JP2004233400A - 加熱式定着ローラ及び加熱式定着ローラの製造方法 - Google Patents
加熱式定着ローラ及び加熱式定着ローラの製造方法 Download PDFInfo
- Publication number
- JP2004233400A JP2004233400A JP2003018395A JP2003018395A JP2004233400A JP 2004233400 A JP2004233400 A JP 2004233400A JP 2003018395 A JP2003018395 A JP 2003018395A JP 2003018395 A JP2003018395 A JP 2003018395A JP 2004233400 A JP2004233400 A JP 2004233400A
- Authority
- JP
- Japan
- Prior art keywords
- heating
- layer
- insulating layer
- resistance heating
- resistance
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 11
- 238000000034 method Methods 0.000 title description 10
- 238000010438 heat treatment Methods 0.000 claims abstract description 291
- 229910052751 metal Inorganic materials 0.000 claims abstract description 94
- 239000002184 metal Substances 0.000 claims abstract description 94
- 239000011347 resin Substances 0.000 claims abstract description 19
- 229920005989 resin Polymers 0.000 claims abstract description 19
- 239000011248 coating agent Substances 0.000 claims description 62
- 238000000576 coating method Methods 0.000 claims description 62
- 230000002093 peripheral effect Effects 0.000 claims description 57
- 239000007788 liquid Substances 0.000 claims description 53
- 239000002932 luster Substances 0.000 abstract 1
- 230000000052 comparative effect Effects 0.000 description 15
- 238000009413 insulation Methods 0.000 description 10
- 229920001721 polyimide Polymers 0.000 description 8
- 230000000873 masking effect Effects 0.000 description 7
- 239000000243 solution Substances 0.000 description 7
- 239000006096 absorbing agent Substances 0.000 description 5
- 239000000463 material Substances 0.000 description 5
- OAYXUHPQHDHDDZ-UHFFFAOYSA-N 2-(2-butoxyethoxy)ethanol Chemical compound CCCCOCCOCCO OAYXUHPQHDHDDZ-UHFFFAOYSA-N 0.000 description 4
- 239000004642 Polyimide Substances 0.000 description 4
- 239000009719 polyimide resin Substances 0.000 description 4
- 238000003825 pressing Methods 0.000 description 4
- 239000007787 solid Substances 0.000 description 4
- 239000011550 stock solution Substances 0.000 description 4
- VXQBJTKSVGFQOL-UHFFFAOYSA-N 2-(2-butoxyethoxy)ethyl acetate Chemical compound CCCCOCCOCCOC(C)=O VXQBJTKSVGFQOL-UHFFFAOYSA-N 0.000 description 3
- ZOKXTWBITQBERF-UHFFFAOYSA-N Molybdenum Chemical compound [Mo] ZOKXTWBITQBERF-UHFFFAOYSA-N 0.000 description 3
- FXHOOIRPVKKKFG-UHFFFAOYSA-N N,N-Dimethylacetamide Chemical compound CN(C)C(C)=O FXHOOIRPVKKKFG-UHFFFAOYSA-N 0.000 description 3
- MTHSVFCYNBDYFN-UHFFFAOYSA-N diethylene glycol Chemical compound OCCOCCO MTHSVFCYNBDYFN-UHFFFAOYSA-N 0.000 description 3
- 238000001035 drying Methods 0.000 description 3
- 238000010030 laminating Methods 0.000 description 3
- 239000000203 mixture Substances 0.000 description 3
- 229910052750 molybdenum Inorganic materials 0.000 description 3
- 239000011733 molybdenum Substances 0.000 description 3
- -1 polytetrafluoroethylene Polymers 0.000 description 3
- 229910052709 silver Inorganic materials 0.000 description 3
- DLFVBJFMPXGRIB-UHFFFAOYSA-N Acetamide Chemical compound CC(N)=O DLFVBJFMPXGRIB-UHFFFAOYSA-N 0.000 description 2
- 239000004698 Polyethylene Substances 0.000 description 2
- BQCADISMDOOEFD-UHFFFAOYSA-N Silver Chemical compound [Ag] BQCADISMDOOEFD-UHFFFAOYSA-N 0.000 description 2
- 239000000853 adhesive Substances 0.000 description 2
- 230000001070 adhesive effect Effects 0.000 description 2
- 239000011230 binding agent Substances 0.000 description 2
- 239000004020 conductor Substances 0.000 description 2
- 238000007599 discharging Methods 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 229910052736 halogen Inorganic materials 0.000 description 2
- 150000002367 halogens Chemical class 0.000 description 2
- 238000002844 melting Methods 0.000 description 2
- 230000008018 melting Effects 0.000 description 2
- 229920000573 polyethylene Polymers 0.000 description 2
- 239000004332 silver Substances 0.000 description 2
- 239000007921 spray Substances 0.000 description 2
- QTBSBXVTEAMEQO-UHFFFAOYSA-M Acetate Chemical compound CC([O-])=O QTBSBXVTEAMEQO-UHFFFAOYSA-M 0.000 description 1
- 229910000521 B alloy Inorganic materials 0.000 description 1
- 229910001096 P alloy Inorganic materials 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 150000001408 amides Chemical class 0.000 description 1
- QDWJUBJKEHXSMT-UHFFFAOYSA-N boranylidynenickel Chemical compound [Ni]#B QDWJUBJKEHXSMT-UHFFFAOYSA-N 0.000 description 1
- 239000004927 clay Substances 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 230000002542 deteriorative effect Effects 0.000 description 1
- 239000012776 electronic material Substances 0.000 description 1
- 239000003822 epoxy resin Substances 0.000 description 1
- 230000020169 heat generation Effects 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 229910044991 metal oxide Inorganic materials 0.000 description 1
- 150000004706 metal oxides Chemical class 0.000 description 1
- 229910052759 nickel Inorganic materials 0.000 description 1
- 229910052763 palladium Inorganic materials 0.000 description 1
- 239000005011 phenolic resin Substances 0.000 description 1
- OFNHPGDEEMZPFG-UHFFFAOYSA-N phosphanylidynenickel Chemical compound [P].[Ni] OFNHPGDEEMZPFG-UHFFFAOYSA-N 0.000 description 1
- 229920000647 polyepoxide Polymers 0.000 description 1
- 229920001343 polytetrafluoroethylene Polymers 0.000 description 1
- 239000004810 polytetrafluoroethylene Substances 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
- 238000003756 stirring Methods 0.000 description 1
- 229920001187 thermosetting polymer Polymers 0.000 description 1
Images








Landscapes
- Fixing For Electrophotography (AREA)
- Control Of Resistance Heating (AREA)
Abstract
【課題】金属ローラの内周面に絶縁層を介して抵抗発熱層を設けた加熱式定着ローラを用いて、小さいサイズの記録媒体に転写されたトナー像を定着させた後、大きいサイズの記録媒体に転写されたトナー像を定着させる場合に、この加熱式定着ローラの中央部と両端部とで温度差が生じるのを防止し、光沢ムラなどの発生のない良好な画像が得られるようにする。
【解決手段】金属ローラ11の内周面に絶縁層13と抵抗発熱層14とが積層されてなる加熱式定着ローラにおいて、上記の絶縁層と抵抗発熱層とに同じ樹脂を使用すると共に、抵抗発熱層に発熱部15のパターンを設けるにあたり、その軸方向中央部の発熱部15aにおける昇温速度が、軸方向端部の発熱部15bにおける昇温速度よりも早くなるようにした。
【選択図】 図1
【解決手段】金属ローラ11の内周面に絶縁層13と抵抗発熱層14とが積層されてなる加熱式定着ローラにおいて、上記の絶縁層と抵抗発熱層とに同じ樹脂を使用すると共に、抵抗発熱層に発熱部15のパターンを設けるにあたり、その軸方向中央部の発熱部15aにおける昇温速度が、軸方向端部の発熱部15bにおける昇温速度よりも早くなるようにした。
【選択図】 図1
Description
【0001】
【発明の属する技術分野】
この発明は、複写機、プリンター、ファクシミリなどの電子写真方式を利用した画像形成装置において、記録媒体上に供給されたトナーを記録媒体に定着させるのに使用する加熱式定着ローラ及びこのような加熱式定着ローラの製造方法に関するものである。
【0002】
【従来の技術】
電子写真方式を用いた複写機、プリンター、ファクシミリなどの画像形成装置においては、普通紙やOHPフィルムなどの記録媒体にトナー像を転写させ、このように転写されたトナー像を定着装置によって記録媒体上に定着させるようにしている。
【0003】
ここで、上記の定着装置としては、加熱手段を備えた加熱式定着ローラに加圧ローラを圧接させ、上記のようにトナー像が転写された記録媒体をこの加熱式定着ローラと加圧ローラとの間に導き、両ローラの間においてトナーを加熱・加圧させて記録媒体上に定着させるようにしたものが一般に使用されている。
【0004】
そして、上記のような加熱式定着ローラとして、従来においては、金属ローラの内周にハロゲンランプなどの加熱装置を設け、この加熱装置により金属ローラを加熱させるようにしたものが一般に用いられている。
【0005】
一方、近年においては、画像形成装置における消費電力を低減させることが求められるようになり、このため、定着動作を実行する通紙時にのみ上記の加熱式定着ローラを加熱させることが提案されている。
【0006】
しかし、上記のように金属ローラの内周にハロゲンランプなどの加熱装置を設けた加熱式定着ローラの場合、加熱装置と金属ローラとの間に空気層が介在しており、加熱効率が悪く、加熱式定着ローラを急速に加熱させることができないという問題があった。
【0007】
このため、近年においては、金属ローラの外周面又は内周面に、絶縁層を介して電気抵抗体などの抵抗発熱層を設け、この抵抗発熱層を発熱させて、加熱式定着ローラを急速に加熱させるようにしたものが提案されている(例えば、特許文献1〜3参照)。
【0008】
また、上記のような加熱式定着ローラにおいては、上記の抵抗発熱層に適当な発熱部のパターンを形成し、これにより加熱式定着ローラ全体が均一に加熱されるようにしていた。
【0009】
ここで、このように加熱式定着ローラ全体を均一に加熱させるようにした場合において、例えば、トナー像が転写されたA4サイズの記録媒体を長手方向に送り、上記の加熱式定着ローラによりトナー像をA4サイズの記録媒体に定着させる操作を繰り返して行うと、上記の記録媒体が通過する加熱式定着ローラの中央部において熱が奪われて、加熱式定着ローラの中央部における温度が両端部における温度よりも低くなる。
【0010】
そして、この状態で、トナー像が転写されたA3サイズの記録媒体をこの加熱式定着ローラに導き、トナー像をA3サイズの記録媒体に定着させるようにした場合、加熱式定着ローラの中央部と両端部とにおける温度差により定着ムラが生じて、得られた画像に光沢ムラなどが発生し、良好な画像が得られなくなるという問題があった。
【0011】
また、上記のように金属ローラの外周面又は内周面に絶縁層を介して電気抵抗体などの抵抗発熱層が設けられた加熱式定着ローラを製造するにあたり、従来においては、金属ローラを絶縁層用塗液や抵抗発熱層用塗液に浸漬させて、絶縁層と抵抗発熱層とを設けるようにしたり、金属ローラに絶縁層用塗液や抵抗発熱層用塗液をスプレー塗布させて、絶縁層と抵抗発熱層とを設けるようにしていた。
【0012】
しかし、金属ローラの内周面に絶縁層を介して電気抵抗体などの抵抗発熱層が設けられた加熱式定着ローラを製造するにあたり、上記のように金属ローラを絶縁層用塗液や抵抗発熱層用塗液に浸漬させると、この金属ローラの外周面にも絶縁層用塗液や抵抗発熱層用塗液が供給されて、これらを除去する作業が必要になるという問題があった。
【0013】
また、金属ローラに絶縁層用塗液や抵抗発熱層用塗液をスプレー塗布する場合においては、絶縁層用塗液や抵抗発熱層用塗液を均一に塗布することが困難になる等の問題があった。
【0014】
さらに、上記のような加熱式定着ローラにおいて、上記の抵抗発熱層に適当な発熱部のパターンを形成するにあたり、従来においては、一般にレーザー加工を行うようにしている。
【0015】
ここで、このように抵抗発熱層に発熱部のパターンをレーザー加工で形成するためには、絶縁層と抵抗発熱層との樹脂の種類を変えて、レーザー光に対して絶縁層が加工されないようにしたり、同じ樹脂材料であっても、レーザー吸収剤を抵抗発熱層の樹脂に添加させるようにするなどの工夫が必要であった。
【0016】
しかし、絶縁層と抵抗発熱層との樹脂の種類を変えると、加熱式定着ローラの昇温時や冷却時において、絶縁層と抵抗発熱層との密着性が低下して、剥離したりするという問題があった。また、抵抗発熱層にだけレーザー吸収剤を添加させてレーザー加工する場合においては、抵抗発熱層に金属や金属酸化物が多く添加されているため、レーザー吸収剤の効果が十分に得られず、絶縁層を残して抵抗発熱層だけをレーザー加工することが困難であり、適切な加工が行えなくなるという問題があった。
【0017】
【特許文献1】
特開平2−308291号公報
【特許文献2】
特開平7−325497号公報
【特許文献3】
特開2001−134126号公報
【0018】
【発明が解決しようとする課題】
この発明は、記録媒体上に供給されたトナーを記録媒体に定着させるのに使用する加熱式定着ローラにおける上記のような様々な問題を解決することを課題とするものである。
【0019】
すなわち、この発明においては、急速に加熱できるようにするため、金属ローラの内周面に絶縁層を介して電気抵抗体などの抵抗発熱層を設けた加熱式定着ローラにおいて、この加熱式定着ローラを用いて、小さいサイズの記録媒体に転写されたトナー像を定着させた後、大きいサイズの記録媒体に転写されたトナー像を定着させる場合にも、この加熱式定着ローラの中央部と両端部とで温度差が生じるのを防止し、光沢ムラなどの発生のない良好な画像が得られるようにすることを課題とするものである。
【0020】
また、この発明においては、上記のような加熱式定着ローラを製造するにあたり、金属ローラの内周面に絶縁層と抵抗発熱層とを一定した状態で積層させることが容易に行えると共に、絶縁層と抵抗発熱層との密着性を低下させることなく、抵抗発熱層に発熱部のパターンを設けることができるようにすることを課題とするものである。
【0021】
【課題を解決するための手段】
この発明においては、上記のような課題を解決するため、金属ローラの内周面に絶縁層と抵抗発熱層とが積層されてなる加熱式定着ローラにおいて、上記の絶縁層と抵抗発熱層とに同じ樹脂を使用すると共に、上記の抵抗発熱層に発熱部のパターンを設けるにあたり、その軸方向中央部の発熱部における昇温速度が、軸方向端部の発熱部における昇温速度よりも早くなるようにしたのである。
【0022】
そして、この発明における加熱式定着ローラのように、その軸方向中央部の発熱部における昇温速度が、軸方向端部の発熱部における昇温速度よりも早くなるようにすると、この加熱式定着ローラを用いて、小さいサイズの記録媒体に転写されたトナー像を定着させた後、大きいサイズの記録媒体に転写されたトナー像を定着させる場合にも、この加熱式定着ローラの中央部と両端部とで温度差が生じるのを防止することができ、光沢ムラなどの発生のない良好な画像が得られるようになる。
【0023】
ここで、上記のように軸方向中央部の発熱部における昇温速度が、軸方向端部の発熱部における昇温速度よりも早くなるようにするにあたっては、例えば、上記のように抵抗発熱層に発熱部のパターンを設けるにあたり、軸方向中央部の発熱部における断面積を軸方向端部の発熱部における断面積より大きくしたり、軸方向中央部における発熱部の体積固有抵抗を軸方向端部における発熱部の体積固有抵抗より小さくする等の方法があげられる。
【0024】
また、この発明における加熱式定着ローラのように、金属ローラの内周面に設ける絶縁層と抵抗発熱層とに同じ樹脂を使用すると、この加熱式定着ローラの昇温時や冷却時において、絶縁層と抵抗発熱層との密着性が低下するのも防止されるようになる。
【0025】
ここで、上記の絶縁層や抵抗発熱層に用いる樹脂としては、例えば、熱硬化性樹脂として、ポリイミド樹脂、エポキシ樹脂、ポリイミドアミド樹脂、フェノール樹脂などを用いることができる。
【0026】
また、上記の抵抗発熱層において発熱させるために、この抵抗発熱層に、例えば、Ag、Pd、Ni、Cu、Al、Crなどの金属粉末や、ニッケル−ホウ素合金、ニッケル−リン合金等を加えるようにする。
【0027】
また、上記のように金属ローラの内周面に絶縁層と抵抗発熱層とを積層させ、抵抗発熱層に形成された発熱部に電流を流して発熱させる場合において、絶縁層の厚みが薄くなりすぎると、金属ローラと抵抗発熱層との間でリークが発生する一方、この絶縁層の厚みが厚くなりすぎると、発熱部からの熱が金属ローラに伝わりにくくなると共に材料コストも高くつくため、絶縁層の厚みを5〜25μm、好ましくは10〜15μmの範囲になるようにする。また、抵抗発熱層の厚みが薄くなりすぎると、発熱部における昇温速度が遅くなる一方、抵抗発熱層の厚みが厚くなると、発熱部における昇温速度が早くなるが、材料コストが高くつくため、抵抗発熱層の厚みを5〜25μm、好ましくは10〜15μmの範囲になるようにする。
【0028】
また、上記のような加熱式定着ローラを製造するにあたり、この発明においては、金属ローラの内周側に絶縁層用塗液を供給し、この絶縁層用塗液を排出させて、金属ローラの内周面に絶縁層を形成した後、この金属ローラの内周側に抵抗発熱層用塗液を供給し、この抵抗発熱層用塗液を排出させて、上記の絶縁層の上に抵抗発熱層を形成するようにしたのである。
【0029】
そして、このようにして加熱式定着ローラを製造すると、金属ローラを絶縁層用塗液や抵抗発熱層用塗液に浸漬させて、絶縁層と抵抗発熱層とを設ける場合のように、金属ローラの外周面に絶縁層用塗液や抵抗発熱層用塗液が供給されるということがなく、金属ローラの外周面に供給された絶縁層用塗液や抵抗発熱層用塗液を除去する必要がなくなり、また金属ローラに絶縁層用塗液や抵抗発熱層用塗液をスプレー塗布させて、絶縁層と抵抗発熱層を設ける場合よりも、一定した厚みになった絶縁層と抵抗発熱層とを容易に形成できるようになる。
【0030】
また、上記の抵抗発熱層に発熱部のパターンをケガキ加工等の削り加工によって設けるようにすると、レーザー加工で発熱部のパターンを形成する場合のように、絶縁層と抵抗発熱層との樹脂の種類を変えたり、抵抗発熱層の樹脂にレーザー吸収剤を添加させたりする必要もなく、絶縁層を傷つけることなく、抵抗発熱層にだけ発熱部のパターンを容易に形成できるようになる。
【0031】
また、上記の加熱式定着ローラを用いて記録媒体に転写されたトナー像を定着させるにあたり、小さいサイズの記録媒体に転写されたトナー像を定着させる場合に、軸方向中央部における発熱部だけを発熱させるようにする一方、大きいサイズの記録媒体に転写されたトナー像を定着させる場合に、軸方向中央部の発熱部と軸方向端部の発熱部との両方を加熱させるようにすることもできる。
【0032】
【実施例】
以下、この発明の実施例に係る加熱式定着ローラ及びその製造方法を添付図面に基づいて具体的に説明すると共に、この実施例に係る加熱式定着ローラを用いると、サイズの異なる記録媒体に転写されたトナー像を連続して定着させるようにした場合においても、定着ムラが抑制されて、光沢ムラなどの発生のない良好な画像が得られることを、比較例を挙げて明らかにする。
【0033】
(実施例1)
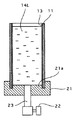
この実施例の加熱式定着ローラにおいては、図1に示すように、外径が30mm、厚みが1mm、長さが390mmになったアルミニウム製の金属ローラ11を用い、この金属ローラ11の外周面に、トナーの付着力が低いポリテトラフルオロエチレンからなる厚みが20μmの離型層12を設ける一方、金属ローラ11の内周面に、絶縁層13と抵抗発熱層14とを積層させるようにした。
【0034】
ここで、上記の金属ローラ11の内周面に絶縁層13を設けるにあたっては、ポリイミド系樹脂固形分が25重量%、N,N−ジメチルアセトアミドが37重量%、ジエチレングリコールモノ−n−ブチルエーテルアセタートが38重量%になった原液10重量部に対して、n−ブチルカルビトールを1重量部の割合で加えて希釈し、これを攪拌して、粘度が500mPa・Sになった絶縁層用塗液13Lを作製した。なお、上記の粘度は、日本電子材料工業会の標準規格 EMAS−4201に準拠し、ブルックフィールド社製HBT型を用い、10rpm、25℃の測定条件で測定した値であり、以下に示す粘度についても同様にして測定した。
【0035】
そして、図2に示すように、上記の金属ローラ11を縦置きにした状態で、この金属ローラ11の下端部にキャップ21を取り付けると共に、このキャップ21の中央部にバルブ22が設けられた排出管23を取り付け、バルブ22を閉じた状態で、金属ローラ11の内周側に上記の絶縁層用塗液13Lを金属ローラ11の上端部まで供給した後、上記のバルブ22を開け、金属ローラ11の内周側に収容された絶縁層用塗液13Lを適当な速度で排出させて、金属ローラ11の内周面全体に絶縁層用塗液13Lを厚みが15μmになるように塗布した。
【0036】
その後、この金属ローラ11を横置きにし、この金属ローラ11を回転させながら130℃で15分間予備乾燥させ、さらに200℃で1時間、300℃で2時間加熱させて、金属ローラ11の内周面全体に絶縁層13を形成した。
【0037】
次に、上記のように金属ローラ11の内周面に形成した絶縁層13の上に、抵抗発熱層14を積層させるにあたっては、ポリイミド系樹脂固形分が15重量%、Agが20重量%、モリブデンが35重量%、N,N−ジメチルアセトアミドが15重量%、ジエチレングリコールモノ−n−ブチルエーテルアセタートが15重量%になった原液20重量部に対して、n−ブチルカルビトールを1重量部の割合で加えて希釈し、これを攪拌して、粘度が300mPa・Sになった抵抗発熱層用塗液14Lを作製した。
【0038】
そして、図3に示すように、上記の金属ローラ11を縦置きにした状態で、この金属ローラ11の下部に設けられた絶縁層13に密着するようにキャップ21の突出部21aを差し込んで、キャップ21を金属ローラ11の下端部に取り付けると共に、このキャップ21の中央部にバルブ22が設けられた排出管23を取り付け、バルブ22を閉じた状態で、金属ローラ11の内周側に上記の抵抗発熱層用塗液14Lを所定の高さまで供給した後、上記のバルブ22を開け、金属ローラ11の内周側に収容された抵抗発熱層用塗液14Lを適当な速度で排出させて、金属ローラ11の内周面の両端部を除き、上記の絶縁層13の上に抵抗発熱層用塗液14Lを厚みが10μmになるように塗布した。
【0039】
そして、この金属ローラ11を横置きにし、この金属ローラ11を回転させながら100℃で2分間予備乾燥させた。
【0040】
次いで、このように予備乾燥された抵抗発熱層14に適当なパターンの発熱部15を設け、その軸方向中央部の発熱部15aにおける昇温速度が、軸方向端部の発熱部15bにおける昇温速度よりも早くなるようにした。
【0041】
ここで、上記のように予備乾燥された抵抗発熱層14に適当なパターンの発熱部15を設けるにあたっては、図4に示すように、ケガキ装置30を用い、このケガキ装置30に設けられたケガキチップ31により上記の予備乾燥された抵抗発熱層14に対してケガキ加工を行い、図5に示すように、軸方向中央部の発熱部15aと、軸方向端部の発熱部15bとのパターンが異なるようにした。なお、上記のように予備乾燥された抵抗発熱層15は少し固めの粘土状態になっており、容易にケガキ加工により除去することができ、ケガキチップ31にかかる負荷は5N程度であった。
【0042】
そして、上記のように軸方向中央部の発熱部15aと、軸方向端部の発熱部15bとのパターンが異なるようにケガキ加工するにあたり、この実施例においては、ケガキ加工の除去幅を1.0mmにし、軸方向中央部の発熱部15aとしては、幅が12mmで経路長が1330mmになった並列蛇行パターンを形成する一方、軸方向端部の発熱部15bとしては、幅が7mmで経路長が1100mmになった並列蛇行パターンを形成した。
【0043】
次いで、上記のように軸方向中央部の発熱部15aと軸方向端部の発熱部15bとが形成された抵抗発熱層14を、130℃で15分間加熱させて乾燥させた後、上記の軸方向中央部の発熱部15aに中央用電極16aを、軸方向端部の発熱部15bに端部用電極16bをそれぞれポリイミドバインダーに銀導電材を含有する導電性接着剤にて接着し、その後、350℃で7時間焼成した。なお、このように熱処理させた後の上記の各発熱部15a,15bにおける体積固有抵抗値ρは0.0001Ω・cmであり、軸方向中央部の発熱部15aの抵抗値は11.1Ω、軸方向端部の発熱部15bの抵抗値は15.7Ωであった。
【0044】
そして、このように金属ローラ11の内周面に、絶縁層13と各発熱部15a,15bが設けられた抵抗発熱層14とを積層させた後、金属ローラ11の外周面に上記の離型層12を設けて、実施例1の加熱式定着ローラを作製した。
【0045】
(実施例2)
この実施例においては、上記の実施例1において、金属ローラ11の内周面に絶縁層13と抵抗発熱層14とを積層させるにあたり、絶縁層用塗液13Lや抵抗発熱層用塗液14Lを排出させる速度を変更させて、絶縁層13の厚みを5μm、抵抗発熱層14の厚みを5μmにし、それ以外は、上記の実施例1の場合と同様にして、実施例2の加熱式定着ローラを作製した。
【0046】
なお、この実施例2の加熱式定着ローラにおいては、軸方向中央部の発熱部15aの抵抗値が22.2Ω、軸方向端部の発熱部15bの抵抗値が31.4Ωであった。
【0047】
(実施例3)
この実施例においては、上記の実施例1において、金属ローラ11の内周面に絶縁層13と抵抗発熱層14とを積層させるにあたり、絶縁層用塗液13Lや抵抗発熱層用塗液14Lを排出させる速度を変更させて、絶縁層13の厚みを24μm、抵抗発熱層14の厚みを24μmにし、それ以外は、上記の実施例1の場合と同様にして、実施例3の加熱式定着ローラを作製した。
【0048】
なお、この実施例3の加熱式定着ローラにおいては、軸方向中央部の発熱部15aの抵抗値が4.6Ω、軸方向端部の発熱部15bの抵抗値が6.5Ωであった。
【0049】
(実施例4)
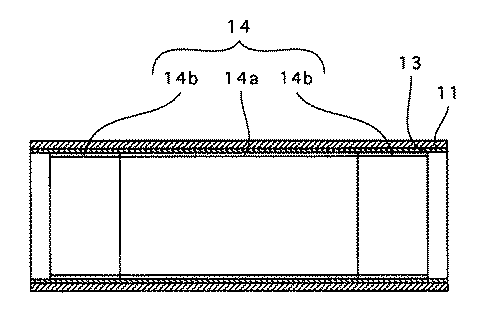
この実施例においては、上記の実施例1の場合と同様にして、金属ローラ11の内周面に絶縁層13を形成した後、この絶縁層13の上に抵抗発熱層14を設けるにあたり、2種類の抵抗発熱層用塗液14La,14Lbを用いて、図6に示すように、絶縁層13の上に軸方向中央部の抵抗発熱層14aと、軸方向両側部の抵抗発熱層14bを設けるようにした。
【0050】
ここで、抵抗発熱層用塗液14Laとしては、ポリイミド系樹脂固形分が15重量%、Agが40重量%、モリブデンが20重量%、N,N−ジメチルアセトアミドが15重量%、ジエチレングリコールモノ−n−ブチルエーテルアセタートが10重量%になった原液20重量部に対して、n−ブチルカルビトールを1重量部の割合で加えて希釈し、これを攪拌して、粘度が300mPa・Sになったものを用いるようにした。
【0051】
一方、抵抗発熱層用塗液14Lbとしては、上記の実施例1の場合と同様に、ポリイミド系樹脂固形分が15重量%、Agが20重量%、モリブデンが35重量%、N,N−ジメチルアセトアミドが15重量%、ジエチレングリコールモノ−n−ブチルエーテルアセタートが15重量%になった原液20重量部に対して、n−ブチルカルビトールを1重量部の割合で加えて希釈し、これを攪拌して、粘度が300mPa・Sになったものを用いるようにした。
【0052】
そして、図7に示すように、上記の金属ローラ11における軸方向一方の端部において、この金属ローラ11の内周面に設けられた絶縁層13の上に、融点が80〜90℃程度の低分子ポリエチレンからなるマスキング層16bを適当な幅で形成し、このようにマスキング層16bが形成された端部が下に位置するようにして、この金属ローラ11を縦置きにし、この金属ローラ11の下端部にキャップ21を取り付けると共に、このキャップ21の中央部にバルブ22が設けられた排出管23を取り付け、バルブ22を閉じた状態で、金属ローラ11の内周側に上記の抵抗発熱層用塗液14Laを所定の高さまで供給した後、上記のバルブ22を開け、金属ローラ11の内周側に収容された抵抗発熱層用塗液14Laを適当な速度で排出させて、上記の抵抗発熱層用塗液14Laを厚みが15μmになるように塗布した。
【0053】
そして、上記のマスキング層16bの部分を100℃程度に加熱させて、マスキング層16bを溶融除去させた後、この金属ローラ11を横置きにし、この金属ローラ11を回転させながら100℃で2分間予備乾燥させて、金属ローラ11の内周面中央部における絶縁層13の上に抵抗発熱層14aを形成した。
【0054】
次いで、図8に示すように、上記の抵抗発熱層14aの上に融点が80〜90℃程度の低分子ポリエチレンからなるマスキング層16aを形成した後、この金属ローラ11を縦置きにし、この金属ローラ11の下部に設けられた絶縁層13に密着するようにキャップ21の突出部21aを差し込んで、キャップ21を金属ローラ11の下端部に取り付けると共に、このキャップ21の中央部にバルブ22が設けられた排出管23を取り付け、バルブ22を閉じた状態で、金属ローラ11の内周側に上記の抵抗発熱層用塗液14Lbを所定の高さまで供給し、その後、上記のバルブ22を開け、金属ローラ11の内周側に収容された抵抗発熱層用塗液14Lbを適当な速度で排出させて、上記の抵抗発熱層用塗液14Lbを厚みが10μmになるように塗布した。
【0055】
そして、上記のマスキング層16aの部分を100℃程度に加熱させて、マスキング層16aを溶融除去させた後、この金属ローラ11を横置きにし、この金属ローラ11を回転させながら100℃で2分間予備乾燥させて、金属ローラ11の内周面中央部における抵抗発熱層14aの両側における絶縁層13の上に抵抗発熱層14bを形成した。
【0056】
その後、上記のように予備乾燥された抵抗発熱層14a,14bに対して、ケガキ装置30を用いてケガキ加工を行い、軸方向中央部の発熱部15aと軸方向端部の発熱部15bとを形成するようにした。ここで、この実施例においては、ケガキ加工の除去幅を1.0mmにし、軸方向中央部の発熱部15aとしては、幅が7mmで経路長が2350mmになった並列蛇行パターンを形成する一方、軸方向端部の発熱部15bとしては、幅が7mmで経路長が1280mmになった並列蛇行パターンを形成した。
【0057】
そして、上記のように軸方向中央部の発熱部15aと軸方向端部の発熱部15bとを形成した後は、上記の実施例1の場合と同様にして、130℃で15分間加熱させて乾燥させ、上記の軸方向中央部の発熱部15aに中央用電極16aを、軸方向端部の発熱部15bに端部用電極16bをそれぞれポリイミドバインダーに銀導電材を含有する導電性接着剤にて接着し、その後、350℃で7時間焼成した。なお、このように熱処理させた後の上記の軸方向中央部の発熱部15aにおける体積固有抵抗値ρは0.000045Ω・cmであり、軸方向端部の発熱部15bにおける体積固有抵抗値ρは0.0001Ω・cmであり、軸方向中央部の発熱部15aの抵抗値は10.1Ω、軸方向端部の発熱部15bの抵抗値は18.3Ωであった。
【0058】
そして、このように金属ローラ11の内周面に、絶縁層13と各発熱部15a,15bが設けられた抵抗発熱層14とを積層させた後、金属ローラ11の外周面に上記の離型層12を設けて、実施例4の加熱式定着ローラを作製した。
【0059】
(比較例1)
この比較例においては、上記の実施例1の場合と同様にして、金属ローラ11の内周面に設けられた絶縁層13の上に抵抗発熱層用塗液14Lを塗布して予備乾燥させた後、このように予備乾燥された抵抗発熱層14にケガキ加工を行って適当なパターンの発熱部15を設けるにあたり、軸方向中央部の発熱部15a及び軸方向端部の発熱部15bのパターンを、上記の実施例1のものと異なるようにし、それ以外は、上記の実施例1の場合と同様にして、比較例1の加熱式定着ローラを作製した。
【0060】
ここで、この比較例1の加熱式定着ローラにおいては、軸方向中央部の発熱部15aとして、幅が5mmで経路長が3040mmになった並列蛇行パターンを形成する一方、軸方向端部の発熱部15bとして、幅が7mmで経路長が1300mmになった並列蛇行パターンを形成した。なお、上記の軸方向中央部の発熱部15aの抵抗値は60.8Ω、軸方向端部の発熱部15bの抵抗値は18.6Ωであった。
【0061】
(比較例2)
この比較例においても、上記の実施例1の場合と同様にして、金属ローラ11の内周面に設けられた絶縁層13の上に抵抗発熱層用塗液14Lを塗布して予備乾燥させた後、このように予備乾燥された抵抗発熱層14にケガキ加工を行って適当なパターンの発熱部15を設けるにあたり、軸方向中央部の発熱部15a及び軸方向端部の発熱部15bのパターンを、上記の実施例1のものと異なるようにし、それ以外は、上記の実施例1の場合と同様にして、比較例2の加熱式定着ローラを作製した。
【0062】
ここで、この比較例2の加熱式定着ローラにおいては、軸方向中央部の発熱部15aとして、幅が16.5mmで経路長が1100mmになった並列蛇行パターンを形成する一方、軸方向端部の発熱部15bとして、幅が13.4mmで経路長が893mmになった並列蛇行パターンを形成した。なお、上記の軸方向中央部の発熱部15aの抵抗値は6.7Ω、軸方向端部の発熱部15bの抵抗値は6.7Ωであった。
【0063】
次に、上記のように作製した実施例1〜4及び比較例1,2の各加熱式定着ローラにおける軸方向中央部の発熱部15a及び軸方向端部の発熱部15bに600Wの電力を作用させて、各加熱式定着ローラの軸方向中央部及び軸方向端部の外周面の温度が、それぞれ室温の25℃から180℃に上昇するまでの昇温時間を調べ、その結果を下記の表1に示した。
【0064】
【表1】
 【0065】
【0065】
この結果、上記の実施例1〜4の各加熱式定着ローラにおいては、軸方向中央部の発熱部15aにおける昇温速度が、軸方向端部の発熱部15bにおける昇温速度よりも早くなっていたのに対して、比較例1の加熱式定着ローラにおいては、軸方向中央部の発熱部15aにおける昇温速度が、軸方向端部の発熱部15bにおける昇温速度よりも遅くなっており、また比較例2の加熱式定着ローラにおいては、軸方向中央部の発熱部15aにおける昇温速度と、軸方向端部の発熱部15bにおける昇温速度とが同じになっていた。なお、絶縁層13及び抵抗発熱層14の厚みを5μmにした実施例2の加熱式定着ローラの場合、リークが発生するということはなかったが、各発熱部15a,15bにおける昇温速度が遅くなっていた。また、絶縁層13及び抵抗発熱層14の厚みを24μmにした実施例3の加熱式定着ローラの場合、各発熱部15a,15bにおける昇温速度が早くなっていたが、材料コストが高くなった。
【0066】
次に、上記のように作製した実施例1〜4及び比較例1,2の各加熱式定着ローラを用い、図9に示すように、加熱式定着ローラ10に対して外周に弾性層31が設けられた加圧ローラ30を押圧させると共に、上記の加熱式定着ローラ10における各発熱部15a,15bを発熱させ、トナー像が転写されたA4サイズの記録媒体を長手方向に送り、上記の加熱式定着ローラ10と加圧ローラ30との間で、トナー像をA4サイズの記録媒体に定着させる操作を100回繰り返して行った後、トナー像が転写されたA3サイズの記録媒体をこの加熱式定着ローラ10と加圧ローラ30との間に導いて、トナー像をA3サイズの記録媒体に定着させ、このA3サイズの記録媒体に定着されたトナー画像の評価を行った。
【0067】
この結果、上記の比較例1,2の各加熱式定着ローラを用いた場合には、加熱式定着ローラの中央部の温度が両端部の温度に比べて低くなり、得られたトナー画像に光沢ムラ等が生じたのに対して、上記の実施例1〜4の各加熱式定着ローラを用いた場合には、加熱式定着ローラの中央部と両端部とにおける温度差が少なくなり、光沢ムラなどの発生がない良好な画像が得られた。
【0068】
【発明の効果】
以上詳述したように、この発明においては、金属ローラの内周面に絶縁層と抵抗発熱層とが積層されてなる加熱式定着ローラにおいて、上記の抵抗発熱層に発熱部のパターンを設けるにあたり、その軸方向中央部の発熱部における昇温速度が、軸方向端部の発熱部における昇温速度よりも早くなるようにしたため、この加熱式定着ローラを用いて、小さいサイズの記録媒体に転写されたトナー像を定着させた後、大きいサイズの記録媒体に転写されたトナー像を定着させる場合にも、この加熱式定着ローラの中央部と両端部とで温度差が生じるのが防止され、光沢ムラなどの発生のない良好な画像が得られるようになった。
【0069】
また、この発明における加熱式定着ローラにおいては、金属ローラの内周面に設ける絶縁層と抵抗発熱層とに同じ樹脂を使用するようにしたため、この加熱式定着ローラの昇温時や冷却時において、絶縁層と抵抗発熱層との密着性が低下して、剥離したり、熱の伝達が悪くなるということもなく、長期に渡って安定して使用できるようになった。
【0070】
また、上記のような加熱式定着ローラを製造するにあたり、この発明においては、金属ローラの内周側に絶縁層用塗液を供給し、この絶縁層用塗液を排出させて、金属ローラの内周面に絶縁層を形成した後、この金属ローラの内周側に抵抗発熱層用塗液を供給し、この抵抗発熱層用塗液を排出させて、上記の絶縁層の上に抵抗発熱層を形成するようにしたため、金属ローラを絶縁層用塗液や抵抗発熱層用塗液に浸漬させて、絶縁層と抵抗発熱層とを設ける場合のように、金属ローラの外周面に絶縁層用塗液や抵抗発熱層用塗液が供給されるということがなく、金属ローラの外周面に供給された絶縁層用塗液や抵抗発熱層用塗液を除去する必要がなくなり、また金属ローラに絶縁層用塗液や抵抗発熱層用塗液をスプレー塗布させる場合に比べて、一定した厚みになった絶縁層や抵抗発熱層を容易に形成できるようになった。
【0071】
また、上記の抵抗発熱層に発熱部のパターンをケガキ加工等の削り加工によって設けるようにすると、レーザー加工で発熱部のパターンを形成する場合のように、絶縁層と抵抗発熱層との樹脂の種類を変えたり、抵抗発熱層の樹脂にレーザー吸収剤を添加させたりする必要もなく、絶縁層を傷つけることなく、抵抗発熱層にだけ発熱部のパターンを設けることが容易に行えるようになった。
【図面の簡単な説明】
【図1】この発明の実施例1において、金属ローラの外周面に離型層を設ける一方、金属ローラの内周面に絶縁層と抵抗発熱層とを積層させた状態を示した断面説明図である。
【図2】上記の実施例1において、金属ローラの内周面に絶縁層を設ける工程を示した断面説明図である。
【図3】上記の実施例1において、金属ローラの内周面に設けた絶縁層の上に抵抗発熱層を設ける工程を示した断面説明図である。
【図4】上記の実施例1において、上記の抵抗発熱層にケガキ加工によって発熱部のパターンを形成する工程を示した断面説明図である。
【図5】上記の実施例1において、上記の抵抗発熱層に形成した発熱部のパターンを示した展開図である。
【図6】この発明の実施例2において、金属ローラの内周面に絶縁層と抵抗発熱層とを積層させた状態を示した断面説明図である。
【図7】上記の実施例2において、金属ローラの内周面の中央部における絶縁層の上に抵抗発熱層を形成する工程を示した断面説明図である。
【図8】上記の実施例2において、金属ローラの内周面の中央部に設けた上記の抵抗発熱層の両側に別の抵抗発熱層を形成する工程を示した断面説明図である。
【図9】実施例1〜4及び比較例1,2の各加熱式定着ローラに対して加圧ローラを押圧させ、加熱式定着ローラと加圧ローラとの間で、記録媒体にトナー像を定着させる状態を示した概略説明図である。
【符号の説明】
10 加熱式定着ローラ
11 金属ローラ
12 離型層
13 絶縁層
13L 絶縁層用塗液
14 抵抗発熱層
14L,14La,14Lb 抵抗発熱層用塗液
15 発熱部
15a 軸方向中央部の発熱部
15b 軸方向端部の発熱部
【発明の属する技術分野】
この発明は、複写機、プリンター、ファクシミリなどの電子写真方式を利用した画像形成装置において、記録媒体上に供給されたトナーを記録媒体に定着させるのに使用する加熱式定着ローラ及びこのような加熱式定着ローラの製造方法に関するものである。
【0002】
【従来の技術】
電子写真方式を用いた複写機、プリンター、ファクシミリなどの画像形成装置においては、普通紙やOHPフィルムなどの記録媒体にトナー像を転写させ、このように転写されたトナー像を定着装置によって記録媒体上に定着させるようにしている。
【0003】
ここで、上記の定着装置としては、加熱手段を備えた加熱式定着ローラに加圧ローラを圧接させ、上記のようにトナー像が転写された記録媒体をこの加熱式定着ローラと加圧ローラとの間に導き、両ローラの間においてトナーを加熱・加圧させて記録媒体上に定着させるようにしたものが一般に使用されている。
【0004】
そして、上記のような加熱式定着ローラとして、従来においては、金属ローラの内周にハロゲンランプなどの加熱装置を設け、この加熱装置により金属ローラを加熱させるようにしたものが一般に用いられている。
【0005】
一方、近年においては、画像形成装置における消費電力を低減させることが求められるようになり、このため、定着動作を実行する通紙時にのみ上記の加熱式定着ローラを加熱させることが提案されている。
【0006】
しかし、上記のように金属ローラの内周にハロゲンランプなどの加熱装置を設けた加熱式定着ローラの場合、加熱装置と金属ローラとの間に空気層が介在しており、加熱効率が悪く、加熱式定着ローラを急速に加熱させることができないという問題があった。
【0007】
このため、近年においては、金属ローラの外周面又は内周面に、絶縁層を介して電気抵抗体などの抵抗発熱層を設け、この抵抗発熱層を発熱させて、加熱式定着ローラを急速に加熱させるようにしたものが提案されている(例えば、特許文献1〜3参照)。
【0008】
また、上記のような加熱式定着ローラにおいては、上記の抵抗発熱層に適当な発熱部のパターンを形成し、これにより加熱式定着ローラ全体が均一に加熱されるようにしていた。
【0009】
ここで、このように加熱式定着ローラ全体を均一に加熱させるようにした場合において、例えば、トナー像が転写されたA4サイズの記録媒体を長手方向に送り、上記の加熱式定着ローラによりトナー像をA4サイズの記録媒体に定着させる操作を繰り返して行うと、上記の記録媒体が通過する加熱式定着ローラの中央部において熱が奪われて、加熱式定着ローラの中央部における温度が両端部における温度よりも低くなる。
【0010】
そして、この状態で、トナー像が転写されたA3サイズの記録媒体をこの加熱式定着ローラに導き、トナー像をA3サイズの記録媒体に定着させるようにした場合、加熱式定着ローラの中央部と両端部とにおける温度差により定着ムラが生じて、得られた画像に光沢ムラなどが発生し、良好な画像が得られなくなるという問題があった。
【0011】
また、上記のように金属ローラの外周面又は内周面に絶縁層を介して電気抵抗体などの抵抗発熱層が設けられた加熱式定着ローラを製造するにあたり、従来においては、金属ローラを絶縁層用塗液や抵抗発熱層用塗液に浸漬させて、絶縁層と抵抗発熱層とを設けるようにしたり、金属ローラに絶縁層用塗液や抵抗発熱層用塗液をスプレー塗布させて、絶縁層と抵抗発熱層とを設けるようにしていた。
【0012】
しかし、金属ローラの内周面に絶縁層を介して電気抵抗体などの抵抗発熱層が設けられた加熱式定着ローラを製造するにあたり、上記のように金属ローラを絶縁層用塗液や抵抗発熱層用塗液に浸漬させると、この金属ローラの外周面にも絶縁層用塗液や抵抗発熱層用塗液が供給されて、これらを除去する作業が必要になるという問題があった。
【0013】
また、金属ローラに絶縁層用塗液や抵抗発熱層用塗液をスプレー塗布する場合においては、絶縁層用塗液や抵抗発熱層用塗液を均一に塗布することが困難になる等の問題があった。
【0014】
さらに、上記のような加熱式定着ローラにおいて、上記の抵抗発熱層に適当な発熱部のパターンを形成するにあたり、従来においては、一般にレーザー加工を行うようにしている。
【0015】
ここで、このように抵抗発熱層に発熱部のパターンをレーザー加工で形成するためには、絶縁層と抵抗発熱層との樹脂の種類を変えて、レーザー光に対して絶縁層が加工されないようにしたり、同じ樹脂材料であっても、レーザー吸収剤を抵抗発熱層の樹脂に添加させるようにするなどの工夫が必要であった。
【0016】
しかし、絶縁層と抵抗発熱層との樹脂の種類を変えると、加熱式定着ローラの昇温時や冷却時において、絶縁層と抵抗発熱層との密着性が低下して、剥離したりするという問題があった。また、抵抗発熱層にだけレーザー吸収剤を添加させてレーザー加工する場合においては、抵抗発熱層に金属や金属酸化物が多く添加されているため、レーザー吸収剤の効果が十分に得られず、絶縁層を残して抵抗発熱層だけをレーザー加工することが困難であり、適切な加工が行えなくなるという問題があった。
【0017】
【特許文献1】
特開平2−308291号公報
【特許文献2】
特開平7−325497号公報
【特許文献3】
特開2001−134126号公報
【0018】
【発明が解決しようとする課題】
この発明は、記録媒体上に供給されたトナーを記録媒体に定着させるのに使用する加熱式定着ローラにおける上記のような様々な問題を解決することを課題とするものである。
【0019】
すなわち、この発明においては、急速に加熱できるようにするため、金属ローラの内周面に絶縁層を介して電気抵抗体などの抵抗発熱層を設けた加熱式定着ローラにおいて、この加熱式定着ローラを用いて、小さいサイズの記録媒体に転写されたトナー像を定着させた後、大きいサイズの記録媒体に転写されたトナー像を定着させる場合にも、この加熱式定着ローラの中央部と両端部とで温度差が生じるのを防止し、光沢ムラなどの発生のない良好な画像が得られるようにすることを課題とするものである。
【0020】
また、この発明においては、上記のような加熱式定着ローラを製造するにあたり、金属ローラの内周面に絶縁層と抵抗発熱層とを一定した状態で積層させることが容易に行えると共に、絶縁層と抵抗発熱層との密着性を低下させることなく、抵抗発熱層に発熱部のパターンを設けることができるようにすることを課題とするものである。
【0021】
【課題を解決するための手段】
この発明においては、上記のような課題を解決するため、金属ローラの内周面に絶縁層と抵抗発熱層とが積層されてなる加熱式定着ローラにおいて、上記の絶縁層と抵抗発熱層とに同じ樹脂を使用すると共に、上記の抵抗発熱層に発熱部のパターンを設けるにあたり、その軸方向中央部の発熱部における昇温速度が、軸方向端部の発熱部における昇温速度よりも早くなるようにしたのである。
【0022】
そして、この発明における加熱式定着ローラのように、その軸方向中央部の発熱部における昇温速度が、軸方向端部の発熱部における昇温速度よりも早くなるようにすると、この加熱式定着ローラを用いて、小さいサイズの記録媒体に転写されたトナー像を定着させた後、大きいサイズの記録媒体に転写されたトナー像を定着させる場合にも、この加熱式定着ローラの中央部と両端部とで温度差が生じるのを防止することができ、光沢ムラなどの発生のない良好な画像が得られるようになる。
【0023】
ここで、上記のように軸方向中央部の発熱部における昇温速度が、軸方向端部の発熱部における昇温速度よりも早くなるようにするにあたっては、例えば、上記のように抵抗発熱層に発熱部のパターンを設けるにあたり、軸方向中央部の発熱部における断面積を軸方向端部の発熱部における断面積より大きくしたり、軸方向中央部における発熱部の体積固有抵抗を軸方向端部における発熱部の体積固有抵抗より小さくする等の方法があげられる。
【0024】
また、この発明における加熱式定着ローラのように、金属ローラの内周面に設ける絶縁層と抵抗発熱層とに同じ樹脂を使用すると、この加熱式定着ローラの昇温時や冷却時において、絶縁層と抵抗発熱層との密着性が低下するのも防止されるようになる。
【0025】
ここで、上記の絶縁層や抵抗発熱層に用いる樹脂としては、例えば、熱硬化性樹脂として、ポリイミド樹脂、エポキシ樹脂、ポリイミドアミド樹脂、フェノール樹脂などを用いることができる。
【0026】
また、上記の抵抗発熱層において発熱させるために、この抵抗発熱層に、例えば、Ag、Pd、Ni、Cu、Al、Crなどの金属粉末や、ニッケル−ホウ素合金、ニッケル−リン合金等を加えるようにする。
【0027】
また、上記のように金属ローラの内周面に絶縁層と抵抗発熱層とを積層させ、抵抗発熱層に形成された発熱部に電流を流して発熱させる場合において、絶縁層の厚みが薄くなりすぎると、金属ローラと抵抗発熱層との間でリークが発生する一方、この絶縁層の厚みが厚くなりすぎると、発熱部からの熱が金属ローラに伝わりにくくなると共に材料コストも高くつくため、絶縁層の厚みを5〜25μm、好ましくは10〜15μmの範囲になるようにする。また、抵抗発熱層の厚みが薄くなりすぎると、発熱部における昇温速度が遅くなる一方、抵抗発熱層の厚みが厚くなると、発熱部における昇温速度が早くなるが、材料コストが高くつくため、抵抗発熱層の厚みを5〜25μm、好ましくは10〜15μmの範囲になるようにする。
【0028】
また、上記のような加熱式定着ローラを製造するにあたり、この発明においては、金属ローラの内周側に絶縁層用塗液を供給し、この絶縁層用塗液を排出させて、金属ローラの内周面に絶縁層を形成した後、この金属ローラの内周側に抵抗発熱層用塗液を供給し、この抵抗発熱層用塗液を排出させて、上記の絶縁層の上に抵抗発熱層を形成するようにしたのである。
【0029】
そして、このようにして加熱式定着ローラを製造すると、金属ローラを絶縁層用塗液や抵抗発熱層用塗液に浸漬させて、絶縁層と抵抗発熱層とを設ける場合のように、金属ローラの外周面に絶縁層用塗液や抵抗発熱層用塗液が供給されるということがなく、金属ローラの外周面に供給された絶縁層用塗液や抵抗発熱層用塗液を除去する必要がなくなり、また金属ローラに絶縁層用塗液や抵抗発熱層用塗液をスプレー塗布させて、絶縁層と抵抗発熱層を設ける場合よりも、一定した厚みになった絶縁層と抵抗発熱層とを容易に形成できるようになる。
【0030】
また、上記の抵抗発熱層に発熱部のパターンをケガキ加工等の削り加工によって設けるようにすると、レーザー加工で発熱部のパターンを形成する場合のように、絶縁層と抵抗発熱層との樹脂の種類を変えたり、抵抗発熱層の樹脂にレーザー吸収剤を添加させたりする必要もなく、絶縁層を傷つけることなく、抵抗発熱層にだけ発熱部のパターンを容易に形成できるようになる。
【0031】
また、上記の加熱式定着ローラを用いて記録媒体に転写されたトナー像を定着させるにあたり、小さいサイズの記録媒体に転写されたトナー像を定着させる場合に、軸方向中央部における発熱部だけを発熱させるようにする一方、大きいサイズの記録媒体に転写されたトナー像を定着させる場合に、軸方向中央部の発熱部と軸方向端部の発熱部との両方を加熱させるようにすることもできる。
【0032】
【実施例】
以下、この発明の実施例に係る加熱式定着ローラ及びその製造方法を添付図面に基づいて具体的に説明すると共に、この実施例に係る加熱式定着ローラを用いると、サイズの異なる記録媒体に転写されたトナー像を連続して定着させるようにした場合においても、定着ムラが抑制されて、光沢ムラなどの発生のない良好な画像が得られることを、比較例を挙げて明らかにする。
【0033】
(実施例1)
この実施例の加熱式定着ローラにおいては、図1に示すように、外径が30mm、厚みが1mm、長さが390mmになったアルミニウム製の金属ローラ11を用い、この金属ローラ11の外周面に、トナーの付着力が低いポリテトラフルオロエチレンからなる厚みが20μmの離型層12を設ける一方、金属ローラ11の内周面に、絶縁層13と抵抗発熱層14とを積層させるようにした。
【0034】
ここで、上記の金属ローラ11の内周面に絶縁層13を設けるにあたっては、ポリイミド系樹脂固形分が25重量%、N,N−ジメチルアセトアミドが37重量%、ジエチレングリコールモノ−n−ブチルエーテルアセタートが38重量%になった原液10重量部に対して、n−ブチルカルビトールを1重量部の割合で加えて希釈し、これを攪拌して、粘度が500mPa・Sになった絶縁層用塗液13Lを作製した。なお、上記の粘度は、日本電子材料工業会の標準規格 EMAS−4201に準拠し、ブルックフィールド社製HBT型を用い、10rpm、25℃の測定条件で測定した値であり、以下に示す粘度についても同様にして測定した。
【0035】
そして、図2に示すように、上記の金属ローラ11を縦置きにした状態で、この金属ローラ11の下端部にキャップ21を取り付けると共に、このキャップ21の中央部にバルブ22が設けられた排出管23を取り付け、バルブ22を閉じた状態で、金属ローラ11の内周側に上記の絶縁層用塗液13Lを金属ローラ11の上端部まで供給した後、上記のバルブ22を開け、金属ローラ11の内周側に収容された絶縁層用塗液13Lを適当な速度で排出させて、金属ローラ11の内周面全体に絶縁層用塗液13Lを厚みが15μmになるように塗布した。
【0036】
その後、この金属ローラ11を横置きにし、この金属ローラ11を回転させながら130℃で15分間予備乾燥させ、さらに200℃で1時間、300℃で2時間加熱させて、金属ローラ11の内周面全体に絶縁層13を形成した。
【0037】
次に、上記のように金属ローラ11の内周面に形成した絶縁層13の上に、抵抗発熱層14を積層させるにあたっては、ポリイミド系樹脂固形分が15重量%、Agが20重量%、モリブデンが35重量%、N,N−ジメチルアセトアミドが15重量%、ジエチレングリコールモノ−n−ブチルエーテルアセタートが15重量%になった原液20重量部に対して、n−ブチルカルビトールを1重量部の割合で加えて希釈し、これを攪拌して、粘度が300mPa・Sになった抵抗発熱層用塗液14Lを作製した。
【0038】
そして、図3に示すように、上記の金属ローラ11を縦置きにした状態で、この金属ローラ11の下部に設けられた絶縁層13に密着するようにキャップ21の突出部21aを差し込んで、キャップ21を金属ローラ11の下端部に取り付けると共に、このキャップ21の中央部にバルブ22が設けられた排出管23を取り付け、バルブ22を閉じた状態で、金属ローラ11の内周側に上記の抵抗発熱層用塗液14Lを所定の高さまで供給した後、上記のバルブ22を開け、金属ローラ11の内周側に収容された抵抗発熱層用塗液14Lを適当な速度で排出させて、金属ローラ11の内周面の両端部を除き、上記の絶縁層13の上に抵抗発熱層用塗液14Lを厚みが10μmになるように塗布した。
【0039】
そして、この金属ローラ11を横置きにし、この金属ローラ11を回転させながら100℃で2分間予備乾燥させた。
【0040】
次いで、このように予備乾燥された抵抗発熱層14に適当なパターンの発熱部15を設け、その軸方向中央部の発熱部15aにおける昇温速度が、軸方向端部の発熱部15bにおける昇温速度よりも早くなるようにした。
【0041】
ここで、上記のように予備乾燥された抵抗発熱層14に適当なパターンの発熱部15を設けるにあたっては、図4に示すように、ケガキ装置30を用い、このケガキ装置30に設けられたケガキチップ31により上記の予備乾燥された抵抗発熱層14に対してケガキ加工を行い、図5に示すように、軸方向中央部の発熱部15aと、軸方向端部の発熱部15bとのパターンが異なるようにした。なお、上記のように予備乾燥された抵抗発熱層15は少し固めの粘土状態になっており、容易にケガキ加工により除去することができ、ケガキチップ31にかかる負荷は5N程度であった。
【0042】
そして、上記のように軸方向中央部の発熱部15aと、軸方向端部の発熱部15bとのパターンが異なるようにケガキ加工するにあたり、この実施例においては、ケガキ加工の除去幅を1.0mmにし、軸方向中央部の発熱部15aとしては、幅が12mmで経路長が1330mmになった並列蛇行パターンを形成する一方、軸方向端部の発熱部15bとしては、幅が7mmで経路長が1100mmになった並列蛇行パターンを形成した。
【0043】
次いで、上記のように軸方向中央部の発熱部15aと軸方向端部の発熱部15bとが形成された抵抗発熱層14を、130℃で15分間加熱させて乾燥させた後、上記の軸方向中央部の発熱部15aに中央用電極16aを、軸方向端部の発熱部15bに端部用電極16bをそれぞれポリイミドバインダーに銀導電材を含有する導電性接着剤にて接着し、その後、350℃で7時間焼成した。なお、このように熱処理させた後の上記の各発熱部15a,15bにおける体積固有抵抗値ρは0.0001Ω・cmであり、軸方向中央部の発熱部15aの抵抗値は11.1Ω、軸方向端部の発熱部15bの抵抗値は15.7Ωであった。
【0044】
そして、このように金属ローラ11の内周面に、絶縁層13と各発熱部15a,15bが設けられた抵抗発熱層14とを積層させた後、金属ローラ11の外周面に上記の離型層12を設けて、実施例1の加熱式定着ローラを作製した。
【0045】
(実施例2)
この実施例においては、上記の実施例1において、金属ローラ11の内周面に絶縁層13と抵抗発熱層14とを積層させるにあたり、絶縁層用塗液13Lや抵抗発熱層用塗液14Lを排出させる速度を変更させて、絶縁層13の厚みを5μm、抵抗発熱層14の厚みを5μmにし、それ以外は、上記の実施例1の場合と同様にして、実施例2の加熱式定着ローラを作製した。
【0046】
なお、この実施例2の加熱式定着ローラにおいては、軸方向中央部の発熱部15aの抵抗値が22.2Ω、軸方向端部の発熱部15bの抵抗値が31.4Ωであった。
【0047】
(実施例3)
この実施例においては、上記の実施例1において、金属ローラ11の内周面に絶縁層13と抵抗発熱層14とを積層させるにあたり、絶縁層用塗液13Lや抵抗発熱層用塗液14Lを排出させる速度を変更させて、絶縁層13の厚みを24μm、抵抗発熱層14の厚みを24μmにし、それ以外は、上記の実施例1の場合と同様にして、実施例3の加熱式定着ローラを作製した。
【0048】
なお、この実施例3の加熱式定着ローラにおいては、軸方向中央部の発熱部15aの抵抗値が4.6Ω、軸方向端部の発熱部15bの抵抗値が6.5Ωであった。
【0049】
(実施例4)
この実施例においては、上記の実施例1の場合と同様にして、金属ローラ11の内周面に絶縁層13を形成した後、この絶縁層13の上に抵抗発熱層14を設けるにあたり、2種類の抵抗発熱層用塗液14La,14Lbを用いて、図6に示すように、絶縁層13の上に軸方向中央部の抵抗発熱層14aと、軸方向両側部の抵抗発熱層14bを設けるようにした。
【0050】
ここで、抵抗発熱層用塗液14Laとしては、ポリイミド系樹脂固形分が15重量%、Agが40重量%、モリブデンが20重量%、N,N−ジメチルアセトアミドが15重量%、ジエチレングリコールモノ−n−ブチルエーテルアセタートが10重量%になった原液20重量部に対して、n−ブチルカルビトールを1重量部の割合で加えて希釈し、これを攪拌して、粘度が300mPa・Sになったものを用いるようにした。
【0051】
一方、抵抗発熱層用塗液14Lbとしては、上記の実施例1の場合と同様に、ポリイミド系樹脂固形分が15重量%、Agが20重量%、モリブデンが35重量%、N,N−ジメチルアセトアミドが15重量%、ジエチレングリコールモノ−n−ブチルエーテルアセタートが15重量%になった原液20重量部に対して、n−ブチルカルビトールを1重量部の割合で加えて希釈し、これを攪拌して、粘度が300mPa・Sになったものを用いるようにした。
【0052】
そして、図7に示すように、上記の金属ローラ11における軸方向一方の端部において、この金属ローラ11の内周面に設けられた絶縁層13の上に、融点が80〜90℃程度の低分子ポリエチレンからなるマスキング層16bを適当な幅で形成し、このようにマスキング層16bが形成された端部が下に位置するようにして、この金属ローラ11を縦置きにし、この金属ローラ11の下端部にキャップ21を取り付けると共に、このキャップ21の中央部にバルブ22が設けられた排出管23を取り付け、バルブ22を閉じた状態で、金属ローラ11の内周側に上記の抵抗発熱層用塗液14Laを所定の高さまで供給した後、上記のバルブ22を開け、金属ローラ11の内周側に収容された抵抗発熱層用塗液14Laを適当な速度で排出させて、上記の抵抗発熱層用塗液14Laを厚みが15μmになるように塗布した。
【0053】
そして、上記のマスキング層16bの部分を100℃程度に加熱させて、マスキング層16bを溶融除去させた後、この金属ローラ11を横置きにし、この金属ローラ11を回転させながら100℃で2分間予備乾燥させて、金属ローラ11の内周面中央部における絶縁層13の上に抵抗発熱層14aを形成した。
【0054】
次いで、図8に示すように、上記の抵抗発熱層14aの上に融点が80〜90℃程度の低分子ポリエチレンからなるマスキング層16aを形成した後、この金属ローラ11を縦置きにし、この金属ローラ11の下部に設けられた絶縁層13に密着するようにキャップ21の突出部21aを差し込んで、キャップ21を金属ローラ11の下端部に取り付けると共に、このキャップ21の中央部にバルブ22が設けられた排出管23を取り付け、バルブ22を閉じた状態で、金属ローラ11の内周側に上記の抵抗発熱層用塗液14Lbを所定の高さまで供給し、その後、上記のバルブ22を開け、金属ローラ11の内周側に収容された抵抗発熱層用塗液14Lbを適当な速度で排出させて、上記の抵抗発熱層用塗液14Lbを厚みが10μmになるように塗布した。
【0055】
そして、上記のマスキング層16aの部分を100℃程度に加熱させて、マスキング層16aを溶融除去させた後、この金属ローラ11を横置きにし、この金属ローラ11を回転させながら100℃で2分間予備乾燥させて、金属ローラ11の内周面中央部における抵抗発熱層14aの両側における絶縁層13の上に抵抗発熱層14bを形成した。
【0056】
その後、上記のように予備乾燥された抵抗発熱層14a,14bに対して、ケガキ装置30を用いてケガキ加工を行い、軸方向中央部の発熱部15aと軸方向端部の発熱部15bとを形成するようにした。ここで、この実施例においては、ケガキ加工の除去幅を1.0mmにし、軸方向中央部の発熱部15aとしては、幅が7mmで経路長が2350mmになった並列蛇行パターンを形成する一方、軸方向端部の発熱部15bとしては、幅が7mmで経路長が1280mmになった並列蛇行パターンを形成した。
【0057】
そして、上記のように軸方向中央部の発熱部15aと軸方向端部の発熱部15bとを形成した後は、上記の実施例1の場合と同様にして、130℃で15分間加熱させて乾燥させ、上記の軸方向中央部の発熱部15aに中央用電極16aを、軸方向端部の発熱部15bに端部用電極16bをそれぞれポリイミドバインダーに銀導電材を含有する導電性接着剤にて接着し、その後、350℃で7時間焼成した。なお、このように熱処理させた後の上記の軸方向中央部の発熱部15aにおける体積固有抵抗値ρは0.000045Ω・cmであり、軸方向端部の発熱部15bにおける体積固有抵抗値ρは0.0001Ω・cmであり、軸方向中央部の発熱部15aの抵抗値は10.1Ω、軸方向端部の発熱部15bの抵抗値は18.3Ωであった。
【0058】
そして、このように金属ローラ11の内周面に、絶縁層13と各発熱部15a,15bが設けられた抵抗発熱層14とを積層させた後、金属ローラ11の外周面に上記の離型層12を設けて、実施例4の加熱式定着ローラを作製した。
【0059】
(比較例1)
この比較例においては、上記の実施例1の場合と同様にして、金属ローラ11の内周面に設けられた絶縁層13の上に抵抗発熱層用塗液14Lを塗布して予備乾燥させた後、このように予備乾燥された抵抗発熱層14にケガキ加工を行って適当なパターンの発熱部15を設けるにあたり、軸方向中央部の発熱部15a及び軸方向端部の発熱部15bのパターンを、上記の実施例1のものと異なるようにし、それ以外は、上記の実施例1の場合と同様にして、比較例1の加熱式定着ローラを作製した。
【0060】
ここで、この比較例1の加熱式定着ローラにおいては、軸方向中央部の発熱部15aとして、幅が5mmで経路長が3040mmになった並列蛇行パターンを形成する一方、軸方向端部の発熱部15bとして、幅が7mmで経路長が1300mmになった並列蛇行パターンを形成した。なお、上記の軸方向中央部の発熱部15aの抵抗値は60.8Ω、軸方向端部の発熱部15bの抵抗値は18.6Ωであった。
【0061】
(比較例2)
この比較例においても、上記の実施例1の場合と同様にして、金属ローラ11の内周面に設けられた絶縁層13の上に抵抗発熱層用塗液14Lを塗布して予備乾燥させた後、このように予備乾燥された抵抗発熱層14にケガキ加工を行って適当なパターンの発熱部15を設けるにあたり、軸方向中央部の発熱部15a及び軸方向端部の発熱部15bのパターンを、上記の実施例1のものと異なるようにし、それ以外は、上記の実施例1の場合と同様にして、比較例2の加熱式定着ローラを作製した。
【0062】
ここで、この比較例2の加熱式定着ローラにおいては、軸方向中央部の発熱部15aとして、幅が16.5mmで経路長が1100mmになった並列蛇行パターンを形成する一方、軸方向端部の発熱部15bとして、幅が13.4mmで経路長が893mmになった並列蛇行パターンを形成した。なお、上記の軸方向中央部の発熱部15aの抵抗値は6.7Ω、軸方向端部の発熱部15bの抵抗値は6.7Ωであった。
【0063】
次に、上記のように作製した実施例1〜4及び比較例1,2の各加熱式定着ローラにおける軸方向中央部の発熱部15a及び軸方向端部の発熱部15bに600Wの電力を作用させて、各加熱式定着ローラの軸方向中央部及び軸方向端部の外周面の温度が、それぞれ室温の25℃から180℃に上昇するまでの昇温時間を調べ、その結果を下記の表1に示した。
【0064】
【表1】
この結果、上記の実施例1〜4の各加熱式定着ローラにおいては、軸方向中央部の発熱部15aにおける昇温速度が、軸方向端部の発熱部15bにおける昇温速度よりも早くなっていたのに対して、比較例1の加熱式定着ローラにおいては、軸方向中央部の発熱部15aにおける昇温速度が、軸方向端部の発熱部15bにおける昇温速度よりも遅くなっており、また比較例2の加熱式定着ローラにおいては、軸方向中央部の発熱部15aにおける昇温速度と、軸方向端部の発熱部15bにおける昇温速度とが同じになっていた。なお、絶縁層13及び抵抗発熱層14の厚みを5μmにした実施例2の加熱式定着ローラの場合、リークが発生するということはなかったが、各発熱部15a,15bにおける昇温速度が遅くなっていた。また、絶縁層13及び抵抗発熱層14の厚みを24μmにした実施例3の加熱式定着ローラの場合、各発熱部15a,15bにおける昇温速度が早くなっていたが、材料コストが高くなった。
【0066】
次に、上記のように作製した実施例1〜4及び比較例1,2の各加熱式定着ローラを用い、図9に示すように、加熱式定着ローラ10に対して外周に弾性層31が設けられた加圧ローラ30を押圧させると共に、上記の加熱式定着ローラ10における各発熱部15a,15bを発熱させ、トナー像が転写されたA4サイズの記録媒体を長手方向に送り、上記の加熱式定着ローラ10と加圧ローラ30との間で、トナー像をA4サイズの記録媒体に定着させる操作を100回繰り返して行った後、トナー像が転写されたA3サイズの記録媒体をこの加熱式定着ローラ10と加圧ローラ30との間に導いて、トナー像をA3サイズの記録媒体に定着させ、このA3サイズの記録媒体に定着されたトナー画像の評価を行った。
【0067】
この結果、上記の比較例1,2の各加熱式定着ローラを用いた場合には、加熱式定着ローラの中央部の温度が両端部の温度に比べて低くなり、得られたトナー画像に光沢ムラ等が生じたのに対して、上記の実施例1〜4の各加熱式定着ローラを用いた場合には、加熱式定着ローラの中央部と両端部とにおける温度差が少なくなり、光沢ムラなどの発生がない良好な画像が得られた。
【0068】
【発明の効果】
以上詳述したように、この発明においては、金属ローラの内周面に絶縁層と抵抗発熱層とが積層されてなる加熱式定着ローラにおいて、上記の抵抗発熱層に発熱部のパターンを設けるにあたり、その軸方向中央部の発熱部における昇温速度が、軸方向端部の発熱部における昇温速度よりも早くなるようにしたため、この加熱式定着ローラを用いて、小さいサイズの記録媒体に転写されたトナー像を定着させた後、大きいサイズの記録媒体に転写されたトナー像を定着させる場合にも、この加熱式定着ローラの中央部と両端部とで温度差が生じるのが防止され、光沢ムラなどの発生のない良好な画像が得られるようになった。
【0069】
また、この発明における加熱式定着ローラにおいては、金属ローラの内周面に設ける絶縁層と抵抗発熱層とに同じ樹脂を使用するようにしたため、この加熱式定着ローラの昇温時や冷却時において、絶縁層と抵抗発熱層との密着性が低下して、剥離したり、熱の伝達が悪くなるということもなく、長期に渡って安定して使用できるようになった。
【0070】
また、上記のような加熱式定着ローラを製造するにあたり、この発明においては、金属ローラの内周側に絶縁層用塗液を供給し、この絶縁層用塗液を排出させて、金属ローラの内周面に絶縁層を形成した後、この金属ローラの内周側に抵抗発熱層用塗液を供給し、この抵抗発熱層用塗液を排出させて、上記の絶縁層の上に抵抗発熱層を形成するようにしたため、金属ローラを絶縁層用塗液や抵抗発熱層用塗液に浸漬させて、絶縁層と抵抗発熱層とを設ける場合のように、金属ローラの外周面に絶縁層用塗液や抵抗発熱層用塗液が供給されるということがなく、金属ローラの外周面に供給された絶縁層用塗液や抵抗発熱層用塗液を除去する必要がなくなり、また金属ローラに絶縁層用塗液や抵抗発熱層用塗液をスプレー塗布させる場合に比べて、一定した厚みになった絶縁層や抵抗発熱層を容易に形成できるようになった。
【0071】
また、上記の抵抗発熱層に発熱部のパターンをケガキ加工等の削り加工によって設けるようにすると、レーザー加工で発熱部のパターンを形成する場合のように、絶縁層と抵抗発熱層との樹脂の種類を変えたり、抵抗発熱層の樹脂にレーザー吸収剤を添加させたりする必要もなく、絶縁層を傷つけることなく、抵抗発熱層にだけ発熱部のパターンを設けることが容易に行えるようになった。
【図面の簡単な説明】
【図1】この発明の実施例1において、金属ローラの外周面に離型層を設ける一方、金属ローラの内周面に絶縁層と抵抗発熱層とを積層させた状態を示した断面説明図である。
【図2】上記の実施例1において、金属ローラの内周面に絶縁層を設ける工程を示した断面説明図である。
【図3】上記の実施例1において、金属ローラの内周面に設けた絶縁層の上に抵抗発熱層を設ける工程を示した断面説明図である。
【図4】上記の実施例1において、上記の抵抗発熱層にケガキ加工によって発熱部のパターンを形成する工程を示した断面説明図である。
【図5】上記の実施例1において、上記の抵抗発熱層に形成した発熱部のパターンを示した展開図である。
【図6】この発明の実施例2において、金属ローラの内周面に絶縁層と抵抗発熱層とを積層させた状態を示した断面説明図である。
【図7】上記の実施例2において、金属ローラの内周面の中央部における絶縁層の上に抵抗発熱層を形成する工程を示した断面説明図である。
【図8】上記の実施例2において、金属ローラの内周面の中央部に設けた上記の抵抗発熱層の両側に別の抵抗発熱層を形成する工程を示した断面説明図である。
【図9】実施例1〜4及び比較例1,2の各加熱式定着ローラに対して加圧ローラを押圧させ、加熱式定着ローラと加圧ローラとの間で、記録媒体にトナー像を定着させる状態を示した概略説明図である。
【符号の説明】
10 加熱式定着ローラ
11 金属ローラ
12 離型層
13 絶縁層
13L 絶縁層用塗液
14 抵抗発熱層
14L,14La,14Lb 抵抗発熱層用塗液
15 発熱部
15a 軸方向中央部の発熱部
15b 軸方向端部の発熱部
Claims (4)
- 金属ローラの内周面に絶縁層と抵抗発熱層とが積層されてなる加熱式定着ローラにおいて、上記の絶縁層と抵抗発熱層とに同じ樹脂を使用すると共に、上記の抵抗発熱層に発熱部のパターンを設けるにあたり、その軸方向中央部の発熱部における昇温速度が、軸方向端部の発熱部における昇温速度よりも早くなるようにしたことを特徴とする加熱式定着ローラ。
- 請求項1に記載した加熱式定着ローラにおいて、上記の絶縁層の厚みが5〜25μmの範囲であることを特徴とする加熱式定着ローラ。
- 請求項1に記載した加熱式定着ローラを製造するにあたり、上記の金属ローラの内周側に絶縁層用塗液を供給し、この絶縁層用塗液を排出させて、金属ローラの内周面に絶縁層を形成した後、この金属ローラの内周側に抵抗発熱層用塗液を供給し、この抵抗発熱層用塗液を排出させて、上記の絶縁層の上に抵抗発熱層を形成することを特徴とする加熱式定着ローラの製造方法。
- 請求項3に記載した加熱式定着ローラの製造方法において、上記の抵抗発熱層に削り加工を行って発熱部のパターンを設けることを特徴とする加熱式定着ローラの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003018395A JP2004233400A (ja) | 2003-01-28 | 2003-01-28 | 加熱式定着ローラ及び加熱式定着ローラの製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003018395A JP2004233400A (ja) | 2003-01-28 | 2003-01-28 | 加熱式定着ローラ及び加熱式定着ローラの製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004233400A true JP2004233400A (ja) | 2004-08-19 |
Family
ID=32948534
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003018395A Pending JP2004233400A (ja) | 2003-01-28 | 2003-01-28 | 加熱式定着ローラ及び加熱式定着ローラの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004233400A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102192045B1 (ko) * | 2019-12-31 | 2020-12-17 | 주식회사 태진 | 화상형성장치의 정착유닛용 히팅롤러 |
-
2003
- 2003-01-28 JP JP2003018395A patent/JP2004233400A/ja active Pending
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102192045B1 (ko) * | 2019-12-31 | 2020-12-17 | 주식회사 태진 | 화상형성장치의 정착유닛용 히팅롤러 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US7796933B2 (en) | Fixing device using electromagnetic induction heating and image forming apparatus including same | |
| US20020127035A1 (en) | Heater having metallic substrate and image heating apparatus using heater | |
| US6289198B1 (en) | Quick heat roller | |
| JP4252328B2 (ja) | 回転体、定着装置、定着方法及び画像形成装置 | |
| JP2017142471A (ja) | 加熱体、その加熱体の製造方法、及びその加熱体を有する像加熱装置 | |
| US9310732B2 (en) | Fixing device and image forming apparatus | |
| JP2007232819A (ja) | 定着ヒータ、加熱装置、画像形成装置 | |
| JP2004233400A (ja) | 加熱式定着ローラ及び加熱式定着ローラの製造方法 | |
| CN102782589B (zh) | 氟树脂管和用于定影设备的旋转部件 | |
| JP7214408B2 (ja) | 画像加熱装置及び回転体 | |
| JP4241543B2 (ja) | ポリイミド樹脂無端ベルト、画像形成装置及びポリイミド樹脂無端ベルトの製造方法 | |
| JP2010009037A (ja) | 定着器アセンブリ、ゼログラフ装置、及び媒体上にトナーを定着させる方法 | |
| US20100327481A1 (en) | Belts and methods of making belts for apparatuses useful in printing | |
| JP2020087733A (ja) | 電極シートの製造装置 | |
| JP4222909B2 (ja) | 複合管状体 | |
| JP2005026185A (ja) | 面状ヒーターとその製造方法及びこれを用いた画像定着装置 | |
| JP2850067B2 (ja) | 定着装置 | |
| JP2003177630A (ja) | 転写定着ベルト | |
| JPH06222695A (ja) | 定着用ベルト | |
| JP3791861B2 (ja) | 定着装置及び定着ローラの製造方法 | |
| JP2000056605A (ja) | 定着用クイックヒートローラー | |
| JP4340484B2 (ja) | 定着部材、定着装置、画像形成装置 | |
| JP4230136B2 (ja) | 加熱定着ローラ、これを用いた定着装置、画像形成装置 | |
| JP2008112097A (ja) | 無端ベルト、無端ベルトの製造方法、定着装置、及び画像形成装置 | |
| JPH11282297A (ja) | 熱定着用ローラ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A712 Effective date: 20050614 |