JP2004191220A - 鋼板の内部欠陥検出装置 - Google Patents
鋼板の内部欠陥検出装置 Download PDFInfo
- Publication number
- JP2004191220A JP2004191220A JP2002360399A JP2002360399A JP2004191220A JP 2004191220 A JP2004191220 A JP 2004191220A JP 2002360399 A JP2002360399 A JP 2002360399A JP 2002360399 A JP2002360399 A JP 2002360399A JP 2004191220 A JP2004191220 A JP 2004191220A
- Authority
- JP
- Japan
- Prior art keywords
- sensor head
- steel plate
- steel sheet
- roll
- internal defect
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images





Landscapes
- Investigating Or Analyzing Materials By The Use Of Magnetic Means (AREA)
Abstract
【解決手段】磁化器ロール1の表面に沿って走行する鋼板上に、感磁素子4を備えた多数のセンサーヘッド3を昇降及び傾動自在に配置する。各センサーヘッド3は、ロール軸線方向に延びる線状の感磁素子4の両端にそれぞれ単一のエアーノズル5を備えたものとし、これらのエアーノズル5から吐出されるエアー流により鋼板との間に生ずる反発力と吸引力とのバランスを利用して、センサーヘッド3を鋼板から20〜150μm程度の至近距離に浮上保持させる。従来の5倍の感度を達成できる。
【選択図】 図1
Description
【発明の属する技術分野】
本発明は、漏洩磁束探傷法による鋼板の内部欠陥検出装置の改良に関するものである。
【0002】
【従来の技術】
【特許文献1】特開昭53−34754号公報
【非特許文献1】日本鉄鋼協会講演論文集、CAMP-ISIJ,Vol1,No.2(1988)-586「オンライン薄板非金属介在物検出装置の開発」
【0003】
磁化器ロールの表面に沿って走行する鋼板上に感磁素子を備えたセンサーヘッドを配置し、鋼板に内部欠陥があるときに発生する鋼板表面からの漏洩磁束を感磁素子により検出する漏洩磁束探傷法は、鋼板の内部欠陥検出法として周知である。この漏洩磁束探傷法ではセンサーヘッドを鋼板表面から一定の高さに保持させる必要があり、従来からエアー浮上方式を用いた装置が採用されている。
【0004】
その代表的なものは上記の特許文献1に記載のように、センサーヘッドを長方形としてその各辺に多数のエアーノズルを配置し、鋼板表面に向かって吐出されるエアー圧によって浮上力を得るとともに、センサーヘッドをエアーシリンダーによって鋼板表面に向かって押し付ける構造のものである。この特許文献1に記載の装置では、センサーヘッドが重くかつそのサイズが大きい。このため鋼板の撓みによる影響を受け易い。
【0005】
すなわち、鋼板は磁化器ロールの表面に沿って走行するために走行方向に湾曲している。また鋼板の張力により磁化器ロール自体も両端部より中央部がくぼんだ形状に変形するため、鋼板はロール軸線方向にも撓んでいる。しかも鋼板自体の歪みも皆無ではない。このようにXY両軸方向に撓んだ鋼板の表面上に大型のセンサーヘッドを浮上保持させる構造であるため、鋼板の撓みによってセンサーヘッド内部の感磁素子と鋼板との距離が大きく変化し、検出精度が不安定となる。
【0006】
また、鋼板の撓みによってセンサーヘッドが破損されることを防止するために、浮上量を250μm以上と大きく確保しておく必要がある。漏洩磁束探傷法では、センサーヘッドの浮上量によって検出可能な欠陥サイズが決定され、この装置では数十μm以下の内部欠陥の検出は困難である。
【0007】
そこで上記の非特許文献1に示されるように、センサーヘッドの鋼板走行方向の幅を小さくし、走行方向の撓みの影響を浮けにくいようにした鋼板の内部欠陥検出装置が開発された。これは鋼板の走行方向の撓みは磁化器ロールにより矯正するという考えに基づくものである。しかし前記したように鋼板張力により磁化器ロール軸線方向にも撓んでいるため、その影響による検出精度のばらつきが残る。またこの装置においてもセンサーヘッドの浮上量は150〜250μmが必要であり、10数μm以下の内部欠陥の検出は困難である。
【0008】
ところが近年、製缶用鋼板が薄肉化してきたために、鋼板の内部欠陥のサイズが数μm程度であっても、製缶時に破胴の原因となる場合が発生してきた。このため従来の鋼板の内部欠陥検出装置によっては、製缶用鋼板などについては十分な検査ができなかった。
【0009】
【発明が解決しようとする課題】
本発明は上記した従来の問題点を解決し、従来よりも鋼板表面に接近させた位置にセンサーヘッドを安定に浮上させることにより、鋼板の撓みに影響されることなく、より小さい内部欠陥をも精度良く検出することができる鋼板の内部欠陥検出装置を提供するためになされたものである。
【0010】
【課題を解決するための手段】
上記の課題を解決するためになされた本発明は、磁化器ロールの表面に沿って走行する鋼板上に、感磁素子を備えた多数のセンサーヘッドを昇降及び傾動自在に配置した鋼板の内部欠陥検出装置において、各センサーヘッドはロール軸線方向に延びる線状の感磁素子の両端にそれぞれ単一のエアーノズルを備え、これらのエアーノズルから吐出されるエアー流により鋼板との間に生ずる反発力と吸引力とのバランスを利用して、鋼板から至近距離に浮上保持されるものであることを特徴とするものである。なお各センサーヘッドの支持機構に、各センサーヘッドのロール軸線方向への傾斜角度記憶手段を組み込んだ構造とすることが好ましい。
【0011】
本発明の鋼板の内部欠陥検出装置は、センサーヘッドを線状の感磁素子の両端にそれぞれ単一のエアーノズルを備えた小型軽量のものとし、エアーノズルから吐出されるエアー流により鋼板との間に生ずる反発力と吸引力とのバランスを利用して、センサーヘッドを鋼板から至近距離に浮上保持させたものである。このためセンサーヘッドの浮上量を20〜150μm程度とすることができ、数μm以下の内部欠陥の検出も可能となる。
【0012】
【発明の実施の形態】
以下に本発明の好ましい実施形態を示す。
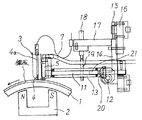
図1において1は中空ステンレスロールからなる磁化器ロールであり、その内部には磁化器2が収納されている。検査対象となる鋼板は矢印方向に回転する磁化器ロール1の表面に沿って走行し、磁化される。3は後述する支持機構に支持されたセンサーヘッドであり、磁化器2の直上位置において浮上エアーにより鋼板上に浮上保持されている。図1、図2には1個のセンサーヘッド3だけが示されているが、1個のセンサーヘッド3の幅は数十mmであるのに対して、鋼板の幅は1200〜1300mmであるから、図6に概念的に示すように、きわめて多数のセンサーヘッド3がロール軸線方向に配置されている。
【0013】
図2に示すように、センサーヘッド3はロール軸線方向に細長く、その下端にはロール軸線方向に延びる線状の感磁素子4が設けられ、感磁素子4の上部には感磁素子基板4aが収納されている。感磁素子4は鋼板に内部欠陥が存在するときに板外に漏洩する磁束を検出する電磁コイルである。
【0014】
図2に示すように、感磁素子4の両端にはそれぞれ単一のエアーノズル5、5が設けられている。図3に拡大して示したように、エアーノズル5の底面は外径が5mm程度の円形であり、その中央部に1mm程度のオリフィス孔6が形成されている。各エアーノズル5には浮上エアーホース7から浮上エアーが供給されており、オリフィス孔6から鋼板の表面に浮上エアーを噴出し、センサーヘッド3を鋼板上に浮上保持させている。
【0015】
本発明のセンサーヘッド3はアルミニウムやチタン等の軽量金属を用い、かつ上記の構成を採用して全体を小型化することによって、重量を200グラム未満としている。図3に示すようにオリフィス孔6から噴出する浮上エアーの反発力によりセンサーヘッド3は浮上するが、浮上量がごく小さい領域においては、噴出した浮上エアーが鋼板走行方向に拡がることによって、ベルヌーイの定理により吸引力が発生する。
【0016】
図4はこれらの反発力と吸引力との関係を示すグラフであり、吸引力にヘッド重量を加えた値と、反発力とが特定の点でバランスし、その位置でセンサーヘッド3を安定に浮上させることができる。本発明ではセンサーヘッド3の小型軽量化と浮上エア圧の調整とによって、浮上量を20〜150μmの範囲で安定に保つことができる。このように2個のエアーノズル5、5から吐出されるエアー流により鋼板との間に生ずる反発力と吸引力を利用して、センサーヘッド3を鋼板から例えば20μmという至近距離に浮上保持させれば、図5に示すように検出感度を浮上距離が250μmの場合の5倍にまで向上させることが可能となる。
【0017】
上記した浮上量の制御のために、エアーノズル5、5の内側位置には2個の浮上ギャップセンサー8,8が配置されており、図6に示すように浮上ギャップセンサー7、7の測定値は制御盤に入力されている。浮上エアーはマニホールドレギュレータ9から電磁バルブ10を経由してエアーノズル5、5に供給されるが、制御盤は各電磁バルブ10を制御し、浮上エアーの圧力を調整する。このようにして、センサーヘッド3の浮上量を20〜150μmの範囲で一定に保つことができる。
【0018】
図1、図2に示されるように、上記したセンサーヘッド3の全体は軸11の先端に固定されている。そしてこの軸11は、基部を水平軸12によって支持されたアーム13に回転自在に支持されている。すなわち、アーム13は自由に上下動することができ、センサーヘッド3が固定された軸11はこのアーム13に対して自由に回転することができるから、センサーヘッド3は鋼板表面に沿って昇降及び回転自在である。なお、水平軸12を備えたブロック14は高さ調節ネジ15によってベース16に対して昇降できるようになっており、全体の高さ調整が可能である。
【0019】
アーム13の上方にはブロック14から延びるシリンダー保持アーム17が伸びており、ヘッド昇降シリンダー18が垂直に取り付けられている。シリンダーロッドの下部には四角枠状の昇降フック19が設けられており、使用しないときにはアーム13とともにセンサーヘッド3の全体を水平軸12を中心として、上方に引き上げることができるようになっている。
【0020】
さて図6に誇張して示したように、鋼板の張力により磁化器ロール1は両端部より中央部がくぼんだ形状に変形し、磁化器ロール1の回転とともに走行する鋼板も同様に中央部がくぼんだ形状となる。従って、軸線方向に配置された各センサーヘッド3は、それぞれ鋼板の表面に沿って左右に微妙に傾く。この各センサーヘッド3の傾きを昇降フック19によりセンサーヘッド3を持ち上げた場合にもそのまま記憶させ、センサーヘッド3を降ろしたときにそのまま検査を再開できる傾斜角度記憶手段を組み込んでおくことが好ましい。
【0021】
そこで図1、図2に示すように、センサーヘッド3から延びる軸11の基部にテーパーディスク板20を固定するとともに、アーム13にはテーパーディスク板20に対して伸縮できる2本のロック用シリンダー21、21を設けてある。センサーヘッド3を持ち上げるに先立ち、これらのロック用シリンダー21、21によってテーパーディスク板20をロックすれば、各センサーヘッド3の傾きがそのまま記憶されることとなり、センサーヘッド3を降ろした際にロックを解除すれば、直ちに検査を再開することができる。
【0022】
このように構成された鋼板の内部欠陥検出装置は、鋼板を回転する磁化器ロール1の表面に沿って走行させて磁化器により磁化させ、鋼板に内部欠陥が存在する場合に生ずる漏洩磁束を各センサーヘッド3の感磁素子4によって検出することは従来と同様である。
【0023】
しかし本発明では、各センサーヘッド3をロール軸線方向に延びる線状の感磁素子4の両端にそれぞれ単一のエアーノズル5,5を備えたものとし、これらのエアーノズル5,5から吐出されるエアー流により鋼板との間に生ずる吸引力を利用して、鋼板から20〜150μm程度の至近距離に浮上保持させるようにしたので、検出感度を従来よりもはるかに高めることができる。その結果、サイズが数μm程度の内部欠陥をも検出することができ、特に製缶用鋼板の検査に好適である。
【0024】
しかも感磁素子4をロール幅方向に延びる線状としたので、鋼板の走行方向のたわみの影響を回避することができるとともに、各センサーヘッド3を小型でロール幅方向に傾動自在としたので、ロール幅方向の鋼板のたわみの影響も回避することができ、検出感度を安定に保持することができる。
【0025】
更に、請求項2のように各センサーヘッド3の支持機構にロール軸線方向への傾斜角度記憶手段を組み込んでおけば、昇降フック19によりセンサーヘッド3を持ち上げるに先立ち各センサーヘッド3の傾斜角度を記憶させておくことができ、その後にセンサーヘッド3を降ろしたときにはそのまま検査を再開することができる利点がある。
【0026】
【発明の効果】
以上に詳細に説明したように、本発明の鋼板の内部欠陥検出装置によれば、センサーヘッドを改良して従来よりも鋼板表面に接近させた位置にセンサーヘッドを安定に浮上させることができる。その結果本発明によれば、鋼板の撓みに影響されることなく、従来は検出できなかった数μm以下の鋼板の内部欠陥をも、精度良く検出することができる利点がある。
【図面の簡単な説明】
【図1】本発明の実施形態を示す正面図である。
【図2】本発明の実施形態を示す平面図である。
【図3】エアーノズル先端部の拡大図である。
【図4】浮上量と吸引力、反発力との関係を示すグラフである。
【図5】浮上量と検出感度との関係を示すグラフである。
【図6】浮上制御の系統図である。
【符号の説明】
1 磁化器ロール
2 磁化器
3 センサーヘッド
4 感磁素子
4a 感磁素子基板
5 エアーノズル
6 オリフィス
7 浮上エアーホース
8 浮上ギャップセンサー
9 マニホールドレギュレータ
10 電磁バルブ
11 軸
12 水平軸
13 アーム
14 ブロック
15 高さ調節ネジ
16 ベース
17 シリンダー保持アーム
18 ヘッド昇降シリンダー
19 昇降フック
20 テーパーディスク
21 ロック用シリンダー
Claims (2)
- 磁化器ロールの表面に沿って走行する鋼板上に、感磁素子を備えた多数のセンサーヘッドを昇降及び傾動自在に配置した鋼板の内部欠陥検出装置において、各センサーヘッドはロール軸線方向に延びる線状の感磁素子の両端にそれぞれ単一のエアーノズルを備え、これらのエアーノズルから吐出されるエアー流により鋼板との間に生ずる反発力と吸引力とのバランスを利用して、鋼板から至近距離に浮上保持されるものであることを特徴とする鋼板の内部欠陥検出装置。
- 各センサーヘッドの支持機構に、各センサーヘッドのロール軸線方向への傾斜角度記憶手段を組み込んだことを特徴とする請求項1記載の鋼板の内部欠陥検出装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002360399A JP3892801B2 (ja) | 2002-12-12 | 2002-12-12 | 鋼板の内部欠陥検出装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002360399A JP3892801B2 (ja) | 2002-12-12 | 2002-12-12 | 鋼板の内部欠陥検出装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2004191220A true JP2004191220A (ja) | 2004-07-08 |
| JP3892801B2 JP3892801B2 (ja) | 2007-03-14 |
Family
ID=32759478
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002360399A Expired - Fee Related JP3892801B2 (ja) | 2002-12-12 | 2002-12-12 | 鋼板の内部欠陥検出装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3892801B2 (ja) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2009025384A1 (ja) * | 2007-08-23 | 2009-02-26 | Jfe Steel Corporation | 凹凸表面欠陥の検出方法及び装置 |
| JP2009535632A (ja) * | 2006-11-16 | 2009-10-01 | シーメンス アクチエンゲゼルシヤフト | 基板の表面の検査用の測定装置および測定方法 |
| KR101091343B1 (ko) * | 2008-12-26 | 2011-12-07 | 주식회사 포스코 | 박강판의 결함 탐상 방법 및 장치 |
| KR101335718B1 (ko) | 2012-07-12 | 2013-12-16 | 주식회사 네드텍 | 자기 센서용 롤 구조 |
| KR20150109230A (ko) * | 2014-03-19 | 2015-10-01 | 이주섭 | 강판 결함 탐상 장치용 간격 유지 장치 |
| CN113720253A (zh) * | 2021-09-17 | 2021-11-30 | 北京科技大学 | 一种基于磁力的钢板厚度测量方法和装置 |
-
2002
- 2002-12-12 JP JP2002360399A patent/JP3892801B2/ja not_active Expired - Fee Related
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009535632A (ja) * | 2006-11-16 | 2009-10-01 | シーメンス アクチエンゲゼルシヤフト | 基板の表面の検査用の測定装置および測定方法 |
| JP4922396B2 (ja) * | 2006-11-16 | 2012-04-25 | シーメンス アクチエンゲゼルシヤフト | 基板の表面の検査用の測定装置および測定方法 |
| WO2009025384A1 (ja) * | 2007-08-23 | 2009-02-26 | Jfe Steel Corporation | 凹凸表面欠陥の検出方法及び装置 |
| JP2009052903A (ja) * | 2007-08-23 | 2009-03-12 | Jfe Steel Kk | 微小凹凸表面欠陥の検出方法及び装置 |
| US8466673B2 (en) | 2007-08-23 | 2013-06-18 | Jfe Steel Corporation | Method and apparatus for detecting concavo-convex shape surface defects |
| TWI480546B (zh) * | 2007-08-23 | 2015-04-11 | Jfe Steel Corp | 微小凹凸表面缺陷之檢測方法 |
| EP2146202A4 (en) * | 2007-08-23 | 2017-01-18 | JFE Steel Corporation | Method and apparatus for detecting uneven surface defect |
| KR101091343B1 (ko) * | 2008-12-26 | 2011-12-07 | 주식회사 포스코 | 박강판의 결함 탐상 방법 및 장치 |
| KR101335718B1 (ko) | 2012-07-12 | 2013-12-16 | 주식회사 네드텍 | 자기 센서용 롤 구조 |
| KR20150109230A (ko) * | 2014-03-19 | 2015-10-01 | 이주섭 | 강판 결함 탐상 장치용 간격 유지 장치 |
| KR102253865B1 (ko) | 2014-03-19 | 2021-05-20 | 최철희 | 강판 결함 탐상 장치용 간격 유지 장치 |
| CN113720253A (zh) * | 2021-09-17 | 2021-11-30 | 北京科技大学 | 一种基于磁力的钢板厚度测量方法和装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP3892801B2 (ja) | 2007-03-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US8760669B2 (en) | Method of measuring the thickness of a moving web | |
| JP6023440B2 (ja) | 塗布装置 | |
| JP3949910B2 (ja) | エアーベアリングを用いた駆動装置 | |
| JP5092627B2 (ja) | 基板搬送装置及び基板検査装置 | |
| CN107883835A (zh) | 磁悬浮触针位移传感器 | |
| JP5395334B2 (ja) | 測定プローブにより薄層の厚さを測定する方法と装置 | |
| JP4670000B2 (ja) | 球の非破壊検査装置 | |
| JP7259285B2 (ja) | エナメル線の皮膜異常検出装置、エナメル線の製造装置、エナメル線の皮膜異常の検出方法、及びエナメル線の製造方法 | |
| JP2004191220A (ja) | 鋼板の内部欠陥検出装置 | |
| TW200916201A (en) | Apparatus and method for applying coating liquid | |
| CN207487544U (zh) | 磁悬浮触针位移传感器 | |
| JP4922396B2 (ja) | 基板の表面の検査用の測定装置および測定方法 | |
| JP2010281709A (ja) | 球体の検査装置及び検査方法 | |
| JP5273652B2 (ja) | 加工装置、加工方法、欠陥修正装置、欠陥修正方法及びパターン基板の製造方法。 | |
| KR101729454B1 (ko) | 공작물 표면과 스트립 재료 검사 장치 | |
| JP2010034382A (ja) | 基板搬送装置および基板撮像装置 | |
| US6494081B1 (en) | Method of measuring properties of paper, and arrangement in a paper measuring apparatus | |
| JP4922583B2 (ja) | 表面形状測定用触針式段差計の摩擦力補正方法 | |
| CN222114887U (zh) | 一种夹持工具 | |
| JP2023507637A (ja) | 鋼板表面材質検査装置及び方法 | |
| JP2007132826A (ja) | 渦電流探傷装置 | |
| US11774525B2 (en) | NMR probe | |
| JP6179482B2 (ja) | 微小凹凸表面欠陥の検出方法及び検出装置 | |
| JP2001330422A (ja) | 外径測定方法及び装置 | |
| US9312107B1 (en) | Disk handling apparatus and method for supporting a disk during material deposition at a deposition station |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20041217 |
|
| A977 | Report on retrieval |
Effective date: 20060824 Free format text: JAPANESE INTERMEDIATE CODE: A971007 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20060915 |
|
| A521 | Written amendment |
Effective date: 20061109 Free format text: JAPANESE INTERMEDIATE CODE: A523 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20061201 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20061207 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Year of fee payment: 4 Free format text: PAYMENT UNTIL: 20101215 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20101215 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111215 Year of fee payment: 5 |
|
| LAPS | Cancellation because of no payment of annual fees |