JP2004196636A - プレス成形用成形装置及びそれを用いた成形体の製造方法 - Google Patents
プレス成形用成形装置及びそれを用いた成形体の製造方法 Download PDFInfo
- Publication number
- JP2004196636A JP2004196636A JP2002370440A JP2002370440A JP2004196636A JP 2004196636 A JP2004196636 A JP 2004196636A JP 2002370440 A JP2002370440 A JP 2002370440A JP 2002370440 A JP2002370440 A JP 2002370440A JP 2004196636 A JP2004196636 A JP 2004196636A
- Authority
- JP
- Japan
- Prior art keywords
- molding
- mold
- press
- sleeve
- guide portion
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000000465 moulding Methods 0.000 title claims abstract description 171
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 17
- 239000000463 material Substances 0.000 claims description 38
- 230000002093 peripheral effect Effects 0.000 claims description 28
- 238000013459 approach Methods 0.000 claims description 19
- 230000001105 regulatory effect Effects 0.000 claims description 14
- 238000000034 method Methods 0.000 claims description 12
- 238000010438 heat treatment Methods 0.000 claims description 9
- 230000003287 optical effect Effects 0.000 abstract description 31
- 239000002994 raw material Substances 0.000 abstract 2
- 239000011521 glass Substances 0.000 description 63
- 239000010408 film Substances 0.000 description 8
- 239000011159 matrix material Substances 0.000 description 5
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 4
- 229910052799 carbon Inorganic materials 0.000 description 4
- 238000001816 cooling Methods 0.000 description 4
- 229910052751 metal Inorganic materials 0.000 description 4
- 239000002184 metal Substances 0.000 description 4
- 239000012778 molding material Substances 0.000 description 4
- 238000003825 pressing Methods 0.000 description 4
- 238000006073 displacement reaction Methods 0.000 description 3
- 230000000694 effects Effects 0.000 description 3
- 239000010410 layer Substances 0.000 description 3
- 230000001681 protective effect Effects 0.000 description 3
- HBMJWWWQQXIZIP-UHFFFAOYSA-N silicon carbide Chemical compound [Si+]#[C-] HBMJWWWQQXIZIP-UHFFFAOYSA-N 0.000 description 3
- 229910010271 silicon carbide Inorganic materials 0.000 description 3
- 239000010409 thin film Substances 0.000 description 3
- -1 Mo and W Chemical class 0.000 description 2
- 229910001080 W alloy Inorganic materials 0.000 description 2
- MCMNRKCIXSYSNV-UHFFFAOYSA-N Zirconium dioxide Chemical compound O=[Zr]=O MCMNRKCIXSYSNV-UHFFFAOYSA-N 0.000 description 2
- 238000005229 chemical vapour deposition Methods 0.000 description 2
- 230000007547 defect Effects 0.000 description 2
- 230000004927 fusion Effects 0.000 description 2
- 239000003779 heat-resistant material Substances 0.000 description 2
- 238000007733 ion plating Methods 0.000 description 2
- 239000010935 stainless steel Substances 0.000 description 2
- 229910001220 stainless steel Inorganic materials 0.000 description 2
- MTPVUVINMAGMJL-UHFFFAOYSA-N trimethyl(1,1,2,2,2-pentafluoroethyl)silane Chemical compound C[Si](C)(C)C(F)(F)C(F)(F)F MTPVUVINMAGMJL-UHFFFAOYSA-N 0.000 description 2
- 206010010071 Coma Diseases 0.000 description 1
- 229910052581 Si3N4 Inorganic materials 0.000 description 1
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 1
- NRTOMJZYCJJWKI-UHFFFAOYSA-N Titanium nitride Chemical compound [Ti]#N NRTOMJZYCJJWKI-UHFFFAOYSA-N 0.000 description 1
- 230000009471 action Effects 0.000 description 1
- 230000004075 alteration Effects 0.000 description 1
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 1
- 230000008901 benefit Effects 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- 229910010293 ceramic material Inorganic materials 0.000 description 1
- 239000011195 cermet Substances 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 230000001276 controlling effect Effects 0.000 description 1
- 229910003460 diamond Inorganic materials 0.000 description 1
- 239000010432 diamond Substances 0.000 description 1
- 229910052737 gold Inorganic materials 0.000 description 1
- 229910002804 graphite Inorganic materials 0.000 description 1
- 239000010439 graphite Substances 0.000 description 1
- 229910021385 hard carbon Inorganic materials 0.000 description 1
- 230000006698 induction Effects 0.000 description 1
- 229910052741 iridium Inorganic materials 0.000 description 1
- 230000001788 irregular Effects 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 230000005499 meniscus Effects 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 229910003465 moissanite Inorganic materials 0.000 description 1
- 229910052750 molybdenum Inorganic materials 0.000 description 1
- 229910000510 noble metal Inorganic materials 0.000 description 1
- 229910052762 osmium Inorganic materials 0.000 description 1
- 230000003647 oxidation Effects 0.000 description 1
- 238000007254 oxidation reaction Methods 0.000 description 1
- TWNQGVIAIRXVLR-UHFFFAOYSA-N oxo(oxoalumanyloxy)alumane Chemical compound O=[Al]O[Al]=O TWNQGVIAIRXVLR-UHFFFAOYSA-N 0.000 description 1
- 229910052697 platinum Inorganic materials 0.000 description 1
- 238000005498 polishing Methods 0.000 description 1
- 229910052702 rhenium Inorganic materials 0.000 description 1
- 229910052703 rhodium Inorganic materials 0.000 description 1
- 238000004904 shortening Methods 0.000 description 1
- 229910052710 silicon Inorganic materials 0.000 description 1
- 239000010703 silicon Substances 0.000 description 1
- HQVNEWCFYHHQES-UHFFFAOYSA-N silicon nitride Chemical compound N12[Si]34N5[Si]62N3[Si]51N64 HQVNEWCFYHHQES-UHFFFAOYSA-N 0.000 description 1
- 239000002356 single layer Substances 0.000 description 1
- 238000004544 sputter deposition Methods 0.000 description 1
- 239000000758 substrate Substances 0.000 description 1
- 230000007704 transition Effects 0.000 description 1
- 230000007723 transport mechanism Effects 0.000 description 1
- 229910052721 tungsten Inorganic materials 0.000 description 1
- 230000037303 wrinkles Effects 0.000 description 1
Images




Classifications
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B11/00—Pressing molten glass or performed glass reheated to equivalent low viscosity without blowing
- C03B11/06—Construction of plunger or mould
- C03B11/08—Construction of plunger or mould for making solid articles, e.g. lenses
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B2215/00—Press-moulding glass
- C03B2215/60—Aligning press die axes
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B2215/00—Press-moulding glass
- C03B2215/68—Means for parting the die from the pressed glass other than by cooling or use of a take-out
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B2215/00—Press-moulding glass
- C03B2215/72—Barrel presses or equivalent, e.g. of the ring mould type
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P40/00—Technologies relating to the processing of minerals
- Y02P40/50—Glass production, e.g. reusing waste heat during processing or shaping
- Y02P40/57—Improving the yield, e-g- reduction of reject rates
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
Abstract
【解決手段】対向する成形面を有し、相互に離間及び接近が可能な上型及び下型を備えるプレス成形装置。上型と下型が相互に接近したとき、上型の成形面及び下型の成形面の外周を包囲し、かつ上型と下型の軸が同一線上になるように上型及び下型を規制するスリーブを備え、上型又は下型は、成形面の外周に、上型と下型が相互に接近したときにスリーブと接触して規制を受けるガイド部と、スリーブと接触しない非ガイド部とを有し、プレス成形後、上型と下型が離間したときに、非ガイド部に接近することにより、成形面に密着しており、かつ非ガイド部から張り出したプレス成形体の周縁部の少なくとも一部と接触してプレス成形体を離型させるための強制離型手段を備えた。上記プレス成形装置に成形素材を供給し、成形素材が加熱により軟化した状態でプレス成形することを含むプレス成形体の製造方法。
【選択図】図2
Description
【発明の属する技術分野】
本発明は、プレス成形後に、研削、研磨などの加工を必要としない、精度高い光学素子のプレス成形するための装置及び方法に関する。特に、上下型光軸の一致性に関係する偏心精度(ティルト、ディセンタ)の公差が狭い、レーザー光学系などに用いるレンズの成形に適した成形装置及び方法に関する。
【0002】
【従来の技術】
精密加工により、高度に鏡面仕上げを行った成形面を有する成形型を用いて、ガラスやプラスチックなどの光学材料をプレス成形して、プレス成形体、例えば光学素子を製造することができる。
【0003】
例えば、ガラス素材を加熱軟化した状態で、上下型により加圧し、成形して光学素子を製造する場合、所定温度に冷却した光学素子を安定して確実に離型させることが重要である。しかも、生産効率を高く維持するためには、成形後の冷却工程において、所定温度に達したら(例えば、Tg以下に冷却されたら)なるべく早く離型して、光学素子を取出すことが有効である。
【0004】
しかし、上下型の成形面の素材及び形状、並びに成形素材の組成及び離型温度によっては、成形された光学素子(例えばレンズ)が成形面に貼りつき、光学素子の自動取出しが行えなくなる。特に、型形状が凸形状である場合に、ガラスと型の熱膨張率の相違により、貼りつきが起きやすい。そして、凸形状の型は、上下型のうち上型に用いられることが多いが、上型成形面へ貼りついた光学素子は、所定外の時や場所に落下することがあり、その結果、生産が止まるなどして問題が大きい。
【0005】
特許文献1には、ガラス成形体の水平断面の半径が上型の外周の半径より大きくなるようにガラス素材の加圧を行い、加圧後の冷却工程において上型をガラス成形体の熱収縮に追随させ、離型工程において、上型の外周に配置され、加圧時にはガラス成形体と非接触状態にあり、かつ上型に対して相対的に移動することで上型成形面の外周とすれ違う部分を有する強制離型手段を用いて、成形面に密着したガラス成形体を離型する方法が記載されている。
【0006】
更に、特許文献2には、上型及び下型の移動軸が同一線上になるように規制し得る胴型、成形面に密着したガラス成形体を、ガラス成形体の周縁部と接触することで離型させる強制離型手段、及び強制離型手段がガラス成形体の周縁部と接触し、ガラス成形体を成形面から剥離するように、前記強制離型手段を上型または下型に対して相対的に移動させるための移動手段を有する成形装置が開示されている。
【0007】
【特許文献1】特開平11-49523号公報
【特許文献2】特開2001-192215号公報
【0008】
【発明が解決しようとする課題】
特許文献1に記載の方法では、スリーブ(強制離型手段)が、上型と下型の相対的な位置を規制し、上下型の軸ズレの防止をはかっている。しかしながら、スリーブは、上型との相対的移動によってガラス成形体を落下させる(強制離型)機能をあわせもつので、上型とは摺動可能なクリアランスを介して支持されている。また、下型もスリーブとの間にも摺動可能なクリアランスが存在し、この摺動によって下型が上型に接近することができる。この2重の摺動可能なクリアランスは上下型の同軸性を下げ、結果として成形されたレンズに光軸ズレ(ティルト、ディセンタ)が起きやすい。成形を繰り返すことによって摺動クリアランスは広がるため、さらに光軸ズレが劣化する。
【0009】
特許文献2においては、強制離型手段を、上下型をガイドするスリーブとは別に設け、機能を分離したことで、上記の問題の解決を図っている。即ち、上下型は、図5(特許文献2の図8に相当する)に示すようにスリーブ32によって相対位置を規制され、スリーブに対して摺動するのは下型のみである。そのため、上下型ともにスリーブに対して摺動する特許文献1の場合より、上下型の軸ズレは抑えられる。しかしながら、上型成形面の周囲に強制離型手段を配置したため、スリーブが上型を規制する接触面が、成形面と非常に遠い位置となり、スリーブにわずかな傾きが生じた場合でも、上下型の軸ズレ、すなわち、レンズのディセンタは大きくなってしまう。このような光学素子を、例えば、レーザー光学系用のレンズに用いると、コマ収差不良となる。
【0010】
本発明は、要求される成形精度が極めて高い光学素子であっても、その精度を維持した上で、確実に、安定して成形後の離型を行うことができる、製造装置及び方法を提供することを目的とする。特に、偏心精度を向上する(ディセンタ、及びティルトを抑止する)効果に優れた成形装置及び方法を提供することを目的とする。また、本発明は、成形のサイクルタイムを短くして生産性を向上することができる製造装置及び方法を提供することも目的とする。
【0011】
【課題を解決するための手段】
上記課題を解決するための本発明は以下の通りである。
(1)対向する成形面を有し、相互に離間及び接近が可能な上型及び下型を備えるプレス成形装置において、
上型と下型が相互に接近したとき、上型の成形面及び下型の成形面の外周を包囲し、かつ上型と下型の軸が同一線上になるように上型及び下型を規制するスリーブを備え、
上型又は下型は、成形面の外周に、上型と下型が相互に接近したときにスリーブと接触して規制を受けるガイド部と、スリーブと接触しない非ガイド部とを有し、
プレス成形後、上型と下型が離間したときに、非ガイド部に接近することにより、成形面に密着しており、かつ非ガイド部から張り出したプレス成形体の周縁部の少なくとも一部と接触してプレス成形体を離型させるための強制離型手段を備えたことを特徴とする前記装置。
(2)前記上型が成形面の外周に、前記ガイド部と非ガイド部を有し、かつ前記強制離型手段は、上型成形面に密着したプレス成形体を離型させるためのものであることを特徴とする(1)に記載の装置。
(3)プレス成形後に上型と下型が離間する動きに連動して、前記強制離型手段を上型に対して相対的に移動させるための移動手段を更に有する、(2)に記載の装置。
(4)前記上型が有するガイド部は円弧を形成し、かつ前記スリーブの内周は円筒形状を有し、上型及び下型が接近するときに、前記ガイド部が前記スリーブと接触してガイドされることによって、上型と下型の軸が同一線になるよう規制されることを特徴とする、(2)または(3)に記載の装置。
(5)対向する成形面を有し、相互に離間及び接近が可能な上型及び下型と、
上型及び下型の成形面外周を包囲して上下型の位置規制をするスリーブと、
プレス成形後、いずれかの成形面に密着したプレス成形体がある場合、その外縁部の少なくとも一部と接触することによって、プレス成形体を離型させる強制離型手段とを備えるプレス成形装置に、
成形素材を供給し、成形素材が加熱により軟化した状態でプレス成形することを含むプレス成形体の製造方法において、
前記プレス成形装置は、上型又は下型が、成形面の外周に、上型と下型が相互に接近したときスリーブに接触するガイド部と、スリーブに接触しない非ガイド部とを有し、スリーブは、プレス成形のために上型と下型とを接近させるとき、上型と下型の軸が同一線上になるように、上型及び下型を規制し、
前記プレス成形は、成形されたプレス成形体周縁部の少なくとも一部が、成形面の前記非ガイド部から張り出すように行い、かつ
前記強制離型手段は、プレス成形後に上型と下型が離間したときに、前記非ガイド部に接近し、成形面に密着したプレス成形体がある場合、このプレス成形体の前記非ガイド部から張り出した部分と接触して、プレス成形体を離型することを特徴とする、前記製造方法。
(6)前記プレス成形体は、非ガイド部から張り出した部分がプレス成形によって生じた自由表面を含み、前記強制離型手段は、前記自由表面と接触することによりプレス成形体を離型することを特徴とする、(5)に記載の製造方法。
(7)前記上型がその成形面の外周に、ガイド部と非ガイド部とを有し、
前記強制離型手段は、上型成形面に密着したプレス成形体がある場合、このプレス成形体の前記非ガイド部から張り出した部分と接触することにより、プレス成形体を離型することを特徴とする、請求項5または6に記載の製造方法。
【0012】
【発明の実施の形態】
以下、本発明のプレス成形装置について説明する。
本発明の装置は、相互に離間及び接近が可能な上型と下型を持ち、上型及び下型は、それぞれ対向し、プレス成形素材を成形するための面(これを成形面という)を持つ。成形面は、所定の形状と面精度をもち、プレス成形体表面にその面を転写する転写面と、その周囲の非転写面を含むことができる。成形素材は、ガラス、プラスチックなどである。成形体は、光学素子、たとえばレンズであることができる。
【0013】
さらに本発明の装置は、プレス成形素材をプレス成形した後に、上下型のいずれかの成形面にプレス成形体が密着した場合、これを離型させるための強制離型手段を備える。強制離型手段は、例えば、上型の成形面に密着したプレス成形体を離型させるためには、上型の周辺に設け、下型の成形面に密着したプレス成形体を離型させるためには、下型の周辺に設ける。本発明では、上型及び下型のいずれの成形面にプレス成形体が密着した場合にも、プレス成形体を離型させられるように、上型及び下型のそれぞれに強制離型手段を設けることもできる。
【0014】
以下、実施の態様では、上型の成形面に密着したプレス成形体を離型させるために、上型成形面の周辺に強制離型手段を設けた装置について、成形素材としてガラスを用いた、ガラスレンズの成形を例として説明する。
【0015】
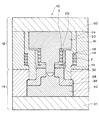
図1は、本発明の成形装置の一実施態様の構成を示す、成形型の側面の略断面図である。また図1は、上型及び離型リング(強制離型手段)を含む部分の水平断面図である図3のY方向から見た図でもある。
成形装置は、図1に示す成形型10の他、図示はされていないが、後述するように成形型の下部14を上下方向に移動するためのシリンダ又はサーボモータなどからなる搬送機構、成形型10中の所定の部材を直接又は間接に加熱するためのヒータ(例えば、高周波コイル)などを備えている。成形型10は、このような成形装置内に取り付けられる。
【0016】
成形型10の各構成部材は、細部で異なる場合を除き、略円筒状であり、上プレート60と共に所定の位置に固定された成形型上部12と、シリンダ(図示せず)により、下プレート61と共に上下方向に移動可能な成形型下部14とから構成されている。
図1では成形型上部12と成形型下部14とは、当接した状態であるが、後述するように、ガラス材料を供給するとき、及びガラスレンズを取り出すときには、離間した状態になる。
成形型上部12は、主に、中空円筒状の上母型18、上母型18と同心に位置し、その下端面にてガラス材料を押圧して成形する上型20と、上記部材と同心に位置する上スリーブ24とを備えている。更に、上型、上スリーブと同心で、上型外周を包囲する強制離型手段に相当する離型リング25が備えられている。
【0017】
成形型下部14は、その下面にてシリンダ(図示せず)に固定された下プレート61の上に、中空円筒状の下母型28と、下母型28と同心に位置し、かつ、その上端面である成形面にて、ガラス素材を受け入れるようになっている下型30と、下母型、下型と同心であって、下型成形面を包囲する下スリーブ34を備えている。
【0018】
上記上型20及び下型30が、「対向する成形面を有し、相互に離間及び接近が可能な上型及び下型」に相当する。
また、下スリーブ34が、「上型の成形面及び下型の成形面の外周を包囲し、上型と下型の軸が同一線上になるように規制するスリーブ」に相当する。
【0019】
中空円筒状の上母型18は、その内側に、上型20、および上スリーブ24を収容するようになっており、また、その内周面で、上スリーブ24の外周面と当接している。さらに上母型18の下面は、ガラス素材の押圧時(成形時)に、下母型28の上面と当接するようになっている(図1は当接した状態を示す)。また、上型20の下端面は成形面であり、その形状は、所望のガラス成形体の一方の面形状に基づいて加工されている。
【0020】
上スリーブ24には、半径方向外側に突出した突出部44が設けられ、突出部の下面と、上母型18の半径方向内側に突出した突出部19との間にバネ2が配置されている。これにより、上スリーブ24は、上方に付勢され、上プレート60の下面に当接することにより鉛直性を維持する。さらに、上スリーブ24は、離間していた上型と下型とが接近する際、後述する下スリーブ34と下母型28とが形成するドーナツ状の穴部に嵌入し、かつ、嵌入の際に、その内周面が、下スリーブ34の外周面と接触する。(尚、後述するが、上下型が更に接近してプレス成形が行われるときは、上型20は、成形面近傍で下スリーブ34により、より精度高くガイドされる。)
【0021】
下型30は、下母型28の内周面により位置決めされている。下型30の上端面は、成形面であり、その形状は、所望のガラス成形体の他方の面形状に基づいて加工されている。
【0022】
上記成形型10のうち、上型20、下型30および上スリーブ24、下スリーブ34は、たとえば、Mo、W等の金属、WC(超硬合金)、炭化ケイ素、ケイ素、窒化ケイ素、酸化アルミニウムや炭化チタンのサーメットであることができ、これらの表面に耐酸化性、耐久性及び耐融着性の向上等を目的として保護膜が形成さていることが好ましい。保護膜としては、Pt、Rh、Au、Re、Os、Ir等を含む貴金属材料からなる薄膜、硬質炭素膜、ダイヤモンドライクカーボン等の炭素系薄膜、SiC、Si3N4、炭化チタン、窒化チタン、アルミナ等のセラミックス材料及びこれらの複合材料等からなる薄膜が適用できる。保護膜は、例えば、スパッタリング法、イオンプレーティング法、CVD法等により形成でき、単層膜または異なる材料からなる多層膜であってもよい。特に、上型、下型の成形面は、CVD法による炭化ケイ素を形状加工した後、イオンプレーティング法等によりi−カーボン膜等の非晶質及び/又は結晶質のグラファイト、及び/又はダイヤモンドの単一成分層又は混合層からなる炭素膜を形成したものが好ましい。その理由は、成形型温度を比較的高温にして成形しても、融着が起こらないこと及び、離型性がよいため比較的高温で容易に離型できることによる。尚、上母型18、下母型28は、たとえば、金属製であることができる。好ましくは、上母型18、下母型28は、タングステン合金などの素材であり、高周波コイルの誘導を受けて発熱するものが用いられる。
【0023】
本発明のガラス成形体製造装置は、プレス成形後に成形面に密着した「プレス成形体の周縁部の少なくとも一部と接触することによってプレス成形体を離型させるための強制離型手段」を有し、図1に示す装置では、離型リング25が強制離型手段に相当する。
【0024】
本発明のガラス成形体製造装置は、上型と下型が離間する動きに連動して、さらに強制離型手段を上型または下型(図1に示す態様では上型)に対して相対的に移動させるための移動手段を有することができ、図1に示す装置では、バネ1が移動手段に相当する。
【0025】
強制離型手段は、成形面に密着したガラス成形体を、ガラス成形体の周縁部の少なくとも一部と接触することで離型させる。この接触は後述するように、移動手段の作用により、強制離型手段を上型に対して相対的に移動させ、強制離型手段と接触したガラス成形体が成形面から剥離するように行うことができる。即ち、前記強制離型手段は、プレス成形の後、ガラス成形体が成形面から剥離する程度の距離を、上型に対して相対的に移動する。また、強制離型手段は、上型と下型とがガラス素材をプレスするために接近した際に、下型により直接的または間接的に押し上げられて退避し、加圧により形成されたガラス成形体との非接触状態となり得るものであることができる。これにより、ガラス成形体の成形を妨げることがない。そして、ガラス成形体を離型する為に上型と下型とが離間したときに初めてガラス成形体は強制離型手段と接触して成形面から剥離される。
【0026】
本態様で説明する強制離型手段は、上型成形面に密着したガラス成形体を、ガラス成形体の周縁部の少なくとも一部と接触することで離型させるためのものである。強制離型手段は、例えば、リング状であり、かつ上型成形面に密着したガラス成形体の周縁部の少なくとも一部と接触し得るように上型に外嵌されているものであることができる。
【0027】
移動手段は、上型と下型とが離間する際に、強制離型手段がガラス成形体の周縁部の少なくとも一部と接触し、かつガラス成形体を成形面から剥離するように、強制離型手段を上型に対して相対的に移動させるためのものである。強制離型手段が上型成形面に密着したガラス成形体を離型させるためのものである場合、移動手段は、強制離型手段が下型により直接的または間接的に押し上げられることで圧縮されて付勢力を蓄える付勢手段であることができる。下型による強制離型手段の押し上げは、ガラス素材を加圧する際に、上型と下型とが接近し、それとともに強制離型手段も下型と接近することで起こる。強制離型手段の下型による押し上げは、成形装置の構造(構成部材)に応じて、下型と当接しながら直接行うことも、下スリーブ等を介して間接的に行うこともできる。このような付勢手段は、上型と下型とが離間する際に、強制離型手段を下型に追動させることができ、この追動の途中で、上型成形面に密着したガラス成形体と接触し、これを成形面から剥離することができる。
【0028】
上記付勢手段、例えば、スプリング、棒状バネ、板バネ等の弾性体であることができる。移動手段は付勢手段以外の手段であることもできる(例えばサーボモータ等、離型手段に上下位置の変位を与える機構を設けてもよい)が、上記のような付勢手段とすることで、取付や装置の構成を簡素化できるという利点がある。強制離型手段は、耐熱性素材、例えばSUS(ステンレス鋼)やタングステン合金等で構成することができる。また、付勢手段は、耐熱性素材、例えばジルコニア等のセラミックスや金属からなる弾性体であり得る。
【0029】
図1に示すとおり、本態様では、バネ1が付勢手段である。バネ1は上型20と離型リング25の間に巻回され、その上端が、上型20のフランジ部下面に接し、下端が、離型リング25に接している。このため、離型リング25は、上型から下方に付勢される。
【0030】
図1及び2に示す本発明の装置では、上型は、少なくとも成形面の外周に、スリーブと接触することにより、規制を受けるガイド部とスリーブと接触しない非ガイド部とを有する。強制離型手段は、プレス成形後に上下型が離間するときに、非ガイド部に接近し、成形面周縁付近を通過する際に、成形面に密着したプレス成形体がある場合、その周縁部と接触してこれを離型させることができる。
【0031】
図1に示す成形型10では、強制離型手段である離型リング25は、上型20の成形面に密着した成形体を離型するために上型20の外周辺に配置される。そして、上記ガイド部及び非ガイド部は、上型20の成形面外周に設けられる。図1に示すように、上下型が接近したときには、上型20の成形面外周が下スリーブ34の内周面に接触しているが、この上型20の成形面外周のうち、下スリーブ34と接している部分が、上型20のガイド部に相当する。
【0032】
図2は、図1と同様の本発明の一実施態様の構成を示す、成形型の側面の略断面図であり、図1が上型及び離型リングを含む部分の水平断面図である図3のY方向から見た図であるのに対し、図2は、X方向から見た図である。図2の右側の(a)には、プレス成形時における本装置の状態を示し、左側の(b)にはプレス後の離型時の状態を示す。
【0033】
図2の(a)に示すように、図1と同様に、上下型が接近しているときは、上型20の成形面外周を下スリーブ34の内周が包囲するが、上型20の成形面外周は下スリーブ34の内周面に接触していない。この上型20の成形面外周の下スリーブ34と接していない部分が、上型20の非ガイド部に相当する。
ここで、上下型間でプレスされたプレス成形体は、上型の非ガイド部から半径方向外側に張り出して成形される。
【0034】
図3中のr1、r2、d、R、R2は以下の寸法を意味する。
r1: ガイド部の半径
r2: 非ガイド部の中心からの距離
d: 強制離型手段である離型リング25の半径
R: レンズの半径
R2: レンズの光学機能面の半径
【0035】
より具体的には、図3に示すように、上型20の成形面外周のガイド部の水平断面は、例えば、図3(a)に示すように、半径がr1の円弧であり、下スリーブ34の内周も半径が略r1の円弧であることができる。このガイド部によって、上下型が離間または接近するとき、円弧部分がスリーブと接触し摺動しながらガイドされることによって、上型と下型の軸が同一線になるように規制される。下スリーブ34と上型ガイド部とのクリアランスは、例えば、0.5〜10μmであることが、上型の傾きや軸ズレを起こすことなく、スリーブ(ここでは下スリーブ)との相対的な上下動を行えるので好ましい。
一方、下型30は、下スリーブ34との間で相対的な上下動は行われず、両者一体であることができる。尚、成形面の加工のしやすさの点で別体として作製してもよく、図1及び2では、別体としている。
【0036】
非ガイド部は、例えば、上型成形面外周の水平断面上で、上型の中心から非ガイド部までの距離がr2である部分を有する。図3(a)に示すとおり、上型の断面中心から上型20の非ガイド部まで距離(r2)は、ガイド部の半径r1よりわずかに小さく(r2<r1)、従って、内周半径が略r1に等しい下スリーブ34の内周に非ガイド部は接触しない。
【0037】
上記のとおり、上型の成形面の外周は、水平断面において、中心からの距離がr1のガイド部と、中心からの距離がr1より小さいr2の非ガイド部を有している。ガイド部と非ガイド部は、たとえば図3(a)に示すように、2つのガイド部と2つの非ガイド部とを、それぞれ向かい合った位置に設け、上型の成形面の水平断面が小判形であることができる。上型外周の半径がr1であるガイド部は円弧を描いており、後述するとおり、成形時には、略r1の内周半径を有する下スリーブの内周面と、精度よく(横ズレや傾きを起こすことなく)接触しながら摺動する。一方、上型の断面中心からの距離がr2の非ガイド部の水平断面は、直線または曲線のいずれであってもよい。上型の成形面の外周には、図3(b)に示すように、1つのガイド部と1つの非ガイド部とを設けることや、図3(c)に示すように、3つのガイド部と3つの非ガイド部とを、交互に向かい合った位置に設けることもできる。さらに上型の上記水平断面は、図3(a)〜(c)の形以外に多角形でもよい。
【0038】
要は、成形時に、上型外周の少なくとも一部がスリーブにガイドされて、傾きや軸ズレを起こすことなく、スリーブ(ここでは下スリーブ)との相対的な上下動を行えるガイド部と、上型外周の他の一部が、ガイド部より引っ込んでおり、このため加圧されたプレス成形体の周縁部の一部を、上型成形面の外側に張り出させることができ、その部分に離型リングの接触を許容する非ガイド部とを、上型が有していれば良い。
【0039】
但し、上型の断面形状(ガイド部と非ガイド部の形状及び配置)は、上下型の間の軸ズレが防止されるためには、上型外周面のなるべく広い部分がスリーブによって案内・規制されるガイド部となるように設定することが好ましい。
【0040】
さらに、本発明の装置では、水平断面上での強制離型手段と非ガイド部との距離は、スリーブと非ガイド部との距離より小さく設定される。
図3(a)に示すように、離型リングと非ガイド部との距離(隙間)(d-r2)は、下スリーブと非ガイド部との距離(隙間) 、即ち、プレス成形体の外縁と非ガイド部との距離(R-r2)より小さい。これにより、離型リングが非ガイド部から張り出したプレス成形体周縁部と接触して成形面からプレス成形体を剥離させる。即ち、本発明の装置では、離型リングが、水平断面上で、中心からの距離がdの部分を有し、外周半径Rを有するプレス成形体をプレスする場合、R>dであれば、成形面からプレス成形体を離型できる。尚、Rとr2とは、r2+1mm ≧ R ≧ r2+0.1mmを満足することが、プレス成形体の光学機能面を必要以上に小さくすることなくかつ離型を確実に行うという観点から好ましい。
【0041】
離型リング25と上型外周との間隔は、ガイド部では、離型リング25が上型成形面とすれ違うことができる程度のクリアランスがあることが必要であり、更に、非ガイド部では、離型リング25が上型成形面と接触せずにプレス成形体の周縁部付近と接触できるように設定されることが適当である。ガイド部と離型リングとのクリアランスは、例えば、0.05〜0.5mmの範囲とすることが適当である。また、非ガイド部と離型リングとのクリアランスは、例えば、0.05〜0.3mmの範囲とすることが適当である。また、離型リング外周面と上スリーブ内周面のクリアランスは0.03〜0.2mmであることができる。
【0042】
以下、上記のように構成された成形装置の動作及び本発明の製造方法について説明する。
まず、成形型下部14が下方に下げられている状態で、成形素材(例えば、ガラス素材)を保持する治具(図示せず)により、ガラス素材が下型30の成形面上に供給される。ガラス素材は室温で供給してもよく、又は、予め所定温度に加熱した後に供給してもよい。好ましくは、予めプレスに適した粘度に加熱されたガラス素材を所定温度に予熱した成形型10に供給することができる。更に、前記ガラス素材の加熱軟化は、該ガラス素材を気流により浮上させながら行うことができる。
【0043】
ガラス素材が、その自重によって変形する程の低粘性域においては、加熱の際にガラス素材を保持する治具とガラスの融着を防止するのは非常に困難である。これに対して、治具の内部よりガスを噴出することにより、ガラス素材を気流により浮上させることで、治具面とガラス素材面の間にガスのレイヤーを形成し、その結果、治具とガラスが反応することなく、加熱軟化することができる。さらに、ガラス素材がプリフォームの場合、プリフォームの形状を維持しつつ加熱軟化することができる。また、ガラス素材がガラスゴブであり、不規則な形状で表面にシワ等の表面欠陥がある場合でも、加熱軟化しながら気流により浮上させることで、形状を整え、表面欠陥を消去することも可能である。
【0044】
ガラス素材の予熱温度はガラス素材の粘度が106〜109ポアズに相当する温度とし、上下型の成形面の温度はガラス素材の粘度が109〜1012ポアズに相当する温度であることが好ましい。
【0045】
このようにしてガラス素材が、下型30に供給され上下型とガラス素材が各々所定の適切な温度にあるとき、成形型10の成形型下部14は、シリンダ又はサーボモータ等の駆動手段(図示せず)により上昇し、成形型上部12と係合する。このとき、まず、成形型の下部14の上昇にともない、上スリーブ24の下側が、下スリーブ34と下母型28との間のドーナツ状の穴部に嵌入される。即ち、上スリーブ24の内周にガイドされ、下スリーブ34が上スリーブ24の内側に入り込む。上スリーブ24はバネ2により上プレート60に押しつけられているので、上スリーブ24の傾きを防止することができ、従って、下スリーブ34も傾くことなく、上スリーブ24の内側に入る。
【0046】
次いで、成形型下部14がさらに上方に押し上げられることにより、下スリーブ34の中に上型成形面部分が嵌入する。これにより、上下型は、ともに下スリーブ34により規制される(上型は上記ガイド部によって下スリーブ34により規制される)。しかも、上下型はその成形面に極めて近い位置で下スリーブ34によって規制され、摺動に必要なクリアランスは上型20と下スリーブ34間のみ(図1の摺動部)であるので、上型と下型とが高い同軸性で保持され、傾き(ティルト)や光軸ズレ(ディセンタ)が抑止される。
【0047】
この後、上型20の下端面である成形面と、ガラス素材とが接触し、ガラス素材が押圧される。このときに、成形型下部14は、ピストン等により例えば約100Kg/cm2程度の圧力で、ガラス素材を押圧する。
【0048】
上記プレスの際には、下スリーブ34が押し上げられることにより、離型リング25がバネ1に抗して上方に動かされる。従って、プレス中は、離型リング25は上方に退避しており、プレス成形体とは接触しない。上母型18の下端面と下母型28の上端面とが当接した状態で、プレス成形体(レンズ)の肉厚が決定される。これが図1及び図2(a)に示す状態である。
【0049】
この状態において、プレス成形体の外周半径Rは、図3(a)に示すように、r2よりは大きく、r1を超えない。従って、非ガイド部(上部成形面外周であって中心からの距離がr2である部分)において、プレス成形体の外縁部が上型の成形面よりわずかに外側に張り出す。好ましくは、プレス成形体の外周半径は、ほぼr1である。
【0050】
また、好ましくは、図4(a)に示すように、上型成形面によってプレスされたときにプレス成形体の外縁に形成される自然表面の部分(成形型の成形面に接触しない部分)またはその一部のみが、上型成形面より張り出すように、ガラス素材の量と成形装置の調整を行う。尚、図4(a)及び(b)は、プレス成形体を含む成形型の非ガイド部付近の部分断面図である。
【0051】
プレス成形体が上型成形面により押圧された部分(被転写面)は、プレス成形体(レンズ)の光学機能面より大きくすることができる。言いかえれば、半径r2以下の光学機能面を有するレンズを成形することができる。(図3(a)参照)
【0052】
次いで、図1又は図2(a)に示す状態で、成形されたレンズを、ガラスの転移点以下になるまで所定の冷却速度で冷却する。冷却速度は50℃/分以上が好ましい。
【0053】
レンズが所定の温度(たとえば、Tg付近)にまで冷却されると、成形型10の成形型下部14を下降させて、レンズを離型する。
【0054】
成形型下部14が下降するのにしたがって、成形型上部12の離型リング25が、バネ1の付勢力により、下方に動かされる。したがって、離型リング25が下降するときに、上記した、レンズL周縁部の、上型成形面非ガイド部より外に張り出している部分に接触して、上型20に貼り付いていたレンズLを、下方に押し出す。図2(b)は、離型リングによって、レンズLが上型から離型した直後の状態を示す。図2(b)中の円A内の部分の動きを図4の(a)及び(b)に示す。図4(a)は、離型リング25が下降し、レンズLの周縁部に近づいた状態であり、レンズLは上型成形面に貼りついた状態である。図4(b)は、離型リング25がさらに下降してレンズLに接触して離型させた状態である。レンズLの周縁部の自由表面部分に、離型リング25が当接し、レンズLを上型成形面から剥離させている。そして、レンズLは、図4には図示しないが、下型30上に落ちる。
図3に示すとおり、離型リングの中心からの距離がdである部分が、成形されたレンズの外周の半径Rよりもわずかに小さいため、レンズ外縁に接触し、レンズを押し下げて離型させる。
このように離型リングが、成形されるレンズの周縁部であって光学機能面の外側の部分に接触し、レンズを成形面から剥離させる。このため、レンズの光学機能面に傷がつくことはない。
【0055】
このようにして、レンズを離型した後、成形型下部14を所定の位置まで下降させて、下型30上にあるレンズを、吸着パッド(図示せず)等の取出し手段を用いて取り出す。取り出したレンズは、必要に応じて、アニールする。
【0056】
本発明の装置により成形されるプレス成形体は、例えば、光学素子であることができ、より具体的には、凹レンズ、凸レンズ、メニスカスレンズ等の非球面レンズ、シリンドリカルレンズ等の各種光学素子を挙げことができる。本発明の装置及び製造方法によって得られるプレス成形体が光学素子の場合、ディセンタが10μm以下、好ましくは、5μm以下、ティルトが2’(2分)以下とすることができる。また、本発明の装置及び製造方法によって得られるプレス成形体は、例えば、ディスク用基板等であることもできる。
【0057】
尚、上記説明では、上型に貼りついたレンズを、上型の周囲に配置された離型リングによって離型させたが、下型側に貼りついたレンズを、下型の周囲に配置された同様の手段によって離型させることも可能である。
【0058】
【発明の効果】
本発明では、成形されたレンズが確実に成形面から離型され、すなわち成形面との貼りつきが防止されるため、生産性の向上に優れた効果をもたらす。
また、本発明では、成形面を精度よく位置決めするためのスリーブと、成形面に貼りついたレンズを強制離型させるための手段(上記態様では離型リング)を、ともに成形面の近傍に配置することを可能にした。これは、成形型(上記実施の態様では上型)の成形面外周に、スリーブの規制を受けるガイド部と、離型リングの接近を許す非ガイド部を共存させたことにより達成することができた。
【0059】
仮に、従来技術のように、離型リングのみを成形面近傍に配置すれば、上型の位置規制を行うスリーブを成形面近傍に配置できず、光軸ズレ(ディセンタ)が増大する。一方、離型リングに位置規制の機能を兼用すれば、上下型双方との摺動が必要になるために、上下型の光軸ズレ(ディセンタ、ティルト)が増大する。
【0060】
本発明は、こうした課題を解決し、偏心精度が高いレンズの安定した生産を達成した。特に厳しい同軸性(偏心精度)の要求される、レーザー光を用いた光ディスク光学形などにも、有用に用いられる。
【図面の簡単な説明】
【図1】本発明の一実施態様の構成を示す、成形型の側面の略断面図である。
【図2】本発明の一実施態様の構成を示す、成形型の側面の略断面図であって、成形体を含み、プレス直後(a)及び離型時(b)の状態を示す図である。
【図3】本発明の一実施態様である成形型の、上型及び離型リングを含む部分の水平断面図である。
【図4】図2の丸の部分の拡大図である。
【図5】特許文献2の図8に相当する。
【符号の説明】
1、2 バネ
10 成形型
12 成形型上部
14 成形型下部
18 上母型
20 上型
24 上スリーブ
25 離型リング
28 下母型
30 下型
34 下スリーブ
60 上プレート
61 下プレート
L レンズ
Claims (7)
- 対向する成形面を有し、相互に離間及び接近が可能な上型及び下型を備えるプレス成形装置において、
上型と下型が相互に接近したとき、上型の成形面及び下型の成形面の外周を包囲し、かつ上型と下型の軸が同一線上になるように上型及び下型を規制するスリーブを備え、
上型又は下型は、成形面の外周に、上型と下型が相互に接近したときにスリーブと接触して規制を受けるガイド部と、スリーブと接触しない非ガイド部とを有し、
プレス成形後、上型と下型が離間したときに、非ガイド部に接近することにより、成形面に密着しており、かつ非ガイド部から張り出したプレス成形体の周縁部の少なくとも一部と接触してプレス成形体を離型させるための強制離型手段を備えたことを特徴とする前記装置。 - 前記上型が成形面の外周に、前記ガイド部と非ガイド部を有し、かつ前記強制離型手段は、上型成形面に密着したプレス成形体を離型させるためのものであることを特徴とする請求項1に記載の装置。
- プレス成形後に上型と下型が離間する動きに連動して、前記強制離型手段を上型に対して相対的に移動させるための移動手段を更に有する、請求項2に記載の装置。
- 前記上型が有するガイド部は円弧を形成し、かつ前記スリーブの内周は円筒形状を有し、上型及び下型が接近するときに、前記ガイド部が前記スリーブと接触してガイドされることによって、上型と下型の軸が同一線になるよう規制されることを特徴とする、請求項2または3に記載の装置。
- 対向する成形面を有し、相互に離間及び接近が可能な上型及び下型と、
上型及び下型の成形面外周を包囲して上下型の位置規制をするスリーブと、
プレス成形後、いずれかの成形面に密着したプレス成形体がある場合、その外縁部の少なくとも一部と接触することによって、プレス成形体を離型させる強制離型手段とを備えるプレス成形装置に、
成形素材を供給し、成形素材が加熱により軟化した状態でプレス成形することを含むプレス成形体の製造方法において、
前記プレス成形装置は、上型又は下型が、成形面の外周に、上型と下型が相互に接近したときスリーブに接触するガイド部と、スリーブに接触しない非ガイド部とを有し、スリーブは、プレス成形のために上型と下型とを接近させるとき、上型と下型の軸が同一線上になるように、上型及び下型を規制し、
前記プレス成形は、成形されたプレス成形体周縁部の少なくとも一部が、成形面の前記非ガイド部から張り出すように行い、かつ
前記強制離型手段は、プレス成形後に上型と下型が離間したときに、前記非ガイド部に接近し、成形面に密着したプレス成形体がある場合、このプレス成形体の前記非ガイド部から張り出した部分と接触して、プレス成形体を離型することを特徴とする、前記製造方法。 - 前記プレス成形体は、非ガイド部から張り出した部分がプレス成形によって生じた自由表面を含み、前記強制離型手段は、前記自由表面と接触することによりプレス成形体を離型することを特徴とする、請求項5に記載の製造方法。
- 前記上型がその成形面の外周に、ガイド部と非ガイド部とを有し、前記強制離型手段は、上型成形面に密着したプレス成形体がある場合、このプレス成形体の前記非ガイド部から張り出した部分と接触することにより、プレス成形体を離型することを特徴とする、請求項5または6に記載の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002370440A JP4118668B2 (ja) | 2002-12-20 | 2002-12-20 | プレス成形用成形装置及びそれを用いた成形体の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002370440A JP4118668B2 (ja) | 2002-12-20 | 2002-12-20 | プレス成形用成形装置及びそれを用いた成形体の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2004196636A true JP2004196636A (ja) | 2004-07-15 |
| JP4118668B2 JP4118668B2 (ja) | 2008-07-16 |
Family
ID=32766368
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002370440A Expired - Fee Related JP4118668B2 (ja) | 2002-12-20 | 2002-12-20 | プレス成形用成形装置及びそれを用いた成形体の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4118668B2 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006248869A (ja) * | 2005-03-14 | 2006-09-21 | Hoya Corp | モールドプレス成形装置、そのプレスヘッド、および光学素子の製造方法 |
| WO2008129848A1 (ja) * | 2007-03-29 | 2008-10-30 | Hoya Corporation | ガラス成形体の製造方法およびモールドプレス成形装置 |
| CN111646675A (zh) * | 2019-03-04 | 2020-09-11 | Hoya株式会社 | 冲压成型装置 |
-
2002
- 2002-12-20 JP JP2002370440A patent/JP4118668B2/ja not_active Expired - Fee Related
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006248869A (ja) * | 2005-03-14 | 2006-09-21 | Hoya Corp | モールドプレス成形装置、そのプレスヘッド、および光学素子の製造方法 |
| WO2008129848A1 (ja) * | 2007-03-29 | 2008-10-30 | Hoya Corporation | ガラス成形体の製造方法およびモールドプレス成形装置 |
| CN111646675A (zh) * | 2019-03-04 | 2020-09-11 | Hoya株式会社 | 冲压成型装置 |
| CN111646675B (zh) * | 2019-03-04 | 2023-04-07 | Hoya株式会社 | 冲压成型装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4118668B2 (ja) | 2008-07-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US6813906B1 (en) | Method and apparatus for preparation of molded glass | |
| JP5317962B2 (ja) | ガラス成形体の製造方法およびモールドプレス成形装置 | |
| JP3974200B2 (ja) | ガラス光学素子の成形方法 | |
| JP4090672B2 (ja) | プレス成形体の製造方法及び装置並びに成形型分解装置 | |
| JP5200074B2 (ja) | モールドプレス成形装置及び光学素子の製造方法 | |
| JP3674910B2 (ja) | ガラス成形体の製造方法及び装置 | |
| JP4460339B2 (ja) | モールドプレス成形装置及び光学素子の製造方法 | |
| JP4118668B2 (ja) | プレス成形用成形装置及びそれを用いた成形体の製造方法 | |
| JP3188676B2 (ja) | ガラス成形体の製造方法 | |
| JPH1149523A (ja) | ガラス成形体の製造方法及び装置 | |
| JP4094210B2 (ja) | ガラス光学素子の製造方法及びそれに用いるガラス光学素子用成形型 | |
| JP2002187727A (ja) | ガラス基板の製造方法およびガラス基板成形用金型 | |
| JP4156887B2 (ja) | ガラス成形体の製造方法 | |
| JP2000001322A (ja) | 光学素子成形装置および光学素子の製造方法 | |
| JPH1129333A (ja) | ガラス光学素子用プレス成形装置及びガラス光学素子の成形方法 | |
| JP3149150B2 (ja) | 光学素子の製造方法およびガラスレンズ、そのブランク材の成形方法 | |
| JP2005281053A (ja) | モールドプレス用成形装置、光学素子の製造方法及び光学素子 | |
| JP2952185B2 (ja) | ガラス光学素子の成形方法 | |
| JP2000313627A (ja) | 光学素子の成形方法 | |
| JP3950434B2 (ja) | ガラス成形体の製造方法 | |
| JP2000319026A (ja) | ガラス基板成形用金型、ガラス基板の製造装置、ガラス基板の製造方法及び磁気ディスク用ガラス基板 | |
| JP3753415B2 (ja) | ガラス光学素子の成形方法 | |
| JPH07267656A (ja) | 光学素子成形装置 | |
| WO2013024891A1 (ja) | ガラスモールド用の成形金型、光学素子の製造方法、及び光学素子 | |
| JP4094587B2 (ja) | ガラス光学素子の成形方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050418 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20080305 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20080415 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20080423 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4118668 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110502 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120502 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130502 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140502 Year of fee payment: 6 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |