JP2004242549A - Cube for rearing animal and method for producing the same - Google Patents
Cube for rearing animal and method for producing the same Download PDFInfo
- Publication number
- JP2004242549A JP2004242549A JP2003034517A JP2003034517A JP2004242549A JP 2004242549 A JP2004242549 A JP 2004242549A JP 2003034517 A JP2003034517 A JP 2003034517A JP 2003034517 A JP2003034517 A JP 2003034517A JP 2004242549 A JP2004242549 A JP 2004242549A
- Authority
- JP
- Japan
- Prior art keywords
- fiber
- weight
- melting point
- cube
- fibers
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 241001465754 Metazoa Species 0.000 title claims abstract description 13
- 230000000384 rearing effect Effects 0.000 title abstract 3
- 238000004519 manufacturing process Methods 0.000 title description 2
- 239000000835 fiber Substances 0.000 claims abstract description 158
- 238000002844 melting Methods 0.000 claims abstract description 55
- 230000008018 melting Effects 0.000 claims abstract description 36
- 239000004745 nonwoven fabric Substances 0.000 claims abstract description 27
- 238000000034 method Methods 0.000 claims abstract description 18
- 238000005520 cutting process Methods 0.000 claims abstract description 4
- 229920000728 polyester Polymers 0.000 claims description 27
- 238000003975 animal breeding Methods 0.000 claims description 14
- 239000002131 composite material Substances 0.000 claims description 9
- 229920000297 Rayon Polymers 0.000 claims description 8
- 239000002964 rayon Substances 0.000 claims description 8
- 238000009395 breeding Methods 0.000 claims description 7
- 230000001488 breeding effect Effects 0.000 claims description 7
- 239000000203 mixture Substances 0.000 claims description 7
- -1 polypropylene Polymers 0.000 claims description 7
- 239000004677 Nylon Substances 0.000 claims description 5
- 229920001778 nylon Polymers 0.000 claims description 5
- 229920002972 Acrylic fiber Polymers 0.000 claims description 3
- 229920000742 Cotton Polymers 0.000 claims description 3
- 239000004698 Polyethylene Substances 0.000 claims description 3
- 239000004743 Polypropylene Substances 0.000 claims description 3
- 229920000573 polyethylene Polymers 0.000 claims description 3
- 229920001155 polypropylene Polymers 0.000 claims description 3
- 210000002268 wool Anatomy 0.000 claims description 3
- 238000010438 heat treatment Methods 0.000 description 11
- 238000005406 washing Methods 0.000 description 9
- 239000000306 component Substances 0.000 description 8
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 8
- 238000010521 absorption reaction Methods 0.000 description 7
- 230000000052 comparative effect Effects 0.000 description 7
- 238000004080 punching Methods 0.000 description 7
- 229920001225 polyester resin Polymers 0.000 description 6
- 239000004645 polyester resin Substances 0.000 description 6
- 241000700159 Rattus Species 0.000 description 4
