JP2004197826A - 溶接歪を抑えたフランジ継手 - Google Patents
溶接歪を抑えたフランジ継手 Download PDFInfo
- Publication number
- JP2004197826A JP2004197826A JP2002366747A JP2002366747A JP2004197826A JP 2004197826 A JP2004197826 A JP 2004197826A JP 2002366747 A JP2002366747 A JP 2002366747A JP 2002366747 A JP2002366747 A JP 2002366747A JP 2004197826 A JP2004197826 A JP 2004197826A
- Authority
- JP
- Japan
- Prior art keywords
- flange
- short pipe
- welding
- flange joint
- portions
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000003466 welding Methods 0.000 title claims abstract description 114
- 230000008878 coupling Effects 0.000 title abstract 4
- 238000010168 coupling process Methods 0.000 title abstract 4
- 238000005859 coupling reaction Methods 0.000 title abstract 4
- 239000000463 material Substances 0.000 claims abstract description 45
- 239000002184 metal Substances 0.000 claims abstract description 33
- 229910052751 metal Inorganic materials 0.000 claims abstract description 33
- 238000004804 winding Methods 0.000 claims description 4
- 238000007789 sealing Methods 0.000 description 23
- 238000000034 method Methods 0.000 description 5
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 4
- 229910000881 Cu alloy Inorganic materials 0.000 description 4
- 229910052802 copper Inorganic materials 0.000 description 4
- 239000010949 copper Substances 0.000 description 4
- 239000012530 fluid Substances 0.000 description 4
- 230000001419 dependent effect Effects 0.000 description 3
- 230000000694 effects Effects 0.000 description 3
- 238000010438 heat treatment Methods 0.000 description 3
- 238000003754 machining Methods 0.000 description 3
- 238000002791 soaking Methods 0.000 description 3
- 230000008646 thermal stress Effects 0.000 description 3
- 241000894006 Bacteria Species 0.000 description 2
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 2
- 239000010935 stainless steel Substances 0.000 description 2
- 229910001220 stainless steel Inorganic materials 0.000 description 2
- 238000000137 annealing Methods 0.000 description 1
- 239000011324 bead Substances 0.000 description 1
- 235000013361 beverage Nutrition 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 239000004020 conductor Substances 0.000 description 1
- 238000010894 electron beam technology Methods 0.000 description 1
- 235000013305 food Nutrition 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 230000035882 stress Effects 0.000 description 1
Images




Landscapes
- Flanged Joints, Insulating Joints, And Other Joints (AREA)
Abstract
【課題】フランジ継手の短管部の開放端に配管を溶接しても、フランジ部への熱歪みを支障のない範囲で抑えることが可能な溶接歪を抑えたフランジ継手を提供する。
【解決手段】フランジ部11、12と、フランジ部11、12の一方に一体的に連結される短管部13、14とを有し、使用にあっては短管部13、14の開放端24、25を別の配管26、27に溶接する金属製のフランジ継手10であって、短管部13、14の開放端24、25とフランジ部11、12の中間位置の周囲に、短管部13、14の母材より熱伝導性のよい金属からなる均熱材28、29を配置した。
【選択図】 図1
【解決手段】フランジ部11、12と、フランジ部11、12の一方に一体的に連結される短管部13、14とを有し、使用にあっては短管部13、14の開放端24、25を別の配管26、27に溶接する金属製のフランジ継手10であって、短管部13、14の開放端24、25とフランジ部11、12の中間位置の周囲に、短管部13、14の母材より熱伝導性のよい金属からなる均熱材28、29を配置した。
【選択図】 図1
Description
【0001】
【発明の属する技術分野】
本発明は、フランジ部が一体に設けられた短管部を、配管に溶接によって接続する場合に、フランジ部に発生する歪みを支障のない範囲で抑えることが可能なフランジ継手に関する。
【0002】
【従来の技術】
流動性食品や飲料を流す配管は、内部に流動物が溜まると時間の経過と共に腐食するので、定期的に配管を分解し、掃除を行って再度組み立てることが行われている。このような配管においては、例えば、特許文献1に記載されているようなフェルール継手を用いたサニタリー配管システムが提案されている。ところが、このような配管システムにおいては、ガスケット等のシール部材を使用しているので、その部分に細菌やバクテリアが溜まり易いという問題があった。そこで、例えば、特許文献2や特許文献3に示すようなシール部材を使用しないメタルタッチのフランジ継手が提案されている。このメタルタッチのフランジ継手においては、特許文献2の図3や特許文献3の図1に示すように、フランジ部に短管部が一体的に接合されてこの短管部の開放端に接続しようとする配管を溶接するようになっている。
【0003】
【特許文献1】
特開2000−213682号公報(図2、図3)
【特許文献2】
特許第3149390号明細書(図3)
【特許文献3】
特許第2849345号明細書(図1)
【0004】
【発明が解決しようとする課題】
しかしながら、メタルタッチのフランジ継手においては、メタルタッチを行う部分の弾性代が僅少であるので、短管部の先端で溶接を行っても、溶接による熱応力によってフランジ部が変形し、フランジ継手のシールが十分行われない場合があった。この傾向は、ステンレス材を主として使用するサニタリー配管において、顕著に発生する問題であった。
本発明はかかる事情に鑑みてなされたもので、フランジ継手の短管部の開放端に配管を溶接しても、フランジ部への熱歪みを支障のない範囲で抑えることが可能な溶接歪を抑えたフランジ継手を提供することを目的とする。
【0005】
【課題を解決するための手段】
前記目的に沿う第1の発明に係る溶接歪を抑えたフランジ継手は、フランジ部と、該フランジ部の一方に一体的に連結される短管部とを有し、使用にあっては前記短管部の開放端を別の配管に溶接する金属製のフランジ継手であって、前記短管部の開放端と前記フランジ部の中間位置の周囲に、前記短管部の母材より熱伝導性のよい金属からなる均熱材を配置している。
第1の発明に係る溶接歪を抑えたフランジ継手において、前記均熱材は、リング状となって前記短管部に溶接、ねじ止め、圧接、焼き嵌め、及び巻付けのいずれか1によって固定されているのが好ましい。また、第1の発明に係る溶接歪を抑えたフランジ継手において、前記均熱材は、前記短管部の周囲になされた肉盛溶接又は溶射された材料によって構成することもできる。これによって、溶接によって発生する熱が均熱材に伝わり、短管部の円周方向に広がるので、フランジ部の部分加熱を防止できる。なお、均熱材を構成する金属は、銅、銅合金等の熱伝導率が大きい金属を使用するのが好ましいが、母材より熱伝導率が大きければ一応の効果はある。
【0006】
第2の発明に係る溶接歪を抑えたフランジ継手は、フランジ部と、該フランジ部の一方に一体的に連結される短管部とを有し、使用にあっては前記短管部の開放端を別の配管に溶接する金属製のフランジ継手であって、前記短管部の開放端と前記フランジ部の中間位置の周囲に、前記短管部の母材より板厚が薄い薄肉部が設けられ、溶接によって発生する歪みをこの薄肉部で吸収している。
第2の発明に係る溶接歪を抑えたフランジ継手において、前記薄肉部は、前記短管部の外周に設けた、1又は複数のリング溝によって構成されているのが好ましい。これによって、溶接によって発生する熱がフランジ部に伝わるのに抵抗を与えると共に、発生する熱応力をこの部分で吸収する。
【0007】
第3の発明に係る溶接歪を抑えたフランジ継手は、フランジ部と、該フランジ部の一方に一体的に連結される短管部とを有し、使用にあっては前記短管部の開放端を別の配管に溶接する金属製のフランジ継手であって、前記短管部の長さを、前記短管部の内径の2倍以上としている。これによって、溶接部とフランジ部の距離が遠くなって、溶接熱によるフランジ部の変形が著しく減少する。なお、短管部の長さが極端に長いと、溶接時に発生する配管内側のビードの除去作業がしにくいので、前記短管部の長さを、前記短管部の内径の6倍以下、更に好ましくは4倍以下とするのがよい。
以上の第1〜第3の発明において、前記フランジ部の当接側には、先側に1又は複数のリング状のシール突起が設けられたシール機構を備え、対向する他のフランジ部のシール面と前記シール突起とのメタルタッチによって、対となるフランジ部のシールを行うようにしてもよい。
【0008】
【発明の実施の形態】
続いて、添付した図面を参照しつつ、本発明を具体化した実施の形態につき説明し、本発明の理解に供する。
ここに、図1は本発明の第1の実施の形態に係る溶接歪を抑えたフランジ継手の断面図、図2は本発明の第2の実施の形態に係る溶接歪を抑えたフランジ継手の断面図、図3は本発明の第3の実施の形態に係る溶接歪を抑えたフランジ継手の断面図、図4は本発明の第4の実施の形態に係る溶接歪を抑えたフランジ継手の断面図、図5は本発明の第5の実施の形態に係る溶接歪を抑えたフランジ継手の断面図である。
【0009】
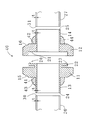
図1に示すように、本発明の第1の実施の形態に係る溶接歪を抑えたフランジ継手10は、金属製であって、対となって対向するフランジ部11、12と、フランジ部11、12にその一端部が一体的に連結された短管部13、14と、フランジ部11、12の外側テーパー部15、16に係合する内側テーパー部17、18を備え、2つ割り構造の締結金具19とを有している。なお、締結金具19は例えば、例えば、特許文献1(特開2000−213682号公報)の図3に示すように、対となる半円状のリングの片側を回動自在に連結し、このリングの他方側にねじ止め部を設けたクランプ部材を使用するのが好ましい。
【0010】
図1に示すように、対向するフランジ部11、12の当接側には、シール機構20が設けられており、フランジ部11のシール突起23とフランジ部12のシール面21とが一体となって内部を通過する流体のシールを行うようになっている。即ち、シール機構20において、フランジ部11の当接側の軸端部には弾性を有する環状の密接片部22が形成され、密接片部22の当接側の先側にリング状のシール突起23が形成されており、密接片部22が嵌入し、シール突起23がメタルタッチで当接するシール面21が、対向する他のフランジ部12の軸端部に段差状に形成されている。
【0011】
図1に示すように、溶接歪を抑えたフランジ継手10は、使用にあっては一定の板厚tの短管部13、14の開放端24、25を一定の板厚tの別の配管26、27に溶接するようになっている。溶接方法としては、TIG溶接、MIG溶接、電子ビーム溶接、レーザー溶接、プラズマ溶接等、また、手動溶接、自動溶接いずれの方法でも行うことができる。
短管部13、14の開放端24、25とフランジ部11、12の中間位置の周囲には、短管部13、14の母材(例えば、ステンレス鋼管)より熱伝導性のよい金属(例えば、鉄、銅、銅合金等)からなる断面が矩形で環状の均熱材の一例であるリング材28、29が焼き嵌め処理により設けられている。リング材28、29の熱伝導率は、短管部13、14の母材の熱伝導率より十分大きい(例えば、2倍以上)が好ましいが、母材より大きければ問題はない。
【0012】
このように、短管部13、14の母材より熱伝導性のよい金属からなるリング材28、29を、短管部13、14の開放端24、25とフランジ部11、12の中間位置の周囲に設けているので、溶接歪を抑えたフランジ継手10を使用する際、短管部13、14の開放端24、25を別の配管26、27の開放端30、31に溶接する際、溶接によって発生する熱が、熱伝導性のよいリング材28、29を介して、短管部13、14の円周方向に広がり、更に、リング材28、29によって短管部13、14の変形を防止するので、このような均熱材を設けていない短管部の場合と比較して、フランジ部11、12の部分加熱を防止できるため、溶接によるフランジ部11、12の変形歪みを抑制することができる。この結果、フランジ部11、12間のシール性が向上する。
【0013】
図2に示す本発明の第2の実施の形態に係る溶接歪を抑えたフランジ継手40は、溶接歪を抑えたフランジ継手10と比較して、断面矩形でリング状のリング材28、29の代わりに、熱伝導性のよい金属(例えば、銅、銅合金)を短管部13、14の周囲に肉盛溶接した均熱材を用いた点が異なっている。即ち、フランジ部11、12の外側テーパー部15、16の内側端に接続する垂直リング面41、42及び垂直リング面41、42に連設する部分の短管部13、14の周囲には、断面が略三角形でリング状の肉盛溶接部43、44が設けられている。なお、溶接歪を抑えたフランジ継手10と同一の構成要素については、同一の符号を付して詳しい説明を省略する。また、図2において2つ割り構造の締結金具19は省略されている。
【0014】
かかる構成によって、溶接歪を抑えたフランジ継手40においても、溶接歪を抑えたフランジ継手10と同様、短管部13、14の開放端24、25を別の配管26、27の開放端30、31に溶接する際、溶接によって発生する熱が、熱伝導性のよい肉盛溶接部43、44を介して短管部13、14の円周方向に広がるので、短管部のみの場合と比較して、フランジ部11、12の部分加熱を防止でき、さらにこの部分も補強されるので、結果として、溶接によるフランジ部11、12の変形歪みを抑制することができる。この結果、フランジ部11、12間のシール性が向上する。
【0015】
図3に示す本発明の第3の実施の形態に係る溶接歪を抑えたフランジ継手50は、溶接歪を抑えたフランジ継手10と比較して、リング材28、29の代わりに、フランジ部11、12にその片側が一体的に連接される短管部51、52の開放端53、54と、フランジ部11、12との中間位置の短管部51、52の外周にそれぞれ、薄肉部の一例である2条のリング溝55、56とリング溝57、58が形成されている点が異なっている。即ち、母材の板厚がTの短管部51、52の開放端53、54は、溶接する配管26、27の開放端30、31と同じ板厚tに形成されており、リング溝55〜58はそれぞれ断面半円の凹状の溝に形成されている。リング溝55〜58の半径は、板厚Tの約1/2程度としており、従って、リング溝55〜58が形成された部分の板厚は、板厚Tの約1/2程度となる。なお、溶接歪を抑えたフランジ継手10と同一の構成要素については、同一の符号を付して詳しい説明を省略する。また、図3において2つ割り構造の締結金具19は省略されている。
【0016】
かかる構成によって、溶接歪を抑えたフランジ継手50においては、短管部51、52の開放端53、54を別の配管26、27の開放端30、31に溶接する際、溶接熱によって発生する短管部51、52の歪みをそれぞれ、2条のリング溝55、56、57、58により吸収することができるので、短管部に2条のリング溝が形成されていない場合と比較して、溶接によるフランジ部11、12の変形歪みを抑制することができる。この結果、フランジ部11、12間のシール性が向上する。
【0017】
図4に示す本発明の第4の実施の形態に係る溶接歪を抑えたフランジ継手60は、溶接歪を抑えたフランジ継手10と比較して、リング材28、29の代わりに、フランジ部11、12の一方に一体的に連結される短管部61、62の軸方向の長さLを短管部61、62の内径Dの2倍以上としている点が異なっている。なお、溶接歪を抑えたフランジ継手10と同一の構成要素については、同一の符号を付して詳しい説明を省略する。また、図4において2つ割り構造の締結金具19は省略されている。
【0018】
かかる構成によって、溶接歪を抑えたフランジ継手60においては、短管部61、62の開放端61a、62aを別の配管26、27の開放端30、31に溶接する際、溶接によって発生する熱が、軸方向に長くなった短管部61、62を介してフランジ部11、12により均等に伝わるので、短い短管部の場合と比較して、フランジ部11、12の溶接による変形歪みを抑制することができる。この結果、フランジ部11、12間のシール性が向上する。なお、短管部61、62の長さを長くすると、溶接後のパイプ内部の研磨処理が困難となるので、パイプ径にもよるが、通常直径の5倍以下であるのが好ましい。
【0019】
図5に示す本発明の第5の実施の形態に係る溶接歪を抑えたフランジ継手70は、溶接歪を抑えたフランジ継手10と比較して、シール方法及び歪みの抑制方法が異なっており、シール機構20に代わるシール機構76の他に、溶接歪を抑えたフランジ継手10に溶接歪を抑えたフランジ継手50の特徴部分を追加したものとなっている。なお、溶接歪を抑えたフランジ継手10及び溶接歪を抑えたフランジ継手50と同一の構成要素については、同一の符号を付して詳しい説明を省略する。
【0020】
図5に示すように、溶接歪を抑えたフランジ継手70は、対となって対向するフランジ部71、72が一体的に連結された短管部73、74と、フランジ部71、72の外側テーパー部71a、72bに係合する内側テーパー部75a、75bとを備え、2つ割り構造の締結金具75とを有している。
【0021】
対となるフランジ部71、72の当接側には、シール機構76が設けられており、フランジ部71の2条のシール突起79、80とフランジ部72のシール面77とが一体となって内部を通過する流体のシールを行うようになっている。即ち、シール機構76においては、フランジ部71の当接側の軸端部には弾性を有する環状の密接片部78が形成され、密接片部78の当接側の先側にリング状の2条のシール突起79、80が形成されており、シール突起79、80がメタルタッチで当接するシール面77が、対向する他のフランジ部72に段差凸状に形成されている。
【0022】
図5に示すように、短管部73、74のフランジ部71、72側の厚い板厚T部の外周にはそれぞれ、溶接歪を抑えたフランジ継手50において設けた薄肉部の一例である2条のリング溝55、56、リング溝57、58が形成されている。また、短管部73、74の配管26、27側の薄い板厚t部の外周には、溶接歪を抑えたフランジ継手10において設けたリング材28、29が固着されている。また、短管部73、74の長さM、Nは内径Dの2〜5倍程度となっている。なお、リング溝55、56とリング溝57、58と、リング材28、29との位置は入れ換えることができる。
【0023】
かかる構成によって、溶接歪を抑えたフランジ継手70においては、前述した溶接歪を抑えたフランジ継手50、10におけるそれぞれの作用、効果が発揮され、溶接歪を抑えたフランジ継手50、10単独の場合に比較して、さらに、フランジ部71、72の溶接による変形を抑制することができる。さらに、Oリング等のシール部材を使用することなく、メタルタッチでのシールが可能である。
【0024】
本発明は前記した実施の形態に限定されるものではなく、本発明の要旨を変更しない範囲での変更は可能であり、例えば、前記したそれぞれの実施の形態や変形例の一部又は全部を組み合わせて本発明の溶接歪を抑えたフランジ継手を構成する場合も本発明の権利範囲に含まれる。
溶接歪を抑えたフランジ継手10においては、短管部13、14にリング材28、29を焼き嵌め処理により固定したが、これに限定されず、必要に応じて、その他の固定方法、例えば、溶接、ねじ止め、圧接及び巻付けのいずれか1によって固定することもできる。また、溶接歪を抑えたフランジ継手40においては、均熱材として短管部13、14の周囲に肉盛溶接部43、44を設けたが、これに限定されず、溶射された材料によって構成することもできる。
均熱材を構成する金属として、銅、銅合金等の熱伝導率が大きい金属を使用したが、これに限定されず、状況に応じて、短管部の母材より熱伝導率が大きければその他の金属を使用しても構わない。
【0025】
前記実施の形態においては、均熱材又は肉盛溶接部をリング状として、短管部の全周に設けたが、これに限定されず、必要に応じて、周方向に均等に部分的に配置することもできる。また、均熱材の断面形状を、リング材の場合は矩形状に、また、肉盛溶接部の場合は略三角形状にしたが、これに限定されず、その他の断面形状でも構わない。
溶接歪を抑えたフランジ継手50においては、短管部51、52の開放端53、54とフランジ部11、12の中間位置の周囲に、断面半円状の2条のリング溝55、56とリング溝57、58を形成して薄肉部としたが、これに限定されず、必要に応じて、1条又は3条以上のリング溝を形成したり、又は、その他の断面形状を有するリング溝を形成することもできる。
【0026】
溶接歪を抑えたフランジ継手60においては、短管部61、62の長さLを短管部61、62の内径Dの2倍としたが、これに限定されず、状況に応じて、内径Dの2倍を超えた長さとすることもできる。
また、フランジ部の密接片部には1条又は2条のシール突起を設けたが、これに限定されず、必要に応じて、3条以上のシール突起を設けても構わない。
また、いずれの実施の形態においても、フランジ継手の全体の機械加工は、短管部に均熱材を設けた後、溝加工を行った後に行うことになる。そして、必要な場合には、機械加工を行う前に、応力除去の焼鈍処理をしてもよい。
【0027】
【発明の効果】
請求項1〜3及びこれに従属する請求項7記載の溶接歪を抑えたフランジ継手においては、溶接によって発生する熱が均熱材に伝わり、短管部の円周方向に広がるので、フランジ部の部分加熱を防止できると共にこの部分を補強して、フランジ部への熱歪みを支障のない範囲で抑えることができるため、フランジ部間のシール性が向上する。
特に、請求項2記載の溶接歪を抑えたフランジ継手においては、均熱材は、リング状となって短管部に溶接、ねじ止め、圧接、焼き嵌め、及び巻付けのいずれか1によって固定されるので、用いる均熱材の性状等や用いる取付工具等に応じた最適な方法で均熱材を取付けることができる。
【0028】
請求項3記載の溶接歪を抑えたフランジ継手においては、均熱材は、短管部の周囲になされた肉盛溶接又は溶射された材料によって構成されているので、均熱材を取付けるための機械加工が不要となる。
請求項4及びこれに従属する請求項5、7記載の溶接歪を抑えたフランジ継手においては、溶接によって発生する熱がフランジ部に伝わるのに抵抗を与えると共に、発生する熱応力を薄肉部で吸収することができるので、フランジ部への熱歪みを支障のない範囲で抑えることができるため、フランジ部間のシール性が向上する。
特に、請求項5記載の溶接歪を抑えたフランジ継手においては、薄肉部は、短管部の外周に設けた、1又は複数のリング溝によって構成されているので、薄肉部の形成が容易となる。
【0029】
請求項6及びこれに従属する請求項7記載の溶接歪を抑えたフランジ継手においては、溶接部とフランジ部の距離が遠くなって、溶接熱によるフランジ部の変形が減少するので、フランジ部への熱歪みを支障のない範囲で抑えることができるため、フランジ部間のシール性が向上する。
請求項7記載の溶接歪を抑えたフランジ継手においては、対向する対となるフランジ部のシール面とシール突起とのメタルタッチによって、対となるフランジ部のシールを行うことができるので、Oリング等のシール部材が不要となる。
【図面の簡単な説明】
【図1】本発明の第1の実施の形態に係る溶接歪を抑えたフランジ継手の断面図である。
【図2】本発明の第2の実施の形態に係る溶接歪を抑えたフランジ継手の断面図である。
【図3】本発明の第3の実施の形態に係る溶接歪を抑えたフランジ継手の断面図である。
【図4】本発明の第4の実施の形態に係る溶接歪を抑えたフランジ継手の断面図である。
【図5】本発明の第5の実施の形態に係る溶接歪を抑えたフランジ継手の断面図である。
【符号の説明】
10:溶接歪を抑えたフランジ継手、11、12:フランジ部、13、14:短管部、15、16:外側テーパー部、17、18:内側テーパー部、19:締結金具、20:シール機構、21:シール面、22:密接片部、23:シール突起、24、25:開放端、26、27:配管、28、29:リング材(均熱材)、30、31:開放端、40:溶接歪を抑えたフランジ継手、41、42:垂直リング面、43、44:肉盛溶接部、50:溶接歪を抑えたフランジ継手、51、52:短管部、53、54:開放端、55〜58:リング溝、60:溶接歪を抑えたフランジ継手、61:短管部、61a:開放端、62:短管部、62a:開放端、70:溶接歪を抑えたフランジ継手、71:フランジ部、71a:外側テーパー部、72:フランジ部、72b:外側テーパー部、73、74:短管部、75:締結金具、75a、75b:内側テーパー部、76:シール機構、77:シール面、78:密接片部、79、80:シール突起
【発明の属する技術分野】
本発明は、フランジ部が一体に設けられた短管部を、配管に溶接によって接続する場合に、フランジ部に発生する歪みを支障のない範囲で抑えることが可能なフランジ継手に関する。
【0002】
【従来の技術】
流動性食品や飲料を流す配管は、内部に流動物が溜まると時間の経過と共に腐食するので、定期的に配管を分解し、掃除を行って再度組み立てることが行われている。このような配管においては、例えば、特許文献1に記載されているようなフェルール継手を用いたサニタリー配管システムが提案されている。ところが、このような配管システムにおいては、ガスケット等のシール部材を使用しているので、その部分に細菌やバクテリアが溜まり易いという問題があった。そこで、例えば、特許文献2や特許文献3に示すようなシール部材を使用しないメタルタッチのフランジ継手が提案されている。このメタルタッチのフランジ継手においては、特許文献2の図3や特許文献3の図1に示すように、フランジ部に短管部が一体的に接合されてこの短管部の開放端に接続しようとする配管を溶接するようになっている。
【0003】
【特許文献1】
特開2000−213682号公報(図2、図3)
【特許文献2】
特許第3149390号明細書(図3)
【特許文献3】
特許第2849345号明細書(図1)
【0004】
【発明が解決しようとする課題】
しかしながら、メタルタッチのフランジ継手においては、メタルタッチを行う部分の弾性代が僅少であるので、短管部の先端で溶接を行っても、溶接による熱応力によってフランジ部が変形し、フランジ継手のシールが十分行われない場合があった。この傾向は、ステンレス材を主として使用するサニタリー配管において、顕著に発生する問題であった。
本発明はかかる事情に鑑みてなされたもので、フランジ継手の短管部の開放端に配管を溶接しても、フランジ部への熱歪みを支障のない範囲で抑えることが可能な溶接歪を抑えたフランジ継手を提供することを目的とする。
【0005】
【課題を解決するための手段】
前記目的に沿う第1の発明に係る溶接歪を抑えたフランジ継手は、フランジ部と、該フランジ部の一方に一体的に連結される短管部とを有し、使用にあっては前記短管部の開放端を別の配管に溶接する金属製のフランジ継手であって、前記短管部の開放端と前記フランジ部の中間位置の周囲に、前記短管部の母材より熱伝導性のよい金属からなる均熱材を配置している。
第1の発明に係る溶接歪を抑えたフランジ継手において、前記均熱材は、リング状となって前記短管部に溶接、ねじ止め、圧接、焼き嵌め、及び巻付けのいずれか1によって固定されているのが好ましい。また、第1の発明に係る溶接歪を抑えたフランジ継手において、前記均熱材は、前記短管部の周囲になされた肉盛溶接又は溶射された材料によって構成することもできる。これによって、溶接によって発生する熱が均熱材に伝わり、短管部の円周方向に広がるので、フランジ部の部分加熱を防止できる。なお、均熱材を構成する金属は、銅、銅合金等の熱伝導率が大きい金属を使用するのが好ましいが、母材より熱伝導率が大きければ一応の効果はある。
【0006】
第2の発明に係る溶接歪を抑えたフランジ継手は、フランジ部と、該フランジ部の一方に一体的に連結される短管部とを有し、使用にあっては前記短管部の開放端を別の配管に溶接する金属製のフランジ継手であって、前記短管部の開放端と前記フランジ部の中間位置の周囲に、前記短管部の母材より板厚が薄い薄肉部が設けられ、溶接によって発生する歪みをこの薄肉部で吸収している。
第2の発明に係る溶接歪を抑えたフランジ継手において、前記薄肉部は、前記短管部の外周に設けた、1又は複数のリング溝によって構成されているのが好ましい。これによって、溶接によって発生する熱がフランジ部に伝わるのに抵抗を与えると共に、発生する熱応力をこの部分で吸収する。
【0007】
第3の発明に係る溶接歪を抑えたフランジ継手は、フランジ部と、該フランジ部の一方に一体的に連結される短管部とを有し、使用にあっては前記短管部の開放端を別の配管に溶接する金属製のフランジ継手であって、前記短管部の長さを、前記短管部の内径の2倍以上としている。これによって、溶接部とフランジ部の距離が遠くなって、溶接熱によるフランジ部の変形が著しく減少する。なお、短管部の長さが極端に長いと、溶接時に発生する配管内側のビードの除去作業がしにくいので、前記短管部の長さを、前記短管部の内径の6倍以下、更に好ましくは4倍以下とするのがよい。
以上の第1〜第3の発明において、前記フランジ部の当接側には、先側に1又は複数のリング状のシール突起が設けられたシール機構を備え、対向する他のフランジ部のシール面と前記シール突起とのメタルタッチによって、対となるフランジ部のシールを行うようにしてもよい。
【0008】
【発明の実施の形態】
続いて、添付した図面を参照しつつ、本発明を具体化した実施の形態につき説明し、本発明の理解に供する。
ここに、図1は本発明の第1の実施の形態に係る溶接歪を抑えたフランジ継手の断面図、図2は本発明の第2の実施の形態に係る溶接歪を抑えたフランジ継手の断面図、図3は本発明の第3の実施の形態に係る溶接歪を抑えたフランジ継手の断面図、図4は本発明の第4の実施の形態に係る溶接歪を抑えたフランジ継手の断面図、図5は本発明の第5の実施の形態に係る溶接歪を抑えたフランジ継手の断面図である。
【0009】
図1に示すように、本発明の第1の実施の形態に係る溶接歪を抑えたフランジ継手10は、金属製であって、対となって対向するフランジ部11、12と、フランジ部11、12にその一端部が一体的に連結された短管部13、14と、フランジ部11、12の外側テーパー部15、16に係合する内側テーパー部17、18を備え、2つ割り構造の締結金具19とを有している。なお、締結金具19は例えば、例えば、特許文献1(特開2000−213682号公報)の図3に示すように、対となる半円状のリングの片側を回動自在に連結し、このリングの他方側にねじ止め部を設けたクランプ部材を使用するのが好ましい。
【0010】
図1に示すように、対向するフランジ部11、12の当接側には、シール機構20が設けられており、フランジ部11のシール突起23とフランジ部12のシール面21とが一体となって内部を通過する流体のシールを行うようになっている。即ち、シール機構20において、フランジ部11の当接側の軸端部には弾性を有する環状の密接片部22が形成され、密接片部22の当接側の先側にリング状のシール突起23が形成されており、密接片部22が嵌入し、シール突起23がメタルタッチで当接するシール面21が、対向する他のフランジ部12の軸端部に段差状に形成されている。
【0011】
図1に示すように、溶接歪を抑えたフランジ継手10は、使用にあっては一定の板厚tの短管部13、14の開放端24、25を一定の板厚tの別の配管26、27に溶接するようになっている。溶接方法としては、TIG溶接、MIG溶接、電子ビーム溶接、レーザー溶接、プラズマ溶接等、また、手動溶接、自動溶接いずれの方法でも行うことができる。
短管部13、14の開放端24、25とフランジ部11、12の中間位置の周囲には、短管部13、14の母材(例えば、ステンレス鋼管)より熱伝導性のよい金属(例えば、鉄、銅、銅合金等)からなる断面が矩形で環状の均熱材の一例であるリング材28、29が焼き嵌め処理により設けられている。リング材28、29の熱伝導率は、短管部13、14の母材の熱伝導率より十分大きい(例えば、2倍以上)が好ましいが、母材より大きければ問題はない。
【0012】
このように、短管部13、14の母材より熱伝導性のよい金属からなるリング材28、29を、短管部13、14の開放端24、25とフランジ部11、12の中間位置の周囲に設けているので、溶接歪を抑えたフランジ継手10を使用する際、短管部13、14の開放端24、25を別の配管26、27の開放端30、31に溶接する際、溶接によって発生する熱が、熱伝導性のよいリング材28、29を介して、短管部13、14の円周方向に広がり、更に、リング材28、29によって短管部13、14の変形を防止するので、このような均熱材を設けていない短管部の場合と比較して、フランジ部11、12の部分加熱を防止できるため、溶接によるフランジ部11、12の変形歪みを抑制することができる。この結果、フランジ部11、12間のシール性が向上する。
【0013】
図2に示す本発明の第2の実施の形態に係る溶接歪を抑えたフランジ継手40は、溶接歪を抑えたフランジ継手10と比較して、断面矩形でリング状のリング材28、29の代わりに、熱伝導性のよい金属(例えば、銅、銅合金)を短管部13、14の周囲に肉盛溶接した均熱材を用いた点が異なっている。即ち、フランジ部11、12の外側テーパー部15、16の内側端に接続する垂直リング面41、42及び垂直リング面41、42に連設する部分の短管部13、14の周囲には、断面が略三角形でリング状の肉盛溶接部43、44が設けられている。なお、溶接歪を抑えたフランジ継手10と同一の構成要素については、同一の符号を付して詳しい説明を省略する。また、図2において2つ割り構造の締結金具19は省略されている。
【0014】
かかる構成によって、溶接歪を抑えたフランジ継手40においても、溶接歪を抑えたフランジ継手10と同様、短管部13、14の開放端24、25を別の配管26、27の開放端30、31に溶接する際、溶接によって発生する熱が、熱伝導性のよい肉盛溶接部43、44を介して短管部13、14の円周方向に広がるので、短管部のみの場合と比較して、フランジ部11、12の部分加熱を防止でき、さらにこの部分も補強されるので、結果として、溶接によるフランジ部11、12の変形歪みを抑制することができる。この結果、フランジ部11、12間のシール性が向上する。
【0015】
図3に示す本発明の第3の実施の形態に係る溶接歪を抑えたフランジ継手50は、溶接歪を抑えたフランジ継手10と比較して、リング材28、29の代わりに、フランジ部11、12にその片側が一体的に連接される短管部51、52の開放端53、54と、フランジ部11、12との中間位置の短管部51、52の外周にそれぞれ、薄肉部の一例である2条のリング溝55、56とリング溝57、58が形成されている点が異なっている。即ち、母材の板厚がTの短管部51、52の開放端53、54は、溶接する配管26、27の開放端30、31と同じ板厚tに形成されており、リング溝55〜58はそれぞれ断面半円の凹状の溝に形成されている。リング溝55〜58の半径は、板厚Tの約1/2程度としており、従って、リング溝55〜58が形成された部分の板厚は、板厚Tの約1/2程度となる。なお、溶接歪を抑えたフランジ継手10と同一の構成要素については、同一の符号を付して詳しい説明を省略する。また、図3において2つ割り構造の締結金具19は省略されている。
【0016】
かかる構成によって、溶接歪を抑えたフランジ継手50においては、短管部51、52の開放端53、54を別の配管26、27の開放端30、31に溶接する際、溶接熱によって発生する短管部51、52の歪みをそれぞれ、2条のリング溝55、56、57、58により吸収することができるので、短管部に2条のリング溝が形成されていない場合と比較して、溶接によるフランジ部11、12の変形歪みを抑制することができる。この結果、フランジ部11、12間のシール性が向上する。
【0017】
図4に示す本発明の第4の実施の形態に係る溶接歪を抑えたフランジ継手60は、溶接歪を抑えたフランジ継手10と比較して、リング材28、29の代わりに、フランジ部11、12の一方に一体的に連結される短管部61、62の軸方向の長さLを短管部61、62の内径Dの2倍以上としている点が異なっている。なお、溶接歪を抑えたフランジ継手10と同一の構成要素については、同一の符号を付して詳しい説明を省略する。また、図4において2つ割り構造の締結金具19は省略されている。
【0018】
かかる構成によって、溶接歪を抑えたフランジ継手60においては、短管部61、62の開放端61a、62aを別の配管26、27の開放端30、31に溶接する際、溶接によって発生する熱が、軸方向に長くなった短管部61、62を介してフランジ部11、12により均等に伝わるので、短い短管部の場合と比較して、フランジ部11、12の溶接による変形歪みを抑制することができる。この結果、フランジ部11、12間のシール性が向上する。なお、短管部61、62の長さを長くすると、溶接後のパイプ内部の研磨処理が困難となるので、パイプ径にもよるが、通常直径の5倍以下であるのが好ましい。
【0019】
図5に示す本発明の第5の実施の形態に係る溶接歪を抑えたフランジ継手70は、溶接歪を抑えたフランジ継手10と比較して、シール方法及び歪みの抑制方法が異なっており、シール機構20に代わるシール機構76の他に、溶接歪を抑えたフランジ継手10に溶接歪を抑えたフランジ継手50の特徴部分を追加したものとなっている。なお、溶接歪を抑えたフランジ継手10及び溶接歪を抑えたフランジ継手50と同一の構成要素については、同一の符号を付して詳しい説明を省略する。
【0020】
図5に示すように、溶接歪を抑えたフランジ継手70は、対となって対向するフランジ部71、72が一体的に連結された短管部73、74と、フランジ部71、72の外側テーパー部71a、72bに係合する内側テーパー部75a、75bとを備え、2つ割り構造の締結金具75とを有している。
【0021】
対となるフランジ部71、72の当接側には、シール機構76が設けられており、フランジ部71の2条のシール突起79、80とフランジ部72のシール面77とが一体となって内部を通過する流体のシールを行うようになっている。即ち、シール機構76においては、フランジ部71の当接側の軸端部には弾性を有する環状の密接片部78が形成され、密接片部78の当接側の先側にリング状の2条のシール突起79、80が形成されており、シール突起79、80がメタルタッチで当接するシール面77が、対向する他のフランジ部72に段差凸状に形成されている。
【0022】
図5に示すように、短管部73、74のフランジ部71、72側の厚い板厚T部の外周にはそれぞれ、溶接歪を抑えたフランジ継手50において設けた薄肉部の一例である2条のリング溝55、56、リング溝57、58が形成されている。また、短管部73、74の配管26、27側の薄い板厚t部の外周には、溶接歪を抑えたフランジ継手10において設けたリング材28、29が固着されている。また、短管部73、74の長さM、Nは内径Dの2〜5倍程度となっている。なお、リング溝55、56とリング溝57、58と、リング材28、29との位置は入れ換えることができる。
【0023】
かかる構成によって、溶接歪を抑えたフランジ継手70においては、前述した溶接歪を抑えたフランジ継手50、10におけるそれぞれの作用、効果が発揮され、溶接歪を抑えたフランジ継手50、10単独の場合に比較して、さらに、フランジ部71、72の溶接による変形を抑制することができる。さらに、Oリング等のシール部材を使用することなく、メタルタッチでのシールが可能である。
【0024】
本発明は前記した実施の形態に限定されるものではなく、本発明の要旨を変更しない範囲での変更は可能であり、例えば、前記したそれぞれの実施の形態や変形例の一部又は全部を組み合わせて本発明の溶接歪を抑えたフランジ継手を構成する場合も本発明の権利範囲に含まれる。
溶接歪を抑えたフランジ継手10においては、短管部13、14にリング材28、29を焼き嵌め処理により固定したが、これに限定されず、必要に応じて、その他の固定方法、例えば、溶接、ねじ止め、圧接及び巻付けのいずれか1によって固定することもできる。また、溶接歪を抑えたフランジ継手40においては、均熱材として短管部13、14の周囲に肉盛溶接部43、44を設けたが、これに限定されず、溶射された材料によって構成することもできる。
均熱材を構成する金属として、銅、銅合金等の熱伝導率が大きい金属を使用したが、これに限定されず、状況に応じて、短管部の母材より熱伝導率が大きければその他の金属を使用しても構わない。
【0025】
前記実施の形態においては、均熱材又は肉盛溶接部をリング状として、短管部の全周に設けたが、これに限定されず、必要に応じて、周方向に均等に部分的に配置することもできる。また、均熱材の断面形状を、リング材の場合は矩形状に、また、肉盛溶接部の場合は略三角形状にしたが、これに限定されず、その他の断面形状でも構わない。
溶接歪を抑えたフランジ継手50においては、短管部51、52の開放端53、54とフランジ部11、12の中間位置の周囲に、断面半円状の2条のリング溝55、56とリング溝57、58を形成して薄肉部としたが、これに限定されず、必要に応じて、1条又は3条以上のリング溝を形成したり、又は、その他の断面形状を有するリング溝を形成することもできる。
【0026】
溶接歪を抑えたフランジ継手60においては、短管部61、62の長さLを短管部61、62の内径Dの2倍としたが、これに限定されず、状況に応じて、内径Dの2倍を超えた長さとすることもできる。
また、フランジ部の密接片部には1条又は2条のシール突起を設けたが、これに限定されず、必要に応じて、3条以上のシール突起を設けても構わない。
また、いずれの実施の形態においても、フランジ継手の全体の機械加工は、短管部に均熱材を設けた後、溝加工を行った後に行うことになる。そして、必要な場合には、機械加工を行う前に、応力除去の焼鈍処理をしてもよい。
【0027】
【発明の効果】
請求項1〜3及びこれに従属する請求項7記載の溶接歪を抑えたフランジ継手においては、溶接によって発生する熱が均熱材に伝わり、短管部の円周方向に広がるので、フランジ部の部分加熱を防止できると共にこの部分を補強して、フランジ部への熱歪みを支障のない範囲で抑えることができるため、フランジ部間のシール性が向上する。
特に、請求項2記載の溶接歪を抑えたフランジ継手においては、均熱材は、リング状となって短管部に溶接、ねじ止め、圧接、焼き嵌め、及び巻付けのいずれか1によって固定されるので、用いる均熱材の性状等や用いる取付工具等に応じた最適な方法で均熱材を取付けることができる。
【0028】
請求項3記載の溶接歪を抑えたフランジ継手においては、均熱材は、短管部の周囲になされた肉盛溶接又は溶射された材料によって構成されているので、均熱材を取付けるための機械加工が不要となる。
請求項4及びこれに従属する請求項5、7記載の溶接歪を抑えたフランジ継手においては、溶接によって発生する熱がフランジ部に伝わるのに抵抗を与えると共に、発生する熱応力を薄肉部で吸収することができるので、フランジ部への熱歪みを支障のない範囲で抑えることができるため、フランジ部間のシール性が向上する。
特に、請求項5記載の溶接歪を抑えたフランジ継手においては、薄肉部は、短管部の外周に設けた、1又は複数のリング溝によって構成されているので、薄肉部の形成が容易となる。
【0029】
請求項6及びこれに従属する請求項7記載の溶接歪を抑えたフランジ継手においては、溶接部とフランジ部の距離が遠くなって、溶接熱によるフランジ部の変形が減少するので、フランジ部への熱歪みを支障のない範囲で抑えることができるため、フランジ部間のシール性が向上する。
請求項7記載の溶接歪を抑えたフランジ継手においては、対向する対となるフランジ部のシール面とシール突起とのメタルタッチによって、対となるフランジ部のシールを行うことができるので、Oリング等のシール部材が不要となる。
【図面の簡単な説明】
【図1】本発明の第1の実施の形態に係る溶接歪を抑えたフランジ継手の断面図である。
【図2】本発明の第2の実施の形態に係る溶接歪を抑えたフランジ継手の断面図である。
【図3】本発明の第3の実施の形態に係る溶接歪を抑えたフランジ継手の断面図である。
【図4】本発明の第4の実施の形態に係る溶接歪を抑えたフランジ継手の断面図である。
【図5】本発明の第5の実施の形態に係る溶接歪を抑えたフランジ継手の断面図である。
【符号の説明】
10:溶接歪を抑えたフランジ継手、11、12:フランジ部、13、14:短管部、15、16:外側テーパー部、17、18:内側テーパー部、19:締結金具、20:シール機構、21:シール面、22:密接片部、23:シール突起、24、25:開放端、26、27:配管、28、29:リング材(均熱材)、30、31:開放端、40:溶接歪を抑えたフランジ継手、41、42:垂直リング面、43、44:肉盛溶接部、50:溶接歪を抑えたフランジ継手、51、52:短管部、53、54:開放端、55〜58:リング溝、60:溶接歪を抑えたフランジ継手、61:短管部、61a:開放端、62:短管部、62a:開放端、70:溶接歪を抑えたフランジ継手、71:フランジ部、71a:外側テーパー部、72:フランジ部、72b:外側テーパー部、73、74:短管部、75:締結金具、75a、75b:内側テーパー部、76:シール機構、77:シール面、78:密接片部、79、80:シール突起
Claims (7)
- フランジ部と、該フランジ部の一方に一体的に連結される短管部とを有し、使用にあっては前記短管部の開放端を別の配管に溶接する金属製のフランジ継手であって、
前記短管部の開放端と前記フランジ部の中間位置の周囲に、前記短管部の母材より熱伝導性のよい金属からなる均熱材を配置したことを特徴とする溶接歪を抑えたフランジ継手。 - 請求項1記載の溶接歪を抑えたフランジ継手において、前記均熱材は、リング状となって前記短管部に溶接、ねじ止め、圧接、焼き嵌め、及び巻付けのいずれか1によって固定されていることを特徴とする溶接歪を抑えたフランジ継手。
- 請求項1記載の溶接歪を抑えたフランジ継手において、前記均熱材は、前記短管部の周囲になされた肉盛溶接又は溶射された材料によって構成されていることを特徴とする溶接歪を抑えたフランジ継手。
- フランジ部と、該フランジ部の一方に一体的に連結される短管部とを有し、使用にあっては前記短管部の開放端を別の配管に溶接する金属製のフランジ継手であって、
前記短管部の開放端と前記フランジ部の中間位置の周囲に、前記短管部の母材より板厚が薄い薄肉部が設けられ、溶接によって発生する歪みを該薄肉部で吸収することを特徴とする溶接歪を抑えたフランジ継手。 - 請求項4記載の溶接歪を抑えたフランジ継手において、前記薄肉部は、前記短管部の外周に設けた1又は複数のリング溝によって構成されていることを特徴とする溶接歪を抑えたフランジ継手。
- フランジ部と、該フランジ部の一方に一体的に連結される短管部とを有し、使用にあっては前記短管部の開放端を別の配管に溶接する金属製のフランジ継手であって、
前記短管部の長さを、前記短管部の内径の2倍以上としたことを特徴とする溶接歪を抑えたフランジ継手。 - 請求項1〜6のいずれか1項に記載の溶接歪を抑えたフランジ継手において、前記フランジ部の当接側には、先側に1又は複数のリング状のシール突起が設けられたシール機構を備え、対向する他のフランジ部のシール面と前記シール突起とのメタルタッチによって、対となる前記フランジ部のシールを行うことを特徴とする溶接歪を抑えたフランジ継手。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002366747A JP2004197826A (ja) | 2002-12-18 | 2002-12-18 | 溶接歪を抑えたフランジ継手 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002366747A JP2004197826A (ja) | 2002-12-18 | 2002-12-18 | 溶接歪を抑えたフランジ継手 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004197826A true JP2004197826A (ja) | 2004-07-15 |
Family
ID=32763862
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002366747A Pending JP2004197826A (ja) | 2002-12-18 | 2002-12-18 | 溶接歪を抑えたフランジ継手 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004197826A (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009103303A (ja) * | 2007-10-05 | 2009-05-14 | Ckd Corp | 流体機器接続構造及び流体機器ユニット |
| JP2010216507A (ja) * | 2009-03-13 | 2010-09-30 | Ckd Corp | 流体機器接続構造及び流体機器ユニット |
| US8033579B2 (en) | 2007-10-05 | 2011-10-11 | Ckd Corporation | Fluid device connecting structure |
| CN110230738A (zh) * | 2019-06-27 | 2019-09-13 | 北京航天新风机械设备有限责任公司 | 一种适合高能束深熔焊接的端接接头 |
| KR20240019521A (ko) * | 2022-08-04 | 2024-02-14 | 주식회사 동하이엔지 | 상향 가압 밀폐식 슬러지 공압 컨베이어 |
-
2002
- 2002-12-18 JP JP2002366747A patent/JP2004197826A/ja active Pending
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009103303A (ja) * | 2007-10-05 | 2009-05-14 | Ckd Corp | 流体機器接続構造及び流体機器ユニット |
| US8033579B2 (en) | 2007-10-05 | 2011-10-11 | Ckd Corporation | Fluid device connecting structure |
| JP2010216507A (ja) * | 2009-03-13 | 2010-09-30 | Ckd Corp | 流体機器接続構造及び流体機器ユニット |
| CN110230738A (zh) * | 2019-06-27 | 2019-09-13 | 北京航天新风机械设备有限责任公司 | 一种适合高能束深熔焊接的端接接头 |
| KR20240019521A (ko) * | 2022-08-04 | 2024-02-14 | 주식회사 동하이엔지 | 상향 가압 밀폐식 슬러지 공압 컨베이어 |
| KR102769645B1 (ko) * | 2022-08-04 | 2025-02-19 | 주식회사 동하이엔지 | 상향 가압 밀폐식 슬러지 공압 컨베이어 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US4556240A (en) | Corrosion-resistant, double-wall pipe structures | |
| JP2008513687A (ja) | 規格結合金具から派生する機械式管継手 | |
| JP5448541B2 (ja) | 管の接続装置 | |
| US20060214422A1 (en) | Pipe coupling retainer with axial support members | |
| US7690695B2 (en) | Sealing fitting and seal seat for stainless steel tubing | |
| TWI681142B (zh) | 管狀構造物及其製造方法 | |
| JPH11236652A (ja) | ガスケットおよび管継手 | |
| CA2431459A1 (en) | Welded joint for metal pipes | |
| JP2004197826A (ja) | 溶接歪を抑えたフランジ継手 | |
| JP4198636B2 (ja) | ガラスライニング管の継手構造及びガスケット | |
| CN113738966B (zh) | 管道对接套件、管道对接结构和管道对接方法 | |
| EP4279788B1 (en) | Push-fitting | |
| JP2005325933A (ja) | フレキシブルメタルホースの端末構造 | |
| JP7514431B2 (ja) | ハウジング形管継手およびこれを用いた管継手方法 | |
| JPH07229590A (ja) | ステンレス薄肉管継手 | |
| JP7427185B2 (ja) | サニタリー配管 | |
| JP2006071053A (ja) | プロセスガス用配管の連結部構造。 | |
| JPWO2009044775A1 (ja) | 金属管の結合方法、結合構造、フランジ付き管、及びその形成方法 | |
| JP4486826B2 (ja) | 逆止弁の製造方法 | |
| JP2864183B2 (ja) | 継 手 | |
| JP2552703Y2 (ja) | 管継手 | |
| JP2000046262A (ja) | 管継手およびその接続方法 | |
| JP2007071361A (ja) | 配管継手 | |
| JP2005337369A (ja) | カップリング型管継手 | |
| TW202546366A (zh) | 波紋管組件 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20041026 |