JP2004237426A - ワークの組付装置及び組付方法 - Google Patents
ワークの組付装置及び組付方法 Download PDFInfo
- Publication number
- JP2004237426A JP2004237426A JP2003032060A JP2003032060A JP2004237426A JP 2004237426 A JP2004237426 A JP 2004237426A JP 2003032060 A JP2003032060 A JP 2003032060A JP 2003032060 A JP2003032060 A JP 2003032060A JP 2004237426 A JP2004237426 A JP 2004237426A
- Authority
- JP
- Japan
- Prior art keywords
- pressing
- fastening
- holding
- engaging
- press
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images








Landscapes
- Automatic Assembly (AREA)
Abstract
【課題】2つのワーク(デファレンシャルユニットのリングギヤ91及びギヤケース92)同士をボルト95により締結する場合に、そのワークを簡単な構成で保持できるようにする。
【解決手段】全ボルト95のうちの一部にナットランナ61の係合凹部61aを係合させて該ナットランナ61により該一部のボルト95を締め付け、この締付時に、残りのボルト95を押圧ロッド71の押圧保持部71aにより押圧保持し、上記一部のボルト95の締付け後に、上記係合凹部61a及び押圧保持部71aとワークとを相対移動させて、上記係合凹部61aを該ナットランナ61による締付けが未だ行われていないボルト95に対応する位置に割り出すとともに、上記押圧保持部71aを、該係合凹部61aが対応していないボルト95に対応する位置に割り出す。
【選択図】 図1
【解決手段】全ボルト95のうちの一部にナットランナ61の係合凹部61aを係合させて該ナットランナ61により該一部のボルト95を締め付け、この締付時に、残りのボルト95を押圧ロッド71の押圧保持部71aにより押圧保持し、上記一部のボルト95の締付け後に、上記係合凹部61a及び押圧保持部71aとワークとを相対移動させて、上記係合凹部61aを該ナットランナ61による締付けが未だ行われていないボルト95に対応する位置に割り出すとともに、上記押圧保持部71aを、該係合凹部61aが対応していないボルト95に対応する位置に割り出す。
【選択図】 図1
Description
【0001】
【発明の属する技術分野】
本発明は、受台に載置された2つのワーク同士をボルト等の締結部材により締結するワークの組付装置及び組付方法に関する技術分野に属する。
【0002】
【従来の技術】
従来より、この種のワークの組付装置はよく知られており、例えば特許文献1では、エンジンとマウントブラケットとをボルトにより締結する組付装置(ボルト締付装置)が開示されている。このものは、複数のボルトをそれぞれ締め付ける複数のナットランナを備えている。この各ナットランナの先端部は、各ボルトにそれぞれ係合するようになっていて、該係合した係合位置と後退位置とに相互に移動可能に構成されている。そして、各ナットランナの先端部を各ボルトにそれぞれ対応するように位置させ、この状態でその先端部をボルト側に移動させて各ボルトにそれぞれ係合させて該ボルトを締め付けるようにしている。
【0003】
【特許文献1】
特開平7−328875号公報
【0004】
【発明が解決しようとする課題】
ところで、上記のようにナットランナによりボルトを締め付ける場合には、通常、ナットランナのボルト締付力によってワークが動かないように保持しておく必要がある。
【0005】
そこで、上記特許文献1にも示されているように、上記ボルト締付装置の基体には、ナットランナにより各ボルトを締め付ける際に、上記マウントブラケットをクランプして位置決めし、ボルト締付装置とマウントブラケットとを結合するクランプ手段が設けられている。
【0006】
しかしながら、上記のようなクランプ手段によるワークのクランプは、通常、ワークの外形部分で行われるようになっており、このため、ワークの外形形状によってはクランプ手段の構成が複雑になるとともに、クランプのための専用のアクチュエータが必要になる。また、ワーク表面にクランプによる傷が付くという問題もある。さらに、ワークの外形形状は、該ワークが用いられる製品の機種変更に伴って多少の変更がなされることが多いが、このような外形形状の変更がなされると、クランプ手段等の装置構成を変更しなければならなくなる可能性が高くなる。
【0007】
本発明は斯かる点に鑑みてなされたものであり、その目的とするところは、上記のように2つのワーク同士を締結部材により締結する場合に、そのワークを簡単な構成で保持できるようにし、しかも、ワーク表面に傷が付くのを防止するとともに、ワークが用いられる製品の機種変更等に伴ってワークの外形形状の変更なされても、装置を変更しないで対応できるようにすることにある。
【0008】
【課題を解決するための手段】
上記の目的を達成するために、この発明では、全締結部材のうちの一部に締付手段の係合部を係合させて該締付手段により該一部の締結部材を締め付け、この締付時に、残りの少なくとも2つの締結部材を押圧保持手段の押圧保持部により押圧保持し、上記一部の締結部材の締付け後に、上記締付手段の係合部及び押圧保持手段の押圧保持部とワークとを相対移動させて、上記締付手段の係合部を該締付手段による締付けが未だ行われていない締結部材に対応する位置に割り出すとともに、上記押圧保持手段の押圧保持部を、該係合部が対応していない締結部材に対応する位置に割り出すようにした。
【0009】
具体的には、請求項1の発明では、受台に載置された2つのワーク同士を少なくとも3つの締結部材により締結するワークの組付装置を対象とする。
【0010】
そして、上記ワークにセットされた少なくとも3つの締結部材のうちの一部と係合可能な係合部を有し、該係合部を上記一部の締結部材に係合させて該一部の締結部材を締め付ける締付手段と、上記締付手段の少なくとも係合部を、該係合部が締結部材に係合した係合位置と後退位置とに相互に移動させる移動手段と、上記移動手段による上記締付手段の係合部の移動に伴って該移動方向に沿って移動するとともに、該締付手段の係合部が上記係合位置にあるときには、該係合部が係合していない締結部材のうちの少なくとも2つを押圧保持する一方、上記係合部が上記後退位置にあるときには、上記締結部材から離れるように構成された押圧保持部を有する押圧保持手段と、上記締付手段による上記一部の締結部材の締付け後であって、該締付手段の係合部が上記後退位置にあるときに、上記締付手段の係合部及び押圧保持手段の押圧保持部とワークとを相対移動させて、上記締付手段の係合部を該締付手段による締付けが未だ行われていない締結部材に対応する位置に割り出すとともに、上記押圧保持手段の押圧保持部を、該係合部が対応していない締結部材に対応する位置に割り出す割出手段とを備えているものとする。
【0011】
上記の構成により、移動手段により締付手段の係合部が係合位置に移動すると、その係合部の移動に伴って押圧保持手段の押圧保持部が締結部材側に移動して、該係合部が係合していない締結部材のうちの少なくとも2つを押圧保持する。これにより、ワークはこの押圧保持された締結部材を介して保持されていることになり、この状態で締付手段がその係合部と係合した締結部材を締め付けても、その締付力によってワークが動くようなことはなく、締結部材の締付けが確実に行われる。この締付け後において、締付手段の係合部が後退位置にあるときに、割出手段により、締付手段の係合部及び押圧保持手段の押圧保持部とワークとが相対移動して、締付手段の係合部が該締付手段による締付けが未だ行われていない締結部材(未締付けの締結部材全部であってよく、その一部であってもよい)に対応する位置に割り出されるとともに、押圧保持手段の押圧保持部が、該係合部が対応していない締結部材(少なくとも2つの締結部材(既に締め付けられたものであってもよく、未締付けのものであってもよい))に対応する位置に割り出される。そして、再び、締付手段の係合部を移動させて上記未締付けの締結部材に係合させるとともに、押圧保持手段の押圧保持部により、該係合部が対応していない締結部材を押圧保持し、この状態で上記未締付け締結部材の締付けを行う。その後、未締付けの締結部材がある場合には、再び割出手段により係合部及び押圧保持部の位置割出しを行い、全ての締結部材の締付けが完了するまで上記動作を繰り返す。したがって、上記の如く、締付手段の係合部の移動に伴って移動する押圧保持手段の押圧保持部により締結部材を押圧保持することで、ワークを締結部材を介して間接的に保持するようにしたので、クランプ手段によりワークを直接クランプする必要がなく、この結果、ワークの外形形状に関係なく、かつクランプのためのアクチュエータを専用に設けることなく、簡単な構成でワークを確実に保持しながら全ての締結部材を締め付けることができる。しかも、ワーク表面にクランプによる傷が付くようなことはなく、また、ワークが用いられる製品の機種変更等に伴ってワークの外形形状が変わっても、締結部材の位置が変わらない限り、装置を変更しなくて済む。
【0012】
請求項2の発明では、請求項1の発明において、ワークにセットされた締結部材は、4以上の偶数個あって、移動手段による締付手段の移動方向から見て、同一円上に配置され、締付手段の係合部と押圧保持手段の押圧保持部とは、移動手段による締付手段の移動方向から見て、上記締結部材にそれぞれ対応位置するように同一円上に交互に配置され、割出手段は、上記締付手段の係合部及び押圧保持手段の押圧保持部とワークとを相対回動させて、該係合部及び押圧保持部の位置割出しを行うように構成されているものとする。
【0013】
このことにより、全締結部材のうち半数に締付手段の係合部が1つおきに係合するとともに、押圧保持手段の押圧保持部が、該係合部が係合していない残り半数の締結部材を押圧保持し、この状態で上記締付手段により上記半数の締結部材が締め付けられる。その後、割出手段により、上記締付手段の係合部及び押圧保持手段の押圧保持部とワークとが相対移動して、上記締付手段の係合部が該締付手段による締付けが未だ行われていない半数の締結部材に対応する位置に割り出されるとともに、上記押圧保持手段の押圧保持部が、該係合部が対応していない残り半数の締結部材に対応する位置に割り出される。そして、再び、締付手段の係合部が上記未締付けの半数の締結部材に係合し、該半数の締結部材の締め付けが行われ(このとき、押圧保持手段の押圧保持部により残り半数の締結部材が押圧保持される)、これにより全ての締結部材が締め付けられたことになる。したがって、多数の締結部材があっても2回の締付作業で全ての締結部材を締め付けることができるとともに、係合部及び押圧保持部の位置割出しを容易に行うことができて、割出手段の構成が簡単になる。
【0014】
請求項3の発明では、請求項1又は2の発明において、押圧保持手段は、移動手段により締付手段の係合部と共に移動する移動部材と、該移動部材に対して該係合部の移動方向に沿って相対移動可能に構成され、先端部に押圧保持部が形成された押圧ロッドと、上記移動部材と押圧ロッドとの間に設けられ、該押圧ロッドを締結部材側に付勢するスプリングとを有していて、該スプリングの付勢力によって締結部材を押圧保持するように構成されているものとする。
【0015】
このことで、押圧ロッドが移動部材及び締付手段の係合部と共に移動して、係合部が係合位置に達する前に押圧ロッド先端部の押圧保持部が締結部材に当接するように構成しておけば、押圧保持部が締結部材に当接した後で、係合部が係合位置に達するまでの間、押圧ロッドが移動部材に対して相対移動することより、締結部材を確実に押圧保持することができる。すなわち、押圧保持部と締結部材との当接位置は、締結部材が既に締付けられたものであるか未締付けのものであるかによって異なるが、上記相対移動により上記当接位置の変化に容易に対応することができる。また、締結部材の押圧保持力は、スプリングの付勢力によって得ることができ、この付勢力を調整することで、適正な押圧保持力が容易に得られる。
【0016】
請求項4の発明では、請求項2の発明において、2つのワークは、デファレンシャルユニットのリングギヤ及び該リングギヤの中心部に圧入されかつリングギヤの周縁部に締結部材により締結されるギヤケースであり、締付手段の係合部と押圧保持手段の押圧保持部とが並ぶ円の中心部に、移動手段による上記締付手段の係合部の移動方向に沿って移動可能に配設され、受台に載置されたリングギヤの中心部に配置したギヤケースを該リングギヤの中心部に圧入する圧入パンチを備えているものとする。
【0017】
こうすることで、締結部材の締付け前に、圧入パンチにより、受台に載置されたリングギヤの中心部に配置したギヤケースを該リングギヤの中心部に圧入することができる。この結果、締付手段の係合部と押圧保持手段の押圧保持部とが並ぶ円の中心部のスペースを有効に活用しながら、簡単な構成で圧入と締付けとを1つの装置で行うことができる。よって、本組付装置は、デファレンシャルユニットのリングギヤとギヤケースとの組付けに非常に有用なものとなる。
【0018】
請求項5の発明は、請求項1記載のワークの組付装置を用いて、受台に載置された2つのワーク同士を少なくとも3つの締結部材により締結するワークの組付方法の発明である。
【0019】
そして、この発明では、上記受台に載置されたワークに、上記少なくとも3つの締結部材をセットするセット工程と、移動手段により締付手段の係合部を係合位置に移動させて、該係合部を上記少なくとも3つの締結部材のうちの一部に係合させるとともに、押圧保持手段の押圧保持部により、該係合部が係合していない締結部材のうちの少なくとも2つを押圧保持する第1の係合・押圧保持工程と、上記締付手段により上記一部の締結部材を締め付ける第1の締付工程と、上記第1の締付工程後に、上記移動手段により締付手段の係合部を後退位置に移動させる後退工程と、上記後退工程後に、割出手段により、上記締付手段の係合部及び押圧保持手段の押圧保持部とワークとを相対移動させて、上記締付手段の係合部を該締付手段による締付けが未だ行われていない締結部材に対応する位置に割り出すとともに、上記押圧保持手段の押圧保持部を、該係合部が対応していない締結部材に対応する位置に割り出す割出工程と、上記割出工程後に、上記移動手段により締付手段の係合部を係合位置に移動させて、該係合部を上記未締付けの締結部材に係合させるとともに、上記押圧保持手段の押圧保持部により、該係合部が対応していない締結部材を押圧保持する第2の係合・押圧保持工程と、上記締付手段により上記未締付けの締結部材を締め付ける第2の締付工程とを含むものとする。この発明により、請求項1の発明と同様の作用効果を得ることができる。
【0020】
請求項6の発明では、請求項5の発明において、ワークにセットされた締結部材は、4以上の偶数個あって、移動手段による締付手段の移動方向から見て、同一円上に配置され、締付手段の係合部と押圧保持手段の押圧保持部とは、移動手段による締付手段の移動方向から見て、上記締結部材にそれぞれ対応位置するように同一円上に交互に配置され、割出手段は、上記締付手段の係合部及び押圧保持手段の押圧保持部とワークとを相対回動させて、該係合部及び押圧保持部の位置割出しを行うように構成されており、第1の係合・押圧保持工程は、上記全締結部材のうち半数に上記締付手段の係合部を1つおきに係合させるとともに、押圧保持手段の押圧保持部により、該係合部が係合していない残り半数の締結部材を押圧保持する行程であり、割出工程は、上記割出手段により、上記締付手段の係合部及び押圧保持手段の押圧保持部とワークとを相対移動させて、上記締付手段の係合部を該締付手段による締付けが未だ行われていない半数の締結部材に対応する位置に割り出すとともに、上記押圧保持手段の押圧保持部を、該係合部が対応していない残り半数の締結部材に対応する位置に割り出す行程であるものとする。このことにより、請求項2の発明と同様の作用効果が得られる。
【0021】
請求項7の発明では、請求項6の発明において、2つのワークは、デファレンシャルユニットのリングギヤ及び該リングギヤの中心部に圧入されかつリングギヤの周縁部に締結部材により締結されるギヤケースであり、予め、上記ギヤケースをリングギヤの中心部に圧入するための圧入パンチを、締付手段の係合部と押圧保持手段の押圧保持部とが並ぶ円の中心部に、移動手段による上記締付手段の係合部の移動方向に沿って移動可能に設けておき、第1の係合・押圧保持工程の前に、上記圧入パンチにより、受台に載置されたリングギヤの中心部に配置したギヤケースを該リングギヤの中心部に圧入する圧入工程を含むものとする。こうすることで、請求項4の発明と同様の作用効果が得られる。
【0022】
【発明の実施の形態】
以下、本発明の実施形態を図面に基づいて説明する。図1は、本発明の実施形態に係るワークの組付装置を示し、この組付装置は、第1及び第2受台1,2にそれぞれ載置された2つのワーク(この実施形態では、デファレンシャルユニットのリングギヤ91及びギヤケース92)同士を10本のボルト95(締結部材)により締結するものである。尚、図1の左側が装置正面側(装置前側)であって右側が装置背面側(装置後側)であり、作業者は装置前側に立って、後述の如く、上記第1及び第2受台1,2に上記リングギヤ91及びギヤケース92をそれぞれ載置する作業等を行う。
【0023】
上記組付装置は、水平方向に延びる不図示のベースプレートと、このベースプレートの上側において水平方向に延びるように配設され、ベースプレートに対して第1及び第2支持柱15,16により支持された第1基板5と、この第1基板5の上側において水平方向に延びるように配設され、第1基板5に対して第3支持柱17により支持された第2基板6と、この第2基板6よりも上側でかつ装置後側において水平方向に延びるように配設され、上記ベースプレートに対して上記第2支持柱16により支持された第3基板7と、この第3基板7上に上下方向に延びるように固定された第4基板8と、この第4基板8の上端に水平方向に延びるように固定された第5基板9と、この第5基板9及び上記第2基板6の上側において水平方向に延びるように配設され、第5基板9に対して第4支持柱18により支持された第6基板10と、上記第1基板5の下側において水平方向に延びるように配設され、第1基板5に対して第5支持柱19により支持された第7基板11とを備えている。
【0024】
上記第2基板6は、図2にも示すように、該第2基板6の外周部を構成する平面視で略矩形状の外周部材6aと、第2基板6の中心部を構成する平面視で円形状の中心部材6bとからなり、この中心部材6bは、該中心部材6の中心を通って上下方向に延びる中心軸回りに回動可能に構成されている。そして、上記第1受台1は、略円筒状をなしていて、この中心部材6b上に同心状に固定されており、中心部材6bと共に該中心部材6bの中心軸(第1受台1の中心軸)回りに回動することとなる。この第1受台1の中心部には、該第1受台1を上下に貫通する貫通孔1aが形成されている。
【0025】
上記第1受台1の上端部に上記リングギヤ91が載置されるようになっており、この載置された状態では、該第1受台1の上端部の外周面にリングギヤ91が外嵌合されて該第1受台1と略同心状になるようになされている。このリングギヤ91の中心部には、ギヤケース92が圧入される圧入孔91a(図3及び図4参照)が形成されており、この圧入孔91aの径は上記第1受台1の貫通孔1aの径と略同じである。また、第1受台1に載置されたリングギヤ91の上面の周縁部(圧入孔91aの周囲)には、10個のねじ穴91bが平面視で同一円上に略等間隔をあけて形成されている。このねじ穴91bには、リングギヤ91とギヤケース92とを締結するための10本のボルト95がそれぞれ螺合するようになっている。
【0026】
上記第2基板6における中心部材6bの中心部には、上下方向に延びる軸受部材25が固定され、この軸受部材25の中心孔に上記第2受台2が上下方向に摺動可能に嵌装されている。すなわち、この第2受台2は、上記中心部材6bと同心状に上下方向に延びるように設けられており、該第2受台2の上端部が第1受台1の貫通孔1a内に臨むようになされている。この第2受台の下部と上記軸受部材25の下端面との間には圧縮スプリング26が設けられており、第2受台2は、この圧縮スプリング26により下方に付勢されている。但し、第2受台2の上端部に設けた径方向に突出する突出部2a(図4参照)が軸受部材25の上端面に当接して、第2受台の下方移動を阻止している。上記突出部2aが軸受部材25の上端面に当接した状態では、第2受台2の下端面が上記第1基板5上面の上側近傍に位置している。
【0027】
図4に拡大して示すように、上記第2受台2の上端面に、ベアリング挿入治具35を介して上記ギヤケース92が第2受台2と同心状に載置されるようになっている。このベアリング挿入治具35は、上下方向に互いに相対移動可能に構成された第1部材36と第2部材36との上下2部材からなり、下側の第1部材36の下面の中心部には、上記第2受台2の上端面の中心部に上側に突出するように設けた突起部2bが嵌合する凹部36aが形成されているとともに、第1部材36の上面の中心部には、上側の第2部材37の下部の外周部が嵌合する凹陥部36bが形成されている。上記第2部材37の上部は、上記載置されたギヤケース92の下端面の中心部に設けた凹部92aと嵌合するようになっている。そして、この第2部材37の外周部にベアリング38を嵌めておき、第1部材36が第2部材37に対して相対的に上方に移動して、第1部材36の上面が上記ベアリング38を上方に押すことで、該ベアリング38がギヤケース92の下端部の外周面にあるベアリング圧入部92cに圧入されるようになっている。尚、ギヤケース92の上端面にも、上記と同じベアリング挿入治具35が配設され(この上側のベアリング挿入治具35は、下側のものとは上下関係が逆になり、下側に位置する第2部材37の下部が、ギヤケース92の上端面の中心部に設けた凹部92bと嵌合する)、第2部材37が第1部材36に対して相対的に下方に移動して、第1部材36の下面がベアリング38を下方に押すことで、該ベアリング38がギヤケース92の上端部の外周面にあるベアリング圧入部92cに圧入されるようになっている。
【0028】
上記ギヤケース92の上側のベアリング圧入部92cの下側には、上記リングギヤ91の外径と略同じ外径を有する締結部92dが形成され、この締結部92dの周縁部には、上記リングギヤ91の10個のねじ穴91bとそれぞれ対応して、上記10本のボルト95がそれぞれ挿通される10個のボルト挿通孔92eが平面視で同一円上に略等間隔をあけて形成されている。また、上記ギヤケース92の締結部92dの下側には、リングギヤ91の圧入孔91aに圧入されるギヤ圧入部92fが形成され、このギヤ圧入部92fの下側には、外径がギヤ圧入部92fよりも僅かに小さくてリングギヤ91の圧入孔91a及び第1受台1の貫通孔1aと略嵌合する嵌合部92gが形成されている。この嵌合部92gと上記下側のベアリング圧入部92cとの間の部分は、該ベアリング圧入部92cに向かって径が次第に小さくなるようになされている。
【0029】
そして、上記ギヤケース92を上記第2受台2の上端面にベアリング挿入治具35を介して載置するときには、該ギヤケース92のギヤ圧入部92fよりも下側の部分がリングギヤ91の圧入孔91aをその上側から通過しギヤ圧入部92fが圧入孔91aの開口に当接した状態にしてリングギヤ91の中心部に配置しておく。尚、この状態では、下側のベアリング挿入治具35における第2部材37の上部が、ギヤケース92の凹部92aに対してその深さ方向において完全に嵌め込まれてはおらず、後述の圧入パンチ81により上側のベアリング挿入治具35を介してギヤケース92が下方に押圧されて、ギヤ圧入部92fがリングギヤ91の圧入孔91aに圧入されたときに、第2部材37の上部がギヤケース92の凹部92aに完全に嵌め込まることになる。
【0030】
上記第7基板11には、上記第2受台2を押し上げるための受台押上シリンダ41が固定されており、この受台押上シリンダ41における上下方向に延びるシリンダロッド41aの先端が上記第2受台2の下端面の下側近傍に位置している。この受台押上シリンダ41のシリンダロッド41aが伸長作動すると、第2受台2を圧縮スプリング26の付勢力に抗して押し上げるようになっている。そして、第2受台2を押し上げた後においてシリンダロッド41aが収縮作動すると、第2受台2は圧縮スプリング26の付勢力により下方に移動して元の状態に復帰するようになっている。
【0031】
上記第1基板5上における第2受台2の装置後側には、ロック部材43が配設されており、このロック部材43は、ロックシリンダ44における装置前後方向に延びるシリンダロッド44aの伸縮作動によって、第1基板5上面を装置前後方向にスライドするようになっている。すなわち、このロック部材43は、上記第2受台2が受台押上シリンダ41のシリンダロッド41aの伸長作動によって押し上げられたときにその下側位置に移動して第2受台2の下方移動を阻止するものであって、ロックシリンダ44のシリンダロッド44aの伸縮作動によって第2受台2の下側位置とそこから装置後側に退避した退避位置とに相互に移動するようになっている。尚、図示は省略するが、ロック部材43は平面視で略U字状をなしていて、装置前側面から装置後側に延びかつ上下方向に貫通する切欠きを有し、第2受台2の下側位置に移動しても、この切欠き内に上記受台押上シリンダ41のシリンダロッド41の先端部が入り込むことで、該シリンダロッド41と干渉しないようになされている。
【0032】
図2に示すように、上記第2基板6の中心部材6bの周縁部には、外周側に突出する連結部6cが設けられ、この連結部6cが回動シリンダ28における水平方向に延びるシリンダロッド28aの先端部と連結されており、中心部材6bはこのシリンダロッド28aの伸縮作動によって該中心部材6bの中心軸回りに回動するようになっている。そして、上記中心部材6bの周縁部における上記連結部6cと異なる部分にはストッパ部6dが設けられており、このストッパ部6dが、シリンダロッド28aの伸長作動時には、外周部材6aに設けた2つのストッパ部材29の一方(図2の左側のもの)に当接し、収縮作動時には、他方(同図右側のもの)に当接することで、シリンダロッド28aの伸長作動時と収縮作動時との各々において中心部材6bの回動位置の位置決めが行われるようになっている。この中心部材6bの回動角度(2つのストッパ部材29間における中心部材6bの中心軸回りの角度)は、上記リングギヤ91において相隣接する2つのねじ穴91b間における該ねじ穴91bが並ぶ円の中心回りの角度と同じであり、この実施形態では、36°である。
【0033】
また、上記第2基板6は、ワークスライドシリンダ31における装置前後方向に延びるシリンダロッド31aの伸縮作動によって、第3支持柱17と共に第1基板5上面を装置前後方向にスライドするようになっている。すなわち、第2基板6は、リングギヤ91とギヤケース92との組付けが行われる組付位置と、この組付位置に対して装置前側にあり、作業者が上記第1及び第2受台1,2に上記リングギヤ91及びギヤケース92をそれぞれ載置する作業位置とに相互に移動するようになっている。
【0034】
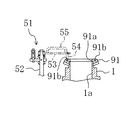
さらに、上記第2基板6の外周部材6aにおける上記第1受台1の側方(装置前側から見て左側方)位置には、図3に示すように、リングギヤ91を第1受台1に載置する際に該リングギヤ91の回転方向の位置決めを行うための位置決め手段51が設けられている。具体的には、この位置決め手段51は、中心軸回りに回動可能でかつ上下方向に移動可能に構成された上下方向に延びる回動軸52を有し、この回動軸52の上端部には、水平方向に延びかつ該回動軸52と共に回動軸52の中心軸回りに回動する支持部材53が設けられている。この支持部材53の先端部には、下端部が上記第1受台1に載置されたリングギヤ91の1つのねじ穴91bに嵌合する位置決めピン54が下方に延びるように設けられている。また、上記支持部材53には、略コ字状に形成された把持部材55が固定されており、作業者がこの把持部材55を把持して支持部材53を回動軸52の中心軸回りに回動したり上下方向に移動したりできるようになっている。そして、リングギヤ91を第1受台1に載置する際に該リングギヤ91をリングギヤ91の中心軸回りに回動させるとともに、作業者が、上記支持部材53を、把持部材55を把持して回動軸52の中心軸回りに約90°回動させかつ下方に移動させることにより、上記位置決めピン54をリングギヤ91のいずれか1つのねじ穴91bに嵌合させる(図3の二点鎖線参照)ことで、リングギヤ91の10個のねじ穴91bと、後述の5つのナットランナ61の係合凹部61a及び5つの押圧ロッド71の押圧保持部71aとがそれぞれ対応位置するようになっている。この位置決め作業の終了後は、支持部材53の先端が装置後側を向くようにしておく。
【0035】
一方、上記ギヤケース92は、上記位置決め手段51により位置決めしたリングギヤ91の中心部に配置する際、作業者が目視で締結部92dの10個のボルト挿通孔92eをリングギヤ91の10個のねじ穴91b上にそれぞれ位置させた状態で、10本のボルト95を各ボルト挿通孔92eにそれぞれ挿通することでセットして、そのうちの2本のボルト95をリングギヤ91のねじ穴91bに少し螺合して仮締めすることで、回転方向の位置決めがなされる。尚、このギヤケース92の10個のボルト挿通孔92eにそれぞれセットされたボルト95も、リングギヤ91のねじ穴91b及びギヤケース92のボルト挿通孔92eと同様に、平面視で(後述のナットランナ61の係合凹部61aの移動方向(上下方向)から見て)、同一円上に略等間隔をあけて配置されることになる。
【0036】
図4及び図5に拡大して示すように、上記第1及び第2受台1,2にそれぞれ載置されたリングギヤ91及びギヤケース92上には、5つのナットランナ61と5つの押圧ロッド71とが上下方向に延びるように配置されている。
【0037】
上記各ナットランナ61は、その先端部(下端部)に、上記ギヤケース92のボルト挿通孔92eにセットされた各ボルト95の頭部とそれぞれ係合可能な断面六角状の係合凹部61aを有していて、この係合凹部61aをボルト95の頭部に係合させて回転させることで該ボルト95を締め付けるようになっている。
【0038】
一方、上記各押圧ロッド71は、その先端部(下端部)に、上記ボルト挿通孔92eにセットされた1つのボルト95の頭部を押圧保持する押圧保持部71aを有している。この押圧保持部71aは、ボルト95の頭部が嵌まる凹部によって構成されている。すなわち、この押圧保持部71aの凹部の側面はテーパ形状に形成されており、押圧ロッド71を、後述の如く、その凹部にボルト95の頭部が嵌められた状態でボルト95側に押し付けると、そのボルト95の頭部が凹部におけるテーパ形状の側面によって下方に押さえられかつ水平方向の移動が規制されてボルト95が保持されるようになっている。
【0039】
上記5つのナットランナ61の係合凹部61a及び5つの押圧ロッドの押圧保持部71aは、平面視で、上記ギヤケース92のボルト挿通孔92eにセットされた10本のボルト95にそれぞれ対応位置するように同一円(ボルト95が並ぶ円と同じ径の円)上に交互に配置されている。したがって、相隣接するナットランナ61の係合凹部61aと押圧ロッド71の押圧保持部71aとの間の該係合凹部61a及び押圧保持部71aが並ぶ円の中心回りの角度は、36°となる。
【0040】
上記各ナットランナ61は、その上下方向略中央部において水平方向に延びる支持板65によって支持されている。この支持板65の装置後側部には、上下方向に延びるガイド部65aが形成されており、このガイド部65aは、上記第4基板8に設けられたガイド部材66にガイドされて上下方向に移動可能に構成されている。上記支持板65のガイド部65a近傍には、装置後側に延びる連結部65bが形成され、この連結部65bが移動シリンダ67における上下方向に延びるシリンダロッド67aの先端部と連結されており、このことで、支持板65は、このシリンダロッド67aの伸縮作動によって、ガイド部65aがガイド部材66にガイドされながら上下方向に移動することになる。
【0041】
そして、上記移動シリンダ67のシリンダロッド67aの伸長作動により支持板65が下方に移動すると、上記各ナットランナ61の係合凹部61a(この実施形態では、ナットランナ61全体)が下方に移動して、係合凹部61aがボルト95の頭部に係合する一方、上記シリンダロッド67aの収縮作動により支持板65が上方に移動すると、各ナットランナ61の係合凹部61a(この実施形態では、ナットランナ61全体)が上方に移動して、係合凹部61aがボルト95の頭部に対して後退して上記係合が解除されるようになっている。すなわち、上記移動シリンダ67及び支持板65は、各ナットランナ61の係合凹部61aを、該係合凹部61aがボルト95の頭部に係合した係合位置と後退位置とに相互に移動させる移動手段を構成することになる。尚、上記第4基板8における上記ガイド部材66の下側位置には、支持板65が当接するストッパ部材68が設けられ、支持板65がこのストッパ部材68に当接したときに、上記係合凹部61aが係合位置に位置することになる。
【0042】
上記5つのナットランナ61の係合凹部61aが上記係合位置にあるときには、10本のボルト95の頭部のうちの一部(10本の全ボルト95のうち1つおきの半数(5本)のボルト95の頭部)と係合することになり、このことで、5つのナットランナ61は、係合凹部61aを上記一部のボルト95の頭部に係合させて該一部のボルト95を締め付ける締付手段を構成することになる。
【0043】
上記各押圧ロッド71の押圧保持部71aは、上記係合凹部61aの移動に伴って該移動方向に沿って(上下方向に)移動するとともに、該係合凹部61aが上記係合位置にあるときには、該係合凹部61aが係合していないボルト95の頭部を押圧保持する一方、上記係合凹部61aが上記後退位置にあるときには、ボルト95の頭部から離れるように構成されている。すなわち、上記支持板65には、上下方向に延びる筒状の移動部材72が固定されており、このことで、この移動部材72は、支持板65を介して上記係合凹部61aと共に上下方向に移動することになる。そして、この移動部材72の中心孔72aに上記押圧ロッド71の上部が嵌装されて、押圧ロッド71は、移動部材72に対して係合凹部61aの移動方向に沿って(上下方向に)相対移動可能に構成されている。また、上記移動部材72の下部と押圧ロッド71の下端面との間には、圧縮スプリング73が設けられており、押圧ロッド71は、この圧縮スプリング73によりボルト95側(下側)に付勢されている。但し、押圧ロッド71の上端面に固定した、移動部材72の中心孔72aよりも大径の移動阻止部材75が移動部材72の上端面に当接して、圧縮スプリング73による押圧ロッド71と移動部材72との相対移動が阻止されている。
【0044】
上記押圧ロッド71は、移動部材72及び係合凹部61aと共に移動して係合凹部61aが係合位置に達する前に押圧保持部71aがボルト95の頭部に当接するように構成されている。これにより、押圧保持部71aがボルト95の頭部に当接した後でかつ係合凹部61aが係合位置に達するまでの間、押圧ロッド71が移動部材72に対して相対的に上方に移動(押圧ロッド71が停止した状態で移動部材72が下方に移動)し、これにより、押圧保持部71aは、圧縮スプリング73の付勢力によってボルト95の頭部を下方に押圧し保持するようになっている。したがって、この実施形態では、上記移動部材72、押圧ロッド71及び圧縮スプリング73が押圧保持手段を構成することになる。
【0045】
上記ナットランナ61の係合凹部61a及び押圧ロッド71の押圧保持部71aが並ぶ円の中心部(つまり、上記第2基板6の中心部材6bの中心軸上)には、上下方向に延びる圧入パンチ81が設けられている。この圧入パンチ81は、その上端部において、上記第6基板10に固定した圧入シリンダ82における上下方向に延びるシリンダロッド82aと連結されていて、このシリンダロッド82aの伸縮作動により、ナットランナ61の係合凹部61aの移動方向に沿って(上下方向に)移動するようになっている。尚、この圧入パンチ81は、上記支持板65を上下に貫通しているだけであり、支持板65とは無関係に移動する。
【0046】
そして、上記圧入シリンダ82のシリンダロッド82aの伸長作動により、圧入パンチ81が、上記リングギヤ91の中心部(圧入孔91a)に配置したギヤケース92を上側のベアリング挿入治具35を介して押圧することで、該ギヤケース92のギヤ圧入部92fをリングギヤ91の圧入孔91aに圧入するようになっている。この圧入は比較的低圧で行うことができ、このとき、上側及び下側のベアリング挿入治具35の第1部材36と第2部材37とは殆ど相対移動せず、よって、第2部材37の外周部に嵌められたベアリング38はギヤケース92側に移動することはない。尚、上記圧入後は、ギヤケース92の締結部92dの下面がリングギヤ91の上面に当接する。
【0047】
また、上記圧入パンチ81及び圧入シリンダ82は、上側及び下側のベアリング挿入治具35の第2部材37の外周部に嵌められたベアリング38を、ギヤケース92の上下両端部のベアリング圧入部92cにそれぞれ圧入する役割をも有している。すなわち、上記圧入シリンダ82のシリンダロッド82aを、上記ギヤケース92とリングギヤ91との圧入時よりも高圧(4〜5倍程度大きい)で伸長作動させて圧入パンチ81を下降させることで、上側及び下側のベアリング挿入治具35の第1部材36と第2部材37とを相対移動させて、各第2部材37の外周部に嵌められたベアリング38をギヤケース92側にそれぞれ移動させることによりギヤケース92の各ベアリング圧入部92cに圧入するようになっている。
【0048】
上記ベアリング38の圧入は、10本のボルト95を締め付けた後に行うようになっており、このとき、第2受台2が受台押上シリンダ41のシリンダロッド41aの伸長作動によって押し上げられるため、リングギヤ91はギヤケース92と共に上昇して第1受台1の上端部から浮き上がるとともに、ロックシリンダ44のシリンダロッド44aの伸長作動により、ロック部材43が第2受台2の下側位置にスライド移動するため、上側のベアリング挿入治具35が圧入パンチ81により押圧されても、第2受台2は下降することなく、その押圧力を受け止めて、このことで、両ベアリング挿入治具35の第2部材37の外周部に嵌められたベアリング38が、各ベアリング圧入部92cにそれぞれ圧入されることになる。
【0049】
次に、上記組付装置を用いて、上記デファレンシャルユニットのリングギヤ91とギヤケース92とを組み付ける方法を説明する。
【0050】
先ず、作業者が不図示のスイッチを操作することにより、ワークスライドシリンダ31のシリンダロッド31aを伸長作動させて第2基板6を作業位置にスライドさせる。この第2基板6の作業位置への移動により、第1及び第2受台1,2が第2基板6と共に装置前側に移動する。
【0051】
そして、作業者が上記第1受台1の上端部にリングギヤ91を載置するとともに、上記位置決め手段51の支持部材53を、把持部材55を把持して回動軸52の中心軸回りに約90°回動させかつ下方に移動させて位置決めピン54をリングギヤ91の1つのねじ穴91bに嵌合させる。このとき、作業者がリングギヤ91を該リングギヤ91の中心軸回りに回動させながら、位置決めピン54をいずれか1つのねじ穴91bに嵌合させるようにする。これにより、リングギヤ91の回転方向の位置決めがなされる。
【0052】
続いて、作業者が上記支持部材53を上方に移動させて上記位置決めピン54をねじ穴91bから外し、しかる後、支持部材53を回動軸52の中心軸回りに上記位置決め時とは逆方向に約90°回動させる。
【0053】
その後、作業者が、第2受台2の上端面に、予めベアリング38をセットしたベアリング挿入治具35を介して、ギヤケース92を載置する。このとき、ギヤケース92のギヤ圧入部92fよりも下側の部分がリングギヤ91の圧入孔91aをその上側から通過しギヤ圧入部92fが圧入孔91aの開口に当接した状態にしてリングギヤ91の中心部に配置する。そして、ギヤケース92をその中心軸回りに回動させて、該ギヤケース92の締結部92dにおける10個のボルト挿通孔92eを上記リングギヤ91のねじ穴91b上にそれぞれ対応位置させて、10本のボルト95を各ボルト挿通孔92eにそれぞれ挿通することでセットし、そのうちの2本のボルト95を仮締めする。これにより、ギヤケース92の回転方向の位置決めがなされ、ワークスライドシリンダ31のシリンダロッド31aの収縮作動により第2基板6が組付位置に移動したときには、上記セットされた10本のボルト95と、5つのナットランナ61の係合凹部61a及び5つの押圧ロッド71の押圧保持部71aとがそれぞれ対応位置することになる。
【0054】
次いで、作業者が上記ギヤケース92の上端部にベアリング挿入治具35をセットして、不図示の起動スイッチをONすると、不図示のコントローラが、図6及び図7のフローチャートに従って自動運転を行う。
【0055】
すなわち、最初のステップS1では、ワークスライドシリンダ31のシリンダロッド31aを収縮作動させて、第2基板6を組付位置にスライド移動させ、次のステップS2では、移動シリンダ67のシリンダロッド67aを伸長作動させて、支持板65と共に5つのナットランナ61(フローチャートでは、N/Rと略す)を下降させる。つまり、各ナットランナ61の係合凹部61aを係合位置に移動させる。尚、この段階では、各ナットランナ61の係合凹部61aをボルト95の頭部に係合させるだけであり、ボルト95の締付けは行わない。
【0056】
次のステップS3では、圧入シリンダ82のシリンダロッド82aを低圧で伸長作動させて、圧入パンチ81を下降させ、この圧入パンチ81より、上側のベアリング挿入治具35を介してギヤケース92を押圧して、該ギヤケース92のギヤ圧入部92fをリングギヤ91の圧入孔91aに圧入する。
【0057】
次のステップS4では、上記圧入パンチ81の下降位置を検出することによりギヤケース92が圧入端に到達したことを確認し、次のステップS5では、圧入シリンダ82のシリンダロッド82aを、伸長作動時よりも高速で収縮作動させて、圧入パンチ81を上昇させる。
【0058】
次のステップS6では、5つのナットランナ61を作動させて、係合凹部61aと係合している5本のボルト95を同時に締め付け、次のステップS7では、締付力の判定を行って、この判定がNGであるとき(締付トルクが所定トルクよりも低いとき)には、ステップS8に進んで、警告を示す赤ランプを点灯させるとともに、警報ブザーを鳴らし、しかる後に終了する。一方、上記ステップS7の判定がOKであるとき(締付トルクが上記所定トルク以上であるとき)には、ステップS9に進んで、移動シリンダ67のシリンダロッド67aを収縮作動させて、5つのナットランナ61を上昇させる。つまり、ナットランナ61の係合凹部61aを後退位置に移動させる。
【0059】
上記ステップS9の後のステップS10では、締付回数(5本のボルト95を同時に締め付けた回数)が2回であるか否かを判定し、この判定がNOであるときには、ステップS11に進んで、回動シリンダ28のシリンダロッド28aを伸長又は収縮作動させて、第2基板6の中心部材6bを該中心部材6bの中心軸回りに36°回動させ、中心部材6bのストッパ部6dを、現在まで当接していたストッパ部材29とは異なるもう一つのストッパ部材29に当接させる。すなわち、ナットランナ61の係合凹部61a及び押圧ロッド71の押圧保持部71aと、リングギヤ91及びギヤケース92とを相対回動させて、上記係合凹部61aをナットランナ61による締付けが未だ行われていないボルト95に対応する位置に割り出すとともに、上記押圧保持部71aを、該係合凹部61aが対応していないボルト95に対応する位置に割り出す。したがって、回動シリンダ28、第2基板6の中心部材6b及びストッパ部材29は、上記係合凹部61a及び押圧保持部71aの位置割出しを行う割出手段を構成することになる。
【0060】
上記ステップS11の後のステップS12では、再び、移動シリンダ67のシリンダロッド67aを伸長作動させて、5つのナットランナ61を下降させ(係合凹部61aを係合位置に移動させ)、しかる後に上記ステップS6に戻る。
【0061】
一方、上記ステップS10の判定がYESであるときには、ステップS13に進んで、受台押上シリンダ41のシリンダロッド41aを伸長作動させて、第2受台2を圧縮スプリング26の付勢力に抗して押し上げ、これにより、互いに締結したリングギヤ91及びギヤケース92を上昇させて該リングギヤ91を第1受台1の上端部から浮き上がらせ、しかる後にステップS14に進む。
【0062】
上記ステップS14では、ロックシリンダ44のシリンダロッド44aを伸長作動させて、ロック部材43を第2受台2の下側位置にスライド移動させ、これにより、第2受台2の下方移動を阻止する。
【0063】
次のステップS15では、圧入シリンダ82のシリンダロッド82aを高圧で伸長作動させて、圧入パンチ81を下降させ、これにより、上側及び下側のベアリング挿入治具35の第2部材37の外周部に嵌められたベアリング38を、ギヤケース92の各ベアリング圧入部92cにそれぞれ圧入する。
【0064】
次のステップS16では、圧入パンチ81の下降位置を検出することによりベアリング38が圧入端に到達したことを確認し、次のステップS17では、圧入力の判定を行って、この判定がNGであるとき(圧入力が所定値よりも低いとき)には、ステップS18に進んで、警告を示す赤ランプを点灯させるとともに、警報ブザーを鳴らし、しかる後に終了する。一方、上記ステップS17の判定がOKであるとき(圧入力が上記所定値以上であるとき)には、ステップS19に進んで、圧入パンチ81を下降端(圧入端)で3秒間保持し、しかる後にステップS20に進む。
【0065】
上記ステップS20では、圧入シリンダ82のシリンダロッド82aの収縮作動により圧入パンチ81を、下降時よりも高速で上昇させ、次のステップS21では、ロックシリンダ44のシリンダロッド44aの収縮作動によりロック部材43を退避位置にスライド移動させ、次のステップS22では、受台押上シリンダ41のシリンダロッド41aの収縮作動により第2受台2を下降させ、しかる後に終了する。
【0066】
上記コントローラによる自動運転により、ワークスライドシリンダ31のシリンダロッド31aの収縮作動によって第2基板6が組付位置にスライド移動すると、移動シリンダ67のシリンダロッド67aの伸長作動によって5つのナットランナ61が下降し、やがて各ナットランナ61の係合凹部61aが係合位置に達してボルト95の頭部と係合する。このとき、上記セットされた10本のボルト95のうち1つおきの5本のボルト95の頭部と係合する(図8参照)。
【0067】
また、上記支持板65及びナットランナ61の係合凹部61aの下降に伴って移動部材72及び押圧ロッド71が下降し、上記係合凹部61aが係合位置に達する前に押圧ロッド71の押圧保持部71aが、残りの5本のボルト95の頭部に当接する。この状態からさらに支持板65が下降すると、押圧ロッド71が移動部材72に対して相対的に上方に移動し、これにより、押圧保持部71aは、圧縮スプリング73の付勢力によってボルト95の頭部を下方に押圧し保持する(図8参照)。そして、係合凹部61aが係合位置に達したときには、押圧保持部71aにより、該係合凹部61aが係合していないボルト95全てが確実に押圧保持されることになる。
【0068】
続いて、圧入シリンダ82のシリンダロッド82aの伸長作動により圧入パンチ81が下降し、この圧入パンチ81により上側のベアリング挿入治具35を介してギヤケース92が押圧されて、ギヤケース92のギヤ圧入部92fがリングギヤ91の圧入孔91aに圧入される。この圧入により、ギヤケース92の締結部92dの下面がリングギヤ91の上面に当接する。このときの圧入力(押圧力)は比較的小さく、上側及び下側のベアリング挿入治具35の第1部材36と第2部材37とは殆ど相対移動せず、また、リングギヤ91と第1受台1との間に大きな力が作用してリングギヤ91又は第1受台1が破壊するようなことはない。
【0069】
上記圧入完了後に圧入パンチ81が上昇し、その後、5つのナットランナ61の作動により、係合凹部61aと係合している5本のボルト95を同時に締め付ける。このとき、係合凹部61aと係合していない残り半数(5本)のボルト95が押圧ロッド71の押圧保持部71aにより押圧保持されているので、リングギヤ91及びギヤケース92がナットランナ61のボルト締付力によって動くことはなく、ボルト95の締付けが確実に行われる。
【0070】
上記のようにして1回目のボルト締付けが終了すると、移動シリンダ67のシリンダロッド67aの収縮作動により支持板65を介して5つのナットランナ61が上昇する。つまり、ナットランナ61の係合凹部61aが後退位置に移動する。このとき、支持板65及び係合凹部61aの上昇に伴って移動部材72及び押圧ロッド71が上昇して、押圧ロッド71の押圧保持部71aがボルト95の頭部から離れる。
【0071】
続いて、回動シリンダ28のシリンダロッド28aの伸長又は収縮作動(前回にリングギヤ91とギヤケース92とを組付けたときに例えば伸長作動したのであれば、今回の組付時はその反対の収縮作動をする)により、第2基板6の中心部材6bが該中心部材6bの中心軸(つまりリングギヤ91及びギヤケース92の中心軸)回りに36°回動する。この回動により、ナットランナ61の係合凹部61a及び押圧ロッド71の押圧保持部71aと、リングギヤ91及びギヤケース92とが相対回動して、係合凹部61aは1回目の締付け時に押圧保持部71aにより押圧保持されていた5本のボルト95(ナットランナ61による締付けが未だ行われていないボルト95)に対応位置し、押圧保持部71aは1回目の締付け時にナットランナ61により係合凹部61aと係合した状態で締め付けられた5本のボルト95に対応位置する。
【0072】
次いで、移動シリンダ67のシリンダロッド67aの伸長作動により支持板65を介して5つのナットランナ61が下降し、その係合凹部61aが1回目の締付け時に押圧保持部71aにより押圧保持されていた5本のボルト95とそれぞれ係合し、押圧保持部71aが1回目の締付け時にナットランナ61により締め付けられた5本のボルト95を押圧保持する。尚、1回目の締付け時と2回目の締付け時とでは、押圧保持部71aが押圧保持するボルト95の頭部の高さ位置が変化する(2回目の締付け時には、押圧保持部71aが押圧保持するボルト95は既に締め付けられて高さ位置が1回目の締付け時よりも低くなっている)が、押圧ロッド71が移動部材72に対して相対移動する構成により、ボルト95はその高さ位置に関係なく確実に押圧保持される。
【0073】
そして、ナットランナ61の作動により2回目のボルト締付けが行われ、こうして全てのボルト95が締め付けられる。
【0074】
上記2回目のボルト締付けが終了してナットランナ61が上昇すると、受台押上シリンダ41のシリンダロッド41aの伸長作動により、第2受台2が圧縮スプリング26の付勢力に抗して押し上げられる。これにより、互いに締結されたリングギヤ91及びギヤケース92が上昇してリングギヤ91が第1受台1の上端部から浮き上がった状態となる(図9参照)。
【0075】
続いて、ロックシリンダ44のシリンダロッド44aの伸長作動によりロック部材43が第2受台2の下側位置にスライド移動し(図9参照)、これにより、第2受台2はロック部材43の上面に当接して下方移動できなくなる。
【0076】
次いで、圧入シリンダ82のシリンダロッド82aの伸長作動により圧入パンチ81が下降し、この圧入パンチ81の先端面(下端面)が上側のベアリング挿入治具35の第1部材36の上面に当接して(図9参照)、該第1部材36が第2部材37に対して相対的に下方に押圧される。また、下側のベアリング挿入治具35の第1部材36が第2受台2から反力を受けて、該第1部材36が第2部材37に対して相対的に上方に押圧される。この結果、上側及び下側のベアリング挿入治具35の第1部材36により、第2部材37の外周部にそれぞれ嵌められたベアリング38がギヤケース92側に押されて、ギヤケース92の各ベアリング圧入部92cにそれぞれ圧入される。
【0077】
上記ベアリング38の圧入後、圧入パンチ81が上昇し、ロック部材43が退避位置にスライド移動し、第2受台2が圧縮スプリング26の付勢力により下降して、元の状態に復帰し、こうしてリングギヤ91とギヤケース92との組付けが終了する。
【0078】
したがって、上記実施形態では、ギヤケース92のボルト挿通孔92eにセットされた全ボルト95のうちの一部(1つおきの半数(5本)のボルト95)に、ナットランナ61の係合凹部61aを係合させてその5本のボルト95を締め付け、この締付時に、残り半数(5本)のボルト95を押圧ロッド71の押圧保持部71aにより押圧保持するとともに、上記5本のボルト95の締付け後には、上記係合凹部61a及び押圧保持部71aとリングギヤ91及びギヤケース92
との相対回動により、係合凹部61aを、押圧保持部71aにより押圧保持していた未締付けの5本のボルト95に対応位置させ、かつ押圧保持部71aを、該係合凹部61aが対応していない(既に締め付けられた)5本のボルト95に対応位置させ、その後、上記既締付けの5本のボルト95を押圧保持しながら未締付けの5本のボルト95を締め付けるようにしたので、ボルト95の締付け時には、締付けを行っていないボルト95が押圧保持部71aにより押圧保持されることで、リングギヤ91及びギヤケース92が該ボルト95を介して間接的に保持され、これにより、クランプ手段によりリングギヤ91及びギヤケース92の外形部分を直接クランプしなくても済む。また、押圧保持部71aは、ナットランナ61の係合凹部61a移動に伴って移動するので、リングギヤ91及びギヤケース92の外形部分をクランプするときのように専用のアクチュエータを必要としない。この結果、簡単な構成でリングギヤ91及びギヤケース92を確実に保持しながら全てのボルト95を締め付けることができる。また、リングギヤ91及びギヤケース92の表面にクランプによる傷が付くようなことはなく、しかも、自動車の車種変更等に伴ってリングギヤ91及びギヤケース92の外形形状が変わっても、ボルト95の位置が変わらない限り、装置を変更しなくて済む。
【0079】
尚、上記実施形態では、10本のボルト95のうちの半数(5本)を同時に締め付け、この締付け時に残り半数(5本)のボルト95を押圧保持するようにしたが、係合凹部61aが係合していないボルト95のうちの少なくとも2つを押圧保持するようにすれば、リングギヤ91及びギヤケース92を確実に保持することができる。また、同時に締め付けるボルト95は5本に限らず、例えば2本であってもよい。この場合、ボルト95が並ぶ円の中心に対して互いに対称な位置にある2本のボルト95を同時に締付ける工程を5回行うようにすればよく、第2基板6の中心部材6bを、2本のボルト95を締付ける毎に、同じ方向に36°ずつ4回回動するように構成すればよい。さらに、1本ずつ締め付けるようにすることもできる。したがって、ボルト95の総数は3本以上であれば本発明を適用することができる。但し、上記実施形態のようにナットランナ61の係合凹部61a及び押圧ロッド71の押圧保持部71aを平面視で同一円上に交互に配置して、全ボルト95のうちの半数を同時に締め付け、この締付け時に残り半数のボルト95を押圧保持する場合には、ボルト95の総数は4以上の偶数個あればよい。
【0080】
また、上記実施形態では、10本のボルト95が、ギヤケース92のボルト挿通孔92eにセットされたときに平面視で同一円上に配置されるが、係合凹部61a及び押圧保持部71aの位置割出しが行えるのであれば、ボルト95が一直線上に配置される場合や、複数列に配置される場合等にも、本発明を適用することができる。
【0081】
さらに、ボルト95以外の他の締結部材、例えばナット等を締め付ける場合にも本発明を適用することができるとともに、デファレンシャルユニットのリングギヤ91及びギヤケース92以外にも、締結部材により締結される2つのワークはどのようなものであってもよい。
【0082】
【発明の効果】
以上説明したように、本発明によると、全締結部材のうちの一部に締付手段の係合部を係合させて該締付手段により該一部の締結部材を締め付け、この締付時に、残りの少なくとも2つの締結部材を押圧保持手段の押圧保持部より押圧保持し、上記一部の締結部材の締付け後に、上記締付手段の係合部及び押圧保持手段の押圧保持部とワークとを相対移動させて、上記締付手段の係合部を該締付手段による締付けが未だ行われていない締結部材に対応する位置に割り出すとともに、上記押圧保持手段の押圧保持部を、該係合部が対応していない締結部材に対応する位置に割り出すようにしたことにより、ワークの外形部分をクランプするクランプ手段を用いずに、簡単な構成でワークを確実に保持しながら全ての締結部材を締め付けることができる。
【図面の簡単な説明】
【図1】本発明の実施形態に係るワークの組付装置を側方から見た部分断面図である。
【図2】第2基板の構成を示す平面図である。
【図3】位置決め手段の構成を示す正面図である。
【図4】第1受台近傍の拡大図である。
【図5】図4のV方向矢示図である。
【図6】コントローラの動作の前半部を示すフローチャートである。
【図7】コントローラの動作の後半部を示すフローチャートである。
【図8】ナットランナの係合凹部が係合位置にあるときの状態を示す図1相当図である。
【図9】ベアリングの圧入を行っている状態を示す図1相当図である。
【符号の説明】
1 第1受け台
2 第2受け台
6 第2基板
6b 中心部材(割出手段)
28 回動シリンダ(割出手段)
29 ストッパ部材(割出手段)
61 ナットランナ(締付手段)
61a 係合凹部
65 支持板(移動手段)
67 移動シリンダ(移動手段)
71 押圧ロッド(押圧保持手段)
71a 押圧保持部
72 移動部材(押圧保持手段)
73 圧縮スプリング(押圧保持手段)
81 圧入パンチ
82 圧入シリンダ
91 リングギヤ(ワーク)
92 ギヤケース(ワーク)
95 ボルト(締結部材)
【発明の属する技術分野】
本発明は、受台に載置された2つのワーク同士をボルト等の締結部材により締結するワークの組付装置及び組付方法に関する技術分野に属する。
【0002】
【従来の技術】
従来より、この種のワークの組付装置はよく知られており、例えば特許文献1では、エンジンとマウントブラケットとをボルトにより締結する組付装置(ボルト締付装置)が開示されている。このものは、複数のボルトをそれぞれ締め付ける複数のナットランナを備えている。この各ナットランナの先端部は、各ボルトにそれぞれ係合するようになっていて、該係合した係合位置と後退位置とに相互に移動可能に構成されている。そして、各ナットランナの先端部を各ボルトにそれぞれ対応するように位置させ、この状態でその先端部をボルト側に移動させて各ボルトにそれぞれ係合させて該ボルトを締め付けるようにしている。
【0003】
【特許文献1】
特開平7−328875号公報
【0004】
【発明が解決しようとする課題】
ところで、上記のようにナットランナによりボルトを締め付ける場合には、通常、ナットランナのボルト締付力によってワークが動かないように保持しておく必要がある。
【0005】
そこで、上記特許文献1にも示されているように、上記ボルト締付装置の基体には、ナットランナにより各ボルトを締め付ける際に、上記マウントブラケットをクランプして位置決めし、ボルト締付装置とマウントブラケットとを結合するクランプ手段が設けられている。
【0006】
しかしながら、上記のようなクランプ手段によるワークのクランプは、通常、ワークの外形部分で行われるようになっており、このため、ワークの外形形状によってはクランプ手段の構成が複雑になるとともに、クランプのための専用のアクチュエータが必要になる。また、ワーク表面にクランプによる傷が付くという問題もある。さらに、ワークの外形形状は、該ワークが用いられる製品の機種変更に伴って多少の変更がなされることが多いが、このような外形形状の変更がなされると、クランプ手段等の装置構成を変更しなければならなくなる可能性が高くなる。
【0007】
本発明は斯かる点に鑑みてなされたものであり、その目的とするところは、上記のように2つのワーク同士を締結部材により締結する場合に、そのワークを簡単な構成で保持できるようにし、しかも、ワーク表面に傷が付くのを防止するとともに、ワークが用いられる製品の機種変更等に伴ってワークの外形形状の変更なされても、装置を変更しないで対応できるようにすることにある。
【0008】
【課題を解決するための手段】
上記の目的を達成するために、この発明では、全締結部材のうちの一部に締付手段の係合部を係合させて該締付手段により該一部の締結部材を締め付け、この締付時に、残りの少なくとも2つの締結部材を押圧保持手段の押圧保持部により押圧保持し、上記一部の締結部材の締付け後に、上記締付手段の係合部及び押圧保持手段の押圧保持部とワークとを相対移動させて、上記締付手段の係合部を該締付手段による締付けが未だ行われていない締結部材に対応する位置に割り出すとともに、上記押圧保持手段の押圧保持部を、該係合部が対応していない締結部材に対応する位置に割り出すようにした。
【0009】
具体的には、請求項1の発明では、受台に載置された2つのワーク同士を少なくとも3つの締結部材により締結するワークの組付装置を対象とする。
【0010】
そして、上記ワークにセットされた少なくとも3つの締結部材のうちの一部と係合可能な係合部を有し、該係合部を上記一部の締結部材に係合させて該一部の締結部材を締め付ける締付手段と、上記締付手段の少なくとも係合部を、該係合部が締結部材に係合した係合位置と後退位置とに相互に移動させる移動手段と、上記移動手段による上記締付手段の係合部の移動に伴って該移動方向に沿って移動するとともに、該締付手段の係合部が上記係合位置にあるときには、該係合部が係合していない締結部材のうちの少なくとも2つを押圧保持する一方、上記係合部が上記後退位置にあるときには、上記締結部材から離れるように構成された押圧保持部を有する押圧保持手段と、上記締付手段による上記一部の締結部材の締付け後であって、該締付手段の係合部が上記後退位置にあるときに、上記締付手段の係合部及び押圧保持手段の押圧保持部とワークとを相対移動させて、上記締付手段の係合部を該締付手段による締付けが未だ行われていない締結部材に対応する位置に割り出すとともに、上記押圧保持手段の押圧保持部を、該係合部が対応していない締結部材に対応する位置に割り出す割出手段とを備えているものとする。
【0011】
上記の構成により、移動手段により締付手段の係合部が係合位置に移動すると、その係合部の移動に伴って押圧保持手段の押圧保持部が締結部材側に移動して、該係合部が係合していない締結部材のうちの少なくとも2つを押圧保持する。これにより、ワークはこの押圧保持された締結部材を介して保持されていることになり、この状態で締付手段がその係合部と係合した締結部材を締め付けても、その締付力によってワークが動くようなことはなく、締結部材の締付けが確実に行われる。この締付け後において、締付手段の係合部が後退位置にあるときに、割出手段により、締付手段の係合部及び押圧保持手段の押圧保持部とワークとが相対移動して、締付手段の係合部が該締付手段による締付けが未だ行われていない締結部材(未締付けの締結部材全部であってよく、その一部であってもよい)に対応する位置に割り出されるとともに、押圧保持手段の押圧保持部が、該係合部が対応していない締結部材(少なくとも2つの締結部材(既に締め付けられたものであってもよく、未締付けのものであってもよい))に対応する位置に割り出される。そして、再び、締付手段の係合部を移動させて上記未締付けの締結部材に係合させるとともに、押圧保持手段の押圧保持部により、該係合部が対応していない締結部材を押圧保持し、この状態で上記未締付け締結部材の締付けを行う。その後、未締付けの締結部材がある場合には、再び割出手段により係合部及び押圧保持部の位置割出しを行い、全ての締結部材の締付けが完了するまで上記動作を繰り返す。したがって、上記の如く、締付手段の係合部の移動に伴って移動する押圧保持手段の押圧保持部により締結部材を押圧保持することで、ワークを締結部材を介して間接的に保持するようにしたので、クランプ手段によりワークを直接クランプする必要がなく、この結果、ワークの外形形状に関係なく、かつクランプのためのアクチュエータを専用に設けることなく、簡単な構成でワークを確実に保持しながら全ての締結部材を締め付けることができる。しかも、ワーク表面にクランプによる傷が付くようなことはなく、また、ワークが用いられる製品の機種変更等に伴ってワークの外形形状が変わっても、締結部材の位置が変わらない限り、装置を変更しなくて済む。
【0012】
請求項2の発明では、請求項1の発明において、ワークにセットされた締結部材は、4以上の偶数個あって、移動手段による締付手段の移動方向から見て、同一円上に配置され、締付手段の係合部と押圧保持手段の押圧保持部とは、移動手段による締付手段の移動方向から見て、上記締結部材にそれぞれ対応位置するように同一円上に交互に配置され、割出手段は、上記締付手段の係合部及び押圧保持手段の押圧保持部とワークとを相対回動させて、該係合部及び押圧保持部の位置割出しを行うように構成されているものとする。
【0013】
このことにより、全締結部材のうち半数に締付手段の係合部が1つおきに係合するとともに、押圧保持手段の押圧保持部が、該係合部が係合していない残り半数の締結部材を押圧保持し、この状態で上記締付手段により上記半数の締結部材が締め付けられる。その後、割出手段により、上記締付手段の係合部及び押圧保持手段の押圧保持部とワークとが相対移動して、上記締付手段の係合部が該締付手段による締付けが未だ行われていない半数の締結部材に対応する位置に割り出されるとともに、上記押圧保持手段の押圧保持部が、該係合部が対応していない残り半数の締結部材に対応する位置に割り出される。そして、再び、締付手段の係合部が上記未締付けの半数の締結部材に係合し、該半数の締結部材の締め付けが行われ(このとき、押圧保持手段の押圧保持部により残り半数の締結部材が押圧保持される)、これにより全ての締結部材が締め付けられたことになる。したがって、多数の締結部材があっても2回の締付作業で全ての締結部材を締め付けることができるとともに、係合部及び押圧保持部の位置割出しを容易に行うことができて、割出手段の構成が簡単になる。
【0014】
請求項3の発明では、請求項1又は2の発明において、押圧保持手段は、移動手段により締付手段の係合部と共に移動する移動部材と、該移動部材に対して該係合部の移動方向に沿って相対移動可能に構成され、先端部に押圧保持部が形成された押圧ロッドと、上記移動部材と押圧ロッドとの間に設けられ、該押圧ロッドを締結部材側に付勢するスプリングとを有していて、該スプリングの付勢力によって締結部材を押圧保持するように構成されているものとする。
【0015】
このことで、押圧ロッドが移動部材及び締付手段の係合部と共に移動して、係合部が係合位置に達する前に押圧ロッド先端部の押圧保持部が締結部材に当接するように構成しておけば、押圧保持部が締結部材に当接した後で、係合部が係合位置に達するまでの間、押圧ロッドが移動部材に対して相対移動することより、締結部材を確実に押圧保持することができる。すなわち、押圧保持部と締結部材との当接位置は、締結部材が既に締付けられたものであるか未締付けのものであるかによって異なるが、上記相対移動により上記当接位置の変化に容易に対応することができる。また、締結部材の押圧保持力は、スプリングの付勢力によって得ることができ、この付勢力を調整することで、適正な押圧保持力が容易に得られる。
【0016】
請求項4の発明では、請求項2の発明において、2つのワークは、デファレンシャルユニットのリングギヤ及び該リングギヤの中心部に圧入されかつリングギヤの周縁部に締結部材により締結されるギヤケースであり、締付手段の係合部と押圧保持手段の押圧保持部とが並ぶ円の中心部に、移動手段による上記締付手段の係合部の移動方向に沿って移動可能に配設され、受台に載置されたリングギヤの中心部に配置したギヤケースを該リングギヤの中心部に圧入する圧入パンチを備えているものとする。
【0017】
こうすることで、締結部材の締付け前に、圧入パンチにより、受台に載置されたリングギヤの中心部に配置したギヤケースを該リングギヤの中心部に圧入することができる。この結果、締付手段の係合部と押圧保持手段の押圧保持部とが並ぶ円の中心部のスペースを有効に活用しながら、簡単な構成で圧入と締付けとを1つの装置で行うことができる。よって、本組付装置は、デファレンシャルユニットのリングギヤとギヤケースとの組付けに非常に有用なものとなる。
【0018】
請求項5の発明は、請求項1記載のワークの組付装置を用いて、受台に載置された2つのワーク同士を少なくとも3つの締結部材により締結するワークの組付方法の発明である。
【0019】
そして、この発明では、上記受台に載置されたワークに、上記少なくとも3つの締結部材をセットするセット工程と、移動手段により締付手段の係合部を係合位置に移動させて、該係合部を上記少なくとも3つの締結部材のうちの一部に係合させるとともに、押圧保持手段の押圧保持部により、該係合部が係合していない締結部材のうちの少なくとも2つを押圧保持する第1の係合・押圧保持工程と、上記締付手段により上記一部の締結部材を締め付ける第1の締付工程と、上記第1の締付工程後に、上記移動手段により締付手段の係合部を後退位置に移動させる後退工程と、上記後退工程後に、割出手段により、上記締付手段の係合部及び押圧保持手段の押圧保持部とワークとを相対移動させて、上記締付手段の係合部を該締付手段による締付けが未だ行われていない締結部材に対応する位置に割り出すとともに、上記押圧保持手段の押圧保持部を、該係合部が対応していない締結部材に対応する位置に割り出す割出工程と、上記割出工程後に、上記移動手段により締付手段の係合部を係合位置に移動させて、該係合部を上記未締付けの締結部材に係合させるとともに、上記押圧保持手段の押圧保持部により、該係合部が対応していない締結部材を押圧保持する第2の係合・押圧保持工程と、上記締付手段により上記未締付けの締結部材を締め付ける第2の締付工程とを含むものとする。この発明により、請求項1の発明と同様の作用効果を得ることができる。
【0020】
請求項6の発明では、請求項5の発明において、ワークにセットされた締結部材は、4以上の偶数個あって、移動手段による締付手段の移動方向から見て、同一円上に配置され、締付手段の係合部と押圧保持手段の押圧保持部とは、移動手段による締付手段の移動方向から見て、上記締結部材にそれぞれ対応位置するように同一円上に交互に配置され、割出手段は、上記締付手段の係合部及び押圧保持手段の押圧保持部とワークとを相対回動させて、該係合部及び押圧保持部の位置割出しを行うように構成されており、第1の係合・押圧保持工程は、上記全締結部材のうち半数に上記締付手段の係合部を1つおきに係合させるとともに、押圧保持手段の押圧保持部により、該係合部が係合していない残り半数の締結部材を押圧保持する行程であり、割出工程は、上記割出手段により、上記締付手段の係合部及び押圧保持手段の押圧保持部とワークとを相対移動させて、上記締付手段の係合部を該締付手段による締付けが未だ行われていない半数の締結部材に対応する位置に割り出すとともに、上記押圧保持手段の押圧保持部を、該係合部が対応していない残り半数の締結部材に対応する位置に割り出す行程であるものとする。このことにより、請求項2の発明と同様の作用効果が得られる。
【0021】
請求項7の発明では、請求項6の発明において、2つのワークは、デファレンシャルユニットのリングギヤ及び該リングギヤの中心部に圧入されかつリングギヤの周縁部に締結部材により締結されるギヤケースであり、予め、上記ギヤケースをリングギヤの中心部に圧入するための圧入パンチを、締付手段の係合部と押圧保持手段の押圧保持部とが並ぶ円の中心部に、移動手段による上記締付手段の係合部の移動方向に沿って移動可能に設けておき、第1の係合・押圧保持工程の前に、上記圧入パンチにより、受台に載置されたリングギヤの中心部に配置したギヤケースを該リングギヤの中心部に圧入する圧入工程を含むものとする。こうすることで、請求項4の発明と同様の作用効果が得られる。
【0022】
【発明の実施の形態】
以下、本発明の実施形態を図面に基づいて説明する。図1は、本発明の実施形態に係るワークの組付装置を示し、この組付装置は、第1及び第2受台1,2にそれぞれ載置された2つのワーク(この実施形態では、デファレンシャルユニットのリングギヤ91及びギヤケース92)同士を10本のボルト95(締結部材)により締結するものである。尚、図1の左側が装置正面側(装置前側)であって右側が装置背面側(装置後側)であり、作業者は装置前側に立って、後述の如く、上記第1及び第2受台1,2に上記リングギヤ91及びギヤケース92をそれぞれ載置する作業等を行う。
【0023】
上記組付装置は、水平方向に延びる不図示のベースプレートと、このベースプレートの上側において水平方向に延びるように配設され、ベースプレートに対して第1及び第2支持柱15,16により支持された第1基板5と、この第1基板5の上側において水平方向に延びるように配設され、第1基板5に対して第3支持柱17により支持された第2基板6と、この第2基板6よりも上側でかつ装置後側において水平方向に延びるように配設され、上記ベースプレートに対して上記第2支持柱16により支持された第3基板7と、この第3基板7上に上下方向に延びるように固定された第4基板8と、この第4基板8の上端に水平方向に延びるように固定された第5基板9と、この第5基板9及び上記第2基板6の上側において水平方向に延びるように配設され、第5基板9に対して第4支持柱18により支持された第6基板10と、上記第1基板5の下側において水平方向に延びるように配設され、第1基板5に対して第5支持柱19により支持された第7基板11とを備えている。
【0024】
上記第2基板6は、図2にも示すように、該第2基板6の外周部を構成する平面視で略矩形状の外周部材6aと、第2基板6の中心部を構成する平面視で円形状の中心部材6bとからなり、この中心部材6bは、該中心部材6の中心を通って上下方向に延びる中心軸回りに回動可能に構成されている。そして、上記第1受台1は、略円筒状をなしていて、この中心部材6b上に同心状に固定されており、中心部材6bと共に該中心部材6bの中心軸(第1受台1の中心軸)回りに回動することとなる。この第1受台1の中心部には、該第1受台1を上下に貫通する貫通孔1aが形成されている。
【0025】
上記第1受台1の上端部に上記リングギヤ91が載置されるようになっており、この載置された状態では、該第1受台1の上端部の外周面にリングギヤ91が外嵌合されて該第1受台1と略同心状になるようになされている。このリングギヤ91の中心部には、ギヤケース92が圧入される圧入孔91a(図3及び図4参照)が形成されており、この圧入孔91aの径は上記第1受台1の貫通孔1aの径と略同じである。また、第1受台1に載置されたリングギヤ91の上面の周縁部(圧入孔91aの周囲)には、10個のねじ穴91bが平面視で同一円上に略等間隔をあけて形成されている。このねじ穴91bには、リングギヤ91とギヤケース92とを締結するための10本のボルト95がそれぞれ螺合するようになっている。
【0026】
上記第2基板6における中心部材6bの中心部には、上下方向に延びる軸受部材25が固定され、この軸受部材25の中心孔に上記第2受台2が上下方向に摺動可能に嵌装されている。すなわち、この第2受台2は、上記中心部材6bと同心状に上下方向に延びるように設けられており、該第2受台2の上端部が第1受台1の貫通孔1a内に臨むようになされている。この第2受台の下部と上記軸受部材25の下端面との間には圧縮スプリング26が設けられており、第2受台2は、この圧縮スプリング26により下方に付勢されている。但し、第2受台2の上端部に設けた径方向に突出する突出部2a(図4参照)が軸受部材25の上端面に当接して、第2受台の下方移動を阻止している。上記突出部2aが軸受部材25の上端面に当接した状態では、第2受台2の下端面が上記第1基板5上面の上側近傍に位置している。
【0027】
図4に拡大して示すように、上記第2受台2の上端面に、ベアリング挿入治具35を介して上記ギヤケース92が第2受台2と同心状に載置されるようになっている。このベアリング挿入治具35は、上下方向に互いに相対移動可能に構成された第1部材36と第2部材36との上下2部材からなり、下側の第1部材36の下面の中心部には、上記第2受台2の上端面の中心部に上側に突出するように設けた突起部2bが嵌合する凹部36aが形成されているとともに、第1部材36の上面の中心部には、上側の第2部材37の下部の外周部が嵌合する凹陥部36bが形成されている。上記第2部材37の上部は、上記載置されたギヤケース92の下端面の中心部に設けた凹部92aと嵌合するようになっている。そして、この第2部材37の外周部にベアリング38を嵌めておき、第1部材36が第2部材37に対して相対的に上方に移動して、第1部材36の上面が上記ベアリング38を上方に押すことで、該ベアリング38がギヤケース92の下端部の外周面にあるベアリング圧入部92cに圧入されるようになっている。尚、ギヤケース92の上端面にも、上記と同じベアリング挿入治具35が配設され(この上側のベアリング挿入治具35は、下側のものとは上下関係が逆になり、下側に位置する第2部材37の下部が、ギヤケース92の上端面の中心部に設けた凹部92bと嵌合する)、第2部材37が第1部材36に対して相対的に下方に移動して、第1部材36の下面がベアリング38を下方に押すことで、該ベアリング38がギヤケース92の上端部の外周面にあるベアリング圧入部92cに圧入されるようになっている。
【0028】
上記ギヤケース92の上側のベアリング圧入部92cの下側には、上記リングギヤ91の外径と略同じ外径を有する締結部92dが形成され、この締結部92dの周縁部には、上記リングギヤ91の10個のねじ穴91bとそれぞれ対応して、上記10本のボルト95がそれぞれ挿通される10個のボルト挿通孔92eが平面視で同一円上に略等間隔をあけて形成されている。また、上記ギヤケース92の締結部92dの下側には、リングギヤ91の圧入孔91aに圧入されるギヤ圧入部92fが形成され、このギヤ圧入部92fの下側には、外径がギヤ圧入部92fよりも僅かに小さくてリングギヤ91の圧入孔91a及び第1受台1の貫通孔1aと略嵌合する嵌合部92gが形成されている。この嵌合部92gと上記下側のベアリング圧入部92cとの間の部分は、該ベアリング圧入部92cに向かって径が次第に小さくなるようになされている。
【0029】
そして、上記ギヤケース92を上記第2受台2の上端面にベアリング挿入治具35を介して載置するときには、該ギヤケース92のギヤ圧入部92fよりも下側の部分がリングギヤ91の圧入孔91aをその上側から通過しギヤ圧入部92fが圧入孔91aの開口に当接した状態にしてリングギヤ91の中心部に配置しておく。尚、この状態では、下側のベアリング挿入治具35における第2部材37の上部が、ギヤケース92の凹部92aに対してその深さ方向において完全に嵌め込まれてはおらず、後述の圧入パンチ81により上側のベアリング挿入治具35を介してギヤケース92が下方に押圧されて、ギヤ圧入部92fがリングギヤ91の圧入孔91aに圧入されたときに、第2部材37の上部がギヤケース92の凹部92aに完全に嵌め込まることになる。
【0030】
上記第7基板11には、上記第2受台2を押し上げるための受台押上シリンダ41が固定されており、この受台押上シリンダ41における上下方向に延びるシリンダロッド41aの先端が上記第2受台2の下端面の下側近傍に位置している。この受台押上シリンダ41のシリンダロッド41aが伸長作動すると、第2受台2を圧縮スプリング26の付勢力に抗して押し上げるようになっている。そして、第2受台2を押し上げた後においてシリンダロッド41aが収縮作動すると、第2受台2は圧縮スプリング26の付勢力により下方に移動して元の状態に復帰するようになっている。
【0031】
上記第1基板5上における第2受台2の装置後側には、ロック部材43が配設されており、このロック部材43は、ロックシリンダ44における装置前後方向に延びるシリンダロッド44aの伸縮作動によって、第1基板5上面を装置前後方向にスライドするようになっている。すなわち、このロック部材43は、上記第2受台2が受台押上シリンダ41のシリンダロッド41aの伸長作動によって押し上げられたときにその下側位置に移動して第2受台2の下方移動を阻止するものであって、ロックシリンダ44のシリンダロッド44aの伸縮作動によって第2受台2の下側位置とそこから装置後側に退避した退避位置とに相互に移動するようになっている。尚、図示は省略するが、ロック部材43は平面視で略U字状をなしていて、装置前側面から装置後側に延びかつ上下方向に貫通する切欠きを有し、第2受台2の下側位置に移動しても、この切欠き内に上記受台押上シリンダ41のシリンダロッド41の先端部が入り込むことで、該シリンダロッド41と干渉しないようになされている。
【0032】
図2に示すように、上記第2基板6の中心部材6bの周縁部には、外周側に突出する連結部6cが設けられ、この連結部6cが回動シリンダ28における水平方向に延びるシリンダロッド28aの先端部と連結されており、中心部材6bはこのシリンダロッド28aの伸縮作動によって該中心部材6bの中心軸回りに回動するようになっている。そして、上記中心部材6bの周縁部における上記連結部6cと異なる部分にはストッパ部6dが設けられており、このストッパ部6dが、シリンダロッド28aの伸長作動時には、外周部材6aに設けた2つのストッパ部材29の一方(図2の左側のもの)に当接し、収縮作動時には、他方(同図右側のもの)に当接することで、シリンダロッド28aの伸長作動時と収縮作動時との各々において中心部材6bの回動位置の位置決めが行われるようになっている。この中心部材6bの回動角度(2つのストッパ部材29間における中心部材6bの中心軸回りの角度)は、上記リングギヤ91において相隣接する2つのねじ穴91b間における該ねじ穴91bが並ぶ円の中心回りの角度と同じであり、この実施形態では、36°である。
【0033】
また、上記第2基板6は、ワークスライドシリンダ31における装置前後方向に延びるシリンダロッド31aの伸縮作動によって、第3支持柱17と共に第1基板5上面を装置前後方向にスライドするようになっている。すなわち、第2基板6は、リングギヤ91とギヤケース92との組付けが行われる組付位置と、この組付位置に対して装置前側にあり、作業者が上記第1及び第2受台1,2に上記リングギヤ91及びギヤケース92をそれぞれ載置する作業位置とに相互に移動するようになっている。
【0034】
さらに、上記第2基板6の外周部材6aにおける上記第1受台1の側方(装置前側から見て左側方)位置には、図3に示すように、リングギヤ91を第1受台1に載置する際に該リングギヤ91の回転方向の位置決めを行うための位置決め手段51が設けられている。具体的には、この位置決め手段51は、中心軸回りに回動可能でかつ上下方向に移動可能に構成された上下方向に延びる回動軸52を有し、この回動軸52の上端部には、水平方向に延びかつ該回動軸52と共に回動軸52の中心軸回りに回動する支持部材53が設けられている。この支持部材53の先端部には、下端部が上記第1受台1に載置されたリングギヤ91の1つのねじ穴91bに嵌合する位置決めピン54が下方に延びるように設けられている。また、上記支持部材53には、略コ字状に形成された把持部材55が固定されており、作業者がこの把持部材55を把持して支持部材53を回動軸52の中心軸回りに回動したり上下方向に移動したりできるようになっている。そして、リングギヤ91を第1受台1に載置する際に該リングギヤ91をリングギヤ91の中心軸回りに回動させるとともに、作業者が、上記支持部材53を、把持部材55を把持して回動軸52の中心軸回りに約90°回動させかつ下方に移動させることにより、上記位置決めピン54をリングギヤ91のいずれか1つのねじ穴91bに嵌合させる(図3の二点鎖線参照)ことで、リングギヤ91の10個のねじ穴91bと、後述の5つのナットランナ61の係合凹部61a及び5つの押圧ロッド71の押圧保持部71aとがそれぞれ対応位置するようになっている。この位置決め作業の終了後は、支持部材53の先端が装置後側を向くようにしておく。
【0035】
一方、上記ギヤケース92は、上記位置決め手段51により位置決めしたリングギヤ91の中心部に配置する際、作業者が目視で締結部92dの10個のボルト挿通孔92eをリングギヤ91の10個のねじ穴91b上にそれぞれ位置させた状態で、10本のボルト95を各ボルト挿通孔92eにそれぞれ挿通することでセットして、そのうちの2本のボルト95をリングギヤ91のねじ穴91bに少し螺合して仮締めすることで、回転方向の位置決めがなされる。尚、このギヤケース92の10個のボルト挿通孔92eにそれぞれセットされたボルト95も、リングギヤ91のねじ穴91b及びギヤケース92のボルト挿通孔92eと同様に、平面視で(後述のナットランナ61の係合凹部61aの移動方向(上下方向)から見て)、同一円上に略等間隔をあけて配置されることになる。
【0036】
図4及び図5に拡大して示すように、上記第1及び第2受台1,2にそれぞれ載置されたリングギヤ91及びギヤケース92上には、5つのナットランナ61と5つの押圧ロッド71とが上下方向に延びるように配置されている。
【0037】
上記各ナットランナ61は、その先端部(下端部)に、上記ギヤケース92のボルト挿通孔92eにセットされた各ボルト95の頭部とそれぞれ係合可能な断面六角状の係合凹部61aを有していて、この係合凹部61aをボルト95の頭部に係合させて回転させることで該ボルト95を締め付けるようになっている。
【0038】
一方、上記各押圧ロッド71は、その先端部(下端部)に、上記ボルト挿通孔92eにセットされた1つのボルト95の頭部を押圧保持する押圧保持部71aを有している。この押圧保持部71aは、ボルト95の頭部が嵌まる凹部によって構成されている。すなわち、この押圧保持部71aの凹部の側面はテーパ形状に形成されており、押圧ロッド71を、後述の如く、その凹部にボルト95の頭部が嵌められた状態でボルト95側に押し付けると、そのボルト95の頭部が凹部におけるテーパ形状の側面によって下方に押さえられかつ水平方向の移動が規制されてボルト95が保持されるようになっている。
【0039】
上記5つのナットランナ61の係合凹部61a及び5つの押圧ロッドの押圧保持部71aは、平面視で、上記ギヤケース92のボルト挿通孔92eにセットされた10本のボルト95にそれぞれ対応位置するように同一円(ボルト95が並ぶ円と同じ径の円)上に交互に配置されている。したがって、相隣接するナットランナ61の係合凹部61aと押圧ロッド71の押圧保持部71aとの間の該係合凹部61a及び押圧保持部71aが並ぶ円の中心回りの角度は、36°となる。
【0040】
上記各ナットランナ61は、その上下方向略中央部において水平方向に延びる支持板65によって支持されている。この支持板65の装置後側部には、上下方向に延びるガイド部65aが形成されており、このガイド部65aは、上記第4基板8に設けられたガイド部材66にガイドされて上下方向に移動可能に構成されている。上記支持板65のガイド部65a近傍には、装置後側に延びる連結部65bが形成され、この連結部65bが移動シリンダ67における上下方向に延びるシリンダロッド67aの先端部と連結されており、このことで、支持板65は、このシリンダロッド67aの伸縮作動によって、ガイド部65aがガイド部材66にガイドされながら上下方向に移動することになる。
【0041】
そして、上記移動シリンダ67のシリンダロッド67aの伸長作動により支持板65が下方に移動すると、上記各ナットランナ61の係合凹部61a(この実施形態では、ナットランナ61全体)が下方に移動して、係合凹部61aがボルト95の頭部に係合する一方、上記シリンダロッド67aの収縮作動により支持板65が上方に移動すると、各ナットランナ61の係合凹部61a(この実施形態では、ナットランナ61全体)が上方に移動して、係合凹部61aがボルト95の頭部に対して後退して上記係合が解除されるようになっている。すなわち、上記移動シリンダ67及び支持板65は、各ナットランナ61の係合凹部61aを、該係合凹部61aがボルト95の頭部に係合した係合位置と後退位置とに相互に移動させる移動手段を構成することになる。尚、上記第4基板8における上記ガイド部材66の下側位置には、支持板65が当接するストッパ部材68が設けられ、支持板65がこのストッパ部材68に当接したときに、上記係合凹部61aが係合位置に位置することになる。
【0042】
上記5つのナットランナ61の係合凹部61aが上記係合位置にあるときには、10本のボルト95の頭部のうちの一部(10本の全ボルト95のうち1つおきの半数(5本)のボルト95の頭部)と係合することになり、このことで、5つのナットランナ61は、係合凹部61aを上記一部のボルト95の頭部に係合させて該一部のボルト95を締め付ける締付手段を構成することになる。
【0043】
上記各押圧ロッド71の押圧保持部71aは、上記係合凹部61aの移動に伴って該移動方向に沿って(上下方向に)移動するとともに、該係合凹部61aが上記係合位置にあるときには、該係合凹部61aが係合していないボルト95の頭部を押圧保持する一方、上記係合凹部61aが上記後退位置にあるときには、ボルト95の頭部から離れるように構成されている。すなわち、上記支持板65には、上下方向に延びる筒状の移動部材72が固定されており、このことで、この移動部材72は、支持板65を介して上記係合凹部61aと共に上下方向に移動することになる。そして、この移動部材72の中心孔72aに上記押圧ロッド71の上部が嵌装されて、押圧ロッド71は、移動部材72に対して係合凹部61aの移動方向に沿って(上下方向に)相対移動可能に構成されている。また、上記移動部材72の下部と押圧ロッド71の下端面との間には、圧縮スプリング73が設けられており、押圧ロッド71は、この圧縮スプリング73によりボルト95側(下側)に付勢されている。但し、押圧ロッド71の上端面に固定した、移動部材72の中心孔72aよりも大径の移動阻止部材75が移動部材72の上端面に当接して、圧縮スプリング73による押圧ロッド71と移動部材72との相対移動が阻止されている。
【0044】
上記押圧ロッド71は、移動部材72及び係合凹部61aと共に移動して係合凹部61aが係合位置に達する前に押圧保持部71aがボルト95の頭部に当接するように構成されている。これにより、押圧保持部71aがボルト95の頭部に当接した後でかつ係合凹部61aが係合位置に達するまでの間、押圧ロッド71が移動部材72に対して相対的に上方に移動(押圧ロッド71が停止した状態で移動部材72が下方に移動)し、これにより、押圧保持部71aは、圧縮スプリング73の付勢力によってボルト95の頭部を下方に押圧し保持するようになっている。したがって、この実施形態では、上記移動部材72、押圧ロッド71及び圧縮スプリング73が押圧保持手段を構成することになる。
【0045】
上記ナットランナ61の係合凹部61a及び押圧ロッド71の押圧保持部71aが並ぶ円の中心部(つまり、上記第2基板6の中心部材6bの中心軸上)には、上下方向に延びる圧入パンチ81が設けられている。この圧入パンチ81は、その上端部において、上記第6基板10に固定した圧入シリンダ82における上下方向に延びるシリンダロッド82aと連結されていて、このシリンダロッド82aの伸縮作動により、ナットランナ61の係合凹部61aの移動方向に沿って(上下方向に)移動するようになっている。尚、この圧入パンチ81は、上記支持板65を上下に貫通しているだけであり、支持板65とは無関係に移動する。
【0046】
そして、上記圧入シリンダ82のシリンダロッド82aの伸長作動により、圧入パンチ81が、上記リングギヤ91の中心部(圧入孔91a)に配置したギヤケース92を上側のベアリング挿入治具35を介して押圧することで、該ギヤケース92のギヤ圧入部92fをリングギヤ91の圧入孔91aに圧入するようになっている。この圧入は比較的低圧で行うことができ、このとき、上側及び下側のベアリング挿入治具35の第1部材36と第2部材37とは殆ど相対移動せず、よって、第2部材37の外周部に嵌められたベアリング38はギヤケース92側に移動することはない。尚、上記圧入後は、ギヤケース92の締結部92dの下面がリングギヤ91の上面に当接する。
【0047】
また、上記圧入パンチ81及び圧入シリンダ82は、上側及び下側のベアリング挿入治具35の第2部材37の外周部に嵌められたベアリング38を、ギヤケース92の上下両端部のベアリング圧入部92cにそれぞれ圧入する役割をも有している。すなわち、上記圧入シリンダ82のシリンダロッド82aを、上記ギヤケース92とリングギヤ91との圧入時よりも高圧(4〜5倍程度大きい)で伸長作動させて圧入パンチ81を下降させることで、上側及び下側のベアリング挿入治具35の第1部材36と第2部材37とを相対移動させて、各第2部材37の外周部に嵌められたベアリング38をギヤケース92側にそれぞれ移動させることによりギヤケース92の各ベアリング圧入部92cに圧入するようになっている。
【0048】
上記ベアリング38の圧入は、10本のボルト95を締め付けた後に行うようになっており、このとき、第2受台2が受台押上シリンダ41のシリンダロッド41aの伸長作動によって押し上げられるため、リングギヤ91はギヤケース92と共に上昇して第1受台1の上端部から浮き上がるとともに、ロックシリンダ44のシリンダロッド44aの伸長作動により、ロック部材43が第2受台2の下側位置にスライド移動するため、上側のベアリング挿入治具35が圧入パンチ81により押圧されても、第2受台2は下降することなく、その押圧力を受け止めて、このことで、両ベアリング挿入治具35の第2部材37の外周部に嵌められたベアリング38が、各ベアリング圧入部92cにそれぞれ圧入されることになる。
【0049】
次に、上記組付装置を用いて、上記デファレンシャルユニットのリングギヤ91とギヤケース92とを組み付ける方法を説明する。
【0050】
先ず、作業者が不図示のスイッチを操作することにより、ワークスライドシリンダ31のシリンダロッド31aを伸長作動させて第2基板6を作業位置にスライドさせる。この第2基板6の作業位置への移動により、第1及び第2受台1,2が第2基板6と共に装置前側に移動する。
【0051】
そして、作業者が上記第1受台1の上端部にリングギヤ91を載置するとともに、上記位置決め手段51の支持部材53を、把持部材55を把持して回動軸52の中心軸回りに約90°回動させかつ下方に移動させて位置決めピン54をリングギヤ91の1つのねじ穴91bに嵌合させる。このとき、作業者がリングギヤ91を該リングギヤ91の中心軸回りに回動させながら、位置決めピン54をいずれか1つのねじ穴91bに嵌合させるようにする。これにより、リングギヤ91の回転方向の位置決めがなされる。
【0052】
続いて、作業者が上記支持部材53を上方に移動させて上記位置決めピン54をねじ穴91bから外し、しかる後、支持部材53を回動軸52の中心軸回りに上記位置決め時とは逆方向に約90°回動させる。
【0053】
その後、作業者が、第2受台2の上端面に、予めベアリング38をセットしたベアリング挿入治具35を介して、ギヤケース92を載置する。このとき、ギヤケース92のギヤ圧入部92fよりも下側の部分がリングギヤ91の圧入孔91aをその上側から通過しギヤ圧入部92fが圧入孔91aの開口に当接した状態にしてリングギヤ91の中心部に配置する。そして、ギヤケース92をその中心軸回りに回動させて、該ギヤケース92の締結部92dにおける10個のボルト挿通孔92eを上記リングギヤ91のねじ穴91b上にそれぞれ対応位置させて、10本のボルト95を各ボルト挿通孔92eにそれぞれ挿通することでセットし、そのうちの2本のボルト95を仮締めする。これにより、ギヤケース92の回転方向の位置決めがなされ、ワークスライドシリンダ31のシリンダロッド31aの収縮作動により第2基板6が組付位置に移動したときには、上記セットされた10本のボルト95と、5つのナットランナ61の係合凹部61a及び5つの押圧ロッド71の押圧保持部71aとがそれぞれ対応位置することになる。
【0054】
次いで、作業者が上記ギヤケース92の上端部にベアリング挿入治具35をセットして、不図示の起動スイッチをONすると、不図示のコントローラが、図6及び図7のフローチャートに従って自動運転を行う。
【0055】
すなわち、最初のステップS1では、ワークスライドシリンダ31のシリンダロッド31aを収縮作動させて、第2基板6を組付位置にスライド移動させ、次のステップS2では、移動シリンダ67のシリンダロッド67aを伸長作動させて、支持板65と共に5つのナットランナ61(フローチャートでは、N/Rと略す)を下降させる。つまり、各ナットランナ61の係合凹部61aを係合位置に移動させる。尚、この段階では、各ナットランナ61の係合凹部61aをボルト95の頭部に係合させるだけであり、ボルト95の締付けは行わない。
【0056】
次のステップS3では、圧入シリンダ82のシリンダロッド82aを低圧で伸長作動させて、圧入パンチ81を下降させ、この圧入パンチ81より、上側のベアリング挿入治具35を介してギヤケース92を押圧して、該ギヤケース92のギヤ圧入部92fをリングギヤ91の圧入孔91aに圧入する。
【0057】
次のステップS4では、上記圧入パンチ81の下降位置を検出することによりギヤケース92が圧入端に到達したことを確認し、次のステップS5では、圧入シリンダ82のシリンダロッド82aを、伸長作動時よりも高速で収縮作動させて、圧入パンチ81を上昇させる。
【0058】
次のステップS6では、5つのナットランナ61を作動させて、係合凹部61aと係合している5本のボルト95を同時に締め付け、次のステップS7では、締付力の判定を行って、この判定がNGであるとき(締付トルクが所定トルクよりも低いとき)には、ステップS8に進んで、警告を示す赤ランプを点灯させるとともに、警報ブザーを鳴らし、しかる後に終了する。一方、上記ステップS7の判定がOKであるとき(締付トルクが上記所定トルク以上であるとき)には、ステップS9に進んで、移動シリンダ67のシリンダロッド67aを収縮作動させて、5つのナットランナ61を上昇させる。つまり、ナットランナ61の係合凹部61aを後退位置に移動させる。
【0059】
上記ステップS9の後のステップS10では、締付回数(5本のボルト95を同時に締め付けた回数)が2回であるか否かを判定し、この判定がNOであるときには、ステップS11に進んで、回動シリンダ28のシリンダロッド28aを伸長又は収縮作動させて、第2基板6の中心部材6bを該中心部材6bの中心軸回りに36°回動させ、中心部材6bのストッパ部6dを、現在まで当接していたストッパ部材29とは異なるもう一つのストッパ部材29に当接させる。すなわち、ナットランナ61の係合凹部61a及び押圧ロッド71の押圧保持部71aと、リングギヤ91及びギヤケース92とを相対回動させて、上記係合凹部61aをナットランナ61による締付けが未だ行われていないボルト95に対応する位置に割り出すとともに、上記押圧保持部71aを、該係合凹部61aが対応していないボルト95に対応する位置に割り出す。したがって、回動シリンダ28、第2基板6の中心部材6b及びストッパ部材29は、上記係合凹部61a及び押圧保持部71aの位置割出しを行う割出手段を構成することになる。
【0060】
上記ステップS11の後のステップS12では、再び、移動シリンダ67のシリンダロッド67aを伸長作動させて、5つのナットランナ61を下降させ(係合凹部61aを係合位置に移動させ)、しかる後に上記ステップS6に戻る。
【0061】
一方、上記ステップS10の判定がYESであるときには、ステップS13に進んで、受台押上シリンダ41のシリンダロッド41aを伸長作動させて、第2受台2を圧縮スプリング26の付勢力に抗して押し上げ、これにより、互いに締結したリングギヤ91及びギヤケース92を上昇させて該リングギヤ91を第1受台1の上端部から浮き上がらせ、しかる後にステップS14に進む。
【0062】
上記ステップS14では、ロックシリンダ44のシリンダロッド44aを伸長作動させて、ロック部材43を第2受台2の下側位置にスライド移動させ、これにより、第2受台2の下方移動を阻止する。
【0063】
次のステップS15では、圧入シリンダ82のシリンダロッド82aを高圧で伸長作動させて、圧入パンチ81を下降させ、これにより、上側及び下側のベアリング挿入治具35の第2部材37の外周部に嵌められたベアリング38を、ギヤケース92の各ベアリング圧入部92cにそれぞれ圧入する。
【0064】
次のステップS16では、圧入パンチ81の下降位置を検出することによりベアリング38が圧入端に到達したことを確認し、次のステップS17では、圧入力の判定を行って、この判定がNGであるとき(圧入力が所定値よりも低いとき)には、ステップS18に進んで、警告を示す赤ランプを点灯させるとともに、警報ブザーを鳴らし、しかる後に終了する。一方、上記ステップS17の判定がOKであるとき(圧入力が上記所定値以上であるとき)には、ステップS19に進んで、圧入パンチ81を下降端(圧入端)で3秒間保持し、しかる後にステップS20に進む。
【0065】
上記ステップS20では、圧入シリンダ82のシリンダロッド82aの収縮作動により圧入パンチ81を、下降時よりも高速で上昇させ、次のステップS21では、ロックシリンダ44のシリンダロッド44aの収縮作動によりロック部材43を退避位置にスライド移動させ、次のステップS22では、受台押上シリンダ41のシリンダロッド41aの収縮作動により第2受台2を下降させ、しかる後に終了する。
【0066】
上記コントローラによる自動運転により、ワークスライドシリンダ31のシリンダロッド31aの収縮作動によって第2基板6が組付位置にスライド移動すると、移動シリンダ67のシリンダロッド67aの伸長作動によって5つのナットランナ61が下降し、やがて各ナットランナ61の係合凹部61aが係合位置に達してボルト95の頭部と係合する。このとき、上記セットされた10本のボルト95のうち1つおきの5本のボルト95の頭部と係合する(図8参照)。
【0067】
また、上記支持板65及びナットランナ61の係合凹部61aの下降に伴って移動部材72及び押圧ロッド71が下降し、上記係合凹部61aが係合位置に達する前に押圧ロッド71の押圧保持部71aが、残りの5本のボルト95の頭部に当接する。この状態からさらに支持板65が下降すると、押圧ロッド71が移動部材72に対して相対的に上方に移動し、これにより、押圧保持部71aは、圧縮スプリング73の付勢力によってボルト95の頭部を下方に押圧し保持する(図8参照)。そして、係合凹部61aが係合位置に達したときには、押圧保持部71aにより、該係合凹部61aが係合していないボルト95全てが確実に押圧保持されることになる。
【0068】
続いて、圧入シリンダ82のシリンダロッド82aの伸長作動により圧入パンチ81が下降し、この圧入パンチ81により上側のベアリング挿入治具35を介してギヤケース92が押圧されて、ギヤケース92のギヤ圧入部92fがリングギヤ91の圧入孔91aに圧入される。この圧入により、ギヤケース92の締結部92dの下面がリングギヤ91の上面に当接する。このときの圧入力(押圧力)は比較的小さく、上側及び下側のベアリング挿入治具35の第1部材36と第2部材37とは殆ど相対移動せず、また、リングギヤ91と第1受台1との間に大きな力が作用してリングギヤ91又は第1受台1が破壊するようなことはない。
【0069】
上記圧入完了後に圧入パンチ81が上昇し、その後、5つのナットランナ61の作動により、係合凹部61aと係合している5本のボルト95を同時に締め付ける。このとき、係合凹部61aと係合していない残り半数(5本)のボルト95が押圧ロッド71の押圧保持部71aにより押圧保持されているので、リングギヤ91及びギヤケース92がナットランナ61のボルト締付力によって動くことはなく、ボルト95の締付けが確実に行われる。
【0070】
上記のようにして1回目のボルト締付けが終了すると、移動シリンダ67のシリンダロッド67aの収縮作動により支持板65を介して5つのナットランナ61が上昇する。つまり、ナットランナ61の係合凹部61aが後退位置に移動する。このとき、支持板65及び係合凹部61aの上昇に伴って移動部材72及び押圧ロッド71が上昇して、押圧ロッド71の押圧保持部71aがボルト95の頭部から離れる。
【0071】
続いて、回動シリンダ28のシリンダロッド28aの伸長又は収縮作動(前回にリングギヤ91とギヤケース92とを組付けたときに例えば伸長作動したのであれば、今回の組付時はその反対の収縮作動をする)により、第2基板6の中心部材6bが該中心部材6bの中心軸(つまりリングギヤ91及びギヤケース92の中心軸)回りに36°回動する。この回動により、ナットランナ61の係合凹部61a及び押圧ロッド71の押圧保持部71aと、リングギヤ91及びギヤケース92とが相対回動して、係合凹部61aは1回目の締付け時に押圧保持部71aにより押圧保持されていた5本のボルト95(ナットランナ61による締付けが未だ行われていないボルト95)に対応位置し、押圧保持部71aは1回目の締付け時にナットランナ61により係合凹部61aと係合した状態で締め付けられた5本のボルト95に対応位置する。
【0072】
次いで、移動シリンダ67のシリンダロッド67aの伸長作動により支持板65を介して5つのナットランナ61が下降し、その係合凹部61aが1回目の締付け時に押圧保持部71aにより押圧保持されていた5本のボルト95とそれぞれ係合し、押圧保持部71aが1回目の締付け時にナットランナ61により締め付けられた5本のボルト95を押圧保持する。尚、1回目の締付け時と2回目の締付け時とでは、押圧保持部71aが押圧保持するボルト95の頭部の高さ位置が変化する(2回目の締付け時には、押圧保持部71aが押圧保持するボルト95は既に締め付けられて高さ位置が1回目の締付け時よりも低くなっている)が、押圧ロッド71が移動部材72に対して相対移動する構成により、ボルト95はその高さ位置に関係なく確実に押圧保持される。
【0073】
そして、ナットランナ61の作動により2回目のボルト締付けが行われ、こうして全てのボルト95が締め付けられる。
【0074】
上記2回目のボルト締付けが終了してナットランナ61が上昇すると、受台押上シリンダ41のシリンダロッド41aの伸長作動により、第2受台2が圧縮スプリング26の付勢力に抗して押し上げられる。これにより、互いに締結されたリングギヤ91及びギヤケース92が上昇してリングギヤ91が第1受台1の上端部から浮き上がった状態となる(図9参照)。
【0075】
続いて、ロックシリンダ44のシリンダロッド44aの伸長作動によりロック部材43が第2受台2の下側位置にスライド移動し(図9参照)、これにより、第2受台2はロック部材43の上面に当接して下方移動できなくなる。
【0076】
次いで、圧入シリンダ82のシリンダロッド82aの伸長作動により圧入パンチ81が下降し、この圧入パンチ81の先端面(下端面)が上側のベアリング挿入治具35の第1部材36の上面に当接して(図9参照)、該第1部材36が第2部材37に対して相対的に下方に押圧される。また、下側のベアリング挿入治具35の第1部材36が第2受台2から反力を受けて、該第1部材36が第2部材37に対して相対的に上方に押圧される。この結果、上側及び下側のベアリング挿入治具35の第1部材36により、第2部材37の外周部にそれぞれ嵌められたベアリング38がギヤケース92側に押されて、ギヤケース92の各ベアリング圧入部92cにそれぞれ圧入される。
【0077】
上記ベアリング38の圧入後、圧入パンチ81が上昇し、ロック部材43が退避位置にスライド移動し、第2受台2が圧縮スプリング26の付勢力により下降して、元の状態に復帰し、こうしてリングギヤ91とギヤケース92との組付けが終了する。
【0078】
したがって、上記実施形態では、ギヤケース92のボルト挿通孔92eにセットされた全ボルト95のうちの一部(1つおきの半数(5本)のボルト95)に、ナットランナ61の係合凹部61aを係合させてその5本のボルト95を締め付け、この締付時に、残り半数(5本)のボルト95を押圧ロッド71の押圧保持部71aにより押圧保持するとともに、上記5本のボルト95の締付け後には、上記係合凹部61a及び押圧保持部71aとリングギヤ91及びギヤケース92
との相対回動により、係合凹部61aを、押圧保持部71aにより押圧保持していた未締付けの5本のボルト95に対応位置させ、かつ押圧保持部71aを、該係合凹部61aが対応していない(既に締め付けられた)5本のボルト95に対応位置させ、その後、上記既締付けの5本のボルト95を押圧保持しながら未締付けの5本のボルト95を締め付けるようにしたので、ボルト95の締付け時には、締付けを行っていないボルト95が押圧保持部71aにより押圧保持されることで、リングギヤ91及びギヤケース92が該ボルト95を介して間接的に保持され、これにより、クランプ手段によりリングギヤ91及びギヤケース92の外形部分を直接クランプしなくても済む。また、押圧保持部71aは、ナットランナ61の係合凹部61a移動に伴って移動するので、リングギヤ91及びギヤケース92の外形部分をクランプするときのように専用のアクチュエータを必要としない。この結果、簡単な構成でリングギヤ91及びギヤケース92を確実に保持しながら全てのボルト95を締め付けることができる。また、リングギヤ91及びギヤケース92の表面にクランプによる傷が付くようなことはなく、しかも、自動車の車種変更等に伴ってリングギヤ91及びギヤケース92の外形形状が変わっても、ボルト95の位置が変わらない限り、装置を変更しなくて済む。
【0079】
尚、上記実施形態では、10本のボルト95のうちの半数(5本)を同時に締め付け、この締付け時に残り半数(5本)のボルト95を押圧保持するようにしたが、係合凹部61aが係合していないボルト95のうちの少なくとも2つを押圧保持するようにすれば、リングギヤ91及びギヤケース92を確実に保持することができる。また、同時に締め付けるボルト95は5本に限らず、例えば2本であってもよい。この場合、ボルト95が並ぶ円の中心に対して互いに対称な位置にある2本のボルト95を同時に締付ける工程を5回行うようにすればよく、第2基板6の中心部材6bを、2本のボルト95を締付ける毎に、同じ方向に36°ずつ4回回動するように構成すればよい。さらに、1本ずつ締め付けるようにすることもできる。したがって、ボルト95の総数は3本以上であれば本発明を適用することができる。但し、上記実施形態のようにナットランナ61の係合凹部61a及び押圧ロッド71の押圧保持部71aを平面視で同一円上に交互に配置して、全ボルト95のうちの半数を同時に締め付け、この締付け時に残り半数のボルト95を押圧保持する場合には、ボルト95の総数は4以上の偶数個あればよい。
【0080】
また、上記実施形態では、10本のボルト95が、ギヤケース92のボルト挿通孔92eにセットされたときに平面視で同一円上に配置されるが、係合凹部61a及び押圧保持部71aの位置割出しが行えるのであれば、ボルト95が一直線上に配置される場合や、複数列に配置される場合等にも、本発明を適用することができる。
【0081】
さらに、ボルト95以外の他の締結部材、例えばナット等を締め付ける場合にも本発明を適用することができるとともに、デファレンシャルユニットのリングギヤ91及びギヤケース92以外にも、締結部材により締結される2つのワークはどのようなものであってもよい。
【0082】
【発明の効果】
以上説明したように、本発明によると、全締結部材のうちの一部に締付手段の係合部を係合させて該締付手段により該一部の締結部材を締め付け、この締付時に、残りの少なくとも2つの締結部材を押圧保持手段の押圧保持部より押圧保持し、上記一部の締結部材の締付け後に、上記締付手段の係合部及び押圧保持手段の押圧保持部とワークとを相対移動させて、上記締付手段の係合部を該締付手段による締付けが未だ行われていない締結部材に対応する位置に割り出すとともに、上記押圧保持手段の押圧保持部を、該係合部が対応していない締結部材に対応する位置に割り出すようにしたことにより、ワークの外形部分をクランプするクランプ手段を用いずに、簡単な構成でワークを確実に保持しながら全ての締結部材を締め付けることができる。
【図面の簡単な説明】
【図1】本発明の実施形態に係るワークの組付装置を側方から見た部分断面図である。
【図2】第2基板の構成を示す平面図である。
【図3】位置決め手段の構成を示す正面図である。
【図4】第1受台近傍の拡大図である。
【図5】図4のV方向矢示図である。
【図6】コントローラの動作の前半部を示すフローチャートである。
【図7】コントローラの動作の後半部を示すフローチャートである。
【図8】ナットランナの係合凹部が係合位置にあるときの状態を示す図1相当図である。
【図9】ベアリングの圧入を行っている状態を示す図1相当図である。
【符号の説明】
1 第1受け台
2 第2受け台
6 第2基板
6b 中心部材(割出手段)
28 回動シリンダ(割出手段)
29 ストッパ部材(割出手段)
61 ナットランナ(締付手段)
61a 係合凹部
65 支持板(移動手段)
67 移動シリンダ(移動手段)
71 押圧ロッド(押圧保持手段)
71a 押圧保持部
72 移動部材(押圧保持手段)
73 圧縮スプリング(押圧保持手段)
81 圧入パンチ
82 圧入シリンダ
91 リングギヤ(ワーク)
92 ギヤケース(ワーク)
95 ボルト(締結部材)
Claims (7)
- 受台に載置された2つのワーク同士を少なくとも3つの締結部材により締結するワークの組付装置であって、
上記ワークにセットされた少なくとも3つの締結部材のうちの一部と係合可能な係合部を有し、該係合部を上記一部の締結部材に係合させて該一部の締結部材を締め付ける締付手段と、
上記締付手段の少なくとも係合部を、該係合部が締結部材に係合した係合位置と後退位置とに相互に移動させる移動手段と、
上記移動手段による上記締付手段の係合部の移動に伴って該移動方向に沿って移動するとともに、該締付手段の係合部が上記係合位置にあるときには、該係合部が係合していない締結部材のうちの少なくとも2つを押圧保持する一方、上記係合部が上記後退位置にあるときには、上記締結部材から離れるように構成された押圧保持部を有する押圧保持手段と、
上記締付手段による上記一部の締結部材の締付け後であって、該締付手段の係合部が上記後退位置にあるときに、上記締付手段の係合部及び押圧保持手段の押圧保持部とワークとを相対移動させて、上記締付手段の係合部を該締付手段による締付けが未だ行われていない締結部材に対応する位置に割り出すとともに、上記押圧保持手段の押圧保持部を、該係合部が対応していない締結部材に対応する位置に割り出す割出手段とを備えていることを特徴とするワークの組付装置。 - 請求項1記載のワークの組付装置において、
ワークにセットされた締結部材は、4以上の偶数個あって、移動手段による締付手段の移動方向から見て、同一円上に配置され、
締付手段の係合部と押圧保持手段の押圧保持部とは、移動手段による締付手段の移動方向から見て、上記締結部材にそれぞれ対応位置するように同一円上に交互に配置され、
割出手段は、上記締付手段の係合部及び押圧保持手段の押圧保持部とワークとを相対回動させて、該係合部及び押圧保持部の位置割出しを行うように構成されていることを特徴とするワークの組付装置。 - 請求項1又は2記載のワークの組付装置において、
押圧保持手段は、移動手段により締付手段の係合部と共に移動する移動部材と、該移動部材に対して該係合部の移動方向に沿って相対移動可能に構成され、先端部に押圧保持部が形成された押圧ロッドと、上記移動部材と押圧ロッドとの間に設けられ、該押圧ロッドを締結部材側に付勢するスプリングとを有していて、該スプリングの付勢力によって締結部材を押圧保持するように構成されていることを特徴とするワークの組付装置。 - 請求項2記載のワークの組付装置において、
2つのワークは、デファレンシャルユニットのリングギヤ及び該リングギヤの中心部に圧入されかつリングギヤの周縁部に締結部材により締結されるギヤケースであり、
締付手段の係合部と押圧保持手段の押圧保持部とが並ぶ円の中心部に、移動手段による上記締付手段の係合部の移動方向に沿って移動可能に配設され、受台に載置されたリングギヤの中心部に配置したギヤケースを該リングギヤの中心部に圧入する圧入パンチを備えていることを特徴とするワークの組付装置。 - 請求項1記載のワークの組付装置を用いて、受台に載置された2つのワーク同士を少なくとも3つの締結部材により締結するワークの組付方法であって、
上記受台に載置されたワークに、上記少なくとも3つの締結部材をセットするセット工程と、
移動手段により締付手段の係合部を係合位置に移動させて、該係合部を上記少なくとも3つの締結部材のうちの一部に係合させるとともに、押圧保持手段の押圧保持部により、該係合部が係合していない締結部材のうちの少なくとも2つを押圧保持する第1の係合・押圧保持工程と、
上記締付手段により上記一部の締結部材を締め付ける第1の締付工程と、
上記第1の締付工程後に、上記移動手段により締付手段の係合部を後退位置に移動させる後退工程と、
上記後退工程後に、割出手段により、上記締付手段の係合部及び押圧保持手段の押圧保持部とワークとを相対移動させて、上記締付手段の係合部を該締付手段による締付けが未だ行われていない締結部材に対応する位置に割り出すとともに、上記押圧保持手段の押圧保持部を、該係合部が対応していない締結部材に対応する位置に割り出す割出工程と、
上記割出工程後に、上記移動手段により締付手段の係合部を係合位置に移動させて、該係合部を上記未締付けの締結部材に係合させるとともに、上記押圧保持手段の押圧保持部により、該係合部が対応していない締結部材を押圧保持する第2の係合・押圧保持工程と、
上記締付手段により上記未締付けの締結部材を締め付ける第2の締付工程とを含むことを特徴とするワークの組付方法。 - 請求項5記載のワークの組付方法において、
ワークにセットされた締結部材は、4以上の偶数個あって、移動手段による締付手段の移動方向から見て、同一円上に配置され、
締付手段の係合部と押圧保持手段の押圧保持部とは、移動手段による締付手段の移動方向から見て、上記締結部材にそれぞれ対応位置するように同一円上に交互に配置され、
割出手段は、上記締付手段の係合部及び押圧保持手段の押圧保持部とワークとを相対回動させて、該係合部及び押圧保持部の位置割出しを行うように構成されており、
第1の係合・押圧保持工程は、上記全締結部材のうち半数に上記締付手段の係合部を1つおきに係合させるとともに、押圧保持手段の押圧保持部により、該係合部が係合していない残り半数の締結部材を押圧保持する行程であり、
割出工程は、上記割出手段により、上記締付手段の係合部及び押圧保持手段の押圧保持部とワークとを相対移動させて、上記締付手段の係合部を該締付手段による締付けが未だ行われていない半数の締結部材に対応する位置に割り出すとともに、上記押圧保持手段の押圧保持部を、該係合部が対応していない残り半数の締結部材に対応する位置に割り出す行程であることを特徴とするワークの組付方法。 - 請求項6記載のワークの組付方法において、
2つのワークは、デファレンシャルユニットのリングギヤ及び該リングギヤの中心部に圧入されかつリングギヤの周縁部に締結部材により締結されるギヤケースであり、
予め、上記ギヤケースをリングギヤの中心部に圧入するための圧入パンチを、締付手段の係合部と押圧保持手段の押圧保持部とが並ぶ円の中心部に、移動手段による上記締付手段の係合部の移動方向に沿って移動可能に設けておき、
第1の係合・押圧保持工程の前に、上記圧入パンチにより、受台に載置されたリングギヤの中心部に配置したギヤケースを該リングギヤの中心部に圧入する圧入工程を含むことを特徴とするワークの組付方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003032060A JP2004237426A (ja) | 2003-02-10 | 2003-02-10 | ワークの組付装置及び組付方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003032060A JP2004237426A (ja) | 2003-02-10 | 2003-02-10 | ワークの組付装置及び組付方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004237426A true JP2004237426A (ja) | 2004-08-26 |
Family
ID=32958427
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003032060A Pending JP2004237426A (ja) | 2003-02-10 | 2003-02-10 | ワークの組付装置及び組付方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004237426A (ja) |
Cited By (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2012035819A1 (ja) * | 2010-09-13 | 2012-03-22 | 株式会社豊田自動織機 | 組付装置 |
| CN103273302A (zh) * | 2013-06-19 | 2013-09-04 | 镇江东艺机械有限公司 | 一种喷水织机喷嘴集束网装配机 |
| CN104625713A (zh) * | 2015-02-09 | 2015-05-20 | 苏州奥然日用品有限公司 | 一种童椅把手螺丝组装机 |
| CN105033629A (zh) * | 2015-07-30 | 2015-11-11 | 苏州玄禾物联网科技有限公司 | 一种自转动电动螺丝 |
| CN105834733A (zh) * | 2015-12-31 | 2016-08-10 | 东莞市捷创机械设备有限公司 | 一种旋转式锁螺丝装齿轮一体机 |
| CN106271540A (zh) * | 2015-06-12 | 2017-01-04 | 浙江东风齿轮有限公司 | 一种可伸缩对齿配压机 |
| CN108857376A (zh) * | 2018-06-04 | 2018-11-23 | 中车青岛四方机车车辆股份有限公司 | 一种零件的自动装配装置 |
| CN109262255A (zh) * | 2018-09-19 | 2019-01-25 | 芜湖市星东塑胶模具制品有限公司 | 一种压缩机吸气消声器装配装置 |
| CN109719489A (zh) * | 2017-10-27 | 2019-05-07 | 张力 | 拧紧机及其控制系统 |
| CN116079363A (zh) * | 2022-12-11 | 2023-05-09 | 中车永济电机有限公司 | 一种大型发电机螺栓装配辅助装置 |
| CN116305367A (zh) * | 2021-12-21 | 2023-06-23 | 苏州汉扬精密电子有限公司 | 一种螺母处理方法、装置、电子设备及存储介质 |
| CN116571992A (zh) * | 2023-05-12 | 2023-08-11 | 台州智惠自动化科技有限公司 | 一种压装装置及电机压装设备 |
| CN120244518A (zh) * | 2025-06-04 | 2025-07-04 | 武汉晟创自动化工程有限公司 | 一种行星齿轮组压装装置及压装方法 |
-
2003
- 2003-02-10 JP JP2003032060A patent/JP2004237426A/ja active Pending
Cited By (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9248529B2 (en) | 2010-09-13 | 2016-02-02 | Kabushiki Kaisha Toyota Jidoshokki | Assembling apparatus |
| CN103097075A (zh) * | 2010-09-13 | 2013-05-08 | 株式会社丰田自动织机 | 组装装置 |
| JP5522261B2 (ja) * | 2010-09-13 | 2014-06-18 | 株式会社豊田自動織機 | 組付装置 |
| WO2012035819A1 (ja) * | 2010-09-13 | 2012-03-22 | 株式会社豊田自動織機 | 組付装置 |
| CN103097075B (zh) * | 2010-09-13 | 2015-07-08 | 株式会社丰田自动织机 | 组装装置 |
| CN103273302A (zh) * | 2013-06-19 | 2013-09-04 | 镇江东艺机械有限公司 | 一种喷水织机喷嘴集束网装配机 |
| CN104625713B (zh) * | 2015-02-09 | 2017-03-08 | 苏州奥然日用品有限公司 | 一种童椅把手螺丝组装机 |
| CN104625713A (zh) * | 2015-02-09 | 2015-05-20 | 苏州奥然日用品有限公司 | 一种童椅把手螺丝组装机 |
| CN106271540A (zh) * | 2015-06-12 | 2017-01-04 | 浙江东风齿轮有限公司 | 一种可伸缩对齿配压机 |
| CN105033629A (zh) * | 2015-07-30 | 2015-11-11 | 苏州玄禾物联网科技有限公司 | 一种自转动电动螺丝 |
| CN105834733A (zh) * | 2015-12-31 | 2016-08-10 | 东莞市捷创机械设备有限公司 | 一种旋转式锁螺丝装齿轮一体机 |
| CN105834733B (zh) * | 2015-12-31 | 2018-04-10 | 东莞市捷创机械设备有限公司 | 一种旋转式锁螺丝装齿轮一体机 |
| CN109719489B (zh) * | 2017-10-27 | 2023-09-29 | 张力 | 拧紧机及其控制系统 |
| CN109719489A (zh) * | 2017-10-27 | 2019-05-07 | 张力 | 拧紧机及其控制系统 |
| CN108857376A (zh) * | 2018-06-04 | 2018-11-23 | 中车青岛四方机车车辆股份有限公司 | 一种零件的自动装配装置 |
| CN108857376B (zh) * | 2018-06-04 | 2020-01-10 | 中车青岛四方机车车辆股份有限公司 | 一种零件的自动装配装置 |
| CN109262255A (zh) * | 2018-09-19 | 2019-01-25 | 芜湖市星东塑胶模具制品有限公司 | 一种压缩机吸气消声器装配装置 |
| CN116305367A (zh) * | 2021-12-21 | 2023-06-23 | 苏州汉扬精密电子有限公司 | 一种螺母处理方法、装置、电子设备及存储介质 |
| CN116079363A (zh) * | 2022-12-11 | 2023-05-09 | 中车永济电机有限公司 | 一种大型发电机螺栓装配辅助装置 |
| CN116571992A (zh) * | 2023-05-12 | 2023-08-11 | 台州智惠自动化科技有限公司 | 一种压装装置及电机压装设备 |
| CN120244518A (zh) * | 2025-06-04 | 2025-07-04 | 武汉晟创自动化工程有限公司 | 一种行星齿轮组压装装置及压装方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2004237426A (ja) | ワークの組付装置及び組付方法 | |
| EP1273387B1 (en) | Jig for positioning and fixing work | |
| JP2008264983A (ja) | 5軸加工機用マシンバイス | |
| US4928938A (en) | Clamping device | |
| JP2008030108A (ja) | レーザ加工機におけるワークの支持装置 | |
| US4138780A (en) | Tool for removing and inserting bolts in connecting rods | |
| JP4358460B2 (ja) | フライス加工用のクランプ装置 | |
| JP2007111776A (ja) | パネル部品の把持装置 | |
| CN104551150A (zh) | 拨叉的加工方法 | |
| CN210499160U (zh) | 一种汽车转向器装配系统 | |
| CN219336941U (zh) | 一种可四位旋转的柔性定位工装 | |
| JP4371715B2 (ja) | ワークの固定構造及び固定治具 | |
| JP3755322B2 (ja) | 工作物の位置決め固定用治具 | |
| CN211759974U (zh) | 圆盘固定夹具及加工系统 | |
| CN220993560U (zh) | 摩托车离合器盖的夹具 | |
| JP2003048128A (ja) | 自動締付機 | |
| JP2005329480A (ja) | 機器に用いる他部材取付用治具 | |
| KR200374683Y1 (ko) | 크로스헤드핀 셋팅용 자동 유압 클램프장치 | |
| TWI836773B (zh) | 自行車前叉座之加工治具 | |
| CN222920369U (zh) | 一种夹爪顶出结构 | |
| CN223519183U (zh) | 用于加工阀体夹具的工装 | |
| US5694685A (en) | Method and apparatus for treating header plug gasket face | |
| KR900008012Y1 (ko) | 볼트자동체결 장치의 백플레이트 위치 고정 장치 | |
| CN216298382U (zh) | 一种钣金件焊接工装 | |
| CN221676927U (zh) | 一种防止虎钳钳口上翘的夹具 |