JP2004197812A - 高圧ガス貯蔵容器 - Google Patents
高圧ガス貯蔵容器 Download PDFInfo
- Publication number
- JP2004197812A JP2004197812A JP2002366219A JP2002366219A JP2004197812A JP 2004197812 A JP2004197812 A JP 2004197812A JP 2002366219 A JP2002366219 A JP 2002366219A JP 2002366219 A JP2002366219 A JP 2002366219A JP 2004197812 A JP2004197812 A JP 2004197812A
- Authority
- JP
- Japan
- Prior art keywords
- pressure gas
- gas storage
- storage container
- fiber
- base
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images





Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/30—Hydrogen technology
- Y02E60/32—Hydrogen storage
Landscapes
- Filling Or Discharging Of Gas Storage Vessels (AREA)
- Pressure Vessels And Lids Thereof (AREA)
Abstract
【課題】ライナー1の外周面に繊維強化樹脂層2を積層して形成される高圧ガス貯蔵容器11に対して、口金部3付近の繊維強化樹脂層中の強化繊維に発生する応力を低減させることにより、70MPa以上の運用圧力が確保できる高圧ガス貯蔵容器を提供すること。
【解決手段】本発明の高圧ガス貯蔵容器11は、気密性を有する容器本体1と、前記容器本体にガスを流入・流出させる口3を少なくとも1つ備える。そして、前記容器本体は、少なくともガスに直接接触するライナー1と前記ライナーの外側周囲に配された繊維強化樹脂層2とから構成し、前記口金部3に補強構造4を有するものである。
【選択図】図1
【解決手段】本発明の高圧ガス貯蔵容器11は、気密性を有する容器本体1と、前記容器本体にガスを流入・流出させる口3を少なくとも1つ備える。そして、前記容器本体は、少なくともガスに直接接触するライナー1と前記ライナーの外側周囲に配された繊維強化樹脂層2とから構成し、前記口金部3に補強構造4を有するものである。
【選択図】図1
Description
【0001】
【発明の属する技術分野】
本発明は、高圧状体のガス貯蔵する高圧ガス貯蔵容器のうち、ガス出入り口である口金部付近の繊維強化樹脂層中の強化繊維に発生する応力を低減し、高圧に耐えうる最適な補強構造を有する高圧ガス貯蔵容器に関する。
【0002】
【従来の技術】
近年、自動車メーカー各社で燃料電池車の開発が急速に進めら、開発にあたり種々の課題が山積されているが、特に燃料源となる純水素の補給・貯蔵方法が最も難しい課題の一つに挙げられている。
この純水素の貯蔵については、容器を含む総重量・設置スペース・安全性などの課題を解決する必要があり、種々の方法が検討されている。一例として高圧ガス貯蔵容器、水素吸蔵合金、液体水素、ケミカルハイドライド、カーボンナノチューブなどがあるが、この中で最も本命視されているのが高圧ガス貯蔵容器である。
【0003】
高圧ガス貯蔵容器の各容器メーカーは、軽量化・省スペースの観点から、繊維強化材料を適用したものを開発中であるが、現在のところ、その容器の運用充填圧力レベルの最大値は35MPaと低く、また、容量も約100リットルと低いため、実走行距離は約300kmまでしか耐えられず、1回の水素補給で要求されている望ましい実走行距離の約500kmには到底耐えられるものではない。この実走行距離を伸ばすためには、充填できる水素量を増加させることが必要であり、そのためには容器の運用充填圧力レベルの引上げが必要となる。
【0004】
しかし、繊維強化樹脂層中の強化繊維積層設計など、従来技術の応用で対応することは難しく、各容器メーカとも苦心している状況である。具体的には、高圧充填下では容器の変形状態が異なり、ガス出入り口の口金部が周方向に変形するため、低充填圧力容器と同様の積層設計では口金部の繊維強化樹脂層中の強化繊維に高い応力が発生し、口金部から破壊に至る可能性が非常に高い。そこで、一般的な対策として、口金部における強化繊維の積層数を増し、補強することが考えられるが、例えば通常用いられるフィラメントワインディング法ではこれにより胴部の積層数も同時に増加するため、胴部と口金部の応力バランスはあまり変化せず、結果として胴部の積層がオーバースペックとなり、コストが増大してしまうことになる。また、口金部の強化繊維の積層数を増加すると、結果的に口金部の軸心方向長さが増すため、外観や設置スペース上好ましくない。このような口金部の問題点の解消策として、文献1には、タンク内部にタンク軸心に沿った方向に軸を配置して両端に位置する口金を相互に繋ぐことで口金部破壊を防ぐ方法を提案しているが、これは軸方向の変形を押さえることにより破壊を防ごうとするものであり、高圧充填下の周方向の変形には効果的ではない。
【0005】
このように、運用充填圧力が例えば70MPa以上となる高充填圧力容器の場合、口金部の構造が重要となり、低充填圧力容器の設計をそのまま適用することはできないという問題がある。
【0006】
【文献1】
特開平9-112796号公報(5頁、第1図)
【0007】
【発明が解決しようとする課題】
本発明は、上記従来技術の問題点を解消し、高圧ガスの出入り口の口金部付近の繊維強化樹脂層中の強化繊維に発生する応力を低減させ、運用充填圧力が70MPa以上の高圧力充填が可能な高圧ガス貯蔵容器を提案することを目的とする。
【0008】
【課題を解決するための手段】
上記課題を達成するために、本発明の高圧ガス貯蔵容器は、気密性を有する容器本体と、前記容器本体に高圧ガスを流入・流出させる口を少なくとも1つ備え、前記容器本体が、少なくとも高圧ガスに直接接触するライナーと、前記ライナーの外周面に配された繊維強化樹脂層とから構成される高圧ガス貯蔵容器であって、前記口金部の外周面に補強構造を有することを特徴とするものである。
【0009】
【発明の実施の形態】
以下、本発明の一実施例の図面を用いて、本発明の内容を説明する。
【0010】
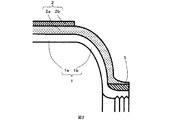
図1は本発明の高圧ガス貯蔵容器11の一部破断部を有する全体図である。図1において、1は高圧ガス貯蔵容器11の内層をなすガスバリア性を有するライナーであり、円筒状の胴部1aと、その両端を閉鎖する湾曲面状の鏡部1bとから形成されている。2は繊維強化樹脂層であり、強化繊維が両端の鏡部1bにかかるように軸方向にヘリカル巻きされたヘリカル層2aと、強化繊維が胴部1aの周りに軸回り方向にフープ巻きされたフープ層2bとを含み、強化繊維はマトリックス樹脂で含浸固定されている。3は口金部であり、容器完成後には充填ガスを流入・流出させる口となり、さらに圧力計やバルブなどの付属品が取り付けられる場合もある。4が本発明の特徴である口金部補強構造の一例である。
【0011】
図2〜6は本発明の特徴である口金部補強構造の具体例の部分拡大図である。図2〜5は口金部補強構造としてリングを採用したものであり、図2は金属製リング5、図3は繊維強化樹脂層製リング6、図4は口金部補強構造外側のライナー1と接する側に周方向の溝7aを有するリング7、図5はライナー形状に沿うリブ8aを設けたリング8である。図6は直接口金部に口金部軸周り方向にフープ巻きで積層した繊維強化樹脂層9を口金部補強構造として採用したものである。
【0012】
これら種々の口金部補強構造を各図面に従って説明する。
【0013】
図2の金属製リング5は、以下に述べる材料によって作られるものである。
【0014】
低炭素鋼材、中炭素鋼材、高炭素鋼材などの炭素鋼、高張力鋼材、機械構造用マンガン鋼鋼材、マンガンクロム鋼鋼材などのマンガン鋼、ニッケルクロムモリブデン鋼鋼材、クロムモリブデン鋼鋼材などのクロムモリブデン鋼、ステンレス鋼鍛鋼品、ステンレス鋼棒、熱間圧延ステンレス鋼板および鋼帯、冷間圧延ステンレス鋼板および鋼帯などのステンレス鋼である。また、本材料そのものを適用しても良いし、炭素鋼に対しては、焼きなまし、焼きならし、マンガン鋼に対しては、焼きならし、焼き入れ焼きもどし、クロムモリブデン鋼に対しては、焼き入れ焼きもどし、ステンレス鋼に対しては固溶化処理を施した材料を適用しても良い。金属製リング5の製造方法としては、プレス加工、絞り加工、曲げ加工と切削加工や溶接加工を組み合わせた加工方法を選定することが多く、生産性や寸法精度の観点からプレス加工や絞り加工と切削加工や溶接加工の組み合わせが好ましい。
【0015】
図3の繊維強化樹脂製リング6は、強化繊維6aとマトリックス樹脂6bにより構成されている。本発明に適用できる強化繊維6aとしては、ガラス繊維、炭素繊維、アラミド繊維などを例示できる。曲げ特性、強度の観点から、強化繊維単体の引張弾性率が50GPa〜700GPaのものが好ましく、比剛性の観点をも考慮すると、200GPa〜700GPaがより好ましく、コストパフォーマンスの観点をも考慮すると200GPa〜450GPaが最も好ましい。また、強化繊維の密度は、1.60〜3.00のものが好ましく、軽量化の観点から1.70〜2.00のものがより好ましく、コストパフォーマンスの面より1.70〜1.90のものが最も好ましい。更にまた、繊維径は、一本当たり5〜30μmのものが好ましく、取り扱い性の観点から5〜20μmのものがより好ましく、さらに軽量化の観点から、5〜10μmのものが最も好ましい。本発明の口金部補強構造は、これらの強化繊維を単体で用いても良いし、数種類の強化繊維を組み合わせて用いてもよい。その場合、軽量化や比強度、比弾性率の観点から、少なくとも、1つが炭素繊維であることが好ましい。また、強化繊維とマトリックス樹脂の割合を繊維強化樹脂層材料中の強化繊維の体積分率Vfで規定すると、剛性の観点からVf20%〜90%がこのましく、生産性や要求剛性の観点からVfが40%〜80%であることが好ましい。
【0016】
本発明に適用できるマトリックス樹脂6bとしては、熱硬化性樹脂であっても熱可塑性樹脂であってもよい。熱硬化性樹脂の場合、その主材は、エポキシ樹脂、不飽和ポリエステル樹脂、ビニルエステル樹脂、フェノール樹脂、ポリウレタン樹脂、シリコン樹脂などを例示することができ、1種類だけであっても、或いは2種類以上を混合して使用してもよい。これら熱硬化性樹脂をマトリックス樹脂に採用する場合、前記熱硬化性樹脂に適切な硬化剤や反応促進剤を添加することが可能である。熱可塑性樹脂の場合、その主材は、ポリエチレン樹脂、ポリプロピレン樹脂、ポリ塩化ビニル樹脂、ABS樹脂、ポリスチレン樹脂、AS樹脂、ポリアミド樹脂、ポリアセタール樹脂、ポリカーボネート樹脂、熱可塑性ポリエステル樹脂、PPS樹脂、フッ素樹脂、ポリエーテルイミド樹脂、ポリエーテルケトン樹脂、ポリイミド樹脂など例示でき、1種類だけであっても、或いは2種類以上を混合して使用してもよい。これら熱可塑性樹脂は単独でも、混合物でも、また共重合体であっても良い。混合物の場合には相溶化剤を併用しても良い。さらに、難燃剤として臭素系難燃剤、シリコン系難燃剤、赤燐などを加えても良い。
【0017】
繊維強化樹脂製リング6の製造方法としては、従来法のフィラメントワインディング(以下FW)法、テープワインディング(以下TW)法、シートワインディング(以下SW)法、ハンドレイアップ法、RTM法などを適用することができる。これら成形法のうち、単一の方法のみで成形してもよいし、2種類以上の成形法を組み合わせて成形しも良い。特性の発現性や生産性、成形性の観点から、FW法、TW法、SW法が好ましい。
【0018】
図4のリング7は、金属製リング7の外側のライナー1と接する側に周方向の溝7aを有するものである。ライナー1の形状によっては口金部3で巻かれるフープ巻きの強化繊維束がばらけることがあり、そうなると結果的に口金部の積層肉厚が増加し、このまま巻き続けると、繊維強化樹脂層が口金を越えてしまうことがある。溝7aを設けることでフープ巻き強化繊維束のばらけによる肉厚増加を抑えることができ、繊維強化樹脂層が口金長さを越えてしまうことを防止することができる。この溝7aの深さt(mm)はリング肉厚T(mm)と以下の関係をもつのが好ましい。
【0019】
t=α・T
ここでαは係数であり、0.01〜0.99の値をとる。製造上の観点から、0.05以上が好ましく、リング剛性の観点から、0.1以下がより好ましい。また、この溝7aの長さl(mm)はフープ巻きの積層数にもよるが、リング長さL(mm)と以下の関係をもつのが好ましい。
【0020】
l=β・L
ここでβは係数であり、0.01〜0.99の値をとる。製造上の観点から、0.03以上が好ましく、リング剛性の観点から、0.3以下がより好ましい。リング7の材料および製造方法は上述したリング5と同様でよい。
【0021】
図5のリング8は、金属製リング5にライナー1に沿うリブ8aを設けたものである。リブ8aは鏡部1bの剛性が足りない場合に補強部材として効果を発揮するものである。肉厚は外観上の観点から、10mm以内が好ましく、さらに胴部1aに近づくにつれ薄くなるのがより好ましい。長さは鏡部長さ以内なら特に規定されるものではない。リング8の材料および製造方法は上述したリング5と同様でよい。
【0022】
これらリング5〜8の外表面には、その上に巻かれる強化繊維の滑り止めとして、凹凸を設けてもよい。フライスなどで表面荒削り加工し、算術平均粗さRaで、3.2以上が好ましい。また、これらリング5〜8は、ライナーへ強化繊維を巻きつける前に口金部に取り付ける。すなわち、ライナー口金部に嵌め込み、その後、ライナーへ巻かれる強化繊維およびその後で含浸されるマトリックス樹脂によって固定する。また、金属製リングの場合は強化繊維を巻きつける前に焼きバメにより強固に固定することが可能である。
【0023】
図6の口金部補強構造9は、リング5〜8のようにリングを別体として製造せず、口金部に直接強化繊維を巻きつけ、口金部補強構造としたものである。材料は図3で説明したものと同様であり、ライナー口金部にフープ巻きにて強化繊維を巻きつけ、マトリックス樹脂にて含浸固定し製造する。この場合、口金部補強構造9の端部型崩れを防止するために、口金にリブ10を設けることが好ましい。リブ10は口金に溶接加工して設けてもよいし、リブをもつ薄い肉厚のリングを製作し、嵌め込んで設けることも可能である。その肉厚は5mm程度あれば十分である。
【0024】
これら口金部補強構造5〜9の剛性としては、曲げこわさ(EI)で2×10+8GPa・mm4以上が好ましく、肉厚Tは材料の剛性によるが10mm〜20mmが好ましく、外観の観点から、15mm以下することがより好ましい。そのため、材料剛性は200GPa以上が好ましい。長さLは、外観の観点から、ライナー口金と同じ長さが好ましい。
【0025】
このようにして口金部補強構造を有し、基本的な剛性、強度における設計によって製作された高圧ガス貯蔵容器に対して、その外装面に種々の塗装や装飾、金属メッキを施してもよく、また落下衝撃特性を向上させるために樹脂材料や金属材料で成形されたカバーを取り付けても良い。これら容器の外装面に設置することができる塗装や装飾や金属メッキやカバーなどの厚みや範囲、形状は特に限定されるものではない。
【0026】
【実施例】
次に実施例および比較例を示す。
【0027】
(実施例1)
本実施例では、図4に示す口金部補強構造として溝付きステンレス製リング7を採用した高圧ガス貯蔵容器を製作した。
【0028】
まず、容器本体として、ライナー1の直径380mm、その胴部長さ950mmの内容量100リットルのものを製造した。ライナー1は、アルミニウム合金6061-T6製でスピニング加工により製造し、胴部厚みは3mm、ガス流入出口は両端に各1個とした。溝付きステンレス製リング7は、SUS420をT:10mm、t:1mm、L:38mm、l:10mmとなるようにに切削加工し、焼きバメにより、口金部3に固定した。繊維強化樹脂層2として東レ(株)製炭素繊維“トレカ”M30S−18K−50Cからなる強化繊維にJER(株)製“エピコート”828のマトリックス樹脂を含浸させたものを、FW法によりフープ巻付角89度、ヘリカル巻付角10度でワインディングして被覆した。
【0029】
この高圧ガス貯蔵容器に対して、一方の口に栓をし、もう片方の口に水圧ポンプの加圧口を接続し、水圧により、最小破壊ガス充填圧力175MPaをかけた結果、口金部3付近の繊維強化樹脂層中の強化繊維に発生する応力は、ひずみゲージで測定した表層値から補間し算出したところ、最大1794MPaとなり、繊維強度規格を下回り、破壊には至らなかった。
【0030】
(実施例2)
実施例は、図4の溝付きステンレス製リング7に代えて、炭素繊維強化樹脂製リング6を口金部補強構造として採用したもので、その詳細図は図3のとおりである。実施例1と異なる点は上記した口金部補強構造のみであり、その他の構成は同様であり、図3中における符号1および2は図4と同じものである。炭素繊維強化樹脂製リング6を構成する各材料は、上述したライナー補強用繊維強化樹脂層2のそれぞれと同様であり、6aが強化繊維、6bがマトリックス樹脂である。このような材料により、FW法によりフープ巻きにて肉厚10mmの炭素繊維強化樹脂製パイプを製造し、長さ38mmに切り出すことで炭素繊維強化樹脂製リング6とし、口金部3にFW法により固定した。
【0031】
この高圧ガス貯蔵容器に対して、実施例1と同様の試験方法で最小破壊ガス充填圧力175MPaまで加圧したところ、口金部の繊維強化樹脂層中の強化繊維に発生する応力は最大1770MPaとなり、実施例1と同様に繊維強度規格を下回り、破壊には至らなかった。また、実施例1よりも口金部の繊維強化樹脂層中の強化繊維に発生する応力を低減することができた。
【0032】
(実施例3)
本実施例は、図3の炭素繊維強化樹脂製リング6に代えて、口金部に直接強化繊維を巻きつけたものを口金部補強構造9としたもので、その詳細図は図6のとおりである。実施例2と異なる点は上記した口金部補強構造と端部崩れ防止のリブ10であり、その他の構成は同様である。また、図6中における符号1および2についても図3と同様の部材を用いている。まず、容器本体の口金部3には、肉厚5mmのアルミニウム板を溶接することにより、リブ10を形成した。口金部補強構造9の材料は実施例2と同様であり、9aが強化繊維、9bがマトリックス樹脂で、ライナー1の外周面に繊維強化樹脂層2を巻き付ける前にFW法にて口金部用に89度に巻き角度を変更することにて形成した。
【0033】
この高圧ガス貯蔵容器に対して、実施例2と同様の試験方法で最小破壊ガス充填圧力175MPaまで加圧したところ、口金部の繊維強化樹脂層中の強化繊維に発生する応力は最大1810MPaとなり、繊維強度規格を下回り、破壊には至らなかった。また、本実施例は、実施例1および2のようにリングを別工程にて製造する必要がないため、容易に製造が可能であった。
【0034】
(比較例1)
次に、容器本体の口金部3の肉厚を10mmとして口金部補強構造4のみがなく、他は実施例1で述べたのと同じ構造の容器を製作した。この容器に対し、実施例3と同様の水圧試験方法で最小破壊ガス充填圧力175MPaまで加圧しようとしたところ、100MPa加圧時点で口金部の繊維強化樹脂中の強化繊維に発生する応力が繊維強度規格となったため、試験を中止した。試験結果から、最小破壊ガス充填圧力175MPa加圧時の口金部の繊維強化樹脂層中の強化繊維に発生する応力は最大4130MPaと推定でき、このまま加圧を続行すれば繊維強度規格を上回るため破壊に至ることになる。
【0035】
上述した実施例および比較例を纏めたのが次の表1である。
【0036】
【表1】
 【0037】
【0037】
【発明の効果】
本発明の高圧ガス貯蔵容器は、高圧ガス容器本体の口金部に、リングや繊維強化樹脂層からなる口金部補強構造を設けたので、口金部付近の繊維強化樹脂層中の強化繊維に発生する応力を低減することができ、その結果高圧に耐えうる高圧ガス貯蔵容器を製造することができる。
【図面の簡単な説明】
【図1】本発明の高圧ガス貯蔵容器の一部破断面を有する全体図である。
【図2】口金部補強構造として金属製リングを取り付けた本発明の高圧ガス貯蔵容器の口金部断面図である。
【図3】口金部補強構造として繊維強化樹脂層製リングを取り付けた本発明の高圧ガス貯蔵容器の口金部断面図である。
【図4】口金部補強構造として周方向に溝を設けた金属製リングを取り付けた本発明の高圧ガス貯蔵容器の口金部断面図である。
【図5】口金部補強構造としてライナー形状に沿うリブを設けた金属製リングを取り付けた本発明の高圧ガス貯蔵容器の口金部断面図である。
【図6】口金部補強構造として直接口金部に繊維強化樹脂層を口金部周方向へフープ積層した本発明の高圧ガス貯蔵容器の口金部断面図である。
【符号の説明】
1 :ライナー
1a :ライナー胴部
1b :ライナー鏡部
2 :繊維強化樹脂層
2a :ヘリカル巻き繊維強化樹脂層
2b :フープ巻き繊維強化樹脂層
3 :口金部
4 :口金部補強構造
5 :口金部補強構造(金属製リング)
6 :口金部補強構造(繊維強化樹脂層製リング)
6a :口金部補強構造6を構成する強化繊維
6b :口金部補強構造6を構成するマトリックス樹脂
7 :口金部補強構造(溝を設けた金属製リング)
8 :口金部補強構造(リブを設けた金属製リング)
9 :口金部補強構造(口金部に繊維強化樹脂層を口金部周方向へフー プ積層した補強構造)
9a :口金部補強構造9を構成する強化繊維
9b :口金部補強構造9を構成するマトリックス樹脂
10 :口金端部に設けたリブ
11 :高圧ガス貯蔵容器
【発明の属する技術分野】
本発明は、高圧状体のガス貯蔵する高圧ガス貯蔵容器のうち、ガス出入り口である口金部付近の繊維強化樹脂層中の強化繊維に発生する応力を低減し、高圧に耐えうる最適な補強構造を有する高圧ガス貯蔵容器に関する。
【0002】
【従来の技術】
近年、自動車メーカー各社で燃料電池車の開発が急速に進めら、開発にあたり種々の課題が山積されているが、特に燃料源となる純水素の補給・貯蔵方法が最も難しい課題の一つに挙げられている。
この純水素の貯蔵については、容器を含む総重量・設置スペース・安全性などの課題を解決する必要があり、種々の方法が検討されている。一例として高圧ガス貯蔵容器、水素吸蔵合金、液体水素、ケミカルハイドライド、カーボンナノチューブなどがあるが、この中で最も本命視されているのが高圧ガス貯蔵容器である。
【0003】
高圧ガス貯蔵容器の各容器メーカーは、軽量化・省スペースの観点から、繊維強化材料を適用したものを開発中であるが、現在のところ、その容器の運用充填圧力レベルの最大値は35MPaと低く、また、容量も約100リットルと低いため、実走行距離は約300kmまでしか耐えられず、1回の水素補給で要求されている望ましい実走行距離の約500kmには到底耐えられるものではない。この実走行距離を伸ばすためには、充填できる水素量を増加させることが必要であり、そのためには容器の運用充填圧力レベルの引上げが必要となる。
【0004】
しかし、繊維強化樹脂層中の強化繊維積層設計など、従来技術の応用で対応することは難しく、各容器メーカとも苦心している状況である。具体的には、高圧充填下では容器の変形状態が異なり、ガス出入り口の口金部が周方向に変形するため、低充填圧力容器と同様の積層設計では口金部の繊維強化樹脂層中の強化繊維に高い応力が発生し、口金部から破壊に至る可能性が非常に高い。そこで、一般的な対策として、口金部における強化繊維の積層数を増し、補強することが考えられるが、例えば通常用いられるフィラメントワインディング法ではこれにより胴部の積層数も同時に増加するため、胴部と口金部の応力バランスはあまり変化せず、結果として胴部の積層がオーバースペックとなり、コストが増大してしまうことになる。また、口金部の強化繊維の積層数を増加すると、結果的に口金部の軸心方向長さが増すため、外観や設置スペース上好ましくない。このような口金部の問題点の解消策として、文献1には、タンク内部にタンク軸心に沿った方向に軸を配置して両端に位置する口金を相互に繋ぐことで口金部破壊を防ぐ方法を提案しているが、これは軸方向の変形を押さえることにより破壊を防ごうとするものであり、高圧充填下の周方向の変形には効果的ではない。
【0005】
このように、運用充填圧力が例えば70MPa以上となる高充填圧力容器の場合、口金部の構造が重要となり、低充填圧力容器の設計をそのまま適用することはできないという問題がある。
【0006】
【文献1】
特開平9-112796号公報(5頁、第1図)
【0007】
【発明が解決しようとする課題】
本発明は、上記従来技術の問題点を解消し、高圧ガスの出入り口の口金部付近の繊維強化樹脂層中の強化繊維に発生する応力を低減させ、運用充填圧力が70MPa以上の高圧力充填が可能な高圧ガス貯蔵容器を提案することを目的とする。
【0008】
【課題を解決するための手段】
上記課題を達成するために、本発明の高圧ガス貯蔵容器は、気密性を有する容器本体と、前記容器本体に高圧ガスを流入・流出させる口を少なくとも1つ備え、前記容器本体が、少なくとも高圧ガスに直接接触するライナーと、前記ライナーの外周面に配された繊維強化樹脂層とから構成される高圧ガス貯蔵容器であって、前記口金部の外周面に補強構造を有することを特徴とするものである。
【0009】
【発明の実施の形態】
以下、本発明の一実施例の図面を用いて、本発明の内容を説明する。
【0010】
図1は本発明の高圧ガス貯蔵容器11の一部破断部を有する全体図である。図1において、1は高圧ガス貯蔵容器11の内層をなすガスバリア性を有するライナーであり、円筒状の胴部1aと、その両端を閉鎖する湾曲面状の鏡部1bとから形成されている。2は繊維強化樹脂層であり、強化繊維が両端の鏡部1bにかかるように軸方向にヘリカル巻きされたヘリカル層2aと、強化繊維が胴部1aの周りに軸回り方向にフープ巻きされたフープ層2bとを含み、強化繊維はマトリックス樹脂で含浸固定されている。3は口金部であり、容器完成後には充填ガスを流入・流出させる口となり、さらに圧力計やバルブなどの付属品が取り付けられる場合もある。4が本発明の特徴である口金部補強構造の一例である。
【0011】
図2〜6は本発明の特徴である口金部補強構造の具体例の部分拡大図である。図2〜5は口金部補強構造としてリングを採用したものであり、図2は金属製リング5、図3は繊維強化樹脂層製リング6、図4は口金部補強構造外側のライナー1と接する側に周方向の溝7aを有するリング7、図5はライナー形状に沿うリブ8aを設けたリング8である。図6は直接口金部に口金部軸周り方向にフープ巻きで積層した繊維強化樹脂層9を口金部補強構造として採用したものである。
【0012】
これら種々の口金部補強構造を各図面に従って説明する。
【0013】
図2の金属製リング5は、以下に述べる材料によって作られるものである。
【0014】
低炭素鋼材、中炭素鋼材、高炭素鋼材などの炭素鋼、高張力鋼材、機械構造用マンガン鋼鋼材、マンガンクロム鋼鋼材などのマンガン鋼、ニッケルクロムモリブデン鋼鋼材、クロムモリブデン鋼鋼材などのクロムモリブデン鋼、ステンレス鋼鍛鋼品、ステンレス鋼棒、熱間圧延ステンレス鋼板および鋼帯、冷間圧延ステンレス鋼板および鋼帯などのステンレス鋼である。また、本材料そのものを適用しても良いし、炭素鋼に対しては、焼きなまし、焼きならし、マンガン鋼に対しては、焼きならし、焼き入れ焼きもどし、クロムモリブデン鋼に対しては、焼き入れ焼きもどし、ステンレス鋼に対しては固溶化処理を施した材料を適用しても良い。金属製リング5の製造方法としては、プレス加工、絞り加工、曲げ加工と切削加工や溶接加工を組み合わせた加工方法を選定することが多く、生産性や寸法精度の観点からプレス加工や絞り加工と切削加工や溶接加工の組み合わせが好ましい。
【0015】
図3の繊維強化樹脂製リング6は、強化繊維6aとマトリックス樹脂6bにより構成されている。本発明に適用できる強化繊維6aとしては、ガラス繊維、炭素繊維、アラミド繊維などを例示できる。曲げ特性、強度の観点から、強化繊維単体の引張弾性率が50GPa〜700GPaのものが好ましく、比剛性の観点をも考慮すると、200GPa〜700GPaがより好ましく、コストパフォーマンスの観点をも考慮すると200GPa〜450GPaが最も好ましい。また、強化繊維の密度は、1.60〜3.00のものが好ましく、軽量化の観点から1.70〜2.00のものがより好ましく、コストパフォーマンスの面より1.70〜1.90のものが最も好ましい。更にまた、繊維径は、一本当たり5〜30μmのものが好ましく、取り扱い性の観点から5〜20μmのものがより好ましく、さらに軽量化の観点から、5〜10μmのものが最も好ましい。本発明の口金部補強構造は、これらの強化繊維を単体で用いても良いし、数種類の強化繊維を組み合わせて用いてもよい。その場合、軽量化や比強度、比弾性率の観点から、少なくとも、1つが炭素繊維であることが好ましい。また、強化繊維とマトリックス樹脂の割合を繊維強化樹脂層材料中の強化繊維の体積分率Vfで規定すると、剛性の観点からVf20%〜90%がこのましく、生産性や要求剛性の観点からVfが40%〜80%であることが好ましい。
【0016】
本発明に適用できるマトリックス樹脂6bとしては、熱硬化性樹脂であっても熱可塑性樹脂であってもよい。熱硬化性樹脂の場合、その主材は、エポキシ樹脂、不飽和ポリエステル樹脂、ビニルエステル樹脂、フェノール樹脂、ポリウレタン樹脂、シリコン樹脂などを例示することができ、1種類だけであっても、或いは2種類以上を混合して使用してもよい。これら熱硬化性樹脂をマトリックス樹脂に採用する場合、前記熱硬化性樹脂に適切な硬化剤や反応促進剤を添加することが可能である。熱可塑性樹脂の場合、その主材は、ポリエチレン樹脂、ポリプロピレン樹脂、ポリ塩化ビニル樹脂、ABS樹脂、ポリスチレン樹脂、AS樹脂、ポリアミド樹脂、ポリアセタール樹脂、ポリカーボネート樹脂、熱可塑性ポリエステル樹脂、PPS樹脂、フッ素樹脂、ポリエーテルイミド樹脂、ポリエーテルケトン樹脂、ポリイミド樹脂など例示でき、1種類だけであっても、或いは2種類以上を混合して使用してもよい。これら熱可塑性樹脂は単独でも、混合物でも、また共重合体であっても良い。混合物の場合には相溶化剤を併用しても良い。さらに、難燃剤として臭素系難燃剤、シリコン系難燃剤、赤燐などを加えても良い。
【0017】
繊維強化樹脂製リング6の製造方法としては、従来法のフィラメントワインディング(以下FW)法、テープワインディング(以下TW)法、シートワインディング(以下SW)法、ハンドレイアップ法、RTM法などを適用することができる。これら成形法のうち、単一の方法のみで成形してもよいし、2種類以上の成形法を組み合わせて成形しも良い。特性の発現性や生産性、成形性の観点から、FW法、TW法、SW法が好ましい。
【0018】
図4のリング7は、金属製リング7の外側のライナー1と接する側に周方向の溝7aを有するものである。ライナー1の形状によっては口金部3で巻かれるフープ巻きの強化繊維束がばらけることがあり、そうなると結果的に口金部の積層肉厚が増加し、このまま巻き続けると、繊維強化樹脂層が口金を越えてしまうことがある。溝7aを設けることでフープ巻き強化繊維束のばらけによる肉厚増加を抑えることができ、繊維強化樹脂層が口金長さを越えてしまうことを防止することができる。この溝7aの深さt(mm)はリング肉厚T(mm)と以下の関係をもつのが好ましい。
【0019】
t=α・T
ここでαは係数であり、0.01〜0.99の値をとる。製造上の観点から、0.05以上が好ましく、リング剛性の観点から、0.1以下がより好ましい。また、この溝7aの長さl(mm)はフープ巻きの積層数にもよるが、リング長さL(mm)と以下の関係をもつのが好ましい。
【0020】
l=β・L
ここでβは係数であり、0.01〜0.99の値をとる。製造上の観点から、0.03以上が好ましく、リング剛性の観点から、0.3以下がより好ましい。リング7の材料および製造方法は上述したリング5と同様でよい。
【0021】
図5のリング8は、金属製リング5にライナー1に沿うリブ8aを設けたものである。リブ8aは鏡部1bの剛性が足りない場合に補強部材として効果を発揮するものである。肉厚は外観上の観点から、10mm以内が好ましく、さらに胴部1aに近づくにつれ薄くなるのがより好ましい。長さは鏡部長さ以内なら特に規定されるものではない。リング8の材料および製造方法は上述したリング5と同様でよい。
【0022】
これらリング5〜8の外表面には、その上に巻かれる強化繊維の滑り止めとして、凹凸を設けてもよい。フライスなどで表面荒削り加工し、算術平均粗さRaで、3.2以上が好ましい。また、これらリング5〜8は、ライナーへ強化繊維を巻きつける前に口金部に取り付ける。すなわち、ライナー口金部に嵌め込み、その後、ライナーへ巻かれる強化繊維およびその後で含浸されるマトリックス樹脂によって固定する。また、金属製リングの場合は強化繊維を巻きつける前に焼きバメにより強固に固定することが可能である。
【0023】
図6の口金部補強構造9は、リング5〜8のようにリングを別体として製造せず、口金部に直接強化繊維を巻きつけ、口金部補強構造としたものである。材料は図3で説明したものと同様であり、ライナー口金部にフープ巻きにて強化繊維を巻きつけ、マトリックス樹脂にて含浸固定し製造する。この場合、口金部補強構造9の端部型崩れを防止するために、口金にリブ10を設けることが好ましい。リブ10は口金に溶接加工して設けてもよいし、リブをもつ薄い肉厚のリングを製作し、嵌め込んで設けることも可能である。その肉厚は5mm程度あれば十分である。
【0024】
これら口金部補強構造5〜9の剛性としては、曲げこわさ(EI)で2×10+8GPa・mm4以上が好ましく、肉厚Tは材料の剛性によるが10mm〜20mmが好ましく、外観の観点から、15mm以下することがより好ましい。そのため、材料剛性は200GPa以上が好ましい。長さLは、外観の観点から、ライナー口金と同じ長さが好ましい。
【0025】
このようにして口金部補強構造を有し、基本的な剛性、強度における設計によって製作された高圧ガス貯蔵容器に対して、その外装面に種々の塗装や装飾、金属メッキを施してもよく、また落下衝撃特性を向上させるために樹脂材料や金属材料で成形されたカバーを取り付けても良い。これら容器の外装面に設置することができる塗装や装飾や金属メッキやカバーなどの厚みや範囲、形状は特に限定されるものではない。
【0026】
【実施例】
次に実施例および比較例を示す。
【0027】
(実施例1)
本実施例では、図4に示す口金部補強構造として溝付きステンレス製リング7を採用した高圧ガス貯蔵容器を製作した。
【0028】
まず、容器本体として、ライナー1の直径380mm、その胴部長さ950mmの内容量100リットルのものを製造した。ライナー1は、アルミニウム合金6061-T6製でスピニング加工により製造し、胴部厚みは3mm、ガス流入出口は両端に各1個とした。溝付きステンレス製リング7は、SUS420をT:10mm、t:1mm、L:38mm、l:10mmとなるようにに切削加工し、焼きバメにより、口金部3に固定した。繊維強化樹脂層2として東レ(株)製炭素繊維“トレカ”M30S−18K−50Cからなる強化繊維にJER(株)製“エピコート”828のマトリックス樹脂を含浸させたものを、FW法によりフープ巻付角89度、ヘリカル巻付角10度でワインディングして被覆した。
【0029】
この高圧ガス貯蔵容器に対して、一方の口に栓をし、もう片方の口に水圧ポンプの加圧口を接続し、水圧により、最小破壊ガス充填圧力175MPaをかけた結果、口金部3付近の繊維強化樹脂層中の強化繊維に発生する応力は、ひずみゲージで測定した表層値から補間し算出したところ、最大1794MPaとなり、繊維強度規格を下回り、破壊には至らなかった。
【0030】
(実施例2)
実施例は、図4の溝付きステンレス製リング7に代えて、炭素繊維強化樹脂製リング6を口金部補強構造として採用したもので、その詳細図は図3のとおりである。実施例1と異なる点は上記した口金部補強構造のみであり、その他の構成は同様であり、図3中における符号1および2は図4と同じものである。炭素繊維強化樹脂製リング6を構成する各材料は、上述したライナー補強用繊維強化樹脂層2のそれぞれと同様であり、6aが強化繊維、6bがマトリックス樹脂である。このような材料により、FW法によりフープ巻きにて肉厚10mmの炭素繊維強化樹脂製パイプを製造し、長さ38mmに切り出すことで炭素繊維強化樹脂製リング6とし、口金部3にFW法により固定した。
【0031】
この高圧ガス貯蔵容器に対して、実施例1と同様の試験方法で最小破壊ガス充填圧力175MPaまで加圧したところ、口金部の繊維強化樹脂層中の強化繊維に発生する応力は最大1770MPaとなり、実施例1と同様に繊維強度規格を下回り、破壊には至らなかった。また、実施例1よりも口金部の繊維強化樹脂層中の強化繊維に発生する応力を低減することができた。
【0032】
(実施例3)
本実施例は、図3の炭素繊維強化樹脂製リング6に代えて、口金部に直接強化繊維を巻きつけたものを口金部補強構造9としたもので、その詳細図は図6のとおりである。実施例2と異なる点は上記した口金部補強構造と端部崩れ防止のリブ10であり、その他の構成は同様である。また、図6中における符号1および2についても図3と同様の部材を用いている。まず、容器本体の口金部3には、肉厚5mmのアルミニウム板を溶接することにより、リブ10を形成した。口金部補強構造9の材料は実施例2と同様であり、9aが強化繊維、9bがマトリックス樹脂で、ライナー1の外周面に繊維強化樹脂層2を巻き付ける前にFW法にて口金部用に89度に巻き角度を変更することにて形成した。
【0033】
この高圧ガス貯蔵容器に対して、実施例2と同様の試験方法で最小破壊ガス充填圧力175MPaまで加圧したところ、口金部の繊維強化樹脂層中の強化繊維に発生する応力は最大1810MPaとなり、繊維強度規格を下回り、破壊には至らなかった。また、本実施例は、実施例1および2のようにリングを別工程にて製造する必要がないため、容易に製造が可能であった。
【0034】
(比較例1)
次に、容器本体の口金部3の肉厚を10mmとして口金部補強構造4のみがなく、他は実施例1で述べたのと同じ構造の容器を製作した。この容器に対し、実施例3と同様の水圧試験方法で最小破壊ガス充填圧力175MPaまで加圧しようとしたところ、100MPa加圧時点で口金部の繊維強化樹脂中の強化繊維に発生する応力が繊維強度規格となったため、試験を中止した。試験結果から、最小破壊ガス充填圧力175MPa加圧時の口金部の繊維強化樹脂層中の強化繊維に発生する応力は最大4130MPaと推定でき、このまま加圧を続行すれば繊維強度規格を上回るため破壊に至ることになる。
【0035】
上述した実施例および比較例を纏めたのが次の表1である。
【0036】
【表1】
【発明の効果】
本発明の高圧ガス貯蔵容器は、高圧ガス容器本体の口金部に、リングや繊維強化樹脂層からなる口金部補強構造を設けたので、口金部付近の繊維強化樹脂層中の強化繊維に発生する応力を低減することができ、その結果高圧に耐えうる高圧ガス貯蔵容器を製造することができる。
【図面の簡単な説明】
【図1】本発明の高圧ガス貯蔵容器の一部破断面を有する全体図である。
【図2】口金部補強構造として金属製リングを取り付けた本発明の高圧ガス貯蔵容器の口金部断面図である。
【図3】口金部補強構造として繊維強化樹脂層製リングを取り付けた本発明の高圧ガス貯蔵容器の口金部断面図である。
【図4】口金部補強構造として周方向に溝を設けた金属製リングを取り付けた本発明の高圧ガス貯蔵容器の口金部断面図である。
【図5】口金部補強構造としてライナー形状に沿うリブを設けた金属製リングを取り付けた本発明の高圧ガス貯蔵容器の口金部断面図である。
【図6】口金部補強構造として直接口金部に繊維強化樹脂層を口金部周方向へフープ積層した本発明の高圧ガス貯蔵容器の口金部断面図である。
【符号の説明】
1 :ライナー
1a :ライナー胴部
1b :ライナー鏡部
2 :繊維強化樹脂層
2a :ヘリカル巻き繊維強化樹脂層
2b :フープ巻き繊維強化樹脂層
3 :口金部
4 :口金部補強構造
5 :口金部補強構造(金属製リング)
6 :口金部補強構造(繊維強化樹脂層製リング)
6a :口金部補強構造6を構成する強化繊維
6b :口金部補強構造6を構成するマトリックス樹脂
7 :口金部補強構造(溝を設けた金属製リング)
8 :口金部補強構造(リブを設けた金属製リング)
9 :口金部補強構造(口金部に繊維強化樹脂層を口金部周方向へフー プ積層した補強構造)
9a :口金部補強構造9を構成する強化繊維
9b :口金部補強構造9を構成するマトリックス樹脂
10 :口金端部に設けたリブ
11 :高圧ガス貯蔵容器
Claims (10)
- 気密性を有する容器本体と、前記容器本体に高圧ガスを流入・流出させる口を少なくとも1つ備え、前記容器本体が、少なくとも高圧ガスに直接接触するライナーと、前記ライナーの外周面に配された繊維強化樹脂層とから構成される高圧ガス貯蔵容器であって、前記口金部の外周面に補強構造を有することを特徴とする高圧ガス貯蔵容器。
- 口金部の補強構造がリングであることを特徴とする請求項1に記載の高圧ガス貯蔵容器。
- リングが繊維強化樹脂製または金属製であることを特徴とする請求項2に記載の高圧ガス貯蔵容器。
- 口金部の補強構造が口金部周方向に積層された繊維強化樹脂層であることを特徴とする請求項1に記載の高圧ガス貯蔵容器。
- 口金部の補強構造がライナーと繊維強化樹脂層との間に配置されていることを特徴とする請求項1〜4のいずれかに記載の高圧ガス貯蔵容器。
- 口金部の補強構造が該口金部補強構造の外周側であって、かつ、ライナーと接する側に周方向の溝を有することを特徴とする請求項2〜5のいずれかに記載の高圧ガス貯蔵容器。
- 口金部の補強構造の外表面が凹凸状の粗面に形成されていることを特徴とする請求項2〜6のいずれかに記載の高圧ガス貯蔵容器。
- ライナーがアルミニューム製であることを特徴とする請求項1〜7のいずれかに記載の高圧ガス貯蔵容器。
- 繊維強化樹脂層中の強化繊維が炭素繊維またはガラス繊維であることを特徴とする請求項1〜8のいずれかに記載の高圧ガス貯蔵容器。
- 充填ガスが水素ガスであることを特徴とする請求項1〜9のいずれかに記載の高圧ガス貯蔵容器。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002366219A JP2004197812A (ja) | 2002-12-18 | 2002-12-18 | 高圧ガス貯蔵容器 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002366219A JP2004197812A (ja) | 2002-12-18 | 2002-12-18 | 高圧ガス貯蔵容器 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004197812A true JP2004197812A (ja) | 2004-07-15 |
Family
ID=32763487
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002366219A Pending JP2004197812A (ja) | 2002-12-18 | 2002-12-18 | 高圧ガス貯蔵容器 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004197812A (ja) |
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007016807A (ja) * | 2005-07-05 | 2007-01-25 | Showa Denko Kk | 圧力容器用ライナ |
| JP2009524777A (ja) * | 2006-01-25 | 2009-07-02 | ハイダック テクノロジー ゲゼルシャフト ミット ベシュレンクテル ハフツング | 加圧容器 |
| JP2009293799A (ja) * | 2009-04-28 | 2009-12-17 | Faber Industrie Spa | Cr−Mo鋼製ライナーを用いた高圧水素貯蔵用FRP容器 |
| JP2010151167A (ja) * | 2008-12-24 | 2010-07-08 | Kobe Steel Ltd | 高圧処理装置 |
| JP2017215001A (ja) * | 2016-06-01 | 2017-12-07 | サムテック株式会社 | 複合容器 |
| JP2018025287A (ja) * | 2016-08-09 | 2018-02-15 | 現代自動車株式会社Hyundai Motor Company | 高圧容器 |
| CN114719178A (zh) * | 2022-03-30 | 2022-07-08 | 中氢国储(杭州)精密制造有限公司 | 一种纤维缠绕塑料内胆高压储氢瓶结构 |
| CN114877249A (zh) * | 2022-06-08 | 2022-08-09 | 液空厚普氢能源装备有限公司 | 一种70MPa大流量加氢系统 |
| JP2023058914A (ja) * | 2021-10-14 | 2023-04-26 | トヨタ自動車株式会社 | 圧力容器 |
| CN116398803A (zh) * | 2023-04-14 | 2023-07-07 | 中材科技(成都)有限公司 | 轻量化碳纤维全缠绕气瓶及制作方法 |
| CN118056088A (zh) * | 2021-10-06 | 2024-05-17 | 法国全耐塑料新能源公司 | 具有气体阻隔金属层的v型压力容器 |
-
2002
- 2002-12-18 JP JP2002366219A patent/JP2004197812A/ja active Pending
Cited By (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007016807A (ja) * | 2005-07-05 | 2007-01-25 | Showa Denko Kk | 圧力容器用ライナ |
| JP2009524777A (ja) * | 2006-01-25 | 2009-07-02 | ハイダック テクノロジー ゲゼルシャフト ミット ベシュレンクテル ハフツング | 加圧容器 |
| JP2010151167A (ja) * | 2008-12-24 | 2010-07-08 | Kobe Steel Ltd | 高圧処理装置 |
| JP2009293799A (ja) * | 2009-04-28 | 2009-12-17 | Faber Industrie Spa | Cr−Mo鋼製ライナーを用いた高圧水素貯蔵用FRP容器 |
| JP2017215001A (ja) * | 2016-06-01 | 2017-12-07 | サムテック株式会社 | 複合容器 |
| JP6994829B2 (ja) | 2016-08-09 | 2022-01-14 | 現代自動車株式会社 | 高圧容器 |
| JP2018025287A (ja) * | 2016-08-09 | 2018-02-15 | 現代自動車株式会社Hyundai Motor Company | 高圧容器 |
| US11333300B2 (en) | 2016-08-09 | 2022-05-17 | Hyundai Motor Company | High pressure tank |
| CN118056088A (zh) * | 2021-10-06 | 2024-05-17 | 法国全耐塑料新能源公司 | 具有气体阻隔金属层的v型压力容器 |
| JP2023058914A (ja) * | 2021-10-14 | 2023-04-26 | トヨタ自動車株式会社 | 圧力容器 |
| JP7586046B2 (ja) | 2021-10-14 | 2024-11-19 | トヨタ自動車株式会社 | 圧力容器 |
| CN114719178A (zh) * | 2022-03-30 | 2022-07-08 | 中氢国储(杭州)精密制造有限公司 | 一种纤维缠绕塑料内胆高压储氢瓶结构 |
| CN114877249A (zh) * | 2022-06-08 | 2022-08-09 | 液空厚普氢能源装备有限公司 | 一种70MPa大流量加氢系统 |
| CN116398803A (zh) * | 2023-04-14 | 2023-07-07 | 中材科技(成都)有限公司 | 轻量化碳纤维全缠绕气瓶及制作方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102322373B1 (ko) | 후프층 및 헬리컬층이 와인딩된 고압용기 | |
| US8474647B2 (en) | Metallic liner with metal end caps for a fiber wrapped gas tank | |
| JP4639085B2 (ja) | 圧力容器およびその製造方法 | |
| JP5348570B2 (ja) | タンクおよびその製造方法 | |
| US7255245B2 (en) | Hybrid pressure vessel with separable jacket | |
| EP1659331B1 (en) | High-performance pressure vessel and carbon fiber for pressure vessel | |
| US9618157B2 (en) | Concentric shells for compressed gas storage | |
| US7624761B2 (en) | Tube shaped high pressure storage tank | |
| JP2004176898A (ja) | 高圧ガス貯蔵容器 | |
| US8550286B2 (en) | High-pressure container | |
| JP6994829B2 (ja) | 高圧容器 | |
| JP2004197812A (ja) | 高圧ガス貯蔵容器 | |
| JP2012149739A (ja) | 高圧タンクの製造方法、および、高圧タンク | |
| JP2010236587A (ja) | Frp圧力容器 | |
| US11105465B2 (en) | Pressure vessel | |
| JP4578068B2 (ja) | シェル用積層体及びこれを用いた圧力容器 | |
| JP2010270878A (ja) | 圧力容器構造 | |
| JP2008032088A (ja) | タンク | |
| JP2005273724A (ja) | 圧力容器 | |
| KR102322371B1 (ko) | 실린더부가 보강된 압력 용기 | |
| EP4215796B1 (en) | A pressure vessel for storing fluid | |
| JP2005113971A (ja) | 耐圧容器用ライナ | |
| JP5987279B2 (ja) | 圧力容器 | |
| JP2011106514A (ja) | 高圧タンク | |
| JP2020118288A (ja) | 水素タンク |