JP2004180367A - 扁平形空芯コイルとその製造方法 - Google Patents
扁平形空芯コイルとその製造方法 Download PDFInfo
- Publication number
- JP2004180367A JP2004180367A JP2002340933A JP2002340933A JP2004180367A JP 2004180367 A JP2004180367 A JP 2004180367A JP 2002340933 A JP2002340933 A JP 2002340933A JP 2002340933 A JP2002340933 A JP 2002340933A JP 2004180367 A JP2004180367 A JP 2004180367A
- Authority
- JP
- Japan
- Prior art keywords
- coil
- flat
- winding
- wound
- flat air
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images






Classifications
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K15/00—Processes or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines
- H02K15/04—Processes or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines of windings prior to their mounting into the machines
- H02K15/043—Processes or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines of windings prior to their mounting into the machines winding flat conductive wires or sheets
- H02K15/0431—Concentrated windings
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F27/00—Details of transformers or inductances, in general
- H01F27/28—Coils; Windings; Conductive connections
- H01F27/2847—Sheets; Strips
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F41/00—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties
- H01F41/02—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets
- H01F41/04—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets for manufacturing coils
- H01F41/06—Coil winding
- H01F41/061—Winding flat conductive wires or sheets
- H01F41/063—Winding flat conductive wires or sheets with insulation
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K3/00—Details of windings
- H02K3/04—Windings characterised by the conductor shape, form or construction, e.g. with bar conductors
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K3/00—Details of windings
- H02K3/46—Fastening of windings on the stator or rotor structure
- H02K3/47—Air-gap windings, i.e. iron-free windings
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F17/00—Fixed inductances of the signal type
- H01F17/02—Fixed inductances of the signal type without magnetic core
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F27/00—Details of transformers or inductances, in general
- H01F27/28—Coils; Windings; Conductive connections
- H01F27/32—Insulating of coils, windings, or parts thereof
- H01F27/324—Insulation between coil and core, between different winding sections, around the coil; Other insulation structures
Landscapes
- Engineering & Computer Science (AREA)
- Power Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Manufacture Of Motors, Generators (AREA)
- Windings For Motors And Generators (AREA)
- Insulation, Fastening Of Motor, Generator Windings (AREA)
- Coils Or Transformers For Communication (AREA)
- Coils Of Transformers For General Uses (AREA)
Abstract
【解決手段】平角銅線の巻回された第1コイル8と該第1コイル8と逆方向に平角銅線の巻回された第2コイル9とを備え、前記第1コイル8と前記第2コイル9が電気的に接続する扁平形空芯コイルにおいて、前記第1コイルと前記第2コイルの間に絶縁フィルム18を介挿した。
【選択図】 図3
Description
【発明の属する技術分野】
本発明は、工作機械や搬送装置に使用する産業用直動機に関し、特にリニアモータ電機子の成形コイルとしての2個の平形空芯コイルろ並置して成る2層扁平形空芯コイルとその製造方法に関する。
【0002】
【従来の技術】
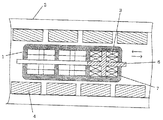
図5はリニアモータの構成を示す正面断面図である。
図5において、1はリニアモータの電機子、2はリニアモータの固定子、3は成形コイル、4は永久磁石、6は芯金、7はエポキシ樹脂である。
図から判るように、リニアモータの固定子2の対向する永久磁石4の空隙間をリニアモータの電機子1は左右に移動するもので、この電機子1は芯金6の上下面に成形コイル3を接着し、エポキシ樹脂7でモールドして成るものである。
その成形コイル3は、小形軽量化をはかり、コイルの高占積率化のため、扁平形の第1コイル8と扁平形の第2コイル9とを併置して2層扁平形空芯コイルとなっている。そこで平角銅線の一層目コイルとこれと逆方向に巻回され並置される二層目コイルから成る平角線二重巻きの巻線方法はこれまでいくつか知られている(例えば、特許文献1〜3参照)。
【0003】
【特許文献1】
特開昭62−260535号公報
【特許文献2】
特開平5−243036号公報
【特許文献3】
特開平8−317610号公報
【0004】
【発明が解決しようとする課題】
図6はその扁平形の第1コイル8と扁平形の第2コイル9とを並置して成る従来の2層扁平形空芯コイルの斜視図である。
図6において、3は成形コイル、8は第1コイル、9は第2コイル、10は加熱形自己融着平角銅線、12はコイル空芯部である。
従来の2層扁平形空芯コイルでは、図6の成形コイル3を加熱形自己融着平角銅線10で製作する時、第1コイル8と第2コイル9のコイル側面同士が接触して互いに傷が付くことが起こった。
図7はコイル側面同士が接触した場合の状態を説明する図で、従来の加熱による二次加工後のコイルの変形を示している。(a)は変形したコイルの斜視図、(b)はコイルの側面断面図、(c)は(b)のコイルの一部を断面し誇張して示す拡大図である。
図7(b)の第1コイル8とこれに隣接する第2コイル9のコイル側面11同士がに図7(c)のように傷が付くと、絶縁皮膜が剥離し、第1コイル8と第2コイル9とが電気的に短絡(ショート)した。
また、リニアモータ電機子1の製作時、エポキシ樹脂7で全体をモールドすると二次加熱で加熱形自己融着平角銅線10の接着力が弱まり、図6のような矩形空芯部付き成形コイル3が図7(a)のように膨張変形し、外側膨張変形部21と内側膨張変形部22が発生してこのときのストレスでエポキシ樹脂7(図5)のモールドにクラックが発生した。
そこで、本発明は上記欠点を解決するためになされたもので、コイルの電気絶縁性の向上と加熱による熱変形防止を図り、したがって第1コイルと第2コイルとがショートしない、またリニアモータ電機子の製作時の二次加熱でも加熱形自己融着平角銅線の接着力が弱まらない、エポキシ樹脂7のモールドにクラックが発生ない扁平形空芯コイルとその製造方法を提供することを目的としている。
【0005】
【課題を解決するための手段】
上記問題を解決するために、請求項1記載の扁平形空芯コイルの発明は、平角銅線の巻回された第1コイルと該第1コイルと逆方向に平角銅線の巻回された第2コイルとを備え、前記第1コイルと前記第2コイルが電気的に接続する扁平形空芯コイルにおいて、前記第1コイルと前記第2コイルの間に絶縁フィルムを介挿したことを特徴とする。
このような構成とすることにより、前記第1コイルと前記第2コイルの間に絶縁フィルムを介挿したので、互いの接触による損傷が無くなり、第1コイルと第2コイルとがショートしなくなる。したがって、エポキシ樹脂のモールドにクラックも発生しなくなる。
請求項2記載の扁平形空芯コイルの製造方法の発明は、平角銅線の巻回された第1コイルと該第1コイルと逆方向に平角銅線の巻回された第2コイルとを備え、該第1コイルと該第2コイルとを電気的に接続した扁平形空芯コイルにおいて、前記第1コイルと前記第2コイルを同一材料で成る平角銅線を連続的にかつ前記第1コイルと前記第2コイルとの間に空隙を開けて巻き、その空隙間に絶縁フィルムを介挿したことを特徴とする。
このような構成とすることにより、第1コイルと第2コイルとがショートしない、エポキシ樹脂のモールドにクラックも発生しない扁平形空芯コイルを簡単に製造することができるようになる。
請求項3記載の発明は、請求項2記載の扁平形空芯コイルの製造方法において、前記絶縁フィルムの外周に熱硬化性接着剤を塗布したことを特徴とする。
このような構成とすることにより、リニアモータ電機子の製作時の二次加熱でも加熱形自己融着平角銅線の接着力が弱まらない扁平形空芯コイルを簡単に製造することができるようになる。
【0006】
【発明の実施の形態】
以下、本発明の実施の形態について図1〜図4に基づいて詳細に説明する。
図1は平角線二重巻きコイルの巻線例を説明する図で、巻き始め(a)から巻き終わり(d)までを示す図であり、図2は本発明に係る平角線二重巻きコイルの製造方法を示す説明図であり、図3は図2の方法によって得られた平角線二重巻きコイルを示す図で、(a)はコイルの斜視図、(b)はコイルの一部を断面し、誇張して示す拡大図であり、図4は本発明に用いられる電気絶縁紙の一実施例を示す図で、(a)は正面図、(b)は側面断面図である。
図1において、50はこの巻き取り装置の全体、51は巻線を巻き取る巻線治具で、回転軸51aを中心に角速度ω1で所定方向(図では反時計方向)に自転している。52は遊星リール、52aは巻線治具51の回転軸51aを中心に角速度2ω1で公転する遊星軸で、ここに遊星リール52が回転可能に取り付けられている。53は平角線を巻回して成るドラムで、その回転軸53aを中心に自転する。54は平角線である。
【0007】
次に、この平角線二重巻きの巻き方を説明する。
巻き始めの(a)において、巻線に必要とする平角線54の長さの半分をドラム53から遊星リール52に巻き取っておく。もう他方の平角線は切断せずにドラム53に残したまま巻線治具51の下方を通過させる。そして平角線54にテンションを掛けながら、巻線治具51を回転軸51aを中心に角速度ω1で反時計方向に回転開始する。これと同時に遊星リール52を角速度2ω1で反時計方向に公転させる。
図(b)は図(a)の状態から巻線治具51を90度、遊星リール52を180度回転させた状態を示している。遊星リール52が巻線治具51の角速度の2倍の角速度で公転するため、巻線治具51の上に1層の巻線56が半周分形成されている。
図(c)は図(b)の状態からさらに巻線治具51を90度、遊星リール52を180度回転させた状態を示している。遊星リール52が巻線治具51の角速度の2倍の角速度で公転するため、巻線治具51の上に1層の巻線56が1周分形成されている。
図(d)は図(c)の状態からさらに巻線治具51を多数回自転、遊星リール52を同数回公転させた後の終了状態を示している。遊星リール52が巻線治具51の角速度の2倍の角速度で公転するため、巻線治具51の上に多数回巻回された平角線巻線56と、同じく多数回巻回された平角線巻線57が形成されている。この後、巻線治具51を抜き取れば平角線による空芯の二重巻線(アルファ巻きとも言う。)ができあがる。
【0008】
なお、図1のようにコイルを巻いている間、図2(a)のように、加熱形自己融着平角銅線9を加熱ヒータ16で加熱しながら、接着してゆくとバラケ防止をするのでよい。
その際、本発明により、図2(a)の第1の平角線巻線8と第2の平角線巻線9との間に0.3〜0.5mmのコイル間スキマ5を設けているのが特徴である。
そして、平角線巻線56と平角線巻線57との間に作られたコイル間スキマ5に図2(b)のように半割り電気絶縁紙17を上下より挿入し、第1コイル8を図の矢印A方向に、また第2コイル9を図の矢印B方向にスライドさせて、スキマを埋める。
次に、巻線治具13をコイルより抜き取ると、図3(a)および(b)のような成形コイル3が完成する。
図3において、3は成形コイル、8は第1コイル、9は第2コイル、17は半割電気絶縁紙、18は絶縁フィルム、19は熱硬化性接着剤である。
成形コイル3は第1コイル8とこれとスキマを空けて並置される第2コイル9と、このスキマに挿入される絶縁フィルム18から成る半割電気絶縁紙17と、半割電気絶縁紙17と第1および第2コイルの間を接着する熱硬化性接着剤19とから構成されている。
図4は本発明に用いられる半割電気絶縁紙17の一実施例を示す図で、(a)は正面図、(b)は側面断面図である。図において、17はコ字状をした半割電気絶縁紙、18は半割電気絶縁紙17を構成する絶縁フィルム、19は熱硬化性接着剤、20はコ字状の半割電気絶縁紙17を2個突き合わせた半割部(突き合わせ部)である。
本発明の製造方法によれば、平角銅線第1コイル8とこれと逆方向に巻き廻された第2コイル9とをスキマを置いて並置し、電気的接続する2層扁平空芯コイルの第1コイル8と第2コイル9のスキマに、絶縁フィルム18の両面に熱硬化性接着剤19を塗布した空芯半割りの電気絶縁紙17を挿入したので、図4(b)の絶縁フィルム18が電気絶縁性を高めると同時に熱硬化性接着剤19がコイルの加熱による変形を防止することとなる。
【0009】
【発明の効果】
以上述べたように、本発明は、第1コイルと第2コイルのスキマに、熱硬化性接着剤を両面に塗布した絶縁フィルムを挿入することにより、コイルの電気絶縁性が向上し、コイルの二次加熱による変形を防止する。
【図面の簡単な説明】
【図1】平角線二重巻きの1例を説明する図で、巻き始め(a)から巻き終わり(d)までを示す図である。
【図2】本発明の平角線二重巻きコイルの製造方法を示す斜視図で、(a)はスキマを空けて巻回中の斜視図、(b)はそのスキマに本発明により半割電気絶縁紙を挿入する途中の斜視図である。
【図3】本発明の実施の形態に係るコイルを示す図で、(a)はコイルの斜視図、(b)はコイルの一部を断面し、誇張して示す拡大図である。
【図4】本発明の電気絶縁紙の一実施例を示す図で、(a)は正面図、(b)は側面断面図。
【図5】本発明が対象とするリニアモータの構成を示す正面断面図。
【図6】従来コイルの斜視図である。
【図7】従来製法の加熱による二次加工後の変形コイルを示す図で、(a)は斜視図、(b)は側面断面図、(c)はコイルの一部を断面し誇張して示す拡大図である。
【符号の説明】
1 リニアモータ電機子
2 リニアモータ固定子
3 成形コイル
4 永久磁石
5 コイル間スキマ
6 芯金
7 エポキシ樹脂
8 第1コイル
9 第2コイル
10 加熱形自己融着平角銅線
11 コイル側面
12 コイル空芯部
13 形枠
14 第1コイルボビン
15 第2コイルボビン
16 加熱ヒータ
17 半割電気絶縁紙
18 絶縁フィルム
19 熱硬化性接着剤
20 半割部
21 内側膨張変形部
22 外側膨張変形部
Claims (3)
- 平角銅線の巻回された第1コイルと該第1コイルと逆方向に平角銅線の巻回された第2コイルとを備え、前記第1コイルと前記第2コイルが電気的に接続する扁平形空芯コイルにおいて、
前記第1コイルと前記第2コイルの間に絶縁フィルムを介挿したことを特徴とする扁平形空芯コイル。 - 平角銅線の巻回された第1コイルと該第1コイルと逆方向に平角銅線の巻回された第2コイルとを備え、該第1コイルと該第2コイルとを電気的に接続した扁平形空芯コイルにおいて、
前記第1コイルと前記第2コイルを同一材料で成る平角銅線を連続的にかつ前記第1コイルと前記第2コイルとの間に空隙を開けて巻き、その空隙間に絶縁フィルムを介挿したことを特徴とする扁平形空芯コイルの製造方法。 - 前記絶縁フィルムの外周に熱硬化性接着剤を塗布したことを特徴とする請求項2記載の扁平形空芯コイルの製造方法。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002340933A JP4310999B2 (ja) | 2002-11-25 | 2002-11-25 | 扁平形空芯コイルとその製造方法およびそれを用いたリニアモータ |
| PCT/JP2003/014598 WO2004049546A1 (ja) | 2002-11-25 | 2003-11-17 | 扁平形空芯コイルとその製造方法 |
| TW092132790A TWI237939B (en) | 2002-11-25 | 2003-11-21 | Flat air core coil and its manufacturing method |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002340933A JP4310999B2 (ja) | 2002-11-25 | 2002-11-25 | 扁平形空芯コイルとその製造方法およびそれを用いたリニアモータ |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2004180367A true JP2004180367A (ja) | 2004-06-24 |
| JP2004180367A5 JP2004180367A5 (ja) | 2005-12-08 |
| JP4310999B2 JP4310999B2 (ja) | 2009-08-12 |
Family
ID=32375833
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002340933A Expired - Fee Related JP4310999B2 (ja) | 2002-11-25 | 2002-11-25 | 扁平形空芯コイルとその製造方法およびそれを用いたリニアモータ |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JP4310999B2 (ja) |
| TW (1) | TWI237939B (ja) |
| WO (1) | WO2004049546A1 (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2008018166A1 (en) * | 2006-08-07 | 2008-02-14 | Nidec Sankyo Corporation | Motor |
| JP2008043077A (ja) * | 2006-08-07 | 2008-02-21 | Nidec Sankyo Corp | モータ |
| WO2009025076A1 (ja) * | 2007-08-17 | 2009-02-26 | Ntn Corporation | モータ一体型の磁気軸受装置 |
| DE102013011347A1 (de) * | 2013-07-08 | 2015-01-08 | Thomas Magnete Gmbh | Magnetspule und Verfahren zu ihrer Herstellung |
| NL2011753C2 (en) * | 2013-11-07 | 2015-05-11 | Tecnotion B V | Multi-layer flat wire coil. |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2007136288A1 (fr) * | 2006-05-22 | 2007-11-29 | Sergey Vasilievich Ivanov | Procédé de bobinage de transformateur d'alimentation haute fréquence |
| FR2928790B1 (fr) * | 2008-03-17 | 2019-07-05 | Valeo Equipements Electriques Moteur | Procede d'enroulement d'un bobinage. |
| CN103066774A (zh) * | 2012-12-14 | 2013-04-24 | 南车株洲电机有限公司 | 一种线圈成型的方法及其装置 |
| EP3038119A1 (de) * | 2014-12-22 | 2016-06-29 | Aumann GMBH | Wickelverfahren und Wickelvorrichtung hierfür |
| CN116387017B (zh) * | 2023-06-05 | 2023-08-01 | 福建飞创电子科技有限公司 | 一种扁平线圈成型方法以及电感 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61154015A (ja) * | 1984-12-26 | 1986-07-12 | Kourin Giken:Kk | 電気コイル |
| JP3056414B2 (ja) * | 1996-03-21 | 2000-06-26 | 東京特殊電線株式会社 | リニアモータ用コイル |
| JPH10174420A (ja) * | 1996-12-11 | 1998-06-26 | Yaskawa Electric Corp | 平滑巻線形リニアモータ |
| JPH10225092A (ja) * | 1997-02-06 | 1998-08-21 | Yaskawa Electric Corp | リニアモータ用コイル |
| JP3622632B2 (ja) * | 1999-07-16 | 2005-02-23 | トヨタ自動車株式会社 | 巻線機 |
| JP2002131894A (ja) * | 2000-10-27 | 2002-05-09 | Fuji Photo Film Co Ltd | 湿し水不要平版印刷版の製版方法 |
| JP2002272049A (ja) * | 2001-03-08 | 2002-09-20 | Yaskawa Electric Corp | スロットレスモータ |
-
2002
- 2002-11-25 JP JP2002340933A patent/JP4310999B2/ja not_active Expired - Fee Related
-
2003
- 2003-11-17 WO PCT/JP2003/014598 patent/WO2004049546A1/ja not_active Ceased
- 2003-11-21 TW TW092132790A patent/TWI237939B/zh not_active IP Right Cessation
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2008018166A1 (en) * | 2006-08-07 | 2008-02-14 | Nidec Sankyo Corporation | Motor |
| JP2008043077A (ja) * | 2006-08-07 | 2008-02-21 | Nidec Sankyo Corp | モータ |
| WO2009025076A1 (ja) * | 2007-08-17 | 2009-02-26 | Ntn Corporation | モータ一体型の磁気軸受装置 |
| DE102013011347A1 (de) * | 2013-07-08 | 2015-01-08 | Thomas Magnete Gmbh | Magnetspule und Verfahren zu ihrer Herstellung |
| NL2011753C2 (en) * | 2013-11-07 | 2015-05-11 | Tecnotion B V | Multi-layer flat wire coil. |
| WO2015069109A1 (en) * | 2013-11-07 | 2015-05-14 | Tecnotion B.V. | Multi-layer flat wire coil |
| US10163565B2 (en) | 2013-11-07 | 2018-12-25 | Tecnotion B.V. | Method for winding a multi-layer flat wire coil |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4310999B2 (ja) | 2009-08-12 |
| TW200419878A (en) | 2004-10-01 |
| TWI237939B (en) | 2005-08-11 |
| WO2004049546A1 (ja) | 2004-06-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5483056B2 (ja) | 回転電機の固定子の製造方法 | |
| TWI292649B (en) | Armature of rotary electric machine, a rotary electric machine, and manufacturing method therefor | |
| JP2009194999A (ja) | ステータコイルの製造方法 | |
| CN108370187B (zh) | 旋转电机的电枢 | |
| WO2013114734A1 (ja) | コイルユニットの製造方法 | |
| CN109478813B (zh) | 轴向间隙型旋转电机 | |
| JP2004180367A (ja) | 扁平形空芯コイルとその製造方法 | |
| JP5833885B2 (ja) | 回転電機固定子 | |
| JP5309674B2 (ja) | 固定子コイルの製造方法 | |
| JP4410730B2 (ja) | 回転電機のステータ、回転電機、及び回転電機のステータの製造方法 | |
| JP2000156951A (ja) | 回転電機 | |
| JP7210128B2 (ja) | 回転電機、亀甲形コイルの製造方法および亀甲形コイルの製造装置 | |
| JPH08140291A (ja) | モータの固定子 | |
| KR100390163B1 (ko) | 슬롯레스 모터용 스테이터 어셈블리의 제조방법 | |
| JP2007027345A (ja) | 積層電磁コイル及び積層電磁コイルの製造方法 | |
| JP2001037135A (ja) | モータの絶縁構造及びモータのステータ製造方法 | |
| JP2000184632A (ja) | 回転電機及びその製造方法 | |
| JP2002247786A (ja) | 電動機及び電動機固定子の製造方法 | |
| JPS63131505A (ja) | コイルおよびコイルの製造方法 | |
| WO2020250600A1 (ja) | 整流子と巻線との接続構造及びそれを有するロータ、モータ、並びに整流子と巻線との接続方法 | |
| JP4993177B2 (ja) | 電機子、電機子の製造方法、コアレスモータ及びブラシレス発電機 | |
| JP6001447B2 (ja) | 結線構造、回転機、電動車両及び結線方法 | |
| JPS5931297B2 (ja) | 電動機用線輪の製造方法及びその装置 | |
| JP2004343951A (ja) | 巻線機 | |
| JPH09247882A (ja) | 回転電機の固定子およびその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20051017 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20051017 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20060325 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20071127 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20081022 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20081217 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090421 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090504 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120522 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130522 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140522 Year of fee payment: 5 |
|
| LAPS | Cancellation because of no payment of annual fees |