオン注入法により金属原子が注入されている請求項8記載の接合体。
- 前記金属原子は、Na、Li、Ga及びGeからなる群より選択される1種又は2種以上の金属原子からなる請求項9記載の接合体。
- 前記絶縁層は、前記第1接合部材の表面にスパッタリング法により堆積されたセラミックス層からなる請求項7記載の接合体。
- 前記絶縁層は、前記第1接合部材の表面にゾル−ゲル法により形成されたセラミックス層からなる請求項7記載の接合体。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002342860A JP2004179331A (ja) | 2002-11-26 | 2002-11-26 | 接合体の製造方法及び接合体 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002342860A JP2004179331A (ja) | 2002-11-26 | 2002-11-26 | 接合体の製造方法及び接合体 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004179331A true JP2004179331A (ja) | 2004-06-24 |
Family
ID=32704795
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002342860A Pending JP2004179331A (ja) | 2002-11-26 | 2002-11-26 | 接合体の製造方法及び接合体 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004179331A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007083436A (ja) * | 2005-09-20 | 2007-04-05 | Casio Comput Co Ltd | 接合基板及び接合方法 |
-
2002
- 2002-11-26 JP JP2002342860A patent/JP2004179331A/ja active Pending
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007083436A (ja) * | 2005-09-20 | 2007-04-05 | Casio Comput Co Ltd | 接合基板及び接合方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN109956682A (zh) | 焊接玻璃、绝缘套管以及包括绝缘套管的装置 | |
| KR20010099730A (ko) | 가열장치 | |
| JP2004203706A (ja) | 異種材料接合体及びその製造方法 | |
| JP2019509237A (ja) | 金属又は金属ハイブリッド箔によって接合された厚膜ペースト介在セラミックス | |
| JP2000277592A (ja) | 基板保持装置 | |
| JP2004179331A (ja) | 接合体の製造方法及び接合体 | |
| JP4582679B2 (ja) | 陽極接合用結晶化ガラス | |
| EP1322566A1 (en) | Barium lanthanum silicate glass-ceramics | |
| JP2003168726A (ja) | 半導体製造装置用静電チャックおよびその製造方法 | |
| JP5358842B2 (ja) | 金属箔を接合した陶磁器製品およびその製造法 | |
| CN101572202B (zh) | 外部电极荧光灯及其制造方法 | |
| WO2003065445A1 (fr) | Procede de preparation d'une borne etanche au gaz | |
| CN104692676A (zh) | 一种玻璃管与金属板的电场辅助扩散连接装置及方法 | |
| CN107298535B (zh) | 一种钛合金-k4玻璃异种材料的复合连接方法 | |
| JPH05191038A (ja) | 金属層を備えたセラミックス基板とその製造方法 | |
| JP4813246B2 (ja) | ガラス物品への部材の接合方法 | |
| CA2335332A1 (en) | Dielectric layer for discharge lamps, and associated production process | |
| JP2005350311A (ja) | 陽極接合方法 | |
| JP2002145676A (ja) | 陽極接合方法 | |
| RU2013419C1 (ru) | Способ соединения плоских материалов с металлом | |
| JP2000277239A (ja) | セラミックスヒータ | |
| JPH07118075A (ja) | 絶縁材と金属基板の接合方法 | |
| KR100563604B1 (ko) | 음극선관용 유리패널의 스터드 핀 접합 방법 | |
| JPS63206303A (ja) | オゾン発生器 | |
| JPH1087386A (ja) | 積層セラミックスの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050623 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20061002 |
|
| A131 | Notification of reasons for refusal |
Effective date: 20081118 Free format text: JAPANESE INTERMEDIATE CODE: A131 |
|
| A02 | Decision of refusal |
Effective date: 20090317 Free format text: JAPANESE INTERMEDIATE CODE: A02 |