JP2004237500A - 樹脂成形品の製造方法 - Google Patents
樹脂成形品の製造方法 Download PDFInfo
- Publication number
- JP2004237500A JP2004237500A JP2003027511A JP2003027511A JP2004237500A JP 2004237500 A JP2004237500 A JP 2004237500A JP 2003027511 A JP2003027511 A JP 2003027511A JP 2003027511 A JP2003027511 A JP 2003027511A JP 2004237500 A JP2004237500 A JP 2004237500A
- Authority
- JP
- Japan
- Prior art keywords
- resin
- resin molded
- fitting
- molded component
- side cover
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/50—General aspects of joining tubular articles; General aspects of joining long products, i.e. bars or profiled elements; General aspects of joining single elements to tubular articles, hollow articles or bars; General aspects of joining several hollow-preforms to form hollow or tubular articles
- B29C66/51—Joining tubular articles, profiled elements or bars; Joining single elements to tubular articles, hollow articles or bars; Joining several hollow-preforms to form hollow or tubular articles
- B29C66/54—Joining several hollow-preforms, e.g. half-shells, to form hollow articles, e.g. for making balls, containers; Joining several hollow-preforms, e.g. half-cylinders, to form tubular articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/0053—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor combined with a final operation, e.g. shaping
- B29C45/006—Joining parts moulded in separate cavities
- B29C45/0062—Joined by injection moulding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/40—Applying molten plastics, e.g. hot melt
- B29C65/42—Applying molten plastics, e.g. hot melt between pre-assembled parts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/71—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the composition of the plastics material of the parts to be joined
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/73—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset
- B29C66/739—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of the parts to be joined being a thermoplastic or a thermoset
- B29C66/7392—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of at least one of the parts being a thermoplastic
- B29C66/73921—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of at least one of the parts being a thermoplastic characterised by the materials of both parts being thermoplastics
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/0097—Glues or adhesives, e.g. hot melts or thermofusible adhesives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/767—Printing equipment or accessories therefor
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/19—Sheets or webs edge spliced or joined
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/19—Sheets or webs edge spliced or joined
- Y10T428/192—Sheets or webs coplanar
- Y10T428/195—Beveled, stepped, or skived in thickness
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24479—Structurally defined web or sheet [e.g., overall dimension, etc.] including variation in thickness
- Y10T428/24521—Structurally defined web or sheet [e.g., overall dimension, etc.] including variation in thickness with component conforming to contour of nonplanar surface
- Y10T428/24529—Structurally defined web or sheet [e.g., overall dimension, etc.] including variation in thickness with component conforming to contour of nonplanar surface and conforming component on an opposite nonplanar surface
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31504—Composite [nonstructural laminate]
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
- Lining Or Joining Of Plastics Or The Like (AREA)
Abstract
【課題】複雑な形状の樹脂成形品を製造する場合、特別な金型を使用する必要があるのでコストが嵩む。
【解決手段】カートリッジ本体2とサイドカバー3とを一体的に接合してなるトナーカートリッジの製造方法であって、嵌合凹部21をカートリッジ本体2の成形と共に成形し、中央部にテーパ穴37を有する嵌合凸部31をサイドカバー3の成形と共に成形し、カートリッジ本体2の嵌合凹部21とサイドカバー3の嵌合凸部31とを嵌め合わせ、これらの間にテーパ穴37の一端に連通する空隙Sを形成し、相互に嵌め合わされたカートリッジ本体2とサイドカバー3とを治具を介して保持した状態にて空隙S内に溶融樹脂41′を注入するための注入ノズル55の先端をテーパ穴37の他端に押し当て、注入ノズル55からテーパ穴37内および空隙S内に溶融樹脂41′を充填して嵌合凹部21と嵌合凸部31とを一体的に接合する。
【選択図】 図3
【解決手段】カートリッジ本体2とサイドカバー3とを一体的に接合してなるトナーカートリッジの製造方法であって、嵌合凹部21をカートリッジ本体2の成形と共に成形し、中央部にテーパ穴37を有する嵌合凸部31をサイドカバー3の成形と共に成形し、カートリッジ本体2の嵌合凹部21とサイドカバー3の嵌合凸部31とを嵌め合わせ、これらの間にテーパ穴37の一端に連通する空隙Sを形成し、相互に嵌め合わされたカートリッジ本体2とサイドカバー3とを治具を介して保持した状態にて空隙S内に溶融樹脂41′を注入するための注入ノズル55の先端をテーパ穴37の他端に押し当て、注入ノズル55からテーパ穴37内および空隙S内に溶融樹脂41′を充填して嵌合凹部21と嵌合凸部31とを一体的に接合する。
【選択図】 図3
Description
【0001】
【発明の属する技術分野】
本発明は、一体成形することが困難な樹脂成形品をそれぞれ接合部を持った複数の樹脂成形部品として別々に成形し、これらの接合部を相互に嵌め合わせて一体的に接合するようにした樹脂成形品の製造方法に関する。
【0002】
【背景となる技術】
一体成形することが困難な樹脂成形品を製造する場合、これを予め複数の樹脂成形部品として別々に成形し、これら樹脂成形部品に成形された接合部を相互に嵌め合わせ、この接合部に接着剤や樹脂を注入して一体化することが考えられている。例えば、電子写真装置などで用いられる図1に示すようなカセット式のトナーカートリッジ1は、カートリッジ本体2とこのカートリッジ本体2の側方に配されるサイドカバー3とを具えており、これを一回の射出工程で成形することは基本的に困難である。そこで、これらを別々に射出成形し、これらの接合部4を相互に嵌め合わせて一体化し、ここに溶融樹脂を充填して接合部4を相互に固着させることが試みられている。
【0003】
一方、このような樹脂成形品が破損したり、あるいは使用済みとなった場合、これをリサイクル処理して新たな樹脂成形品として再利用することも進められている。このようなリサイクル処理を行う上で重要なことは、樹脂成形品が可能な限り単一の材料で構成されていることである。この点で、接着剤を用いて接合部を一体的に連結する構造の樹脂成形品は、樹脂成形品を構成する樹脂に対して接着剤が異物となるため、リサイクル性に問題がある。つまり、接合部に樹脂成形部品と同一または類似の溶融樹脂を注入して得られる樹脂成形品の方が、リサイクル性の点で好ましいと言える。
【0004】
2つの樹脂成形部品の接合部に溶融樹脂を注入する方法として、ホットメルト装置や射出成形装置などを利用することが考えられている。このうち、ホットメルト装置を利用する場合には、このホットメルト装置の注入ガンの先端部と樹脂成形部品の接合部とを非接触状態に保ち、溶融樹脂を注入ガンの先端から樹脂成形部品の接合部に供給する必要がある。また、図6に示すような一般的な射出成形装置100を使用する場合には、相互に組み合わされるカートリッジ本体2およびサイドカバー3に対応する形状のキャビティが形成された固定側金型101aと可動側金型101bとからなる金型101を予め用意する。
【0005】
射出成形装置100のフレーム102には、樹脂注入装置103が設置され、この樹脂注入装置103は固形状態の樹脂ペレット104を収納するホッパ105と、これら樹脂ペレット104を溶融するために加熱する加熱シリンダ106と、この加熱シリンダ106の内部に配置されるスクリュ107を回転および往復運動させるスクリュ駆動装置108とを有し、このスクリュ駆動装置108によるスクリュ107の前進移動によって、溶融樹脂109の計量が行われる。金型開閉駆動装置110は、可動盤111aを図中、左右方向に往復移動させる金型開閉シリンダ111を具えている。固定盤111bには固定側金型101aが固定され、可動盤111aには可動側金型101bが固定される。
【0006】
可動盤111aを後退させ、金型101内にカートリッジ本体2およびサイドカバー3をセットした後、可動盤111aを閉じてカートリッジ本体2およびサイドカバー3を金型101内にセットする。固定盤111bに固定された固定側金型101aには、加熱シリンダ106から注入される溶融樹脂109が固化しないように加熱されるホットランナ112と、これに続くゲート113と、ゲート113を開閉するためのゲートピン114と、このゲートピン114を駆動するゲートピン駆動シリンダ115と、ゲート113を冷却するための冷却液を通す冷却液通路116とが組み込まれている。従って、ゲートピン114によりゲート113を開いた状態において、スクリュ駆動装置108によってスクリュ107を前進させることにより、カートリッジ本体2とサイドカバー3との間の接合部4に溶融樹脂109を充填することができる。溶融樹脂109の充填完了後、ゲートピン114を前進させてゲート113を閉じ、接合部4に充填された溶融樹脂109を冷却固化させ、カートリッジ本体2とサイドカバー3とを一体化させる。しかる後、金型開閉シリンダ111を作動して可動盤111aを後退移動させることにより、可動盤111aに固定された可動側金型101bを開き、一体化されたカートリッジ本体2とサイドカバー3とを取り出す。
【0007】
【発明が解決しようとする課題】
ホットメルト装置を用いて図1に示すようなカートリッジ本体2とサイドカバー3との接合部4に溶融樹脂を注入する場合、ホットメルト装置の注入ガンの先端部とカートリッジ本体2およびサイドカバー3の接合部4とを非接触状態に保つ必要があるため、溶融樹脂が充填される接合部4の空隙の形状や、溶融樹脂の粘度によっては、この空隙内に溶融樹脂を完全に充填することが困難となったり、注入後の接合部4の表面の美観を良好に保つことが困難となる。
【0008】
これに対し、図6に示したような射出成形装置100を利用してカートリッジ本体2とサイドカバー3との接合部4に溶融樹脂109を注入する場合には、上述のホットメルト装置を使用した場合におけるような不具合は生じないものの、樹脂ペレット104を溶融させ、これを接合部4に充填させるための射出成形装置100と、溶融樹脂109を接合部4に導くためのホットランナ112などを具え、トナーカートリッジ1を保持するための金型101とが必要になるため、専用設備となり、設置スペースや設備コストが嵩む上に射出成形装置自体が高価で取り扱いが面倒であるなどの不具合がある。
【0009】
【発明の目的】
本発明の目的は、特別な金型などを使用せずに複雑な形状の樹脂成形品を効率良く安価に製造することができ、リサイクル性に優れた樹脂成形品の製造方法を提供することにある。
【0010】
【課題を解決するための手段】
本発明による樹脂成形品の製造方法は、第1の樹脂成形部品と第2の樹脂成形部品とをこれらの接合部を介して一体的に接合してなる樹脂成形品の製造方法であって、前記接合部としての嵌合凹部を前記第1の樹脂成形部品の成形と共に成形するステップと、中央部に貫通穴を有する前記接合部としての嵌合凸部を前記第2の樹脂成形部品の成形と共に成形するステップと、前記第1の樹脂成形部品の前記嵌合凹部と前記第2の樹脂成形部品の嵌合凸部とを嵌め合わせ、これらの間に前記貫通穴の一端に連通する空隙を形成するステップと、相互に嵌め合わせて前記空隙が形成された前記第1の樹脂成形部品と前記第2の樹脂成形部品とを治具を介して保持するステップと、前記治具を介して保持された前記第1の樹脂成形部品および前記第2の樹脂成形部品に対し、前記空隙内に溶融樹脂を注入するための注入ノズルの先端を前記貫通穴の他端に押し当てるステップと、前記注入ノズルから前記貫通穴内および前記空隙内に溶融樹脂を充填し、この溶融樹脂により前記嵌合凹部と前記嵌合凸部とを一体的に接合するステップとを具えたことを特徴とするものである。
【0011】
本発明においては、第1の樹脂成形部品に形成された嵌合凹部と第2の樹脂成形部品に形成された嵌合凸部とを嵌め合わせ、これを治具に保持した状態で一端が空隙に連通する貫通穴の他端に注入ノズルを押し当て、この注入ノズルから当該貫通穴内および空隙内に溶融樹脂を充填し、この溶融樹脂により嵌合凹部および嵌合凸部を介して第1の樹脂成形部品と第2の樹脂成形部品とが一体化して樹脂成形品となる。
【0012】
【発明の実施の形態】
本発明による樹脂成形品の製造方法において、第1の樹脂成形部品および第2の樹脂成形部品および溶融樹脂は、樹脂成形品をリサイクルする際にその処理を容易に行うことができる点で、共に同一または類似の樹脂からなるものであることが有効であり、コストや取り扱いの容易性などから、これら同一または類似の樹脂がポリスチレン,ポリプロピレン,ポリエチレン,ABS樹脂,変性PPE樹脂,あるいはABSとポリカーボネートとの複合樹脂であることが特に好ましい。
【0013】
溶融樹脂を貫通穴から空隙内に注入するために貫通穴の他端に押し当てられる樹脂注入ノズルと嵌合凸部との間に第2の樹脂成形部品の温度上昇を抑制するための断熱ブシュを介在させるステップをさらに具えることができる。この場合、断熱ブシュ内に冷却媒体を流して断熱ブシュを溶融樹脂の温度よりも低い温度に冷却するステップをさらに具えることができる。これにより、第2の樹脂成形部品が熱によって変形するような不具合を未然に防止することができる。
【0014】
一方、第1の樹脂成形部に形成された嵌合凹部と、第2の樹脂成形部に形成された嵌合凸部とを相互に嵌め合わせてこれらを一体的に接合してなる樹脂成形品であって、嵌合凸部と嵌合凹部とが嵌め合わされた状態でこれらに連通する空隙部と、この空隙部に充填される接合樹脂とを具え、第1の樹脂成形部品および第2の樹脂成形部品および溶融樹脂は、共に同一または類似の樹脂からなることを特徴とする樹脂成形品も本発明の他の形態となり得るものである。
【0015】
このような樹脂成形品は、リサイクルの際に一括して処理を行うことが可能となるため、リサイクル性に適したものなる。特に、同一または類似の樹脂としてポリスチレン,ポリプロピレン,ポリエチレン,ABS樹脂,変性PPE樹脂,あるいはABSとポリカーボネートとの複合樹脂を採用した場合には、安価で加工性に優れた樹脂成形品を得ることができる。
【0016】
上述した樹脂成形品において、第1の樹成形部品と第2の樹脂成形部品との接合強度を高めるために接合部を複数具えることができる。
【0017】
また、第1の樹脂成形部品に連結される第2の樹脂成形部品に形成された貫通穴からこの第2の樹脂成形部品と第1の樹脂成形部品との間に形成された空隙内に溶融樹脂を注入するための樹脂注入ノズルと、この樹脂注入ノズルから所定量の溶融樹脂を吐出させる吐出プランジャと、樹脂注入ノズルに嵌合される断熱ブシュと、この断熱ブシュ内に形成されて冷却媒体が通される冷却媒体通路と、この冷却媒体通路に冷却媒体を供給する冷却媒体供給手段とを具えたことを特徴とする樹脂注入装置も本発明の別な形態となり得るものである。
【0018】
この樹脂注入装置によると、樹脂注入ノズルからの輻射熱が断熱ブシュにより第2の樹脂成形部品側に伝わるのを遮断し、貫通穴から溶融樹脂の漏洩を防止することができる。
【0019】
この樹脂注入装置において、断熱ブシュは、貫通穴の周囲を囲む円筒部を有し、この円筒部の底面が貫通穴の他端が開口する第2の樹脂成形部品の端面に当接するものであってよい。これにより、貫通穴に対する樹脂注入ノズルの位置決めを行うことが可能となり、貫通穴からの溶融樹脂の漏洩を防止することもできる。
【0020】
上述した樹脂注入装置において、断熱ブシュに設けられて第1の樹脂成形部品に当接する断熱シートをさらに具えることができる。この場合、樹脂注入ノズルからの熱を断熱ブシュおよび断熱シートによってより確実に遮断し、第2の樹脂成形部品が熱によって変形するのを未然に防止することができる。
【0021】
第1および第2の樹脂成形部品の少なくとも一方を保持する治具をさらに具えることができる。この場合、貫通穴に対する樹脂注入ノズルの位置決めを行うことが可能となり、貫通穴からの溶融樹脂の漏洩を防止することもできる。
【0022】
第1の樹脂成形部品に連結される第2の樹脂成形部品に複数の貫通穴が形成されている場合、これに対応して樹脂注入ノズルや吐出プランジャなどを複数有ることが有効であり、すべての貫通穴から同時に溶融樹脂を注入することによって、作業性および作業効率の向上図ることができる。
【0023】
【実施例】
本発明による樹脂成形品の製造方法を図1に示した電子写真装置のトナーカートリッジ1に応用した実施例について、図1〜図5を参照しながら詳細に説明するが、本発明はこのような実施例のみに限らず、この明細書に記載された本発明の概念に包含されるあらゆる変更や修正が可能であり、従って本発明の精神に帰属する他の技術にも当然応用することができる。
【0024】
本実施例におけるトナーカートリッジ1の外観を図1に示し、そのカートリッジ本体2とサイドカバー3との接合部4の断面構造を図2に示す。前述したように、本実施例におけるトナーカートリッジ1は、カートリッジ本体2とこのカートリッジ本体2の側方に配されるサイドカバー3とを具えており、これらはそれぞれ別々に射出成形された後、一体化されてトナーカートリッジ1となる。
【0025】
カートリッジ本体2とサイドカバー3との接合部4は、カートリッジ本体2に突設された筒状の嵌合凹部21と、サイドカバー3に突設された嵌合凸部31と、これら嵌合凹部21と嵌合凸部31との嵌合状態において、これらの間に形成された空隙、つまり隙間Sに充填される接合樹脂41とで構成され、本実施例におけるカートリッジ本体2,サイドカバー3および接合樹脂41は、すべて同一の材料にて形成されている。
【0026】
サイドカバー3と一体に射出成形される嵌合凸部31は、サイドカバー3の表面から突出する円筒断面形状の台座32と、この台座32の外側端面33からさらに外側に突出する嵌合筒34と、台座32の内側端面35から嵌合筒34と逆向きに突出して台座32内に位置する筒状のゲートブシュ36とを具えている。本実施例では、嵌合筒34の外径が台座32の外径よりも小さく設定され、ゲートブシュ36の外径は嵌合筒34の外径よりもさらに小径に設定されており、このゲートブシュ36を介して溶融樹脂41′が供給されるようになっている。
【0027】
カートリッジ本体2と一体に射出成形される嵌合凹部21は、カートリッジ本体2の側壁から突出する嵌合筒22と、この嵌合筒22と同心状をなすようにカートリッジ本体2の側壁から突出する突起23とを具えており、嵌合凸部31の嵌合筒34が嵌合凹部21の嵌合筒22内に緊密に嵌合するように、嵌合凸部31の嵌合筒34の外径寸法に対して嵌合凹部21の嵌合筒22の内径寸法が適切に設定されている。また、嵌合凸部31の嵌合筒34を嵌合凹部21の嵌合筒22内に嵌合させた状態において、嵌合凹部21の嵌合筒22の先端が嵌合凸部31の台座32の外側端面33に当接し、嵌合凸部31の嵌合筒34の内周面と嵌合凹部21の突起23の外周面との間に本発明の貫通穴としてのゲートブシュ36のテーパ穴37から溶融樹脂41′を充填するための適切な間隔が隙間Sとして形成される。
【0028】
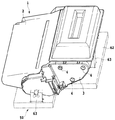
このような接合部4を形成するための本実施例における樹脂注入装置の外観を図3に示し、その先端部の断面構造をワークであるカートリッジ本体2およびサイドカバー3と共に図4に示す。すなわち、本実施例における樹脂注入装置50は、図示しない樹脂ペレットを収容する図示しないホッパと、このホッパに収容された樹脂ペレットを加熱溶融させる図示しない加熱シリンダと、ホッパに収容された樹脂ペレットを加熱シリンダに供給する図示しないペレット供給部と、加熱シリンダ内の溶融樹脂41′を射出する樹脂注入部51と、接合部4を介してサイドカバー3が連結されたカートリッジ本体2を搭載する位置決め治具52とを具え、この樹脂注入装置50による溶融樹脂41′の注入作業は、サイドカバー3が連結されたカートリッジ本体2を位置決め治具52に搭載した状態で行われるようになっている。
【0029】
図示しない保温用のヒータが組み込まれた本実施例における樹脂注入部51は、溶融樹脂41′の注入時に駆動される注入ピン53を持った計量部54と、溶融樹脂41′が射出される樹脂注入ノズル55と、この樹脂注入ノズル55の開閉を行うノズルピン56と、樹脂注入ノズル55の先端部に嵌合される断熱ブシュ57とを具えており、ノズルピン56が後退移動して樹脂注入ノズル55を開くと、上述したペレット供給部と加熱シリンダとの連通状態が遮断されるようになっている。注入ピン53の移動ストロークは、隙間Sおよびテーパ穴37の容積に対応して設定されており、ペレット供給部によって樹脂ペレットが加熱シリンダに供給されるに伴い、注入ピン53はその後退端まで後退(図4中、上昇)するようになっている。樹脂注入ノズル55を囲む断熱ブシュ57には、水や空気などの冷却媒体を通すための冷却媒体通路58が樹脂注入ノズル55を囲むように形成され、この冷却媒体通路58には図示しない冷却媒体供給手段が連結され、冷却媒体通路58に冷却媒体が通される。本実施例における断熱ブシュ57は、サイドカバー3の嵌合凸部31の台座32内に嵌入し得る円筒部59を有し、この円筒部59に嵌め込まれるゲートブシュ36の基端面を円筒部59の底面60に当接させることにより、樹脂注入ノズル55の外周端がゲートブシュ36のテーパ穴37の内周面に緊密に当接した状態となるように設定されている。断熱ブシュ57の表面には、円筒部59を囲む断熱シート61がさらに装着され、溶融樹脂41′の注入時に断熱シート61をサイドカバー3に当接させ、このサイドカバー3に対する樹脂注入装置50の樹脂注入ノズル55の相対位置をより安定させ、同時にその熱的変形を可能な限り抑制できるように配慮している。
【0030】
支持手段としての本実施例における位置決め治具52は、ベース板62と、このベース板62の上に突設されてカートリッジ本体2の所定箇所をそれぞれ位置決め状態で搭載する複数(図示例では3つ)の位置決めブロック63とを具えており、カートリッジ本体2を支持するこれら位置決めブロック63は、溶融樹脂41′の注入時に位置決め治具52に対してカートリッジ本体2が動かないように、これらの取り付け位置や支持位置などが配慮されている。
【0031】
実際の作業に際しては、接合部4を介してサイドカバー3が連結されたカートリッジ本体2を位置決め治具52の所定位置に載せ、この状態にてサイドカバー3のゲートブシュ36が樹脂注入装置50の断熱ブシュ57の円筒部59に嵌まり込むように、位置決め治具52を移動して図4に示すような状態に保持する。この状態にて、ノズルピン56を後退させ、注入ピン53をその後退端から前進端(ノズルピン56側)へと移動して溶融樹脂41′を樹脂注入ノズル55からゲートブシュ36のテーパ穴37を介して隙間S内に完全に充填する。注入ピン53がその前進ストロークエンドに達した時点でノズルピン56を前進させて樹脂注入ノズル55を塞ぎ、溶融樹脂41′の充填作業を終了する。この場合、樹脂注入ノズル55の先端部に断熱ブシュ57が嵌め合わされているため、樹脂注入ノズル55を断熱ブシュ57によって効率良く冷却することが可能となり、テーパ穴37に注入された溶融樹脂41′と樹脂注入ノズル55の先端面との分離が容易となる。
【0032】
このようにしてテーパ穴37および隙間S内に充填された溶融樹脂41′を冷却固化させ、嵌合凹部21と嵌合凸部31との一体化を完了した後、樹脂注入装置50から位置決め治具52を引き離し、樹脂注入装置50の樹脂注入ノズル55の先端とテーパ穴37に充填された接合樹脂41とを分離する。
【0033】
図4に示した樹脂注入装置50では、サイドカバー3の表面に当接する断熱シート61を断熱ブシュ57に取り付け、サイドカバー3が樹脂注入部51からの熱によって変形するのを阻止しているが、サイドカバー3の表面と断熱ブシュ57との間に間隙を形成することによって、樹脂注入部51に対するサイドカバー3の断熱を図ることも有効である。
【0034】
このような樹脂注入装置50の他の実施例の主要部の断面構造を上述したカートリッジ本体2およびサイドカバー3と共に図5に示すが、先の実施例と同一機能の要素にはこれと同一符号を記すに止め、重複する説明は省略するものとする。すなわち、サイドカバー3に対して図5に示す樹脂注入装置50の位置決め状態において、断熱ブシュ57はその円筒部59の底面60でのみサイドカバー3のゲートブシュ36の端面に突き当たっており、サイドカバー3の表面と断熱ブシュ57との間には断熱用の間隙Gが形成される。本実施例では、溶融樹脂41′の注入時にカートリッジ本体2およびサイドカバー3の安定支持を実現するため、カートリッジ本体2の嵌合凹部21の反対側の面に接する位置決めブロック64と、サイドカバー3の表裏両面を挟んだ状態で支持する一対の位置決めブロック65とを位置決め治具52のベース板62にさらに設けている。
【0035】
【発明の効果】
本発明の樹脂成形品の製造方法によると、接合部としての嵌合凹部を第1の樹脂成形部品の成形と共に成形し、中央部に貫通穴を有する接合部としての嵌合凸部を第2の樹脂成形部品の成形と共に成形し、第1の樹脂成形部品の嵌合凹部と第2の樹脂成形部品の嵌合凸部とを嵌め合わせ、これらの間に貫通穴の一端に連通する空隙を形成し、貫通穴の他端から当該貫通穴内および空隙内に溶融樹脂を充填し、この溶融樹脂により嵌合凹部と嵌合凸部とを一体的に接合したので、特別な金型などを使用せずに複雑な形状の樹脂成形品を効率良く安価に製造することができる。
【0036】
また、第1の樹脂成形部品と第2の樹脂成形部品とこれらの接合部に供給される溶融樹脂とをすべて同一のものを使用することにより、リサイクルの際の処理を容易にすることができる。
【図面の簡単な説明】
【図1】本発明の対象となったトナーカートリッジの外観を表す投影図である。
【図2】図1に示したトナーカートリッジを構成するカートリッジ本体とサイドカバーとの接合部の構造を表す断面図である。
【図3】図2に示した接合部を接合するための樹脂注入装置の主要部の外観を表す投影図である。
【図4】図3に示した樹脂注入装置を用いて図2に示した接合部に対する接合作業状態を表す断面図である。
【図5】樹脂注入装置の他の実施例を用いて図2に示した接合部に対する接合作業状態を表す断面図である。
【図6】2つの樹脂成形部品の接合部を接合するために射出成形装置を用いた従来の作業形態を模式的に表す断面図である。
【符号の説明】
1 トナーカートリッジ
2 カートリッジ本体
3 サイドカバー
4 接合部
S 隙間
G 間隙
21 嵌合凹部
22 嵌合筒
23 突起
31 嵌合凸部
32 台座
33 外側端面
34 嵌合筒
35 内側端面
36 ゲートブシュ
37 テーパ穴
41 接合樹脂
41′溶融樹脂
50 樹脂注入装置
51 樹脂注入部
52 位置決め治具
53 注入ピン
54 計量部
55 樹脂注入ノズル
56 ノズルピン
57 断熱ブシュ
58 冷却媒体通路
59 円筒部
60 底面
61 断熱シート
62 ベース板
63〜65 位置決めブロック
100 射出成形装置
101 金型
101a 固定側金型
101b 可動側金型
102 フレーム
103 樹脂注入装置
104 樹脂ペレット
105 ホッパ
106 加熱シリンダ
107 スクリュ
108 スクリュ駆動装置
109 溶融樹脂
110 金型開閉駆動装置
111 金型開閉シリンダ
111a 可動盤
111b 固定盤
112 ホットランナ
113 ゲート
114 ゲートピン
115 ゲートピン駆動シリンダ
116 冷却液通路
【発明の属する技術分野】
本発明は、一体成形することが困難な樹脂成形品をそれぞれ接合部を持った複数の樹脂成形部品として別々に成形し、これらの接合部を相互に嵌め合わせて一体的に接合するようにした樹脂成形品の製造方法に関する。
【0002】
【背景となる技術】
一体成形することが困難な樹脂成形品を製造する場合、これを予め複数の樹脂成形部品として別々に成形し、これら樹脂成形部品に成形された接合部を相互に嵌め合わせ、この接合部に接着剤や樹脂を注入して一体化することが考えられている。例えば、電子写真装置などで用いられる図1に示すようなカセット式のトナーカートリッジ1は、カートリッジ本体2とこのカートリッジ本体2の側方に配されるサイドカバー3とを具えており、これを一回の射出工程で成形することは基本的に困難である。そこで、これらを別々に射出成形し、これらの接合部4を相互に嵌め合わせて一体化し、ここに溶融樹脂を充填して接合部4を相互に固着させることが試みられている。
【0003】
一方、このような樹脂成形品が破損したり、あるいは使用済みとなった場合、これをリサイクル処理して新たな樹脂成形品として再利用することも進められている。このようなリサイクル処理を行う上で重要なことは、樹脂成形品が可能な限り単一の材料で構成されていることである。この点で、接着剤を用いて接合部を一体的に連結する構造の樹脂成形品は、樹脂成形品を構成する樹脂に対して接着剤が異物となるため、リサイクル性に問題がある。つまり、接合部に樹脂成形部品と同一または類似の溶融樹脂を注入して得られる樹脂成形品の方が、リサイクル性の点で好ましいと言える。
【0004】
2つの樹脂成形部品の接合部に溶融樹脂を注入する方法として、ホットメルト装置や射出成形装置などを利用することが考えられている。このうち、ホットメルト装置を利用する場合には、このホットメルト装置の注入ガンの先端部と樹脂成形部品の接合部とを非接触状態に保ち、溶融樹脂を注入ガンの先端から樹脂成形部品の接合部に供給する必要がある。また、図6に示すような一般的な射出成形装置100を使用する場合には、相互に組み合わされるカートリッジ本体2およびサイドカバー3に対応する形状のキャビティが形成された固定側金型101aと可動側金型101bとからなる金型101を予め用意する。
【0005】
射出成形装置100のフレーム102には、樹脂注入装置103が設置され、この樹脂注入装置103は固形状態の樹脂ペレット104を収納するホッパ105と、これら樹脂ペレット104を溶融するために加熱する加熱シリンダ106と、この加熱シリンダ106の内部に配置されるスクリュ107を回転および往復運動させるスクリュ駆動装置108とを有し、このスクリュ駆動装置108によるスクリュ107の前進移動によって、溶融樹脂109の計量が行われる。金型開閉駆動装置110は、可動盤111aを図中、左右方向に往復移動させる金型開閉シリンダ111を具えている。固定盤111bには固定側金型101aが固定され、可動盤111aには可動側金型101bが固定される。
【0006】
可動盤111aを後退させ、金型101内にカートリッジ本体2およびサイドカバー3をセットした後、可動盤111aを閉じてカートリッジ本体2およびサイドカバー3を金型101内にセットする。固定盤111bに固定された固定側金型101aには、加熱シリンダ106から注入される溶融樹脂109が固化しないように加熱されるホットランナ112と、これに続くゲート113と、ゲート113を開閉するためのゲートピン114と、このゲートピン114を駆動するゲートピン駆動シリンダ115と、ゲート113を冷却するための冷却液を通す冷却液通路116とが組み込まれている。従って、ゲートピン114によりゲート113を開いた状態において、スクリュ駆動装置108によってスクリュ107を前進させることにより、カートリッジ本体2とサイドカバー3との間の接合部4に溶融樹脂109を充填することができる。溶融樹脂109の充填完了後、ゲートピン114を前進させてゲート113を閉じ、接合部4に充填された溶融樹脂109を冷却固化させ、カートリッジ本体2とサイドカバー3とを一体化させる。しかる後、金型開閉シリンダ111を作動して可動盤111aを後退移動させることにより、可動盤111aに固定された可動側金型101bを開き、一体化されたカートリッジ本体2とサイドカバー3とを取り出す。
【0007】
【発明が解決しようとする課題】
ホットメルト装置を用いて図1に示すようなカートリッジ本体2とサイドカバー3との接合部4に溶融樹脂を注入する場合、ホットメルト装置の注入ガンの先端部とカートリッジ本体2およびサイドカバー3の接合部4とを非接触状態に保つ必要があるため、溶融樹脂が充填される接合部4の空隙の形状や、溶融樹脂の粘度によっては、この空隙内に溶融樹脂を完全に充填することが困難となったり、注入後の接合部4の表面の美観を良好に保つことが困難となる。
【0008】
これに対し、図6に示したような射出成形装置100を利用してカートリッジ本体2とサイドカバー3との接合部4に溶融樹脂109を注入する場合には、上述のホットメルト装置を使用した場合におけるような不具合は生じないものの、樹脂ペレット104を溶融させ、これを接合部4に充填させるための射出成形装置100と、溶融樹脂109を接合部4に導くためのホットランナ112などを具え、トナーカートリッジ1を保持するための金型101とが必要になるため、専用設備となり、設置スペースや設備コストが嵩む上に射出成形装置自体が高価で取り扱いが面倒であるなどの不具合がある。
【0009】
【発明の目的】
本発明の目的は、特別な金型などを使用せずに複雑な形状の樹脂成形品を効率良く安価に製造することができ、リサイクル性に優れた樹脂成形品の製造方法を提供することにある。
【0010】
【課題を解決するための手段】
本発明による樹脂成形品の製造方法は、第1の樹脂成形部品と第2の樹脂成形部品とをこれらの接合部を介して一体的に接合してなる樹脂成形品の製造方法であって、前記接合部としての嵌合凹部を前記第1の樹脂成形部品の成形と共に成形するステップと、中央部に貫通穴を有する前記接合部としての嵌合凸部を前記第2の樹脂成形部品の成形と共に成形するステップと、前記第1の樹脂成形部品の前記嵌合凹部と前記第2の樹脂成形部品の嵌合凸部とを嵌め合わせ、これらの間に前記貫通穴の一端に連通する空隙を形成するステップと、相互に嵌め合わせて前記空隙が形成された前記第1の樹脂成形部品と前記第2の樹脂成形部品とを治具を介して保持するステップと、前記治具を介して保持された前記第1の樹脂成形部品および前記第2の樹脂成形部品に対し、前記空隙内に溶融樹脂を注入するための注入ノズルの先端を前記貫通穴の他端に押し当てるステップと、前記注入ノズルから前記貫通穴内および前記空隙内に溶融樹脂を充填し、この溶融樹脂により前記嵌合凹部と前記嵌合凸部とを一体的に接合するステップとを具えたことを特徴とするものである。
【0011】
本発明においては、第1の樹脂成形部品に形成された嵌合凹部と第2の樹脂成形部品に形成された嵌合凸部とを嵌め合わせ、これを治具に保持した状態で一端が空隙に連通する貫通穴の他端に注入ノズルを押し当て、この注入ノズルから当該貫通穴内および空隙内に溶融樹脂を充填し、この溶融樹脂により嵌合凹部および嵌合凸部を介して第1の樹脂成形部品と第2の樹脂成形部品とが一体化して樹脂成形品となる。
【0012】
【発明の実施の形態】
本発明による樹脂成形品の製造方法において、第1の樹脂成形部品および第2の樹脂成形部品および溶融樹脂は、樹脂成形品をリサイクルする際にその処理を容易に行うことができる点で、共に同一または類似の樹脂からなるものであることが有効であり、コストや取り扱いの容易性などから、これら同一または類似の樹脂がポリスチレン,ポリプロピレン,ポリエチレン,ABS樹脂,変性PPE樹脂,あるいはABSとポリカーボネートとの複合樹脂であることが特に好ましい。
【0013】
溶融樹脂を貫通穴から空隙内に注入するために貫通穴の他端に押し当てられる樹脂注入ノズルと嵌合凸部との間に第2の樹脂成形部品の温度上昇を抑制するための断熱ブシュを介在させるステップをさらに具えることができる。この場合、断熱ブシュ内に冷却媒体を流して断熱ブシュを溶融樹脂の温度よりも低い温度に冷却するステップをさらに具えることができる。これにより、第2の樹脂成形部品が熱によって変形するような不具合を未然に防止することができる。
【0014】
一方、第1の樹脂成形部に形成された嵌合凹部と、第2の樹脂成形部に形成された嵌合凸部とを相互に嵌め合わせてこれらを一体的に接合してなる樹脂成形品であって、嵌合凸部と嵌合凹部とが嵌め合わされた状態でこれらに連通する空隙部と、この空隙部に充填される接合樹脂とを具え、第1の樹脂成形部品および第2の樹脂成形部品および溶融樹脂は、共に同一または類似の樹脂からなることを特徴とする樹脂成形品も本発明の他の形態となり得るものである。
【0015】
このような樹脂成形品は、リサイクルの際に一括して処理を行うことが可能となるため、リサイクル性に適したものなる。特に、同一または類似の樹脂としてポリスチレン,ポリプロピレン,ポリエチレン,ABS樹脂,変性PPE樹脂,あるいはABSとポリカーボネートとの複合樹脂を採用した場合には、安価で加工性に優れた樹脂成形品を得ることができる。
【0016】
上述した樹脂成形品において、第1の樹成形部品と第2の樹脂成形部品との接合強度を高めるために接合部を複数具えることができる。
【0017】
また、第1の樹脂成形部品に連結される第2の樹脂成形部品に形成された貫通穴からこの第2の樹脂成形部品と第1の樹脂成形部品との間に形成された空隙内に溶融樹脂を注入するための樹脂注入ノズルと、この樹脂注入ノズルから所定量の溶融樹脂を吐出させる吐出プランジャと、樹脂注入ノズルに嵌合される断熱ブシュと、この断熱ブシュ内に形成されて冷却媒体が通される冷却媒体通路と、この冷却媒体通路に冷却媒体を供給する冷却媒体供給手段とを具えたことを特徴とする樹脂注入装置も本発明の別な形態となり得るものである。
【0018】
この樹脂注入装置によると、樹脂注入ノズルからの輻射熱が断熱ブシュにより第2の樹脂成形部品側に伝わるのを遮断し、貫通穴から溶融樹脂の漏洩を防止することができる。
【0019】
この樹脂注入装置において、断熱ブシュは、貫通穴の周囲を囲む円筒部を有し、この円筒部の底面が貫通穴の他端が開口する第2の樹脂成形部品の端面に当接するものであってよい。これにより、貫通穴に対する樹脂注入ノズルの位置決めを行うことが可能となり、貫通穴からの溶融樹脂の漏洩を防止することもできる。
【0020】
上述した樹脂注入装置において、断熱ブシュに設けられて第1の樹脂成形部品に当接する断熱シートをさらに具えることができる。この場合、樹脂注入ノズルからの熱を断熱ブシュおよび断熱シートによってより確実に遮断し、第2の樹脂成形部品が熱によって変形するのを未然に防止することができる。
【0021】
第1および第2の樹脂成形部品の少なくとも一方を保持する治具をさらに具えることができる。この場合、貫通穴に対する樹脂注入ノズルの位置決めを行うことが可能となり、貫通穴からの溶融樹脂の漏洩を防止することもできる。
【0022】
第1の樹脂成形部品に連結される第2の樹脂成形部品に複数の貫通穴が形成されている場合、これに対応して樹脂注入ノズルや吐出プランジャなどを複数有ることが有効であり、すべての貫通穴から同時に溶融樹脂を注入することによって、作業性および作業効率の向上図ることができる。
【0023】
【実施例】
本発明による樹脂成形品の製造方法を図1に示した電子写真装置のトナーカートリッジ1に応用した実施例について、図1〜図5を参照しながら詳細に説明するが、本発明はこのような実施例のみに限らず、この明細書に記載された本発明の概念に包含されるあらゆる変更や修正が可能であり、従って本発明の精神に帰属する他の技術にも当然応用することができる。
【0024】
本実施例におけるトナーカートリッジ1の外観を図1に示し、そのカートリッジ本体2とサイドカバー3との接合部4の断面構造を図2に示す。前述したように、本実施例におけるトナーカートリッジ1は、カートリッジ本体2とこのカートリッジ本体2の側方に配されるサイドカバー3とを具えており、これらはそれぞれ別々に射出成形された後、一体化されてトナーカートリッジ1となる。
【0025】
カートリッジ本体2とサイドカバー3との接合部4は、カートリッジ本体2に突設された筒状の嵌合凹部21と、サイドカバー3に突設された嵌合凸部31と、これら嵌合凹部21と嵌合凸部31との嵌合状態において、これらの間に形成された空隙、つまり隙間Sに充填される接合樹脂41とで構成され、本実施例におけるカートリッジ本体2,サイドカバー3および接合樹脂41は、すべて同一の材料にて形成されている。
【0026】
サイドカバー3と一体に射出成形される嵌合凸部31は、サイドカバー3の表面から突出する円筒断面形状の台座32と、この台座32の外側端面33からさらに外側に突出する嵌合筒34と、台座32の内側端面35から嵌合筒34と逆向きに突出して台座32内に位置する筒状のゲートブシュ36とを具えている。本実施例では、嵌合筒34の外径が台座32の外径よりも小さく設定され、ゲートブシュ36の外径は嵌合筒34の外径よりもさらに小径に設定されており、このゲートブシュ36を介して溶融樹脂41′が供給されるようになっている。
【0027】
カートリッジ本体2と一体に射出成形される嵌合凹部21は、カートリッジ本体2の側壁から突出する嵌合筒22と、この嵌合筒22と同心状をなすようにカートリッジ本体2の側壁から突出する突起23とを具えており、嵌合凸部31の嵌合筒34が嵌合凹部21の嵌合筒22内に緊密に嵌合するように、嵌合凸部31の嵌合筒34の外径寸法に対して嵌合凹部21の嵌合筒22の内径寸法が適切に設定されている。また、嵌合凸部31の嵌合筒34を嵌合凹部21の嵌合筒22内に嵌合させた状態において、嵌合凹部21の嵌合筒22の先端が嵌合凸部31の台座32の外側端面33に当接し、嵌合凸部31の嵌合筒34の内周面と嵌合凹部21の突起23の外周面との間に本発明の貫通穴としてのゲートブシュ36のテーパ穴37から溶融樹脂41′を充填するための適切な間隔が隙間Sとして形成される。
【0028】
このような接合部4を形成するための本実施例における樹脂注入装置の外観を図3に示し、その先端部の断面構造をワークであるカートリッジ本体2およびサイドカバー3と共に図4に示す。すなわち、本実施例における樹脂注入装置50は、図示しない樹脂ペレットを収容する図示しないホッパと、このホッパに収容された樹脂ペレットを加熱溶融させる図示しない加熱シリンダと、ホッパに収容された樹脂ペレットを加熱シリンダに供給する図示しないペレット供給部と、加熱シリンダ内の溶融樹脂41′を射出する樹脂注入部51と、接合部4を介してサイドカバー3が連結されたカートリッジ本体2を搭載する位置決め治具52とを具え、この樹脂注入装置50による溶融樹脂41′の注入作業は、サイドカバー3が連結されたカートリッジ本体2を位置決め治具52に搭載した状態で行われるようになっている。
【0029】
図示しない保温用のヒータが組み込まれた本実施例における樹脂注入部51は、溶融樹脂41′の注入時に駆動される注入ピン53を持った計量部54と、溶融樹脂41′が射出される樹脂注入ノズル55と、この樹脂注入ノズル55の開閉を行うノズルピン56と、樹脂注入ノズル55の先端部に嵌合される断熱ブシュ57とを具えており、ノズルピン56が後退移動して樹脂注入ノズル55を開くと、上述したペレット供給部と加熱シリンダとの連通状態が遮断されるようになっている。注入ピン53の移動ストロークは、隙間Sおよびテーパ穴37の容積に対応して設定されており、ペレット供給部によって樹脂ペレットが加熱シリンダに供給されるに伴い、注入ピン53はその後退端まで後退(図4中、上昇)するようになっている。樹脂注入ノズル55を囲む断熱ブシュ57には、水や空気などの冷却媒体を通すための冷却媒体通路58が樹脂注入ノズル55を囲むように形成され、この冷却媒体通路58には図示しない冷却媒体供給手段が連結され、冷却媒体通路58に冷却媒体が通される。本実施例における断熱ブシュ57は、サイドカバー3の嵌合凸部31の台座32内に嵌入し得る円筒部59を有し、この円筒部59に嵌め込まれるゲートブシュ36の基端面を円筒部59の底面60に当接させることにより、樹脂注入ノズル55の外周端がゲートブシュ36のテーパ穴37の内周面に緊密に当接した状態となるように設定されている。断熱ブシュ57の表面には、円筒部59を囲む断熱シート61がさらに装着され、溶融樹脂41′の注入時に断熱シート61をサイドカバー3に当接させ、このサイドカバー3に対する樹脂注入装置50の樹脂注入ノズル55の相対位置をより安定させ、同時にその熱的変形を可能な限り抑制できるように配慮している。
【0030】
支持手段としての本実施例における位置決め治具52は、ベース板62と、このベース板62の上に突設されてカートリッジ本体2の所定箇所をそれぞれ位置決め状態で搭載する複数(図示例では3つ)の位置決めブロック63とを具えており、カートリッジ本体2を支持するこれら位置決めブロック63は、溶融樹脂41′の注入時に位置決め治具52に対してカートリッジ本体2が動かないように、これらの取り付け位置や支持位置などが配慮されている。
【0031】
実際の作業に際しては、接合部4を介してサイドカバー3が連結されたカートリッジ本体2を位置決め治具52の所定位置に載せ、この状態にてサイドカバー3のゲートブシュ36が樹脂注入装置50の断熱ブシュ57の円筒部59に嵌まり込むように、位置決め治具52を移動して図4に示すような状態に保持する。この状態にて、ノズルピン56を後退させ、注入ピン53をその後退端から前進端(ノズルピン56側)へと移動して溶融樹脂41′を樹脂注入ノズル55からゲートブシュ36のテーパ穴37を介して隙間S内に完全に充填する。注入ピン53がその前進ストロークエンドに達した時点でノズルピン56を前進させて樹脂注入ノズル55を塞ぎ、溶融樹脂41′の充填作業を終了する。この場合、樹脂注入ノズル55の先端部に断熱ブシュ57が嵌め合わされているため、樹脂注入ノズル55を断熱ブシュ57によって効率良く冷却することが可能となり、テーパ穴37に注入された溶融樹脂41′と樹脂注入ノズル55の先端面との分離が容易となる。
【0032】
このようにしてテーパ穴37および隙間S内に充填された溶融樹脂41′を冷却固化させ、嵌合凹部21と嵌合凸部31との一体化を完了した後、樹脂注入装置50から位置決め治具52を引き離し、樹脂注入装置50の樹脂注入ノズル55の先端とテーパ穴37に充填された接合樹脂41とを分離する。
【0033】
図4に示した樹脂注入装置50では、サイドカバー3の表面に当接する断熱シート61を断熱ブシュ57に取り付け、サイドカバー3が樹脂注入部51からの熱によって変形するのを阻止しているが、サイドカバー3の表面と断熱ブシュ57との間に間隙を形成することによって、樹脂注入部51に対するサイドカバー3の断熱を図ることも有効である。
【0034】
このような樹脂注入装置50の他の実施例の主要部の断面構造を上述したカートリッジ本体2およびサイドカバー3と共に図5に示すが、先の実施例と同一機能の要素にはこれと同一符号を記すに止め、重複する説明は省略するものとする。すなわち、サイドカバー3に対して図5に示す樹脂注入装置50の位置決め状態において、断熱ブシュ57はその円筒部59の底面60でのみサイドカバー3のゲートブシュ36の端面に突き当たっており、サイドカバー3の表面と断熱ブシュ57との間には断熱用の間隙Gが形成される。本実施例では、溶融樹脂41′の注入時にカートリッジ本体2およびサイドカバー3の安定支持を実現するため、カートリッジ本体2の嵌合凹部21の反対側の面に接する位置決めブロック64と、サイドカバー3の表裏両面を挟んだ状態で支持する一対の位置決めブロック65とを位置決め治具52のベース板62にさらに設けている。
【0035】
【発明の効果】
本発明の樹脂成形品の製造方法によると、接合部としての嵌合凹部を第1の樹脂成形部品の成形と共に成形し、中央部に貫通穴を有する接合部としての嵌合凸部を第2の樹脂成形部品の成形と共に成形し、第1の樹脂成形部品の嵌合凹部と第2の樹脂成形部品の嵌合凸部とを嵌め合わせ、これらの間に貫通穴の一端に連通する空隙を形成し、貫通穴の他端から当該貫通穴内および空隙内に溶融樹脂を充填し、この溶融樹脂により嵌合凹部と嵌合凸部とを一体的に接合したので、特別な金型などを使用せずに複雑な形状の樹脂成形品を効率良く安価に製造することができる。
【0036】
また、第1の樹脂成形部品と第2の樹脂成形部品とこれらの接合部に供給される溶融樹脂とをすべて同一のものを使用することにより、リサイクルの際の処理を容易にすることができる。
【図面の簡単な説明】
【図1】本発明の対象となったトナーカートリッジの外観を表す投影図である。
【図2】図1に示したトナーカートリッジを構成するカートリッジ本体とサイドカバーとの接合部の構造を表す断面図である。
【図3】図2に示した接合部を接合するための樹脂注入装置の主要部の外観を表す投影図である。
【図4】図3に示した樹脂注入装置を用いて図2に示した接合部に対する接合作業状態を表す断面図である。
【図5】樹脂注入装置の他の実施例を用いて図2に示した接合部に対する接合作業状態を表す断面図である。
【図6】2つの樹脂成形部品の接合部を接合するために射出成形装置を用いた従来の作業形態を模式的に表す断面図である。
【符号の説明】
1 トナーカートリッジ
2 カートリッジ本体
3 サイドカバー
4 接合部
S 隙間
G 間隙
21 嵌合凹部
22 嵌合筒
23 突起
31 嵌合凸部
32 台座
33 外側端面
34 嵌合筒
35 内側端面
36 ゲートブシュ
37 テーパ穴
41 接合樹脂
41′溶融樹脂
50 樹脂注入装置
51 樹脂注入部
52 位置決め治具
53 注入ピン
54 計量部
55 樹脂注入ノズル
56 ノズルピン
57 断熱ブシュ
58 冷却媒体通路
59 円筒部
60 底面
61 断熱シート
62 ベース板
63〜65 位置決めブロック
100 射出成形装置
101 金型
101a 固定側金型
101b 可動側金型
102 フレーム
103 樹脂注入装置
104 樹脂ペレット
105 ホッパ
106 加熱シリンダ
107 スクリュ
108 スクリュ駆動装置
109 溶融樹脂
110 金型開閉駆動装置
111 金型開閉シリンダ
111a 可動盤
111b 固定盤
112 ホットランナ
113 ゲート
114 ゲートピン
115 ゲートピン駆動シリンダ
116 冷却液通路
Claims (1)
- 第1の樹脂成形部品と第2の樹脂成形部品とをこれらの接合部を介して一体的に接合してなる樹脂成形品の製造方法であって、
前記接合部としての嵌合凹部を前記第1の樹脂成形部品の成形と共に成形するステップと、
中央部に貫通穴を有する前記接合部としての嵌合凸部を前記第2の樹脂成形部品の成形と共に成形するステップと、
前記第1の樹脂成形部品の前記嵌合凹部と前記第2の樹脂成形部品の嵌合凸部とを嵌め合わせ、これらの間に前記貫通穴の一端に連通する空隙を形成するステップと、
相互に嵌め合わせて前記空隙が形成された前記第1の樹脂成形部品と前記第2の樹脂成形部品とを治具を介して保持するステップと、
前記治具を介して保持された前記第1の樹脂成形部品および前記第2の樹脂成形部品に対し、前記空隙内に溶融樹脂を注入するための注入ノズルの先端を前記貫通穴の他端に押し当てるステップと、
前記注入ノズルから前記貫通穴内および前記空隙内に溶融樹脂を充填し、この溶融樹脂により前記嵌合凹部と前記嵌合凸部とを一体的に接合するステップと
を具えたことを特徴とする樹脂成形品の製造方法。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003027511A JP2004237500A (ja) | 2003-02-04 | 2003-02-04 | 樹脂成形品の製造方法 |
| US10/767,720 US7300614B2 (en) | 2003-02-04 | 2004-01-30 | Method of manufacturing a resin molding |
| CNB2004100004973A CN100357083C (zh) | 2003-02-04 | 2004-02-04 | 树脂成型品及其制造方法,以及其中所用的树脂注射装置 |
| US11/866,531 US7467938B2 (en) | 2003-02-04 | 2007-10-03 | Resin injecting apparatus with a cooling passage |
| US12/253,340 US7744978B2 (en) | 2003-02-04 | 2008-10-17 | Resin molding |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003027511A JP2004237500A (ja) | 2003-02-04 | 2003-02-04 | 樹脂成形品の製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004237500A true JP2004237500A (ja) | 2004-08-26 |
Family
ID=32955222
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003027511A Pending JP2004237500A (ja) | 2003-02-04 | 2003-02-04 | 樹脂成形品の製造方法 |
Country Status (3)
| Country | Link |
|---|---|
| US (3) | US7300614B2 (ja) |
| JP (1) | JP2004237500A (ja) |
| CN (1) | CN100357083C (ja) |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4441864B2 (ja) * | 2004-08-04 | 2010-03-31 | 株式会社デンソー | 複合製品の製造方法及び製造装置 |
| US7483647B2 (en) * | 2005-12-27 | 2009-01-27 | Canon Kabushiki Kaisha | Cartridge having a molded resin complex |
| US7472486B2 (en) * | 2006-05-19 | 2009-01-06 | The Stanley Works | Level with vial and manufacturing method therefor |
| JP5413829B2 (ja) * | 2008-11-10 | 2014-02-12 | サンデン株式会社 | インバータ一体型電動圧縮機 |
| US8593630B2 (en) * | 2009-10-07 | 2013-11-26 | The Board Of Trustees Of The University Of Illinois | Discrete frequency spectroscopy and instrumentation |
| ES2399694T3 (es) * | 2010-01-20 | 2013-04-02 | Cie Automotive, S.A. | Dispositivo de moldeo por inyecci�n para fabricar art�culos a partir de dos piezas moldeadas por inyecci�n y por procedimiento para fabricar tales art�culos |
| FR2977524B1 (fr) * | 2011-07-06 | 2017-02-17 | Mecaplast Sa | Piece assemblee par injection |
| US11584052B2 (en) | 2017-04-26 | 2023-02-21 | Canon Kabushiki Kaisha | Method of producing assembled product and assembling apparatus |
Family Cites Families (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2040126A (en) * | 1935-06-17 | 1936-05-12 | Fred H Grieve | Method of regluing tenon and mortise joints |
| US3264394A (en) * | 1960-10-21 | 1966-08-02 | Bosch Gmbh Robert | Method of sealing a storage battery casing |
| DE2525437C3 (de) * | 1975-06-07 | 1982-01-21 | Continental Gummi-Werke Ag, 3000 Hannover | Form zum Spritzgießen oder Preßspritzen von Kautschuk und anderen plastischen wärmehärtbaren Werkstoffen |
| US4377547A (en) * | 1982-01-18 | 1983-03-22 | Minnesota Mining And Manufacturing Company | Molded high voltage splice body |
| US4592886A (en) * | 1982-04-28 | 1986-06-03 | Fischer & Porter | Technique for stabilizing injection molded flowmeter liner |
| US5152481A (en) * | 1990-02-01 | 1992-10-06 | Andy Cote | Kite frame connector |
| US5609652A (en) * | 1994-04-13 | 1997-03-11 | Koito Manufacturing Co., Ltd. | Method of manufacturing a synthetic resin part integrally formed with metal members |
| JPH07277072A (ja) * | 1994-04-13 | 1995-10-24 | Koito Mfg Co Ltd | バニティミラー用ランプボデイ及びその製造方法 |
| JP3062920B2 (ja) * | 1995-03-16 | 2000-07-12 | 株式会社小糸製作所 | 一体的な金属部材を有する合成樹脂部品及び一体的な金属部材を有する合成樹脂部品の製造方法 |
| CA2161040A1 (en) * | 1994-10-21 | 1996-04-22 | Delbert D. Derees | Vehicle assembly method |
| CN1139472C (zh) * | 1996-03-18 | 2004-02-25 | 株式会社理光 | 一种细长轴构件 |
| US5863064A (en) * | 1997-08-14 | 1999-01-26 | Textron Autmotive Company Inc. | Skin for automotive air bag cover panel formed by casting different plastic materials |
| US6572808B1 (en) * | 1998-12-17 | 2003-06-03 | Idemitsu Petrochemical Co., Ltd. | Method for producing a molded laminate |
| CA2262175C (en) * | 1999-02-16 | 2008-02-12 | Mold-Masters Limited | Injection molding apparatus with removable nozzle seal |
| JP4136299B2 (ja) * | 2000-09-12 | 2008-08-20 | キヤノン株式会社 | 合成樹脂製の部品結合体 |
| JP2003145575A (ja) * | 2001-11-09 | 2003-05-20 | Canon Inc | 複合成形品及びその成形方法 |
| US7099607B2 (en) * | 2003-06-18 | 2006-08-29 | Canon Kabushiki Kaisha | Cartridge, and toner container |
-
2003
- 2003-02-04 JP JP2003027511A patent/JP2004237500A/ja active Pending
-
2004
- 2004-01-30 US US10/767,720 patent/US7300614B2/en not_active Expired - Fee Related
- 2004-02-04 CN CNB2004100004973A patent/CN100357083C/zh not_active Expired - Fee Related
-
2007
- 2007-10-03 US US11/866,531 patent/US7467938B2/en not_active Expired - Fee Related
-
2008
- 2008-10-17 US US12/253,340 patent/US7744978B2/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| CN100357083C (zh) | 2007-12-26 |
| US7300614B2 (en) | 2007-11-27 |
| US20090041973A1 (en) | 2009-02-12 |
| US7744978B2 (en) | 2010-06-29 |
| US20080026227A1 (en) | 2008-01-31 |
| CN1519097A (zh) | 2004-08-11 |
| US7467938B2 (en) | 2008-12-23 |
| US20050003161A1 (en) | 2005-01-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US7744978B2 (en) | Resin molding | |
| US20090260760A1 (en) | Method of molding a hollow molded article, hollow molded article, and apparatus for manufacturing the same | |
| JP2012035532A (ja) | 中空成形品の製造方法および製造装置 | |
| KR101242991B1 (ko) | 사출성형방법 및 사출성형장치 | |
| JP5395135B2 (ja) | 熱硬化性樹脂用の射出成形装置 | |
| US20050200048A1 (en) | Apparatus for valve-gate injection molding and method for the same | |
| JP4897756B2 (ja) | 中空成形品の成形方法および成形装置 | |
| JP4486145B2 (ja) | 熱硬化性樹脂用の射出成形装置 | |
| WO2014013304A1 (en) | Method and device for producing a plastic part, especially a plastic part for an automobile, by an injection molding method | |
| KR20060063956A (ko) | 성형방법, 성형용 금형, 성형품 및 성형기 | |
| JP4104779B2 (ja) | 射出成形用金型 | |
| JP2000326366A (ja) | ホットランナー・バルブゲート金型 | |
| JP2003011197A (ja) | 成形用金型装置 | |
| JP3007166U (ja) | 中空品成形装置 | |
| JP2016144892A (ja) | 射出成形装置及び射出成形方法 | |
| JP7684146B2 (ja) | ノズルアダプタ,射出装置及び射出成形機 | |
| JPH08230005A (ja) | 射出成形方法及びその金型 | |
| JP3757416B2 (ja) | バルブゲート式金型装置 | |
| JP2019119184A (ja) | 射出成形金型および射出成形方法 | |
| JP4736500B2 (ja) | プリプラ式射出成形方法及び装置 | |
| JPH0136769B2 (ja) | ||
| JP2005238781A (ja) | バルブゲート式金型装置 | |
| JP2000006200A (ja) | 成形金型及び成形方法 | |
| JPH1015995A (ja) | バルブゲート式金型装置 | |
| JP3336284B2 (ja) | ディスク基板及びその製造方法 |