JP2004181773A - 成形体および成形体製造方法 - Google Patents
成形体および成形体製造方法 Download PDFInfo
- Publication number
- JP2004181773A JP2004181773A JP2002351280A JP2002351280A JP2004181773A JP 2004181773 A JP2004181773 A JP 2004181773A JP 2002351280 A JP2002351280 A JP 2002351280A JP 2002351280 A JP2002351280 A JP 2002351280A JP 2004181773 A JP2004181773 A JP 2004181773A
- Authority
- JP
- Japan
- Prior art keywords
- biodegradable resin
- resin material
- molding
- isocyanate
- molded article
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images


Landscapes
- Biological Depolymerization Polymers (AREA)
- Dry Formation Of Fiberboard And The Like (AREA)
- Manufacture Of Macromolecular Shaped Articles (AREA)
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
- Compositions Of Macromolecular Compounds (AREA)
- Polyurethanes Or Polyureas (AREA)
Abstract
【課題】物性の低下を抑制して生分解性樹脂材料をバインダとする細片状材料より成る成形体を製造する方法を提供する。
【解決手段】細片状材料と、生分解性樹脂材料とを含有する成形材料を、イソシアネートの存在下で、前記生分解性樹脂材料の軟化温度以上の温度で加圧成形する工程を有する成形体の製造方法を提供する。この製造方法では、生分解性樹脂材料を軟化させた状態で細片状材料を所定の形状に加圧成形するとき、イソシアネートが、生分解性樹脂材料の水酸基、特に末端の水酸基と反応してウレタン結合する。これにより、水酸基、特に生分解性樹脂材料が加水分解されて生成する水酸基を封鎖して、生分解性樹脂材料の親水性および加水分解性を低下させることができる。また、水酸基にイソシアネートを結合させることにより、分子量の低下を抑制することも可能である。
【選択図】なし
【解決手段】細片状材料と、生分解性樹脂材料とを含有する成形材料を、イソシアネートの存在下で、前記生分解性樹脂材料の軟化温度以上の温度で加圧成形する工程を有する成形体の製造方法を提供する。この製造方法では、生分解性樹脂材料を軟化させた状態で細片状材料を所定の形状に加圧成形するとき、イソシアネートが、生分解性樹脂材料の水酸基、特に末端の水酸基と反応してウレタン結合する。これにより、水酸基、特に生分解性樹脂材料が加水分解されて生成する水酸基を封鎖して、生分解性樹脂材料の親水性および加水分解性を低下させることができる。また、水酸基にイソシアネートを結合させることにより、分子量の低下を抑制することも可能である。
【選択図】なし
Description
【0001】
【発明の属する技術分野】
この発明は、細片状の材料がバインダ樹脂によって結合されてなる成形体及びその製造方法に関する。
【0002】
【従来の技術】
非石油系資源を用いた各種成形体の開発が進められるにあたって、プラスチックに替わって非木材系のケナフ、サイザル、わらなどを含む木質材料が利用されてきている。木質材料は、典型的には、チップ状、粉状、繊維状など細片状に加工され、木質材料中のリグノセルロースを接着成分として、あるいは他のバインダ樹脂を添加して、加熱加圧によって成形されることが一般的である。
【0003】
近年、木質材料の結合に用いられるバインダ樹脂についても、非石油系資源を用いることが検討されてきており、このようなバインダ樹脂として、いわゆる生分解性樹脂が注目されている。生分解性樹脂は、現在、成形材料やコーティング剤として利用されているものがあり、微生物(酵素類を含む)などを用いて生産できるポリ−3−ヒドロキシ酪酸エステルやポリ乳酸などの脂肪族ポリエステル、化学変性デンプン、セルロース系樹脂などがある。
【0004】
生分解性樹脂は、一般に、加水分解しやすい。例えば、重合時の温度および水分条件によって成形時の分解の程度が変わり、成形直後の成形体において物性がばらつく。また、空気中の湿気によって分解するため、経時的に劣化する。このため、重合時に分子量を制御して物性を安定化したり、熱分解を抑制するために重合末端や分解時に末端に形成される水酸基やカルボキシル基を封鎖することが行われている(例えば、特許文献1および2参照。)。
【0005】
【特許文献1】
特開平7−330876号公報
【0006】
【特許文献2】
特開平11−80522号公報
【0007】
【発明が解決しようとする課題】
しかしながら、これらの生分解性樹脂を木質材料を成形体にするときのバインダとして用いる場合、木質材料の成形時に加わる熱や水分によって生分解性樹脂が分解する。また、木質材料に供給するために、生分解性樹脂を水系分散体などに調製することによっても加水分解が進行する。この結果、成形体に所望の剛性、強度が得られないことがある。また、生分解性樹脂の経時的な劣化によって、成形体の剛性などが低下してしまう。
【0008】
そこで、本発明では、物性の低下を抑制して生分解性樹脂材料をバインダとする細片状材料より成る成形体を製造する方法を提供する。
また、細片状の成形材料が生分解性樹脂で結合されて成り、物性の低下が抑制されている成形体を提供することを課題とする。
【0009】
【課題を解決するための手段】
上記課題を解決するため、本発明は、成形体の製造方法であって、細片状材料と、生分解性樹脂材料とを含有する成形材料を、イソシアネートの存在下で、前記生分解性樹脂材料の軟化温度以上の温度で加圧成形する工程を有する方法を提供する。
この製造方法では、生分解性樹脂材料を軟化させた状態で細片状材料を所定の形状に加圧成形するとき、イソシアネートは、生分解性樹脂材料の水酸基、特に末端の水酸基と反応してウレタン結合する。これにより、水酸基、特に生分解性樹脂材料が加水分解されて生成する水酸基を封鎖して、生分解性樹脂材料の親水性および加水分解性を低下させることができる。また、水酸基にイソシアネートを結合させることにより、分子量の低下を抑制することも可能である。したがって、本製造方法によれば、物性の低下が抑制された成形体を製造することができる。
【0010】
この製造方法では、生分解性樹脂材料は、ヒドロキシカルボン酸系脂肪族ポリエステルであると、より確実に生分解性樹脂材料の末端水酸基を封鎖して、所望の物性を備える成形体を得ることができ、好ましい。
【0011】
また、この製造方法において、イソシアネートはポリイソシアネートを含有すると、イソシアネートによって架橋構造や環状構造を形成することができる。ポリイソシアネートは、生分解性樹脂材料の末端や中間の水酸基、あるいは細片状材料の水酸基と反応して架橋構造を形成できる。この架橋構造によって、加水分解性をより低下させるとともに、細片状材料をより強固に結合することができ、成形体の剛性を増大させることも可能である。
【0012】
また、上記いずれかの製造方法において、イソシアネートはブロックイソシアネートを含有すると、活性部位がブロック剤でブロックされているブロックイソシアネートは安定であるため、容易に成形材料中に分散して保持させられる。したがって、成形材料中にイソシアネートを所望の濃度や分布で供給することができる。この成形材料を、ブロックイソシアネートのブロック剤が外れる条件で加圧成形することにより、加圧成形時にイソシアネートを水酸基に反応させて、物性の低下が抑制された成形体を製造することができる。
【0013】
また、ブロックイソシアネートを用いる製造方法であって、前記成形材料は、水系液剤に調製した生分解性樹脂材料を含有する方法を提供する。この製造方法では、生分解性樹脂材料を水系分散体や水系溶液に調製することで、好ましい濃度や粘度に調節でき、良好に細片状材料間に分散させることができる。また、ブロックイソシアネートは、水に不活性であるため水系液剤と共存して細片状材料間に分散させることができる。このため、加圧成形時に、水系液剤に調製するときに加水分解した生分解性樹脂材料の水酸基にも、イソシアネートを結合させて、親水性や加水分解性を抑制するとともに、分子量の低下を部分的に補修することができる。したがって、良好に物性の低下を抑制して成形体を製造できる。
【0014】
また、本発明では、上記いずれかの製造方法において、成形材料は、エステル結合部位を有する生分解性樹脂材料と、カルボキシル基封鎖剤とを含有する方法を提供する。この製造方法では、エステル結合部位を有する生分解性樹脂材料が分解して生成するカルボキシル基を封鎖することができる。カルボキシル基は、加水分解活性のより高い部位であるため、この部分を封鎖することで、成形時または成形後における生分解性樹脂材料の分解を良好に抑制でき、物性の低下をより良好に抑制して成形体を製造することができる。
【0015】
また、本発明では、成形体の製造方法であって、細片状材料と、生分解性樹脂材料とを含有する成形材料を生分解性樹脂材料の軟化温度以上の温度で加圧成形する工程と、加圧成形工程の後の成形体にイソシアネートを付与する工程とを備える方法を提供する。
この製造方法では、加圧成形工程以前の工程で分解した生分解性樹脂材料の水酸基末端や、生分解性樹脂材料や細片状材料中の水酸基をイソシアネートで封鎖することができる。また、表面にイソシアネートを付与することが容易で、親水性を低下させて、成形体内に水分が侵入して加水分解しやすくなることを抑制できる。
【0016】
さらに、本発明では、成形体であって、細片状材料と、生分解性樹脂材料とを含有し、生分解性樹脂材料の水酸基部分にウレタン結合を介する架橋構造を備えているものを提供する。
この成形体は、水酸基がウレタン結合化されているため、親水性が低減されており、また水酸基部分の加水分解性が抑制されている。したがって、加水分解による劣化が抑制されて、耐久性が向上されている。また、架橋構造によって剛性、強度などの物性の向上、維持などを図ることができる。
【0017】
【発明の実施の形態】
次に、本発明の実施の形態について詳細に説明する。
本発明にかかる成形体の製造方法で得られる成形体は、生分解性樹脂材料をバインダとして細片状材料を結合させて成り、生分解性樹脂材料中の水酸基部分がウレタン結合となっている部分を備えている。
【0018】
細片状材料は、繊維状、チップ状、粉状など種々の形状であり、集合状態で結合されて所定形状を構成する。細片状材料は、例えば、合成樹脂材料、ゴム材料、エラストマー材料などのチップや繊維でも良いが、石油資源の利用低減の観点からは、天然由来の材料が好ましい。天然由来の材料としては、獣毛や羽毛などの動物に由来する材料や木質材料、すなわち、スギ、ヒノキ、ブナ、カシなどの木本類やケナフ、サイザル麻、イネ、サトウキビなどの草本類に由来する植物性の材料を挙げることができる。なお、木質材料には、間伐材、廃材や、おが屑、パルプ、サトウキビのバガスなど加工によって生成する廃棄材料も含まれる。より好ましくは、ケナフ、サイザル麻など、1年草の材料である。
細片状材料は、また、ウレタン結合が可能な水酸基を有していることが好ましい。木質材料は、リグノセルロース、セルロースなど糖を構成要素に含む成分を含有しており、ウレタン結合が可能な水酸基を多く有するため、好ましい。
【0019】
生分解性樹脂材料は、セルロース系樹脂、化学変性デンプン系樹脂、脂肪族ポリエステルなど公知の生分解性樹脂材料のうちの1種以上を用いることができる。物性などの点から脂肪族ポリエステルが好ましい。生分解性樹脂材料は、合成によって得ても良いが、好ましくは、微生物や菌類、酵素によって産生される材料や天然由来の原料を重合させることで得る。
【0020】
セルロース系樹脂としては、例えば、アセチルセルロース、アセチルブチルセルロース、アセチルプロピオニルセルロースなどを挙げることができ、また、ベンジル化セルロースを挙げることができる。
化学変性デンプン系樹脂としては、例えば、高置換度エステル化デンプン、エステル化ビニルエステルグラフト重合デンプン、エステル化ポリエステルグラフト重合デンプンなどのデンプンエステルを挙げることができる。また、エーテル化ビニルエステルグラフト重合デンプン、エーテル化ポリエステルグラフト重合デンプンなどのデンプンエーテルや、ポリエステルグラフト重合デンプンを挙げることができる。
【0021】
脂肪族ポリエステルとしては、例えば、脂肪族系グリコール類と脂肪族多塩基酸(その無水物を含む)とを反応させて得られる脂肪族系グリコール/多塩基酸ポリエステルを挙げることができる。このようなポリエステル樹脂を得るための脂肪族系グリコールとしては、エチレングリコール、1,4−ブタンジオール、1,6−ヘキサンジオール、デカメチレングリコール、ネオペンチルグリコール、1,4−シクロヘキサンジメタノールなどがあり、また、エチレンオキシドも利用できる。また、多塩基酸としては、コハク酸、アジピン酸、スベリン酸、セバシン酸、ドデカン酸、無水コハク酸、無水アジピン酸などを用いることができる。
【0022】
脂肪族ポリエステルとしては、ポリ乳酸系脂肪族ポリエステルを用いることが好ましい。例えば、乳酸、リンゴ酸、グルコース酸などのオキシ酸の重合体またはこれらの共重合体、ポリブチレンサクシネート、ポリエチレンサクシネート、ポリブチレンアジペートなどの二塩基酸ポリエステルを挙げることができる。また、特に、ポリ乳酸や、ポリ乳酸と他のヒドロキシカルボン酸との共重合体、ポリカプロラクトン、カプロラクトンと他のヒドロキシカルボン酸との共重合体、ポリー3−ヒドロキシ酪酸エステルなど、ヒドロキシカルボン酸系脂肪族ポリエステルがより好ましい。
【0023】
本製造方法によって得られる成形体は、生分解性樹脂材料の水酸基部分に、ウレタン結合化されている部分を有している。ウレタン結合部分は、典型的には、水酸基にイソシアネートを反応させることで、形成されている。ウレタン結合部分は、生分解性樹脂材料の末端あるいは活性の高い水酸基に対応する部位に形成されている。
生分解性樹脂材料は、好ましくは、ウレタン結合部分を介して架橋構造を備えている。架橋構造は、ポリイソシアネートを用いることによって形成することができる。架橋構造は、同一の分子中、あるいは異なる生分解性樹脂材料間、または水酸基を有する細片状材料と生分解性樹脂材料との間に形成されていても良い。
【0024】
ウレタン結合によって架橋構造を形成できるイソシアネートは、公知の種々のモノイソシアネート又はポリイソシアネートである。例えば、カップリング剤として利用される種々のイソシアネートを好適に利用でき、ヘキサメチレンジイソシアネート、2,4−トリレンジイソシアネート、4,4’−ジシクロヘキシルメタンジイソシアネート、ジフェニルメタンジイソシアネートなどのジイソシアネートを用いることができる。また、分子量の大きいイソシアネートは、生分解性樹脂材料の加水分解による低分子量化を効果的に回復させることができ、好ましい。例えば、ポリメチレンポリフェニルポリイソシアネート(ポリメリックMDI)や、末端がイソシアネート化されているポリオレフィンなど種々のポリマーを利用できる。
【0025】
以下に、本発明の実施形態に係る成形体の製造方法について、詳細に説明する。
(成形材料の調製)
まず、細片状材料と生分解性樹脂材料とを含有する成形材料を調製する。
細片状材料は、公知の種々の方法で形成することができる。例えば、木質材料であるケナフの靭皮を用いる場合、カード、フリース、エアレイなどによって開繊した繊維材料とすることができる。細片状材料は、好ましくは、ハンドリングしやすい程度の形状保持性を有するように仮成形処理する。繊維材料では、ニードルパンチング等の絡締や圧締などによって仮成形することができる。
【0026】
生分解性樹脂材料は、細片状材料間に分散状態に付与する。生分解性樹脂材料は、細片状材料を形成するときから、加圧成形するまでの任意の時期に付与することができる。
生分解性樹脂材料は、液状または粉状に形成して、塗布、吹き付け、含浸、あるいは注入などによって細片状材料に付与できる。また、生分解性樹脂材料を繊維状に形成して、細片状材料のブレンドや、繊維状の細片状材料の開繊工程などにおいて混合させても良い。また、生分解性樹脂材料は、加熱溶融によって液状に形成しても良いが、好ましくは、液剤に調製して付与すると、より簡単に所望の濃度で分散状態に付与できる。
【0027】
生分解性樹脂材料は、液体に溶解または分散させることで液剤に調製する。例えば、塩化メチレン、アセトンなど種々の有機溶剤に溶解させて生分解性樹脂材料溶液とすることができる。製造環境の悪化などを抑制するため、水溶液または水系溶液、水系分散体などの水系液剤に調製することが好ましい。例えば、ポリ乳酸は、ポリビニルアルコールと、カチオン性高分子化合物またはアニオン性高分子化合物とを分散安定化剤として用いて水系分散体に調製することができる。具体的には、加熱状態でポリ乳酸(またはポリ乳酸の有機溶液)と分散安定化剤とを含む水を攪拌することで水系分散体を調製できる。この水系分散体は、ポリ乳酸の濃度を調整でき、また増粘剤などの添加剤によって細片状材料間に浸入しやすい粘性に調整することができる。
【0028】
また、イソシアネートも、細片状材料の形成から加圧成形までの任意の時期に付与する。イソシアネートは、生分解性樹脂材料と同様、種々の溶液又は分散体に調製して、吹き付け、塗布、含浸、注入など公知の方法によって、細片状材料に添加することができる。イソシアネートは、好ましくは、予め生分解性樹脂材料と混合してから細片状材料に付与すると、生分解性樹脂材料の付与と同時にイソシアネートを細片状材料に付与することができ、工程数を減らして、良好に分散させることができる。
【0029】
イソシアネートは、好ましくは、反応活性部位がブロック剤によってブロックされたブロックイソシアネートを用いると、空気中や細片状材料、あるいは生分解性樹脂材料の水系媒体などと反応することを防いで、安定に付与できる。ブロック剤の種類については、特に限定されないが、典型的にはオキシムまたはラクタムによってブロックされたイソシアネートを用いることができる。オキシムとしては、エチルメチルケトンなどジアルキルケトンを好適に用いることができる。
【0030】
また、エステル結合によって重合している生分解性樹脂材料を用いる場合、好ましくは、成形材料に、カルボキシル基封鎖剤を添加する。カルボキシル基封鎖剤としては、エポキシ化合物やカルボジイミドなど公知の化合物を用いることができる。また、後述する加圧成形工程における環境条件で、アルコールがカルボキシル基に反応する場合は、アルコールを用いても良い。
【0031】
したがって、例えば、細片状材料をケナフ繊維材料とした場合、ケナフ繊維材料を所望の程度まで開繊して積層状に配置し、ニードルパンチングによって仮成形後、予め、ポリ乳酸の水系分散体にブロックイソシアネートとカルボキシル基封鎖剤とを混合して調製した液剤を塗布、吹き付けなどによって仮成形体の内部まで浸透するように付与することができる。
【0032】
(成形材料の加圧成形)
成形材料は、生分解性樹脂材料の軟化温度以上の温度において加圧成形する。成形材料は、加圧に先立って加熱しておくことが好ましい。加熱方法は特に限定されず、高周波加熱、コンタクトヒータ、オーブンに投入しての加熱など適宜、選択することができる。加熱は、生分解性樹脂材料の軟化温度以上の温度となるように行う。生分解性樹脂材料の分解を抑制するため、軟化温度付近のより低い温度が好ましい。
加圧成形は、公知の方法で良く、典型的にはプレス成形する。プレス成形は、ホットプレスでもコールドプレスでも良いが、コールドプレスであると、高温の時間を短縮して生分解性樹脂材料の加水分解を抑制できるため、好ましい。
【0033】
加圧成形にかかる熱により、イソシアネートは、ブロックが解除されて、生分解性樹脂材料の水酸基、特に活性のより高い末端水酸基と反応する。生分解性樹脂材料は、例えば、水系分散体などへの調製や、加圧成形に係る熱、または熱および水分によって部分的に加水分解する。イソシアネートは、加水分解によって生成する活性が比較的高い水酸基に選択的に反応してウレタン結合を形成する。また、水酸基をなくすことで親水性を低下させることができ、加水分解しにくい環境を形成する。
また、カルボキシル基封鎖剤を含有する成形材料では、加圧成形における加熱によって、生分解性樹脂材料の末端または、加水分解によって生成するカルボキシル基と反応してエステル化する。これにより、加水分解の活性の高いカルボキシル基を封鎖する。また、カルボキシル基封鎖剤の活性部位が複数である場合、カルボキシル基封鎖剤によっても、架橋構造を形成する。
【0034】
この製造方法では、ブロックイソシアネートを分散状態で成形材料中に混合しておき、加圧成形にかかる熱によって活性化する。これにより、加圧成形時に生分解性樹脂材料の水酸基にイソシアネートを反応させて、親水性を低下させることができる。特に、カルボキシル基封鎖剤を用いた場合、カルボキシル基を封鎖した封鎖剤には水酸基が生成するが、これもイソシアネートによって封鎖することができる。したがって、例えば、カルボジイミドより安価なエポキシ化合物を用いても、親水性が増大することを抑制して、良好に加水分解性が低下した成形体を得ることができる。
【0035】
また、生分解性樹脂材料の末端の水酸基にイソシアネートが結合することにより、分解による低分子量化を補修することができる。特に、水系分散体や水系溶液に調製された生分解性樹脂材料を用いる場合、生分解性樹脂材料は、溶媒や分散媒としての水によって加水分解が進行しやすいが、これを加圧成形時に補修することができる。特に、イソシアネートがポリイソシアネートである場合、架橋構造を形成することで生分解性樹脂材料を高分子化することができ、加水分解による低分子量化を効果的に補修できる。また、ポリイソシアネートが細片状材料(特に木質材料)の水酸基とも反応して架橋構造を形成することにより、生分解性樹脂材料と細片状材料との濡れを向上させることができ、より強固に細片状材料を固着することができる。
また、カルボキシル基封鎖剤が活性部位を複数有する場合、これによっても架橋構造を形成して低分子量化を補修することができる。また、エポキシ樹脂を用いることにより、分子量の増補を効果的に行うことができる。
【0036】
また、加圧成形時に架橋構造を形成したり、分子量を増大させたりすることにより、加圧成形時の成形材料の粘性を維持あるいは増大させることができる。これにより、成形材料に負荷のかかる形状への成形が容易となり、スケ、凹凸、アバタなどの成形不良の発生を低減して良好に成形できる。特に絞り成形における成形性を向上させることができる。
【0037】
また、成形材料が生分解性樹脂材料の軟化温度以上の温度になったとき、成形材料中のイソシアネートは、部分的に、成形材料中の水分と反応し、二酸化炭素や水を発生して発泡する。この発泡により、成形材料全体を発泡成形することができ、生分解性樹脂材料やイソシアネートを、細片状材料間のより細かい部分まで分散させることができる。この結果、スケ、凹凸、アバタなどの成形不良の発生を低減して成形性の良い成形体を得ることができる。あるいは、この発泡によって得られる成形体に多孔構造を形成して、軽量化することも可能である。
【0038】
このようにして得られる成形体は、生分解性樹脂材料をバインダとして細片状材料が所定の形状を保持するように固着されて成形体となっている。生分解性樹脂材料の水酸基がウレタン結合化されており、親水性が低下しており、時間経過にともなう加水分解による劣化が抑制されている。したがって、この成形体は、長期間、種々の物性が保持されるものとなっている。
【0039】
また、ウレタン結合部分を介して架橋構造が形成されている成形体では、生分解性樹脂材料がより硬い構造とされている。このため、加水分解性がより良好に低下されている。また、架橋構造によって成形体の耐熱性や耐水性が向上している。また、細片状材料と生分解性樹脂材料との間に架橋構造が形成されていると、ケナフ繊維が抜け落ちる等の破損が低減されており、機械的な耐久性が向上されている。
【0040】
なお、本発明に係る製造方法では、加圧成形工程の後の成形体に、イソシアネートを付与することができる。このイソシアネート付与工程は、成形材料中にイソシアネートを含有している成形体でも成形材料中にイソシアネートを含まない成形体でも行える。イソシアネートは、成形体の表面に塗装、吹き付け、含浸など種々の方法によって付与することができる。好ましくは、イソシアネートは、加圧成形後、冷却前に付与することで、良好に生分解性樹脂材料の水酸基と反応させることができる。
【0041】
この方法では、加圧成形完了までに分解されて形成される末端水酸基を封鎖することができる。また、特にイソシアネートを成形体の表面に集中して付与することで、成形体表面の加水分解性を低減することができる。また、成形体の表面の水酸基を低減することで親水性を低減でき、外部から内部への水の浸入を抑制して、成形体内部での加水分解を抑制することができる。
【0042】
なお、本実施形態では、仮成形された成形材料を、生分解性樹脂材料の軟化温度以上に加熱して圧縮してから、冷間プレスによって本成形したが、本発明は、この方法に限定されるものではない。例えば、仮成形体を成形し、生分解性樹脂材料の軟化温度以上に加熱後、そのまま加圧成形(ホットプレスまたはコールドプレス)しても良い。また、特に仮成形体を形成せず、所定形状に集合した状態の成形材料を生分解性樹脂材料の軟化温度以上に加熱して、予備的に圧縮などした後、加圧成形しても良い。
また、細片状材料が繊維状材料でない場合は、適宜、加熱ローラを用いた圧締など公知の方法によって仮成形体を形成することができる。
また、ブロックイソシアネートは、単に加圧成形のための加熱によって活性化されることが好ましいが、別途ブロックを外すための工程を設けても良いことは、もちろんである。
【0043】
【実施例】
(液剤1の調製)
ポリ乳酸(L−乳酸95%以上のもの)100重量部にタルク5重量部、およびエポキシ樹脂5重量部を添加し、200℃で2軸押し出し機によってブレンドし、ペレットを作成した。このペレットを有機溶剤中に溶解し、水中にポリマー溶液を分散させた後、有機溶剤を除去して、ポリ乳酸が乳化している固形分40%の水系分散体を得た。
この水系分散体に100重量部に対して、エチルメチルケトンオキシムによってブロックした水性ブロックジイソシアネート5重量部を添加して液剤1とした。
【0044】
(液剤2の作成)
液剤1と同様のポリ乳酸100重量部に対してエポキシ樹脂10重量部を添加した他は、液剤1と同様にして固形分40%の水系分散体を調製した。また、この水系分散体100重量部に対して、液剤1と同様の水性ブロックジイソシアネート10重量部を添加して液剤2とした。
(液剤3の作成)
液剤1と同様のポリ乳酸100重量部に対してクレー3重量部を添加した他は、液剤1と同様にして固形分40%の水系分散体を調製した。また、この水系分散体100重量部に対して、液剤1と同様の水性ブロックジイソシアネート5重量部を添加して液剤3とした。
(液剤4の作成)
液剤1と同様のポリ乳酸100重量部に対して、タルク3重量部を添加した他は、液剤1と同様にして固形分40%の水系分散体を調製した。また、この水系分散体100重量部に対して、液剤1と同様の水性ブロックジイソシアネート10重量部と水性エポキシ樹脂10重量部とを添加して、液剤4とした。
なお、ポリ乳酸は、トヨタ自動車(株)製のラクティ5400を用い、水性イソシアネートとしては、日本ポリウレタン(株)製のAQB102を用いた。
また、エポキシ樹脂としては、ジャパンエポキシレジン(株)製のメディコート1004を使用した。
【0045】
(試料1〜4の成形)
細片状材料として、ケナフ繊維をエアーレイ、フリース、カード等によって開繊、積層して、ニードルパンチによって絡締し、破断伸度TD・MD:30mm以上、目付0.7kg/m2の仮成形体を作成した。
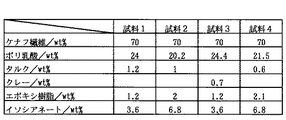
その後、この仮成形体に、乾燥状態で目付1.0kg/m2となるように各液剤1〜4を塗布し、200℃に加熱したコンタクトヒータで50秒間、圧縮して予備成形し、板厚3.5mmのボード状に成形後、30秒以内に冷間プレスして、板厚3.0mmのハードボードに成形して試料1〜4を得た。試料1〜4の組成を図1に示す。
【0046】
(比較試料1の作成)
液剤1と同様のポリ乳酸100重量部に、タルク5重量部と、カルボジイミド1重量部とを添加して、200℃で2軸押し出し機を用いてペレットを作成した。
このポリ乳酸ペレットを繊維化し、ケナフ繊維と重量比30:70となるようにエアレイ、フリース、カード等によって開繊、積層した後、ニードルパンチによって絡締して、破断伸度TD・MD:30mm以上、目付1.0kg/m2の仮成形体を得た。
この仮成形体を200℃に加熱したコンタクトヒータで50秒間、圧縮して予備成形し、板厚3.5mmのボード状に成形後、30秒以内に冷間プレスして、板厚3.0mmのハードボードに成形して比較試料1を得た。
(比較試料2の作成)
液剤1と同様のポリ乳酸100重量部に、クレー3重量部、カルボジイミド1重量部とを添加して、200℃で2軸押し出し機を用いてペレットを作成した。このポリ乳酸ペレットを繊維化し、ケナフ繊維と重量比30:70となるようにエアレイ、フリース、カード等によって開繊、積層した後、ニードルパンチによって絡締して、破断伸度TD・MD:30mm以上、目付1.0kg/m2の仮成形体を得た。
この仮成形体を200℃に加熱したコンタクトヒータで50秒間、圧縮して予備成形し、板厚3.5mmのボード状に成形後、30秒以内に冷間プレスして、板厚3.0mmのハードボードに成形して比較試料2を得た。
比較試料1,2の組成を図2に示す。
なお、比較試料1,2では、カルボジイミドとして日清紡績(株)製のカルボジライトを用いた。
【0047】
(比較液剤1の作成)
液剤1と同様のポリ乳酸100重量部に対してタルク3重量部と、エポキシ樹脂10重量部とを添加して200℃で2軸押し出し機を用いてペレットを作成した。このペレットを有機溶剤に溶解し、水中にこのポリマー溶液を分散させて有機溶剤を除去して、ポリ乳酸が乳化している固形分40%の水系分散体を調製し、比較液剤1とした。なお、有機溶剤は、芳香族炭化水素系(トルエン、キシレン等)と脂肪族エステル系溶剤(酢酸エチル、酢酸ブチル等)とケトン系溶剤(アセトン、メチルエチルケトン等)との混合物である。
(比較液剤2の作成)
液剤1と同様のポリ乳酸100重量部に対してクレー3重量部を添加した他は、比較液剤1と同様にして水系分散体を調製し、比較液剤2とした。
なお、比較液剤1で使用したエポキシ樹脂は、ジャパンエポキシレジン(株)製の1004である。
【0048】
(比較試料3,4の作成)
細片状材料として、ケナフ繊維をエアーレイ、フリース、カード等によって開繊、積層して、ニードルパンチによって絡締し、破断伸度TD・MD:30mm以上、目付0.7kg/m2の仮成形体を作成した。
その後、この仮成形体に、乾燥状態で目付1.0kg/m2となるように比較液剤1または2を塗布し、200℃に加熱したコンタクトヒータで50秒間、圧縮して予備成形し、板厚3.5mmのボード状に成形後、30秒以内に冷間プレスして、板厚3.0mmのハードボードに成形して比較試料3,4を得た。比較試料3,4の組成を図2に示す。
【0049】
(曲げ弾性率の測定)
試料1〜4、比較試料1〜4について、曲げ弾性率を測定した。測定は、JISK7203硬質プラスチックの曲げ試験方法に準拠して、各試料および比較試料について、常温で(常態)、熱風乾燥炉にて80℃で(熱間80℃)、および50℃、湿度95%の空気中に1200時間曝露後、常温で(曝露後)の3条件で行った。結果を図3に示す。
(成形性)
試料1〜4、および比較試料1〜4の高さ50mmの絞り成形部分のスケ、サケなどを目視によって確認し、以下に示す三段階の評価をした。
◎:全くスケなし
○:光を当てるとスケを確認
△:スケはあるが孔はなし
結果を図3に示す。
(分子量保持率)
試料1〜4、比較試料1〜4について、曲げ弾性率と同様、50℃、湿度95%の空気中に1200時間、曝露後の樹脂材料部分の分子量保持率をゲルパーミエーションクロマトグラフィー(GPC)によって測定した。
結果を図3に示す。
(樹脂・ケナフ引き抜き強度)
液剤1〜4、比較液剤1〜4について、ケナフ繊維5gを厚み1cmに積層したマットを作成し、その両端を約1cmの幅で重ねた部分に、各試料の構成物質全てを各試料における割合で含む溶融樹脂5gを含浸させて固化させた後、オートグラフのクロスヘッドスピード50mm/minにて、引張り強度を測定した。結果を図3に示す。
【0050】
図3に示すように、試料1〜4は、常態において、イソシアネートを含有しない従来と比較試料1〜4と同等又はそれ以上の曲げ弾性率を示した。また、熱間80℃における曲げ弾性率は、試料1〜4は、いずれも3000MPa以上で、常態と比較して8割以上の曲げ弾性率を保持していた。一方、イソシアネートを含有しない比較試料1〜4では、熱間80℃では、いずれも1800MPa未満で、常態と比較して6割未満の曲げ弾性率に落ちていた。なお、ポリ乳酸のガラス転移点は、約60℃である。
また、曝露後の曲げ弾性率についても、試料1〜4は、2700MPa以上であり、常態と比較して7割以上の曲げ弾性率を保持していたのに対し、比較試料1〜4では、1800MPa以下で常態と比較して6割以下に落ちていた。
このことから、イソシアネートを添加した試料1〜4は、耐熱性に優れるとともに、曲げ弾性率における耐久性が向上されていることが明らかとなった。特に、ポリ乳酸のガラス転移点より高い温度においても、良好な曲げ弾性率を保持していることが明らかとなった。
また、比較試料1,2と比較して比較試料3の熱間80℃における曲げ弾性率の保持が良いことから、カルボキシル基封鎖剤として、カルボジイミドを用いるよりエポキシ樹脂を用いることによって、耐熱性を向上させられることが明らかとなった。
【0051】
また、試料1〜4のそれぞれについては、いずれも良好な成形性が得られた。特にイソシアネートの添加量がポリ乳酸に対して1割を超える試料2,4では、高さ50mmの絞り成形が良好に行えた。一方、イソシアネートを含有しない比較試料1〜4のうち、カルボジイミドを含有する比較試料1,2では、成形が行えたものの、イソシアネートおよびカルボジイミドの両方を含有しない比較試料3,4では、大きなスケができ、成形不可能であった。このことから、イソシアネートを添加することにより、成形材料に絞り成形に耐え得る粘性を付与して成形できることが明らかとなった。また、カルボジイミドとイソシアネートの両方を添加することでより良い成形性が得られることが推測できる。
【0052】
また、曝露後の分子量保持率については、試料1〜4では、80%以上であったのに対し、比較試料1〜4では65%以下であったことから、試料1〜4では、加水分解が抑制されており、成形後の内部構造がより長く保持されることが明らかとなった。
また、樹脂・ケナフ引き抜き強度は、試料1〜4では60N/cm以上必要であったのに対し、比較試料1〜4では、35N/cm以下であったことから、試料1〜4では、樹脂とケナフ繊維との結合がより強固で、強度の大きい成形体となっていることが明らかとなった。
【0053】
【発明の効果】
本発明では、物性の低下を抑制して生分解性樹脂材料をバインダとする細片状材料より成る成形体を製造する方法、および、細片状の成形材料が生分解性樹脂で結合されて成り、物性の低下が抑制されている成形体を提供することにより、非石油系資源をより多く利用して、良好な物性を備える成形体を得ることができる。
【図面の簡単な説明】
【図1】試料1〜4の組成を示す表である。
【図2】比較試料1〜4の組成を示す表である。
【図3】試料1〜4、および比較試料1〜4の物性値の測定結果を示す表である。
【発明の属する技術分野】
この発明は、細片状の材料がバインダ樹脂によって結合されてなる成形体及びその製造方法に関する。
【0002】
【従来の技術】
非石油系資源を用いた各種成形体の開発が進められるにあたって、プラスチックに替わって非木材系のケナフ、サイザル、わらなどを含む木質材料が利用されてきている。木質材料は、典型的には、チップ状、粉状、繊維状など細片状に加工され、木質材料中のリグノセルロースを接着成分として、あるいは他のバインダ樹脂を添加して、加熱加圧によって成形されることが一般的である。
【0003】
近年、木質材料の結合に用いられるバインダ樹脂についても、非石油系資源を用いることが検討されてきており、このようなバインダ樹脂として、いわゆる生分解性樹脂が注目されている。生分解性樹脂は、現在、成形材料やコーティング剤として利用されているものがあり、微生物(酵素類を含む)などを用いて生産できるポリ−3−ヒドロキシ酪酸エステルやポリ乳酸などの脂肪族ポリエステル、化学変性デンプン、セルロース系樹脂などがある。
【0004】
生分解性樹脂は、一般に、加水分解しやすい。例えば、重合時の温度および水分条件によって成形時の分解の程度が変わり、成形直後の成形体において物性がばらつく。また、空気中の湿気によって分解するため、経時的に劣化する。このため、重合時に分子量を制御して物性を安定化したり、熱分解を抑制するために重合末端や分解時に末端に形成される水酸基やカルボキシル基を封鎖することが行われている(例えば、特許文献1および2参照。)。
【0005】
【特許文献1】
特開平7−330876号公報
【0006】
【特許文献2】
特開平11−80522号公報
【0007】
【発明が解決しようとする課題】
しかしながら、これらの生分解性樹脂を木質材料を成形体にするときのバインダとして用いる場合、木質材料の成形時に加わる熱や水分によって生分解性樹脂が分解する。また、木質材料に供給するために、生分解性樹脂を水系分散体などに調製することによっても加水分解が進行する。この結果、成形体に所望の剛性、強度が得られないことがある。また、生分解性樹脂の経時的な劣化によって、成形体の剛性などが低下してしまう。
【0008】
そこで、本発明では、物性の低下を抑制して生分解性樹脂材料をバインダとする細片状材料より成る成形体を製造する方法を提供する。
また、細片状の成形材料が生分解性樹脂で結合されて成り、物性の低下が抑制されている成形体を提供することを課題とする。
【0009】
【課題を解決するための手段】
上記課題を解決するため、本発明は、成形体の製造方法であって、細片状材料と、生分解性樹脂材料とを含有する成形材料を、イソシアネートの存在下で、前記生分解性樹脂材料の軟化温度以上の温度で加圧成形する工程を有する方法を提供する。
この製造方法では、生分解性樹脂材料を軟化させた状態で細片状材料を所定の形状に加圧成形するとき、イソシアネートは、生分解性樹脂材料の水酸基、特に末端の水酸基と反応してウレタン結合する。これにより、水酸基、特に生分解性樹脂材料が加水分解されて生成する水酸基を封鎖して、生分解性樹脂材料の親水性および加水分解性を低下させることができる。また、水酸基にイソシアネートを結合させることにより、分子量の低下を抑制することも可能である。したがって、本製造方法によれば、物性の低下が抑制された成形体を製造することができる。
【0010】
この製造方法では、生分解性樹脂材料は、ヒドロキシカルボン酸系脂肪族ポリエステルであると、より確実に生分解性樹脂材料の末端水酸基を封鎖して、所望の物性を備える成形体を得ることができ、好ましい。
【0011】
また、この製造方法において、イソシアネートはポリイソシアネートを含有すると、イソシアネートによって架橋構造や環状構造を形成することができる。ポリイソシアネートは、生分解性樹脂材料の末端や中間の水酸基、あるいは細片状材料の水酸基と反応して架橋構造を形成できる。この架橋構造によって、加水分解性をより低下させるとともに、細片状材料をより強固に結合することができ、成形体の剛性を増大させることも可能である。
【0012】
また、上記いずれかの製造方法において、イソシアネートはブロックイソシアネートを含有すると、活性部位がブロック剤でブロックされているブロックイソシアネートは安定であるため、容易に成形材料中に分散して保持させられる。したがって、成形材料中にイソシアネートを所望の濃度や分布で供給することができる。この成形材料を、ブロックイソシアネートのブロック剤が外れる条件で加圧成形することにより、加圧成形時にイソシアネートを水酸基に反応させて、物性の低下が抑制された成形体を製造することができる。
【0013】
また、ブロックイソシアネートを用いる製造方法であって、前記成形材料は、水系液剤に調製した生分解性樹脂材料を含有する方法を提供する。この製造方法では、生分解性樹脂材料を水系分散体や水系溶液に調製することで、好ましい濃度や粘度に調節でき、良好に細片状材料間に分散させることができる。また、ブロックイソシアネートは、水に不活性であるため水系液剤と共存して細片状材料間に分散させることができる。このため、加圧成形時に、水系液剤に調製するときに加水分解した生分解性樹脂材料の水酸基にも、イソシアネートを結合させて、親水性や加水分解性を抑制するとともに、分子量の低下を部分的に補修することができる。したがって、良好に物性の低下を抑制して成形体を製造できる。
【0014】
また、本発明では、上記いずれかの製造方法において、成形材料は、エステル結合部位を有する生分解性樹脂材料と、カルボキシル基封鎖剤とを含有する方法を提供する。この製造方法では、エステル結合部位を有する生分解性樹脂材料が分解して生成するカルボキシル基を封鎖することができる。カルボキシル基は、加水分解活性のより高い部位であるため、この部分を封鎖することで、成形時または成形後における生分解性樹脂材料の分解を良好に抑制でき、物性の低下をより良好に抑制して成形体を製造することができる。
【0015】
また、本発明では、成形体の製造方法であって、細片状材料と、生分解性樹脂材料とを含有する成形材料を生分解性樹脂材料の軟化温度以上の温度で加圧成形する工程と、加圧成形工程の後の成形体にイソシアネートを付与する工程とを備える方法を提供する。
この製造方法では、加圧成形工程以前の工程で分解した生分解性樹脂材料の水酸基末端や、生分解性樹脂材料や細片状材料中の水酸基をイソシアネートで封鎖することができる。また、表面にイソシアネートを付与することが容易で、親水性を低下させて、成形体内に水分が侵入して加水分解しやすくなることを抑制できる。
【0016】
さらに、本発明では、成形体であって、細片状材料と、生分解性樹脂材料とを含有し、生分解性樹脂材料の水酸基部分にウレタン結合を介する架橋構造を備えているものを提供する。
この成形体は、水酸基がウレタン結合化されているため、親水性が低減されており、また水酸基部分の加水分解性が抑制されている。したがって、加水分解による劣化が抑制されて、耐久性が向上されている。また、架橋構造によって剛性、強度などの物性の向上、維持などを図ることができる。
【0017】
【発明の実施の形態】
次に、本発明の実施の形態について詳細に説明する。
本発明にかかる成形体の製造方法で得られる成形体は、生分解性樹脂材料をバインダとして細片状材料を結合させて成り、生分解性樹脂材料中の水酸基部分がウレタン結合となっている部分を備えている。
【0018】
細片状材料は、繊維状、チップ状、粉状など種々の形状であり、集合状態で結合されて所定形状を構成する。細片状材料は、例えば、合成樹脂材料、ゴム材料、エラストマー材料などのチップや繊維でも良いが、石油資源の利用低減の観点からは、天然由来の材料が好ましい。天然由来の材料としては、獣毛や羽毛などの動物に由来する材料や木質材料、すなわち、スギ、ヒノキ、ブナ、カシなどの木本類やケナフ、サイザル麻、イネ、サトウキビなどの草本類に由来する植物性の材料を挙げることができる。なお、木質材料には、間伐材、廃材や、おが屑、パルプ、サトウキビのバガスなど加工によって生成する廃棄材料も含まれる。より好ましくは、ケナフ、サイザル麻など、1年草の材料である。
細片状材料は、また、ウレタン結合が可能な水酸基を有していることが好ましい。木質材料は、リグノセルロース、セルロースなど糖を構成要素に含む成分を含有しており、ウレタン結合が可能な水酸基を多く有するため、好ましい。
【0019】
生分解性樹脂材料は、セルロース系樹脂、化学変性デンプン系樹脂、脂肪族ポリエステルなど公知の生分解性樹脂材料のうちの1種以上を用いることができる。物性などの点から脂肪族ポリエステルが好ましい。生分解性樹脂材料は、合成によって得ても良いが、好ましくは、微生物や菌類、酵素によって産生される材料や天然由来の原料を重合させることで得る。
【0020】
セルロース系樹脂としては、例えば、アセチルセルロース、アセチルブチルセルロース、アセチルプロピオニルセルロースなどを挙げることができ、また、ベンジル化セルロースを挙げることができる。
化学変性デンプン系樹脂としては、例えば、高置換度エステル化デンプン、エステル化ビニルエステルグラフト重合デンプン、エステル化ポリエステルグラフト重合デンプンなどのデンプンエステルを挙げることができる。また、エーテル化ビニルエステルグラフト重合デンプン、エーテル化ポリエステルグラフト重合デンプンなどのデンプンエーテルや、ポリエステルグラフト重合デンプンを挙げることができる。
【0021】
脂肪族ポリエステルとしては、例えば、脂肪族系グリコール類と脂肪族多塩基酸(その無水物を含む)とを反応させて得られる脂肪族系グリコール/多塩基酸ポリエステルを挙げることができる。このようなポリエステル樹脂を得るための脂肪族系グリコールとしては、エチレングリコール、1,4−ブタンジオール、1,6−ヘキサンジオール、デカメチレングリコール、ネオペンチルグリコール、1,4−シクロヘキサンジメタノールなどがあり、また、エチレンオキシドも利用できる。また、多塩基酸としては、コハク酸、アジピン酸、スベリン酸、セバシン酸、ドデカン酸、無水コハク酸、無水アジピン酸などを用いることができる。
【0022】
脂肪族ポリエステルとしては、ポリ乳酸系脂肪族ポリエステルを用いることが好ましい。例えば、乳酸、リンゴ酸、グルコース酸などのオキシ酸の重合体またはこれらの共重合体、ポリブチレンサクシネート、ポリエチレンサクシネート、ポリブチレンアジペートなどの二塩基酸ポリエステルを挙げることができる。また、特に、ポリ乳酸や、ポリ乳酸と他のヒドロキシカルボン酸との共重合体、ポリカプロラクトン、カプロラクトンと他のヒドロキシカルボン酸との共重合体、ポリー3−ヒドロキシ酪酸エステルなど、ヒドロキシカルボン酸系脂肪族ポリエステルがより好ましい。
【0023】
本製造方法によって得られる成形体は、生分解性樹脂材料の水酸基部分に、ウレタン結合化されている部分を有している。ウレタン結合部分は、典型的には、水酸基にイソシアネートを反応させることで、形成されている。ウレタン結合部分は、生分解性樹脂材料の末端あるいは活性の高い水酸基に対応する部位に形成されている。
生分解性樹脂材料は、好ましくは、ウレタン結合部分を介して架橋構造を備えている。架橋構造は、ポリイソシアネートを用いることによって形成することができる。架橋構造は、同一の分子中、あるいは異なる生分解性樹脂材料間、または水酸基を有する細片状材料と生分解性樹脂材料との間に形成されていても良い。
【0024】
ウレタン結合によって架橋構造を形成できるイソシアネートは、公知の種々のモノイソシアネート又はポリイソシアネートである。例えば、カップリング剤として利用される種々のイソシアネートを好適に利用でき、ヘキサメチレンジイソシアネート、2,4−トリレンジイソシアネート、4,4’−ジシクロヘキシルメタンジイソシアネート、ジフェニルメタンジイソシアネートなどのジイソシアネートを用いることができる。また、分子量の大きいイソシアネートは、生分解性樹脂材料の加水分解による低分子量化を効果的に回復させることができ、好ましい。例えば、ポリメチレンポリフェニルポリイソシアネート(ポリメリックMDI)や、末端がイソシアネート化されているポリオレフィンなど種々のポリマーを利用できる。
【0025】
以下に、本発明の実施形態に係る成形体の製造方法について、詳細に説明する。
(成形材料の調製)
まず、細片状材料と生分解性樹脂材料とを含有する成形材料を調製する。
細片状材料は、公知の種々の方法で形成することができる。例えば、木質材料であるケナフの靭皮を用いる場合、カード、フリース、エアレイなどによって開繊した繊維材料とすることができる。細片状材料は、好ましくは、ハンドリングしやすい程度の形状保持性を有するように仮成形処理する。繊維材料では、ニードルパンチング等の絡締や圧締などによって仮成形することができる。
【0026】
生分解性樹脂材料は、細片状材料間に分散状態に付与する。生分解性樹脂材料は、細片状材料を形成するときから、加圧成形するまでの任意の時期に付与することができる。
生分解性樹脂材料は、液状または粉状に形成して、塗布、吹き付け、含浸、あるいは注入などによって細片状材料に付与できる。また、生分解性樹脂材料を繊維状に形成して、細片状材料のブレンドや、繊維状の細片状材料の開繊工程などにおいて混合させても良い。また、生分解性樹脂材料は、加熱溶融によって液状に形成しても良いが、好ましくは、液剤に調製して付与すると、より簡単に所望の濃度で分散状態に付与できる。
【0027】
生分解性樹脂材料は、液体に溶解または分散させることで液剤に調製する。例えば、塩化メチレン、アセトンなど種々の有機溶剤に溶解させて生分解性樹脂材料溶液とすることができる。製造環境の悪化などを抑制するため、水溶液または水系溶液、水系分散体などの水系液剤に調製することが好ましい。例えば、ポリ乳酸は、ポリビニルアルコールと、カチオン性高分子化合物またはアニオン性高分子化合物とを分散安定化剤として用いて水系分散体に調製することができる。具体的には、加熱状態でポリ乳酸(またはポリ乳酸の有機溶液)と分散安定化剤とを含む水を攪拌することで水系分散体を調製できる。この水系分散体は、ポリ乳酸の濃度を調整でき、また増粘剤などの添加剤によって細片状材料間に浸入しやすい粘性に調整することができる。
【0028】
また、イソシアネートも、細片状材料の形成から加圧成形までの任意の時期に付与する。イソシアネートは、生分解性樹脂材料と同様、種々の溶液又は分散体に調製して、吹き付け、塗布、含浸、注入など公知の方法によって、細片状材料に添加することができる。イソシアネートは、好ましくは、予め生分解性樹脂材料と混合してから細片状材料に付与すると、生分解性樹脂材料の付与と同時にイソシアネートを細片状材料に付与することができ、工程数を減らして、良好に分散させることができる。
【0029】
イソシアネートは、好ましくは、反応活性部位がブロック剤によってブロックされたブロックイソシアネートを用いると、空気中や細片状材料、あるいは生分解性樹脂材料の水系媒体などと反応することを防いで、安定に付与できる。ブロック剤の種類については、特に限定されないが、典型的にはオキシムまたはラクタムによってブロックされたイソシアネートを用いることができる。オキシムとしては、エチルメチルケトンなどジアルキルケトンを好適に用いることができる。
【0030】
また、エステル結合によって重合している生分解性樹脂材料を用いる場合、好ましくは、成形材料に、カルボキシル基封鎖剤を添加する。カルボキシル基封鎖剤としては、エポキシ化合物やカルボジイミドなど公知の化合物を用いることができる。また、後述する加圧成形工程における環境条件で、アルコールがカルボキシル基に反応する場合は、アルコールを用いても良い。
【0031】
したがって、例えば、細片状材料をケナフ繊維材料とした場合、ケナフ繊維材料を所望の程度まで開繊して積層状に配置し、ニードルパンチングによって仮成形後、予め、ポリ乳酸の水系分散体にブロックイソシアネートとカルボキシル基封鎖剤とを混合して調製した液剤を塗布、吹き付けなどによって仮成形体の内部まで浸透するように付与することができる。
【0032】
(成形材料の加圧成形)
成形材料は、生分解性樹脂材料の軟化温度以上の温度において加圧成形する。成形材料は、加圧に先立って加熱しておくことが好ましい。加熱方法は特に限定されず、高周波加熱、コンタクトヒータ、オーブンに投入しての加熱など適宜、選択することができる。加熱は、生分解性樹脂材料の軟化温度以上の温度となるように行う。生分解性樹脂材料の分解を抑制するため、軟化温度付近のより低い温度が好ましい。
加圧成形は、公知の方法で良く、典型的にはプレス成形する。プレス成形は、ホットプレスでもコールドプレスでも良いが、コールドプレスであると、高温の時間を短縮して生分解性樹脂材料の加水分解を抑制できるため、好ましい。
【0033】
加圧成形にかかる熱により、イソシアネートは、ブロックが解除されて、生分解性樹脂材料の水酸基、特に活性のより高い末端水酸基と反応する。生分解性樹脂材料は、例えば、水系分散体などへの調製や、加圧成形に係る熱、または熱および水分によって部分的に加水分解する。イソシアネートは、加水分解によって生成する活性が比較的高い水酸基に選択的に反応してウレタン結合を形成する。また、水酸基をなくすことで親水性を低下させることができ、加水分解しにくい環境を形成する。
また、カルボキシル基封鎖剤を含有する成形材料では、加圧成形における加熱によって、生分解性樹脂材料の末端または、加水分解によって生成するカルボキシル基と反応してエステル化する。これにより、加水分解の活性の高いカルボキシル基を封鎖する。また、カルボキシル基封鎖剤の活性部位が複数である場合、カルボキシル基封鎖剤によっても、架橋構造を形成する。
【0034】
この製造方法では、ブロックイソシアネートを分散状態で成形材料中に混合しておき、加圧成形にかかる熱によって活性化する。これにより、加圧成形時に生分解性樹脂材料の水酸基にイソシアネートを反応させて、親水性を低下させることができる。特に、カルボキシル基封鎖剤を用いた場合、カルボキシル基を封鎖した封鎖剤には水酸基が生成するが、これもイソシアネートによって封鎖することができる。したがって、例えば、カルボジイミドより安価なエポキシ化合物を用いても、親水性が増大することを抑制して、良好に加水分解性が低下した成形体を得ることができる。
【0035】
また、生分解性樹脂材料の末端の水酸基にイソシアネートが結合することにより、分解による低分子量化を補修することができる。特に、水系分散体や水系溶液に調製された生分解性樹脂材料を用いる場合、生分解性樹脂材料は、溶媒や分散媒としての水によって加水分解が進行しやすいが、これを加圧成形時に補修することができる。特に、イソシアネートがポリイソシアネートである場合、架橋構造を形成することで生分解性樹脂材料を高分子化することができ、加水分解による低分子量化を効果的に補修できる。また、ポリイソシアネートが細片状材料(特に木質材料)の水酸基とも反応して架橋構造を形成することにより、生分解性樹脂材料と細片状材料との濡れを向上させることができ、より強固に細片状材料を固着することができる。
また、カルボキシル基封鎖剤が活性部位を複数有する場合、これによっても架橋構造を形成して低分子量化を補修することができる。また、エポキシ樹脂を用いることにより、分子量の増補を効果的に行うことができる。
【0036】
また、加圧成形時に架橋構造を形成したり、分子量を増大させたりすることにより、加圧成形時の成形材料の粘性を維持あるいは増大させることができる。これにより、成形材料に負荷のかかる形状への成形が容易となり、スケ、凹凸、アバタなどの成形不良の発生を低減して良好に成形できる。特に絞り成形における成形性を向上させることができる。
【0037】
また、成形材料が生分解性樹脂材料の軟化温度以上の温度になったとき、成形材料中のイソシアネートは、部分的に、成形材料中の水分と反応し、二酸化炭素や水を発生して発泡する。この発泡により、成形材料全体を発泡成形することができ、生分解性樹脂材料やイソシアネートを、細片状材料間のより細かい部分まで分散させることができる。この結果、スケ、凹凸、アバタなどの成形不良の発生を低減して成形性の良い成形体を得ることができる。あるいは、この発泡によって得られる成形体に多孔構造を形成して、軽量化することも可能である。
【0038】
このようにして得られる成形体は、生分解性樹脂材料をバインダとして細片状材料が所定の形状を保持するように固着されて成形体となっている。生分解性樹脂材料の水酸基がウレタン結合化されており、親水性が低下しており、時間経過にともなう加水分解による劣化が抑制されている。したがって、この成形体は、長期間、種々の物性が保持されるものとなっている。
【0039】
また、ウレタン結合部分を介して架橋構造が形成されている成形体では、生分解性樹脂材料がより硬い構造とされている。このため、加水分解性がより良好に低下されている。また、架橋構造によって成形体の耐熱性や耐水性が向上している。また、細片状材料と生分解性樹脂材料との間に架橋構造が形成されていると、ケナフ繊維が抜け落ちる等の破損が低減されており、機械的な耐久性が向上されている。
【0040】
なお、本発明に係る製造方法では、加圧成形工程の後の成形体に、イソシアネートを付与することができる。このイソシアネート付与工程は、成形材料中にイソシアネートを含有している成形体でも成形材料中にイソシアネートを含まない成形体でも行える。イソシアネートは、成形体の表面に塗装、吹き付け、含浸など種々の方法によって付与することができる。好ましくは、イソシアネートは、加圧成形後、冷却前に付与することで、良好に生分解性樹脂材料の水酸基と反応させることができる。
【0041】
この方法では、加圧成形完了までに分解されて形成される末端水酸基を封鎖することができる。また、特にイソシアネートを成形体の表面に集中して付与することで、成形体表面の加水分解性を低減することができる。また、成形体の表面の水酸基を低減することで親水性を低減でき、外部から内部への水の浸入を抑制して、成形体内部での加水分解を抑制することができる。
【0042】
なお、本実施形態では、仮成形された成形材料を、生分解性樹脂材料の軟化温度以上に加熱して圧縮してから、冷間プレスによって本成形したが、本発明は、この方法に限定されるものではない。例えば、仮成形体を成形し、生分解性樹脂材料の軟化温度以上に加熱後、そのまま加圧成形(ホットプレスまたはコールドプレス)しても良い。また、特に仮成形体を形成せず、所定形状に集合した状態の成形材料を生分解性樹脂材料の軟化温度以上に加熱して、予備的に圧縮などした後、加圧成形しても良い。
また、細片状材料が繊維状材料でない場合は、適宜、加熱ローラを用いた圧締など公知の方法によって仮成形体を形成することができる。
また、ブロックイソシアネートは、単に加圧成形のための加熱によって活性化されることが好ましいが、別途ブロックを外すための工程を設けても良いことは、もちろんである。
【0043】
【実施例】
(液剤1の調製)
ポリ乳酸(L−乳酸95%以上のもの)100重量部にタルク5重量部、およびエポキシ樹脂5重量部を添加し、200℃で2軸押し出し機によってブレンドし、ペレットを作成した。このペレットを有機溶剤中に溶解し、水中にポリマー溶液を分散させた後、有機溶剤を除去して、ポリ乳酸が乳化している固形分40%の水系分散体を得た。
この水系分散体に100重量部に対して、エチルメチルケトンオキシムによってブロックした水性ブロックジイソシアネート5重量部を添加して液剤1とした。
【0044】
(液剤2の作成)
液剤1と同様のポリ乳酸100重量部に対してエポキシ樹脂10重量部を添加した他は、液剤1と同様にして固形分40%の水系分散体を調製した。また、この水系分散体100重量部に対して、液剤1と同様の水性ブロックジイソシアネート10重量部を添加して液剤2とした。
(液剤3の作成)
液剤1と同様のポリ乳酸100重量部に対してクレー3重量部を添加した他は、液剤1と同様にして固形分40%の水系分散体を調製した。また、この水系分散体100重量部に対して、液剤1と同様の水性ブロックジイソシアネート5重量部を添加して液剤3とした。
(液剤4の作成)
液剤1と同様のポリ乳酸100重量部に対して、タルク3重量部を添加した他は、液剤1と同様にして固形分40%の水系分散体を調製した。また、この水系分散体100重量部に対して、液剤1と同様の水性ブロックジイソシアネート10重量部と水性エポキシ樹脂10重量部とを添加して、液剤4とした。
なお、ポリ乳酸は、トヨタ自動車(株)製のラクティ5400を用い、水性イソシアネートとしては、日本ポリウレタン(株)製のAQB102を用いた。
また、エポキシ樹脂としては、ジャパンエポキシレジン(株)製のメディコート1004を使用した。
【0045】
(試料1〜4の成形)
細片状材料として、ケナフ繊維をエアーレイ、フリース、カード等によって開繊、積層して、ニードルパンチによって絡締し、破断伸度TD・MD:30mm以上、目付0.7kg/m2の仮成形体を作成した。
その後、この仮成形体に、乾燥状態で目付1.0kg/m2となるように各液剤1〜4を塗布し、200℃に加熱したコンタクトヒータで50秒間、圧縮して予備成形し、板厚3.5mmのボード状に成形後、30秒以内に冷間プレスして、板厚3.0mmのハードボードに成形して試料1〜4を得た。試料1〜4の組成を図1に示す。
【0046】
(比較試料1の作成)
液剤1と同様のポリ乳酸100重量部に、タルク5重量部と、カルボジイミド1重量部とを添加して、200℃で2軸押し出し機を用いてペレットを作成した。
このポリ乳酸ペレットを繊維化し、ケナフ繊維と重量比30:70となるようにエアレイ、フリース、カード等によって開繊、積層した後、ニードルパンチによって絡締して、破断伸度TD・MD:30mm以上、目付1.0kg/m2の仮成形体を得た。
この仮成形体を200℃に加熱したコンタクトヒータで50秒間、圧縮して予備成形し、板厚3.5mmのボード状に成形後、30秒以内に冷間プレスして、板厚3.0mmのハードボードに成形して比較試料1を得た。
(比較試料2の作成)
液剤1と同様のポリ乳酸100重量部に、クレー3重量部、カルボジイミド1重量部とを添加して、200℃で2軸押し出し機を用いてペレットを作成した。このポリ乳酸ペレットを繊維化し、ケナフ繊維と重量比30:70となるようにエアレイ、フリース、カード等によって開繊、積層した後、ニードルパンチによって絡締して、破断伸度TD・MD:30mm以上、目付1.0kg/m2の仮成形体を得た。
この仮成形体を200℃に加熱したコンタクトヒータで50秒間、圧縮して予備成形し、板厚3.5mmのボード状に成形後、30秒以内に冷間プレスして、板厚3.0mmのハードボードに成形して比較試料2を得た。
比較試料1,2の組成を図2に示す。
なお、比較試料1,2では、カルボジイミドとして日清紡績(株)製のカルボジライトを用いた。
【0047】
(比較液剤1の作成)
液剤1と同様のポリ乳酸100重量部に対してタルク3重量部と、エポキシ樹脂10重量部とを添加して200℃で2軸押し出し機を用いてペレットを作成した。このペレットを有機溶剤に溶解し、水中にこのポリマー溶液を分散させて有機溶剤を除去して、ポリ乳酸が乳化している固形分40%の水系分散体を調製し、比較液剤1とした。なお、有機溶剤は、芳香族炭化水素系(トルエン、キシレン等)と脂肪族エステル系溶剤(酢酸エチル、酢酸ブチル等)とケトン系溶剤(アセトン、メチルエチルケトン等)との混合物である。
(比較液剤2の作成)
液剤1と同様のポリ乳酸100重量部に対してクレー3重量部を添加した他は、比較液剤1と同様にして水系分散体を調製し、比較液剤2とした。
なお、比較液剤1で使用したエポキシ樹脂は、ジャパンエポキシレジン(株)製の1004である。
【0048】
(比較試料3,4の作成)
細片状材料として、ケナフ繊維をエアーレイ、フリース、カード等によって開繊、積層して、ニードルパンチによって絡締し、破断伸度TD・MD:30mm以上、目付0.7kg/m2の仮成形体を作成した。
その後、この仮成形体に、乾燥状態で目付1.0kg/m2となるように比較液剤1または2を塗布し、200℃に加熱したコンタクトヒータで50秒間、圧縮して予備成形し、板厚3.5mmのボード状に成形後、30秒以内に冷間プレスして、板厚3.0mmのハードボードに成形して比較試料3,4を得た。比較試料3,4の組成を図2に示す。
【0049】
(曲げ弾性率の測定)
試料1〜4、比較試料1〜4について、曲げ弾性率を測定した。測定は、JISK7203硬質プラスチックの曲げ試験方法に準拠して、各試料および比較試料について、常温で(常態)、熱風乾燥炉にて80℃で(熱間80℃)、および50℃、湿度95%の空気中に1200時間曝露後、常温で(曝露後)の3条件で行った。結果を図3に示す。
(成形性)
試料1〜4、および比較試料1〜4の高さ50mmの絞り成形部分のスケ、サケなどを目視によって確認し、以下に示す三段階の評価をした。
◎:全くスケなし
○:光を当てるとスケを確認
△:スケはあるが孔はなし
結果を図3に示す。
(分子量保持率)
試料1〜4、比較試料1〜4について、曲げ弾性率と同様、50℃、湿度95%の空気中に1200時間、曝露後の樹脂材料部分の分子量保持率をゲルパーミエーションクロマトグラフィー(GPC)によって測定した。
結果を図3に示す。
(樹脂・ケナフ引き抜き強度)
液剤1〜4、比較液剤1〜4について、ケナフ繊維5gを厚み1cmに積層したマットを作成し、その両端を約1cmの幅で重ねた部分に、各試料の構成物質全てを各試料における割合で含む溶融樹脂5gを含浸させて固化させた後、オートグラフのクロスヘッドスピード50mm/minにて、引張り強度を測定した。結果を図3に示す。
【0050】
図3に示すように、試料1〜4は、常態において、イソシアネートを含有しない従来と比較試料1〜4と同等又はそれ以上の曲げ弾性率を示した。また、熱間80℃における曲げ弾性率は、試料1〜4は、いずれも3000MPa以上で、常態と比較して8割以上の曲げ弾性率を保持していた。一方、イソシアネートを含有しない比較試料1〜4では、熱間80℃では、いずれも1800MPa未満で、常態と比較して6割未満の曲げ弾性率に落ちていた。なお、ポリ乳酸のガラス転移点は、約60℃である。
また、曝露後の曲げ弾性率についても、試料1〜4は、2700MPa以上であり、常態と比較して7割以上の曲げ弾性率を保持していたのに対し、比較試料1〜4では、1800MPa以下で常態と比較して6割以下に落ちていた。
このことから、イソシアネートを添加した試料1〜4は、耐熱性に優れるとともに、曲げ弾性率における耐久性が向上されていることが明らかとなった。特に、ポリ乳酸のガラス転移点より高い温度においても、良好な曲げ弾性率を保持していることが明らかとなった。
また、比較試料1,2と比較して比較試料3の熱間80℃における曲げ弾性率の保持が良いことから、カルボキシル基封鎖剤として、カルボジイミドを用いるよりエポキシ樹脂を用いることによって、耐熱性を向上させられることが明らかとなった。
【0051】
また、試料1〜4のそれぞれについては、いずれも良好な成形性が得られた。特にイソシアネートの添加量がポリ乳酸に対して1割を超える試料2,4では、高さ50mmの絞り成形が良好に行えた。一方、イソシアネートを含有しない比較試料1〜4のうち、カルボジイミドを含有する比較試料1,2では、成形が行えたものの、イソシアネートおよびカルボジイミドの両方を含有しない比較試料3,4では、大きなスケができ、成形不可能であった。このことから、イソシアネートを添加することにより、成形材料に絞り成形に耐え得る粘性を付与して成形できることが明らかとなった。また、カルボジイミドとイソシアネートの両方を添加することでより良い成形性が得られることが推測できる。
【0052】
また、曝露後の分子量保持率については、試料1〜4では、80%以上であったのに対し、比較試料1〜4では65%以下であったことから、試料1〜4では、加水分解が抑制されており、成形後の内部構造がより長く保持されることが明らかとなった。
また、樹脂・ケナフ引き抜き強度は、試料1〜4では60N/cm以上必要であったのに対し、比較試料1〜4では、35N/cm以下であったことから、試料1〜4では、樹脂とケナフ繊維との結合がより強固で、強度の大きい成形体となっていることが明らかとなった。
【0053】
【発明の効果】
本発明では、物性の低下を抑制して生分解性樹脂材料をバインダとする細片状材料より成る成形体を製造する方法、および、細片状の成形材料が生分解性樹脂で結合されて成り、物性の低下が抑制されている成形体を提供することにより、非石油系資源をより多く利用して、良好な物性を備える成形体を得ることができる。
【図面の簡単な説明】
【図1】試料1〜4の組成を示す表である。
【図2】比較試料1〜4の組成を示す表である。
【図3】試料1〜4、および比較試料1〜4の物性値の測定結果を示す表である。
Claims (8)
- 細片状材料と、生分解性樹脂材料とを含有する成形材料を、イソシアネートの存在下で、前記生分解性樹脂材料の軟化温度以上の温度で加圧成形する工程を有する、成形体の製造方法。
- 生分解性樹脂材料は、ヒドロキシカルボン酸系脂肪族ポリエステルである、請求項1に記載の成形体の製造方法。
- イソシアネートは、ポリイソシアネートを含有する、請求項1または2に記載の成形体の製造方法。
- イソシアネートは、ブロックイソシアネートを含有する、請求項1から3のいずれかに記載の成形体の製造方法。
- 前記成形材料は、水系液剤に調製した生分解性樹脂材料を含有する、請求項4に記載の成形体の製造方法。
- 成形材料は、エステル結合部位を有する生分解性樹脂材料と、カルボキシル基封鎖剤とを含有する、請求項1から5のいずれかに記載の成形体の製造方法。
- 細片状材料と、生分解性樹脂材料とを含有する成形材料を生分解性樹脂材料の軟化温度以上の温度で加圧成形する工程と、
加圧成形工程の後の成形体にイソシアネートを付与する工程と
を備える、成形体の製造方法。 - 細片状材料と、生分解性樹脂材料とを含有し、生分解性樹脂材料の水酸基部分にウレタン結合を介する架橋構造を備えている、成形体。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002351280A JP2004181773A (ja) | 2002-12-03 | 2002-12-03 | 成形体および成形体製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002351280A JP2004181773A (ja) | 2002-12-03 | 2002-12-03 | 成形体および成形体製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004181773A true JP2004181773A (ja) | 2004-07-02 |
Family
ID=32753241
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002351280A Pending JP2004181773A (ja) | 2002-12-03 | 2002-12-03 | 成形体および成形体製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004181773A (ja) |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005042104A (ja) * | 2003-07-04 | 2005-02-17 | Toray Ind Inc | 木材代替材料 |
| JP2006205646A (ja) * | 2005-01-31 | 2006-08-10 | Aichi Prefecture | 合成板 |
| JP2006224512A (ja) * | 2005-02-18 | 2006-08-31 | Japan Science & Technology Agency | 成形体の製造方法 |
| US7524554B2 (en) | 2006-04-14 | 2009-04-28 | Mitsubishi Jidosha Kogyo Kabushiki Kaisha | Synthetic board and method of producing the same |
| JP2009126154A (ja) * | 2007-11-27 | 2009-06-11 | Toyota Boshoku Corp | 天然繊維成形体の製造方法 |
| JP2009126153A (ja) * | 2007-11-27 | 2009-06-11 | Toyota Boshoku Corp | 天然繊維成形体の製造方法 |
| JP2012206300A (ja) * | 2011-03-29 | 2012-10-25 | Panasonic Corp | 植物系バイオマス成形材料、この植物系バイオマス成形材料を用いる植物系バイオマス成形体の製造方法、及びこの方法により得られる植物系バイオマス成形体 |
| JP2017177559A (ja) * | 2016-03-30 | 2017-10-05 | 三菱ケミカル株式会社 | 木質ボード及びその製造方法 |
-
2002
- 2002-12-03 JP JP2002351280A patent/JP2004181773A/ja active Pending
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005042104A (ja) * | 2003-07-04 | 2005-02-17 | Toray Ind Inc | 木材代替材料 |
| JP2006205646A (ja) * | 2005-01-31 | 2006-08-10 | Aichi Prefecture | 合成板 |
| JP2006224512A (ja) * | 2005-02-18 | 2006-08-31 | Japan Science & Technology Agency | 成形体の製造方法 |
| US7524554B2 (en) | 2006-04-14 | 2009-04-28 | Mitsubishi Jidosha Kogyo Kabushiki Kaisha | Synthetic board and method of producing the same |
| JP2009126154A (ja) * | 2007-11-27 | 2009-06-11 | Toyota Boshoku Corp | 天然繊維成形体の製造方法 |
| JP2009126153A (ja) * | 2007-11-27 | 2009-06-11 | Toyota Boshoku Corp | 天然繊維成形体の製造方法 |
| JP2012206300A (ja) * | 2011-03-29 | 2012-10-25 | Panasonic Corp | 植物系バイオマス成形材料、この植物系バイオマス成形材料を用いる植物系バイオマス成形体の製造方法、及びこの方法により得られる植物系バイオマス成形体 |
| JP2017177559A (ja) * | 2016-03-30 | 2017-10-05 | 三菱ケミカル株式会社 | 木質ボード及びその製造方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| Mukherjee et al. | PLA based biopolymer reinforced with natural fibre: a review | |
| JP5208865B2 (ja) | 自動車用内装材 | |
| CA2315008C (en) | Shaped body made from wood particles and a pu bonding agent, use and production thereof | |
| Chen et al. | Performance enhancement of poly (lactic acid) and sugar beet pulp composites by improving interfacial adhesion and penetration | |
| US20040096623A1 (en) | Fiber board and its producing method | |
| AU2009208825A1 (en) | Thermoplastic compositions based on soluble starch and method for preparing such compositions | |
| JP2005504184A (ja) | 複合構造体 | |
| JP6786888B2 (ja) | 木質ボード用組成物および木材・プラスチック複合材用組成物 | |
| US11267206B2 (en) | Process for manufacturing composite product | |
| JP2004181773A (ja) | 成形体および成形体製造方法 | |
| JP2017177559A (ja) | 木質ボード及びその製造方法 | |
| US20240409702A1 (en) | Composite resin molded body and method for producing same | |
| CN1181099A (zh) | 粘合木质纤维素材料的方法 | |
| JP3291090B2 (ja) | 生分解性ボードおよび成形体 | |
| Zheng et al. | Morphology, structure, miscibility, and properties of wholly soy-based semi-interpenetrating polymer networks from soy–oil–polyol-based polyurethane and modified soy protein isolate | |
| JP2004130796A (ja) | 繊維系ボード及びその製造方法 | |
| JP4499013B2 (ja) | 木質系繊維成形体の製造方法 | |
| JP6597039B2 (ja) | 接着剤、接着剤混合物及び木質ボード | |
| JP2003311720A (ja) | 熱圧成形ボードの製造方法 | |
| US7678308B2 (en) | Molded woody article and process for producing molded woody article | |
| JP6597050B2 (ja) | 木質ボードの製造方法 | |
| kumar Gurajala et al. | An overview of mechanical properties of biodegradable polymers and natural fibre materials | |
| JP2005200470A (ja) | 木質繊維が樹脂で結合されている成形体の製造方法 | |
| JP2008238756A (ja) | リグノセルロース系熱圧成形体用接着剤組成物 | |
| JP4862400B2 (ja) | 繊維複合材料及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A712 Effective date: 20041025 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20050128 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20050309 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20050309 |