JP2004202806A - 射出成形方法およびその装置 - Google Patents
射出成形方法およびその装置 Download PDFInfo
- Publication number
- JP2004202806A JP2004202806A JP2002373668A JP2002373668A JP2004202806A JP 2004202806 A JP2004202806 A JP 2004202806A JP 2002373668 A JP2002373668 A JP 2002373668A JP 2002373668 A JP2002373668 A JP 2002373668A JP 2004202806 A JP2004202806 A JP 2004202806A
- Authority
- JP
- Japan
- Prior art keywords
- mold
- plate
- cavity
- hole
- molding
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/16—Making multilayered or multicoloured articles
- B29C2045/167—Making multilayered or multicoloured articles injecting the second layer through the first layer
Landscapes
- Moulds For Moulding Plastics Or The Like (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
Abstract
【解決手段】射出成形方法は、第1型41、第2型46および第3型47を準備する工程と、第1型41と第2型46とでセパレータ単体16を挟む工程と、ゲート52を通じて表側キャビティ50へシリコーンゴム59を射出して表側成形層32を成形する工程と、表側成形層32が軟らかいうちに第2型46を第3型47に交換する工程と、ゲート52を通じてシリコーンゴム59を射出する射出圧で表側成形層32を貫通し、貫通孔30を介して裏側キャビティ63へシリコーンゴム59を充填し、裏側成形層34を成形する工程とからなる。
【選択図】 図3
Description
【発明の属する技術分野】
本発明は、板状体の両面にシール材などの成形層を成形する射出成形方法およびその装置に関する。
【0002】
【従来の技術】
燃料電池用セパレータは外周部にシリコーンゴム製のシール材が成形されている(例えば、特許文献1参照。)。
【0003】
【特許文献1】
特開平11―309746号公報(第3頁、図1)
【0004】
以上の特許文献1の図1を再掲して、従来の技術を詳しく説明する。
図9は燃料電池用セパレータの外周部にシール材を成形する従来例を示す断面図である。なお、符号は振り直した。
射出成形装置100を型締めすることにより固定型101と可動型102との間にセパレータ単体(すなわち、板状体)103をインサートするとともに、固定型101と可動型102とでキャビティ104を形成する。
【0005】
キャビティ104に溶融状態のシリコーン樹脂を矢印の如く充填する。これにより、セパレータ単体103の表側105に表側シール材(すなわち、成形層)106を成形するとともに、セパレータ単体103の裏側107にシール材を流し込んで裏側シール材108を成形する。
【0006】
表側シール材106および裏側シール材108とでセパレータ単体103の外周部103aを被うシール材109を構成する。このように、セパレータ単体103の外周部103aにシール材109を成形することによりセパレータ110を得る。
このセパレータ110で電解質膜、負極および正極を挟持して燃料電池を組み付ける。この燃料電池内には水素ガス、酸素ガスや生成水が流れるためにセパレータのシール材を良好に成形する必要がある。
【0007】
【発明が解決しようとする課題】
ここで、シール材109は薄いシリコーン樹脂製の成形膜であり、溶融状体のシリコーン樹脂をキャビティ104に射出した際に、セパレータ単体103の表側105に表側シール材106を成形するとともに、セパレータ単体103の裏側107に溶融状体のシリコーン樹脂を良好に流し込むためには時間がかかる。このため、セパレータ110の製造に時間がかかり、そのことが燃料電池の生産性を上げる妨げになっていた。
【0008】
そこで、本発明の目的は、板状体の両面に成形層を成形したセパレータなどの製造を時間をかけないで製造することができる射出成形方法およびその装置を提供することにある。
【0009】
【課題を解決するための手段】
上記目的を達成するために請求項1は、表面から裏面に達する貫通孔を有する板状体に射出成形法により成形層を被せる射出成形方法であって、前記貫通孔に臨ませるゲートおよび板状体の表面に対向する表側キャビティ面を有する第1型と、板状体の裏面を収納する受け面並びに前記貫通孔を塞ぐピンを有する第2型と、板状体の裏面に対向する裏側キャビティ面を有する第3型とを準備する工程と、前記第1型と第2型とで板状体を挟むとともに、第1型の表側キャビティ面および板状体の表面で表側キャビティを形成する工程と、この表側キャビティへ前記ゲートを通じて樹脂などの成形材を射出して、板状体の表面に表側成形層を成形する工程と、前記第2型を第3型に交換することにより、前記貫通孔を開くとともに第3型の裏側キャビティ面および板状体の裏面で表側キャビティを形成する工程と、前記ゲートを通じて成形材を射出する射出圧で表側成形層を貫通し、前記貫通孔を介して前記裏側キャビティへ成形材を充填し、前記板状体の裏面に裏側成形層を成形する工程と、から射出成形方法を構成する。
【0010】
表側キャビティへ樹脂などの成形材を射出して表側成形層を成形した後、第2型を第3型に交換する。この状態で、ゲートから成形材を射出することにより、射出圧で表側成形層を貫通し、貫通孔を介して裏側キャビティへ成形材を充填して、板状体の裏面に裏側成形層を成形する。