- 238000001035 drying Methods 0.000 description 4
- 230000000694 effects Effects 0.000 description 4
- 239000008358 core component Substances 0.000 description 3
- 230000029142 excretion Effects 0.000 description 3
- 229920005989 resin Polymers 0.000 description 3
- 239000011347 resin Substances 0.000 description 3
- 241000283973 Oryctolagus cuniculus Species 0.000 description 2
- 230000032798 delamination Effects 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- 238000009736 wetting Methods 0.000 description 2
- VHUUQVKOLVNVRT-UHFFFAOYSA-N Ammonium hydroxide Chemical compound [NH4+].[OH-] VHUUQVKOLVNVRT-UHFFFAOYSA-N 0.000 description 1
- 239000004606 Fillers/Extenders Substances 0.000 description 1
- 229920002302 Nylon 6,6 Polymers 0.000 description 1
- QGZKDVFQNNGYKY-UHFFFAOYSA-N ammonia Natural products N QGZKDVFQNNGYKY-UHFFFAOYSA-N 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 239000004927 clay Substances 0.000 description 1
- 238000004140 cleaning Methods 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 238000013329 compounding Methods 0.000 description 1
- BXKDSDJJOVIHMX-UHFFFAOYSA-N edrophonium chloride Chemical compound [Cl-].CC[N+](C)(C)C1=CC=CC(O)=C1 BXKDSDJJOVIHMX-UHFFFAOYSA-N 0.000 description 1
- 230000004927 fusion Effects 0.000 description 1
- 238000002156 mixing Methods 0.000 description 1
- 239000004576 sand Substances 0.000 description 1
Landscapes
- Housing For Livestock And Birds (AREA)
- Nonwoven Fabrics (AREA)
Abstract
Description
【0001】
【発明の属する技術分野】
本発明はペット、あるいは医療機関等の研究に使用されているラットやウサギの飼育時の排泄物を吸収する飼育用キューブに関する。
更に詳しくは、動物が排泄した排泄物を速やかに吸収すると共に、使用後に洗浄,乾燥により再使用可能な飼育用キューブに関するものである。
【0002】
【従来の技術】
ペット飼育時の排泄物処理は日常、経験しているが、特に医療関係の研究に使用されているラットやウサギ等の飼育時の排泄物は近時、年々膨大な量になっており、その処理が心配されている。
現在上記動物飼育時の排泄物処理に使用されている素材は鉋屑や、おが屑等が主流であり、砂等も用いられているが、これらは使用後廃棄する外はなく、排泄物量の増加と共に、この処理が大変になって来ている。
【0003】
【発明が解決しようとする課題】
そこで、本発明者は上述の実状に鑑み、その打開を図るべく、ラット等に使用している飼育鉋屑の代替について不織布の利用を検討し、要求される性能について考究した。
その結果、層間剥離なく、形態保持が可能であること、水切り性が良好であること、100℃の蒸気に耐え、複数回の洗浄が可能であること、動物が食べても安全であること、洗浄後の乾燥が簡単であること等、種々の性能を見出すに至った。
【0004】
本発明は上述の如き検討の結果、、特にラット等に使用されている飼育用鉋屑等の代替品として使用可能な不織布素材を見出すことにより、排泄物吸収の効率を高めると共に、使用後に洗浄,乾燥により再使用を可能として処理を簡易化し、経済性を向上するフェルト状不織布製キューブを提供することを目的とするものである。
【0005】
【課題を解決するための手段】
即ち、上記目的に適合する本発明の特徴は、先ず、第1に高融点繊維と、熱融着性繊維及び親水性繊維からなるフェルト状不織布であって、その垂直剥離強力が少なくとも1.2N/cm2以上である該不織布を所要形状に裁断加工して動物飼育用キューブとなした点にある。
【0006】
ここで、上記高融点繊維と熱融着性繊維及び親水性繊維の各構成比率は、高融点繊維は85重量%以下で、熱融着性繊維は5〜70重量%、親水性繊維は10〜90重量%の範囲であることが好ましく、上記範囲において適宜、選択構成する。
【0007】
高融点繊維は一般にナイロン,ポリエステル,ポリプロピレン,ポリエチレンで知られる繊維群から選ばれた1又は2以上の繊維が用いられ、熱融着性繊維は同種または異種の高融点繊維成分と低融点繊維成分からなるサイドバイサイドあるいは芯鞘構造を有する複合繊維が用いられる。
また、親水性繊維としては綿繊維の外、羊毛,レイヨン繊維,アクリル繊維から選ばれた1又は2以上の繊維が使用される。
【0008】
そして、本発明は上記動物飼育用キューブの製造方法も他の特徴であり、高融点繊維と熱融着性繊維及び親水性繊維の混繊からなる繊維層にニードル加工を施した後、該繊維層をホットエアースルー法による熱風処理し、繊維層中の熱融着性繊維を溶融し、高融点繊維と親水性繊維に互いに接着してフェルト状不織布を得、その後に該不織布をサイコロ状など、所要形状に裁断する方法を提供する。
【0009】
【発明の実施の形態】
以下、更に本発明の具体的な実施態様について詳述する。
本発明キューブは上記のように高融点繊維と熱融着性繊維及び親水性繊維の混繊からなる繊維層によるフェルト状不織布を素材として構成されるものである。
この場合、繊維層形成における各繊維の構成比率は高融点繊維が85重量%以下、熱融着性繊維が5〜70重量%,親水性繊維が10〜90重量%の各範囲が好ましい。
【0010】
使用される高融点繊維としてはナイロン,ポリエステル,ポリプロピレン,ポリエチレンから選ばれた1種又は2種以上の繊維であり、コスト面より性能の許す限り増量材として使用することが好ましく、85重量%を上限として可及的多く平均的に50重量%程度使用することが好適である。
【0011】
熱融着性繊維は同種あるいは異種の高融点繊維成分と低融点繊維成分からなるサイドバイサイドあるいは芯鞘構造の何れかの複合繊維であり、例えば、鞘成分がナイロン又は低融点ポリエステル樹脂、芯成分がポリエステル樹脂あるいはナイロン66樹脂からなるものが一般的であり、なかでも鞘成分が低融点ポリエステル樹脂、芯成分がポリエステル樹脂からなるものが実用的である。
この場合、熱融着する鞘成分のナイロン又は低融点ポリエステル樹脂は芯成分に比し、低融点で110℃〜220℃程度であり、特に低融点ポリエステル樹脂は110℃程度である。
【0012】
この熱融着性成分を含む熱融着性繊維は5重量%以下では繊維層における繊維間の交絡状態がニードルパンチだけでは不十分であり、通常、70重量%以下、特に10〜30重量%の混入が好適である。
70重量%を超えると不織布が固くなり、また厚さの調整がしにくくなるので好ましくない。
親水性繊維は、親水性を有する繊維であればよいが、通常、綿繊維,羊毛繊維,レイヨン繊維,アクリル繊維が使用され、これらは1種に限らず2種以上を混合してもよい。
【0013】
配合にあたっては10〜90重量%の範囲が適用され、好ましくは10〜30重量%で、10重量%以下では繊維層の吸水速度が低下し、何時までもじとじとして濡れの十分な効果を得ることができない。
また、100重量%の適用も可能であるが、繊維層における繊維間交絡がニードルパンチだけでは不十分となり、少なくとも5重量%以上の熱融着性繊維が必要となる。
従って、以上のような観点から本発明の繊維層は前述した構成比率による繊維層が好適な繊維層として用いられる。
【0014】
上記繊維層形成に用いられる繊維の繊度ならびに繊維層の目付,密度は特に規制されるものではないが、傾向としては以下の範囲が使用される。
即ち、繊維繊度としては特に限定せず、一般的に使用される繊度範囲でよいが、好適な範囲としては1dTex〜30dTex、望ましくは3〜15dTexである。
1dTex以下ではキューブ自身が柔らか過ぎ、厚さが得にくい。30dTex以上では繊維が固く肌触りがよくないので好ましくない。
また、繊維層目付としては300〜2000g/m2が好適であり、300g/m2以下では密度に関係し、動物の荷重による変形が大きくなる限界で、動物の手足に繊維が絡まり易くなる。
【0015】
一方、2000g/m2以上では形成したキューブの中央部分の接着が難しく、十分に接着することができない恐れがある。
更に、密度については見掛け密度25mg/cc〜100mg/ccの範囲が好ましく、25mg/cc以下では動物の荷重による変形が大きく限界で、また動物の手足に絡まり易くなる。
一方、100mg/cc以上では繊維層が固くなり、肌触りに難を生じ易くなる。
【0016】
次に前記高融点繊維と熱融着性繊維及び親水性繊維の混繊からなる繊維層は、これにニードル加工を施して繊維間を交絡し、一体化すると共に、ホットエアースルー法による熱風処理を行って繊維層中の熱融着性繊維を溶融し、高融点繊維と親水性繊維に互いに接着させて均一なフェルト状不織布シートとし、このシート状不織布をサイコロ状,円柱,直方形状など、所要形状に裁断して本発明におけるキューブとして使用する。
【0017】
ニードル加工は既知の手段に従って、例えば表面側に針深さ5mm,打ち込み本数100本/cm2,裏面側に同様に針深さ5mm,打ち込み本数100本/cm2でニードルパンチ処理されるが、繊維層の構成目付等に応じて適宜、選択し変動することは勿論である。
【0018】
また、ホットエアースルー方式による熱処理は、ニードルパンチ処理後の繊維層に対し均一に加熱処理する上に有効であり、通常、160℃前後、処理速度2m/minで、180秒間程度の処理が施される。勿論、この熱処理も、温度,処理速度,処理時間共に前記に必らずしも拘束されるものではなく、適宜、変更可能であることは云うまでもない。
そして得られたフェルト状不織布は、例えば25mm角程度の大きさのサイコロ状など所要形状に裁断してキューブに作成する。
勿論、25mm角に限らず、使用目的,使用場所に応じて適宜決められる。
【0019】
なお、本発明フェルト状不織布は層間剥離を嫌うため垂直剥離強力が1.2N/cm2以上であることが必要である。垂直剥離強力は繊維間同志の接着の程度を知ることができ、洗濯時の試料の毛羽立ち、即ち、繊維層間の剥離度合いと対応する。
垂直剥離強力が1.2N/cm2以下では規定の条件で洗濯した場合に何回洗濯できるかに対して1回で剥離が生じてしまい、製品としては不合格である。
【0020】
【実施例】
以下、更に本発明の実施例ならびに比較例を掲げる。
【0021】
実施例1
繊度7.8デシテックス(dTex)、繊維長51mmのポリエステル繊維(融点:260℃)50重量%、繊度7.8デシテックス、繊維長51mmのレイヨン繊維30重量%と、繊度4.4デシテックス、繊維長51mmのポリエステル/低融点ポリエステル複合繊維(低融点ポリエステルの融点:110℃)20重量%を均一に混合し、次いで、カーディングして目付1412g/m2の繊維層とし、引き続き、表面側に針深さ5mm、打ち込み本数100本/cm2、裏面側に同様に針深さ5mm、打ち込み本数100本/cm2のニードルパンチ処理を施し、次いで熱処理機(ホットエアースルー方式)で160℃、処理速度2m/minで180秒間処理してフェルト状不織布を得た。次いで、該不織布を25mm角に裁断して本発明の動物飼育用キューブ製品を得た。
【0022】
実施例2
繊度7.8デシテックス(dTex)、繊維長51mmのポリエステル繊維(融点:260℃)50重量%、繊度7.8デシテックス、繊維長51mmのレイヨン繊維30重量%と、繊度4.4デシテックス、繊維長51mmのポリエステル/低融点ポリエステル複合繊維(低融点ポリエステルの融点:110℃)20重量%を均一に混合し、次いで、カーディングして目付679g/m2の繊維層とし、引き続き、表面側に針深さ5mm、打ち込み本数100本/cm2、裏面側に同様に針深さ5mm、打ち込み本数100本/cm2のニードルパンチ処理を施し、次いで熱処理機(ホットエアースルー方式)で160℃、処理速度2m/minで180秒間処理してフェルト状不織布を得た。次いで、該不織布を25mm角に裁断して本発明の動物飼育用キューブ製品を得た。
【0023】
実施例3
繊度7.8デシテックス(dTex)、繊維長51mmのポリエステル繊維(融点:260℃)70重量%、繊度7.8デシテックス、繊維長51mmのレイヨン繊維10重量%と、繊度4.4デシテックス、繊維長51mmのポリエステル/低融点ポリエステル複合繊維(低融点ポリエステルの融点:110℃)20重量%を均一に混合し、次いで、カーディングして目付700g/m2の繊維層とし、引き続き、表面側に針深さ5mm、打ち込み本数100本/cm2、裏面側に同様に針深さ5mm、打ち込み本数100本/cm2のニードルパンチ処理を施し、次いで熱処理機(ホットエアースルー方式)で160℃、処理速度2m/minで180秒間処理してフェルト状不織布を得た。次いで、該不織布を25mm角に裁断して本発明の動物飼育用キューブ製品を得た。
【0024】
実施例4
繊度3.3デシテックス(dTex)、繊維長51mmのポリエステル繊維(融点:260℃)50重量%、繊度3.3デシテックス、繊維長51mmのレイヨン繊維30重量%と、繊度4.4デシテックス、繊維長51mmのポリエステル/低融点ポリエステル複合繊維(低融点ポリエステルの融点:110℃)20重量%を均一に混合し、次いで、カーディングして目付727g/m2の繊維層とし、引き続き、表面側に針深さ5mm、打ち込み本数100本/cm2、裏面側に同様に針深さ5mm、打ち込み本数100本/cm2のニードルパンチ処理を施し、次いで熱処理機(ホットエアースルー方式)で160℃、処理速度2m/minで180秒間処理してフェルト状不織布を得た。次いで、該不織布を25mm角に裁断して本発明の動物飼育用キューブ製品を得た。
【0025】
比較例1
繊度7.8デシテックス(dTex)、繊維長51mmのポリエステル繊維(融点:260℃)70重量%、繊度4.4デシテックス、繊維長51mmのポリエステル/低融点ポリエステル複合繊維(低融点ポリエステルの融点:110℃)30重量%を均一に混合し、次いで、カーディングして目付600g/m2の繊維層とし、引き続き、表面側に針深さ5mm、打ち込み本数100本/cm2、裏面側に同様に針深さ5mm、打ち込み本数100本/cm2のニードルパンチ処理を施し、次いで熱処理機(ホットエアースルー方式)で160℃、処理速度2m/minで180秒間処理してフェルト状不織布を得た。次いで、該不織布を25mm角に裁断して比較の動物飼育用キューブ製品を得た。
【0026】
比較例2
繊度7.8デシテックス(dTex)、繊維長51mmのポリエステル繊維(融点:260℃)50重量%、繊度7.8デシテックス、繊維長51mmのレイヨン繊維30重量%と、繊度4.4デシテックス、繊維長51mmのポリエステル/低融点ポリエステル複合繊維(低融点ポリエステル融点:110℃)20重量%を均一に混合し、次いで、カーディングして目付680g/m2の繊維層とし、引き続き、表面側に針深さ5mm、打ち込み本数100本/cm2、裏面側に同様に針深さ5mm、打ち込み本数100本/cm2のニードルパンチ処理を施し、次いで熱処理機(ホットエアースルー方式)で160℃、処理速度2m/minで180秒間処理してフェルト状不織布を得た。次いで、該不織布を25mm角に裁断して比較動物飼育用キューブ製品を得た。
【0027】
上記実施例及び比較例により得られた各キューブ製品の性能について夫々、対比したところ、下記表1の如き結果を得た。
表中の目付,厚さ,垂直剥離強力,吸水速度,洗濯性判定は夫々、下記に従った。
【0028】
目付量;JIS L1906の5.2記載の方法に準拠して求めた。
厚さ ;JIS L1906の5.1記載の方法に従って荷重2KPaで測定した。
垂直剥離強力;試験片を5cm角にカットした後、両面に両面テープを貼り、テンシロン引張り試験機にて、垂直方向に200mm/minのスピードで引っ張り最大点を測定し、その平均値で表す、(整数位まで)n=3
吸水高さ;JIS L1906の6.12 1B法(バイレック法)記載の方法に準拠して求めた。
(a)標準状態の水に試験片の下端が3cmつかる様にする。
(b)5分間の上昇高さを測定する。
(c)タテn=3の平均
洗濯試験;動物の排泄物を想定して下記のものを作成した。
(a)25×25×h(mm3)の試料片10ケを無作為にサンプリングする。
(b)4%アンモニア水に赤土を10g/リットル分散した溶液(A)
(c)試料片(10ケ)を溶液(A)に30秒間浸漬する。
)
(d)含浸試料を一昼夜静置する。
(e)含浸試料を水荒いし、先端ネットに入れて(蒸気+温水)にて15分洗浄する。
(f)洗浄試料を脱水後、乾燥する(100℃×60min)。
(g)試料の形態判定をする。形態の崩れがなければ(c)→(f)を繰り返す。
(h)洗濯判定 洗濯5回の状態を下記に分類した。
◎ 10個のキューブのうち、全部ダメージなし。
○ 10個のキューブのうち、9から7個はダメージなし。
△ 10個のキューブのうち、6から4個はダメージなし。
× 10個のキューブのうち、3個以下ダメージなし。
【0029】
【表1】
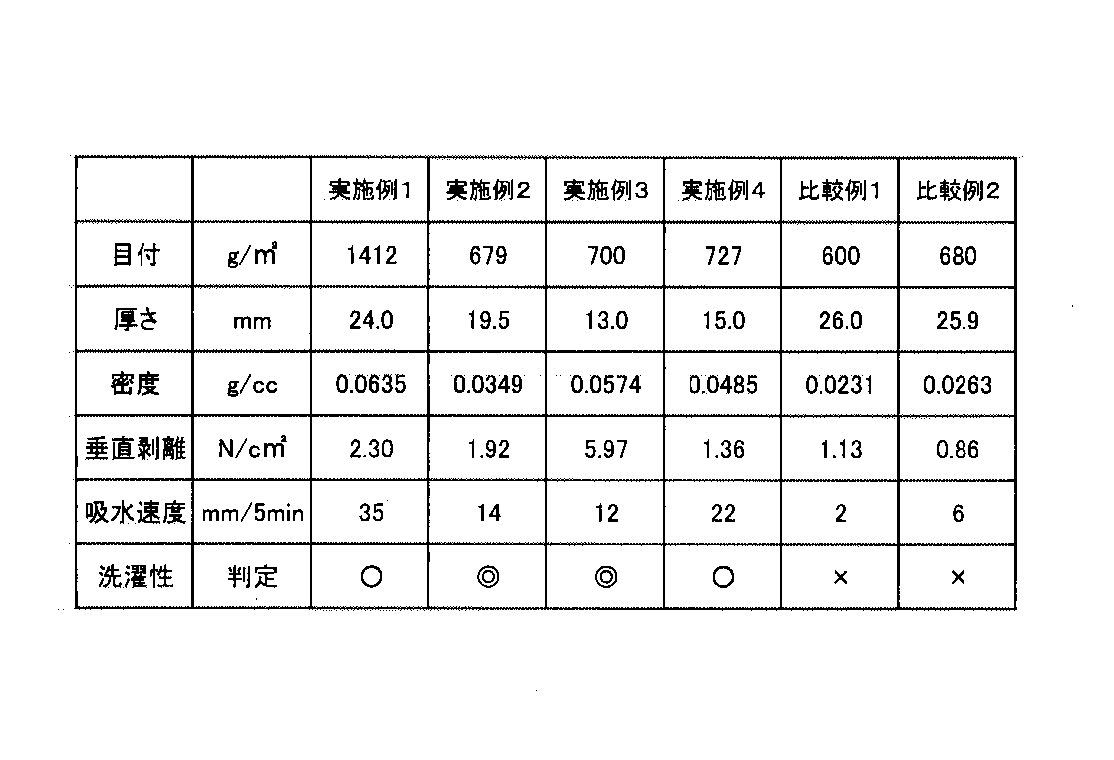
上記表より本発明によるキューブ製品は比較例のキューブ製品に比し、吸水速度に優れ、吸収性能良好であると共に、洗濯性においても良好であり、キューブ製品として充分、使用に好適であることが理解される。
【0031】
【発明の効果】
本発明は以上のように高融点繊維と、熱融着製繊維及び親水性繊維を夫々、所定の比率で混繊して構成し、垂直剥離強力を1.2N/cm2以上とした不織布を用い、所要形状に裁断した動物飼育用キューブであり、親水性繊維を混繊したことにより所要の吸水速度を得て、濡れの十分な効果が得られると共に、熱融着性繊維を混入することにより、ニードルパンチによる繊維の交絡状態を熱融着性繊維の融解接着により安定させて、1.2N/cm2以上の垂直剥離強力と相俟って形態安定性を高め、水切りをよくして洗濯性を向上させて排泄物を速やかに吸収し、かつ使用後に100℃の蒸気に耐えて12回の洗浄ができ、洗浄,乾燥により十分、再使用可能である顕著な効果を有する。[0001]
TECHNICAL FIELD OF THE INVENTION
The present invention relates to a breeding cube that absorbs excretions of breeding rats and rabbits used for research in pets and medical institutions.
More specifically, the present invention relates to a breeding cube that can quickly absorb excrement excreted by animals and can be reused by washing and drying after use.
[0002]
[Prior art]
Although we have experienced daily excrement disposal when raising pets, the excretion from raising rats and rabbits, which are used in medical research, has recently become enormous every year. I am worried about the processing.
Currently, the materials used for excrement disposal during animal breeding are mainly shavings, sawdust, etc., and sand is also used, but these are not discarded after use, but with the increase in excretion volume This process is getting harder.
[0003]
[Problems to be solved by the invention]
In view of the above-mentioned situation, the present inventor has studied the use of non-woven fabric as a substitute for the breeding shavings used for rats and the like in order to overcome the problem, and studied the required performance.
As a result, it is possible to maintain the form without delamination, to have good drainage, to withstand steam at 100 ° C., to be able to wash multiple times, to be safe for animals to eat, Various properties such as easy drying after washing have been found.
[0004]
As a result of the above-described studies, the present invention finds a nonwoven fabric material that can be used as a substitute for breeding shavings and the like used especially for rats and the like, thereby improving the efficiency of excrement absorption and washing and cleaning after use. It is an object of the present invention to provide a felt-shaped nonwoven fabric cube that can be reused by drying to simplify processing and improve economic efficiency.
[0005]
[Means for Solving the Problems]
That is, a feature of the present invention that meets the above-mentioned object is that firstly, a felt-like nonwoven fabric composed of a high-melting fiber, a heat-fusible fiber and a hydrophilic fiber has a vertical peel strength of at least 1.2N. / Cm 2 or more is cut into a required shape to form a cube for animal breeding.
[0006]
Here, the respective composition ratios of the high melting point fiber, the heat fusible fiber and the hydrophilic fiber are 85% by weight or less for the high melting point fiber, 5 to 70% by weight for the heat fusible fiber, and 10% for the hydrophilic fiber. The content is preferably in the range of 90% by weight to 90% by weight.
[0007]
The high-melting fiber is generally one or two or more fibers selected from a group of fibers known as nylon, polyester, polypropylene, and polyethylene, and the heat-fusible fibers are the same or different types of high-melting fiber component and low-melting fiber component. A composite fiber having a side-by-side or core-in-sheath structure is used.
As the hydrophilic fiber, one or more fibers selected from wool, rayon fiber, and acrylic fiber are used in addition to cotton fiber.
[0008]
The present invention also has another feature in the method for producing the animal breeding cube, wherein the fiber layer comprising a mixed fiber of a high melting point fiber, a heat fusible fiber and a hydrophilic fiber is subjected to needle processing, The layer is treated with hot air by a hot air through method to melt the heat-fusible fibers in the fiber layer and adhere to the high-melting fiber and the hydrophilic fiber to obtain a felt-like non-woven fabric. And a method for cutting into a required shape.
[0009]
BEST MODE FOR CARRYING OUT THE INVENTION
Hereinafter, specific embodiments of the present invention will be described in more detail.
As described above, the cube of the present invention is made of a felt-like nonwoven fabric made of a fiber layer composed of a mixture of a high-melting fiber, a heat-fusible fiber, and a hydrophilic fiber.
In this case, the composition ratio of each fiber in the fiber layer formation is preferably such that the high melting point fiber is 85% by weight or less, the heat fusible fiber is 5 to 70% by weight, and the hydrophilic fiber is 10 to 90% by weight.
[0010]
The high melting point fiber used is one or two or more kinds of fibers selected from nylon, polyester, polypropylene and polyethylene, and is preferably used as an extender as far as the performance permits from the viewpoint of cost. It is preferable to use as much as possible an average of about 50% by weight as an upper limit.
[0011]
The heat-fusible fiber is a composite fiber of any of side-by-side or core-sheath structure composed of the same or different high-melting fiber component and low-melting fiber component, for example, the sheath component is nylon or low-melting polyester resin, and the core component is A resin made of a polyester resin or a nylon 66 resin is generally used. Among them, a resin made of a low-melting polyester resin as a sheath component and a polyester resin as a core component is practical.
In this case, the sheath component nylon or the low-melting-point polyester resin to be heat-fused has a lower melting point of about 110 ° C. to 220 ° C. than the core component, and particularly about 110 ° C. for the low-melting polyester resin.
[0012]
When the heat fusible fiber containing the heat fusible component is 5% by weight or less, the entangled state between the fibers in the fiber layer is insufficient with only the needle punch, and is usually 70% by weight or less, particularly 10 to 30% by weight. Is preferred.
If it exceeds 70% by weight, the nonwoven fabric becomes hard and the thickness cannot be easily adjusted, which is not preferable.
The hydrophilic fiber may be any fiber having hydrophilicity, and usually, cotton fiber, wool fiber, rayon fiber and acrylic fiber are used, and these are not limited to one kind, and two or more kinds may be mixed.
[0013]
In the compounding, the range of 10 to 90% by weight is applied, preferably 10 to 30% by weight, and if it is 10% by weight or less, the water absorption rate of the fiber layer is reduced, and a sufficient effect of wetting as a binding is obtained. I can't.
Further, 100% by weight can be applied, but inter-fiber entanglement in the fiber layer is insufficient with only the needle punch, and at least 5% by weight or more of the heat-fusible fiber is required.
Therefore, from the above viewpoint, the fiber layer of the present invention is preferably a fiber layer having the above-described composition ratio.
[0014]
The fineness of the fiber used for forming the fiber layer and the basis weight and density of the fiber layer are not particularly limited, but the following ranges are used as a tendency.
That is, the fiber fineness is not particularly limited, and may be a generally used fineness range, but a preferable range is 1 dTex to 30 dTex, and preferably 3 to 15 dTex.
If it is less than 1 dTex, the cube itself is too soft, and it is difficult to obtain a thickness. If it is 30 dTex or more, the fibers are hard and the feel is not good, which is not preferable.
As the fiber layer basis weight is preferably 300~2000g / m 2, related to the density is 300 g / m 2 or less, the limit of deformation due to the animal of the load is increased, it tends fibers entangled animal limbs.
[0015]
On the other hand, if it is 2000 g / m 2 or more, it is difficult to adhere the central portion of the formed cube, and there is a possibility that the cube cannot be sufficiently adhered.
Further, the density is preferably in the range of an apparent density of 25 mg / cc to 100 mg / cc. When the density is 25 mg / cc or less, deformation due to the load of the animal is a large limit, and the animal is easily entangled with the limbs.
On the other hand, if it is 100 mg / cc or more, the fiber layer becomes hard, and it becomes easy to cause difficulty in touch.
[0016]
Next, the fiber layer made of a blend of the high-melting fiber, the heat-fusible fiber, and the hydrophilic fiber is subjected to needle processing so that the fibers are entangled with each other, integrated, and treated with hot air by a hot air through method. To melt the heat-fusible fibers in the fiber layer and adhere them to the high-melting fibers and hydrophilic fibers to form a uniform felt-like nonwoven sheet. It is cut into a required shape and used as a cube in the present invention.
[0017]
Needling is according to known means, for example, needle depth 5mm on the surface side, end counts 100 / cm 2, likewise needle depth 5mm on the back side, but are needle-punched with thread count 100 / cm 2, Needless to say, it can be appropriately selected and changed according to the basis weight of the fiber layer.
[0018]
The heat treatment by the hot air through method is effective in uniformly heating the fiber layer after the needle punching treatment. Usually, the heat treatment is performed at about 160 ° C. at a processing speed of 2 m / min for about 180 seconds. Is done. Of course, this heat treatment is not necessarily limited to the temperature, the processing speed, and the processing time as described above, and it is needless to say that the heat treatment can be appropriately changed.
Then, the obtained felt-like nonwoven fabric is cut into a required shape such as a dice shape having a size of about 25 mm square to form a cube.
Of course, it is not limited to a 25 mm square, but can be appropriately determined according to the purpose of use and the place of use.
[0019]
In addition, since the felt-like nonwoven fabric of the present invention dislikes delamination, it is necessary that the vertical peel strength is 1.2 N / cm 2 or more. The vertical peel strength indicates the degree of adhesion between fibers, and corresponds to the fluffing of the sample during washing, that is, the degree of peeling between fiber layers.
If the vertical peel strength is less than 1.2 N / cm 2 , when the laundry is washed under the specified conditions, the peeling occurs once for the number of washings that can be performed, and the product is rejected.
[0020]
【Example】
Hereinafter, examples and comparative examples of the present invention will be further described.
[0021]
Example 1
Fineness: 7.8 dtex (dTex), 50% by weight of polyester fiber having a fiber length of 51 mm (melting point: 260 ° C), fineness: 7.8 dtex, 30% by weight of rayon fiber having a fiber length of 51 mm, fineness of 4.4 dtex, fiber length 20% by weight of 51 mm polyester / low melting point polyester composite fiber (low melting point polyester melting point: 110 ° C.) is uniformly mixed and then carded into a fiber layer having a basis weight of 1412 g / m 2. Needle punching of 5 mm in depth and 100 needles / cm 2, and a needle depth of 5 mm and 100 needles / cm 2 on the back side, followed by treatment at 160 ° C. with a heat treatment machine (hot air through method) The treatment was performed at a speed of 2 m / min for 180 seconds to obtain a felt-like nonwoven fabric. Next, the nonwoven fabric was cut into 25 mm square to obtain a cube product for animal breeding of the present invention.
[0022]
Example 2
Fineness: 7.8 dtex (dTex), 50% by weight of polyester fiber having a fiber length of 51 mm (melting point: 260 ° C), fineness: 7.8 dtex, 30% by weight of rayon fiber having a fiber length of 51 mm, fineness of 4.4 dtex, fiber length 20% by weight of 51 mm polyester / low melting point polyester composite fiber (low melting point polyester melting point: 110 ° C.) is uniformly mixed and then carded to form a fiber layer having a basis weight of 679 g / m 2. Needle punching of 5 mm in depth and 100 needles / cm 2, and a needle depth of 5 mm and 100 needles / cm 2 on the back side, followed by treatment at 160 ° C. with a heat treatment machine (hot air through method) The treatment was performed at a speed of 2 m / min for 180 seconds to obtain a felt-like nonwoven fabric. Next, the nonwoven fabric was cut into 25 mm square to obtain a cube product for animal breeding of the present invention.
[0023]
Example 3
Fineness: 7.8 dtex (dTex), polyester fiber having a fiber length of 51 mm (melting point: 260 ° C.) 70% by weight, fineness: 7.8 decitex, rayon fiber having a fiber length of 51 mm 10% by weight, fineness 4.4 dtex, fiber length 20% by weight of 51 mm polyester / low melting point polyester composite fiber (low melting point polyester melting point: 110 ° C.) is uniformly mixed and then carded into a fiber layer having a basis weight of 700 g / m 2. Needle punching of 5 mm in depth and 100 needles / cm 2, and a needle depth of 5 mm and 100 needles / cm 2 on the back side, followed by treatment at 160 ° C. with a heat treatment machine (hot air through method) The treatment was performed at a speed of 2 m / min for 180 seconds to obtain a felt-like nonwoven fabric. Next, the nonwoven fabric was cut into 25 mm square to obtain a cube product for animal breeding of the present invention.
[0024]
Example 4
Fineness 3.3 dtex (dTex), 50% by weight of 51 mm fiber length polyester fiber (melting point: 260 ° C), fineness 3.3 dtex, 30% by weight rayon fiber with 51 mm fiber length, fineness 4.4 dtex, fiber length 20% by weight of a 51 mm polyester / low melting point polyester composite fiber (low melting point polyester melting point: 110 ° C.) is uniformly mixed, and then carded to form a fiber layer having a basis weight of 727 g / m 2. Needle punching of 5 mm in depth and 100 needles / cm 2, and a needle depth of 5 mm and 100 needles / cm 2 on the back side, followed by treatment at 160 ° C. with a heat treatment machine (hot air through method) The treatment was performed at a speed of 2 m / min for 180 seconds to obtain a felt-like nonwoven fabric. Next, the nonwoven fabric was cut into 25 mm square to obtain a cube product for animal breeding of the present invention.
[0025]
Comparative Example 1
Fineness: 7.8 dtex (dTex), polyester fiber having a fiber length of 51 mm (melting point: 260 ° C.) 70% by weight, polyester / low-melting polyester composite fiber having a fineness of 4.4 decitex, fiber length 51 mm (melting point of low-melting polyester: 110 30% by weight) and uniformly carded into a fibrous layer with a basis weight of 600 g / m 2 , followed by a needle depth of 5 mm on the front side, 100 needles / cm 2 on the back side, and similarly on the back side. Needle punching was performed at a needle depth of 5 mm and the number of punches was 100 needles / cm 2 , and then the coating was processed by a heat treatment machine (hot air through method) at 160 ° C. and a processing speed of 2 m / min for 180 seconds to obtain a felt-like nonwoven fabric. Next, the nonwoven fabric was cut into 25 mm square to obtain a comparative animal breeding cube product.
[0026]
Comparative Example 2
Fineness: 7.8 dtex (dTex), 50% by weight of polyester fiber having a fiber length of 51 mm (melting point: 260 ° C), fineness: 7.8 dtex, 30% by weight of rayon fiber having a fiber length of 51 mm, fineness of 4.4 dtex, fiber length 20% by weight of a 51 mm polyester / low melting point polyester composite fiber (low melting point polyester melting point: 110 ° C.) is uniformly mixed and then carded into a fiber layer having a basis weight of 680 g / m 2. is 5mm, end counts 100 / cm 2, likewise needle depth 5mm on the back side, the needle punching processing thread count 100 / cm 2 applied, then 160 ° C. in the heat treatment machine (hot air-through method), processing speed The treatment was performed at 2 m / min for 180 seconds to obtain a felt-like nonwoven fabric. Next, the nonwoven fabric was cut into 25 mm square to obtain a cube product for breeding a comparative animal.
[0027]
When the performances of the cube products obtained in the above Examples and Comparative Examples were compared with each other, results as shown in Table 1 below were obtained.
The basis weight, thickness, vertical peel strength, water absorption speed, and washability judgment in the table were as follows, respectively.
[0028]
The basis weight was determined according to the method described in 5.2 of JIS L1906.
Thickness: Measured under a load of 2 KPa according to the method described in 5.1 of JIS L1906.
Vertical peel strength: After cutting a test piece into a 5 cm square, a double-sided tape was applied to both sides, and the tensile maximum point was measured in a vertical direction at a speed of 200 mm / min with a Tensilon tensile tester, and expressed as an average value. (Up to the integer position) n = 3
The water absorption height was determined in accordance with the method described in JIS L1906, 6.12.1B method (Bilec method).
(A) The lower end of the test piece is immersed in the standard water at 3 cm.
(B) Measure the rise height for 5 minutes.
(C) Average washing test with vertical n = 3; the following was prepared assuming animal excrement.
(A) 10 sample pieces of 25 × 25 × h (mm 3 ) are randomly sampled.
(B) A solution in which 10 g / l of red clay is dispersed in 4% aqueous ammonia (A)
(C) Immerse the sample pieces (10 pieces) in the solution (A) for 30 seconds.
)
(D) Let the impregnated sample stand overnight.
(E) The impregnated sample is made rough with water, placed in a tip net, and washed with (steam + hot water) for 15 minutes.
(F) Dehydrate and wash the washed sample (100 ° C. × 60 min).
(G) Determine the form of the sample. If there is no deformation of the form, (c) → (f) is repeated.
(H) Washing determination The state of washing five times was classified as follows.
◎ All 10 cubes have no damage.
○ Of the 10 cubes, 9 to 7 are undamaged.
△ Out of 10 cubes, 6 to 4 are undamaged.
× 3 out of 10 cubes, no damage.
[0029]
[Table 1]
From the above table, the cube product according to the present invention is superior to the cube product of the comparative example, in that it has excellent water absorption rate, good absorption performance, and good washability, and is sufficient as a cube product and suitable for use. Understood.
[0031]
【The invention's effect】
The present invention provides a non-woven fabric having a high vertical melting strength of 1.2 N / cm 2 or more, as described above, in which the high-melting fiber, the heat-fused fiber, and the hydrophilic fiber are each mixed at a predetermined ratio. Used and cut into a required shape for animal breeding cubes, which obtains the required water absorption rate by mixing hydrophilic fibers, achieves a sufficient wetting effect, and mixes heat-fusible fibers. In this way, the entangled state of the fibers by the needle punch is stabilized by the fusion bonding of the heat-fusible fibers, the form stability is enhanced in combination with the vertical peel strength of 1.2 N / cm 2 or more, and the drainage is improved. Improves the washability, quickly absorbs excrement, withstands steam at 100 ° C. after use, can be washed 12 times, and has a remarkable effect that washing and drying are sufficient and reusable.
Claims (6)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003034517A JP4022155B2 (en) | 2003-02-13 | 2003-02-13 | Animal rearing cube |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003034517A JP4022155B2 (en) | 2003-02-13 | 2003-02-13 | Animal rearing cube |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2004242549A true JP2004242549A (en) | 2004-09-02 |
| JP4022155B2 JP4022155B2 (en) | 2007-12-12 |
Family
ID=33020167
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003034517A Expired - Fee Related JP4022155B2 (en) | 2003-02-13 | 2003-02-13 | Animal rearing cube |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4022155B2 (en) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101256152B1 (en) | 2011-11-16 | 2013-04-19 | (주)셀텍 | Compact device for making hay pellet |
| KR101256151B1 (en) | 2011-11-16 | 2013-04-19 | (주)셀텍 | Compact device for making hay cube |
| CN115088627A (en) * | 2022-06-20 | 2022-09-23 | 无锡绿建科技有限公司 | Strong-caking cat litter made of recycled sanitary materials and preparation method of strong-caking cat litter |
| WO2024184238A1 (en) * | 2023-03-03 | 2024-09-12 | Ikea Supply Ag | Mechanically bonded non-woven fabric |
-
2003
- 2003-02-13 JP JP2003034517A patent/JP4022155B2/en not_active Expired - Fee Related
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101256152B1 (en) | 2011-11-16 | 2013-04-19 | (주)셀텍 | Compact device for making hay pellet |
| KR101256151B1 (en) | 2011-11-16 | 2013-04-19 | (주)셀텍 | Compact device for making hay cube |
| CN115088627A (en) * | 2022-06-20 | 2022-09-23 | 无锡绿建科技有限公司 | Strong-caking cat litter made of recycled sanitary materials and preparation method of strong-caking cat litter |
| WO2024184238A1 (en) * | 2023-03-03 | 2024-09-12 | Ikea Supply Ag | Mechanically bonded non-woven fabric |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4022155B2 (en) | 2007-12-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6250792B2 (en) | Hydroentangled fibrous structure | |
| EP3610062B1 (en) | Hydroentangled airlaid process and industrial wipe products | |
| JP6226890B2 (en) | Hygiene products | |
| EP2692321B1 (en) | Temporary storage non-woven fabric | |
| ES2935200T3 (en) | Discontinuous or short bicomponent trilobal fibers and their uses | |
| CN1247583A (en) | Water-dispersible fibrous nonwoven coform composites | |
| JPH1181116A (en) | Short fiber non-woven fabric | |
| JP2022550586A (en) | sanitary goods | |
| JPH11291377A (en) | Composite nonwoven fabric | |
| JP7538038B2 (en) | Nonwoven fabric for absorbent articles, manufacturing method thereof, top sheet for absorbent articles, and absorbent articles | |
| JP4022155B2 (en) | Animal rearing cube | |
| JP2002061060A (en) | Non-woven fabric and processed non-woven fabric | |
| US20030089443A1 (en) | Dry-laid web with hollow synthetic fibers | |
| TW200417644A (en) | Dry-process non-woven pulp fabric composed of integrated layer structures | |
| JP2023101408A (en) | Nonwovens for wipers and wipers | |
| CN113322579B (en) | Composite spunlace nonwoven fabric for paper diaper, preparation method and paper diaper | |
| JP4854214B2 (en) | Water absorbent non-woven laminate | |
| JP4028958B2 (en) | Durable hydrophilic fiber and non-woven fabric using the same | |
| EP1794360A4 (en) | SYNTHETIC NON-WOVEN TOWING ETOFF | |
| JP6153300B2 (en) | Kitchen paper and manufacturing method thereof | |
| JP6001950B2 (en) | Auxiliary sheet | |
| JPH0931815A (en) | Fiber aggregate and its production | |
| DE202021001414U1 (en) | cover sheet | |
| EP0470167A1 (en) | Absorbent cloth | |
| US20080003914A1 (en) | Non-wovens incorporating avian by-products |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Effective date: 20051024 Free format text: JAPANESE INTERMEDIATE CODE: A621 |
|
| A977 | Report on retrieval |
Effective date: 20070720 Free format text: JAPANESE INTERMEDIATE CODE: A971007 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070731 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070820 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20070911 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20070928 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20101005 Year of fee payment: 3 |
|
| R150 | Certificate of patent (=grant) or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |