JP2004197867A - ボルト締結方法およびボルト締結体並びにこれらに使用される締付力分散プレート - Google Patents
ボルト締結方法およびボルト締結体並びにこれらに使用される締付力分散プレート Download PDFInfo
- Publication number
- JP2004197867A JP2004197867A JP2002368490A JP2002368490A JP2004197867A JP 2004197867 A JP2004197867 A JP 2004197867A JP 2002368490 A JP2002368490 A JP 2002368490A JP 2002368490 A JP2002368490 A JP 2002368490A JP 2004197867 A JP2004197867 A JP 2004197867A
- Authority
- JP
- Japan
- Prior art keywords
- bolt
- component
- plate
- bolt hole
- hole
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images






Landscapes
- Bolts, Nuts, And Washers (AREA)
Abstract
【課題】部品同士をボルトにより締結した場合に、高温において長時間放置されても、部品のクリープ変形が抑制され、ひいてはボルトの緩みが抑制されるボルト締結方法を提供する。また、そのようなボルト締結体およびこれらに使用される締付力分散プレートを提供する。
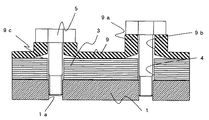
【解決手段】シリンダブロック1と、オイルパン3とを締結する際に、オイルパン3のシリンダブロック1とは反対側の表面にプレート9を重ね合せる。プレートとして、複数の第二ボルト挿通孔9bが形成されており、この第二ボルト挿通孔9bの周辺にボス部9aが形成されているものを使用する。
【選択図】 図1
【解決手段】シリンダブロック1と、オイルパン3とを締結する際に、オイルパン3のシリンダブロック1とは反対側の表面にプレート9を重ね合せる。プレートとして、複数の第二ボルト挿通孔9bが形成されており、この第二ボルト挿通孔9bの周辺にボス部9aが形成されているものを使用する。
【選択図】 図1
Description
【0001】
【発明の属する技術分野】
本発明は、部品同士をボルトにより締結する方法及び部品同士がボルトにより締結されたボルト締結体並びにこれらに使用される締付力分散プレートに関する。
【0002】
【従来の技術】
車両用エンジン等に用いられる潤滑油を貯蔵しておくためのオイルパンには、軽量化を目的として例えばマグネシウムあるいはマグネシウム合金(以下これらを総称してマグネシウム合金とする)等の軽合金にて構成されているものがある。オイルパンはエンジン等のシリンダブロックにボルトにより締結されるのが通常であり、例えばシリンダブロックに形成されているボルト孔に、オイルパンのフランジに形成されているボルト挿通孔を介してボルトをねじ込むことにより、これらオイルパンとシリンダブロックとが締結される。
【0003】
このときの具体的な締結形態を図7に示す。シリンダブロック等の部品1に対して、オイルパン等のマグネシウム合金製部品3を、ボルト5により締結する場合は、部品1にボルト孔1aを、マグネシウム合金製部品3にボルト挿通孔4をそれぞれ設け、マグネシウム合金製部品3側からボルト挿通孔4にボルト5を挿通し、このボルト5を部品1のボルト孔1aにねじ込むとともに、ボルト5の頭部5aをマグネシウム合金製部品3に着座させて、所定の締付力を発生させるようにしている。なお、マグネシウム合金製部品3のボルト挿通孔4が形成されている箇所には、ボス部2が形成されており、このボス部2の上面にボルト5の頭部5aが着座するようになっている。
【0004】
しかし、オイルパン(マグネシウム合金製部品3)やシリンダブロック(部品1)は、エンジンの駆動時には例えば120℃以上の高温の雰囲気に晒されることもあり、上記のような形態にて各部品を締結すると、オイルパン3を構成するマグネシウム合金は高温におけるクリープ強度が低いこともあって、長時間のエンジン駆動後には、オイルパン3のボルト挿通孔4周辺が圧縮される形でクリープ変形し、その結果、部品同士の締付力が低下して、ボルト5が緩んでしまうという問題がある。
【0005】
【特許文献1】特開平5−052206号公報
【0006】
【特許文献2】特開平8−193607号公報
【0007】
【特許文献3】特開平6−010616号公報
【0008】
【発明が解決しようとする課題】
前述のように、高温での長時間の使用によりボルトが緩んでしまうという問題を解決するために、いくつかのボルト締結方法が上記特許文献により開示されている。例えば、特許文献1においては、図8に示すように、マグネシウム合金製部品3のボス部2に、高温でのクリープ強度に優れた材料で構成されるキャップ状の補強部材6を嵌着し、ボルト挿通孔4の周りの部分を補強部材6によって拘束することにより、マグネシウム合金製部品3のクリープ変形を抑制するようにしている。しかしながら、このような方法においては、補強部材6が嵌着している部分においては、マグネシウム合金製部品3のクリープ変形を抑制することができるものの、キャップ状補強部材6が嵌着していない部分(例えばボス部2の下部)においては、クリープ変形を十分に抑制することができないという問題がある。
【0009】
また、特許文献2は図9に示すようにマグネシウム合金製部品3のボス部2のボルト挿通孔4に、クリープ強度に優れた材料で構成される締付座7を挿入し、その締付座上部7aがボス部2の上面2aに配置されるようにしている。このような構成によれば、ボルト5による締付力が、ボルト5の頭部5aから締付座7を介してマグネシウム合金製部品3に働いて、マグネシウム合金製部品3のボス部2において、締付力のかかる面積が広くなる結果、各部分にかかる応力が低下してマグネシウム合金製部品3のクリープ変形が抑制される。しかし、このような方法では、締付座7とマグネシウム合金製部品3との最大の接触面積は、ボス部2の上面2aの面積に限定されるために応力低下の効果も制限され、マグネシウム合金製部品3のクリープ変形を十分に抑制できるとはいえない。
【0010】
さらに特許文献3では、図10に示すようにマグネシウム合金製部品3とボルト5との間に、マグネシウム合金よりもクリープ強度に優れた材料で構成されるプレート8を介層し、その状態で部品1のボルト孔1aにボルト5をねじ込んで、マグネシウム合金製部品3を部品1に締め付け固定するという方法が提案されている。プレート8はマグネシウム合金製部品3と広範囲に接触するので、ボルト5の締付により生じるマグネシウム合金製部品3への締付力を、プレート8と接触している部分全体に分散させることができる。その結果マグネシウム合金製部品3の各部分にかかる応力が低下し、マグネシウム合金製部品3のクリープ変形を抑制することができる。したがって、この締結体を高温において長時間放置しても、ボルト5の緩みが生じにくくなる。しかしながら、このような方法では、使用されるプレート8にボス部2が形成されていないため、ボルト挿通孔4の長さが短く設定される。そのため、ボルト軸力を安定させるのに有効な、軸方向の長さが長いボルトを使用することができない。結果として、部品同士の好適な締結を行うことができず、ボルトの緩みを十分に抑制できないという問題がある。
【0011】
本発明は、上記のような問題を鑑みてなされたものであって、部品同士をボルトにより締結した場合に、高温において長時間放置しても、部品のクリープ変形が抑制され、ひいてはボルトの緩みが抑制されるボルト締結方法及びそのようなボルト締結体並びにこれらに使用される締付力分散プレートを提供することを課題とする。
【0012】
【課題を解決するための手段及び作用・効果】
上記課題を解決するために、本発明のボルト締結方法は、複数の第一ボルト孔が形成された第一部品と、複数の第二ボルト孔が形成された第二部品とを、第一ボルト孔と第二ボルト孔とがそれぞれ重なるように当接し、第二部品よりも同一温度におけるクリープ強度が高く、かつ主表面に複数のボス部が形成されており、該ボス部に第三ボルト孔が形成されているプレートを、第二部品に主裏面側が当接するように重ね合わせ、第三ボルト孔を介して、第一ボルト孔及び第二ボルト孔に、ボルトを挿通して、第一部品と第二部品とを締結することを特徴とする。
【0013】
このような方法によれば、第二部品の第一部品とは反対側に、第二部品よりも同一温度におけるクリープ強度が高いプレートが重ねられ、第三ボルト孔を介して第一ボルト孔と第二ボルト孔にボルトが挿通されて、第一部品と第二部品とが締結される。そのため、ボルトによる締付力は第二部品には直接働くわけではなくプレートを介して働くことになる。したがって、第二部品には、ボルトからの締付力が、第二ボルト孔周辺のみではなくプレートと接触する部分全体に分散されて働きやすくなり、第二部品の各部分に働く応力を低下させることができる。そのため、第二部品のクリープ変形が抑制されることになり、ひいては、ボルトにより締結された締結体を高温において長時間放置しても、ボルトが緩みにくくなる。
【0014】
さらに、本発明においてはプレートの主表面側において、複数のボス部が形成されており、このボス部にボルトが挿通する第三ボルト孔が形成されている。そのため、第三ボルト孔の長さを長く設定することができ、軸方向の長さが比較的長いボルトにて第一部品と第二部品とを締結することができ、第一部品と第二部品とをより安定した締付力で締結することができる。また、ボス部を形成することにより、プレート全体の厚さを厚くすることなく、第三ボルト孔の厚さ方向の長さを長く設定することができる。このように、プレートによるボルトからの締付力を分散させる効果と、ボス部による締付力を安定させる効果との相乗効果により、より一層ボルトの緩みが抑制されることになる。
【0015】
さらに、本発明においては、複数のボルト孔が形成された部品同士を複数のボルトによって締結するものであり、第二部品に重ねられるプレートにも複数の第三ボルト孔が形成され、このそれぞれのボルト孔が形成されている複数箇所において、ボルト締結されるので、ひとつのプレートにより複数箇所におけるボルトの締付力を分散できるようになっている。
【0016】
また、本発明の方法は、プレートとして、該プレートの主裏面側において、第三ボルト孔周辺にザグリ部が形成されているものを使用するのがより好ましい。このような構成のプレートを、第二部品の第一部品とは反対側に、第三ボルト孔が、第一ボルト孔及び第二ボルト孔と重なるように配置すれば、第二部品とプレートとの間に、両者が接触しない領域が形成される。通常ボルトによる締付力は、ボルトが挿通するボルト孔周辺で局所的に増大する不均一な分布となるが、上記のようなボルト孔周辺で第二部品とプレートとが接触しない状態でボルト締結すると、ボルト孔周辺に働く締付力が抑制されて、第二部品のプレートと接触する他の部分に締付力が分散しやすくなる。そのため、ボルトによる締付力が第二部品のプレートと接触する部分に均一に分散されやすくなり、より一層第二部品のクリープ変形を抑制することが可能となる。ひいては、締結された両部品を高温において長時間放置しても、ボルトがより一層緩みにくくなるのである。
【0017】
なお、ボルト孔周辺に形成されるザグリ部は、その効果が十分に実現されれば、どのような面積のものでもよいが、あまりにも形成面積が大きいと、第二部品への締付力を分散させるというプレートとしての効果を十分に得ることができず、一方、形成面積が不十分であるとザグリ部を形成する効果が十分に得られない。そのため、第二部品及びプレートの形状や材質等により、適宜好適な形状を採用する必要がある。
【0018】
また、上記のような方法により締結される本発明のボルト締結体は、複数の第一ボルト孔を有する第一部品と、複数の第二ボルト孔を有し、該第二ボルト孔が第一ボルト孔とそれぞれ重なるように、第一部品に当接される第二部品と、第二部品よりも同一温度におけるクリープ強度が高く、かつ主表面に複数のボス部が形成され、さらに該ボス部に第三ボルト孔が形成されており、該第三ボルト孔が第一ボルト孔及び第二ボルト孔と重なり、主裏面側が第二部品に当接する形で第二部品に重ねられるプレートと、第三ボルト孔を介して第一ボルト孔及び第二ボルト孔に挿通され、第一部品と第二部品とを締結するボルトと、を有することを特徴とする。
【0019】
上記構成のボルト締結体においては、第二部品の第一部品とは反対側に、プレートが重ねられているため、このプレートによって、ボルトから第二部品にかかる締付力が、第二部品のプレートと接触する部分全体に分散される。その結果第二部品の各部分にかかる応力が低下して、第二部品のクリープ変形を抑制することができる。したがって、本発明の構成のボルト締結体は、高温において長時間使用しても、第一部品と第二部品とを締結するボルトの緩みが生じにくくなる。さらに、プレートの主表面には、複数のボス部が形成され、このボス部に第三ボルト孔が形成されているので、第三ボルト孔の厚さ方向の長さを比較的長く設定することができ、そのため第一部品と第二部品とを締結するボルトとして、軸方向の長さがより長いものを採用することができる。したがって、第一部品と第二部品とをより安定した締付力で締結することができる。
【0020】
さらに、本発明のボルト締結体においては、プレートは、主裏面側において、第三ボルト孔周辺にザグリ部が形成されているのが好ましい。このような構成によれば、前述したように、プレートと第二部品とをボルト孔同士が重なるように重ね合わせた場合に、ボルト孔周辺において、プレートと第二部品とが接触しないような形態が実現される。この状態で第二部品と第一部品とをボルト締結すると、第二部品の第二ボルト孔周辺にかかる締付力を、さらに抑制することができ、第二部品のプレートと接触する部分全体に、ボルトによる締付力がさらに分散されやすくなる。そのため、第二部品の各部分にかかる応力を低下させることができ、ひいては第二部品のクリープ変形を抑制することができる。したがって、本発明のボルト締結体を高温において長時間放置しても、第一部品と第二部品とを締結するボルトがより一層緩みにくくなるのである。
【0021】
なお、プレートにザグリ部が形成されている場合、すでにボルトにより締結されているボルト締結体において、ボルト孔周辺に必ずしもプレートと第二部品とが接触しない領域が形成されていなくてもよい。つまりプレートにザグリ部が形成されていても、ボルトによる締付力によりプレートが変形し、ザグリ部においてプレートと第二部品とが接触してもよい。このような形態でも、ボルトによる締付力がボルト孔周辺に集中しにくくなり、第二部品のプレートと接触する部分全体にかかる応力を均一にしやすくなる。
【0022】
次に、本発明のボルト締結方法及びボルト締結体に使用される本発明の締付力分散プレートは、複数の第一ボルト孔を有する第一部品と、複数の第二ボルト孔を有する第二部品とを、第一ボルト孔及び第二ボルト孔にボルトを挿通して締結する際に使用され、第二部品よりも同一温度におけるクリープ強度が高く、かつ主表面に複数のボス部が形成され、さらに該ボス部に第三ボルト孔が形成されており、該第三ボルト孔が第一ボルト孔及び第二ボルト孔とそれぞれ重なり、主裏面が第二部品と当接するように、第二部品の第一部品とは反対側に重ね合わされて使用されることを特徴とする。
【0023】
このような締付力分散プレートを、第二部品の第一部品とは反対側に重ね合わせて、第一部品と第二部品とを締結することにより、該プレートにより第二部品のプレートと接触する部分全体にかかる応力が低下するので、第二部品のクリープ変形を抑制することができる。さらに、このプレートの主表面にはボス部が形成されており、このボス部に第三ボルト孔が形成されているので、第三ボルト孔の厚さ方向の長さを比較的長く設定することができる。そのため、第一部品と第二部品とをこのプレートを介して締結する場合に、軸方向の長さが比較的長いボルトを使用することができ、第一部品と第二部品とをより一層安定した締付力で締結することができる。
【0024】
また、本発明の締付力分散プレートは、主裏面であって、第三ボルト孔周辺にザグリ部が形成されているものとすることができる。このような構成の締付力分散プレートでは、このプレートを第二部品にボルト孔同士が重なるように重ね合わせたときに、ボルト孔周辺に、プレートと第二部品とが接触しない領域が形成されることになる。そのため、ボルトによる締付力が通常最も優先的にかかりやすいボルト孔周辺において、第二部品に働く応力が減少し、この部分にかかるべき応力がプレートと接触する第二部品の他の部分全体に分散して働くようになるので、第二部品の各部分にかかる応力が低下し、ひいては第二部品のクリープ変形を抑制することが可能となる。その結果、本発明の締付力分散プレートを用いて部品同士を締結すると、このボルトにより締結された締結体を高温において長時間放置したとしても、これらの部品を締結するボルトがより一層緩みにくくなるのである。
【0025】
なお、本明細書において「ボルト孔」とは、ボルトをねじ込むためのネジ孔であってもよいし、単にボルトが挿通するだけのボルト挿通孔であってもよい。例えば、第一部品に形成されている第一ボルト孔は、ボルトがねじ込まれるネジ孔として構成し、第二部品に形成されている第二ボルト孔及びプレートに形成されている第三ボルト孔は、単にボルトが挿通するだけのボルト挿通孔とすることができる。
【0026】
【発明の実施の形態】
以下、添付の図面を用いて本発明の実施の形態について説明する。まず本実施の形態におけるボルト締結方法は、車両用エンジンに用いられる第一部品としてのシリンダブロックと第二部品としてのオイルパンとをボルトにより締結するものである。この際、オイルパンのシリンダブロックとは反対側に、本発明にかかる締付力緩和プレートを重ね合わせて、このプレートを介してオイルパンとシリンダブロックとを締結する。
【0027】
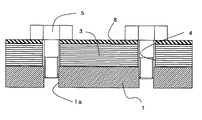
図5を用いて本実施形態のボルト締結方法及びボルト締結体を概念的に説明する。まず、シリンダブロック1とオイルパン3とを、シリンダブロック1に形成されている第一ボルト孔としてのネジ孔1aと、オイルパン3に形成されている第二ボルト孔としての第一ボルト挿通孔4とが重なるように当接する。さらに、オイルパン3のシリンダブロック1とは反対側に、本発明にかかるプレート9を重ね合わせる。プレート9のオイルパン3と反対側の表面(主表面)には、複数のボス部9aが形成されており、このボス部9aに第三ボルト孔としての第二ボルト挿通孔9bが、オイルパン3及びシリンダブロック1に形成されているボルト孔(ネジ孔1a及び第一ボルト挿通孔4)と対応する位置に形成されている。この第二ボルト挿通孔9bを介して、オイルパン3の第一ボルト挿通孔4にボルト5を挿通させ、そのボルト5をシリンダブロック1のネジ孔1aにねじ込んで、オイルパン3とシリンダブロック1とが締結される。
【0028】
本実施形態において、オイルパン3はマグネシウム合金にて構成されており、シリンダブロック1はアルミニウム合金にて構成されており、オイルパン3のほうがシリンダブロック1よりも、同一温度におけるクリープ強度が低くなっている。また、オイルパン3に重ね合わされるプレート9は、オイルパン3を構成するマグネシウム合金よりも同一温度におけるクリープ強度が高い材料により構成されている。例えばプレート9は、ステンレス鋼や炭素鋼等の鉄鋼材料や、例えば、Al―Si―Cu系合金等のアルミニウム合金や、窒化珪素(Si3N4)等のセラミックにより構成することができる。得に、アルミニウム合金にて構成する場合、6061合金やADC10、ADC10Z、ADC12、ADC12Z(いずれもJIS規格)等のアルミニウム合金を採用することができる。
【0029】
このようにして締結された締結体について、図1を用いてさらに詳細に説明する。オイルパン3に形成されている第二ボルト孔としての第一ボルト挿通孔4と、シリンダブロック1に形成されている第一ボルト孔としてのネジ孔1aとが重なるように、オイルパン3とシリンダブロック1とが当接し、オイルパン3のシリンダブロック1とは反対側に、本発明の特徴であるプレート9が重ね合わされている。このプレート9には、ネジ孔1a及び第一ボルト挿通孔4と対応する形態で第三ボルト孔としての第二ボルト挿通孔9bが複数形成されており、プレート9のオイルパン3と反対側の表面(主表面)において、第二ボルト挿通孔9bの周辺にボス部9aが形成されている。そして、オイルパン3にプレート9が重ね合わされた状態で、第一ボルト挿通孔4及び第二ボルト挿通孔9bにプレート9側からボルト5が挿通され、このボルト5をシリンダブロック1に形成されているボルト孔1aにねじ込むことにより、シリンダブロック1とオイルパン3とが締結されている。プレート9のオイルパン3側の表面(主裏面)は、オイルパン3のプレート9と接触する表面(シリンダブロック1とは反対側の表面)と対応する形状を有しており、プレート9の主裏面の略全面がオイルパン3と接触するようになっている。
【0030】
このように、本実施形態におけるボルト締結体においては、オイルパン3のシリンダブロック1とは反対側に、ボルト5からの締付力を緩和するためのプレート9が介層されているので、オイルパン3のクリープ変形が抑制されることになる。さらにプレート9のオイルパン3とは反対側の表面(主表面)には、第二ボルト挿通孔9b周辺にボス部9aが形成されているので、第二ボルト挿通孔9bの長さを比較的長く設定することができ、そのため、シリンダブロック1とオイルパン3とを締結するためのボルト5として、軸方向の長さが比較的長いものを使用することができる。このように軸方向の長さが長いボルト5を使用することができるので、シリンダブロック1とオイルパン3との安定した締結を実現することができる。
【0031】
さらに、本実施形態においては、プレート9として主表面の第二ボルト挿通孔9b周辺に、ザグリ部9cが形成されているものを使用している。このザグリ部の深さは特に限定されるものではないが、深すぎるとボス部9aの厚さが薄くなり、十分な強度を確保することができず、ボルト5によりオイルパン3とシリンダブロック1とを締結する際に、プレート9が破断することもありえるので、プレート9の材質に応じて適宜設定する必要がある。また、プレート9の主裏面側におけるザグリ部9cの形成領域は、その効果が十分に実現されれば、どのような大きさでもよいが、あまりにも形成領域が大きいと、オイルパン3への締付力を分散させるというプレート9としての効果を十分に得ることができず、一方、形成面積が不十分であるとザグリ部9cを形成する効果が十分に得られない。そのため、オイルパン3及びプレート9の形状や材質等により、適宜好適な形状にザグリ部9cを形成する必要がある。
【0032】
このように、プレート9のオイルパン3側の表面において、第二ボルト挿通孔9b周辺にザグリ部9cを形成することにより、ボルト5による締付力が最もかかりやすいオイルパン3の第一ボルト挿通孔4周辺において、締付力の集中を抑制することが可能となる。そのため、ボルト5による締付力がオイルパン3のプレート9と接触している部分全体に、より一層均一に働きやすくなる。そのため、部分的な応力集中によるオイルパン3のクリープ変形を抑制することができ、結果的にボルト5の緩みをより一層抑制することが可能となる。
【0033】
また、オイルパン3に重ねられるプレート9は、そのオイルパン3側の表面(主裏面)が、オイルパン3のシリンダブロック1とは反対側の表面と対応する形状を有し、オイルパン3と略密着するように重ね合わされるものである。オイルパン3とプレート9とが接触する面積が小さいと、プレート9を介してオイルパン3とシリンダブロック1とを締結したときに、オイルパン3の表面にかかる応力を十分に低下することができなくなり、ひいてはオイルパン3のクリープ変形を抑制することができない。
【0034】
さらに、上記のようなボルト締結方法及びボルト締結体に用いられる本実施形態の締付力分散プレート9の一例を図4に示す。本実施形態の締付力分散プレート9は、第二部品としてのオイルパン3とは反対側の表面(主表面)であって、第三ボルト孔としての第二ボルト挿通孔9b周辺にボス部9aが形成されている。さらに、オイルパン3に当接する表面(主裏面)であって、第二ボルト挿通孔9b周辺にザグリ部(図4では図示せず)が形成されている。
【0035】
さらに、オイルパン3として、第一ボルト挿通孔4が形成されているフランジを有するものを使用する場合、このフランジの部分を、フランジに形成されている第一ボルト挿通孔4とボルト孔1aが重なるようにシリンダブロック1に当接させて、ボルト5で締結することができるが、このような場合には、プレート9の形状をフランジの形状と対応する形状に設定することができる。すなわち、フランジのシリンダブロック1とは反対側の表面を平面視したときの形状(平面形状)と、プレート9を厚さ方向から平面視したときの形状(平面形状)とが、略同一の形状となるようにすることができる。具体的には、第二部品としてのオイルパン3が、図3に示すように、オイルパン3の外縁にフランジ3aを有するような場合には、このフランジ3aをシリンダブロック1とは反対側から覆うような形状に、プレート9の形状を形成することができる。本実施形態においては、フランジ3aがオイルパン3の外縁を沿う形態で形成されており、使用するプレート9の形状を、図4に示すようにフランジ3aと対応する形状としている。
【0036】
さらに、本実施の形態においては、オイルパン3として、図3及び図5に示すように、シリンダブロック1とは反対側に突出する壁部3bを有し、この壁部に囲まれた内部にも第二ボルト挿通孔4を有するフランジ3a’が形成されているものを採用しており、このフランジ3a’と対応する形状の第二のプレート9をさらに用意して、この第二のプレート9をフランジ3a’に当接させて、ボルト締結するようにしている。
【0037】
上記のようなプレート9は、例えば前述したような、マグネシウム合金よりも同一温度におけるクリープ強度が高い金属材料(例えば本実施の形態においては、ステンレス鋼や炭素鋼等の鉄鋼材料や、6061合金や、ADC10、ADC10Z、ADC12、ADC12Z等のアルミニウム合金)を融解したあと、その融液を型に流し込み鋳造により形成することができる。得に、ダイカスト用アルミニウム合金(ADC10、ADC10Z、ADC12、ADC12Z)を採用する場合には、ダイカスト鋳造により製造することができる。さらにセラミックによりプレート9を構成する場合には、このセラミックを構成する原料をプレート9の形状に成形したのち、得られる成形体を焼結することにより得ることができる。このような方法によれば、プレート9を、ボス部9aが一体的に形成された状態で得ることができる。そのため、ボス部9aを切削加工等により形成しなくてもよいので、製造工程を削減することができ、ひいては製造コストを抑えることができる。また、図4に示すような、複雑な平面形状を有するものを切削加工等によらず製造することができる。このような形状に成形したあと、ボス部9aに第二ボルト挿通孔9bを形成して、本発明にかかる締付力分散プレートを得ることができる。
【0038】
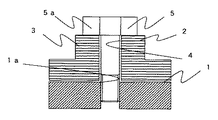
以上、本実施形態のボルト締結方法及びボルト締結体について図面を用いて説明したが、本発明はこのような形態に限られるものではない。例えば、プレート9に形成されるザグリ部の形状としては、図2に示すようなものを採用することもできる。すなわち、図2に示すボルト締結体においては、該ボルト締結体に用いられるプレート9’に形成されているザグリ部9’cは、プレート9’の第二ボルト挿通孔9’bの周辺にテーパー状に形成されている。このような構成のザグリ部9’cは、図1に示されるようなザグリ部9cとは異なり、ザグリ部9’cの底面と側面との境界がなく、この境界における応力集中を防止することができ、プレート9’を介してオイルパン3をシリンダブロック1にボルト5により締め付ける際に、プレート9’の破断を抑制しやすくなる。
【0039】
さらに、上記本実施の形態においては、第二部品としてのオイルパンに形成されている第二ボルト孔は、ボルトが単に挿通するボルト挿通孔として形成されているが、本発明はこのような形態に限定されるものではなく、第二ボルト孔がボルトをねじ込むためのネジ孔として形成されている場合でも適用することができる。すなわち、ネジ孔としての第二ボルト孔にボルトがねじ込まれて第一部品と第二部品とが締結されている場合でも、第二部品のクリープ変形は同様に起こり得るものであり、この場合でも、本発明にかかるプレートは、第二部品に働く応力を低下させることができ、ひいてはボルトの緩みを抑制する働きを有するものである。この場合、第一部品としてのシリンダブロックに形成されている第一ボルト孔は、本実施形態のようにネジ孔として形成してもよいし、単にボルトが挿通するのみのボルト挿通孔として形成することもできる。なお、同様の理由により、プレートに形成されている第三ボルト孔も、ボルトをねじ込むためのネジ孔として形成してもよく、このような場合であっても、第二部品の各部分にかかる応力をプレートにより低下させることができ、第二部品のクリープ変形を抑制し、両部品を高温において長時間放置してもボルトが緩みにくくなる。
【0040】
【実施例】
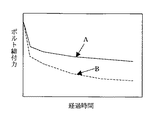
図7に示すように、従来の方法でオイルパンとシリンダブロックとを締結した比較例のボルト締結体と、図1に示すような本発明にかかる方法によりオイルパンとシリンダブロックとを締結した実施例のボルト締結体において、それぞれの軸力の時間変化を測定して、それぞれのボルト締結体におけるボルトの緩みを比較した。比較条件としては、いずれの方法により得られたボルト締結体においても、130〜150℃の高温雰囲気に放置した結果を評価した。なお、軸力の時間変化は、軸力測定用歪みゲージにより測定している。
【0041】
得られた結果を図6に示す。図中Aにて示されるのが本実施例のものであり、図中Bで示されるのが比較例のものである。オイルパンの圧縮塑性変形により生じる初期のボルト締結力の低下は、本発明による応力低下のためAのほうがBと比較して小さくなっている。その後の高温下でのクリープ変形により生じる締付力低下も、本発明による応力低下の効果によりAの方がBと比較して小さくなっている。
【0042】
このように、本発明のボルト締結方法を用いることにより、マグネシウム合金製部品としてのオイルパンのクリープ変形を抑制することができ、ボルトにより締結されたシリンダブロックとオイルパンとを高温で長時間使用しても、ボルトの緩みが生じにくくなることがわかった。
【0043】
【発明の効果】
以上説明したように、本発明によれば、例えばマグネシウム合金等の高温におけるクリープ強度が比較的低い軽合金にてなる部品を、ボルトにより締結した場合に、得られるボルト締結体を高温において長時間使用しても、部品のクリープ変形を抑制することができ、ひいては、部品同士を締結するボルトが緩みにくくなる。
【図面の簡単な説明】
【図1】本発明にかかるボルト締結方法及びボルト締結体を説明する図。
【図2】図1とは異なる本発明にかかるボルト締結方法及びボルト締結体を説明する図。
【図3】本発明にかかる第二部品としてのオイルパンの一例を示す図。
【図4】本発明の締付力分散プレートの一例を示す図。
【図5】オイルパンとシリンダブロックとの締結形態を示す図。
【図6】比較例と実施例のボルト締結体において、ボルトの締付力の時間変化を示す図。
【図7】従来のボルト締結方法を説明する図。
【図8】図7とは異なる従来のボルト締結方法を説明する図。
【図9】図7、図8とは異なる従来のボルト締結方法を説明する図。
【図10】図7、図8、図9とは異なる従来のボルト締結方法を説明する図。
【符号の説明】
1 シリンダブロック(第一部品)
1a ボルト孔
2、9 a、9’a ボス部
3 オイルパン(第二部品)
4 第一ボルト挿通孔
5 ボルト
9 プレート(締付力分散プレート)
9b、9’b 第二ボルト挿通孔
9c、9’c ザグリ部
【発明の属する技術分野】
本発明は、部品同士をボルトにより締結する方法及び部品同士がボルトにより締結されたボルト締結体並びにこれらに使用される締付力分散プレートに関する。
【0002】
【従来の技術】
車両用エンジン等に用いられる潤滑油を貯蔵しておくためのオイルパンには、軽量化を目的として例えばマグネシウムあるいはマグネシウム合金(以下これらを総称してマグネシウム合金とする)等の軽合金にて構成されているものがある。オイルパンはエンジン等のシリンダブロックにボルトにより締結されるのが通常であり、例えばシリンダブロックに形成されているボルト孔に、オイルパンのフランジに形成されているボルト挿通孔を介してボルトをねじ込むことにより、これらオイルパンとシリンダブロックとが締結される。
【0003】
このときの具体的な締結形態を図7に示す。シリンダブロック等の部品1に対して、オイルパン等のマグネシウム合金製部品3を、ボルト5により締結する場合は、部品1にボルト孔1aを、マグネシウム合金製部品3にボルト挿通孔4をそれぞれ設け、マグネシウム合金製部品3側からボルト挿通孔4にボルト5を挿通し、このボルト5を部品1のボルト孔1aにねじ込むとともに、ボルト5の頭部5aをマグネシウム合金製部品3に着座させて、所定の締付力を発生させるようにしている。なお、マグネシウム合金製部品3のボルト挿通孔4が形成されている箇所には、ボス部2が形成されており、このボス部2の上面にボルト5の頭部5aが着座するようになっている。
【0004】
しかし、オイルパン(マグネシウム合金製部品3)やシリンダブロック(部品1)は、エンジンの駆動時には例えば120℃以上の高温の雰囲気に晒されることもあり、上記のような形態にて各部品を締結すると、オイルパン3を構成するマグネシウム合金は高温におけるクリープ強度が低いこともあって、長時間のエンジン駆動後には、オイルパン3のボルト挿通孔4周辺が圧縮される形でクリープ変形し、その結果、部品同士の締付力が低下して、ボルト5が緩んでしまうという問題がある。
【0005】
【特許文献1】特開平5−052206号公報
【0006】
【特許文献2】特開平8−193607号公報
【0007】
【特許文献3】特開平6−010616号公報
【0008】
【発明が解決しようとする課題】
前述のように、高温での長時間の使用によりボルトが緩んでしまうという問題を解決するために、いくつかのボルト締結方法が上記特許文献により開示されている。例えば、特許文献1においては、図8に示すように、マグネシウム合金製部品3のボス部2に、高温でのクリープ強度に優れた材料で構成されるキャップ状の補強部材6を嵌着し、ボルト挿通孔4の周りの部分を補強部材6によって拘束することにより、マグネシウム合金製部品3のクリープ変形を抑制するようにしている。しかしながら、このような方法においては、補強部材6が嵌着している部分においては、マグネシウム合金製部品3のクリープ変形を抑制することができるものの、キャップ状補強部材6が嵌着していない部分(例えばボス部2の下部)においては、クリープ変形を十分に抑制することができないという問題がある。
【0009】
また、特許文献2は図9に示すようにマグネシウム合金製部品3のボス部2のボルト挿通孔4に、クリープ強度に優れた材料で構成される締付座7を挿入し、その締付座上部7aがボス部2の上面2aに配置されるようにしている。このような構成によれば、ボルト5による締付力が、ボルト5の頭部5aから締付座7を介してマグネシウム合金製部品3に働いて、マグネシウム合金製部品3のボス部2において、締付力のかかる面積が広くなる結果、各部分にかかる応力が低下してマグネシウム合金製部品3のクリープ変形が抑制される。しかし、このような方法では、締付座7とマグネシウム合金製部品3との最大の接触面積は、ボス部2の上面2aの面積に限定されるために応力低下の効果も制限され、マグネシウム合金製部品3のクリープ変形を十分に抑制できるとはいえない。
【0010】
さらに特許文献3では、図10に示すようにマグネシウム合金製部品3とボルト5との間に、マグネシウム合金よりもクリープ強度に優れた材料で構成されるプレート8を介層し、その状態で部品1のボルト孔1aにボルト5をねじ込んで、マグネシウム合金製部品3を部品1に締め付け固定するという方法が提案されている。プレート8はマグネシウム合金製部品3と広範囲に接触するので、ボルト5の締付により生じるマグネシウム合金製部品3への締付力を、プレート8と接触している部分全体に分散させることができる。その結果マグネシウム合金製部品3の各部分にかかる応力が低下し、マグネシウム合金製部品3のクリープ変形を抑制することができる。したがって、この締結体を高温において長時間放置しても、ボルト5の緩みが生じにくくなる。しかしながら、このような方法では、使用されるプレート8にボス部2が形成されていないため、ボルト挿通孔4の長さが短く設定される。そのため、ボルト軸力を安定させるのに有効な、軸方向の長さが長いボルトを使用することができない。結果として、部品同士の好適な締結を行うことができず、ボルトの緩みを十分に抑制できないという問題がある。
【0011】
本発明は、上記のような問題を鑑みてなされたものであって、部品同士をボルトにより締結した場合に、高温において長時間放置しても、部品のクリープ変形が抑制され、ひいてはボルトの緩みが抑制されるボルト締結方法及びそのようなボルト締結体並びにこれらに使用される締付力分散プレートを提供することを課題とする。
【0012】
【課題を解決するための手段及び作用・効果】
上記課題を解決するために、本発明のボルト締結方法は、複数の第一ボルト孔が形成された第一部品と、複数の第二ボルト孔が形成された第二部品とを、第一ボルト孔と第二ボルト孔とがそれぞれ重なるように当接し、第二部品よりも同一温度におけるクリープ強度が高く、かつ主表面に複数のボス部が形成されており、該ボス部に第三ボルト孔が形成されているプレートを、第二部品に主裏面側が当接するように重ね合わせ、第三ボルト孔を介して、第一ボルト孔及び第二ボルト孔に、ボルトを挿通して、第一部品と第二部品とを締結することを特徴とする。
【0013】
このような方法によれば、第二部品の第一部品とは反対側に、第二部品よりも同一温度におけるクリープ強度が高いプレートが重ねられ、第三ボルト孔を介して第一ボルト孔と第二ボルト孔にボルトが挿通されて、第一部品と第二部品とが締結される。そのため、ボルトによる締付力は第二部品には直接働くわけではなくプレートを介して働くことになる。したがって、第二部品には、ボルトからの締付力が、第二ボルト孔周辺のみではなくプレートと接触する部分全体に分散されて働きやすくなり、第二部品の各部分に働く応力を低下させることができる。そのため、第二部品のクリープ変形が抑制されることになり、ひいては、ボルトにより締結された締結体を高温において長時間放置しても、ボルトが緩みにくくなる。
【0014】
さらに、本発明においてはプレートの主表面側において、複数のボス部が形成されており、このボス部にボルトが挿通する第三ボルト孔が形成されている。そのため、第三ボルト孔の長さを長く設定することができ、軸方向の長さが比較的長いボルトにて第一部品と第二部品とを締結することができ、第一部品と第二部品とをより安定した締付力で締結することができる。また、ボス部を形成することにより、プレート全体の厚さを厚くすることなく、第三ボルト孔の厚さ方向の長さを長く設定することができる。このように、プレートによるボルトからの締付力を分散させる効果と、ボス部による締付力を安定させる効果との相乗効果により、より一層ボルトの緩みが抑制されることになる。
【0015】
さらに、本発明においては、複数のボルト孔が形成された部品同士を複数のボルトによって締結するものであり、第二部品に重ねられるプレートにも複数の第三ボルト孔が形成され、このそれぞれのボルト孔が形成されている複数箇所において、ボルト締結されるので、ひとつのプレートにより複数箇所におけるボルトの締付力を分散できるようになっている。
【0016】
また、本発明の方法は、プレートとして、該プレートの主裏面側において、第三ボルト孔周辺にザグリ部が形成されているものを使用するのがより好ましい。このような構成のプレートを、第二部品の第一部品とは反対側に、第三ボルト孔が、第一ボルト孔及び第二ボルト孔と重なるように配置すれば、第二部品とプレートとの間に、両者が接触しない領域が形成される。通常ボルトによる締付力は、ボルトが挿通するボルト孔周辺で局所的に増大する不均一な分布となるが、上記のようなボルト孔周辺で第二部品とプレートとが接触しない状態でボルト締結すると、ボルト孔周辺に働く締付力が抑制されて、第二部品のプレートと接触する他の部分に締付力が分散しやすくなる。そのため、ボルトによる締付力が第二部品のプレートと接触する部分に均一に分散されやすくなり、より一層第二部品のクリープ変形を抑制することが可能となる。ひいては、締結された両部品を高温において長時間放置しても、ボルトがより一層緩みにくくなるのである。
【0017】
なお、ボルト孔周辺に形成されるザグリ部は、その効果が十分に実現されれば、どのような面積のものでもよいが、あまりにも形成面積が大きいと、第二部品への締付力を分散させるというプレートとしての効果を十分に得ることができず、一方、形成面積が不十分であるとザグリ部を形成する効果が十分に得られない。そのため、第二部品及びプレートの形状や材質等により、適宜好適な形状を採用する必要がある。
【0018】
また、上記のような方法により締結される本発明のボルト締結体は、複数の第一ボルト孔を有する第一部品と、複数の第二ボルト孔を有し、該第二ボルト孔が第一ボルト孔とそれぞれ重なるように、第一部品に当接される第二部品と、第二部品よりも同一温度におけるクリープ強度が高く、かつ主表面に複数のボス部が形成され、さらに該ボス部に第三ボルト孔が形成されており、該第三ボルト孔が第一ボルト孔及び第二ボルト孔と重なり、主裏面側が第二部品に当接する形で第二部品に重ねられるプレートと、第三ボルト孔を介して第一ボルト孔及び第二ボルト孔に挿通され、第一部品と第二部品とを締結するボルトと、を有することを特徴とする。
【0019】
上記構成のボルト締結体においては、第二部品の第一部品とは反対側に、プレートが重ねられているため、このプレートによって、ボルトから第二部品にかかる締付力が、第二部品のプレートと接触する部分全体に分散される。その結果第二部品の各部分にかかる応力が低下して、第二部品のクリープ変形を抑制することができる。したがって、本発明の構成のボルト締結体は、高温において長時間使用しても、第一部品と第二部品とを締結するボルトの緩みが生じにくくなる。さらに、プレートの主表面には、複数のボス部が形成され、このボス部に第三ボルト孔が形成されているので、第三ボルト孔の厚さ方向の長さを比較的長く設定することができ、そのため第一部品と第二部品とを締結するボルトとして、軸方向の長さがより長いものを採用することができる。したがって、第一部品と第二部品とをより安定した締付力で締結することができる。
【0020】
さらに、本発明のボルト締結体においては、プレートは、主裏面側において、第三ボルト孔周辺にザグリ部が形成されているのが好ましい。このような構成によれば、前述したように、プレートと第二部品とをボルト孔同士が重なるように重ね合わせた場合に、ボルト孔周辺において、プレートと第二部品とが接触しないような形態が実現される。この状態で第二部品と第一部品とをボルト締結すると、第二部品の第二ボルト孔周辺にかかる締付力を、さらに抑制することができ、第二部品のプレートと接触する部分全体に、ボルトによる締付力がさらに分散されやすくなる。そのため、第二部品の各部分にかかる応力を低下させることができ、ひいては第二部品のクリープ変形を抑制することができる。したがって、本発明のボルト締結体を高温において長時間放置しても、第一部品と第二部品とを締結するボルトがより一層緩みにくくなるのである。
【0021】
なお、プレートにザグリ部が形成されている場合、すでにボルトにより締結されているボルト締結体において、ボルト孔周辺に必ずしもプレートと第二部品とが接触しない領域が形成されていなくてもよい。つまりプレートにザグリ部が形成されていても、ボルトによる締付力によりプレートが変形し、ザグリ部においてプレートと第二部品とが接触してもよい。このような形態でも、ボルトによる締付力がボルト孔周辺に集中しにくくなり、第二部品のプレートと接触する部分全体にかかる応力を均一にしやすくなる。
【0022】
次に、本発明のボルト締結方法及びボルト締結体に使用される本発明の締付力分散プレートは、複数の第一ボルト孔を有する第一部品と、複数の第二ボルト孔を有する第二部品とを、第一ボルト孔及び第二ボルト孔にボルトを挿通して締結する際に使用され、第二部品よりも同一温度におけるクリープ強度が高く、かつ主表面に複数のボス部が形成され、さらに該ボス部に第三ボルト孔が形成されており、該第三ボルト孔が第一ボルト孔及び第二ボルト孔とそれぞれ重なり、主裏面が第二部品と当接するように、第二部品の第一部品とは反対側に重ね合わされて使用されることを特徴とする。
【0023】
このような締付力分散プレートを、第二部品の第一部品とは反対側に重ね合わせて、第一部品と第二部品とを締結することにより、該プレートにより第二部品のプレートと接触する部分全体にかかる応力が低下するので、第二部品のクリープ変形を抑制することができる。さらに、このプレートの主表面にはボス部が形成されており、このボス部に第三ボルト孔が形成されているので、第三ボルト孔の厚さ方向の長さを比較的長く設定することができる。そのため、第一部品と第二部品とをこのプレートを介して締結する場合に、軸方向の長さが比較的長いボルトを使用することができ、第一部品と第二部品とをより一層安定した締付力で締結することができる。
【0024】
また、本発明の締付力分散プレートは、主裏面であって、第三ボルト孔周辺にザグリ部が形成されているものとすることができる。このような構成の締付力分散プレートでは、このプレートを第二部品にボルト孔同士が重なるように重ね合わせたときに、ボルト孔周辺に、プレートと第二部品とが接触しない領域が形成されることになる。そのため、ボルトによる締付力が通常最も優先的にかかりやすいボルト孔周辺において、第二部品に働く応力が減少し、この部分にかかるべき応力がプレートと接触する第二部品の他の部分全体に分散して働くようになるので、第二部品の各部分にかかる応力が低下し、ひいては第二部品のクリープ変形を抑制することが可能となる。その結果、本発明の締付力分散プレートを用いて部品同士を締結すると、このボルトにより締結された締結体を高温において長時間放置したとしても、これらの部品を締結するボルトがより一層緩みにくくなるのである。
【0025】
なお、本明細書において「ボルト孔」とは、ボルトをねじ込むためのネジ孔であってもよいし、単にボルトが挿通するだけのボルト挿通孔であってもよい。例えば、第一部品に形成されている第一ボルト孔は、ボルトがねじ込まれるネジ孔として構成し、第二部品に形成されている第二ボルト孔及びプレートに形成されている第三ボルト孔は、単にボルトが挿通するだけのボルト挿通孔とすることができる。
【0026】
【発明の実施の形態】
以下、添付の図面を用いて本発明の実施の形態について説明する。まず本実施の形態におけるボルト締結方法は、車両用エンジンに用いられる第一部品としてのシリンダブロックと第二部品としてのオイルパンとをボルトにより締結するものである。この際、オイルパンのシリンダブロックとは反対側に、本発明にかかる締付力緩和プレートを重ね合わせて、このプレートを介してオイルパンとシリンダブロックとを締結する。
【0027】
図5を用いて本実施形態のボルト締結方法及びボルト締結体を概念的に説明する。まず、シリンダブロック1とオイルパン3とを、シリンダブロック1に形成されている第一ボルト孔としてのネジ孔1aと、オイルパン3に形成されている第二ボルト孔としての第一ボルト挿通孔4とが重なるように当接する。さらに、オイルパン3のシリンダブロック1とは反対側に、本発明にかかるプレート9を重ね合わせる。プレート9のオイルパン3と反対側の表面(主表面)には、複数のボス部9aが形成されており、このボス部9aに第三ボルト孔としての第二ボルト挿通孔9bが、オイルパン3及びシリンダブロック1に形成されているボルト孔(ネジ孔1a及び第一ボルト挿通孔4)と対応する位置に形成されている。この第二ボルト挿通孔9bを介して、オイルパン3の第一ボルト挿通孔4にボルト5を挿通させ、そのボルト5をシリンダブロック1のネジ孔1aにねじ込んで、オイルパン3とシリンダブロック1とが締結される。
【0028】
本実施形態において、オイルパン3はマグネシウム合金にて構成されており、シリンダブロック1はアルミニウム合金にて構成されており、オイルパン3のほうがシリンダブロック1よりも、同一温度におけるクリープ強度が低くなっている。また、オイルパン3に重ね合わされるプレート9は、オイルパン3を構成するマグネシウム合金よりも同一温度におけるクリープ強度が高い材料により構成されている。例えばプレート9は、ステンレス鋼や炭素鋼等の鉄鋼材料や、例えば、Al―Si―Cu系合金等のアルミニウム合金や、窒化珪素(Si3N4)等のセラミックにより構成することができる。得に、アルミニウム合金にて構成する場合、6061合金やADC10、ADC10Z、ADC12、ADC12Z(いずれもJIS規格)等のアルミニウム合金を採用することができる。
【0029】
このようにして締結された締結体について、図1を用いてさらに詳細に説明する。オイルパン3に形成されている第二ボルト孔としての第一ボルト挿通孔4と、シリンダブロック1に形成されている第一ボルト孔としてのネジ孔1aとが重なるように、オイルパン3とシリンダブロック1とが当接し、オイルパン3のシリンダブロック1とは反対側に、本発明の特徴であるプレート9が重ね合わされている。このプレート9には、ネジ孔1a及び第一ボルト挿通孔4と対応する形態で第三ボルト孔としての第二ボルト挿通孔9bが複数形成されており、プレート9のオイルパン3と反対側の表面(主表面)において、第二ボルト挿通孔9bの周辺にボス部9aが形成されている。そして、オイルパン3にプレート9が重ね合わされた状態で、第一ボルト挿通孔4及び第二ボルト挿通孔9bにプレート9側からボルト5が挿通され、このボルト5をシリンダブロック1に形成されているボルト孔1aにねじ込むことにより、シリンダブロック1とオイルパン3とが締結されている。プレート9のオイルパン3側の表面(主裏面)は、オイルパン3のプレート9と接触する表面(シリンダブロック1とは反対側の表面)と対応する形状を有しており、プレート9の主裏面の略全面がオイルパン3と接触するようになっている。
【0030】
このように、本実施形態におけるボルト締結体においては、オイルパン3のシリンダブロック1とは反対側に、ボルト5からの締付力を緩和するためのプレート9が介層されているので、オイルパン3のクリープ変形が抑制されることになる。さらにプレート9のオイルパン3とは反対側の表面(主表面)には、第二ボルト挿通孔9b周辺にボス部9aが形成されているので、第二ボルト挿通孔9bの長さを比較的長く設定することができ、そのため、シリンダブロック1とオイルパン3とを締結するためのボルト5として、軸方向の長さが比較的長いものを使用することができる。このように軸方向の長さが長いボルト5を使用することができるので、シリンダブロック1とオイルパン3との安定した締結を実現することができる。
【0031】
さらに、本実施形態においては、プレート9として主表面の第二ボルト挿通孔9b周辺に、ザグリ部9cが形成されているものを使用している。このザグリ部の深さは特に限定されるものではないが、深すぎるとボス部9aの厚さが薄くなり、十分な強度を確保することができず、ボルト5によりオイルパン3とシリンダブロック1とを締結する際に、プレート9が破断することもありえるので、プレート9の材質に応じて適宜設定する必要がある。また、プレート9の主裏面側におけるザグリ部9cの形成領域は、その効果が十分に実現されれば、どのような大きさでもよいが、あまりにも形成領域が大きいと、オイルパン3への締付力を分散させるというプレート9としての効果を十分に得ることができず、一方、形成面積が不十分であるとザグリ部9cを形成する効果が十分に得られない。そのため、オイルパン3及びプレート9の形状や材質等により、適宜好適な形状にザグリ部9cを形成する必要がある。
【0032】
このように、プレート9のオイルパン3側の表面において、第二ボルト挿通孔9b周辺にザグリ部9cを形成することにより、ボルト5による締付力が最もかかりやすいオイルパン3の第一ボルト挿通孔4周辺において、締付力の集中を抑制することが可能となる。そのため、ボルト5による締付力がオイルパン3のプレート9と接触している部分全体に、より一層均一に働きやすくなる。そのため、部分的な応力集中によるオイルパン3のクリープ変形を抑制することができ、結果的にボルト5の緩みをより一層抑制することが可能となる。
【0033】
また、オイルパン3に重ねられるプレート9は、そのオイルパン3側の表面(主裏面)が、オイルパン3のシリンダブロック1とは反対側の表面と対応する形状を有し、オイルパン3と略密着するように重ね合わされるものである。オイルパン3とプレート9とが接触する面積が小さいと、プレート9を介してオイルパン3とシリンダブロック1とを締結したときに、オイルパン3の表面にかかる応力を十分に低下することができなくなり、ひいてはオイルパン3のクリープ変形を抑制することができない。
【0034】
さらに、上記のようなボルト締結方法及びボルト締結体に用いられる本実施形態の締付力分散プレート9の一例を図4に示す。本実施形態の締付力分散プレート9は、第二部品としてのオイルパン3とは反対側の表面(主表面)であって、第三ボルト孔としての第二ボルト挿通孔9b周辺にボス部9aが形成されている。さらに、オイルパン3に当接する表面(主裏面)であって、第二ボルト挿通孔9b周辺にザグリ部(図4では図示せず)が形成されている。
【0035】
さらに、オイルパン3として、第一ボルト挿通孔4が形成されているフランジを有するものを使用する場合、このフランジの部分を、フランジに形成されている第一ボルト挿通孔4とボルト孔1aが重なるようにシリンダブロック1に当接させて、ボルト5で締結することができるが、このような場合には、プレート9の形状をフランジの形状と対応する形状に設定することができる。すなわち、フランジのシリンダブロック1とは反対側の表面を平面視したときの形状(平面形状)と、プレート9を厚さ方向から平面視したときの形状(平面形状)とが、略同一の形状となるようにすることができる。具体的には、第二部品としてのオイルパン3が、図3に示すように、オイルパン3の外縁にフランジ3aを有するような場合には、このフランジ3aをシリンダブロック1とは反対側から覆うような形状に、プレート9の形状を形成することができる。本実施形態においては、フランジ3aがオイルパン3の外縁を沿う形態で形成されており、使用するプレート9の形状を、図4に示すようにフランジ3aと対応する形状としている。
【0036】
さらに、本実施の形態においては、オイルパン3として、図3及び図5に示すように、シリンダブロック1とは反対側に突出する壁部3bを有し、この壁部に囲まれた内部にも第二ボルト挿通孔4を有するフランジ3a’が形成されているものを採用しており、このフランジ3a’と対応する形状の第二のプレート9をさらに用意して、この第二のプレート9をフランジ3a’に当接させて、ボルト締結するようにしている。
【0037】
上記のようなプレート9は、例えば前述したような、マグネシウム合金よりも同一温度におけるクリープ強度が高い金属材料(例えば本実施の形態においては、ステンレス鋼や炭素鋼等の鉄鋼材料や、6061合金や、ADC10、ADC10Z、ADC12、ADC12Z等のアルミニウム合金)を融解したあと、その融液を型に流し込み鋳造により形成することができる。得に、ダイカスト用アルミニウム合金(ADC10、ADC10Z、ADC12、ADC12Z)を採用する場合には、ダイカスト鋳造により製造することができる。さらにセラミックによりプレート9を構成する場合には、このセラミックを構成する原料をプレート9の形状に成形したのち、得られる成形体を焼結することにより得ることができる。このような方法によれば、プレート9を、ボス部9aが一体的に形成された状態で得ることができる。そのため、ボス部9aを切削加工等により形成しなくてもよいので、製造工程を削減することができ、ひいては製造コストを抑えることができる。また、図4に示すような、複雑な平面形状を有するものを切削加工等によらず製造することができる。このような形状に成形したあと、ボス部9aに第二ボルト挿通孔9bを形成して、本発明にかかる締付力分散プレートを得ることができる。
【0038】
以上、本実施形態のボルト締結方法及びボルト締結体について図面を用いて説明したが、本発明はこのような形態に限られるものではない。例えば、プレート9に形成されるザグリ部の形状としては、図2に示すようなものを採用することもできる。すなわち、図2に示すボルト締結体においては、該ボルト締結体に用いられるプレート9’に形成されているザグリ部9’cは、プレート9’の第二ボルト挿通孔9’bの周辺にテーパー状に形成されている。このような構成のザグリ部9’cは、図1に示されるようなザグリ部9cとは異なり、ザグリ部9’cの底面と側面との境界がなく、この境界における応力集中を防止することができ、プレート9’を介してオイルパン3をシリンダブロック1にボルト5により締め付ける際に、プレート9’の破断を抑制しやすくなる。
【0039】
さらに、上記本実施の形態においては、第二部品としてのオイルパンに形成されている第二ボルト孔は、ボルトが単に挿通するボルト挿通孔として形成されているが、本発明はこのような形態に限定されるものではなく、第二ボルト孔がボルトをねじ込むためのネジ孔として形成されている場合でも適用することができる。すなわち、ネジ孔としての第二ボルト孔にボルトがねじ込まれて第一部品と第二部品とが締結されている場合でも、第二部品のクリープ変形は同様に起こり得るものであり、この場合でも、本発明にかかるプレートは、第二部品に働く応力を低下させることができ、ひいてはボルトの緩みを抑制する働きを有するものである。この場合、第一部品としてのシリンダブロックに形成されている第一ボルト孔は、本実施形態のようにネジ孔として形成してもよいし、単にボルトが挿通するのみのボルト挿通孔として形成することもできる。なお、同様の理由により、プレートに形成されている第三ボルト孔も、ボルトをねじ込むためのネジ孔として形成してもよく、このような場合であっても、第二部品の各部分にかかる応力をプレートにより低下させることができ、第二部品のクリープ変形を抑制し、両部品を高温において長時間放置してもボルトが緩みにくくなる。
【0040】
【実施例】
図7に示すように、従来の方法でオイルパンとシリンダブロックとを締結した比較例のボルト締結体と、図1に示すような本発明にかかる方法によりオイルパンとシリンダブロックとを締結した実施例のボルト締結体において、それぞれの軸力の時間変化を測定して、それぞれのボルト締結体におけるボルトの緩みを比較した。比較条件としては、いずれの方法により得られたボルト締結体においても、130〜150℃の高温雰囲気に放置した結果を評価した。なお、軸力の時間変化は、軸力測定用歪みゲージにより測定している。
【0041】
得られた結果を図6に示す。図中Aにて示されるのが本実施例のものであり、図中Bで示されるのが比較例のものである。オイルパンの圧縮塑性変形により生じる初期のボルト締結力の低下は、本発明による応力低下のためAのほうがBと比較して小さくなっている。その後の高温下でのクリープ変形により生じる締付力低下も、本発明による応力低下の効果によりAの方がBと比較して小さくなっている。
【0042】
このように、本発明のボルト締結方法を用いることにより、マグネシウム合金製部品としてのオイルパンのクリープ変形を抑制することができ、ボルトにより締結されたシリンダブロックとオイルパンとを高温で長時間使用しても、ボルトの緩みが生じにくくなることがわかった。
【0043】
【発明の効果】
以上説明したように、本発明によれば、例えばマグネシウム合金等の高温におけるクリープ強度が比較的低い軽合金にてなる部品を、ボルトにより締結した場合に、得られるボルト締結体を高温において長時間使用しても、部品のクリープ変形を抑制することができ、ひいては、部品同士を締結するボルトが緩みにくくなる。
【図面の簡単な説明】
【図1】本発明にかかるボルト締結方法及びボルト締結体を説明する図。
【図2】図1とは異なる本発明にかかるボルト締結方法及びボルト締結体を説明する図。
【図3】本発明にかかる第二部品としてのオイルパンの一例を示す図。
【図4】本発明の締付力分散プレートの一例を示す図。
【図5】オイルパンとシリンダブロックとの締結形態を示す図。
【図6】比較例と実施例のボルト締結体において、ボルトの締付力の時間変化を示す図。
【図7】従来のボルト締結方法を説明する図。
【図8】図7とは異なる従来のボルト締結方法を説明する図。
【図9】図7、図8とは異なる従来のボルト締結方法を説明する図。
【図10】図7、図8、図9とは異なる従来のボルト締結方法を説明する図。
【符号の説明】
1 シリンダブロック(第一部品)
1a ボルト孔
2、9 a、9’a ボス部
3 オイルパン(第二部品)
4 第一ボルト挿通孔
5 ボルト
9 プレート(締付力分散プレート)
9b、9’b 第二ボルト挿通孔
9c、9’c ザグリ部
Claims (6)
- 複数の第一ボルト孔が形成された第一部品と、複数の第二ボルト孔が形成された第二部品とを、前記第一ボルト孔と前記第二ボルト孔とがそれぞれ重なるように当接し、
前記第二部品よりも同一温度におけるクリープ強度が高く、かつ主表面に複数のボス部が形成され、該ボス部に第三ボルト孔が形成されているプレートを、前記第二部品に主裏面側が当接するように重ね合わせ、
前記第三ボルト孔を介して、前記第一ボルト孔及び前記第二ボルト孔に、ボルトを挿通して、前記第一部品と前記第二部品とを締結することを特徴とするボルト締結方法。 - 前記プレートとして、該プレートの前記主裏面側において、第三ボルト孔周辺にザグリ部が形成されているものを使用することを特徴とする請求項1に記載のボルト締結方法。
- 複数の第一ボルト孔を有する第一部品と、
複数の第二ボルト孔を有し、該第二ボルト孔が前記第一ボルト孔とそれぞれ重なるように、前記第一部品に当接される第二部品と、
前記第二部品よりも同一温度におけるクリープ強度が高く、かつ主表面に複数のボス部が形成され、さらに該ボス部に第三ボルト孔が形成されており、該第三ボルト孔が前記第一ボルト孔及び前記第二ボルト孔と重なり、主裏面側が前記第二部品に当接する形で前記第二部品に重ねられるプレートと、
前記第三ボルト孔を介して前記第一ボルト孔及び前記第二ボルト孔に挿通され、前記第一部品と前記第二部品とを締結するボルトと、を有することを特徴とするボルト締結体。 - 前記プレートは、前記主裏面側において、前記第三ボルト孔周辺にザグリ部が形成されていることを特徴とする請求項3に記載のボルト締結体。
- 複数の第一ボルト孔を有する第一部品と、複数の第二ボルト孔を有する第二部品とを、前記第一ボルト孔及び前記第二ボルト孔にボルトを挿通して締結する際に使用され、
前記第二部品よりも同一温度におけるクリープ強度が高く、かつ主表面に複数のボス部が形成され、さらに該ボス部に第三ボルト孔が形成されており、該第三ボルト孔が前記第一ボルト孔及び前記第二ボルト孔とそれぞれ重なり、主裏面が前記第二部品と当接するように、前記第二部品の前記第一部品とは反対側に重ね合わされて使用されることを特徴とする締付力分散プレート。 - 前記主裏面であって、前記第三ボルト孔周辺にザグリ部が形成されていることを特徴とする請求項5に記載の締付力分散プレート。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002368490A JP2004197867A (ja) | 2002-12-19 | 2002-12-19 | ボルト締結方法およびボルト締結体並びにこれらに使用される締付力分散プレート |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002368490A JP2004197867A (ja) | 2002-12-19 | 2002-12-19 | ボルト締結方法およびボルト締結体並びにこれらに使用される締付力分散プレート |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004197867A true JP2004197867A (ja) | 2004-07-15 |
Family
ID=32765045
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002368490A Pending JP2004197867A (ja) | 2002-12-19 | 2002-12-19 | ボルト締結方法およびボルト締結体並びにこれらに使用される締付力分散プレート |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004197867A (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101666349A (zh) * | 2008-09-03 | 2010-03-10 | 现代自动车株式会社 | 安装单元和具有该安装单元的制动盘 |
| JP2014062580A (ja) * | 2012-09-20 | 2014-04-10 | Toto Ltd | 静圧気体軸受 |
| JP2015094458A (ja) * | 2013-11-14 | 2015-05-18 | 中国電力株式会社 | 配管用の補強用具 |
-
2002
- 2002-12-19 JP JP2002368490A patent/JP2004197867A/ja active Pending
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101666349A (zh) * | 2008-09-03 | 2010-03-10 | 现代自动车株式会社 | 安装单元和具有该安装单元的制动盘 |
| JP2014062580A (ja) * | 2012-09-20 | 2014-04-10 | Toto Ltd | 静圧気体軸受 |
| JP2015094458A (ja) * | 2013-11-14 | 2015-05-18 | 中国電力株式会社 | 配管用の補強用具 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US20080216790A1 (en) | Piston for an Internal Combustion Engine | |
| US7533649B2 (en) | Piston for an internal combustion engine | |
| WO2008044719A1 (en) | Jig and method for processing cylinder block | |
| JP2004197867A (ja) | ボルト締結方法およびボルト締結体並びにこれらに使用される締付力分散プレート | |
| JP5626485B2 (ja) | 内燃機関の鋳物部品,ベアリングキャップ及びその製造方法 | |
| JP5245759B2 (ja) | オイルパン | |
| US11199156B2 (en) | Bearing cap, internal combustion engine, and manufacturing method of internal combustion engine | |
| JP2006242107A (ja) | 樹脂製シリンダヘッドカバー | |
| JPH11200941A (ja) | エンジン構造 | |
| EP1512862A1 (en) | Piston for internal combustion engine | |
| JPH08303295A (ja) | エンジンのシリンダブロック | |
| US6391474B1 (en) | Cylinder liner | |
| JP2000104891A (ja) | シリンダヘッドカバー | |
| JP2001227404A (ja) | 内燃機関 | |
| JP2017223174A (ja) | 内燃機関用シリンダブロックおよびその製造方法 | |
| JPH0526100A (ja) | 水冷式内燃機関 | |
| JPS6337489Y2 (ja) | ||
| JP2006312905A (ja) | シリンダブロック及び同シリンダブロックの組み立て方法 | |
| CN110382852A (zh) | 内燃机的气缸壳体 | |
| JP2643570B2 (ja) | 軽合金製プーリの取付構造 | |
| JPS6218678Y2 (ja) | ||
| JPH10196635A (ja) | 内燃機関の主軸受部構造 | |
| JPH08210180A (ja) | ピストン | |
| JPH0315020B2 (ja) | ||
| JPH06213065A (ja) | シリンダブロック構造 |