JP2004232806A - パッキン材料及びこの材料を用いたグランドパッキン - Google Patents
パッキン材料及びこの材料を用いたグランドパッキン Download PDFInfo
- Publication number
- JP2004232806A JP2004232806A JP2003024483A JP2003024483A JP2004232806A JP 2004232806 A JP2004232806 A JP 2004232806A JP 2003024483 A JP2003024483 A JP 2003024483A JP 2003024483 A JP2003024483 A JP 2003024483A JP 2004232806 A JP2004232806 A JP 2004232806A
- Authority
- JP
- Japan
- Prior art keywords
- packing
- tape
- laminated
- laminated tape
- expanded graphite
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000012856 packing Methods 0.000 title claims abstract description 122
- 239000000463 material Substances 0.000 title claims abstract description 78
- 210000004907 gland Anatomy 0.000 title claims abstract description 34
- 239000000835 fiber Substances 0.000 claims abstract description 59
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 claims abstract description 54
- 229910002804 graphite Inorganic materials 0.000 claims abstract description 53
- 239000010439 graphite Substances 0.000 claims abstract description 53
- 229920000049 Carbon (fiber) Polymers 0.000 claims abstract description 27
- 239000004917 carbon fiber Substances 0.000 claims abstract description 27
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 claims abstract description 25
- 238000010030 laminating Methods 0.000 claims abstract description 15
- 239000002759 woven fabric Substances 0.000 claims abstract description 9
- 238000005520 cutting process Methods 0.000 claims abstract description 7
- 230000003014 reinforcing effect Effects 0.000 claims description 31
- 239000011162 core material Substances 0.000 claims description 21
- 239000012779 reinforcing material Substances 0.000 claims description 21
- 239000012783 reinforcing fiber Substances 0.000 claims description 9
- 238000003825 pressing Methods 0.000 claims description 5
- 230000002787 reinforcement Effects 0.000 abstract description 5
- 230000001050 lubricating effect Effects 0.000 abstract 1
- 238000012360 testing method Methods 0.000 description 19
- 239000011347 resin Substances 0.000 description 18
- 229920005989 resin Polymers 0.000 description 18
- 239000004372 Polyvinyl alcohol Substances 0.000 description 16
- 230000000052 comparative effect Effects 0.000 description 16
- 229920002451 polyvinyl alcohol Polymers 0.000 description 16
- 238000010586 diagram Methods 0.000 description 15
- 239000012530 fluid Substances 0.000 description 15
- 238000007789 sealing Methods 0.000 description 14
- 239000012790 adhesive layer Substances 0.000 description 11
- 238000000034 method Methods 0.000 description 10
- -1 natural graphite Chemical compound 0.000 description 9
- 239000000853 adhesive Substances 0.000 description 8
- 230000001070 adhesive effect Effects 0.000 description 8
- 238000009954 braiding Methods 0.000 description 8
- 239000010410 layer Substances 0.000 description 8
- 239000007788 liquid Substances 0.000 description 8
- 229910001026 inconel Inorganic materials 0.000 description 7
- 239000004810 polytetrafluoroethylene Substances 0.000 description 7
- 229920001343 polytetrafluoroethylene Polymers 0.000 description 7
- 238000005299 abrasion Methods 0.000 description 6
- 230000033001 locomotion Effects 0.000 description 6
- 239000000057 synthetic resin Substances 0.000 description 6
- 229920003002 synthetic resin Polymers 0.000 description 6
- 238000005260 corrosion Methods 0.000 description 5
- 230000007797 corrosion Effects 0.000 description 5
- 230000000694 effects Effects 0.000 description 5
- 238000005470 impregnation Methods 0.000 description 5
- 239000004745 nonwoven fabric Substances 0.000 description 4
- 239000004760 aramid Substances 0.000 description 3
- 229920003235 aromatic polyamide Polymers 0.000 description 3
- 239000010425 asbestos Substances 0.000 description 3
- 238000004519 manufacturing process Methods 0.000 description 3
- 239000005011 phenolic resin Substances 0.000 description 3
- 229910052895 riebeckite Inorganic materials 0.000 description 3
- 238000005507 spraying Methods 0.000 description 3
- 238000004804 winding Methods 0.000 description 3
- 239000004925 Acrylic resin Substances 0.000 description 2
- 229920000178 Acrylic resin Polymers 0.000 description 2
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 2
- 229910000792 Monel Inorganic materials 0.000 description 2
- 239000004677 Nylon Substances 0.000 description 2
- 229910052782 aluminium Inorganic materials 0.000 description 2
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 2
- 239000000919 ceramic Substances 0.000 description 2
- 229910052802 copper Inorganic materials 0.000 description 2
- 239000010949 copper Substances 0.000 description 2
- 239000000839 emulsion Substances 0.000 description 2
- 239000003365 glass fiber Substances 0.000 description 2
- 238000010438 heat treatment Methods 0.000 description 2
- 238000003475 lamination Methods 0.000 description 2
- 239000000314 lubricant Substances 0.000 description 2
- 239000010687 lubricating oil Substances 0.000 description 2
- 238000005461 lubrication Methods 0.000 description 2
- 229910052751 metal Inorganic materials 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 150000002739 metals Chemical class 0.000 description 2
- 229920001778 nylon Polymers 0.000 description 2
- 230000002093 peripheral effect Effects 0.000 description 2
- 238000012545 processing Methods 0.000 description 2
- 239000007787 solid Substances 0.000 description 2
- 229910001220 stainless steel Inorganic materials 0.000 description 2
- 239000010935 stainless steel Substances 0.000 description 2
- 229920000742 Cotton Polymers 0.000 description 1
- JOYRKODLDBILNP-UHFFFAOYSA-N Ethyl urethane Chemical compound CCOC(N)=O JOYRKODLDBILNP-UHFFFAOYSA-N 0.000 description 1
- YCKRFDGAMUMZLT-UHFFFAOYSA-N Fluorine atom Chemical compound [F] YCKRFDGAMUMZLT-UHFFFAOYSA-N 0.000 description 1
- GRYLNZFGIOXLOG-UHFFFAOYSA-N Nitric acid Chemical compound O[N+]([O-])=O GRYLNZFGIOXLOG-UHFFFAOYSA-N 0.000 description 1
- 239000004698 Polyethylene Substances 0.000 description 1
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 1
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 1
- 150000001336 alkenes Chemical class 0.000 description 1
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 1
- 230000005587 bubbling Effects 0.000 description 1
- UPHIPHFJVNKLMR-UHFFFAOYSA-N chromium iron Chemical compound [Cr].[Fe] UPHIPHFJVNKLMR-UHFFFAOYSA-N 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 150000001875 compounds Chemical class 0.000 description 1
- 238000000748 compression moulding Methods 0.000 description 1
- 239000013078 crystal Substances 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 239000011737 fluorine Substances 0.000 description 1
- 229910052731 fluorine Inorganic materials 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 230000002687 intercalation Effects 0.000 description 1
- 238000009830 intercalation Methods 0.000 description 1
- 230000001788 irregular Effects 0.000 description 1
- 230000007774 longterm Effects 0.000 description 1
- 150000001247 metal acetylides Chemical class 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 229910021382 natural graphite Inorganic materials 0.000 description 1
- 229910017604 nitric acid Inorganic materials 0.000 description 1
- JRZJOMJEPLMPRA-UHFFFAOYSA-N olefin Natural products CCCCCCCC=C JRZJOMJEPLMPRA-UHFFFAOYSA-N 0.000 description 1
- 230000000149 penetrating effect Effects 0.000 description 1
- 238000011056 performance test Methods 0.000 description 1
- 239000003208 petroleum Substances 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 235000011835 quiches Nutrition 0.000 description 1
- 239000000741 silica gel Substances 0.000 description 1
- 229910002027 silica gel Inorganic materials 0.000 description 1
- 229920002050 silicone resin Polymers 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- QAOWNCQODCNURD-UHFFFAOYSA-N sulfuric acid Substances OS(O)(=O)=O QAOWNCQODCNURD-UHFFFAOYSA-N 0.000 description 1
- 239000013589 supplement Substances 0.000 description 1
- 238000010998 test method Methods 0.000 description 1
- 229920005992 thermoplastic resin Polymers 0.000 description 1
- 239000010936 titanium Substances 0.000 description 1
- 229910052719 titanium Inorganic materials 0.000 description 1
- 239000011800 void material Substances 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images












Classifications
-
- D—TEXTILES; PAPER
- D02—YARNS; MECHANICAL FINISHING OF YARNS OR ROPES; WARPING OR BEAMING
- D02G—CRIMPING OR CURLING FIBRES, FILAMENTS, THREADS, OR YARNS; YARNS OR THREADS
- D02G3/00—Yarns or threads, e.g. fancy yarns; Processes or apparatus for the production thereof, not otherwise provided for
- D02G3/02—Yarns or threads characterised by the material or by the materials from which they are made
- D02G3/06—Threads formed from strip material other than paper
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16J—PISTONS; CYLINDERS; SEALINGS
- F16J15/00—Sealings
- F16J15/16—Sealings between relatively-moving surfaces
- F16J15/18—Sealings between relatively-moving surfaces with stuffing-boxes for elastic or plastic packings
- F16J15/20—Packing materials therefor
- F16J15/22—Packing materials therefor shaped as strands, ropes, threads, ribbons, or the like
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/29—Coated or structually defined flake, particle, cell, strand, strand portion, rod, filament, macroscopic fiber or mass thereof
- Y10T428/2913—Rod, strand, filament or fiber
- Y10T428/2929—Bicomponent, conjugate, composite or collateral fibers or filaments [i.e., coextruded sheath-core or side-by-side type]
Landscapes
- Engineering & Computer Science (AREA)
- General Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Textile Engineering (AREA)
- Sealing Devices (AREA)
Abstract
【解決手段】平繊された帯状の炭素繊維束の片面若しくは両面に膨張黒鉛テープを積層一体化してなる第1の積層テープを捩じって糸状体とし、複数の補強繊維或いは補強線材を互いに略平行に配置してなる補強材、又は織物を帯状に裁断してなる補強材の片面或いは両面に膨張黒鉛テープを積層一体化して第2の積層テープとし、この第2の積層テープを前記糸状体の周囲に巻回してなることを特徴とするパッキン材料である。できれば、第2の積層テープに代えて、平繊された帯状の炭素繊維束の片面若しくは両面に膨張黒鉛テープを積層一体化してなる第3の積層テープを前記糸状体の周囲に巻回するのがよい。
【選択図】 図13
Description
【発明の属する技術分野】
本発明は、パッキン材料及びこの材料を用いたグランドパッキンに関し、より詳しくは、常温下、低圧下で使用される場合はもちろん、高温下、高圧下で使用されても十分な耐久性を維持することができ、いずれの場合も高い潤滑性を長期に渡って維持することができ、ひいてはバルブ用、ポンプ用のいずれにも対応することができ、更に、スタフィングボックスに詰め込む全てのグランドパッキンを一種で済ますことができるグランドパッキン、及びその材料に関する。
なお、本明細書中、「許容引張力」とは、材料が破断に至るときの引張力(kgf)のことで、材料の引張強さ(kgf/cm2 )と材料の断面積(cm2 )の積のことを指す。
【0002】
【従来の技術】
従来より、ポンプ、バルブ等の流体機器の軸封を行うグランドパッキンとして、アスベスト、炭化繊維、炭素繊維、アラミド樹脂繊維等からなるものがあり、また、これら各素材からなるパッキンにPTFEを含浸させたものもある(例えば、特許文献1参照)。
これらのグランドパッキンは、軸と機器ケーシングの間に形成される室内、すなわちスタフィングボックス内に詰め込まれて、軸と機器ケーシングの間から流体が漏出するのを防止するようになっている。
【0003】
ポンプとバルブとでは、グランドパッキンに求められる性能がやや異なる。
ポンプの軸封部では、パッキンが軸体の高速回転を邪魔しないように、まず高い潤滑性が求められ、次に、高いシール性と耐圧性が求められる。流体の若干の漏れは、軸体とパッキンの間で生じる摩擦熱を逃がすことになるので、若干の漏れは許容される。
一方、バルブの軸封部では、高圧流体が全く漏れないように、まず高いシール性と耐圧性が求められ、次に、高い潤滑性が求められる。バルブの軸体は、軸周りの回転運動と、軸長方向の往復直線運動をするため、軸体と軸受の隙間へパッキンの一部が変形してはみ出し、このはみ出しによって軸体の回転トルクが急激に上昇してしまうことが多かった。このため、バルブ用のパッキンにおいて耐圧性は特に重要となっている。
従来のグランドパッキンは、潤滑性(低トルク性)、耐圧性、耐熱性を全て高い次元で調和させることができず、また、超高圧、高熱下での使用(例えば火力発電所のバルブ用)に長期間耐え得るものはなかった。
【0004】
【特許文献1】
特開平6−101764号公報
【0005】
【発明が解決しようとする課題】
本発明は、このような実情に鑑みてなされたもので、常温下、低圧下で使用される場合はもちろん、高温下、高圧下で使用されても十分な耐久性を維持することができ、いずれの場合も高い潤滑性を長期に渡って維持することができ、更に、スタフィングボックスに詰め込む全てのグランドパッキンを一種で済ますことができるグランドパッキン、及びその材料の提供を目的とする。
【0006】
【課題を解決するための手段】
請求項1記載の発明は、平繊された帯状の炭素繊維束の片面若しくは両面に膨張黒鉛テープを積層一体化してなる第1の積層テープを捩じって糸状体とし、複数の補強繊維或いは補強線材を互いに略平行に配置してなる補強材、又は織物を帯状に裁断してなる補強材の片面或いは両面に膨張黒鉛テープを積層一体化して第2の積層テープとし、この第2の積層テープを前記糸状体の周囲に巻回してなることを特徴とするパッキン材料である。
請求項2記載の発明は、前記第2の積層テープに代えて、平繊された帯状の炭素繊維束の片面若しくは両面に膨張黒鉛テープを積層一体化してなる第3の積層テープを前記糸状体の周囲に巻回してなることを特徴とする請求項1に記載のパッキン材料である。
請求項3記載の発明は、前記糸状体は、前記第1の積層テープが補強用中芯材を被覆するように該積層テープを捩じったものであることを特徴とする請求項1又は2に記載のパッキン材料である。
請求項4記載の発明は、請求項1乃至3いずれかに記載のパッキン材料を編組し、この編組体を所定形状に加圧成型してなることを特徴とするグランドパッキンである。
これらの発明を提供することにより、上記課題を悉く解決する。
【0007】
【発明の実施の形態】
本発明に係るグランドパッキン及びこのパッキンに用いられる材料について、図面を参照しつつ説明する。
まず、本発明の第1実施形態に係るパッキン材料について説明する。
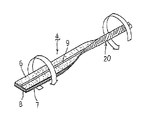
図1は、第1実施形態における糸状体の一例を示す図である。図2は、図1に示す糸状体を形成する様子を示す図であり、第1の積層テープを捩る様子を示す図である。図3は、本発明における第1の積層テープ及び該積層テープを形成するために用いられる積層体を示す断面図である。
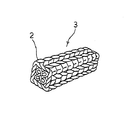
本発明に係るグランドパッキン(1)(図12参照)は、糸状のパッキン材料(2)(図6参照)を編組し、この編組体(3)(図8乃至11参照)を所定形状に加圧成型してなるものである。
【0008】
第1実施形態に係るパッキン材料(2)(図6参照)は、平繊された帯状の炭素繊維束(7)(図2、3参照)の片面若しくは両面に膨張黒鉛テープ(6)を積層一体化してなる第1の積層テープ(4)を捩じって糸状体(20)とし、複数の補強繊維或いは複数の補強線材(10)(図7参照)を互いに略平行に配置してなる補強材(11)又は織物を帯状に裁断してなる補強材の片面(図7(a)参照)或いは両面(図7(b)参照)に膨張黒鉛テープ(60)を積層一体化して第2の積層テープ(12)(図6、7参照)とし、この第2の積層テープ(12)を前記糸状体(20)の周囲に巻回してなるものである。
【0009】
図2は、第1の積層テープ(4)を捩じるときの様子を示している。第1の積層テープ(4)は、図3に示す積層シート(5)を帯状に裁断して形成される。積層シート(5)は、膨張黒鉛シート(61)に、平繊された帯状の炭素繊維束(以下、平繊繊維束と称する)(7)を接着剤層(8)を介して積層一体化することにより構成される。接着剤層(8)は、接着剤本来の役目と、補強材の役目とを兼ね備えている。
【0010】
接着剤層(8)の種類は特に限定されず、有機質系接着剤、無機質系接着剤、無機有機混合質系接着剤など、種々の接着剤から構成することができ、その形態も、液状、エマルジョン、フィルム状、不織布状など種々の形態を採ることができる。また、その配設方法も特に限定されず、塗布、熱圧着、吹き付けなど、種々の方法を採用することが可能である。
【0011】
なお、接着剤層(8)には、できれば水溶性の熱可塑性樹脂接着剤を使用することが好ましく、中でも無公害性のポリビニルアルコールを用いることが好ましい。ポリビニルアルコールは、液状のまま膨張黒鉛シート(61)の表面或いは炭素繊維束(7)の表面に塗布するか、又は吹き付けることにより配設することができる。吹き付けによって配設する場合には、例えば不織布状に配設することができる。
【0012】
ポリビニルアルコール(以下、PVAと称する)を不織布状に配設する場合、接着剤層(8)は、PVA樹脂繊維が不規則な方向に伸びて積層され、且つそれら樹脂繊維が相互に固着されてシート状とされる。このような構造の接着剤層(8)は、あらゆる方向の引張に対して大きな引張強さを有し、特に帯状に加工された状態でその軸長方向の引張に対して大きな引張強さを発揮することができる。
【0013】
膨張黒鉛シート(61)と平繊繊維束(7)を接着する際には、その間にPVA等の接着剤層(8)を介在させ積層した状態でその両面に圧力を加え、或いは加熱しながら圧力を加えることで、これらを強固に積層一体化することができる。
【0014】
膨張黒鉛シート(61)としては、天然黒鉛、熱分解黒鉛、キッシュ黒鉛等の黒鉛粉末を、濃硫酸、濃硝酸等と反応させて一旦層間化合物とした後、水洗などを経て残留化合物を得、これを急熱して膨張させて得られる膨張可撓性黒鉛そのものを、ロール材等により圧縮成形したシート状のものを使用することができる。
【0015】
膨張黒鉛シート(61)の密度は、特に限定されるものではないが、0.80〜2.2g/cm3 であることが好ましい。密度がこの範囲内にあると、膨張黒鉛シート(61)の表面に結晶レベルの凹凸が形成され、その上に積層されるものにアンカー効果を生じさせることができる。これに対し、密度が0.80g/cm3 未満であると組織のきめが粗くなり過ぎ、パッキンにしたときのシール性が低下する。逆に、密度が2.2g/cm3 を超えると、組織のきめが細かくなり過ぎてアンカー効果を生じさせにくくなり、平繊繊維束(7)との積層を良好に行い得ない可能性がある。
【0016】
膨張黒鉛シート(61)の厚みは、特に限定されるものではないが、0.10〜1.5mm、より好ましくは0.12〜0.2mm程度とされることが好ましい。厚みが0.10mm未満であると、膨張黒鉛が有する優れた耐熱性、耐食性、耐磨耗性を発現させることができない。また、このように極薄のものは製造が困難であって経済的でない。逆に、厚みが1.5mmを超えると、膨張黒鉛の脆さが現れてしまう。
【0017】
平繊繊維束(7)は、膨張黒鉛シート(61)を補強すると共に膨張黒鉛シート(61)に不足しがちな弾力性を補い、また、固体潤滑材の役目を果たすこともできるものである。この平繊繊維束(7)は、接着剤層(8)を介して膨張黒鉛シート(61)の表面に積層される。その積層方法は、上記した方法を採用することができるが、接着剤として熱融着フィルムを用いる場合には、例えば、PVA不織布、PVAフィルム、ポリエチレンフィルム、オレフィン系フィルム、ウレタン系フィルムを用いることができる。
【0018】
平繊繊維束(7)は、炭素繊維束などの強化繊維束を元幅から所要の幅に適宜平に拡げた帯状の繊維集合体である。この平繊繊維束(7)は機械的強度に優れており、また、その機械的強度等の諸性質が、−200°C〜+600°Cの間で殆ど変化せず、低温特性、高温特性が共に優れている。従って、平繊繊維束(7)は、常温域は勿論のこと、過酷温度環境下においても確実に膨張黒鉛シート(61)を補強することができる。また、平繊繊維束(7)は優れた潤滑性及びシール性を有しているので、これが外側に位置するように糸状体(20)を構成すれば、潤滑性及びシール性に優れたパッキン(1)を得ることができる。また、平繊繊維束(7)は耐食性および耐磨耗性に優れているので、化学プラント等の過酷環境下でも長期間の使用に耐えることができる。なお、平繊繊維束(7)の厚さは、0.01〜0.5mmとすることが好ましく、より好ましくは0.15〜0.2mmとされ、0.01〜0.02mmとすることもできる。これは、厚みが0.01mm未満であると、十分な潤滑性及びシール性が得られず、逆に厚みが0.5mmを超えると、十分な柔軟性が得られないからである。
【0019】
平繊繊維束(7)の製造方法は特に限定されず、例えば超音波や流体流を用いて、マルチフィラメントと称される繊維束(炭素繊維束)を薄くかつ広幅に平繊することができるが、好ましくは炭素繊維束を数十μm或いはそれ以下の厚さにまで平繊するのがよく、例えば帯幅25mm以上、厚さ20μm以下にまで平繊するのがよい。
【0020】
第1の積層テープ(4)の製造工程には、積層シート(5)を帯状に裁断する工程があるが、平繊繊維束における各繊維は非常に密にしかも均一に配列されており、各繊維の間には大きな摩擦力が働いている。従って、各繊維は軸方向及び軸直角方向に強く連結され、第1の積層テープ(4)は引張強さの大きな一枚の帯状体となる。通常、平繊繊維束は種々の長さの炭素繊維を方向を揃えた形で密に集合させたものであり、言い換えれば、不連続の炭素繊維が軸方向及び軸直角方向に連続的に密に配設されたものである。この繊維集合体においては、上記したように繊維同士が相互に大きな摩擦力で連結され、斜めに切断されても一枚の強い帯状体とすることができるのである。
【0021】
第1の積層テープ(4)の幅は5〜30mmとされ、好ましくは5〜25mmとされる。その幅が30mmを超えると、第1の積層テープ(4)は柔軟性が低下し、糸状体(20)に加工しにくくなる。逆に、その幅が5mm未満になると、第1の積層テープ(4)の許容引張力が極度に低下して、糸状体(20)に加工する際に破断する恐れがある。第1の積層テープ(4)は、その帯幅が5〜30mmであるならば、十分な許容引張力を有するため、捩じり加工の際に破断する恐れがない。
【0022】
なお、第1の積層テープ(4)は、平繊繊維束(7)および接着剤層(8)で補強されているので、比較的薄く形成することができる。従って、帯幅5〜10mm程度の第1の積層テープ(4)はもちろん、帯幅10mmを超える第1の積層テープ(4)であっても、十分な柔軟性を確保することができる。5〜10mm幅の第1の積層テープ(4)を用いて糸状体(20)を構成した場合、二十四打ち、三十二打ち、といった多数打ちの紐体(3)を構成することができる。また、その多数打ちの紐体(3)を種々の太さの糸状体(20)から構成することができる。これにより、紐体(3)内部を密に詰まった状態とすることができるので、シール性が非常に高いパッキン(1)を得ることができる。
【0023】
糸状体(20)は、第1の積層テープ(4)を捩じって糸状にしたものである。第1の積層テープ(4)が平繊繊維束(7)の片面にのみ膨張黒鉛シート(6)を有している場合には、該テープ(4)の捩じり加工において、平繊繊維束(7)が外側に位置するように加工しても、或いは膨張黒鉛シート(61)が外側に位置するように加工してもそのいずれでもよいが、平繊繊維束(7)が内側に位置するように捩れば、パッキンを構成したときに該繊維の一部がパッキンの外面に露出しないようにすることができる。
【0024】
本発明における第1の積層テープ(4)の捩じり方法は特に限定されるものではないが、第1の積層テープ(4)を幅方向中央部で折り畳んだものをきつく捩じったり、或いは折り畳まずに捩じる(図2参照)方法を採用することができる。
【0025】
なお、その捩じり回数は、1m当たりの捩じり回数が55〜70回程度であることが好ましい。このような回数であれば、糸状体(20)の強度が非常に高くなることが発明者によって確かめられている。
炭素繊維マルチフィラメント等の炭素繊維束を平繊してなる平繊繊維束(7)は、潤滑性、耐磨耗性、耐腐食性、機械的強度、及びシール性に優れているため、この平繊繊維束(7)を材料として使用することにより、潤滑性、耐磨耗性、耐腐食性、機械的強度、及びシール性に優れたパッキン(1)を得ることができる。
【0026】
また、この糸状体(20)は、柔軟性に優れているので、複雑な編組加工を容易に行うことができ、しかも複雑な加工を行っても積層シート(4)に破断が生じない。また、糸状体(20)を構成する第1の積層テープ(4)は、十分な許容引張力を有しているため、編組加工の際に破断する恐れもない。
【0027】
なお、糸状体(20)は、図4および図5に示すように、補強用中芯材(9)を備えた構造であってもよい。具体的には、第1の積層テープ(4)が補強用中芯材(9)を被覆するように、補強用中芯材(9)を芯としてその周囲に第1の積層テープ(4)を図5に示す如く捩じった構造とすることができる。この場合、第1の積層テープ(4)のみからなる場合よりも、糸状体(20)の許容引張力を向上させることができる。補強用中芯材(9)の材質は、特に限定されるものではないが、例えば、モネルメタル、インコネル、クロム鉄、ステンレス、銅、アルミニウム等の金属、ガラス繊維、セラミックファイバー繊維、あるいはアラミド樹脂、ポリテトラフルオロエチレン樹脂(PTFE)、ナイロン樹脂、アクリル樹脂、フェノール樹脂等からなる合成樹脂繊維、若しくはこれら合成樹脂繊維に潤滑油を含浸させたもの、或いはこれら合成樹脂繊維の炭化物、アスベストなど、パッキン用材料として必要な強度を有する材料であれば好適に使用することができる。
【0028】
この補強用中芯材(9)は、直径0.15〜0.3mm程度とされることが好ましく、更に好ましくは0.25mm程度とすることができる。このような直径とすれば、第1の積層テープ(4)の捩じり加工を容易に行うことができる。また、この補強用中芯材(9)は、1本で使用されてもよいが、後述するように、複数本で使用されてもよい。1本で使用される場合、補強用中芯材(9)は、例えば、編組せずにそのままの状態で使用されてもよいし、編組されて紐体にした状態で使用されてもよい。また、複数本で使用される場合、補強用中芯材(9)は、束ねて使用されてもよいし、束ねた後それを編組して紐体にした状態で使用されてもよい。補強用中芯材(9)を構成する各単線材の断面形状は特に限定されず、例えば、円形断面、長四角断面、楕円形断面等、種々の形状を採ることができる。
【0029】
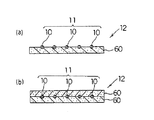
第2の積層テープ(12)は、複数の補強繊維或いは複数の補強線材(10)からなる補強材(11)又は織物を帯状に裁断してなる補強材の片面或いは両面に、膨張黒鉛テープ(60)を積層一体化したものである。
第2の積層テープ(12)は、固体潤滑材の役目と補強部材の役目を果たし、また、平繊繊維束の繊維がパッキン材料(2)の表面に髭状にはみ出すのを防止することができる。
因みに、平繊繊維束の繊維がパッキン材料(2)の表面に髭状にはみ出すと、これを加圧成形したグランドパッキンの表面にも髭状繊維がはみ出る。この髭状繊維は、回転軸等の軸部材の早期磨耗の原因となり、ひいてはバルブ等からの流体漏れを引き起こす原因となる。
【0030】
補強材(11)は、複数の補強繊維或いは複数の補強線材(10)からなるものであってもよいし、又は、織物を帯状に裁断したものであってもよい。
補強繊維、補強線材(10)、織物の材質は特に限定されるものではないが、補強線材については例えば、モネルメタル、インコネル、ステンレス、銅、アルミニウム等の金属を採用することができ、補強繊維については例えば、ガラス繊維、セラミックファイバー繊維、あるいはアラミド樹脂、ポリテトラフルオロエチレン樹脂(PTFE)、ナイロン樹脂、アクリル樹脂、フェノール樹脂等からなる合成樹脂繊維、若しくはこれら合成樹脂繊維に潤滑油を含浸させたもの、或いはこれら合成樹脂繊維の炭化物(炭素繊維)、アスベストなどを採用することができ、織物については例えば、綿糸織物を採用することができる。
【0031】
補強繊維或いは補強線材(10)から補強材(11)を構成する場合(図7参照)には、複数本の補強繊維或いは複数本の補強線材(10)を互いに略平行に配置して全体として帯状となるようにし、帯状の補強材(11)を構成する。
この帯状の補強材(11)の片面或いは両面に、膨張黒鉛テープ(60)を積層一体化して第2の積層テープ(12)を構成する。帯状の補強材(11)と膨張黒鉛テープ(60)は、例えば各種接着剤を用いて一体化することができる。
【0032】
第2の積層テープ(12)の厚さは特に限定されるものではないが、補強材(11)の片面に膨張黒鉛テープ(60)を設ける場合には例えば0.2mmとすることができ、両面に設ける場合には例えば0.35mmとすることができる。
第2の積層テープ(12)の幅は特に限定されるものではないが、好ましくは10〜20mm、より好ましくは15mmとされる。
第2の積層テープ(12)の幅が20mmを超えると、第2の積層テープ(12)は柔軟性が低下し、第1の積層テープ(4)の周囲に巻回しにくくなり、また、巻回状態においてテープの重なり合う部分の幅にムラが生じる。逆に、その幅が10mm未満になると、第2の積層テープ(12)の許容引張力が極度に低下して、巻回の際に破断する恐れがある。
【0033】
第2の積層テープ(12)は、糸状体(20)の外周面に一重若しくは二重に巻回される(図6に示す例では一重)。二重に巻回すれば、潤滑性、シール性を更に向上させることができる。二重にする場合、互いの巻回方向を逆向きとし、相互に交差するように巻回すると、パッキン材料(2)のシール性、耐久性を一層高めることができる。また、互いの巻回方向が逆向きとなるように二重に巻回すると、左回転、右回転のいずれの向きに回転する回転軸に対しても同程度のシール性、耐久性を発揮することができる。
尚、第2の積層テープ(12)は、縁部同士が重なり合うように巻回されることが好ましい。
なお、第2の積層テープ(12)が補強材(11)の片面にのみ膨張黒鉛テープ(60)を有している場合には、該テープ(12)は補強材(11)が内側に位置するように糸状体(20)に巻回されることが好ましい。パッキンを構成したときに、補強材(11)が外面に露出しないようにするためである。
【0034】
このようにして得られた糸状のパッキン材料(2)を編組することにより、編紐、打紐、組紐等の形態をなす紐体(3)を構成することができる。具体的には、1本または複数本のパッキン材料(2)を編組することにより、丸編紐、角編紐等の編紐や、丸打紐、角打紐等の打紐等の形態をなす紐体(3)を構成することができる。その他、袋状紐や固着紐等の形態をなす紐体(3)を構成することもできる。なお、打紐の場合には、四つ打ち、八つ打ち、十六打ち、十八打ち、二十四打ち、三十二打ち等、任意の打ち方が可能である。
【0035】
紐体(3)は、外側に膨張黒鉛テープが位置した構造となる。
なお、接着剤層(8)としてPVAを用いた場合には、紐体(3)の内部にPVA層が位置することになるが、PVA層は、紐体(3)の形成後に除去されてもよい。PVA層は、補強材としては優れているものの、応力緩和を生じやすい性質を有しているから、これを除去することにより、紐体(3)に応力緩和が生じないようにすることができる。これにより、パッキン(1)に応力緩和が生じないようにすることができる。なお、補強材が必要とされるのは、膨張黒鉛テープ(6)に最も引張力が作用する時、すなわち糸状体(20)構成時と紐体(3)構成時であるから、紐体(3)の構成後にPVA層が除去されたとしても問題はない。
【0036】
PVA層を除去する場合には、紐体(3)に液状樹脂を含浸させることが好ましい。これは、PVA層を除去した場合、PVA層が存在していた部分に空隙が形成されるためである。紐体(3)に液状樹脂を含浸させれば、その空隙を液状樹脂によって充填することができる。空隙を液状樹脂によって充填することにより、パッキン(1)をスタフィングボックス内で使用した際に紐体(3)内部を流体が通過するのを防止することができる。従って、パッキン(1)のシール性を高めることができる。
【0037】
紐体(3)に含浸させる液状樹脂としては、例えば、ポリテトラフルオロエチレン(PTFE)等のフッ素系樹脂、シリコーン樹脂、水溶性フェノール樹脂、或いはガラス、アルミナ、シリカゲル、ミクロマイカ、黒鉛、チタン等の無機微粉末を含むエマルジョン樹脂を挙げることができる。なお、紐体(3)には、これらの液状樹脂からなる群から選択された1または2以上の液状樹脂を含浸させることが可能である。含浸方法としては、例えば、自然含浸(ドブ付け含浸)、加熱含浸、真空含浸等を挙げることができる。
【0038】
パッキン(1)は、この紐体(3)を加圧成形して得られるものである。パッキン(1)は、例えば、図12に示すように、リング状に形成される。リング状に形成されたパッキン(1)は、スタフィングボックス内に詰め込まれ、流体機器の軸封を行うパッキンとして好適に使用することができる。パッキン(1)は、前記したように、その表面に膨張黒鉛テープ(60)が位置した構造である。従って、潤滑性、シール性、耐磨耗性、機械的強度、および耐腐食性に優れたパッキン(1)とすることができる。
【0039】
補強用中芯材(9)を有さないパッキン材料(2)からグランドパッキン(1)を構成した場合、このグランドパッキン(1)は通常、150〜2500psiの圧力流体用(バルブ用)に使用することができ、この条件下で十分な耐久性と潤滑性(低トルク性)を発揮することができる。1500psiの圧力流体用としては例えば石油、石油化学プラントでの使用が考えられ、2500psiの圧力流体用としては例えば原子力発電プラントでの使用が考えられる。
【0040】
補強用中芯材(9)を有するパッキン材料(2)からグランドパッキン(1)を構成した場合、このグランドパッキン(1)は通常、150〜4500psiの圧力流体用(バルブ用)に使用することができ、この条件下で十分な耐久性と潤滑性(低トルク性)を発揮することができる。4500psiの圧力流体用としては例えば火力発電プラントでの使用が考えられる。
また、上記したいずれの実施形態も、回転軸が高速回転する流体機器の軸封部に高PV値下(回転軸の周速25m/sec以上)で使用されても(ポンプ用)、十分な潤滑性、耐久性を有することができる。
【0041】
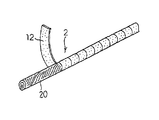
次に、本発明の第2実施形態について説明する。図13は、第2実施形態に係るパッキン材料を示す図である。
第2実施形態に係るパッキン材料(2)は、第1実施形態における第2の積層テープ(12)に代えて、平繊された帯状の炭素繊維束(7)の片面若しくは両面に膨張黒鉛テープ(6)を積層一体化してなる第3の積層テープ(21)を、第1実施形態における糸状体(20)の周囲に巻回してなることを特徴とするものである。
糸状体(20)は、第1実施形態の場合と同様のものを使用することができる。第3の積層テープ(21)は、第1の積層テープ(4)と同様のものとすることができる。
第3の積層テープ(21)が帯状の炭素繊維束(7)の片面にのみ膨張黒鉛テープ(6)を有している場合には、帯状の炭素繊維束(7)が内側に位置するように該テープ(21)が巻回されることが好ましい。パッキンを構成したときに炭素繊維束(7)が外面に露出しないようにするためである。
【0042】
なお、糸状体(20)は、第1実施形態と同様、補強用中芯材(9)を内部に巻き込んだ構造であってもよい。補強用中芯材(9)の材質としては、第1実施形態と同様とすることができる。
第2実施形態においても、第1実施形態と同様な効果を奏することができる。
【0043】
【実施例】
次に、本発明に係るパッキン材料の実施例を紹介することにより、その効果を明確にする。尚、本発明に係るパッキン材料は、以下の実施例に何ら限定されるものではない。
【0044】
(実施例)
本発明に係る実施例を以下の如く製造し、この実施例に係るパッキン材料を加圧成形してグランドパッキンを得た。この実施例では、上記第2実施形態に係るパッキン材料を構成した。
まず、平繊された帯状の炭素繊維束の両面に膨張黒鉛テープを積層一体化してなる第1の積層テープを構成し、この第1の積層テープが補強用中芯材を被覆するように、該補強用中芯材を芯としてその周囲に第1の積層テープを捩じって糸状体を構成した。
補強用中芯材はインコネル線であり、その径は0.25mmであった。
平繊された炭素繊維束の厚みは0.02mmであり、帯幅は20mmであった。
膨張黒鉛テープの厚みは0.2mmであり、帯幅は20mmであった。
【0045】
次いで、平繊された帯状の炭素繊維束の片面に膨張黒鉛テープを積層一体化してなる第3の積層テープを構成し、この第3の積層テープを前記糸状体の周囲に巻回して、断面四角形状のパッキン材料を得た。第3の積層テープは、膨張黒鉛テープが外側に現れるように巻回した。パッキン材料の一辺の長さは6.5mmであった。
第3の積層テープにおける平繊炭素繊維束の厚み及び帯幅、膨張黒鉛テープの厚み及び帯幅は、第1の積層テープと同じであった。
次に、このパッキン材料を編組し、この編組体をリング状に加圧成型してグランドパッキンを得た。
【0046】
(比較例1)
図19は、比較例1に係るパッキン材料の概略断面図である。
図19に示されるように、膨張黒鉛テープを積層して紐状としたもの(33)の周囲を、インコネル線(31)で編組被覆して断面四角形状のパッキン材料(32)を構成した。紐状体(33)は断面四角形であり、その一辺は9.38mmであった。インコネル線(31)の径は0.12mmであった。パッキン材料(32)の四角形断面一辺の長さは9.5mmであった。
次に、このパッキン材料(32)を編組し、この編組体をリング状に加圧成型してグランドパッキンを得た。
【0047】
(比較例2)
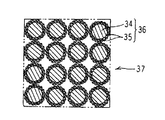
図20は、比較例2に係るパッキン材料の概略断面図である。
図20に示されるように、膨張黒鉛テープを細くスライスしたもの(34)の周囲を、インコネル線(35)で編組被覆して糸状体(36)を構成し、該糸状体(36)を編組して断面四角形状のパッキン材料(37)を構成した。膨張黒鉛テープの厚みは0.29mm、スライス幅は6.5mmであった。インコネル線(35)の径は0.10mmであった。また、パッキン材料(37)の四角形断面一辺の長さは9.5mmであった。
次に、このパッキン材料(37)を編組し、この編組体をリング状に加圧成型してグランドパッキンを得た。
【0048】
<試験方法>
スタフィングボックス内に実施例、比較例1、比較例2に係るリング状のグランドパッキンを入れ、該パッキンを貫通する軸(弁棒)との関係で生じるグランドパッキンのシール性、潤滑性、耐圧性を、軸(弁棒)の往復摺動により試験した。
シール性を試す試験として漏洩量試験、潤滑性を試す試験として摺動抵抗試験(往復運動方向転換時、一方向摺動時)、耐圧性を試す試験としてパッキンと軸間(弁棒)の面圧変化試験を行った。
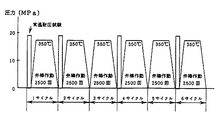
軸(弁棒)の往復運動は、2500回を1サイクルとし、このサイクルを6回繰返して最終的に15000回の往復運動を行った(図14参照)。各試験に供される加圧流体としては熱水を用い、スタフィングボックスの温度は350°Cであった。軸の作動条件は、軸のストローク50mm、作動速度25mm/sec、往復両端での停止時間は1sec、作動回数は前述の如く2500回×6サイクルであった。
この往復運動の際に行った各試験の結果を図15乃至18に示す。図15は漏洩量試験、図16は摺動抵抗試験(往復運動方向転換時)、図17は摺動抵抗試験(一方向摺動時)、図18は面圧試験の結果である。
【0049】
<試験結果>
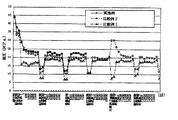
図15に示す漏洩量試験の結果から判るように、実施例では終始にわたり漏洩量が殆どゼロであるが、比較例1では終始にわたりかなりの漏洩があり、比較例2では5000回目あたりから漏洩が始まり、やがて漏洩量が急激に増える。よって、実施例に係るパッキンは各比較例よりも長期にわたって良好なシール性を高温高圧下で発揮することができる。
【0050】
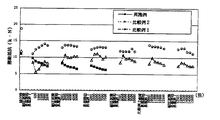
図16、17に示す摺動抵抗試験の結果から判るように、実施例の摺動抵抗は、比較例2の摺動抵抗よりも終始にわたって小さく、1500回の往復運動を超えたあたりから比較例1の摺動抵抗よりも確実に小さくなり、往復回数が増えるにつれてその開きは大きくなっている。よって、実施例に係るパッキンは各比較例よりも長期にわたって良好な潤滑性を高温高圧下で発揮することができる。
【0051】
図18に示す面圧試験の結果から判るように、実施例の面圧は、比較例1、2の面圧よりも終始にわたって大きい。よって、実施例に係るパッキンは各比較例よりも長期にわたって良好な耐圧性ひいては高いシール性を高温高圧下で発揮することができる。
【0052】
【発明の効果】
請求項1、2に記載のパッキン材料は、常温下、低圧下で使用される場合はもちろん、高温下、高圧下で使用されても十分な耐久性を維持することができ、いずれの場合も高い潤滑性(低トルク性)を長期に渡って維持することができる。更に、平繊繊維束の髭状繊維がパッキン材料表面に露出するのを防止して軸磨耗の防止を図ることができる。
従って、バルブ用或いはポンプ用のいずれに使用してもそれぞれに必要な機能を十分に発揮することができる。
このパッキン材料は、耐圧力性、耐熱性、潤滑性の全てにおいて高い性能を発揮するから、スタフィングボックスに詰め込む全てのグランドパッキンをこの材料一種で形成することができる。
請求項3記載のパッキン材料は、耐久性が更に向上し、更なる高圧下での使用が可能となる。
【0053】
請求項4記載のグランドパッキンは、常温下、低圧下で使用される場合はもちろん、高温下、高圧下で使用されても十分な耐久性を維持することができ、高い潤滑性(低トルク性)を長期に渡って維持することができる。更に、平繊繊維束の髭状繊維がパッキン表面に露出するのを防止して軸磨耗の防止を図ることができる。
従って、バルブ用或いはポンプ用のいずれに使用してもそれぞれに必要な機能を十分に発揮することができる。
このグランドパッキンは、耐圧力性、耐熱性、潤滑性の全てにおいて高い性能を発揮するから、スタフィングボックスに詰め込む全てのグランドパッキンを一種で済ますことができる。
【図面の簡単な説明】
【図1】本発明の第1実施形態における糸状体の一例を示す図である。
【図2】図1に示す糸状体を形成する様子を示す図であり、第1の積層テープを捩る様子を示す図である。
【図3】本発明における第1の積層テープ及び該積層テープを形成するために用いられる積層体を示す断面図である。
【図4】第1実施形態における糸状体の他の例を示す図である。
【図5】図4に示す糸状体を形成する様子を示す図であり、補強線材を中心としてこれを被覆するように第1の積層テープを捩る様子を示す図である。
【図6】第1実施形態に係るパッキン材料を形成する様子を示す図であり、糸状体の周囲に第2の積層テープを巻回する様子を示す図である。
【図7】本発明における第2の積層テープを帯幅方向に切断した状態で示す断面図であり、(a)は補強材の片面に膨張黒鉛テープを一体化した場合を示す図、(b)は補強材の両面に膨張黒鉛テープを一体化した場合を示す図である。
【図8】本発明に係るパッキン材料を編組した状態の一例を示す図である。
【図9】本発明に係るパッキン材料を編組した状態の一例を示す図である。
【図10】本発明に係るパッキン材料を編組した状態の一例を示す図である。
【図11】本発明に係るパッキン材料を編組した状態の一例を示す図である。
【図12】本発明に係るグランドパッキンの一例を示す図である。
【図13】第2実施形態に係るパッキン材料を示す図であり、(a)は該パッキン材料を一部分解した状態で示す斜視図、(b)は(a)におけるA−A線断面図である。
【図14】パッキンの性能試験における軸の摺動回数を示すグラフである。
【図15】漏洩量試験の結果を示すグラフである。
【図16】摺動抵抗試験(往復運動方向転換時)の結果を示すグラフである。
【図17】摺動抵抗試験(一方向摺動時)の結果を示すグラフである。
【図18】面圧試験の結果を示すグラフである。
【図19】比較例1に係るパッキン材料の概略断面図である。
【図20】比較例2に係るパッキン材料の概略断面図である。
【符号の説明】
1・・・・・グランドパッキン
2・・・・・パッキン材料
3・・・・・編組体
4・・・・・第1の積層テープ
5・・・・・積層シート
6,60・・膨張黒鉛テープ
7・・・・・平繊された炭素繊維束
8・・・・・接着剤層
9・・・・・補強用中芯材
10・・・・補強線材
11・・・・補強材
12・・・・第2の積層テープ
20・・・・糸状体
Claims (4)
- 平繊された帯状の炭素繊維束の片面若しくは両面に膨張黒鉛テープを積層一体化してなる第1の積層テープを捩じって糸状体とし、複数の補強繊維或いは補強線材を互いに略平行に配置してなる補強材、又は織物を帯状に裁断してなる補強材の片面或いは両面に膨張黒鉛テープを積層一体化して第2の積層テープとし、この第2の積層テープを前記糸状体の周囲に巻回してなることを特徴とするパッキン材料。
- 前記第2の積層テープに代えて、平繊された帯状の炭素繊維束の片面若しくは両面に膨張黒鉛テープを積層一体化してなる第3の積層テープを前記糸状体の周囲に巻回してなることを特徴とする請求項1に記載のパッキン材料。
- 前記糸状体は、前記第1の積層テープが補強用中芯材を被覆するように該積層テープを捩じったものであることを特徴とする請求項1又は2に記載のパッキン材料。
- 請求項1乃至3いずれかに記載のパッキン材料を編組し、この編組体を所定形状に加圧成型してなることを特徴とするグランドパッキン。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003024483A JP4252814B2 (ja) | 2003-01-31 | 2003-01-31 | パッキン材料及びこの材料を用いたグランドパッキン |
| US10/698,339 US20040151905A1 (en) | 2003-01-31 | 2003-10-31 | Packing material and gland packing used the material |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003024483A JP4252814B2 (ja) | 2003-01-31 | 2003-01-31 | パッキン材料及びこの材料を用いたグランドパッキン |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2004232806A true JP2004232806A (ja) | 2004-08-19 |
| JP4252814B2 JP4252814B2 (ja) | 2009-04-08 |
Family
ID=32767592
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003024483A Expired - Lifetime JP4252814B2 (ja) | 2003-01-31 | 2003-01-31 | パッキン材料及びこの材料を用いたグランドパッキン |
Country Status (2)
| Country | Link |
|---|---|
| US (1) | US20040151905A1 (ja) |
| JP (1) | JP4252814B2 (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2006022082A1 (ja) * | 2004-08-27 | 2006-03-02 | Toyo Tanso Co., Ltd. | 膨張黒鉛シート |
| JP2006349070A (ja) * | 2005-06-16 | 2006-12-28 | Japan Matekkusu Kk | パッキン材料及び該パッキン材料を用いたグランドパッキン並びにパッキン材料の製造方法及びグランドパッキンの製造方法 |
| KR100931697B1 (ko) * | 2009-04-21 | 2009-12-14 | 제팬 마텍스 카부시키가이샤 | 패킹재료 및 이 재료를 사용한 그랜드 패킹 |
| JP2013510277A (ja) * | 2009-11-06 | 2013-03-21 | エー. ダブリュー. チェスタートン カンパニー | グランドパッキンヤーン |
| WO2015190365A1 (ja) * | 2014-06-13 | 2015-12-17 | 日本バルカー工業株式会社 | 編組体およびグランドパッキン |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003065441A (ja) * | 2001-08-28 | 2003-03-05 | Japan Matekkusu Kk | パッキン材料及びこの材料を用いたグランドパッキン |
| US8375693B2 (en) * | 2008-09-10 | 2013-02-19 | Nippon Pillar Packing Co., Ltd. | Yarn |
| CN107387764A (zh) * | 2017-06-28 | 2017-11-24 | 太仓市凯诺石墨密封制品有限公司 | 一种耐高温耐磨型石墨盘根 |
| JP7061496B2 (ja) * | 2018-03-30 | 2022-04-28 | 日本ピラー工業株式会社 | ヤーン及びグランドパッキン |
| CN110528163A (zh) * | 2019-09-30 | 2019-12-03 | 惠州市雅新纸业有限公司 | 针通纸绳 |
| JP2026059696A (ja) * | 2024-09-26 | 2026-04-07 | ライトルート・カンパニー・リミテッド | 二次電池用廃分離膜をリサイクルした原糸 |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3791658A (en) * | 1971-05-07 | 1974-02-12 | Marlo Co Inc | Packings for pumps, valves, and the like |
| US5240769A (en) * | 1986-11-25 | 1993-08-31 | Nippon Pillar Packing Co. Ltd. | Packing material and packing made of the same |
| US5370405A (en) * | 1991-08-30 | 1994-12-06 | Nippon Pillar Packing Co., Ltd. | Packing |
| US5225262A (en) * | 1991-04-29 | 1993-07-06 | A. W. Chesterton Co. | Braided high-temperature packing comprising a core of folded flexible graphite sheet |
| US5551706A (en) * | 1993-04-20 | 1996-09-03 | W. L. Gore & Associates, Inc. | Composite gasket for sealing flanges and method for making and using same |
| US6110591A (en) * | 1997-04-23 | 2000-08-29 | Slade Group, Llc | Compressed high temperature non-asbestos sheet and method for making the same |
| JP4252669B2 (ja) * | 1999-05-14 | 2009-04-08 | ジャパンマテックス株式会社 | 膨張黒鉛製グランドパッキンに用いられる材料およびこの材料からなる膨張黒鉛製グランドパッキン並びにその膨張黒鉛製グランドパッキンの製造方法 |
| JP4164210B2 (ja) * | 1999-11-08 | 2008-10-15 | 日本ピラー工業株式会社 | 膨張黒鉛製編み糸およびグランドパッキン |
| JP2001182839A (ja) * | 1999-12-27 | 2001-07-06 | Nippon Pillar Packing Co Ltd | グランドパッキン |
| JP3927742B2 (ja) * | 1999-12-27 | 2007-06-13 | 日本ピラー工業株式会社 | 膨張黒鉛製編み糸 |
| JP4527261B2 (ja) * | 2000-10-19 | 2010-08-18 | ジャパンマテックス株式会社 | 膨張黒鉛からなるパッキン材料およびこの材料からなる膨張黒鉛製グランドパッキン並びにその膨張黒鉛製グランドパッキンの製造方法 |
-
2003
- 2003-01-31 JP JP2003024483A patent/JP4252814B2/ja not_active Expired - Lifetime
- 2003-10-31 US US10/698,339 patent/US20040151905A1/en not_active Abandoned
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2006022082A1 (ja) * | 2004-08-27 | 2006-03-02 | Toyo Tanso Co., Ltd. | 膨張黒鉛シート |
| JP2006349070A (ja) * | 2005-06-16 | 2006-12-28 | Japan Matekkusu Kk | パッキン材料及び該パッキン材料を用いたグランドパッキン並びにパッキン材料の製造方法及びグランドパッキンの製造方法 |
| KR100931697B1 (ko) * | 2009-04-21 | 2009-12-14 | 제팬 마텍스 카부시키가이샤 | 패킹재료 및 이 재료를 사용한 그랜드 패킹 |
| JP2010255661A (ja) * | 2009-04-21 | 2010-11-11 | Japan Matekkusu Kk | パッキン材料及びこの材料を用いたグランドパッキン |
| JP2013510277A (ja) * | 2009-11-06 | 2013-03-21 | エー. ダブリュー. チェスタートン カンパニー | グランドパッキンヤーン |
| US9188229B2 (en) | 2009-11-06 | 2015-11-17 | A.W. Chesterton Company | Gland packing yarn |
| WO2015190365A1 (ja) * | 2014-06-13 | 2015-12-17 | 日本バルカー工業株式会社 | 編組体およびグランドパッキン |
| JPWO2015190365A1 (ja) * | 2014-06-13 | 2017-04-20 | 日本バルカー工業株式会社 | 編組体およびグランドパッキン |
| TWI656290B (zh) * | 2014-06-13 | 2019-04-11 | 日商華爾卡股份有限公司 | 編織體及封軸襯墊 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4252814B2 (ja) | 2009-04-08 |
| US20040151905A1 (en) | 2004-08-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4527261B2 (ja) | 膨張黒鉛からなるパッキン材料およびこの材料からなる膨張黒鉛製グランドパッキン並びにその膨張黒鉛製グランドパッキンの製造方法 | |
| EP0794367B1 (en) | Seal Material | |
| JP2004232806A (ja) | パッキン材料及びこの材料を用いたグランドパッキン | |
| JP4252669B2 (ja) | 膨張黒鉛製グランドパッキンに用いられる材料およびこの材料からなる膨張黒鉛製グランドパッキン並びにその膨張黒鉛製グランドパッキンの製造方法 | |
| US6273431B1 (en) | Forged valve stem packing set | |
| JPH0325669B2 (ja) | ||
| ES2103244T3 (es) | Hilo de material compuesto para la fabricacion de empaquetaduras trenzadas, empaquetadura trenzada y procedimiento para formar dicho hilo de material compuesto. | |
| JPH03249482A (ja) | パッキンおよびその製造方法 | |
| JP5420963B2 (ja) | パッキン材料及びこの材料を用いたグランドパッキン | |
| JP4175525B2 (ja) | 密封材料 | |
| GB2195153A (en) | Packing materials for shaft seals | |
| JPH0425671A (ja) | グランドパッキン | |
| US20050233143A1 (en) | Packing material and gland packing using the material and process for packing material | |
| JP2006349070A (ja) | パッキン材料及び該パッキン材料を用いたグランドパッキン並びにパッキン材料の製造方法及びグランドパッキンの製造方法 | |
| JP5979780B2 (ja) | パッキン材料及びこの材料を用いたグランドパッキン | |
| JP2005282772A (ja) | グランドパッキン | |
| JP3103053B2 (ja) | 締付け治具又はアダプタ | |
| JPS63308275A (ja) | パツキン | |
| JP2600887Y2 (ja) | 密封材料 | |
| JP3008343B2 (ja) | 膨張黒鉛シート及びそれを用いたグランドパッキン | |
| JP3399913B2 (ja) | シールリング | |
| RU2301365C1 (ru) | Уплотнительный шнур | |
| JPH10184928A (ja) | グランドパッキン | |
| JP3927963B2 (ja) | 膨張黒鉛製編み糸およびグランドパッキン | |
| JPH0226370A (ja) | 炭素繊維製グランドパッキン |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20051006 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20080131 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080204 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080324 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080728 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080903 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090106 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090122 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4252814 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120130 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120130 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130130 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130130 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140130 Year of fee payment: 5 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |