JP2004237715A - 押出機および押出方法 - Google Patents
押出機および押出方法 Download PDFInfo
- Publication number
- JP2004237715A JP2004237715A JP2003127160A JP2003127160A JP2004237715A JP 2004237715 A JP2004237715 A JP 2004237715A JP 2003127160 A JP2003127160 A JP 2003127160A JP 2003127160 A JP2003127160 A JP 2003127160A JP 2004237715 A JP2004237715 A JP 2004237715A
- Authority
- JP
- Japan
- Prior art keywords
- screw
- extruded
- medicine
- extruder
- supply pin
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/36—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die
- B29C48/50—Details of extruders
- B29C48/505—Screws
- B29C48/535—Screws with thread pitch varying along the longitudinal axis
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Processing And Handling Of Plastics And Other Materials For Molding In General (AREA)
- Extrusion Moulding Of Plastics Or The Like (AREA)
Abstract
【課題】被押出材料と薬品が同じ比率で押出機内に供給されるとともに、均一なゴム配合物を得ることができる押出機を提供する。
【解決手段】シリンダー内にスクリューを収納し、可塑化された被押出材料を押出し成形する押出機であって、前記スクリューの上流側に設置され、被押出材料を供給する材料供給手段と、前記スクリューにより搬送され、可塑化された被押出材料に薬品を供給する薬品供給手段と、前記スクリューの下流側において可塑化された被押出材料の搬送流量を調節する流量調節手段とからなり、前記薬品供給手段が、被押出材料が可塑化された位置において、前記流量調節手段よりスクリューの上流側に設けられる円筒形の薬品供給ピンを備えている。
【選択図】 図2
【解決手段】シリンダー内にスクリューを収納し、可塑化された被押出材料を押出し成形する押出機であって、前記スクリューの上流側に設置され、被押出材料を供給する材料供給手段と、前記スクリューにより搬送され、可塑化された被押出材料に薬品を供給する薬品供給手段と、前記スクリューの下流側において可塑化された被押出材料の搬送流量を調節する流量調節手段とからなり、前記薬品供給手段が、被押出材料が可塑化された位置において、前記流量調節手段よりスクリューの上流側に設けられる円筒形の薬品供給ピンを備えている。
【選択図】 図2
Description
【0001】
【発明の属する技術分野】
本発明はスクリュー押出機および押出方法に関する。さらに詳しくは、たとえばゴムと薬品からなる可塑化されたゴム混練物をスクリューで押出し成形するスクリュー押出機や、押し出しされるまでのあいだに、スクリュー溝内の圧力を開放するベント域を有するベント押出機などの押出機および押出方法に関する。
【0002】
【従来の技術】
従来の押出機として、シリンダー内にスクリューを収納するスクリュー押出機に材料供給ホッパおよび薬品供給ホッパが設置され、ゴム供給工程、薬品供給工程、混練工程および圧縮(加圧)工程からなる押出成形を連続的に行なうことにより、予めポリマーに補強剤や充填剤などを混練した被押出材料(以下、ベースコンパウンドという)と加硫および加硫後の物性を維持するための加硫促進剤および油脂類などの薬品とを連続、かつ、定量的に混合させるものがある(特許文献1、2参照)。かかるゴム混練機では、スクリューの1回転当たりのゴムの搬送量を調節するために、ゴム供給工程におけるスクリューと薬品供給工程におけるスクリューのあいだに堰が設けられている。
【0003】
かかる押出機における材料供給ホッパから供給されたベースコンパウンドは、スクリューが回転することでフライト(螺旋)から搬送力を受けて押し出されて行き、そして堰まで可塑化されながら進む。そして堰から連続的に可塑化されたベースコンパウンドが一定量通過して行き、そこに常に一定量の薬品が連続的に供給される。さらにこれが混練工程でよく混ぜ合わされ、押出しに必要な圧縮工程に搬送され、先端から押し出(吐出)される。
【0004】
【特許文献1】
特開平10−71615号公報
【特許文献2】
特開2000−52334号公報
【0005】
【発明が解決しようとする課題】
しかしながら、ベースコンパウンドと薬品の混合配合や温調条件により、これらの剪断抵抗の違いおよびシリンダーとスクリューへの粘着力の差により、ベースコンパウンドと薬品が同じ比率で押出機内で均一に供給および混合されるとは限らないという問題がある。
【0006】
本発明は、叙上の事情に鑑みて、ベースコンパウンドと薬品が同じ比率で押出機内に供給されるとともに、均一なゴム配合物を得ることができる押出機および押出方法を提供することを目的とする。
【0007】
【課題を解決するための手段】
本発明の押出機は、シリンダー内にスクリューを収納し、可塑化された被押出材料を押出し成形する押出機であって、前記スクリューの上流側に設置され、被押出材料を供給する材料供給手段と、前記スクリューにより搬送され、可塑化された被押出材料に薬品を供給する薬品供給手段と、前記スクリューの下流側において可塑化された被押出材料の搬送流量を調節する流量調節手段とからなり、前記薬品供給手段が、前記被押出材料が可塑化された位置において、前記流量調節手段よりスクリューの上流側に設けられる円筒形の薬品供給ピンを備えてなることを特徴とする。
【0008】
また、本発明の押出方法は、シリンダー内に、可塑化された被押出材料の搬送流量を調節する流量調節手段が形成されるスクリューを収納し、該可塑化された被押出材料を押出し成形する押出方法であって、前記流量調節手段よりスクリューの上流側における、前記被押出材料が可塑化された位置に設けられる円筒形の薬品供給ピンから薬品を供給することを特徴とする。
【0009】
【発明の実施の形態】
本発明では、薬品としてポリマーと必要添加薬品などを混練りしたマスターバッチを可塑化し、圧入するか、薬品とオイルとの混合液を圧入するか、固形成型した薬品を圧入するか、またはこれらのうち、少なくとも2種類を組み合せて圧入する。可塑化されたベースコンパウンドに薬品を添加する際、スクリュー溝内で均一に混合するためには、両者の特性により薬品を添加する位置(スクリュー軸方向の位置)に最適な位置が存在する。すなわちベースコンパウンドに薬品を同一位置から添加しても、同一比率で混合されるわけではない。このため、可塑化が進行し、スクリュー溝にベースコンパウンドが完全に充填された、少なくともスクリュー尾端より2.5D(D:スクリューの外径)の位置から流量調節手段までの1リードごとに放射状に配列された薬品供給ピンから薬品を供給する。この薬品供給ピンは、円筒形状(中空形状)であり、外部に継っており、この薬品供給ピンを介して、薬品のマスターバッチ、混合液または固形物(混合物)を最適な位置から注入する。また、前記薬品供給ピンとともに、薬品注入に使用されないピンを隣接して設けると、薬品供給ピンから薬品を注入した直後、隣接するピンでスクリュー溝中でのコンパウンドの練り返し作用(スクリュー溝中でコンパウンドの流れ方向を乱すことにより、混合効果を高める作用)により、マクロ的に添加薬品を分散させることもできる。このようなコンパウンド(すでに薬品添加されている)が流量調節手段の溝を通過する際、細分化され、シリンダー壁とのあいだで摺りつぶされるので、微少に均一に添加薬品が混合される。
【0010】
以下、添付図面に基づいて本発明の押出機および押出方法を説明する。
【0011】
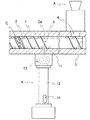
図1〜2に示されるように、本発明の一実施の形態にかかわる押出機は、シリンダー1、該シリンダー1内に収納されるスクリュー2、ベースコンパウンドを供給する材料供給手段A、前記スクリュー2により搬送され、可塑化されたベースコンパウンドに薬品を供給する薬品供給手段Bおよび可塑化されたベースコンパウンドの搬送流量を調節する流量調節手段Cとから構成されている。前記材料供給手段Aは、スクリュー2の上流側のスクリュー尾端3近傍に設置されており、この材料供給手段Aとしては、通常用いられる供給ホッパーを用いることができる。
【0012】
前記スクリュー2は、単軸スクリューである。前記流量調節手段Cは、このスクリュー2の下流側に設けられている。前記材料供給手段Aの供給口4から供給されたベースコンパウンドは、この流量調節手段Cまでスクリュー2により搬送されるあいだに可塑化される(可塑化域S1)とともに、加圧される(加圧域S2)。そして、流量調節手段Cにより所定の搬送量が調節され、つぎの領域へと押し出される。この流量調節手段Cからスクリュー2の先端までの寸法は3〜5Dとする。なお、このスクリュー2の形状や寸法は適宜選定することができるが、本実施の形態では、リード長が0.8〜1.3Dの2条ねじにされているとともに、谷径が0.52〜0.78Dに設定されている。これは谷径が0.52D未満であると、スクリュー2の捩じり強度が不足し、0.78Dをこえると、搬送量が少なくなるからである。
【0013】
前記流量調節手段Cとしては、フライトの外周に可塑化されたベースコンパウンドを通過させる複数の浅い溝を設けた堰を用いることができる。本実施の形態では、流量調節手段Cとして、2つのフライトの外周に溝がそれぞれ設けられた2段形状の堰を採用している。この堰は、ベースコンパウンドの堰通過量(搬送量)と圧力とが密接な関係があるので、常に一定圧力に保持できるように設けられている。スクリュー尾端2aからこの堰までの距離L1は、ベースコンパウンドの物性により異なるが、混練に必要な可塑性を与え、堰通過量を一定に保ちながら加圧するために、4D以上であるとともに、長すぎると発熱により効率が低下するため、16D以下に設定する。すなわち距離L1は4〜16Dとするのが好ましい。堰の幅は、短いとニーダー効果が減少し、分散性が低下するとともに、長いと通過抵抗により、堰通過量が低下するため、5〜40mmであるのが好ましい。また、この堰の溝角は、スクリュー軸に対して5〜35°傾斜している。これは溝角が5°未満であると、堰通過量のばらつきが大きくなり配合比が変動し、35°をこえると通過抵抗が増加し、堰通過量が低下するためである。また、堰の溝断面は、半円または楕円形状を呈しており、溝断面積は、1.5〜12mm2である。これは溝断面積が1.5mm2未満でも分散性の向上はみられないとともに、堰通過量が急激に減少し、12mm2をこえると分散性がわるくなるためである。さらに隣接する溝間の陸部の幅は、1.5〜3.5mmである。これは1.5mm未満では分散性がわるくなり、3.5mmをこえると堰通過量が低下するためである。
【0014】
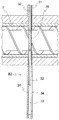
前記薬品供給手段(仕上薬品の添加手段)Bは、ベースコンパウンドが可塑化された位置において、前記流量調節手段Cよりスクリュー2の上流側に設けられ、一定量の仕上薬品をスクリュー2の溝に連続して注入することができるものであれば、本発明においては、とくに限定されるものではない。すなわち材料供給手段Aであるホッパーからスクリュー2の中間部までは、ベースコンパウンドが充分に可塑化されておらず、材料供給量の変動により、搬送量が一定していないので、充分に可塑化された状態で、搬送量および圧力が安定した位置において、仕上練用薬品またはそのマスターバッチを供給するものであり、コンパウンドおよび添加する薬品の特性や量により適宜選定することができる。かかる薬品供給手段Bとして、本実施の形態では、シリンダー1に挿通される円筒形の薬品供給ピン11と、薬品供給ピン11に薬品を送り込む薬品送出し手段12、たとえば垂直スクリューフィーダと、薬品供給ピン11と薬品送出し手段12とのあいだに設置される、たとえば2軸ギアポンプ13とから構成されるものが用いられている。かかる2軸ギアポンプ13を介在させて、薬品送出し手段12の供給口14から供給されたマスターバッチを可塑化し、加圧させながら、前記薬品供給ピン11からスクリュー溝へ一定量の薬品を連続注入する。図1〜2において、5はフライト(螺旋)2aに形成される薬品供給ピン11の通過溝である。本実施の形態では、この薬品供給ピン11を周上に1箇所設けているが、本発明においては、これに限定されるものではなく、薬品供給ピン11を、少なくともスクリュー尾端3より2.5Dの位置から流量調節手段Cの堰まで、たとえば図1に示されるように、所定の範囲Pの1リードごとに4〜8箇所を放射状に配列することができる。
【0015】
なお、本実施の形態では、2軸ギアポンプ13により加圧して注入しているが、本発明においては、マスターバッチコンパウンドが、押出機で充分加圧され、一定量を連続的に供給できる条件が満足されるなら、かかる2軸ギアポンプ13を省いて直接薬品供給としてマスターバッチを注入することもできる。また、前記薬品供給ピン11とともに、薬品注入に使用されないピンを隣接して設けると、薬品供給ピン11から薬品を注入した直後、隣接するピンでスクリュー溝中でのコンパウンドの練り返し作用により、マクロ的に添加物をコンパウンド中に分散させることもできる。
【0016】
前記堰を通過したコンパウンドは、可塑化されているので、次工程に必要なシート状の中間製品にするため、フローチャンネル(スクリュー先端からダイに到るまでのコンパウンドの流路)に取り付けられた口金を介して押し出される。この口金の断面積は、概ねシリンダーの断面積の10〜40%とするのが、押出機の効率の向上および製品の寸法安定上望ましい。コンパウンドを口金を介して押し出すためには、コンパウンドを加圧する必要があり、かかる加圧域として、図1に示されるように、堰からの長さL2(3〜5D)のスクリュー部分が設けられている。
【0017】
さらに、スクリューの先端にギアポンプを配置するとともに、このギアポンプの先端に口金を取り付けることにより、搬送量がさらに安定し、一定温度のコンパウンドを正確に一定量押し出すことができる。なお、コンパウンドの温度は、スクリューとシリンダーの温度制御、スクリューの回転数と口金の断面積(先端圧力)の設定値およびコンパウンドの粘度の関係から、容易に一定温度に保つことができる。また、口金の断面積がシリンダーの断面積の10%より少なくなっても、該押出機先端にギアポンプも取り付ければ、ギアポンプの特性上押出機の排出量に影響することなくコンパウンドを押し出すことができるので、高粘度のコンパウンドなどにはとくに有効である。また、口金の抵抗が押出機に作用しないので、直接、必要な中間製品を押し出すことができる。同時にメッシュスクリーンを入れても、押出機に負荷がかからないので、中間製品の最終段階で異物を除去することができる。
【0018】
つぎに他の薬品供給手段B1を用いた本発明の他の実施の形態を説明する。本実施の形態における薬品供給手段B1は、図3に示されるように、薬品供給ピン21に接続されるギアポンプ22およびギアポンプ22に配管接続される調圧のためのサージタンク23とから構成されている。本実施の形態における薬品供給手段B1は、前記薬品供給手段Bと同様にスクリュー2の所定の範囲Pに適宜配列させることができる。図3において、24はモータおよび回転羽根からなる撹拌手段である。本実施の形態では、前記サージタンク22により、薬品とオイルを混合し、液状にして薬品供給ピン21から一定量連続して注入することができる。
【0019】
つぎにさらに他の薬品供給手段B2を用いた本発明の他の実施の形態を説明する。本実施の形態における薬品供給手段B2は、図4に示されるように、薬品供給ピン31に配置された固形物32をアクチュエータに連結されるピストン33でスクリュー2の溝に押し込める薬品送出し手段(図示せず)から構成されている。本実施の形態における薬品供給手段B2は、前記薬品供給手段Bと同様にスクリュー2の所定の範囲Pに適宜配列させることができる。前記固形物32は、高級脂肪酸またはワックスに溶解または分散させたものである。本実施の形態では、前記薬品供給ピン31の供給口34から挿入された固形物32を該薬品供給ピン31を配列した個所から、一定量をピストン33で連続してスクリュー2の溝に押し込み可塑化されたベースコンパウンドに添加する。なお、図4において、35は加圧された固形物32をスクリュー溝内で摺りつぶす(粉砕する)凹凸溝である。
【0020】
なお、本実施の形態は、堰を1箇所設けるようにしているが、本発明においては、当該第1堰より下流側に第2堰を設けることもできる。この第2堰を設ける場合は、第1堰(流量調整手段Cである堰)直後の1リード内のスクリュー溝は、コンパウンドで完全に充填されていないので、圧力は加えられていないとともに、コンパウンドの表面積も最大になっているので、大気圧下で、小粒状、粉末または液状の他の薬品の添加を行なうことができる。したがって、他の薬品供給としてマスターバッチを供給するときには、ホッパーの供給口から直接供給することができる。また、図1に示されるように、第1堰(流量調整手段Cである堰)直後で、真空ポンプ器41により減圧すると、ベント押出機と同様に揮発物を抜気できるので、発泡の少ない緻密な中間製品を得ることができる。
【0021】
前記第2堰を設ける場合、第1堰から3〜6Dの位置に設け、溝角は第1堰とほぼ等しくするととに、溝数および溝断面積は第1堰と等しいか、または大きくする。第1堰から第2堰までのスクリュー長は、すでにベースコンパウンドが可塑化されているため、第2堰を通過させるための加圧に必要な長さで充分であるから、3〜6Dとする。また、第2堰の幅は、短いとニーダー効果が減少し、分散性がわるくなり、長いと通過抵抗の増大により搬送量が低下するため、5〜40mmとするのが好ましい。また、この第2堰からスクリュー先端までの加圧域は3〜5Dになるように設定する。
【0022】
また、薬品をオイルに溶解もしくは分散したり、または混合した薬品を加温液化もしくはペースト状にして、スクリュー溝中に注入する方法では、所定の薬品を注入することができるスクリュー軸長さ方向に限界がある。これは、ベースコンパウンドの種類にも依存するが、油脂類が多いと、スクリューまたはシリンダー壁が部分的に油脂類で濡らされ、配合物とのあいだで滑りが生じるためであり、その結果、スクリューの搬送量が変動し、薬品が定量的に注入されても、配合比が変動する。
【0023】
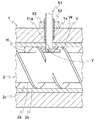
そこで、このような配合比の変動をなくすため、本発明の他の実施の形態の押出機では、液状薬品をシリンダ1内に直接添加するために、図5に示されるように、先端が閉じられた薬品供給ピン51の側面に形成された注入口51aが、スクリュー2の回転方向(図5に示されるスクリューは、注入口が配置されているスクリューの上部が図において手前側にくるように回転する)に向いて開口しており、かつ、注入口51aが、スクリュー2の谷2aから注入口51aの中心位置までの距離Yがスクリュー2の山2bの高さHの0.3〜0.8倍程度になるように、配置されている。
【0024】
薬品供給ピン51は、中空の調節ネジ52に嵌合された状態でシリンダ1の貫通孔1aを通してシリンダ1内に挿入されている。また、シリンダ1の外側面であって、貫通孔1aの外側開口の周囲には、ナット53が固着されている。調節ネジ52はナット53に螺合されているため、調節ネジ52を回転させることにより、薬品供給ピン51および調節ネジ52の高さを変更することができる。
【0025】
シリンダ1内では、図5に示されるように、薬品供給ピン51の周辺に渦流Vが生じるが、薬品供給ピン51の注入口51aを、スクリュー2の谷2aから山2bの高さHの0.3〜0.8倍程度の位置において回転方向側に向いているので、該注入口51a付近に発生する渦流V内部の低圧力部Pに薬品を注入することができる。それにより、混合効果を高め、スクリューシリンダー1の壁の漏れを防止することができる。
【0026】
なお、薬品は、前記実施の形態と同様に、ギアポンプを介して加圧しながら供給する。また、注入される薬品は、前記実施の形態と同様に、オイルを混合した液状にした液状分散薬品などが用いられる。
【0027】
さらに、調節ネジ52を回転させて薬品供給ピン51の注入口51aの高さを変えることにより、スクリュー溝2c中の旋回流Vと推進流Wの境界層に注入することができ、その結果、混合効果を高め、シリンダ壁の濡れを防止することができる。
【0028】
なお、これまでの実施の形態では、薬品供給としてマスターバッチを可塑化し、圧入するか、薬品とオイルとの混合液を圧入するか、または固形成型した薬品を圧入しているが、本発明においては、これらのうち、少なくとも2種類を組合せて圧入することもできる。
【0029】
【発明の効果】
以上説明したとおり、本発明によれば、ベースコンパウンドと薬品が同じ比率で押出機内に供給されるとともに、均一なゴム配合物を得ることができる。
【図面の簡単な説明】
【図1】本発明の押出機の一実施の形態におけるスクリューを示す側面図である。
【図2】本発明における薬品供給手段の一実施例を示す要部断面図である。
【図3】本発明における薬品供給手段の他の実施例を示す側面図である。
【図4】本発明における薬品供給手段のさらに他の実施例を示す要部断面図である。
【図5】本発明における薬品供給手段のさらに他の実施例を示す要部断面図である。
【符号の説明】
1 シリンダー
2 スクリュー
2a フライト(螺旋)
3 スクリュー尾端
4、14、34 供給口
5 通過溝
11、21、31、51 薬品供給ピン
12 薬品送出し手段
13 2軸ギアポンプ
22 ギアポンプ
23 サージタンク
24 撹拌手段
32 固形物
33 ピストン
35 凹凸溝
41 真空ポンプ器
52 調節ネジ
53 ナット
A 材料供給手段
B、B1、B2 薬品供給手段
C 流量調節手段
【発明の属する技術分野】
本発明はスクリュー押出機および押出方法に関する。さらに詳しくは、たとえばゴムと薬品からなる可塑化されたゴム混練物をスクリューで押出し成形するスクリュー押出機や、押し出しされるまでのあいだに、スクリュー溝内の圧力を開放するベント域を有するベント押出機などの押出機および押出方法に関する。
【0002】
【従来の技術】
従来の押出機として、シリンダー内にスクリューを収納するスクリュー押出機に材料供給ホッパおよび薬品供給ホッパが設置され、ゴム供給工程、薬品供給工程、混練工程および圧縮(加圧)工程からなる押出成形を連続的に行なうことにより、予めポリマーに補強剤や充填剤などを混練した被押出材料(以下、ベースコンパウンドという)と加硫および加硫後の物性を維持するための加硫促進剤および油脂類などの薬品とを連続、かつ、定量的に混合させるものがある(特許文献1、2参照)。かかるゴム混練機では、スクリューの1回転当たりのゴムの搬送量を調節するために、ゴム供給工程におけるスクリューと薬品供給工程におけるスクリューのあいだに堰が設けられている。
【0003】
かかる押出機における材料供給ホッパから供給されたベースコンパウンドは、スクリューが回転することでフライト(螺旋)から搬送力を受けて押し出されて行き、そして堰まで可塑化されながら進む。そして堰から連続的に可塑化されたベースコンパウンドが一定量通過して行き、そこに常に一定量の薬品が連続的に供給される。さらにこれが混練工程でよく混ぜ合わされ、押出しに必要な圧縮工程に搬送され、先端から押し出(吐出)される。
【0004】
【特許文献1】
特開平10−71615号公報
【特許文献2】
特開2000−52334号公報
【0005】
【発明が解決しようとする課題】
しかしながら、ベースコンパウンドと薬品の混合配合や温調条件により、これらの剪断抵抗の違いおよびシリンダーとスクリューへの粘着力の差により、ベースコンパウンドと薬品が同じ比率で押出機内で均一に供給および混合されるとは限らないという問題がある。
【0006】
本発明は、叙上の事情に鑑みて、ベースコンパウンドと薬品が同じ比率で押出機内に供給されるとともに、均一なゴム配合物を得ることができる押出機および押出方法を提供することを目的とする。
【0007】
【課題を解決するための手段】
本発明の押出機は、シリンダー内にスクリューを収納し、可塑化された被押出材料を押出し成形する押出機であって、前記スクリューの上流側に設置され、被押出材料を供給する材料供給手段と、前記スクリューにより搬送され、可塑化された被押出材料に薬品を供給する薬品供給手段と、前記スクリューの下流側において可塑化された被押出材料の搬送流量を調節する流量調節手段とからなり、前記薬品供給手段が、前記被押出材料が可塑化された位置において、前記流量調節手段よりスクリューの上流側に設けられる円筒形の薬品供給ピンを備えてなることを特徴とする。
【0008】
また、本発明の押出方法は、シリンダー内に、可塑化された被押出材料の搬送流量を調節する流量調節手段が形成されるスクリューを収納し、該可塑化された被押出材料を押出し成形する押出方法であって、前記流量調節手段よりスクリューの上流側における、前記被押出材料が可塑化された位置に設けられる円筒形の薬品供給ピンから薬品を供給することを特徴とする。
【0009】
【発明の実施の形態】
本発明では、薬品としてポリマーと必要添加薬品などを混練りしたマスターバッチを可塑化し、圧入するか、薬品とオイルとの混合液を圧入するか、固形成型した薬品を圧入するか、またはこれらのうち、少なくとも2種類を組み合せて圧入する。可塑化されたベースコンパウンドに薬品を添加する際、スクリュー溝内で均一に混合するためには、両者の特性により薬品を添加する位置(スクリュー軸方向の位置)に最適な位置が存在する。すなわちベースコンパウンドに薬品を同一位置から添加しても、同一比率で混合されるわけではない。このため、可塑化が進行し、スクリュー溝にベースコンパウンドが完全に充填された、少なくともスクリュー尾端より2.5D(D:スクリューの外径)の位置から流量調節手段までの1リードごとに放射状に配列された薬品供給ピンから薬品を供給する。この薬品供給ピンは、円筒形状(中空形状)であり、外部に継っており、この薬品供給ピンを介して、薬品のマスターバッチ、混合液または固形物(混合物)を最適な位置から注入する。また、前記薬品供給ピンとともに、薬品注入に使用されないピンを隣接して設けると、薬品供給ピンから薬品を注入した直後、隣接するピンでスクリュー溝中でのコンパウンドの練り返し作用(スクリュー溝中でコンパウンドの流れ方向を乱すことにより、混合効果を高める作用)により、マクロ的に添加薬品を分散させることもできる。このようなコンパウンド(すでに薬品添加されている)が流量調節手段の溝を通過する際、細分化され、シリンダー壁とのあいだで摺りつぶされるので、微少に均一に添加薬品が混合される。
【0010】
以下、添付図面に基づいて本発明の押出機および押出方法を説明する。
【0011】
図1〜2に示されるように、本発明の一実施の形態にかかわる押出機は、シリンダー1、該シリンダー1内に収納されるスクリュー2、ベースコンパウンドを供給する材料供給手段A、前記スクリュー2により搬送され、可塑化されたベースコンパウンドに薬品を供給する薬品供給手段Bおよび可塑化されたベースコンパウンドの搬送流量を調節する流量調節手段Cとから構成されている。前記材料供給手段Aは、スクリュー2の上流側のスクリュー尾端3近傍に設置されており、この材料供給手段Aとしては、通常用いられる供給ホッパーを用いることができる。
【0012】
前記スクリュー2は、単軸スクリューである。前記流量調節手段Cは、このスクリュー2の下流側に設けられている。前記材料供給手段Aの供給口4から供給されたベースコンパウンドは、この流量調節手段Cまでスクリュー2により搬送されるあいだに可塑化される(可塑化域S1)とともに、加圧される(加圧域S2)。そして、流量調節手段Cにより所定の搬送量が調節され、つぎの領域へと押し出される。この流量調節手段Cからスクリュー2の先端までの寸法は3〜5Dとする。なお、このスクリュー2の形状や寸法は適宜選定することができるが、本実施の形態では、リード長が0.8〜1.3Dの2条ねじにされているとともに、谷径が0.52〜0.78Dに設定されている。これは谷径が0.52D未満であると、スクリュー2の捩じり強度が不足し、0.78Dをこえると、搬送量が少なくなるからである。
【0013】
前記流量調節手段Cとしては、フライトの外周に可塑化されたベースコンパウンドを通過させる複数の浅い溝を設けた堰を用いることができる。本実施の形態では、流量調節手段Cとして、2つのフライトの外周に溝がそれぞれ設けられた2段形状の堰を採用している。この堰は、ベースコンパウンドの堰通過量(搬送量)と圧力とが密接な関係があるので、常に一定圧力に保持できるように設けられている。スクリュー尾端2aからこの堰までの距離L1は、ベースコンパウンドの物性により異なるが、混練に必要な可塑性を与え、堰通過量を一定に保ちながら加圧するために、4D以上であるとともに、長すぎると発熱により効率が低下するため、16D以下に設定する。すなわち距離L1は4〜16Dとするのが好ましい。堰の幅は、短いとニーダー効果が減少し、分散性が低下するとともに、長いと通過抵抗により、堰通過量が低下するため、5〜40mmであるのが好ましい。また、この堰の溝角は、スクリュー軸に対して5〜35°傾斜している。これは溝角が5°未満であると、堰通過量のばらつきが大きくなり配合比が変動し、35°をこえると通過抵抗が増加し、堰通過量が低下するためである。また、堰の溝断面は、半円または楕円形状を呈しており、溝断面積は、1.5〜12mm2である。これは溝断面積が1.5mm2未満でも分散性の向上はみられないとともに、堰通過量が急激に減少し、12mm2をこえると分散性がわるくなるためである。さらに隣接する溝間の陸部の幅は、1.5〜3.5mmである。これは1.5mm未満では分散性がわるくなり、3.5mmをこえると堰通過量が低下するためである。
【0014】
前記薬品供給手段(仕上薬品の添加手段)Bは、ベースコンパウンドが可塑化された位置において、前記流量調節手段Cよりスクリュー2の上流側に設けられ、一定量の仕上薬品をスクリュー2の溝に連続して注入することができるものであれば、本発明においては、とくに限定されるものではない。すなわち材料供給手段Aであるホッパーからスクリュー2の中間部までは、ベースコンパウンドが充分に可塑化されておらず、材料供給量の変動により、搬送量が一定していないので、充分に可塑化された状態で、搬送量および圧力が安定した位置において、仕上練用薬品またはそのマスターバッチを供給するものであり、コンパウンドおよび添加する薬品の特性や量により適宜選定することができる。かかる薬品供給手段Bとして、本実施の形態では、シリンダー1に挿通される円筒形の薬品供給ピン11と、薬品供給ピン11に薬品を送り込む薬品送出し手段12、たとえば垂直スクリューフィーダと、薬品供給ピン11と薬品送出し手段12とのあいだに設置される、たとえば2軸ギアポンプ13とから構成されるものが用いられている。かかる2軸ギアポンプ13を介在させて、薬品送出し手段12の供給口14から供給されたマスターバッチを可塑化し、加圧させながら、前記薬品供給ピン11からスクリュー溝へ一定量の薬品を連続注入する。図1〜2において、5はフライト(螺旋)2aに形成される薬品供給ピン11の通過溝である。本実施の形態では、この薬品供給ピン11を周上に1箇所設けているが、本発明においては、これに限定されるものではなく、薬品供給ピン11を、少なくともスクリュー尾端3より2.5Dの位置から流量調節手段Cの堰まで、たとえば図1に示されるように、所定の範囲Pの1リードごとに4〜8箇所を放射状に配列することができる。
【0015】
なお、本実施の形態では、2軸ギアポンプ13により加圧して注入しているが、本発明においては、マスターバッチコンパウンドが、押出機で充分加圧され、一定量を連続的に供給できる条件が満足されるなら、かかる2軸ギアポンプ13を省いて直接薬品供給としてマスターバッチを注入することもできる。また、前記薬品供給ピン11とともに、薬品注入に使用されないピンを隣接して設けると、薬品供給ピン11から薬品を注入した直後、隣接するピンでスクリュー溝中でのコンパウンドの練り返し作用により、マクロ的に添加物をコンパウンド中に分散させることもできる。
【0016】
前記堰を通過したコンパウンドは、可塑化されているので、次工程に必要なシート状の中間製品にするため、フローチャンネル(スクリュー先端からダイに到るまでのコンパウンドの流路)に取り付けられた口金を介して押し出される。この口金の断面積は、概ねシリンダーの断面積の10〜40%とするのが、押出機の効率の向上および製品の寸法安定上望ましい。コンパウンドを口金を介して押し出すためには、コンパウンドを加圧する必要があり、かかる加圧域として、図1に示されるように、堰からの長さL2(3〜5D)のスクリュー部分が設けられている。
【0017】
さらに、スクリューの先端にギアポンプを配置するとともに、このギアポンプの先端に口金を取り付けることにより、搬送量がさらに安定し、一定温度のコンパウンドを正確に一定量押し出すことができる。なお、コンパウンドの温度は、スクリューとシリンダーの温度制御、スクリューの回転数と口金の断面積(先端圧力)の設定値およびコンパウンドの粘度の関係から、容易に一定温度に保つことができる。また、口金の断面積がシリンダーの断面積の10%より少なくなっても、該押出機先端にギアポンプも取り付ければ、ギアポンプの特性上押出機の排出量に影響することなくコンパウンドを押し出すことができるので、高粘度のコンパウンドなどにはとくに有効である。また、口金の抵抗が押出機に作用しないので、直接、必要な中間製品を押し出すことができる。同時にメッシュスクリーンを入れても、押出機に負荷がかからないので、中間製品の最終段階で異物を除去することができる。
【0018】
つぎに他の薬品供給手段B1を用いた本発明の他の実施の形態を説明する。本実施の形態における薬品供給手段B1は、図3に示されるように、薬品供給ピン21に接続されるギアポンプ22およびギアポンプ22に配管接続される調圧のためのサージタンク23とから構成されている。本実施の形態における薬品供給手段B1は、前記薬品供給手段Bと同様にスクリュー2の所定の範囲Pに適宜配列させることができる。図3において、24はモータおよび回転羽根からなる撹拌手段である。本実施の形態では、前記サージタンク22により、薬品とオイルを混合し、液状にして薬品供給ピン21から一定量連続して注入することができる。
【0019】
つぎにさらに他の薬品供給手段B2を用いた本発明の他の実施の形態を説明する。本実施の形態における薬品供給手段B2は、図4に示されるように、薬品供給ピン31に配置された固形物32をアクチュエータに連結されるピストン33でスクリュー2の溝に押し込める薬品送出し手段(図示せず)から構成されている。本実施の形態における薬品供給手段B2は、前記薬品供給手段Bと同様にスクリュー2の所定の範囲Pに適宜配列させることができる。前記固形物32は、高級脂肪酸またはワックスに溶解または分散させたものである。本実施の形態では、前記薬品供給ピン31の供給口34から挿入された固形物32を該薬品供給ピン31を配列した個所から、一定量をピストン33で連続してスクリュー2の溝に押し込み可塑化されたベースコンパウンドに添加する。なお、図4において、35は加圧された固形物32をスクリュー溝内で摺りつぶす(粉砕する)凹凸溝である。
【0020】
なお、本実施の形態は、堰を1箇所設けるようにしているが、本発明においては、当該第1堰より下流側に第2堰を設けることもできる。この第2堰を設ける場合は、第1堰(流量調整手段Cである堰)直後の1リード内のスクリュー溝は、コンパウンドで完全に充填されていないので、圧力は加えられていないとともに、コンパウンドの表面積も最大になっているので、大気圧下で、小粒状、粉末または液状の他の薬品の添加を行なうことができる。したがって、他の薬品供給としてマスターバッチを供給するときには、ホッパーの供給口から直接供給することができる。また、図1に示されるように、第1堰(流量調整手段Cである堰)直後で、真空ポンプ器41により減圧すると、ベント押出機と同様に揮発物を抜気できるので、発泡の少ない緻密な中間製品を得ることができる。
【0021】
前記第2堰を設ける場合、第1堰から3〜6Dの位置に設け、溝角は第1堰とほぼ等しくするととに、溝数および溝断面積は第1堰と等しいか、または大きくする。第1堰から第2堰までのスクリュー長は、すでにベースコンパウンドが可塑化されているため、第2堰を通過させるための加圧に必要な長さで充分であるから、3〜6Dとする。また、第2堰の幅は、短いとニーダー効果が減少し、分散性がわるくなり、長いと通過抵抗の増大により搬送量が低下するため、5〜40mmとするのが好ましい。また、この第2堰からスクリュー先端までの加圧域は3〜5Dになるように設定する。
【0022】
また、薬品をオイルに溶解もしくは分散したり、または混合した薬品を加温液化もしくはペースト状にして、スクリュー溝中に注入する方法では、所定の薬品を注入することができるスクリュー軸長さ方向に限界がある。これは、ベースコンパウンドの種類にも依存するが、油脂類が多いと、スクリューまたはシリンダー壁が部分的に油脂類で濡らされ、配合物とのあいだで滑りが生じるためであり、その結果、スクリューの搬送量が変動し、薬品が定量的に注入されても、配合比が変動する。
【0023】
そこで、このような配合比の変動をなくすため、本発明の他の実施の形態の押出機では、液状薬品をシリンダ1内に直接添加するために、図5に示されるように、先端が閉じられた薬品供給ピン51の側面に形成された注入口51aが、スクリュー2の回転方向(図5に示されるスクリューは、注入口が配置されているスクリューの上部が図において手前側にくるように回転する)に向いて開口しており、かつ、注入口51aが、スクリュー2の谷2aから注入口51aの中心位置までの距離Yがスクリュー2の山2bの高さHの0.3〜0.8倍程度になるように、配置されている。
【0024】
薬品供給ピン51は、中空の調節ネジ52に嵌合された状態でシリンダ1の貫通孔1aを通してシリンダ1内に挿入されている。また、シリンダ1の外側面であって、貫通孔1aの外側開口の周囲には、ナット53が固着されている。調節ネジ52はナット53に螺合されているため、調節ネジ52を回転させることにより、薬品供給ピン51および調節ネジ52の高さを変更することができる。
【0025】
シリンダ1内では、図5に示されるように、薬品供給ピン51の周辺に渦流Vが生じるが、薬品供給ピン51の注入口51aを、スクリュー2の谷2aから山2bの高さHの0.3〜0.8倍程度の位置において回転方向側に向いているので、該注入口51a付近に発生する渦流V内部の低圧力部Pに薬品を注入することができる。それにより、混合効果を高め、スクリューシリンダー1の壁の漏れを防止することができる。
【0026】
なお、薬品は、前記実施の形態と同様に、ギアポンプを介して加圧しながら供給する。また、注入される薬品は、前記実施の形態と同様に、オイルを混合した液状にした液状分散薬品などが用いられる。
【0027】
さらに、調節ネジ52を回転させて薬品供給ピン51の注入口51aの高さを変えることにより、スクリュー溝2c中の旋回流Vと推進流Wの境界層に注入することができ、その結果、混合効果を高め、シリンダ壁の濡れを防止することができる。
【0028】
なお、これまでの実施の形態では、薬品供給としてマスターバッチを可塑化し、圧入するか、薬品とオイルとの混合液を圧入するか、または固形成型した薬品を圧入しているが、本発明においては、これらのうち、少なくとも2種類を組合せて圧入することもできる。
【0029】
【発明の効果】
以上説明したとおり、本発明によれば、ベースコンパウンドと薬品が同じ比率で押出機内に供給されるとともに、均一なゴム配合物を得ることができる。
【図面の簡単な説明】
【図1】本発明の押出機の一実施の形態におけるスクリューを示す側面図である。
【図2】本発明における薬品供給手段の一実施例を示す要部断面図である。
【図3】本発明における薬品供給手段の他の実施例を示す側面図である。
【図4】本発明における薬品供給手段のさらに他の実施例を示す要部断面図である。
【図5】本発明における薬品供給手段のさらに他の実施例を示す要部断面図である。
【符号の説明】
1 シリンダー
2 スクリュー
2a フライト(螺旋)
3 スクリュー尾端
4、14、34 供給口
5 通過溝
11、21、31、51 薬品供給ピン
12 薬品送出し手段
13 2軸ギアポンプ
22 ギアポンプ
23 サージタンク
24 撹拌手段
32 固形物
33 ピストン
35 凹凸溝
41 真空ポンプ器
52 調節ネジ
53 ナット
A 材料供給手段
B、B1、B2 薬品供給手段
C 流量調節手段
Claims (10)
- シリンダー内にスクリューを収納し、可塑化された被押出材料を押出し成形する押出機であって、前記スクリューの上流側に設置され、被押出材料を供給する材料供給手段と、前記スクリューにより搬送され、可塑化された被押出材料に薬品を供給する薬品供給手段と、前記スクリューの下流側において可塑化された被押出材料の搬送流量を調節する流量調節手段とからなり、前記薬品供給手段が、前記被押出材料が可塑化された位置において、前記流量調節手段よりスクリューの上流側に設けられる円筒形の薬品供給ピンを備えてなる押出機。
- 前記薬品供給手段が、前記薬品供給ピンと、該薬品供給ピンに薬品を送り込む薬品送出し手段とからなる請求項1記載の押出機。
- 前記薬品供給ピンと薬品送出し手段とのあいだにギアポンプが設置されてなる請求項2記載の押出機。
- 前記薬品供給手段が、前記薬品供給ピンと、該薬品供給ピンに接続されるギアポンプと、該ギアポンプに配管接続されるサージタンクとからなる請求項1記載の押出機。
- 前記薬品供給ピンの注入口が、前記スクリューの回転方向に向いて開口しており、かつ、前記注入口が、前記スクリューの谷から前記注入口の中心位置までの距離が前記スクリューの山の高さの0.3〜0.8倍程度になるように配置されてなる請求項1記載の押出し機。
- シリンダー内に、可塑化された被押出材料の搬送流量を調節する流量調節手段が形成されるスクリューを収納し、該可塑化された被押出材料を押出し成形する押出方法であって、前記流量調節手段よりスクリューの上流側における、前記被押出材料が可塑化された位置に設けられる円筒形の薬品供給ピンから薬品を供給する押出方法。
- 前記薬品供給ピンから、ポリマーと薬品との配合物を中空ピンで接続された別の押出機から直接または押出機からギアポンプを介して加圧しながら供給する請求項6記載の押出方法。
- 前記薬品供給ピンから、薬品にオイルを混合し、液状にしてギアポンプにより加圧しながら供給する請求項6記載の押出方法。
- 前記薬品供給ピンから、薬品を高級脂肪酸またはワックスに溶解または分散させて固形物として押し込み供給する請求項6記載の押出方法。
- 前記薬品供給ピンの注入口を前記スクリューの回転方向に向け、前記注入口を、前記スクリューの谷から前記注入口の中心位置までの距離が前記スクリューの山の高さの0.3〜0.8倍程度になるように配置する請求項6記載の押出し方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003127160A JP2004237715A (ja) | 2002-12-11 | 2003-05-02 | 押出機および押出方法 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002359854 | 2002-12-11 | ||
| JP2003127160A JP2004237715A (ja) | 2002-12-11 | 2003-05-02 | 押出機および押出方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004237715A true JP2004237715A (ja) | 2004-08-26 |
Family
ID=32964498
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003127160A Pending JP2004237715A (ja) | 2002-12-11 | 2003-05-02 | 押出機および押出方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004237715A (ja) |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008302660A (ja) * | 2007-06-11 | 2008-12-18 | Bridgestone Corp | タイヤ製造方法及び同製造装置 |
| JP2009029131A (ja) * | 2007-07-25 | 2009-02-12 | Buss Ag | 連続配合用の混合混練装置及び混合混練装置を用いた連続配合の実施方法 |
| JP2009073194A (ja) * | 2007-09-24 | 2009-04-09 | Vmi-Az Extrusion Gmbh | 成分混合装置 |
| CN103600479A (zh) * | 2013-12-04 | 2014-02-26 | 青岛科技大学 | 一种切向销钉机筒冷喂料挤出方法及装置 |
| US9409338B2 (en) | 2011-06-07 | 2016-08-09 | Sumitomo Rubber Industries, Ltd. | Apparatus and method for manufacturing raw rubber strip |
| WO2017135007A1 (ja) * | 2016-02-05 | 2017-08-10 | 住友ゴム工業株式会社 | ゴム部材の製造方法 |
| CN108501341A (zh) * | 2018-03-27 | 2018-09-07 | 昆山禾振瑞新复合材料有限公司 | 一种挤出机用失重喂料系统 |
| WO2018221219A1 (ja) * | 2017-05-29 | 2018-12-06 | 住友ゴム工業株式会社 | ゴム押出機及びそのスクリュー |
| WO2020174793A1 (ja) * | 2019-02-25 | 2020-09-03 | 中田エンヂニアリング株式会社 | スクリュー及び押出機 |
| CN115742247A (zh) * | 2022-11-13 | 2023-03-07 | 浙江华业塑料机械股份有限公司 | 一种挤塑螺杆及其制作方法 |
-
2003
- 2003-05-02 JP JP2003127160A patent/JP2004237715A/ja active Pending
Cited By (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008302660A (ja) * | 2007-06-11 | 2008-12-18 | Bridgestone Corp | タイヤ製造方法及び同製造装置 |
| JP2009029131A (ja) * | 2007-07-25 | 2009-02-12 | Buss Ag | 連続配合用の混合混練装置及び混合混練装置を用いた連続配合の実施方法 |
| JP2009073194A (ja) * | 2007-09-24 | 2009-04-09 | Vmi-Az Extrusion Gmbh | 成分混合装置 |
| US9409338B2 (en) | 2011-06-07 | 2016-08-09 | Sumitomo Rubber Industries, Ltd. | Apparatus and method for manufacturing raw rubber strip |
| CN103600479A (zh) * | 2013-12-04 | 2014-02-26 | 青岛科技大学 | 一种切向销钉机筒冷喂料挤出方法及装置 |
| CN108602229A (zh) * | 2016-02-05 | 2018-09-28 | 住友橡胶工业株式会社 | 橡胶部件的制造方法 |
| JP2017136804A (ja) * | 2016-02-05 | 2017-08-10 | 住友ゴム工業株式会社 | ゴム部材の製造方法 |
| WO2017135007A1 (ja) * | 2016-02-05 | 2017-08-10 | 住友ゴム工業株式会社 | ゴム部材の製造方法 |
| US11097447B2 (en) | 2016-02-05 | 2021-08-24 | Sumitomo Rubber Industries, Ltd. | Method for producing rubber member |
| WO2018221219A1 (ja) * | 2017-05-29 | 2018-12-06 | 住友ゴム工業株式会社 | ゴム押出機及びそのスクリュー |
| JP2018199272A (ja) * | 2017-05-29 | 2018-12-20 | 中田エンヂニアリング株式会社 | ゴム押出機及びそのスクリュー |
| CN110603131A (zh) * | 2017-05-29 | 2019-12-20 | 住友橡胶工业株式会社 | 橡胶挤出机及其螺杆 |
| EP3623135A4 (en) * | 2017-05-29 | 2021-02-17 | Sumitomo Rubber Industries, Ltd. | RUBBER EXTRUDER AND AUGER FOR IT |
| CN108501341A (zh) * | 2018-03-27 | 2018-09-07 | 昆山禾振瑞新复合材料有限公司 | 一种挤出机用失重喂料系统 |
| WO2020174793A1 (ja) * | 2019-02-25 | 2020-09-03 | 中田エンヂニアリング株式会社 | スクリュー及び押出機 |
| CN115742247A (zh) * | 2022-11-13 | 2023-03-07 | 浙江华业塑料机械股份有限公司 | 一种挤塑螺杆及其制作方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR100307643B1 (ko) | 고무의연속혼합방법및장치 | |
| RU1780523C (ru) | Устройство дл непрерывного получени резиновой смеси | |
| KR101845096B1 (ko) | 혼련 압출 장치 | |
| US5141426A (en) | Degassing extruder | |
| KR20050007166A (ko) | 정량 공급 장치, 혼련 압출 설비 및 혼련 압출 방법 | |
| JP7478064B2 (ja) | 多孔質薄膜用樹脂溶融物の製造装置及び製造装置の使用法 | |
| US4657499A (en) | Screw extruder apparatus adapted for mixing additive fluids | |
| US11400633B2 (en) | Extruder screw passages, extruder and extrusion method | |
| JP2004237715A (ja) | 押出機および押出方法 | |
| JP2002535177A (ja) | 改良された分散混合素子を備えたスクリュー押出機 | |
| US6962431B1 (en) | Extruder mixer | |
| US6497508B1 (en) | Plasticating process, apparatus and screw with mixing | |
| CN102225317A (zh) | 锥形双转子连续混炼机组 | |
| DE102010060130B4 (de) | Mischvorrichtung und Verfahren zum Mischen eines Schüttgutes oder einer pastösen Masse | |
| JPS63278537A (ja) | 混合機及び押出し機 | |
| EP2996856A1 (de) | Verfahren zur herstellung eines schaumkörpers durch extrusion und extrusionsvorrichtung zur herstellung eines schaumkörpers | |
| JP3187920B2 (ja) | 同方向回転二軸押出機 | |
| JP4402352B2 (ja) | 押出機および押出方法 | |
| JP2601336B2 (ja) | 混練押出装置 | |
| JP3350211B2 (ja) | 一軸可塑化スクリュ及びこのスクリュを用いた可塑化方法 | |
| CN113286689A (zh) | 设计适应于复合、化学反应和具有由一种聚合物包覆的固体的不互溶聚合物共混物的单挤出机筒 | |
| JP3530334B2 (ja) | 連続混練機及び連続混練機のロータ | |
| CN106003658B (zh) | 一种短螺杆双料挤出机 | |
| JPS6321381Y2 (ja) | ||
| CN1222110A (zh) | 具有混合装置和可调剪切效果的挤压头 |