このように、射出圧で表側成形層を貫通し、貫通孔を介して裏側キャビティ内に成形材を効率よく導くことができ、裏側キャビティ内に成形材を迅速に充填することができる。
【0011】
請求項2は、第1、第2の型を型締めするとともに板状体を挟むことにより板状体の表面と第1型とで表側キャビティを形成し、この表側キャビティ内に樹脂などの成形材を充填して板状体の表面に表側成形層を成形し、第2型を第3型と交換して第3型と第1型とで板状体を挟むことにより板状体の裏面と第3型とで裏側キャビティを形成し、この裏側キャビティ内に樹脂などの成形材を充填して板状体の裏面に裏側成形層を成形するように構成した射出成形装置であって、前記第1型に、前記表側キャビティおよび裏側キャビティに成形材を射出するゲートを設けるとともに、このゲートを前記板状体に形成した貫通孔に臨ませ、前記第2型に、板状体の裏面に接触する受け面を設けるとともに、受け面に前記貫通孔に嵌込可能なピンを設け、前記第2型を第3型と交換するために、第2、第3の型を第1型に対向する対向位置と第1型から退避した退避位置とに移動する移動手段を備えたことを特徴とする。
【0012】
第2型にピンを設け、第1、第2の型で板状体を挟むことによりピンを板状体の貫通孔に嵌込して貫通孔を塞ぐようにした。よって、表側キャビティに樹脂などの成形材を充填する際に、成形材が貫通孔に侵入することを防ぐことができる。これにより、第2型を第3型に交換することで、貫通孔からピンを除去して貫通孔を開けることができる。
【0013】
また、第1型にゲートを設け、このゲートを貫通孔に臨むように配置した。よって、第1、第3の型を型締めしてゲートから成形材を射出することにより、発生した射出圧で表側成形層を貫通し、貫通孔を介して裏側キャビティへ樹脂を効率よく導くことができる。
【0014】
さらに、板状体に貫通孔を設け、かつゲートを貫通孔に臨ませることで、第1型に一個のゲートを設けるだけの簡単な構成で、板状体の表面および裏面に時間をかけないで成形層を成形することができるので、経済的な射出成形装置を提供することができる。
【0015】
請求項3は、第3型に、貫通孔の近傍に当接させることで板状体を支える支持突起を設けたことを特徴とする。
【0016】
第3型に支持突起を設け、この支持突起を貫通孔の近傍に当接させることで、貫通孔近傍の板状体を支えるようにした。よって、板状体のうちの貫通孔近傍の部位に射出圧が作用しても、その部位が変形することを防ぐことができる。
【0017】
請求項4は、表側成形層および裏側成形層を前記板状体の外縁まで延ばして両層を接続させるように前記表側キャビティ並びに裏側キャビティを形成したことを特徴とする。
【0018】
表側成形層および裏側成形層をそれぞれ板状体の外縁まで延ばし、外縁において互いに接続させることで、板状体の外縁を成形層で確実に被うことができる。
【0019】
【発明の実施の形態】
本発明の実施の形態を添付図に基づいて以下に説明する。
図1は本発明に係る射出成形装置で成形したセパレータを備えた燃料電池の分解斜視図である。
燃料電池10は、電解質膜11の上面11a側と下面11b側にそれぞれ負極12と正極13とを配置し、負極12に上側のセパレータ15を重ね合わせるとともに、正極13に下側のセパレータ15を重ね合わせたものである。
【0020】
セパレータ15は、金属製のセパレータ単体(板状体)16の外周部17にシリコーンゴム製のシール材(表側成形層および裏側成形層からなる成形層)18を備える。
セパレータ単体16は、外周部17に水素ガス通路、酸素ガス通路および生成水通路(図示せず)を備える。この外周部17をシリコーンゴム製のシール材18で被うことにより、水素ガス通路、酸素ガス通路および生成水通路をシール材18で被って、水素ガス通路20・・・、酸素ガス通路21・・・および生成水通路22・・・を形成する。
また、シール材18は、セパレータ15の中央部19を囲う突条部28を一体に形成したものである。
【0021】
セパレータ単体16の外周部17をシール材18で被うことにより、水素ガス通路20・・・、酸素ガス通路21・・・および生成水通路22・・・をガスや生成水に対して耐食性を備えたものとすることができる。
なお、電解質膜11は、外周部に水素ガス通路24・・・、酸素ガス通路25・・・および生成水通路26・・・を備える。
【0022】
この燃料電池10によれば、水素ガス通路20・・・,24・・・を通して水素ガスを矢印Aの如く供給するとともに、上側のセパレータ15の中央部19に向けて矢印Bの如く導き、酸素ガス通路21・・・,25・・・を通して酸素ガスを矢印Cの如く供給するとともに、下側のセパレータ15の中央部19に向けて矢印Dの如く導くことができる。
【0023】
これにより、負極12に含む触媒に水素ガスを接触させるとともに、正極13に含む触媒に酸素ガスを接触させて電子e−を矢印の如く流して電流を発生させる。
この際に、水素分子と酸素分子とから生成水が生成され、この生成水をセパレータ15の中央部から矢印Eの如く生成水通路22・・・,26・・・に導き、生成水通路22・・・,26・・・を矢印Fの如く流すことができる。
【0024】
図2は図1の2−2線断面図であり、セパレータ15の外周部17の断面を示す。
セパレータ15は、セパレータ単体16の外周部17に貫通孔30を設け、セパレータ単体16の表面31に表側成形層(シール材18の表面側の部位)32を成形するとともに、セパレータ単体16の裏面33に裏側成形層(シール材18の裏面側の部位)34を成形し、貫通孔30に充填部(シール材18の一部)35を充填したものである。
【0025】
表側成形層32は、セパレータ単体16の中央部19を囲う突条部28を一体に備えるとともに、図1に示す水素ガス通路20、酸素ガス通路21や生成水通路22などの通路を構成する隆起36を備える。
また、裏側成形層34は、貫通孔30の近傍に凹部38・・・を備え、凹部38・・・に埋込部39(シール材18と同じ樹脂材)を埋め込んだものである。
【0026】
図3は本発明に係る射出成形装置を示す概略断面図である。
射出成形装置40は、上下に矢印の如く昇降可能に設けた第1型41と、この第1型41に設けた射出手段42と、第1型41の下方に配置した基台43と、この基台43のガイドレール44に沿ってスライダ45をスライドさせる移動手段48と、このスライダ45に取り付けた第2、第3の型46,47とからなる。
【0027】
この移動手段48は、基台43に備えたガイドレール44と、このガイドレール44に沿って矢印方向にスライド自在に取り付けたスライダ45と、スライダ45をガイドレール44に沿って移動させるエアシリンダなどのアクチュエータ(図示せず)とからなる。
【0028】
第1型41は、第2型46と型締めした際に、セパレータ単体16の表面31とで表側キャビティ50(図4(b)参照)を形成するとともに、第3型47と型締めした際にも、セパレータ単体16の表面31とで表側キャビティ50を形成する表側キャビティ面51を備える。
【0029】
射出手段42は、第1型41の表側キャビティ面51に開口するゲート52を第1型41に設け、ゲート52に連通する射出シリンダ53を備え、射出シリンダ53内にプランジャ54を移動自在に配置し、このプランジャ54をロッド55を介してピストン56に連結し、このピストン56をシリンダ57内に移動自在に配置する。
【0030】
また、射出シリンダ53にはホッパ58の出口を連通し、ホッパ58内の樹脂材、すなわち溶融状態のシリコーンゴム(成形材)59を射出シリンダ53内に供給することができる。
【0031】
ホッパ58内のシリコーンゴム59、すなわち、溶融状体のシリコーンゴム59を出口から射出シリンダ53内に供給した後、ピストン56を矢印の方向に移動することにより、プランジャ54を押し出して射出シリンダ53内のシリコーンゴム59をゲート52を通して、表側キャビティ50(図4(b)に示す)内に射出することができる。
【0032】
第2型46は、スライダ45に取り付けるとともに、第1型41と型締めした際に、上部にセパレータ単体16の裏面33に接触する受け面60を備えるとともに、受け面60に貫通孔30に嵌込するピン61を備える。
【0033】
第3型47は、スライダ45に取り付け、第1型41と型締めした際に、セパレータ単体16の裏面33とで裏側キャビティ63(図6(b)参照)を形成する裏側キャビティ面64を備えるとともに、裏側キャビティ面64に、貫通孔30の近傍に当接させることでセパレータ単体16を支える支持突起66・・・を備える。
なお、支持突起66・・・は、2個図示するが、セパレータ単体16を効率よく支えるために、一例として3個備えることが好ましい。
【0034】
移動手段48は、スライダ45を矢印方向に移動する手段であって、第2、第3の型46,47を第1型41に対向する対向位置P1と第1型41から退避した退避位置P2とに移動することができる。
【0035】
次に、射出成形装置40を用いてセパレータ単体16の外周部17にシール材18を成形する射出成形方法について図3〜図8に基づいて説明する。
まず、図3に示す射出成形装置40、すなわち貫通孔30に臨ませるゲート52およびセパレータ単体16の表面31を被う表側キャビティ面51を有する第1型41と、キャビティは有さずにセパレータ単体16の裏面33を収納する受け面60並びに貫通孔30を塞ぐピン61を有する第2型46と、セパレータ単体16の裏面33を被う裏側キャビティ面64並びにセパレータ単体30を支える支持突起66・・・を有する第3型47とを準備する。
【0036】
図4(a),(b)は本発明に係る射出成形装置を用いた射出成形方法を示す第1説明図である
(a)において、移動手段48でスライダ45を移動することにより、第2型46を対向位置P1にセットして、第2型46を第1型41に対向させる。
【0037】
次に、第2型46の受け面60にセパレータ単体16を収納することにより、受け面60にセパレータ単体16の裏面33を接触させるとともに、貫通孔30にピン61を差し込むことにより貫通孔30をピン61で塞ぐ。
この状態で、第1型41を矢印▲1▼の如く下降させることにより、第1、第2の型41,46を型締めする。
【0038】
(b)において、第1型41と第2型46とでセパレータ単体16を挟むことにより、セパレータ単体16の表面31と第1型41の表側キャビティ面51とで表側キャビティ50を形成する。
次に、射出手段42のピストン56でプランジャ54を矢印▲2▼の如く移動する。これにより、射出シリンダ53内の溶融状体のシリコーンゴム59をゲート52を通じて矢印▲3▼の如く表側キャビティ50へ射出する。
【0039】
図5(a),(b)は本発明に係る射出成形装置を用いた射出成形方法を示す第2説明図である
(a)において、溶融状体のシリコーンゴム59を表側キャビティ50に充填することにより、セパレータ単体16の表面31に表側成形層32を成形する。
ピン61をセパレータ単体16の貫通孔30に嵌込して、貫通孔30を塞いでいるので、シリコーンゴム59が貫通孔30に侵入することを防ぐことができる。
次に、第1型41を矢印▲4▼の如く移動して型開きする。
【0040】
(b)において、第1型41を型開きする際に、セパレータ単体16を第1型41と一緒に移動することにより、セパレータ単体16を第2型46から離す。これにより、貫通孔30をピン61から外して貫通孔30を開けることができる。
次に、移動手段48を作動させてスライダ45を矢印▲5▼の如く移動する。
【0041】
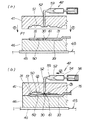
図6(a),(b)は本発明に係る射出成形装置を用いた射出成形方法を示す第3説明図である。
(a)において、第3型47を対向位置P1にセットして、第3型47を第1型41に対向させる。
次に、第1型41を矢印▲6▼の如く下降させることにより、表側成形層32が軟らかいうちに第2型を第3型に交換して、第1、第3の型41,47を型締めする。
【0042】
(b)において、第1型41と第3型47とでセパレータ単体16を挟むことにより、セパレータ単体16の裏面33と第3型47の裏側キャビティ面64とで裏側キャビティ63を形成する。
同時に、セパレータ単体16のうちの貫通孔30近傍の部位に支持突起66・・・を当接する。
次に、ピストン56でプランジャ54を矢印▲7▼の如く移動することにより、射出シリンダ53内の溶融状態のシリコーンゴム59をゲート52から表側成形層32に向けて矢印の如く射出する。
【0043】
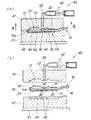
図7(a)〜(c)は本発明に係る射出成形装置を用いた射出成形方法を示す第4説明図である
(a)において、ゲート52を貫通孔30に臨むように配置している。よって、溶融状態のシリコーンゴム59をゲート52から表側成形層32に向けて矢印の如く射出することで、軟らかい表側成形層32に射出圧がかかり、表側成形層32のうちの貫通孔30に臨む部位32aが延びて貫通孔30内に入り込む。
このように、表側成形層32の部位32aが延びることにより、部位32aが徐々に薄くなる。
【0044】
(b)において、表側成形層32の部位32aが薄くなることで、その部位32aが射出圧で開口する。これにより、ゲート52から射出したシリコーンゴム59を貫通孔30を通じて裏側キャビティ63まで矢印の如く導くことができる。
【0045】
この際に、セパレータ単体16のうちの貫通孔30の近傍の裏面33に、支持突起66・・・を当接させている。これにより、貫通孔30近傍のセパレータ単体16を支えることができるので、セパレータ単体16のうちの貫通孔30近傍の部位に射出圧が作用しても、その部位が変形することを防ぐことができる。
これにより、セパレータ単体16が極薄の場合でも、射出成形装置40を適用することが可能になり、射出成形装置40の用途の拡大を図ることができる。
【0046】
(c)において、裏側キャビティ63まで到達したシリコーンゴム59を裏側キャビティ63へ矢印▲8▼の如く導くことができる。
このように、表側成形層32を射出圧で貫通させ、貫通孔30を介して裏側キャビティ63へ溶融状態のシリコーンゴム59を導くことで、シリコーンゴム59を裏側キャビティ63へ効率よく充填することができる。
【0047】
図8(a),(b)は本発明に係る射出成形装置を用いた射出成形方法を示す第5説明図である
(a)において、溶融状態のシリコーンゴム59を裏側キャビティ63に充填して、セパレータ単体16の裏面33に裏側成形層34を成形する。同時に、溶融状態のシリコーンゴム59を貫通孔30に充填する。
【0048】
ここで、セパレータ単体16の外縁16aは、第1型41の表側キャビティ面51から所定の間隔をおいて配置されるとともに、第2型47の裏面キャビティ面64から所定の間隔をおいて配置されている。
よって、第1、第3の型41,47を型締めした際に、第1型41およびセパレータ単体16で形成する表側キャビティ50と、第3型47およびセパレータ単体16で形成する裏側キャビティ63とは、セパレータ単体16の外縁16aまで回り込んで、互いに連通している。
これにより、裏側成形層34をセパレータ単体16の外縁16aまで導いて、セパレータ単体16の外縁16aまで延びている表側成形層32に接続させることができる。
【0049】
セパレータ単体16の外縁16aを表側成形層32および裏側成形層34、すなわちシール材18で被うことができるので、セパレータ単体16に腐食が発生することを防ぐことができる。
セパレータ単体16を表側成形層32および裏側成形層34で被った後、第1型41を矢印▲9▼の如く移動して型開きする。
【0050】
(b)において、セパレータ単体16にシール材18を被せて得たセパレータ15を第1、第3型41,47から離型する。
この際、支持突起66・・・をセパレータ単体16から離すことにより、裏側成形層34に凹部38・・・が形成される。
よって、凹部38・・・に埋込部39(図2参照)を埋め込むことにより、セパレータ15の製造工程が完了する。
【0051】
以上説明したように、本発明に係る射出成形方法によれば、シリコーンゴム59の射出圧で表側成形層32を貫通し、貫通孔30を介して裏側キャビティ63内にシリコーンゴム59を効率よく導くことができる。
よって、裏側キャビティ63内にシリコーンゴム59を迅速に充填することができるので、セパレータ単体16の表面31および裏面34に表・裏側の成形層32,34、すなわちシール材18を時間をかけないで成形することができる。
【0052】
さらに、セパレータ単体16に貫通孔30を設け、かつゲート52を貫通孔30に臨ませることで、第1型41に一個のゲート52を設けるだけの簡単な構成で、上述したようにセパレータ単体16の表面31および裏面34に時間をかけないでシール材18を成形することが可能になる。
これにより、経済的な射出成形装置40を提供することができる。
【0053】
なお、前記実施形態では、成形材としてシリコーンゴム59を使用する例について説明したが、これに限らないで、その他のゴム材や樹脂材などを成形材として使用することも可能である。
また、前記実施形態では、板状体としてセパレータ単体16を例に説明したが、板状体はこれに限らないで、その他の板材に適用することも可能である。
【0054】
さらに、前記実施形態では、第3型47の裏側キャビティ面64に、一例として3個の支持突起66を備えた例について説明したが、支持突起66の個数は任意に選択することが可能である。
【0055】
また、前記実施形態では、第1〜第3の型41,46,47を水平に配置し、第1型41を上下方向に移動して型締め・型開きをおこなう射出成形装置40に本発明を適用した例について説明したが、これに限らないで、第1〜第3の型41,46,47を垂直に配置し、第1型41を横方向に水平に移動することで、型締め・型開きをおこなう射出成形装置に適用することも可能である。
【0056】
さらに、前記実施形態では、第2型46や第3型47をスライダ45に取り付け、スライダ45をガイドレール44に沿って移動させて第2型46や第3型47を所望位置に移動する例について説明したが、その他の例として、第2型46や第3型47を回転板に取り付け、回転板の回転で第2型46や第3型47を所望位置に移動することも可能である。
【0057】
また、前記実施形態では、移動手段48のアクチュエータとしてエアシリンダを使用する例について説明したが、これに限らないで、油圧シリンダ、ボールねじ、モータなどのその他のアクチュエータを使用することも可能である。
【0058】
【発明の効果】
本発明は上記構成により次の効果を発揮する。
請求項1は、表側キャビティへ樹脂などの成形材を射出して表側成形層を成形した後、第2型を第3型に交換する。この状態で、ゲートから成形材を射出することにより、射出圧で表側成形層を貫通し、貫通孔を介して裏側キャビティへ成形材を充填して裏側成形層を成形する。
【0059】
このように、射出圧で表側成形層を貫通し、貫通孔を介して裏側キャビティ内に成形材を効率よく導くことができる。よって、裏側キャビティ内に成形材を迅速に充填することができるので、板状体の表面および裏面にそれぞれ表側成形層および裏側成形層を時間をかけないで成形することができ、生産性を高めることができる。
【0060】
請求項2は、第2型にピンを設け、第1、第2の型で板状体を挟むことによりピンを板状体の貫通孔に嵌込して貫通孔を塞ぐようにした。よって、表側キャビティに樹脂などの成形材を充填する際に、成形材が貫通孔に侵入することを防ぐことができる。これにより、第2型を第3型に交換することで、貫通孔からピンを除去して貫通孔を開けることができる。
【0061】
また、第1型にゲートを設け、このゲートを貫通孔に臨むように配置した。よって、第1、第3の型を型締めしてゲートから成形材を射出することにより、発生した射出圧で表側成形層を貫通し、貫通孔を介して裏側キャビティへ成形材を効率よく導くことができる。
これにより、裏側キャビティ内に成形材を迅速に充填することができるので、板状体の表面および裏面に時間をかけないで成形層を成形することができ、生産性を高めることができる。
【0062】
さらに、板状体に貫通孔を設け、かつゲートを貫通孔に臨ませることで、第1型に一個のゲートを設けるだけの簡単な構成で、板状体の表面および裏面に時間をかけないで成形層を成形することができる。
これにより、経済的な射出成形装置を提供することができ、設備費を抑えることができる。
【0063】
請求項3は、第3型に支持突起を設け、この支持突起を貫通孔の近傍に当接させることで、貫通孔近傍の板状体を支えるようにした。よって、板状体のうちの貫通孔近傍の部位に射出圧が作用しても、その部位が変形することを防ぐことができる。
これにより、射出成形装置を極薄の板状体に適用することが可能になり、用途の拡大を図ることができる。
【0064】
請求項4は、表側成形層および裏側成形層をそれぞれ板状体の外縁まで延ばし、外縁において互いに接続させることで、板状体の外縁を成形層で確実に被うことができるので、板状体に腐食が発生することを確実に防ぐことができる。
【図面の簡単な説明】
【図1】本発明に係る射出成形装置で成形したセパレータを備えた燃料電池の分解斜視図
【図2】図1の2−2線断面図
【図3】本発明に係る射出成形装置を示す概略断面図
【図4】本発明に係る射出成形装置を用いた射出成形方法を示す第1説明図
【図5】本発明に係る射出成形装置を用いた射出成形方法を示す第2説明図
【図6】本発明に係る射出成形装置を用いた射出成形方法を示す第3説明図
【図7】本発明に係る射出成形装置を用いた射出成形方法を示す第4説明図
【図8】本発明に係る射出成形装置を用いた射出成形方法を示す第5説明図
【図9】燃料電池用セパレータの外周部にシール材を成形する従来例を示す断面図
【符号の説明】
15…セパレータ、16…セパレータ単体(板状体)、16a…セパレータ単体の外縁(板状体の外縁)、18…シール材(表側成形層および裏側成形層からなる成形層)、30…貫通孔、31…表面、32…表側成形層、33…裏面、34…裏側成形層、40…射出成形装置、41…第1型、46…第2型、47…第3型、48…移動手段、50…表側キャビティ、51…表側キャビティ面、52…ゲート、59…溶融状態のシリコーンゴム(成形材)、60…受け面、61…ピン、63…裏側キャビティ、64…裏側キャビティ面、66…支持突起、P1…対向位置、P2…退避位置。
Claims (4)
- 表面から裏面に達する貫通孔を有する板状体に射出成形法により成形層を被せる射出成形方法であって、
前記貫通孔に臨ませるゲートおよび板状体の表面に対向する表側キャビティ面を有する第1型と、板状体の裏面を収納する受け面並びに前記貫通孔を塞ぐピンを有する第2型と、板状体の裏面に対向する裏側キャビティ面を有する第3型とを準備する工程と、
前記第1型と第2型とで板状体を挟むとともに、第1型の表側キャビティ面および板状体の表面で表側キャビティを形成する工程と、
この表側キャビティへ前記ゲートを通じて樹脂などの成形材を射出して、板状体の表面に表側成形層を成形する工程と、
前記第2型を第3型に交換することにより、前記貫通孔を開くとともに第3型の裏側キャビティ面および板状体の裏面で表側キャビティを形成する工程と、
前記ゲートを通じて成形材を射出する射出圧で表側成形層を貫通し、前記貫通孔を介して前記裏側キャビティへ成形材を充填し、前記板状体の裏面に裏側成形層を成形する工程と、からなる射出成形方法。 - 第1、第2の型を型締めするとともに板状体を挟むことにより板状体の表面と第1型とで表側キャビティを形成し、この表側キャビティ内に樹脂などの成形材を充填して板状体の表面に表側成形層を成形し、第2型を第3型と交換して第3型と第1型とで板状体を挟むことにより板状体の裏面と第3型とで裏側キャビティを形成し、この裏側キャビティ内に樹脂などの成形材を充填して板状体の裏面に裏側成形層を成形するように構成した射出成形装置であって、
前記第1型に、前記表側キャビティおよび裏側キャビティに成形材を射出するゲートを設けるとともに、このゲートを前記板状体に形成した貫通孔に臨ませ、
前記第2型に、板状体の裏面に接触する受け面を設けるとともに、受け面に前記貫通孔に嵌込可能なピンを設け、
前記第2型を第3型と交換するために、第2、第3の型を第1型に対向する対向位置と第1型から退避した退避位置とに移動する移動手段を備えたことを特徴とする射出成形装置。 - 前記第3型に、前記貫通孔の近傍に当接させることで板状体を支える支持突起を設けたことを特徴とする請求項2記載の射出成形装置。
- 前記表側成形層および前記裏側成形層を前記板状体の外縁まで延ばして両層を接続させるように前記表側キャビティ並びに裏側キャビティを形成したことを特徴とする請求項2又は請求項3記載の射出成形装置。
Priority Applications (15)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002373668A JP3964781B2 (ja) | 2002-12-25 | 2002-12-25 | 射出成形方法およびその装置 |
| CNB2003801062734A CN100471642C (zh) | 2002-12-25 | 2003-12-10 | 注射成型方法和设备 |
| EP09006375A EP2082860B1 (en) | 2002-12-25 | 2003-12-10 | Injection-molding method and apparatus |
| CA2737425A CA2737425C (en) | 2002-12-25 | 2003-12-10 | Method and device for injection molding |
| KR1020107012624A KR100984084B1 (ko) | 2002-12-25 | 2003-12-10 | 사출 성형 방법 및 그 장치 |
| PCT/JP2003/015798 WO2004058478A1 (ja) | 2002-12-25 | 2003-12-10 | 射出成形方法及びその装置 |
| EP03780696A EP1595676B1 (en) | 2002-12-25 | 2003-12-10 | Method and device for injection molding |
| AU2003289304A AU2003289304A1 (en) | 2002-12-25 | 2003-12-10 | Method and device for injection molding |
| EP09006376A EP2085204A3 (en) | 2002-12-25 | 2003-12-10 | Injection-molding method and apparatus |
| KR1020057012042A KR101020692B1 (ko) | 2002-12-25 | 2003-12-10 | 사출 성형 방법 및 그 장치 |
| KR1020107012625A KR20100085170A (ko) | 2002-12-25 | 2003-12-10 | 사출 성형 방법 및 그 장치 |
| US10/540,329 US7749419B2 (en) | 2002-12-25 | 2003-12-10 | Method and device for injection molding |
| CA2508961A CA2508961C (en) | 2002-12-25 | 2003-12-10 | Method and device for injection molding |
| US12/791,340 US7947208B2 (en) | 2002-12-25 | 2010-06-01 | Injection-molding method and apparatus |
| US12/791,345 US20100264558A1 (en) | 2002-12-25 | 2010-06-01 | Injection-molding method and apparatus |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002373668A JP3964781B2 (ja) | 2002-12-25 | 2002-12-25 | 射出成形方法およびその装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2004202806A true JP2004202806A (ja) | 2004-07-22 |
| JP3964781B2 JP3964781B2 (ja) | 2007-08-22 |
Family
ID=32811883
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002373668A Expired - Fee Related JP3964781B2 (ja) | 2002-12-25 | 2002-12-25 | 射出成形方法およびその装置 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP3964781B2 (ja) |
| CN (1) | CN100471642C (ja) |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007141792A (ja) * | 2005-11-22 | 2007-06-07 | Toyota Motor Corp | 燃料電池およびその製造方法 |
| JP2009516133A (ja) * | 2005-11-14 | 2009-04-16 | スリーエム イノベイティブ プロパティズ カンパニー | 膜電極アセンブリ用ガスケット成形システム |
| JP2010190357A (ja) * | 2009-02-19 | 2010-09-02 | Nsk Ltd | シールの製造方法 |
| JP2014206185A (ja) * | 2013-04-11 | 2014-10-30 | Nok株式会社 | プレート一体ガスケットの製造方法 |
| JP2014226795A (ja) * | 2013-05-20 | 2014-12-08 | トヨタ紡織株式会社 | 成形構造体の製造方法 |
| JP2015085580A (ja) * | 2013-10-30 | 2015-05-07 | 日本プラスト株式会社 | 樹脂成形品及び樹脂成形品の成形方法 |
| JP2017124508A (ja) * | 2016-01-12 | 2017-07-20 | トヨタ紡織株式会社 | 金属樹脂一体成形品及びその製造方法 |
| JP2019034512A (ja) * | 2017-08-21 | 2019-03-07 | カタニ産業株式会社 | インサート成形方法及びインサート成形用の金型 |
| JP2022121031A (ja) * | 2021-02-08 | 2022-08-19 | 中西金属工業株式会社 | インサート成形品及びその製造方法 |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007331204A (ja) * | 2006-06-14 | 2007-12-27 | Oshima Denki Seisakusho:Kk | 成形体および成形体の製造方法 |
| CN101659101A (zh) * | 2008-08-29 | 2010-03-03 | 深圳富泰宏精密工业有限公司 | 嵌件成型品 |
| JP5350890B2 (ja) * | 2009-06-03 | 2013-11-27 | 本田技研工業株式会社 | 射出成形装置 |
| JP5381885B2 (ja) * | 2010-04-20 | 2014-01-08 | トヨタ自動車株式会社 | 射出成形装置 |
| DE102012213442A1 (de) * | 2012-07-31 | 2014-02-27 | Zf Friedrichshafen Ag | Basiselement |
| MX392363B (es) * | 2017-12-04 | 2025-03-24 | Fujikura Composites Inc | Molde combinado y metodo de manufactura del mismo |
| CN109501185A (zh) * | 2018-11-27 | 2019-03-22 | 湖北工业大学 | 注塑成型工艺在线监测方法 |
| CA3162732C (en) * | 2019-12-23 | 2024-11-05 | Husky Injection Holding Systems Ltd. | Injection molding of multi-layered articles with post-removal pressure monitoring |
| FR3106773B1 (fr) * | 2020-02-03 | 2022-02-11 | Faurecia Interieur Ind | Procédé de fabrication d’habillages de véhicule |
| CN111941737B (zh) * | 2020-09-18 | 2022-11-15 | 江苏常熟汽饰集团股份有限公司 | 表面嵌入玻璃纤维复合片材的注塑产品局部加强注塑方法 |
| CN114801044B (zh) * | 2022-06-30 | 2022-09-09 | 宁德新能源科技有限公司 | 极耳成型装置以及极耳成型方法 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH02200410A (ja) | 1989-01-31 | 1990-08-08 | Michio Kaneko | 浮遊インサート成形方法及び装置 |
| JP3254993B2 (ja) | 1995-12-12 | 2002-02-12 | 三菱電機株式会社 | 薄肉基板のインサート成形体の型構造 |
| AU5247100A (en) * | 1999-07-13 | 2001-01-30 | Nok Corporation | Gasket for fuel cell and method of forming it |
-
2002
- 2002-12-25 JP JP2002373668A patent/JP3964781B2/ja not_active Expired - Fee Related
-
2003
- 2003-12-10 CN CNB2003801062734A patent/CN100471642C/zh not_active Expired - Fee Related
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009516133A (ja) * | 2005-11-14 | 2009-04-16 | スリーエム イノベイティブ プロパティズ カンパニー | 膜電極アセンブリ用ガスケット成形システム |
| JP2007141792A (ja) * | 2005-11-22 | 2007-06-07 | Toyota Motor Corp | 燃料電池およびその製造方法 |
| JP2010190357A (ja) * | 2009-02-19 | 2010-09-02 | Nsk Ltd | シールの製造方法 |
| JP2014206185A (ja) * | 2013-04-11 | 2014-10-30 | Nok株式会社 | プレート一体ガスケットの製造方法 |
| JP2014226795A (ja) * | 2013-05-20 | 2014-12-08 | トヨタ紡織株式会社 | 成形構造体の製造方法 |
| JP2015085580A (ja) * | 2013-10-30 | 2015-05-07 | 日本プラスト株式会社 | 樹脂成形品及び樹脂成形品の成形方法 |
| JP2017124508A (ja) * | 2016-01-12 | 2017-07-20 | トヨタ紡織株式会社 | 金属樹脂一体成形品及びその製造方法 |
| JP2019034512A (ja) * | 2017-08-21 | 2019-03-07 | カタニ産業株式会社 | インサート成形方法及びインサート成形用の金型 |
| JP2022121031A (ja) * | 2021-02-08 | 2022-08-19 | 中西金属工業株式会社 | インサート成形品及びその製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP3964781B2 (ja) | 2007-08-22 |
| CN1726119A (zh) | 2006-01-25 |
| CN100471642C (zh) | 2009-03-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2004202806A (ja) | 射出成形方法およびその装置 | |
| EP1595676B1 (en) | Method and device for injection molding | |
| US8262967B2 (en) | Gasket molding system for membrane electrode assemblies | |
| JP4471046B2 (ja) | 燃料電池用ガスケットおよびその成形方法 | |
| JP4398763B2 (ja) | 燃料電池用セパレータの製造方法 | |
| KR20040050833A (ko) | 연료전지용 세퍼레이터의 성형방법 및 성형금형 | |
| JP4133305B2 (ja) | 射出成形方法およびその装置 | |
| CN113927830B (zh) | 密封垫的制造方法 | |
| JP4367893B2 (ja) | 射出成形方法およびその装置 | |
| JP5376128B2 (ja) | 燃料電池のセルの製造方法、および燃料電池のセルの製造装置 | |
| JP2009226641A (ja) | ガスケット成形型 | |
| US20080079191A1 (en) | Method and apparatus for forming hollow moldings having thin film on inner surface | |
| CN1929981A (zh) | 发泡成形装置 | |
| JP2014206185A (ja) | プレート一体ガスケットの製造方法 | |
| JP2001225342A (ja) | 樹脂成形品の製造方法及びその装置 | |
| JP2016207445A (ja) | 燃料電池用ガスケット及びその製造方法 | |
| JP2010123380A (ja) | 燃料電池の製造方法および燃料電池の製造装置 | |
| JPH0885131A (ja) | 複合型熱可塑性樹脂成形品及び複合型熱可塑性樹脂成形品の製造方法 | |
| JP2004148549A (ja) | 成形用金型装置 | |
| JP2004345129A (ja) | 複合成形に用いる射出成形用金型 | |
| JP2006327051A (ja) | 射出成形品の成形方法及び射出成形機 | |
| JPS5818216A (ja) | モ−ルデイングの製造方法 | |
| JP2009043646A (ja) | シール部一体型の膜−電極接合体の成形方法 | |
| JP2006164888A (ja) | 燃料電池用セパレータの製造装置および製造方法 | |
| JP2002144361A (ja) | 積層成形体の成形方法並びに成形用金型 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20041201 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070313 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070427 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20070522 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20070524 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070427 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110601 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110601 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130601 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130601 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140601 Year of fee payment: 7 |
|
| LAPS | Cancellation because of no payment of annual fees |