JP2004235538A - 搬送装置,真空処理装置およびoリング - Google Patents
搬送装置,真空処理装置およびoリング Download PDFInfo
- Publication number
- JP2004235538A JP2004235538A JP2003024076A JP2003024076A JP2004235538A JP 2004235538 A JP2004235538 A JP 2004235538A JP 2003024076 A JP2003024076 A JP 2003024076A JP 2003024076 A JP2003024076 A JP 2003024076A JP 2004235538 A JP2004235538 A JP 2004235538A
- Authority
- JP
- Japan
- Prior art keywords
- transfer
- turntable
- arm
- chamber
- center
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images











Landscapes
- Container, Conveyance, Adherence, Positioning, Of Wafer (AREA)
- Manipulator (AREA)
- Gasket Seals (AREA)
- Sealing Devices (AREA)
Abstract
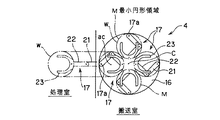
【解決手段】回転台16と、該回転台16上に設けられ、基板wを保持して搬送する多関節の伸縮可能な少なくとも4つの搬送アーム17とを備え、各搬送アーム17が収縮したときに収まる最小円形領域Mが前記回転台16上の略同一円周上に略等間隔で配置され、かつ、これら搬送アームの17搬送面が略同一水平面上にある。
【選択図】 図1
Description
【発明の属する技術分野】
本発明は、搬送装置,真空処理装置およびOリングに関する。
【0002】
【従来の技術】
半導体ウエハを搬送する装置としては、例えば特開平5−109866号公報に記載された搬送装置(前者)や、特開平4−129685号公報に記載された搬送装置(後者)などが知られている。
【0003】
前者の搬送装置は、ウエハを保持して搬送する多関節の伸縮可能な2つの搬送アームを有している。2つの搬送アームは、同心状に配した回転軸に基端がそれぞれ連結されており、それぞれが回転軸を支点に旋回可能及び径方向へ伸縮可能に構成されている。
【0004】
一方、後者の搬送装置は、大回動軸上に間隔をおいて設けられ同時に相異なる方向に回動する一対の小回動軸に、第1アーム部の一端をそれぞれ固定し、その第1アーム部の他端に第2アーム部を介して第1ピックを設け、更に第1アーム部の他端に第2アーム部と反対方向に向いた第3アーム部を介して第2ピックを設けている。この搬送装置は、180度異なる方向へ連動して伸縮するいわゆるフロッグレッグ型の2つの搬送アームを備えた構造になっている。
【0005】
【特許文献1】
特開平5−109866号公報
【特許文献2】
特開平4−129685号公報
【0006】
【発明が解決しようとする課題】
しかしながら、前者の搬送装置においては、2つの搬送アームが互いに干渉しないように高さを違えてあり、搬送面の高さが異なるため、高さ方向の小さいゲートバルブの開口を通過できないという欠点があり、また、例えばエッチング処理装置の上部電極と下部電極の間隔が狭い場合や成膜装置の処理ガス供給用シャワーヘッドと基板載置台の間隔が狭い場合にもウエハの搬送が困難になる。このため、前者の搬送装置においては、両搬送アームを上下方向に移動する機構が不可欠で、構造の複雑化を余儀なくされる。
【0007】
一方、後者の搬送装置においては、2つの搬送アームのピック(基板保持部)が略同一水平面にあるので上記のような問題はないが、2つの搬送アームが連動して180度向きの異なる方向へ伸縮する構造であるため、搬送の自由度が低く、ウエハを交換するのにその都度180度旋回する必要があり、スループットが低下する問題がある。
【0008】
また、何れの搬送装置においても、搬送アームの旋回中心ないし基端が搬送室の中央にあるため、搬送室の周囲に配置された処理室に届くように搬送アームのリーチを長くする必要があり、搬送アームが大型化して干渉し易くなることから搬送室内に搬送アームを4つ以上設けることは困難であった。
【0009】
本発明は、前記事情を考慮してなされたもので、搬送アームのリーチを短くすることができ、回転台上に搬送アームを互いに干渉することなく少なくとも4つ配置することができ、基板の交換が迅速にできてスループットの向上が図れる搬送装置及び真空処理装置並びに真空処理装置に使用するOリングを提供することを目的とする。
【0010】
【課題を解決するための手段】
本発明のうち、請求項1の発明は、回転台と、該回転台上に設けられ、基板を保持して搬送する多関節の伸縮可能な少なくとも4つの搬送アームとを備え、各搬送アームが収縮したときに収まる最小円形領域が略同一円周上に略等間隔で配置され、かつ、これら搬送アームの搬送面は略同一水平面上にあることを特徴とする。
【0011】
請求項2の発明は、前記搬送アームの基端は前記最小円形領域の中心から前記回転台の回転中心より離れる方向へ離間していることを特徴とする。
【0012】
請求項3の発明は、前記搬送アームの基端は前記回転台の回転中心と前記最小円形領域の中心とを結ぶ線上にあることを特徴とする。
【0013】
請求項4の発明は、前記搬送アームは前記回転台の回転中心と前記最小円形領域とを結ぶ線上を伸縮することを特徴とする。
【0014】
請求項5の発明は、前記搬送アームのうち、隣り合う2つの搬送アームの基端は前記回転台の回転中心と一方の搬送アームの最小円形領域の中心とを結ぶ線上および前記回転台の回転中心と他方の搬送アームの最小円形領域の中心とを結ぶ線上から互いに接近する側にそれぞれ同距離変位した位置にあることを特徴とする。
【0015】
請求項6の発明は、前記搬送アームのうち、隣り合う2つの搬送アームは、前記搬送アームの最小円形領域の中心と前記回転台の外部にある共通の位置とを結ぶ線上を伸縮することを特徴とする。
【0016】
請求項7の発明は、前記搬送アームは回転台に対して旋回可能であり、該搬送アームの旋回軸が前記最小円形領域の中心にあることを特徴とする。
【0017】
請求項8の発明は、前記最小円形領域が基板から食み出ないことを特徴とする。
【0018】
請求項9の発明は、前記回転台は水平方向に移動可能に支持されていることを特徴とする。
【0019】
請求項10の発明は、請求項1の搬送装置が真空の搬送室内に設けられ、該搬送室の周囲に基板を処理する複数の真空処理室及びロードロック室が接続されていることを特徴とする。
【0020】
請求項11の発明は、前記搬送装置の回転台は水平方向に移動可能であり、前記搬送室は少なくとも3つの前記回転台を収容可能な凸部を有し、各凸部は少なくとも2辺を有し、各辺に真空処理室、ロードロック室の何れか又は双方が接続されていることを特徴とする。
【0021】
請求項12の発明は、平面形状が環状であり、断面形状が略円形であり、その内部に環状の中空部を有するOリングであって、前記中空部に気体又は液体を注入するための注入口と、前記平面形状に対して垂直な方向に沿って前記中空部に設けられた仕切壁とを有することを特徴とする。
【0022】
【発明の実施の形態】
以下に、本発明の実施の形態を添付図面に基いて詳述する。図1は本発明を真空処理装置に適用した実施の形態を示す平面図、図2は同真空処理装置における搬送室の拡大断面図、図3はOリングを示す図で、(a)は斜視図、(b)は使用状態の断面図、(c)は加圧状態の断面図、図4は搬送装置の第1実施形態を示す平面図である。
【0023】
図1には、真空処理装置の一例として、いわゆるマルチチャンバ型の真空処理装置1が示されている。この真空処理装置1は、基板例えば半導体ウエハwを一枚ずつ収容して所定の処理例えば成膜処理、エッチング処理等を施す複数例えば4つの処理室2a,2b,2c,2dと、ウエハwを各処理室2a,2b,2c,2dや後述のロードロック室3a,3bに搬送する搬送装置4を有する搬送室5と、この搬送室5と大気圧の外部との間でウエハwの出し入れを行うための例えば2つのロードロック室3a,3bとを備えている。
【0024】
前記搬送室5はこの図示例では平面略六角形に形成されており、その外周の4つの辺に処理室2a,2b,2c,2dがそれぞれゲートバルブG1,G2,G3,G4を介して接続されている。搬送室5の外周の他の2つの辺には搬入用もしくは搬出用としてのロードロック室3a,3bがそれぞれゲートバルブG5,G6を介して接続されている。ロードロック室3a,3bの外部に臨んで形成されたウエハの出し入れ口にはこれを開閉するためのゲートバルブG7,G8が設けられている。
【0025】
前記処理室2a〜2d、搬送室5およびロードロック室3a,3bは所定の圧力に真空可能な真空室として形成され、いずれも真空容器からなっている。搬送室5は例えばアルミニウム製である。この搬送室5には、搬送室5内を例えば10−8Pa程度に真空排気可能な真空排気手段(例えば真空ポンプ)6と、この搬送室5内に不活性ガス例えば窒素ガスを供給するためのガス供給手段7とが接続されている。搬送室5の上部壁5aにはメンテナンス用の開口部8が設けられていると共に、この開口部8を塞ぐ例えばアルミニウム製の蓋体10が開閉可能に設けられている。また、搬送室5の上壁部(天上部)5aには、蓋体10との間を密封するOリング11が開口部8を囲繞するように設けられている。
【0026】
Oリング11は、平面形状が環状であり、断面形状が略円形であり、その内部に環状の中空部12を有する。そして、図3に示すように中空部12には潰れを抑制するための仕切壁13が蓋体10の閉じる方向、すなわち外部からOリング11に圧力のかかる方向(平面形状に対して垂直な方向、図示例では上下方向)に設けられている。また、Oリング11には、中空部12に気体例えば乾燥空気または不活性ガスを注入するための注入口14が設けられている。このOリング11は前記搬送室5の上壁部5aに設けられたOリング取付溝15に嵌め込まれている。搬送室5内のメンテナンスのため蓋体10が開けられ、Oリング11が大気に長時間晒されていると、大気中の水分がOリング11に吸着され、その水分が真空引き時にOリング11から放出ガスとして放出されるため、真空度を上げるのに長時間を要する問題がある。この問題を解消する一つの方法として、Oリングをベーキング(加熱)して水分を除去する方法があるが、この方法ではコストがかかってしまう。
【0027】
そこで、コストをかけずにベーキングと同じ効果を得るために、搬送室5の真空引き開始時に前記Oリング11の中空部12に気体を注入して加圧し、図3(c)のようにOリング11を膨張させることで吸着水分を積極的に放出させるように構成されている。これによりOリング11からの放出ガス量を抑制することができ、搬送室5内の真空度を容易に上げることが可能となる。気体の注入加圧は、蓋体10を開けてメンテナンス後、最初の真空引き開始時に所定時間だけ行なえば良く、その後は真空運転中でも気体の注入加圧は行なわない。気体を注入加圧し続けなくても、中空部12に仕切壁13が設けられているため、Oリング11は潰れにくく真空封止力を維持することができる。また、気体に代えて中空部12に液体を注入しても構わない。なお、特開平7−317908号公報には、真空処理装置の真空封止力を上げるために、Oリングの内部に中空部を設け、この中空部に気体を充填することが記載されているが、これは中空部に仕切壁を備えていないため、真空運転中は気体を充填加圧し続けなければならない。
【0028】
前記搬送装置4は、回転台16と、該回転台16上に設けられ、ウエハwを保持して搬送する多関節の伸縮可能な少なくとも4つの搬送アーム17とを備えている。回転台16は搬送室5内の下部中央部に回転可能に配置されている。回転台16は、例えば円形に形成され、その下部の中央の回転中心Cに回転軸18が設けられている。この回転軸18は搬送室5の底部5bを気密に貫通して回転駆動部(例えばモータ)20に連結されている。各搬送アーム17が収縮したときに収まる最小円形領域Mが前記回転台16上の略同一円周上に略等間隔で配置されている。また、これら搬送アーム17の搬送面は略同一水平面上に設定され、すなわち4つの搬送アーム17の各ピック23が略同じ高さとされている。
【0029】
本実施例の搬送アーム17は、基端(一端)が回転台16に回動軸を介して回動可能に設けられた第1アーム部21と、この第1アーム部21の先端(他端)に基端が回動軸を介して回動可能に設けられた第2アーム部22とを有する2連アーム構造で、その第2アーム22の先端に基板保持部である例えば平面U字形のピック23の基部を回動軸を介して回動可能に設けて構成されている。回転台16は中空箱状に形成されており、その内部には第1アーム部21、第2アーム部22及びピック23を連動して回動させて搬送アーム17を伸縮操作するための駆動部が設けられている(なお、駆動部の構成については、後述する図8の3連アーム構造のものを参照。)。
【0030】
前記最小円形領域Mは、図4にも示すようにウエハwから食み出ないこと、例えばウエハwと略同じ大きさであることが好ましい。また、隣接する2つの搬送アーム17で保持されるウエハw間の最短距離が例えば5mm程度になるように、最小円形領域Mの大きさ、つまり収縮したときの搬送アームの大きさが決められる。本実施例では、搬送アーム17の基端17aが前記最小円形領域Mの中心acから前記回転台16の回転中心Cより離れる方向へ離間している。換言すると、搬送アーム17の基端17aは回転台16の周縁部近傍に配置されており、これにより搬送アーム17が伸張時に短いリーチで処理室内(またはロードロック室内、以下同様。)に届くようになっている。
【0031】
なお、搬送アーム17はそのレイアウトにより伸長方向を適宜設定可能であり、例えば図4の場合は、搬送アーム17が搬送室5の辺に対して垂直に伸長するように設定されている。このため、回転台16の回転中心Cと最小円形領域の中心acとを結ぶ線上に搬送アーム17の基端17aが配置されている。この例では、隣り合う2つの搬送アーム17,17で処理室内のウエハを交換する場合(一方の搬送アームで処理室内の処理済みウエハを搬出し、他方の搬送アームで未処理ウエハを同処理室内に搬入する)、回転台16を90度回動させれば良く、フロッグレッグ型の搬送アームを大回動軸と共に180度旋回させる従来の搬送装置に比して搬送効率が向上し、スループットの向上が図れる。また次のような使い方もできる。図1において、処理室2dに面している搬送アーム17(第1搬送アーム)で処理室2dからウエハを搬出し、且つ処理室2cの近くにある搬送アーム17(第2搬送アーム)で処理室2cからウエハを搬出する場合、先ず第1搬送アームで処理室2dからウエハを搬出し、次に回転台16を反時計方向に30度(360度/4−360度/6)回転させた後に第2搬送アームで処理室2cからウエハを搬出する。その後、回転台を反時計方向に90度回転させ、処理前のウエハを保持している他の2つの搬送アーム17で処理室2c、2dの順に処理前のウエハを搬入する。このように回転台16上に4つの搬送アーム17を備えているので、回転台16を僅かに回転させるだけで2つの処理室2c,2dに対してウエハの交換をすることができる。更に、4つの搬送アーム17でそれぞれ4つの処理室2a,2b,2c,2dから処理済のウエハを搬出し、上のウエハを順次ロードロック室3a,3bに戻すような使い方もすることができる。
【0032】
図5は回転台16上の搬送アーム17のレイアウトを一部変更した搬送装置の変形例を示しており、この例では、2組の隣り合う2つの搬送アーム17,17が共通の一つの処理室に向って伸長するように設定されている。すなわち、搬送アームのうち、隣り合う2つの搬送アーム17,17は、前記搬送アームの最小円形領域Mの中心acと前記回転台16の外部にある共通の位置(処理室)とを結ぶ線上を伸縮する。換言すれば、隣り合う2つの搬送アーム17,17の基端17a,17aは前記回転台16の回転中心Cと一方の搬送アームの最小円形領域の中心acとを結ぶ線上および前記回転台の回転中心Cと他方の搬送アームの最小円形領域の中心acとを結ぶ線上からそれぞれ互いに接近する側に同距離変位した位置にある。この場合、隣り合う2つの搬送アーム17,17で処理室内のウエハwを交換する場合は、回転台16を回動させる必要が無いので、搬送効率が更に向上し、スループットの更なる向上が図れる。
【0033】
以上の構成からなる搬送装置4によれば、回転台16と、該回転台16上に設けられ、ウエハwを保持して搬送する多関節の伸縮可能な少なくとも4つの搬送アーム17とを備え、各搬送アーム17が収縮したときに収まる最小円形領域Mが略同一円周上に略等間隔で配置されているため、回転台16の中心Cに搬送アーム17の基端が配置されている従来の搬送装置に比して搬送アーム17のリーチを短くすることができ、収縮時の搬送アーム17をコンパクト化することができ、回転台16上に搬送アーム17を互いに干渉することなく複数例えば少なくとも4つ配置することができ、これによりウエハwの交換が迅速に行え、搬送効率の向上ひいては処理装置(例えば真空処理装置)のスループットの向上が図れる。回転台16上の搬送アーム17が互いに干渉しないので、これら搬送アーム17の搬送面を略同一水平面上にすることができる。従って、搬送アーム17は、高さ方向の小さいゲートバルブの開口を容易に通過でき、また、例えばエッチング処理装置の上部電極と下部電極の間隔が狭い場合や成膜装置の処理ガス供給用シャワーヘッドと基板載置台の間隔が狭い場合にもウエハの搬送が容易にできる。
【0034】
この場合、前記最小円形領域Mがウエハwから食み出ない(好ましくはウエハwと略同じ大きさ)ため、スペース効率が良く、また、前記搬送アーム17の基端17aは前記最小円形領域Mの中心acから前記回転台16の回転中心Cより離れる方向へ離間しているため、搬送アーム17のリーチを更に短くすることができる。また、前記真空処理装置1によれば、前記搬送装置4が真空の搬送室5内に設けられ、該搬送室5の周囲にウエハwを処理する真空の複数の処理室2a〜2d及びロードロック室3,3bが設けられているため、ウエハwの搬送ないし移載を効率良く迅速に行うことができ、スループットの向上が図れる。
【0035】
前記真空処理装置に使用するOリング11によれば、平面形状が環状であり、断面形状が略円形であり、その内部に環状の中空部12を有するOリングであって、前記中空部12に気体又は液体を注入するための注入口14と、前記平面形状に対して垂直な方向に沿って前記中空部12に設けられた仕切壁13とを有するため、気体又は液体を注入加圧し続けなくても、Oリング11は潰れにくく真空封止力を維持することができる。
【0036】
図6は搬送装置の第2実施形態を示し、前記実施例と同一部分は同一参照符号付して説明を省略する。この搬送装置4は、回転台16を水平方向に移動可能とする移動手段である移動アーム25を備えている。この移動アーム25は、例えば搬送室の底部に基端が回動可能に設けられる第1アーム部26と、この第1アーム部26の先端に基端が回動可能に設けられた第2アーム部27とからなる2連アーム構造であり、その第2アーム部27の先端に回転台16が回転可能に設けられている。このように移動アーム25を介して前記回転台16は水平の任意の方向に移動可能に支持されているため、搬送の自由度を高めることができ、例えば搬送室が長尺等のレイアウトの場合に適用することができる。尚、回転台16を水平移動させる機構として、移動アーム25に代えて、回転台をレール上を移動させるようにしてもよい。
【0037】
図7は搬送装置の第3実施形態の斜視図であり、図8は断面図である。この搬送装置4は、平面十字状に形成された回転台16を有し、この回転台16の4つの先端部に搬送アーム17がそれぞれ設けられている。また、本例の搬送アーム17は、基端(一端)が回転台16の各先端に回動軸(旋回軸)28を介して回動可能に設けられた第1アーム部21と、この第1アーム部21の先端(他端)に基端が回動軸29を介して回動可能に設けられた第2アーム部22と、この第2アーム部22の先端に基端が回動軸30を介して回動可能に設けられた第3アーム部31とを有する3連アーム構造で、その第3アーム部31の先端にピック23の基部を回動軸を介して回動可能に設けて構成されている。なお、図では他の3つの搬送アームは図示省略されている。
【0038】
本例の搬送アーム17は回転台16に対して旋回可能(収縮した状態で任意の回転角度に旋回することができる)であり、搬送アーム17の旋回軸28が前記最小円形領域Mの中心acに設定されている。このため、搬送アーム17が収縮状態で旋回した場合に隣り合う搬送アーム17やウエハwが干渉することがない。また、搬送アーム17を回転台16から任意の方向へ伸長させることができ、搬送の自由度が高い。この場合、搬送アーム17を360度旋回させる必要はなく、第2アーム部22の基端が最小円形領域Mの中心acから回転台16の回転中心Cより離れる方向にある位置の範囲で回転すれば十分である。つまり、第2アーム部22の基端は、回転台16の回転中心Cを中心とし、最小円形領域Mの中心acを通る円の外側にある範囲で移動できれば十分である。
【0039】
本実施の形態では、更に回転台16を水平方向に移動可能な2連アーム構造の移動アーム25とを備えている。回転台16、搬送アーム17の各アーム部21,22,31及び移動アーム25の各アーム部26,27は中空箱状に形成されている。回転台16の内部には搬送アーム17を旋回させたり伸縮させるための駆動部(モータ)32,33が設けられている。搬送アーム17を伸縮させるために、プーリとタイミングベルトを用いた周知の機構(例えば特開平7−142552号公報参照)が採用されている。また、図示例の場合、搬送室5内が真空雰囲気であるのに対し、回転台16の内部は移動アーム25を介して搬送室5外と連通した大気圧雰囲気とされており、真空雰囲気中で駆動部32,33から発する熱がこもる問題を解消している。
【0040】
図9、図10は搬送室のレイアウトの例(搬送室の周囲の処理室の図示は省略)をそれぞれ示している。図9の搬送室5は、搬送装置4の回転台16が移動アーム25により水平方向に移動可能なように長尺(長円形)に形成されている。図10の搬送室5は、搬送装置4の回転台16が移動アーム25により水平移動されて回転可能に収まる2つの凸部34a,34bと、回転台16が円弧状に移動可能に収まる大凸部34cとを有している。なお、搬送室5は、移動アーム25を伸長させた状態で旋回させて回転台16が360度回転(公転)可能な大円形に形成されていても良く、移動アーム25の動きによる回転台16の動きに合わせて種々のレイアウトが可能である。
【0041】
図11、図12は真空処理装置のレイアウトの例をそれぞれ示している。真空処理装置1は、複数枚のウエハを収納したカセット35とロードロック室3a,3bの間でウエハwの搬送を行なう第1搬送室(内部が大気圧雰囲気)36と、ロードロック室3a,3bと複数の処理室2a〜2gの間でウエハwの搬送を行なう第2搬送室(内部が真空雰囲気)5とを備えている。横長の第1搬送室36の前面部にはカセット35を載置する複数のロードポート37が設けられ、第1搬送室36の一端にはウエハの位置合わせを行なう位置合わせ装置(オリエンタ)38が設けられている。第1搬送室36内には、搬送アーム17を有する搬送機構40が第1搬送室36内の底部に長手方向に設けたレール41に沿って移動可能に設けられている。
【0042】
図11の真空処理装置1における第2搬送室5は長尺に形成され、その両側及び後端に複数例えば7つの処理室2a〜2gが接続されている。第2搬送室5内の底部には搬送装置4の回転台16を長手方向に沿って水平移動可能に案内するためのレール42が設けられている。回転台16は回転可能及びレール42に沿って移動可能に設けられている。
【0043】
一方、図12の真空処理装置1における第2搬送室5は、少なくとも3つの回転台16を収容できる凸部34a,34b,34cを有し、各凸部34a,34b,34cは少なくとも2辺(図示例では3辺)43を有し、各辺43に処理室、ロードロック室が接続されている。第2搬送室5は図10の搬送室5のレイアウトを変形したもので、第2搬送室5には搬送装置の回転台が移動アームにより各凸部34a,34b,34cに移動可能に設けられている。1つの凸部34cには3つのロードロック室3a,3b,3cが配置され、2つの凸部34a,34bには3つづつ計6つの処理室2a,2b,2c,2d,2e,2fが接続されている。このように配置することによりスペース効率および搬送効率の向上が図られている。
【0044】
以上、本発明の実施の形態を図面により詳述してきたが、本発明は前記実施の形態に限定されるものではなく、本発明の要旨を逸脱しない範囲での種々の設計変更等が可能である。例えば、前記実施の形態では、基板として半導体ウエハを想定したが、他の円形の基板等であってもよい。また、前記実施の形態では、スカラー型の搬送装置に本発明を適用した場合について説明したが、本発明の搬送装置は、平行リンク型、フロックレッグ型、レール上をピックが移動する直動型のものにも適用することが可能である。
【0045】
【発明の効果】
以上説明したように本発明の搬送装置によれば、回転台と、該回転台上に設けられ、基板を保持して搬送する多関節の伸縮可能な少なくとも4つの搬送アームとを備え、各搬送アームが収縮したときに収まる最小円形領域が略同一円周上に略等間隔で配置され、かつ、これら搬送アームの搬送面は略同一水平面上にあるため、搬送室の中央または回転台の中央に搬送アームの基端が配置されている従来の搬送装置に比して搬送アームのリーチを短くすることができ、回転台上に搬送アームを互いに干渉することなく少なくとも4つ配置することができ、基板の交換が迅速に行え、搬送効率が向上し、スループットの向上が図れる。
【0046】
また、本発明の真空処理装置によれば、前記搬送装置が真空の搬送室内に設けられ、該搬送室の周囲に基板を処理する真空の複数の処理室及びロードロック室が接続されているため、搬送効率が向上し、スループットの向上が図れる。
【図面の簡単な説明】
【図1】本発明を真空処理装置に適用した実施の形態を示す平面図である。
【図2】同真空処理装置における搬送室の拡大断面図である。
【図3】Oリングを示す図で、(a)は斜視図、(b)は使用状態の断面図、(c)は加圧状態の断面図である。
【図4】第1実施形態の搬送装置を示す平面図である。
【図5】第1実施形態の搬送装置の変形例を示す平面図である。
【図6】第2実施形態の搬送装置を示す斜視図である。
【図7】第3実施形態の搬送装置を示す斜視図である。
【図8】図7の断面図である。
【図9】搬送室のレイアウトの一例を示す平面図である。
【図10】搬送室のレイアウトの他の例を示す平面図である。
【図11】真空処理装置のレイアウトの一例を示す平面図である。
【図12】真空処理装置のレイアウトの他の例を示す平面図である。
【符号の説明】
w 半導体ウエハ(基板)
M 最小円形領域
1 真空処理装置
2a〜2g 処理室
3a〜3c ロードロック室
4 搬送装置
5 搬送室
8 開口部
10 蓋体
11 Oリング
12 中空部
13 仕切壁
16 回転台
17 搬送アーム
Claims (12)
- 回転台と、該回転台上に設けられ、基板を保持して搬送する多関節の伸縮可能な少なくとも4つの搬送アームとを備え、各搬送アームが収縮したときに収まる最小円形領域が前記回転台上の略同一円周上に略等間隔で配置され、かつ、これら搬送アームの搬送面は略同一水平面上にあることを特徴とする搬送装置。
- 前記搬送アームの基端は前記最小円形領域の中心から前記回転台の回転中心より離れる方向へ離間していることを特徴とする請求項1記載の搬送装置。
- 前記搬送アームの基端は前記回転台の回転中心と前記最小円形領域の中心とを結ぶ線上にあることを特徴とする請求項2記載の搬送装置。
- 前記搬送アームは前記回転台の回転中心と前記最小円形領域とを結ぶ線上を伸縮することを特徴とする請求項2記載の搬送装置。
- 前記搬送アームのうち、隣り合う2つの搬送アームの基端は前記回転台の回転中心と一方の搬送アームの最小円形領域の中心とを結ぶ線上および前記回転台の回転中心と他方の搬送アームの最小円形領域の中心とを結ぶ線上からそれぞれ互いに接近する側に同距離変位した位置にあることを特徴とする請求項2記載の搬送装置。
- 前記搬送アームのうち、隣り合う2つの搬送アームは、前記搬送アームの最小円形領域の中心と前記回転台の外部にある共通の位置とを結ぶ線上を伸縮することを特徴とする請求項2記載の搬送装置。
- 前記搬送アームは回転台に対して旋回可能であり、該搬送アームの旋回軸が前記最小円形領域の中心にあることを特徴とする請求項2記載の搬送装置。
- 前記最小円形領域が基板から食み出ないことを特徴とする請求項1〜7の何れかに記載の搬送装置。
- 前記回転台は水平方向に移動可能に支持されていることを特徴とする請求項1〜8の何れかに記載の搬送装置。
- 請求項1の搬送装置が真空の搬送室内に設けられ、該搬送室の周囲に基板を処理する複数の真空処理室及びロードロック室が接続されていることを特徴とする真空処理装置。
- 前記搬送装置の回転台は水平方向に移動可能であり、前記搬送室は少なくとも3つの前記回転台を収容可能な凸部を有し、各凸部は少なくとも2辺を有し、各辺に真空処理室、ロードロック室の何れか又は双方が接続されていることを特徴とする請求項10記載の真空処理装置。
- 平面形状が環状であり、断面形状が略円形であり、その内部に環状の中空部を有するOリングであって、前記中空部に気体又は液体を注入するための注入口と、前記平面形状に対して垂直な方向に沿って前記中空部に設けられた仕切壁とを有することを特徴とするOリング。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003024076A JP2004235538A (ja) | 2003-01-31 | 2003-01-31 | 搬送装置,真空処理装置およびoリング |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003024076A JP2004235538A (ja) | 2003-01-31 | 2003-01-31 | 搬送装置,真空処理装置およびoリング |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004235538A true JP2004235538A (ja) | 2004-08-19 |
Family
ID=32952714
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003024076A Pending JP2004235538A (ja) | 2003-01-31 | 2003-01-31 | 搬送装置,真空処理装置およびoリング |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004235538A (ja) |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005039047A (ja) * | 2003-07-14 | 2005-02-10 | Kawasaki Heavy Ind Ltd | 多関節ロボット |
| JP2006071025A (ja) * | 2004-09-02 | 2006-03-16 | Mitsubishi Cable Ind Ltd | シール材 |
| JP2006097736A (ja) * | 2004-09-28 | 2006-04-13 | Mitsubishi Cable Ind Ltd | シール |
| WO2010013422A1 (ja) * | 2008-08-01 | 2010-02-04 | 株式会社アルバック | 搬送ロボットの制御方法 |
| JP2014022598A (ja) * | 2012-07-19 | 2014-02-03 | Kawasaki Heavy Ind Ltd | 基板搬送装置 |
| US20160225646A1 (en) * | 2013-11-04 | 2016-08-04 | Applied Materials, Inc | Transfer chambers with an increased number of sides, semiconductor device manufacturing processing tools, and processing methods |
| JP2020035954A (ja) * | 2018-08-31 | 2020-03-05 | 東京エレクトロン株式会社 | 基板搬送機構、基板処理装置及び基板搬送方法 |
| JP2020038880A (ja) * | 2018-09-03 | 2020-03-12 | 東京エレクトロン株式会社 | 基板搬送機構、基板処理装置及び基板搬送方法 |
| JP2023054398A (ja) * | 2021-10-04 | 2023-04-14 | 日本電産サンキョー株式会社 | 産業用ロボットおよび製造システム |
-
2003
- 2003-01-31 JP JP2003024076A patent/JP2004235538A/ja active Pending
Cited By (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005039047A (ja) * | 2003-07-14 | 2005-02-10 | Kawasaki Heavy Ind Ltd | 多関節ロボット |
| US7383751B2 (en) | 2003-07-14 | 2008-06-10 | Kawasaki Jukogyo Kabushiki Kaisha | Articulated robot |
| JP2006071025A (ja) * | 2004-09-02 | 2006-03-16 | Mitsubishi Cable Ind Ltd | シール材 |
| JP2006097736A (ja) * | 2004-09-28 | 2006-04-13 | Mitsubishi Cable Ind Ltd | シール |
| WO2010013422A1 (ja) * | 2008-08-01 | 2010-02-04 | 株式会社アルバック | 搬送ロボットの制御方法 |
| US8543235B2 (en) | 2008-08-01 | 2013-09-24 | Ulvac, Inc. | Method of controlling transfer robot |
| JP2014022598A (ja) * | 2012-07-19 | 2014-02-03 | Kawasaki Heavy Ind Ltd | 基板搬送装置 |
| JP2019083327A (ja) * | 2013-11-04 | 2019-05-30 | アプライド マテリアルズ インコーポレイテッドApplied Materials,Incorporated | 側面数増強対応移送チャンバ、半導体デバイスの製造処理ツール及び処理方法 |
| US20160225646A1 (en) * | 2013-11-04 | 2016-08-04 | Applied Materials, Inc | Transfer chambers with an increased number of sides, semiconductor device manufacturing processing tools, and processing methods |
| US10971381B2 (en) | 2013-11-04 | 2021-04-06 | Applied Materials, Inc. | Transfer chambers with an increased number of sides, semiconductor device manufacturing processing tools, and processing methods |
| US11087998B2 (en) | 2013-11-04 | 2021-08-10 | Applied Materials, Inc. | Transfer chambers with an increased number of sides, semiconductor device manufacturing processing tools, and processing methods |
| JP2020035954A (ja) * | 2018-08-31 | 2020-03-05 | 東京エレクトロン株式会社 | 基板搬送機構、基板処理装置及び基板搬送方法 |
| JP7183635B2 (ja) | 2018-08-31 | 2022-12-06 | 東京エレクトロン株式会社 | 基板搬送機構、基板処理装置及び基板搬送方法 |
| JP2020038880A (ja) * | 2018-09-03 | 2020-03-12 | 東京エレクトロン株式会社 | 基板搬送機構、基板処理装置及び基板搬送方法 |
| JP7225613B2 (ja) | 2018-09-03 | 2023-02-21 | 東京エレクトロン株式会社 | 基板搬送機構、基板処理装置及び基板搬送方法 |
| JP2023054398A (ja) * | 2021-10-04 | 2023-04-14 | 日本電産サンキョー株式会社 | 産業用ロボットおよび製造システム |
| JP7730710B2 (ja) | 2021-10-04 | 2025-08-28 | ニデックインスツルメンツ株式会社 | 製造システム |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN101136349B (zh) | 衬底传送装置、衬底处理装置和传送衬底的方法 | |
| TWI447838B (zh) | Vacuum processing device | |
| CN100397608C (zh) | 移送装置和半导体处理系统 | |
| JP4294984B2 (ja) | 基板搬送装置及び基板処理装置 | |
| KR102244354B1 (ko) | 기판 반송 기구, 기판 처리 장치 및 기판 반송 방법 | |
| JP4397646B2 (ja) | 基板処理装置および基板処理方法 | |
| TWI423379B (zh) | 熱處理方法及熱處理裝置 | |
| CN112689891B (zh) | 真空处理装置和基板输送方法 | |
| JP7183635B2 (ja) | 基板搬送機構、基板処理装置及び基板搬送方法 | |
| JP3582330B2 (ja) | 処理装置及びこれを用いた処理システム | |
| KR20180128349A (ko) | 진공 반송 모듈 및 기판 처리 장치 | |
| TW201824428A (zh) | 基板的連續處理裝置以及方法 | |
| WO2018207616A1 (ja) | 真空処理装置 | |
| JP2004235538A (ja) | 搬送装置,真空処理装置およびoリング | |
| JP2004288719A (ja) | 基板搬送装置及び基板処理装置 | |
| JP2004288720A (ja) | 基板搬送装置及び基板処理装置 | |
| JP2007005435A (ja) | 処理装置 | |
| JP7085467B2 (ja) | ロードロックチャンバ | |
| JP2000150613A (ja) | 被処理体の搬送装置 | |
| JP2018174210A (ja) | 処理システム | |
| WO2019039316A1 (ja) | 基板処理装置及び基板搬送方法 | |
| JP2000021946A (ja) | 半導体製造装置 | |
| JP7154986B2 (ja) | 基板搬送装置及び基板搬送システム | |
| JP2010010259A (ja) | 真空処理装置 | |
| TW201701393A (zh) | 載體搬送裝置及載體搬送方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Effective date: 20060125 Free format text: JAPANESE INTERMEDIATE CODE: A821 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060125 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20060126 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20080930 |
|
| A131 | Notification of reasons for refusal |
Effective date: 20090113 Free format text: JAPANESE INTERMEDIATE CODE: A131 |
|
| A521 | Written amendment |
Effective date: 20090312 Free format text: JAPANESE INTERMEDIATE CODE: A523 Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20090312 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20090602 |