JP2004239681A - 締付けトルク測定装置 - Google Patents
締付けトルク測定装置 Download PDFInfo
- Publication number
- JP2004239681A JP2004239681A JP2003027140A JP2003027140A JP2004239681A JP 2004239681 A JP2004239681 A JP 2004239681A JP 2003027140 A JP2003027140 A JP 2003027140A JP 2003027140 A JP2003027140 A JP 2003027140A JP 2004239681 A JP2004239681 A JP 2004239681A
- Authority
- JP
- Japan
- Prior art keywords
- tightening torque
- tightening
- bolt
- measuring device
- torque
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images








Landscapes
- Force Measurement Appropriate To Specific Purposes (AREA)
- Details Of Spanners, Wrenches, And Screw Drivers And Accessories (AREA)
Abstract
【課題】簡単な構造の締付けトルク測定装置によって、インパクトレンチ等の締付け工具の締付けトルクを測定する。
【解決手段】積層された皿ばね5をはさんでボルト8とT字ナット9とを螺合させる。T字ナット9をクランプブロック18及びボルト19によってベース板2に固定し、ボルト8に工具ソケット20を取付ける。工具ソケット20に締付け工具の出力軸を結合し、ボルト8を回転させる。ボルト8の回転によって、皿ばね5が圧縮され、その弾性力と締付けトルクとが釣り合ったところで、ボルトの8の回転が停止する。工具ソケット20の指針24および目盛板22によって、ボルト8の回転角を読みとることによって、締付けトルクを測定することができる。
【選択図】 図1
【解決手段】積層された皿ばね5をはさんでボルト8とT字ナット9とを螺合させる。T字ナット9をクランプブロック18及びボルト19によってベース板2に固定し、ボルト8に工具ソケット20を取付ける。工具ソケット20に締付け工具の出力軸を結合し、ボルト8を回転させる。ボルト8の回転によって、皿ばね5が圧縮され、その弾性力と締付けトルクとが釣り合ったところで、ボルトの8の回転が停止する。工具ソケット20の指針24および目盛板22によって、ボルト8の回転角を読みとることによって、締付けトルクを測定することができる。
【選択図】 図1
Description
【0001】
【産業上の利用分野】
本発明は、インパクトレンチ、オイルパルスレンチ等の締付け工具によるねじの締付トルクを簡単に測定するための締付トルク測定装置に関するものである。
【0002】
【従来の技術】
例えば自動車等の機械製品の組立ラインにおいては、インパクトレンチ、オイルパルスレンチ等の衝撃トルクを発生させる締付け工具(以下、インパクトレンチ等という)を用いてねじ類の締め付けが行われることが多い。インパクトレンチ等は、エアモータ等のモータの連続的な回転力をパルス発生機によって断続的なトルクに変換し、短時間にトルクを立ち上げて衝撃トルクを発生させることにより、小型で大きな締付けトルクを得ることができる。
【0003】
また、機械製品の組立においては、ねじ類の締付けトルクが規定されている部位があり、このような部位のねじの締付けにおいては、締付けトルクが規定値に達しているかどうかを判定する必要がある。そこで、従来、ねじ類をインパクトレンチ等によってある程度締付けた後、さらに、手動式のトルクレンチを用いて規定トルクまで締付けるようにしていた。
【0004】
しかしながら、上記従来の手動式のトルクレンチを用いて締付ける方法では、締付作業が煩雑であり、作業効率が低い。そこで、締付トルク検出装置を用いてインパクトレンチ等の締付トルクを測定し、予め規定の締付けトルクが得られるよう調整したインパクトレンチ等を用いる方法、あるいは、締付トルク検出装置を内蔵したインパクトレンチ等を用いて規定の締付けトルクを得る方法がとられている。
【0005】
インパクトレンチ等の締付けトルクを測定するための締付トルク検出装置は、例えば、歪みゲージ等の歪み検出素子を用いてトルク伝達部材の歪み(捻れ)を電気信号として検出し、この電気信号を電気回路によって処理することにより、締付トルクを得るようにしている。この種の締付トルク検出装置については、例えば特許文献1に参照することができる。
【0006】
【特許文献1】
特開平11−267981号公報
【0007】
【発明が解決しようとする課題】
しかしながら、上記従来の電気的に締付トルクを検出する締付トルク検出装置を用いる場合、締付トルク検出装置は、構造が複雑であり、また、電気回路等を用いるため高価であり、設備コストがかかる。
【0008】
また、インパクトレンチ等による衝撃トルクは、トルク値が時間と共に急激に変化するため、正確な測定値を得ることが困難である。
【0009】
本発明は、上記の点に鑑みてなされたものであり、簡単な構造で、インパクトレンチ等による締付トルクを測定することができる締付けトルク測定装置を提供することを目的とする。
【0010】
【課題を解決するための手段】
上記の課題を解決するために、請求項1の発明に係る締付けトルク測定装置は、互いに螺合され、締付けトルクを受けて相対回転する雌ねじ部材及び雄ねじ部材と、前記雌ねじ部材と前記雄ねじ部材との軸方向の相対変位に対して弾性力を付与するばね手段とを備え、前記雌ねじ部材と前記雄ねじ部材との相対回転角に基づいて締付けトルクを測定することを特徴とする。
このように構成したことにより、締付け工具によって、雌ねじ部材と雄ねじ部材とを相対回転させると、雌ねじ部材と雄ねじ部材との軸方向の相対変位に対して、ばね手段によって変位に応じた弾性力が付与され、締付け工具の締付けトルクとばね手段の弾性力とが釣り合ったところで、雄ねじ部材と雌ねじ部材との相対回転が停止するので、その相対回転角から締付けトルクを測定することができる。
請求項2の発明に係る締付けトルク測定装置は、上記請求項1の構成において、前記ばね手段は、前記雄ねじ部材と前記雌ねじ部材との軸方向の相対変位による歪みと、弾性力とがほぼ比例することを特徴とする。
このように構成したことにより、締付けトルクと、雌ねじ部材と雄ねじ部材との相対回転角とがほぼ比例する。
請求項3の発明に係る締付けトルク測定装置は、上記請求項1又は2の構成において、前記ばね手段は、皿ばねであることを特徴とする。
このように構成したことにより、雄ねじ部材と雌ねじ部材との軸方向の相対変位に対して、皿ばねが撓んで弾性力を付与する。
また、請求項4の発明に係る締付けトルク測定装置は、上記請求項1又は2の構成において、前記ばね手段は、作動油の体積弾性によって弾性力を発生させることを特徴とする。
このように構成したことにより、雄ねじ部材と雌ねじ部材との軸方向の相対変位に対して、作動油が体積歪みを生じて弾性力を発生させる。
【0011】
【発明の実施の形態】
以下、本発明の実施形態を図面に基づいて詳細に説明する。
本発明の第1実施形態について、図1乃至図6を参照して説明する。図1乃至図4に示すように、本実施形態に係る締付けトルク測定装置1は、正方形のベース板2と、ベース板2上に固定されたトルク測定装置本体3と、トルク測定装置本体3を覆う円筒状のケース4とから構成されている。
【0012】
トルク測定装置本体3は、積層された複数の皿ばね5(ばね手段)をはさんで、キャップ部材6とシャフト部材7と嵌合させ、これらにボルト8(雄ねじ部材)を挿通させて、ボルト8にT字ナット9(雌ねじ部材)を螺合した構造となっている。ボルト8の先端部には、ナット10が螺着されてロックナット11によって固定されて、T字ナット9のボルト8からの抜け止めを行っている。
【0013】
キャップ部材6は、底部を有する略円筒状であり、その底部の外周にフランジ部12が形成されており、円筒部の先端部内周には、ねじ部13(雌ねじ)が形成されている。シャフト部材7は、一端側の小径部と他端側の大径部とを有する段付円筒状に形成されている。シャフト部材7の小径部の先端部外周には、キャップ部材6側のねじ部13に螺合するねじ部14(雄ねじ)が形成されている。そして、シャフト部材7のねじ部14をキャップ部材6のねじ部13にねじ込み、さらに、ねじ部13を貫通させることにより、キャップ部材6とシャフト部材7とを互いに軸方向に摺動可能に案内するとともに、ねじ部13、14によってこれらの抜け止めを行っている。
【0014】
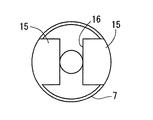
シャフト部材7の大径部には、小径部側の一部を残して二面取りされた二面取り部15が形成されている。二面取り部15の中央部は、矩形の溝部16によって横断されており、溝部16にT字ナット9が嵌合されて、T字ナット9の回転が規制されている。シャフト部材7の大径部と皿ばね5との間には、円筒状のカラー17が挿入され、キャップ部材6のフランジ部12とシャフト部材7の大径部との間で、カラー17を介して皿ばね5をはさみ付けており、ボルト8をT字ナット9に締め込むことによって、皿ばね5を圧縮するようになっている。
【0015】
ベース板2上には、一対の矩形のクランプブロック18が立設されており、これらのクランプブロック18の間に、シャフト部材7の二面取り部15が嵌合されている。一対のクランプブロック18は、これらの両端部に挿通された2本のテンションボルト19によって結合されており、テンションボルト19を締付けることにより一対のクランプブロック18によって二面取り部15をはさみ付けて、シャフト部材7の回転を規制すると共に、トルク測定装置本体3をベース板2に固定している。
【0016】
ボルト8の頭部には、工具ソケット20が嵌合されて、止ねじ21によって固定されている。工具ソケット20の先端部は、ケース4の上面に取付けられた目盛板22の中央の開口に挿通されて、ケース4の外部に突出されている。工具ソケット20の先端には、インパクトレンチ等の締付け工具の出力軸(図示せず)を結合するための結合凹部23が設けられている。目盛板22を通して外部に突出された工具ソケット20の先端部の側面部には、指針24が取付けられている。ケース4は、ベース板2に立設された3本の支柱25によって、ベース板2に固定されている。
【0017】
以上のように構成した本実施形態の作用について次に説明する。
ベース板2を固定し、インパクトレンチ等の締付け工具の出力軸を工具ソケット20の結合凹部23に結合する。締付け工具を作動させて、工具ソケット20を回転させてボルト8をT字ナット9に締め込んで皿ばね5を圧縮する。これにより、ボルト8の回転によるボルト8とT字ナット9との軸方向の相対変位に対して、その変位に応じた皿ばね5の弾性力が付与され、ボルト8の回転に抵抗力が生じて、締付け工具の締付けトルクと皿ばね5の弾性力による抵抗力とが釣り合ったところで、ボルト8の回転が停止する。
【0018】
このとき、図5に示すように、ボルト8の締付けトルクと回転角とは、微小締付けトルク及び回転角の領域を除いて、ほぼ比例関係にあるので、目盛板22及び指針24によってボルト8の回転角を読みとることにより、締付けトルクを測定することができる。締付けトルクを測定した後、締付け工具を逆回転させて、ボルト8および指針24を初期位置に戻す。このようにして、締付け工具の締付けトルクを簡単に測定することができる。
【0019】
また、ボルト8とT字ナット9との間の摩擦および積層された皿ばね5によって、インパクトレンチ等による高周波トルクの入力に対して、適度に回転慣性力を減衰することができるので、安定して正確な測定値を得ることができる。締付けトルク測定装置1によって、測定したインパクトレンチおよびトルクレンチのそれぞれの締付けトルクの測定値(表示トルク)を図6に示す。図6において、折線▲1▼はインパクトレンチによる締付けトルク(高周波トルク)の測定値を示し、折線▲2▼はトルクレンチによる締付けトルク(低周波トルク)の測定値を示し、両者ともほぼ一致しており、高周波トルク及び低周波トルクのいずれに対しても、ほぼ正確な測定値が得られることが分かる。
【0020】
次に、本発明の第2実施形態について、図7を参照して説明する。
図7に示すように、本実施形態の締付けトルク測定装置26は、ばね手段として、作動油の体積弾性を利用したものであり、有底円筒状のシリンダ27内にピストン28が摺動可能に嵌装され、ピストン28によってシリンダ27内の底部側に作動油29が封入されている。シリンダ27の開口端には、雌ねじ部30を有するキャップ部材31(雌ねじ部材)が取付けられ、雌ねじ部30に雄ねじ部材32が螺合されている。雄ねじ部材32の一端部は、押圧部材33を介してピストン28に当接し、他端部は、キャップ部材31から外部に突出され、その先端に、インパクトレンチ等の締付け工具の出力軸(図示せず)を結合するための結合凹34が設けられている。
【0021】
このように構成したことにより、シリンダ27を固定し、結合凹部34にインパクトレンチ等の締付け工具の出力軸を結合して、締付けトルクを測定する。締付け工具によって雄ねじ部材32を回転させると、ピストン28によって作動油が圧縮されて体積歪を生じ、作動油29の体積弾性に応じた抵抗力が雄ねじ部材32の回転に作用し、この抵抗力と締付けトルクとが釣り合ったところで、雄ねじ部材32の回転が停止する。これにより、上記第1実施形態と同様、雄ねじ部材32の回転角を読みとることによって、締付けトルクを測定することができる。この場合にも、雌ねじ部30と雌ねじ部材32との間の摩擦によって、インパクトレンチ等による高周波トルクの入力に対して、適度に回転慣性力を減衰することができるので、安定して正確な測定値を得ることができる。
【0022】
なお、上記第1及び第2実施形態において、ばね手段の弾性力と締付けトルクとの関係が線形でない場合でも、これらの間に一定の相関関係があれば、その関係に応じて、雄ねじ部材の回転角を読みとる目盛を設定することにより、締付けトルクを測定することが可能である。
【0023】
また、ばね手段は、上記第1実施形態の皿ばね5、第2実施形態の作動油29のほか、雄ねじ部材の締込みに対して、弾性力を作用させることができるものであれば、コイルばね、弾性体からなるブロック等の他のばね手段を用いることもできる。
【0024】
次に、上記第1実施形態の締付けトルク測定装置1の使用方法の一例について図8及び図9を参照して説明する。
図8は、ボルト等のねじ類の締付け工程を有する製品又は部品の組立ライン35を示しており、ワークを搬送するコンベア36の側部に、所定の締付けトルクに調整されたインパクトレンチ等の締付け工具37が配置されており、この組立ライン35内において、締付け工具37の近傍に、締付けトルク測定装置1が配置されている。作業者38は、締付け工具37によってワークのねじ類の締付けを行い、所定のタイミングで締付けトルク測定装置1によって、締付け工具37の締付けトルクを測定する。
【0025】
これにより、作業者38は、締付け工具37の締付けトルクが規定値にあるかどうかを組立ライン35内で適宜チェックすることができるので、図9に示すように、組立ライン39の外に締付けトルクのチェックスペース40を配置した従来の一般的なレイアウトに比して、締付けトルクのチェックにかかる工数を低減して、作業効率を高めることができる。この場合、締付けトルク測定装置1は、電源等の外部設備が不要であり、簡単に組立ライン内に配置することができるので、設備コストも安価ですむ。
【0026】
【発明の効果】
以上詳述したように、本発明に係る締付けトルク測定装置によれば、簡単な構造で、インパクトレンチ等による高周波トルクおよびトルクレンチ等による低周波トルクの両方について、ほぼ正確な締付けトルクを測定することができる。
【図面の簡単な説明】
【図1】本発明の第1実施形態に係る締付けトルク測定装置の左半分を縦断面して示す側面図である。
【図2】図1に示す締付けトルク測定装置の平面図である。
【図3】図1に示す締付けトルク測定装置のキャップ部材、カラー、シャフト部材、T字ナットの分解側面図である。
【図4】図1に示す締付けトルク測定装置のシャフト部材の下面図である。
【図5】図1に示す締付けトルク測定装置における締付けトルクとボルトの回転角との関係を示すグラフ図である。
【図6】図1に示す締付けトルク測定装置における低周波トルク及び高周波トルクの表示トルクと入力トルクとの関係を示すグラフ図である。
【図7】本発明の第2実施形態に係る締付けトルク測定装置の縦断面図である。
【図8】本発明の締付けトルク測定装置を用いた組立ラインのレイアウトを示す図である。
【図9】従来の締付けトルク測定装置を用いた一般的な組立ラインのレイアウトを示す図である。
【符号の説明】
1 締付けトルク測定装置
5 皿ばね(ばね手段)
8 ボルト(雄ねじ部材)
9 T字ナット(雌ねじ部材)
【産業上の利用分野】
本発明は、インパクトレンチ、オイルパルスレンチ等の締付け工具によるねじの締付トルクを簡単に測定するための締付トルク測定装置に関するものである。
【0002】
【従来の技術】
例えば自動車等の機械製品の組立ラインにおいては、インパクトレンチ、オイルパルスレンチ等の衝撃トルクを発生させる締付け工具(以下、インパクトレンチ等という)を用いてねじ類の締め付けが行われることが多い。インパクトレンチ等は、エアモータ等のモータの連続的な回転力をパルス発生機によって断続的なトルクに変換し、短時間にトルクを立ち上げて衝撃トルクを発生させることにより、小型で大きな締付けトルクを得ることができる。
【0003】
また、機械製品の組立においては、ねじ類の締付けトルクが規定されている部位があり、このような部位のねじの締付けにおいては、締付けトルクが規定値に達しているかどうかを判定する必要がある。そこで、従来、ねじ類をインパクトレンチ等によってある程度締付けた後、さらに、手動式のトルクレンチを用いて規定トルクまで締付けるようにしていた。
【0004】
しかしながら、上記従来の手動式のトルクレンチを用いて締付ける方法では、締付作業が煩雑であり、作業効率が低い。そこで、締付トルク検出装置を用いてインパクトレンチ等の締付トルクを測定し、予め規定の締付けトルクが得られるよう調整したインパクトレンチ等を用いる方法、あるいは、締付トルク検出装置を内蔵したインパクトレンチ等を用いて規定の締付けトルクを得る方法がとられている。
【0005】
インパクトレンチ等の締付けトルクを測定するための締付トルク検出装置は、例えば、歪みゲージ等の歪み検出素子を用いてトルク伝達部材の歪み(捻れ)を電気信号として検出し、この電気信号を電気回路によって処理することにより、締付トルクを得るようにしている。この種の締付トルク検出装置については、例えば特許文献1に参照することができる。
【0006】
【特許文献1】
特開平11−267981号公報
【0007】
【発明が解決しようとする課題】
しかしながら、上記従来の電気的に締付トルクを検出する締付トルク検出装置を用いる場合、締付トルク検出装置は、構造が複雑であり、また、電気回路等を用いるため高価であり、設備コストがかかる。
【0008】
また、インパクトレンチ等による衝撃トルクは、トルク値が時間と共に急激に変化するため、正確な測定値を得ることが困難である。
【0009】
本発明は、上記の点に鑑みてなされたものであり、簡単な構造で、インパクトレンチ等による締付トルクを測定することができる締付けトルク測定装置を提供することを目的とする。
【0010】
【課題を解決するための手段】
上記の課題を解決するために、請求項1の発明に係る締付けトルク測定装置は、互いに螺合され、締付けトルクを受けて相対回転する雌ねじ部材及び雄ねじ部材と、前記雌ねじ部材と前記雄ねじ部材との軸方向の相対変位に対して弾性力を付与するばね手段とを備え、前記雌ねじ部材と前記雄ねじ部材との相対回転角に基づいて締付けトルクを測定することを特徴とする。
このように構成したことにより、締付け工具によって、雌ねじ部材と雄ねじ部材とを相対回転させると、雌ねじ部材と雄ねじ部材との軸方向の相対変位に対して、ばね手段によって変位に応じた弾性力が付与され、締付け工具の締付けトルクとばね手段の弾性力とが釣り合ったところで、雄ねじ部材と雌ねじ部材との相対回転が停止するので、その相対回転角から締付けトルクを測定することができる。
請求項2の発明に係る締付けトルク測定装置は、上記請求項1の構成において、前記ばね手段は、前記雄ねじ部材と前記雌ねじ部材との軸方向の相対変位による歪みと、弾性力とがほぼ比例することを特徴とする。
このように構成したことにより、締付けトルクと、雌ねじ部材と雄ねじ部材との相対回転角とがほぼ比例する。
請求項3の発明に係る締付けトルク測定装置は、上記請求項1又は2の構成において、前記ばね手段は、皿ばねであることを特徴とする。
このように構成したことにより、雄ねじ部材と雌ねじ部材との軸方向の相対変位に対して、皿ばねが撓んで弾性力を付与する。
また、請求項4の発明に係る締付けトルク測定装置は、上記請求項1又は2の構成において、前記ばね手段は、作動油の体積弾性によって弾性力を発生させることを特徴とする。
このように構成したことにより、雄ねじ部材と雌ねじ部材との軸方向の相対変位に対して、作動油が体積歪みを生じて弾性力を発生させる。
【0011】
【発明の実施の形態】
以下、本発明の実施形態を図面に基づいて詳細に説明する。
本発明の第1実施形態について、図1乃至図6を参照して説明する。図1乃至図4に示すように、本実施形態に係る締付けトルク測定装置1は、正方形のベース板2と、ベース板2上に固定されたトルク測定装置本体3と、トルク測定装置本体3を覆う円筒状のケース4とから構成されている。
【0012】
トルク測定装置本体3は、積層された複数の皿ばね5(ばね手段)をはさんで、キャップ部材6とシャフト部材7と嵌合させ、これらにボルト8(雄ねじ部材)を挿通させて、ボルト8にT字ナット9(雌ねじ部材)を螺合した構造となっている。ボルト8の先端部には、ナット10が螺着されてロックナット11によって固定されて、T字ナット9のボルト8からの抜け止めを行っている。
【0013】
キャップ部材6は、底部を有する略円筒状であり、その底部の外周にフランジ部12が形成されており、円筒部の先端部内周には、ねじ部13(雌ねじ)が形成されている。シャフト部材7は、一端側の小径部と他端側の大径部とを有する段付円筒状に形成されている。シャフト部材7の小径部の先端部外周には、キャップ部材6側のねじ部13に螺合するねじ部14(雄ねじ)が形成されている。そして、シャフト部材7のねじ部14をキャップ部材6のねじ部13にねじ込み、さらに、ねじ部13を貫通させることにより、キャップ部材6とシャフト部材7とを互いに軸方向に摺動可能に案内するとともに、ねじ部13、14によってこれらの抜け止めを行っている。
【0014】
シャフト部材7の大径部には、小径部側の一部を残して二面取りされた二面取り部15が形成されている。二面取り部15の中央部は、矩形の溝部16によって横断されており、溝部16にT字ナット9が嵌合されて、T字ナット9の回転が規制されている。シャフト部材7の大径部と皿ばね5との間には、円筒状のカラー17が挿入され、キャップ部材6のフランジ部12とシャフト部材7の大径部との間で、カラー17を介して皿ばね5をはさみ付けており、ボルト8をT字ナット9に締め込むことによって、皿ばね5を圧縮するようになっている。
【0015】
ベース板2上には、一対の矩形のクランプブロック18が立設されており、これらのクランプブロック18の間に、シャフト部材7の二面取り部15が嵌合されている。一対のクランプブロック18は、これらの両端部に挿通された2本のテンションボルト19によって結合されており、テンションボルト19を締付けることにより一対のクランプブロック18によって二面取り部15をはさみ付けて、シャフト部材7の回転を規制すると共に、トルク測定装置本体3をベース板2に固定している。
【0016】
ボルト8の頭部には、工具ソケット20が嵌合されて、止ねじ21によって固定されている。工具ソケット20の先端部は、ケース4の上面に取付けられた目盛板22の中央の開口に挿通されて、ケース4の外部に突出されている。工具ソケット20の先端には、インパクトレンチ等の締付け工具の出力軸(図示せず)を結合するための結合凹部23が設けられている。目盛板22を通して外部に突出された工具ソケット20の先端部の側面部には、指針24が取付けられている。ケース4は、ベース板2に立設された3本の支柱25によって、ベース板2に固定されている。
【0017】
以上のように構成した本実施形態の作用について次に説明する。
ベース板2を固定し、インパクトレンチ等の締付け工具の出力軸を工具ソケット20の結合凹部23に結合する。締付け工具を作動させて、工具ソケット20を回転させてボルト8をT字ナット9に締め込んで皿ばね5を圧縮する。これにより、ボルト8の回転によるボルト8とT字ナット9との軸方向の相対変位に対して、その変位に応じた皿ばね5の弾性力が付与され、ボルト8の回転に抵抗力が生じて、締付け工具の締付けトルクと皿ばね5の弾性力による抵抗力とが釣り合ったところで、ボルト8の回転が停止する。
【0018】
このとき、図5に示すように、ボルト8の締付けトルクと回転角とは、微小締付けトルク及び回転角の領域を除いて、ほぼ比例関係にあるので、目盛板22及び指針24によってボルト8の回転角を読みとることにより、締付けトルクを測定することができる。締付けトルクを測定した後、締付け工具を逆回転させて、ボルト8および指針24を初期位置に戻す。このようにして、締付け工具の締付けトルクを簡単に測定することができる。
【0019】
また、ボルト8とT字ナット9との間の摩擦および積層された皿ばね5によって、インパクトレンチ等による高周波トルクの入力に対して、適度に回転慣性力を減衰することができるので、安定して正確な測定値を得ることができる。締付けトルク測定装置1によって、測定したインパクトレンチおよびトルクレンチのそれぞれの締付けトルクの測定値(表示トルク)を図6に示す。図6において、折線▲1▼はインパクトレンチによる締付けトルク(高周波トルク)の測定値を示し、折線▲2▼はトルクレンチによる締付けトルク(低周波トルク)の測定値を示し、両者ともほぼ一致しており、高周波トルク及び低周波トルクのいずれに対しても、ほぼ正確な測定値が得られることが分かる。
【0020】
次に、本発明の第2実施形態について、図7を参照して説明する。
図7に示すように、本実施形態の締付けトルク測定装置26は、ばね手段として、作動油の体積弾性を利用したものであり、有底円筒状のシリンダ27内にピストン28が摺動可能に嵌装され、ピストン28によってシリンダ27内の底部側に作動油29が封入されている。シリンダ27の開口端には、雌ねじ部30を有するキャップ部材31(雌ねじ部材)が取付けられ、雌ねじ部30に雄ねじ部材32が螺合されている。雄ねじ部材32の一端部は、押圧部材33を介してピストン28に当接し、他端部は、キャップ部材31から外部に突出され、その先端に、インパクトレンチ等の締付け工具の出力軸(図示せず)を結合するための結合凹34が設けられている。
【0021】
このように構成したことにより、シリンダ27を固定し、結合凹部34にインパクトレンチ等の締付け工具の出力軸を結合して、締付けトルクを測定する。締付け工具によって雄ねじ部材32を回転させると、ピストン28によって作動油が圧縮されて体積歪を生じ、作動油29の体積弾性に応じた抵抗力が雄ねじ部材32の回転に作用し、この抵抗力と締付けトルクとが釣り合ったところで、雄ねじ部材32の回転が停止する。これにより、上記第1実施形態と同様、雄ねじ部材32の回転角を読みとることによって、締付けトルクを測定することができる。この場合にも、雌ねじ部30と雌ねじ部材32との間の摩擦によって、インパクトレンチ等による高周波トルクの入力に対して、適度に回転慣性力を減衰することができるので、安定して正確な測定値を得ることができる。
【0022】
なお、上記第1及び第2実施形態において、ばね手段の弾性力と締付けトルクとの関係が線形でない場合でも、これらの間に一定の相関関係があれば、その関係に応じて、雄ねじ部材の回転角を読みとる目盛を設定することにより、締付けトルクを測定することが可能である。
【0023】
また、ばね手段は、上記第1実施形態の皿ばね5、第2実施形態の作動油29のほか、雄ねじ部材の締込みに対して、弾性力を作用させることができるものであれば、コイルばね、弾性体からなるブロック等の他のばね手段を用いることもできる。
【0024】
次に、上記第1実施形態の締付けトルク測定装置1の使用方法の一例について図8及び図9を参照して説明する。
図8は、ボルト等のねじ類の締付け工程を有する製品又は部品の組立ライン35を示しており、ワークを搬送するコンベア36の側部に、所定の締付けトルクに調整されたインパクトレンチ等の締付け工具37が配置されており、この組立ライン35内において、締付け工具37の近傍に、締付けトルク測定装置1が配置されている。作業者38は、締付け工具37によってワークのねじ類の締付けを行い、所定のタイミングで締付けトルク測定装置1によって、締付け工具37の締付けトルクを測定する。
【0025】
これにより、作業者38は、締付け工具37の締付けトルクが規定値にあるかどうかを組立ライン35内で適宜チェックすることができるので、図9に示すように、組立ライン39の外に締付けトルクのチェックスペース40を配置した従来の一般的なレイアウトに比して、締付けトルクのチェックにかかる工数を低減して、作業効率を高めることができる。この場合、締付けトルク測定装置1は、電源等の外部設備が不要であり、簡単に組立ライン内に配置することができるので、設備コストも安価ですむ。
【0026】
【発明の効果】
以上詳述したように、本発明に係る締付けトルク測定装置によれば、簡単な構造で、インパクトレンチ等による高周波トルクおよびトルクレンチ等による低周波トルクの両方について、ほぼ正確な締付けトルクを測定することができる。
【図面の簡単な説明】
【図1】本発明の第1実施形態に係る締付けトルク測定装置の左半分を縦断面して示す側面図である。
【図2】図1に示す締付けトルク測定装置の平面図である。
【図3】図1に示す締付けトルク測定装置のキャップ部材、カラー、シャフト部材、T字ナットの分解側面図である。
【図4】図1に示す締付けトルク測定装置のシャフト部材の下面図である。
【図5】図1に示す締付けトルク測定装置における締付けトルクとボルトの回転角との関係を示すグラフ図である。
【図6】図1に示す締付けトルク測定装置における低周波トルク及び高周波トルクの表示トルクと入力トルクとの関係を示すグラフ図である。
【図7】本発明の第2実施形態に係る締付けトルク測定装置の縦断面図である。
【図8】本発明の締付けトルク測定装置を用いた組立ラインのレイアウトを示す図である。
【図9】従来の締付けトルク測定装置を用いた一般的な組立ラインのレイアウトを示す図である。
【符号の説明】
1 締付けトルク測定装置
5 皿ばね(ばね手段)
8 ボルト(雄ねじ部材)
9 T字ナット(雌ねじ部材)
Claims (4)
- 互いに螺合され、締付けトルクを受けて相対回転する雌ねじ部材及び雄ねじ部材と、前記雌ねじ部材と前記雄ねじ部材との軸方向の相対変位に対して弾性力を付与するばね手段とを備え、前記雌ねじ部材と前記雄ねじ部材との相対回転角に基づいて締付けトルクを測定することを特徴とする締付けトルク測定装置。
- 前記ばね手段は、前記雄ねじ部材と前記雌ねじ部材との軸方向の相対変位による歪みと、弾性力とがほぼ比例することを特徴とする請求項1に記載の締付けトルク測定装置。
- 前記ばね手段は、皿ばねであることを特徴とする請求項1又は2に記載の締付けトルク測定装置。
- 前記ばね手段は、作動油の体積弾性によって弾性力を発生させることを特徴とする請求項1又は2のいずれかに記載の締付けトルク測定装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003027140A JP2004239681A (ja) | 2003-02-04 | 2003-02-04 | 締付けトルク測定装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003027140A JP2004239681A (ja) | 2003-02-04 | 2003-02-04 | 締付けトルク測定装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004239681A true JP2004239681A (ja) | 2004-08-26 |
Family
ID=32954967
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003027140A Pending JP2004239681A (ja) | 2003-02-04 | 2003-02-04 | 締付けトルク測定装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004239681A (ja) |
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008134061A (ja) * | 2006-11-27 | 2008-06-12 | Uryu Seisaku Ltd | 締付工具の締付能力判定装置 |
| JP2014237189A (ja) * | 2013-06-07 | 2014-12-18 | 株式会社ユタニ | 締付トルク測定装置 |
| CN106181811A (zh) * | 2015-05-07 | 2016-12-07 | 哈尔滨飞机工业集团有限责任公司 | 扭转弹簧测力工装 |
| US10052733B2 (en) | 2015-06-05 | 2018-08-21 | Ingersoll-Rand Company | Lighting systems for power tools |
| US10418879B2 (en) | 2015-06-05 | 2019-09-17 | Ingersoll-Rand Company | Power tool user interfaces |
| US10615670B2 (en) | 2015-06-05 | 2020-04-07 | Ingersoll-Rand Industrial U.S., Inc. | Power tool user interfaces |
| US10668614B2 (en) | 2015-06-05 | 2020-06-02 | Ingersoll-Rand Industrial U.S., Inc. | Impact tools with ring gear alignment features |
| US11260517B2 (en) | 2015-06-05 | 2022-03-01 | Ingersoll-Rand Industrial U.S., Inc. | Power tool housings |
| CN114993545A (zh) * | 2022-05-24 | 2022-09-02 | 东方电气(德阳)电动机技术有限责任公司 | 一种高强度螺栓拧紧力矩和摩擦系数的测定装置及其测定方法 |
| US11491616B2 (en) | 2015-06-05 | 2022-11-08 | Ingersoll-Rand Industrial U.S., Inc. | Power tools with user-selectable operational modes |
| US20250214186A1 (en) * | 2020-12-15 | 2025-07-03 | Daifuku Co., Ltd. | Screw Member Tightening and Loosening Apparatus, and Screw Member Tightening and Loosening Method |
-
2003
- 2003-02-04 JP JP2003027140A patent/JP2004239681A/ja active Pending
Cited By (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008134061A (ja) * | 2006-11-27 | 2008-06-12 | Uryu Seisaku Ltd | 締付工具の締付能力判定装置 |
| JP2014237189A (ja) * | 2013-06-07 | 2014-12-18 | 株式会社ユタニ | 締付トルク測定装置 |
| CN106181811A (zh) * | 2015-05-07 | 2016-12-07 | 哈尔滨飞机工业集团有限责任公司 | 扭转弹簧测力工装 |
| CN106181811B (zh) * | 2015-05-07 | 2018-04-03 | 哈尔滨飞机工业集团有限责任公司 | 扭转弹簧测力工装 |
| US10615670B2 (en) | 2015-06-05 | 2020-04-07 | Ingersoll-Rand Industrial U.S., Inc. | Power tool user interfaces |
| US10418879B2 (en) | 2015-06-05 | 2019-09-17 | Ingersoll-Rand Company | Power tool user interfaces |
| US10052733B2 (en) | 2015-06-05 | 2018-08-21 | Ingersoll-Rand Company | Lighting systems for power tools |
| US10668614B2 (en) | 2015-06-05 | 2020-06-02 | Ingersoll-Rand Industrial U.S., Inc. | Impact tools with ring gear alignment features |
| US11260517B2 (en) | 2015-06-05 | 2022-03-01 | Ingersoll-Rand Industrial U.S., Inc. | Power tool housings |
| US11491616B2 (en) | 2015-06-05 | 2022-11-08 | Ingersoll-Rand Industrial U.S., Inc. | Power tools with user-selectable operational modes |
| US11602832B2 (en) | 2015-06-05 | 2023-03-14 | Ingersoll-Rand Industrial U.S., Inc. | Impact tools with ring gear alignment features |
| US11707831B2 (en) | 2015-06-05 | 2023-07-25 | Ingersoll-Rand Industrial U.S., Inc. | Power tool housings |
| US11784538B2 (en) | 2015-06-05 | 2023-10-10 | Ingersoll-Rand Industrial U.S., Inc. | Power tool user interfaces |
| US20250214186A1 (en) * | 2020-12-15 | 2025-07-03 | Daifuku Co., Ltd. | Screw Member Tightening and Loosening Apparatus, and Screw Member Tightening and Loosening Method |
| CN114993545A (zh) * | 2022-05-24 | 2022-09-02 | 东方电气(德阳)电动机技术有限责任公司 | 一种高强度螺栓拧紧力矩和摩擦系数的测定装置及其测定方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6901185B2 (ja) | ねじ締め装置およびハンドヘルドねじ締めシステム | |
| JP2004239681A (ja) | 締付けトルク測定装置 | |
| US12128530B2 (en) | Screw device having integrated detection means | |
| CA2811139C (en) | Assembly, intercalated between a torque tool and a fastening element, for measuring torques and tightening angles | |
| US5567886A (en) | Hydraulic impulse screwdriver particularly for tightening screw connections | |
| US20140096985A1 (en) | Method and mechanism for the indirect coupling torque control | |
| TW201713928A (zh) | 扭力感測裝置及結合扭力感測裝置的旋轉驅動工具 | |
| JPS61181932A (ja) | 荷重指示用部材、装置および方法 | |
| CN110238637B (zh) | 拧紧机及拧紧装置 | |
| CN207071789U (zh) | 电动螺丝批静态扭矩传感器 | |
| CN111300328B (zh) | 扭力调整装置 | |
| JP4748880B2 (ja) | トルク検出器用ビット・アダプタ | |
| JP2001264199A (ja) | トルク検出器用ビット・アダプタ | |
| CN214793575U (zh) | 螺栓锁固作业用的螺栓夹紧力传感器 | |
| CN109000835B (zh) | 一种动态差分式扭矩传感器 | |
| WO2021256404A1 (ja) | 超音波探触子 | |
| EP4401921B1 (en) | A power tool and a method of determining torque | |
| CN222299009U (zh) | 扭矩传感器组件以及力矩扳手 | |
| CN114838861B (zh) | 螺栓锁固作业用的螺栓夹紧力传感器 | |
| US7089807B2 (en) | Low-cost high precision twisting measuring device | |
| CN2836069Y (zh) | 数字式扭力控制显示工具 | |
| CN215640128U (zh) | 齿轮扭力快速检测结构 | |
| JPH0442027A (ja) | 螺子締付力測定装置 | |
| CN220854076U (zh) | 刚度测试装置 | |
| CN109357651A (zh) | 精密驱动位移测量装置 |