JP2004232004A - Alloy steel powder with excellent surface pressure fatigue properties for iron-based sintering heat treatment materials - Google Patents
Alloy steel powder with excellent surface pressure fatigue properties for iron-based sintering heat treatment materials Download PDFInfo
- Publication number
- JP2004232004A JP2004232004A JP2003019747A JP2003019747A JP2004232004A JP 2004232004 A JP2004232004 A JP 2004232004A JP 2003019747 A JP2003019747 A JP 2003019747A JP 2003019747 A JP2003019747 A JP 2003019747A JP 2004232004 A JP2004232004 A JP 2004232004A
- Authority
- JP
- Japan
- Prior art keywords
- steel powder
- surface pressure
- mass
- iron
- heat treatment
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Landscapes
- Powder Metallurgy (AREA)
Abstract
【課題】面圧疲労特性が良好な焼結材料を従来に比して経済的に得ることができる、面圧疲労特性に優れた鉄系焼結熱処理材料用合金鋼粉を提供する。
【解決手段】Mo:0.5 〜2.0mass%、好ましくはMo:1.0 mass% 超〜2.0mass%を含有し残部Feおよび不可避的不純物からなる予合金鋼粉表面に、Cu:0.1 〜0.8mass%を配合した鉄系焼結熱処理材料用合金鋼粉である。
【選択図】 図1An alloy steel powder for an iron-based sintering heat treatment material having excellent surface pressure fatigue characteristics, which can economically obtain a sintered material having good surface pressure fatigue characteristics as compared with the prior art.
Kind Code: A1 A pre-alloyed steel powder containing Mo: 0.5 to 2.0 mass%, preferably Mo: more than 1.0 mass% to 2.0 mass%, and the balance of Fe and unavoidable impurities has Cu: It is an alloy steel powder for iron-based sintering heat treatment material containing 0.1 to 0.8 mass%.
[Selection diagram] Fig. 1
Description
【0001】
【発明の属する技術分野】
本発明は、面圧疲労特性に優れた鉄系焼結熱処理材料用合金鋼粉、すなわち、各種焼結部品の中でも、 特に高い面圧疲労特性が要求される部品の製造に供して好適な鉄系焼結熱処理材料用の合金鋼粉に関するものである。
【0002】
【従来の技術】
自動車のギヤなど、 高強度や高面圧疲労特性が要求される鉄系部品を粉末冶金法で製造する場合、強度および疲労特性の向上のためには、合金元素を添加し、さらに浸炭処理や浸窒処理を施すとともに、その後に焼入れ、 焼戻し処理が施される。
【0003】
純鉄粉中に合金成分を固溶させて合金鋼粉を製造する予合金鋼粉では、合金成分を多く含有させると、鋼粉の圧縮性が損なわれることが多く、その場合に高い焼結密度が得られなくなり、 結果的に疲労特性の向上が望めない。
この点、例えば特許文献1では、純鉄粉にNi、Cu、Moなどの合金成分粉末を拡散付着すること(以下、“部分合金化”と称する。)によって上述の問題の解決を図っている。
【0004】
しかしながら、上記の方法にて製造された部分合金化鋼粉は、圧縮性には優れるものの、異種金属粉を混粉後加熱することにより拡散を生じさせて部分的に合金化するだけなので、成分的に完全に均一なものが得られる予合金鋼粉に比べると、焼結体の組織の均一性が低く、 合金成分濃度の低い部分や、Ni濃度のオーステナイト相が疲労破壊の起点となり、疲労特性低下の原因となる。
【0005】
このように、上記した部分合金化鋼粉では圧縮性が高く、焼結体の強度の向上は図り得るものの、面圧疲労特性の点では十分とは言い難かった。
そこで、これらの欠点を解消するために、合金成分の一部を予合金化するとともに、残りの合金成分を部分合金化して配合することが提案されている(特許文献2,3参照)。特許文献2では、Fe‐0.1 〜1.0wt%Mo予合金鋼粉の表面にNi:2.5wt%以下および/またはCu:2.0wt%以下の粉末を拡散付着させてなる粉末が開示されている。また、特許文献3では、Ni:0.25〜0.5wt%、Mo:0.25〜1.0wt%、不純物としてのMnおよびCrそれぞれ0.3wt%以下、残部Feからなる鉄合金粉の表面に、組成全体に対しCu:1〜3wt% および/またはMo:1.0wt%以下をなす金属粉、あるいはさらに黒鉛粉末:0.4 〜1.2wt%を配合してなる粉末冶金用合金粉末が開示されている。
【0006】
【特許文献1】
特公昭45−9649号公報
【特許文献2】
特開昭59−215401号公報
【特許文献3】
特開昭63−137102号公報
【0007】
【発明が解決しようとする課題】
しかし、上記特許文献2,3に開示された合金鋼粉では、面圧疲労強度を考慮した合金設計がなされていなかった。
そこで、本発明は、面圧疲労特性が良好な焼結材料を従来に比して経済的に得ることができる、面圧疲労特性に優れた鉄系焼結熱処理材料用合金鋼粉を提供することを目的とする。
【0008】
【課題を解決するための手段】
本発明者らは、上記目的を達成すべく合金成分の添加方法について鋭意研究を重ねた結果、合金成分の一部を予合金化するとともに残りの合金成分を部分合金化して配合する合金鋼粉で、合金成分、 合金量を最適化することが初期の目的を達成する上で極めて有効であるとの知見を得た。
【0009】
すなわち、本発明は、Mo:0.5 〜2.0mass%、好ましくはMo:1.0 mass% 超〜2.0mass%を含有し残部Feおよび不可避的不純物からなる予合金鋼粉表面に、Cu:0.1 〜0.8mass%を配合してなることを特徴とする面圧疲労特性に優れた鉄系焼結熱処理材料用合金鋼粉である。
【0010】
【発明の実施の形態】
本発明に係る合金鋼粉は上述の構成を有するものであるが、本発明においてそのように粉末組成を限定した理由についてさらに詳述する。
本発明では、合金元素としてMo、Cuを選択する。MoおよびCuはRXガス(炭化水素変成ガス)のような弱酸化性雰囲気での焼結を行っても酸化することがなく、 効率良く強度の向上が可能となる。予合金鋼粉を得るには、 所定量の合金元素を予合金した溶鋼を溶製し、水アトマイズすることにより、予合金化したMo含有合金鋼粉とする。水アトマイズは、通常公知の装置および方法を用いて行えばよく、特に限定する必要はない。
【0011】
鋼粉は、水アトマイズ後、常法に従い、仕上還元処理、 粉砕を施されるのは言うまでもない。
はじめに予合金鋼粉の組成の限定理由について説明する。
Mo:0.5 〜2.0mass%
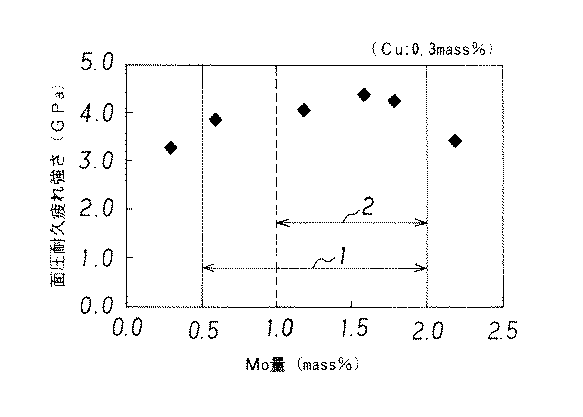
Moは、固溶強化、 焼入性向上により基地強度を向上させる元素である。しかし、Moが0.5mass%未満では焼入性を向上させる効果が充分ではなく、一方、Moを2.0mass%を超えて含有させると鋼粉粒子が硬化し、 著しく圧縮性が低下し得られる密度が低下するため面圧疲労特性が低下する。このため、Moは0.5 〜2.0mass%の範囲に限定した。なお、より高い面圧疲労強度を得るには、Moを1.0mass%超〜2.0mass%の範囲で含有することが好ましい(図2参照)。
【0012】
次に、 拡散付着配合する組成の限定理由について説明する。
Cu:0.1 〜0.8mass%
Cuの少量の配合は本発明の重要な特徴である。
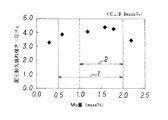
Cuは、焼結時に液相が生成し、 液相焼結により焼結ネック部の強度を向上させ、また、鉄中に拡散し、 固溶強化、 焼入性強化の元素でもあることが知られている。しかし、従来の特許文献2所載の実施例(第3表)あるいは特許文献3所載の特許請求の範囲のように、Cuを0.8mass%超の範囲にまで配合すると、面圧疲労特性が低下してしまうことが判明した。この理由は明らかではないが、Cu液相生成量が多くなりすぎると、Cu膨張が生じて密度を低下させてしまうことと、焼結ネック部を脆化させてしまうことによるものと推定される。また、Cuが0.1mass%未満では面圧疲労特性を向上させる効果が充分ではなかった(図1参照)。このため、Cuは0.1 〜0.8mass%の範囲に限定した。
【0013】
上述したような合金鋼粉を成形、焼結することにより、その焼結体の熱処理における寸法精度を向上させることができ、また得られた焼結・熱処理体の面圧疲労特性は極めて良好である。
なお、ここでいう成形、 焼結とは、一般に粉末冶金部品を製造する方法を意味し、例えば、室温あるいは100 〜 150℃で4〜10t/cm2( ≒392 〜981MPa )の圧力による圧粉成形後、1100〜1300℃におけるN2 、AXまたはRXガス中での焼結が好適である。また必要に応じて、成形に先立ち黒鉛を強度向上を目的として添加することもでき、その添加による含有量は0. 1〜1.0mass%が好適である。
【0014】
【実施例】
次のような焼結・熱処理体の製造および面圧疲労特性調査実験を行った。
Mo、Cuを、表1に示す含有量になるように、それぞれ予合金成分、部分合金成分として添加してなる合金鋼粉に、黒鉛を0.5mass%、ステアリン酸リチウムを0.8mass%の含有量となるように添加し、混合したのち、成形圧力686MPa、成形温度130℃の条件で、外径:60mm、高さ:6mmの成形体を作製した。これらの成形体を対象に、RXガス雰囲気中、1130℃、 20分間の条件で焼結を行い、 次いで 900℃の温度で60分間の浸炭処理(カーボンポテンシャル0.9mass%C)に続いて油焼入れを行ったのち、 180℃の温度で60分間の焼戻し処理を行った。
【0015】
このようにして得られた焼結・熱処理体について、6球式面圧疲労試験による疲労強度(面圧耐久疲れ強さ)を調べた。
この実験において、Cu部分合金化鋼粉は、ベース粉末(Mo予合金鋼粉)にCu粉を所定量混合したものを水素ガス中にて 900℃、60分間の加熱処理後、解砕・分級して得たものである。
【0016】
実験結果を表1に併記する。また、面圧耐久疲れ強さとCu量、Mo量との関係をそれぞれプロットして図1、図2に示す。表1および図1、 図2より明らかなように、本発明によって、面圧疲労特性に優れた焼結・熱処理体を得ることができた。
【0017】
【表1】
【発明の効果】
本発明の合金鋼粉は、焼結・ 熱処理材において、面圧疲労特性に優れ、例えば自動車のカムギアのような高疲労特性を要求される焼結部品を低コストで製造可能な原料鋼粉として偉効を奏する。
【図面の簡単な説明】
【図1】鋼粉のCu量と成形・焼結体の面圧耐久疲れ強さの関係を示す図である。
【図2】鋼粉のMo量と成形・焼結体の面圧耐久疲れ強さの関係を示す図である。
【符号の説明】
1 請求項1の請求範囲
2 請求項2の請求範囲[0001]
TECHNICAL FIELD OF THE INVENTION
The present invention is an alloy steel powder for iron-based sintering heat treatment materials having excellent surface pressure fatigue properties, that is, iron which is suitable for production of parts requiring particularly high surface pressure fatigue properties among various sintered parts. The present invention relates to an alloy steel powder for a system sintering heat treatment material.
[0002]
[Prior art]
When manufacturing iron-based parts that require high strength and high surface pressure fatigue properties, such as automobile gears, by powder metallurgy, alloy elements are added and carburizing and A nitriding treatment is performed, followed by quenching and tempering.
[0003]
In pre-alloyed steel powder, which is made by dissolving alloy components in pure iron powder to produce alloy steel powder, if a large amount of alloy components is contained, the compressibility of the steel powder is often impaired. Density cannot be obtained, and as a result, improvement in fatigue characteristics cannot be expected.
In this respect, for example, Patent Document 1 attempts to solve the above-described problem by diffusing and attaching an alloy component powder such as Ni, Cu, and Mo to pure iron powder (hereinafter, referred to as "partial alloying"). .
[0004]
However, although the partially alloyed steel powder produced by the above method is excellent in compressibility, it is only partially alloyed by causing diffusion by mixing and heating different kinds of metal powders. Compared to pre-alloyed steel powder, which is completely homogeneous in nature, the structure of the sintered body is less uniform, and the lower alloy component concentration and the austenite phase with Ni concentration become the starting point of fatigue fracture, It causes the characteristic deterioration.
[0005]
As described above, although the partially alloyed steel powder has high compressibility and can improve the strength of the sintered body, it cannot be said that the surface pressure fatigue property is sufficient.
In order to solve these disadvantages, it has been proposed to pre-alloy a part of the alloy components and partially alloy the remaining alloy components to mix them (see
[0006]
[Patent Document 1]
Japanese Patent Publication No. 45-9649 [Patent Document 2]
JP-A-59-215401 [Patent Document 3]
JP-A-63-137102
[Problems to be solved by the invention]
However, in the alloy steel powders disclosed in
Therefore, the present invention provides an alloy steel powder for an iron-based sintering heat treatment material having excellent surface pressure fatigue properties, which can economically obtain a sintered material having good surface pressure fatigue properties as compared with the conventional one. The purpose is to:
[0008]
[Means for Solving the Problems]
The inventors of the present invention have conducted intensive studies on a method of adding alloy components to achieve the above object, and as a result, alloy steel powder in which a part of the alloy components is pre-alloyed and the remaining alloy components are partially alloyed and blended. Thus, it was found that optimizing the alloy composition and the amount of the alloy was extremely effective in achieving the initial purpose.
[0009]
That is, the present invention provides a pre-alloyed steel powder containing Mo: 0.5 to 2.0 mass%, preferably Mo: more than 1.0 mass% to 2.0 mass%, and the balance of Fe and unavoidable impurities. Cu: An alloy steel powder for an iron-based sintering heat treatment material having excellent surface pressure fatigue characteristics, characterized by containing 0.1 to 0.8 mass%.
[0010]
BEST MODE FOR CARRYING OUT THE INVENTION
The alloy steel powder according to the present invention has the above-mentioned configuration, and the reason why the powder composition is limited in the present invention will be described in more detail.
In the present invention, Mo and Cu are selected as alloy elements. Mo and Cu do not oxidize even when sintered in a weakly oxidizing atmosphere such as RX gas (hydrocarbon conversion gas), and the strength can be efficiently improved. In order to obtain a pre-alloyed steel powder, a molten steel in which a predetermined amount of alloying element is pre-alloyed is smelted and water atomized to obtain a pre-alloyed Mo-containing alloy steel powder. The water atomization may be usually performed using a known device and method, and there is no particular limitation.
[0011]
It goes without saying that steel powder is subjected to finish reduction treatment and pulverization after water atomization according to a conventional method.
First, the reasons for limiting the composition of the pre-alloyed steel powder will be described.
Mo: 0.5 to 2.0 mass%
Mo is an element that improves matrix strength by solid solution strengthening and hardenability. However, if Mo is less than 0.5 mass%, the effect of improving the hardenability is not sufficient. On the other hand, if Mo is contained in excess of 2.0 mass%, the steel powder particles are hardened and the compressibility may be significantly reduced. The surface pressure fatigue properties are reduced due to the reduced density. For this reason, Mo was limited to the range of 0.5 to 2.0 mass%. In order to obtain a higher surface pressure fatigue strength, Mo is preferably contained in a range of more than 1.0 mass% to 2.0 mass% (see FIG. 2).
[0012]
Next, the reasons for limiting the composition for diffusion adhesion will be described.
Cu: 0.1 to 0.8 mass%
The small loading of Cu is an important feature of the present invention.
It is known that Cu forms a liquid phase during sintering, improves the strength of the sinter neck by liquid phase sintering, and is also an element that diffuses into iron, strengthens solid solution and hardenability. Have been. However, when Cu is blended in a range of more than 0.8 mass% as in the conventional examples described in Patent Document 2 (Table 3) or the claims described in Patent Document 3, the surface pressure fatigue properties are reduced. Was found to decrease. The reason for this is not clear, but it is presumed that if the amount of the Cu liquid phase generated is too large, Cu expansion occurs to lower the density, and the sinter neck becomes brittle. . Further, if Cu is less than 0.1 mass%, the effect of improving the surface pressure fatigue properties is not sufficient (see FIG. 1). For this reason, Cu is limited to the range of 0.1 to 0.8 mass%.
[0013]
By forming and sintering the alloy steel powder as described above, the dimensional accuracy in the heat treatment of the sintered body can be improved, and the surface pressure fatigue characteristics of the obtained sintered / heat treated body are extremely good. is there.
The term “forming or sintering” as used herein generally means a method of manufacturing a powder metallurgy part. For example, a compacting method using a pressure of 4 to 10 t / cm 2 (≒ 392 to 981 MPa) at room temperature or 100 to 150 ° C. After molding, sintering at 1100 to 1300 ° C. in N 2 , AX or RX gas is preferred. If necessary, graphite can be added prior to molding for the purpose of improving strength. 1-1.0 mass% is suitable.
[0014]
【Example】
The following sintered and heat-treated bodies were manufactured and surface pressure fatigue properties were investigated.
0.5 mass% of graphite and 0.8 mass% of lithium stearate were added to alloy steel powder obtained by adding Mo and Cu as prealloy components and partial alloy components, respectively, so as to have the contents shown in Table 1. After adding and mixing so as to obtain the contents, a molded body having an outer diameter of 60 mm and a height of 6 mm was produced under the conditions of a molding pressure of 686 MPa and a molding temperature of 130 ° C. These compacts are sintered in an RX gas atmosphere at 1130 ° C. for 20 minutes, then carburized at a temperature of 900 ° C. for 60 minutes (carbon potential 0.9 mass% C), followed by oil. After quenching, tempering treatment was performed at a temperature of 180 ° C. for 60 minutes.
[0015]
The sintered / heat-treated body thus obtained was examined for the fatigue strength (surface pressure durability fatigue strength) by a 6-ball type surface pressure fatigue test.
In this experiment, the Cu partially alloyed steel powder was prepared by mixing a predetermined amount of Cu powder with a base powder (Mo prealloyed steel powder) in a hydrogen gas at 900 ° C. for 60 minutes, followed by crushing and classification. It was obtained.
[0016]
The experimental results are also shown in Table 1. The relationship between the surface pressure durability fatigue strength and the amounts of Cu and Mo is plotted and shown in FIGS. As is clear from Table 1, FIG. 1 and FIG. 2, a sintered / heat-treated body having excellent surface pressure fatigue properties was obtained by the present invention.
[0017]
[Table 1]
【The invention's effect】
The alloy steel powder of the present invention is excellent in surface pressure fatigue properties in a sintered and heat-treated material, and is used as a raw steel powder capable of producing low cost sintered parts requiring high fatigue properties such as cam gears of automobiles. It works great.
[Brief description of the drawings]
FIG. 1 is a view showing the relationship between the amount of Cu in steel powder and the surface pressure durability fatigue strength of a molded / sintered body.
FIG. 2 is a graph showing the relationship between the Mo content of steel powder and the surface pressure durability fatigue strength of a molded / sintered body.
[Explanation of symbols]
1 Claim 1
Claims (2)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003019747A JP4093070B2 (en) | 2003-01-29 | 2003-01-29 | Alloy steel powder |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003019747A JP4093070B2 (en) | 2003-01-29 | 2003-01-29 | Alloy steel powder |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2004232004A true JP2004232004A (en) | 2004-08-19 |
| JP4093070B2 JP4093070B2 (en) | 2008-05-28 |
Family
ID=32949545
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003019747A Expired - Lifetime JP4093070B2 (en) | 2003-01-29 | 2003-01-29 | Alloy steel powder |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4093070B2 (en) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2014196123A1 (en) * | 2013-06-07 | 2014-12-11 | Jfeスチール株式会社 | Alloy steel powder for powder metallurgy and production method for iron-based sintered body |
| JP2016108651A (en) * | 2014-12-05 | 2016-06-20 | Jfeスチール株式会社 | Alloy steel powder for powder metallurgy and sintered body |
| WO2017043094A1 (en) * | 2015-09-11 | 2017-03-16 | Jfeスチール株式会社 | Method for producing mixed powder for powder metallurgy, method for producing sintered compact, and sintered compact |
| US10774403B2 (en) | 2014-12-12 | 2020-09-15 | Jfe Steel Corporation | Iron-based alloy powder for powder metallurgy, and sinter-forged member |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS59215401A (en) * | 1983-05-19 | 1984-12-05 | Kawasaki Steel Corp | Alloy steel powder for powder metallurgy and its production |
| JPH0681001A (en) * | 1992-09-02 | 1994-03-22 | Kawasaki Steel Corp | Alloy steel powder |
| JP2003500538A (en) * | 1999-05-26 | 2003-01-07 | ヘガネス・コーポレーシヨン | Improved method of making powder metallurgy compositions |
-
2003
- 2003-01-29 JP JP2003019747A patent/JP4093070B2/en not_active Expired - Lifetime
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS59215401A (en) * | 1983-05-19 | 1984-12-05 | Kawasaki Steel Corp | Alloy steel powder for powder metallurgy and its production |
| JPH0681001A (en) * | 1992-09-02 | 1994-03-22 | Kawasaki Steel Corp | Alloy steel powder |
| JP2003500538A (en) * | 1999-05-26 | 2003-01-07 | ヘガネス・コーポレーシヨン | Improved method of making powder metallurgy compositions |
Cited By (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10265766B2 (en) | 2013-06-07 | 2019-04-23 | Jfe Steel Corporation | Alloy steel powder for powder metallurgy and method of producing iron-based sintered body |
| JP2014237878A (en) * | 2013-06-07 | 2014-12-18 | Jfeスチール株式会社 | Alloy steel powder for powder metallurgy and manufacturing method of iron-based sintered body |
| CN105263653A (en) * | 2013-06-07 | 2016-01-20 | 杰富意钢铁株式会社 | Alloy steel powder for powder metallurgy and method of producing iron-based sintered body |
| WO2014196123A1 (en) * | 2013-06-07 | 2014-12-11 | Jfeスチール株式会社 | Alloy steel powder for powder metallurgy and production method for iron-based sintered body |
| JP2016108651A (en) * | 2014-12-05 | 2016-06-20 | Jfeスチール株式会社 | Alloy steel powder for powder metallurgy and sintered body |
| JP2017226921A (en) * | 2014-12-05 | 2017-12-28 | Jfeスチール株式会社 | Alloy steel powder for powder metallurgy and sintered body |
| US10774403B2 (en) | 2014-12-12 | 2020-09-15 | Jfe Steel Corporation | Iron-based alloy powder for powder metallurgy, and sinter-forged member |
| JP6146548B1 (en) * | 2015-09-11 | 2017-06-14 | Jfeスチール株式会社 | Method for producing mixed powder for powder metallurgy, method for producing sintered body, and sintered body |
| KR20180022903A (en) * | 2015-09-11 | 2018-03-06 | 제이에프이 스틸 가부시키가이샤 | Method for producing mixed powder for powder metallurgy, method for producing sintered compact, and sintered compact |
| CN107921531A (en) * | 2015-09-11 | 2018-04-17 | 杰富意钢铁株式会社 | The manufacture method of mixed powder for powder metallurgy, the manufacture method of sintered body and sintered body |
| WO2017043094A1 (en) * | 2015-09-11 | 2017-03-16 | Jfeスチール株式会社 | Method for producing mixed powder for powder metallurgy, method for producing sintered compact, and sintered compact |
| CN107921531B (en) * | 2015-09-11 | 2019-10-25 | 杰富意钢铁株式会社 | Method for producing mixed powder for powder metallurgy, method for producing sintered body, and sintered body |
| KR102058836B1 (en) | 2015-09-11 | 2019-12-24 | 제이에프이 스틸 가부시키가이샤 | Method of producing mixed powder for powder metallurgy, method of producing sintered body, and sintered body |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4093070B2 (en) | 2008-05-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6394768B2 (en) | Alloy steel powder and sintered body for powder metallurgy | |
| JP3651420B2 (en) | Alloy steel powder for powder metallurgy | |
| JP5671526B2 (en) | High strength low alloy sintered steel | |
| JP4183346B2 (en) | Mixed powder for powder metallurgy, iron-based sintered body and method for producing the same | |
| CN100515613C (en) | Mixed powder for powder metallurgy | |
| CN100475389C (en) | Sintered metal part and method for manufacturing same | |
| JP3177482B2 (en) | Low alloy steel powder for sinter hardening | |
| JP4060092B2 (en) | Alloy steel powder for powder metallurgy and sintered body thereof | |
| JP4093070B2 (en) | Alloy steel powder | |
| JP3663929B2 (en) | Mixed powder for high strength sintered parts | |
| JP3272886B2 (en) | Alloy steel powder for high strength sintered body and method for producing high strength sintered body | |
| JP3351844B2 (en) | Alloy steel powder for iron-based sintered material and method for producing the same | |
| JP5929084B2 (en) | Alloy steel powder for powder metallurgy, iron-based sintered material and method for producing the same | |
| CN110267754B (en) | Mixed powder for powder metallurgy, sintered body and manufacturing method of sintered body | |
| CN110234448B (en) | Mixed powder for powder metallurgy, sintered body and manufacturing method of sintered body | |
| JP4556755B2 (en) | Powder mixture for powder metallurgy | |
| JPH08501832A (en) | Method of producing sintered alloy steel components | |
| JP2003147405A (en) | Alloy steel powder for iron-based sintering heat treatment materials | |
| EP1323840B1 (en) | Iron base mixed powder for high strength sintered parts | |
| JPH0717923B2 (en) | Low alloy iron powder for sintering and method for producing the same | |
| JP7666359B2 (en) | Iron-based mixed powders and iron-based sintered bodies for powder metallurgy | |
| WO2018143088A1 (en) | Mixed powder for powder metallurgy, sintered body, and method for producing sintered body | |
| JP2012126972A (en) | Alloy steel powder for powder metallurgy, iron-based sintered material, and method for manufacturing the same | |
| JPH0745682B2 (en) | Alloy steel powder for powder metallurgy | |
| JP4151654B2 (en) | Mixed powder for high strength sintered parts |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20051026 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20070427 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070522 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070619 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20080212 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20080225 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110314 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4093070 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120314 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130314 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130314 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140314 Year of fee payment: 6 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |